BAB II
TINJAUAN PUSTAKA
2.1 Konsep Lean
Konsep lean pertama kali dirumuskan oleh Toyota, pada prinsipnya konsep lean dalam berpikiratau lean thinking merupakan : (1) konsep berpikir untuk mencari cara dalam penciptaan value tanpa interupsi, efektif dan efisien sehingga dalam kegiatannya perusahaan dapat mengeliminasi waste dan (2) dengan adanya keadaan dan keinginan untuk mengeliminasi pemborosan, mengurangi biaya yang
diakibatkannya, dan juga employee empowerment. Lean thinking menyediakan cara untuk melakukan lebih dengan semakin sedikit usaha manusia, peralatan, waktu dan
ruang, tetapi semakin dekat dengan keinginan konsumen. Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan
menghilangkan pemborosan atau aktivitas-aktivitas yang tidak bernilai tambah
melalui peningkatan terus-menerus secara radikal (radical continuous improvement) dengan cara mengalirkan produk (material, work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan.
Lean production sangat efektif dan terbukti berhasil untuk menciptakan suatu proses produksi menjadi lebih lancar, efektif, dan efisien dengan model one piece flow, continuous improvement, dan pull production. Sedangkan kamus APICS edisi
10 mendefinisikan lean production sebagai sebuah filosofi dalam sistem produksi yang menitikberatkan pada usaha untuk meminimasi jumlah sumber daya (termasuk
waktu) yang digunakan pada aktivitas produksi di sebuah perusahaan tertentu.
Menurut Womack dan Jones (2003) penerapan dari filsofi lean didasarkan pada 5 prinsip utama yaitu:
1.Define value from the prespective the customer, value didefinisikan oleh end customer, artinya identifikasi terhadap kebutuhan customer dan kemampuan menciptakan nilai dari sudut pandang customer. Hal tersebut merupakan salah satu competitive advantage yang harus dimiliki oleh perusahaan.
2.Identify value stream, setelah kebutuhan customer sudah didapatkan, maka proses identifikasi terhadap value stream menjadi hal yang sangat penting. Dengan valuestream seluruh aktivitas produksi dipahami dan diukur.
3.Continuous flow process, merupakan usaha untuk menghilangkan waste dengan membuat proses berjalan atau continuous flow process. Konsep dari Continuous flow process adalah membuat produk pada waktu dibutuhkan mengalir satu – satu dari sati stasiun kerja ke stasiun kerja yang lainnya tanpa adanya waktu
tunggu.
4.Pull system, merupakan system yang berfokus pada kebutuhan customer dimana hanya membuat produk sesuai yang dibutuhkan customer dan pada waktu yang tepat.
5.Strive to perfection, selalu berusaha mencapai kesempurnaan dengan menghilangkan waste secara bertahap dan berkelanjutan.
Sebagian besar lean tools dan tekniknya merupakan suatu konsep teknik industri yang baik yang dapat diterapkan pada perusahaan dengan berbagai kondisi
tanpa banyak kesulitan. Bagaimanapun dampak aplikasinya akan terasa, jika
diterapkan dengan proses improvement yang berkelanjutan.
Bagian teknik tertentu akan dikembangkan, sehingga tools tersebut akan memiliki dampak terhadap investasi. Dengan pengembangan ini, akan mengurangi
waktu tunggu, waktu proses, biaya, dana pengiriman material hanya pada waktu dan
tempat yang dibutuhkan.
Pemikiran dasar yang mendasari penghilangan pemborosan ini untuk
mendorong persaingan yang bermanfaat didalam organisasi yang dipelopori oleh
Chief Engineer Toyota, Taiichi Onho dan sensi Shigeo Shingo dan pada dasarnya diorientasikan pada produktifitas kualitas. Alasannya adalah bahwa perbaikan
produktifitas dari lead ke perampingan (Lean) operasi yang dapat membantu untuk mengetahui lebih jauh pemborosan dan masalah dalam hal kualitas didalam system. Demikian halnya pemecahan secara sistematik pada pemborosan juga merupakan
pemecahan secara sistematik pada faktor-faktor yang mendasari kualitas yang buruk
(Poor Quality) dan sebagai dasar Management Problems atau masalah manajemen.
Proses manufaktur yang bersifat ramping (Lean Manufacturing) merupakan suatu sistem produksi menggunakan energi dan pemborosan yang sangat sedikit
untuk memenuhi apa yang menjadi keinginan konsumen. Tujuan dari manajemen
suatu proses sehingga aktifitas-aktifitas sepanjang aliran proses mampu menghasilkan
Value (nilai). Melalui eliminasi pemborosan ini, Lean menunjukkan kemampuannya yang dapat diaplikasikan dalam sebuah usaha baru tanpa menambah orang, dan
peralatan modal, tanpa mempengaruhi usaha yang ada dan tanpa mempekerjakan
sumber daya yang ada melebihi kapasitas jumlahnya.
Sistem produksi tradisional dikenal sebagai “berkelompok dan mengantri”
(batch and queue), yang berasal dari prinsip skala ekonomi. Pada sistem ini akan ditemui sebuah kondisi dimana tingkat produksi yang tinggi, pengelompokan dalam
ukuran besar, dan waktu antri yang lama, tanpa adanya penambahan in value. Lean Management menekankan pada pengelompokan dalam ukuran kecil dan pada akhirnya menjadi aliran tunggal, seperti halnya pada sebuah control dalam sistem
produksi yaitu suatu sistem pengendalian yang tidak terpusat, jumlah prediksi tiap
tahap proses ditentukan oleh jumlah nyata yang dipakai tahap proses selanjutnya.
Lima tahap proses pemikiran secara ramping adalah sebagai berikut :
Identify Value and V l St Eliminasi Waste
(Non Value Added)
PURSUE PERFECTION
Create Continous Flow Help Customer Pull
Process Output
Berikut merupakan tahap-tahap proses pemikiran lean :
1. Pengidentifikasian Nilai dan Aliran Proses (Identify Value and Value Stream) Pada tahap ini diidentifikasi semua langkah yang dibutuhkan untuk
mendesain, memesan, dan menghasilkan produk pada seluruh aliran proses
untuk mengetahui pemborosan yang tidak memberi nilai tambah.
2. Menciptakan Aliran Yang Berkelanjutan (Create Continous Flow)
Pada tahap ini semua tindakan yang memberi nilai tambah dibuat dalam suatu
aliran yang continous (Terus-menerus / Tak terputus).
3. Membantu Pelanggan Menarik Hasil Proses (Help Customer Pull Process Output)
Pada tahap ini bertujuan untuk mengetahui aktifitas-aktifitas penting yang
digunakan untuk membuat atau memenuhi keinginan pelanggan.
4. Mengeliminasi Pemborosan (Eliminasi Waste)
Pada tahap ini dilakukan eliminasi terhadap waste yang terjadi.
5. Menuju Penyempurnaan (Pursue Perfection)
Perbaikan yang telah dilakukan sebaiknya dilakukan secara terus-menerus
sehingga pemborosan yang terjadi dapat dihilangkan secara total dari proses
Tabel 2.1 Pendeskripsian Produksi Lean PRODUKSI SPESIALIS PRODUKSI MASSA PRODUKSI LEAN Tenaga Kerja
Memiliki skill tinggi dalam mendwsain, operasi mesin dan fitting, tenaga ahli
Tenaga kerja dibagi dalam divisi-divisi, peningkatan tanggung jawab
Tim kerja yang fleksibel terhadap proses, peningkatan tanggung jawab pada semua tenaga kerja dalam
organisasi Organisasi Terdesentralisasi tetap,
terpusat, parts didesain dan dibuat oleh mesin shop kecil, dikoordinasi oleh pemilik
Integrasi vertical, organisasi terpusat, teknik desain dan produksi pada 1 tempat
Jaringan kerja antara supplier dengan teknik desain, perbaikan sepanjang rangkaian penyediaan
Alat-alat Peralatan atau mesin dengan tujuan umum
Mesin Khusus Peralatan atau mesin dengan tujuan umum
Produk Produksi dengan volume sangat rendah – 1000 atau lebih rendah per tahunnya
Produksi dengan volume tinggi, Siklus hidup produk panjang
Siklus hidup produk mengalami penurunan cenderung pendek
Untuk mengaplikasikan lean kita harus memahami konsumen dan nilai mereka. Untuk memfokuskan pada hal ini maka perlu untuk mendefinisi value stream yang terjadi didalam perusahaan. Menurut Hines & Taylorvalue stream adalah segala aktivitas yang diperlukan untuk menghasilkan produk atau jasa. Untuk memuaskan
konsumen maka waste yang terjadi dalam value stream perlu dihilangkan atau dikurangi.
Lean yang diterapkan pada keseluruhan perusahaan disebut sebagai lean enterprise sementara yang diterapkan pada perusahaan manufaktur disebut lean manufacturing sedangkan yang diterapkan pada bidang jasa disebut sebagai lean service.
Terdapat beberapa prinsip pada lean manufacturing. Prinsip – prinsip pada lean manufacturing dengan produk berupa barang :
1. Spesifikasi secara tepat nilai produk yang diinginkan oleh pelanggan.
2. Identifikasi value stream untuk setiap produk.
3. Eliminasi semua pemborosan yang terdapat dalam aliran proses setiap
produk agar nilai dapat mengalir tanpa henti
4. Menetapkan sistem tarik (pull system) menggunakan kanban yang memungkinkan pelanggan menarik nilai dari produsen.
5. Mengejar keunggulan untuk mencapai kesempurnaan (zero waste) melalui peningkatan terus menerus secara radikal (radical continuous improvement).
Aktivitas produksi yaitu mengubah bahan baku menjadi produk setengah jadi
atau produk jadi adalah kegiatan yang memberikan nilai tambah. Nilai tambah
tersebut harus dikaitkan dengan perspektif pelanggan. Artinya, perubahan bahan baku
tersebut punya fungsi atau bisa dimanfaatkan oleh pelanggan. Kegiatan memindahkan
material tidak memberikan nilai tambah namun sering kali tidak bisa dihilangkan
kecuali dengan melakukan perombakan dramatis pada tata letak fasilitas produksi.
Demikian halnya dengan kegiatan transportasi dan penyimpanan. Kedua kegiatan ini
tidak memberikan nilai tambah namun sering kali dilakukan.
Pada lingkungan manufaktur atau logistik dimana yang dominan adalah aktivitas
fisik., aktivitas non-value adding biasanya dominan. Secara umum, menurut Hines dan Taylor , rasio ketiga jenis aktivitas di atas adalah sebagai berikut :
a. 5% aktivitas yang memberikan nilai tambah
b. 60% aktivitas yang tidak memberikan nilai tambah (dan mungkin bisa
dikurangi)
c. 35% aktivitas yang tidak memberikan nilai tambah namun perlu dilakukan
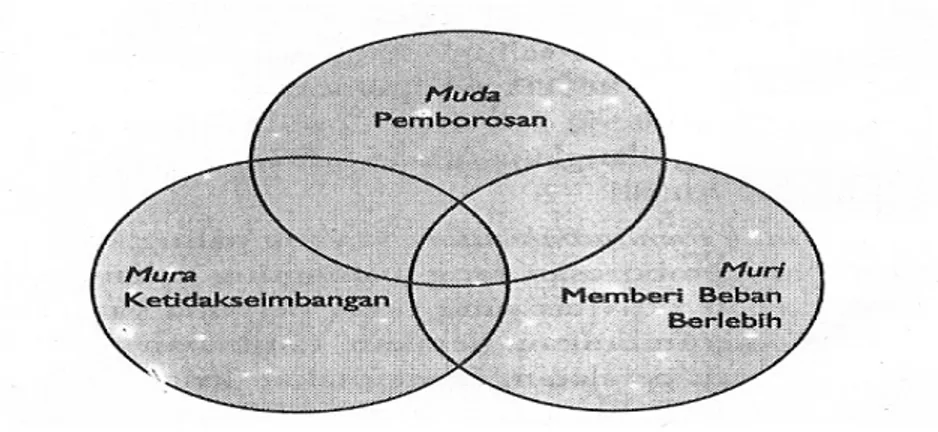
Seperti yang tercantum dalam The Toyota Way (2006), menghilangkan pemborosan atau Muda (dalam istilah bahasa Jepang) menjadi fokus dari upaya lean manufacturing. Namun ada dua M lain yang sama pentingnya untuk membuat lean manufacturing berjalan. Ketiga M tersebut adalah :
1. Muda – tidak menambah nilai
Merupakan tujuh pemborosan aktivitas yang tidak berguna yang dapat
memperpanjang lead time, menimbulkan gerakan tambahan, menciptakan kelebihan persediaan atau berakibat pada waktu menunggu.
2. Muri – memberi beban berlebih pada orang atau peralatan
Memanfaatkan mesin atau orang di luar batas kemampuannya. Membebani
orang secara berlebih menimbulkan masalah dalam keselamatan kerja dan
kualitas. Membebani peralatan secara berlebihan menyebabkan kerusakan dan
produk cacat.
3. Mura – ketidakseimbangan
Muda merupakan akibat dari Mura.
Ketidakseimbangan diakibatkan oleh jadwal produksi yang tidak teratur atau
volume produksi karena masalah kerusakan mesin, kekurangan komponen
atau produk cacat.. Ketidakseimbangan tingkat produksi berarti perlu
memiliki peralatan, material dan orang untuk melakukan tingkat produksi
yang tertinggi.
2.2 Waste
Waste atau pemborosan didefinisikan sebagai seluruh aktivitas yang mengkonsumsi waktu, sumber daya serta ruang tetapi tidak berkontribusi untuk
memuaskan kebutuhan konsumen.
2.2.1 Tujuh jenis waste
Hal yang utama jadi perhatian dalam menciptakan suatu proses produksi yang
efektif dan efisien adalah meminimalkan atau menghilangkan Non-value adding dan Necessary but Non-value adding dimana kedua aktivitas tersebut menimbulkan waste. Sesuai dengan konsep Lean yang bertujuan untuk meminimalkan atau menghilangkan waste, Menurut Gazpers (2002) terdapat seven waste dalam proses produksi yang didefinisikan dengan istilah E-DOWNTIME©, yang dijabarkan sebagai
berikut:
1. Produksi berlebihan (Overproduction)
Merupakan kegiatan produksi yang berlebihan dalam arti memproduksi
produk yang melebihi kebutuhan atau memproduksi produk lebih cepat
dari jadwal yang dibuat. Hal ini menyebabkan aliran informasi atau
produktivitas. Overproduction juga menimbulkan WIP yang banyak serta inventory berlebih.
2. Kecacatan (Defects)
Dapat diartikan sebagai cacat/rusak pada produk atau tidak sesuai
spesifikasi, terjadinya kesalahan yang berulang kali pada proses
pengerjaan, atau rendahnya peformansi pengiriman barang. Defects ini mengakibatkan timbulnya biaya serta tingginya complain dari konsumen
karena ketidakpuasan terhadap produk.
3. Persediaan yang tidak perlu (Unnecessary inventory)
Merupakan penyimpanan dan penundaan produk yang berlebihan dan
delay informasi produk atau material. Unnecessary inventory ini cenderung meningkatkan lead time dan menambah kebutuhan akan space atau ekspansi gudang sehingga akan menyebabkan peningkatan biaya dan
penurunan pelayanan terhadap konsumen.
4. Proses yang tidak tepat (Inappropriate processing)
Proses kerja yang dilakukan dengan menggunakan prosedur atau sistem
yang tidak tepat, penggunaan peralatan atau mesin yang tidak sesuai
5. Tranportasi yang tidak perlu (Excessive transportation)
Terjadinya pergerakan yang berlebihan dari manusia, informasi, produk
atau material sehingga menimbulkan pemborosan waktu, usaha dan biaya.
Transport adalah proses pemindahan material atau work in process dari satu stasiun kerja ke stasiun kerja lainnya. Dapat dikatakan pula transport merupakan kegiatan yang penting tapi tidak menambah nilai suatu
produk. Salah satu indikasi pemborosan ini berkaitan dengan layout lantai
produksi dan fasilitas penyimpanan, sehingga menyebabkan jarak tempuh
yang jauh ketika melakukan perpindahan dan kemungkinan besar akan
menyebabkan terjadinya kerusakan dan penurunan kualitas produk.
6. Menunggu (Waiting)
Merupakan kondisi dimana terjadi ketidak aktifan manusia, informasi,
material atau produk dalam periode yang cukup lama sehingga
menyebabkan aliran terganggu dan memperpanjang lead time. Selang waktu saat operator menunggu aliran produk dari proses sebelumnya
dapat disebut sebagai waiting. Kegiatan menunggu ini dapat disebabkan karena kecepatan produksi pada satu stasiun kerja lebih cepat atau lambat
7 Gerakan yang tidak perlu (Unnecessary motion)
Terjadi ketika operator melakukan pergerakan yang kurang perlu
sehingga menyebabkan proses menjadi lambat dan lead time akan lama. Pergerakan yang kurang perlu ini seperti pencarian komponen yang tidak
terdeteksi tempat penyimpanannya, gerakan tambahan dalam
pengoperasian mesin. Dapat disebabkan oleh buruknya kondisi tempat
kerja yang menyebabkan rendahnya tingkat ergonomic dan ketidak
konsistensian work method.
Tujuh pemborosan tersebut sedapat mungkin dikurangi secara terus menerus
sehingga tercipta sistem yang lean. Namun karena masing-masing pemborosan tersebut berbeda karakteristiknya, diperlukan pendekatan yang berbeda-beda untuk
menguranginya. Namun secara keseluruhan pengurangan pemborosan tersebut dapat
dilakukan dengan terlebih dahulu mempelajari dan mengerti proses saat ini dan
mengerti pemborosan apa yang dominan di masing-masing lokasi proses. Ini
kemudian diikuti dengan identifikasi potensi perbaikan dan membuat apa yang
dinamakan to be process, yakni konfigurasi proses yang diinginkan. Skala perubahan yang harus dilakukan tergantung pada perbedaan antara apa yang terjadi sekarang (as is) dan proses yang diinginkan (to be).
Dari ketujuh waste yang telah diidentifikasi diatas akan dicari asal-usul penyebabnya dengan cara memetakan aliran nilai (value stream) yang terjadi di
dalam proses produksi berlangsung. Tool yang digunakan untuk memetakan aliran nilai (value stream) yang terjadi dalam proses pembuatan produk adalah menggunakan Value Stream Analysis Tools (VALSAT).
2.2.2 Tiga kategori waste
Rawabdeh (2005) mengelompokkan ketujuh waste ke dalam tiga kategori
yang terkait dengan man, machine, dan material. Kategori man meliputi motion, waiting, dan overproduction. Kategori machine meliputi overprocessing dan overproduction, sedangkan kategori material meliputi transportation, inventory, dan defects. Ketiga kategori tersebut berupa aktivitas atau kondisi yang pada akhirnya mempengaruhi money (biaya). Seperti terlihat pada gambar 2.3 berikut :
Motion
Waiting
MAN MACHINE MATERIAL
Over Processing Tranportation Inventory MONEY Over Production Defects
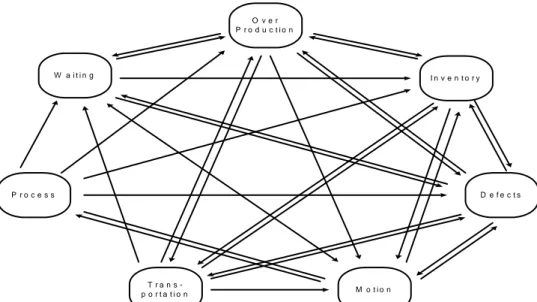
2.2.3 Seven waste relationships
Ketujuh jenis waste yang didefinisikan oleh Shigeo Shingo bersifat inter-dependent dan masing-masing memiliki suatu pengaruh terhadap jenis lainnya atau secara bersamaan dipengaruhi oleh jenis yang lainnya. Seperti terlihat pada gambar
2.4, pada jenis waste overproduction yang mempengaruhi timbulnya jenis waste inventory. Waste overproduction ini menghabiskan dan memerlukan jumlah raw material yang banyak, untuk itu perlu untuk penyimpanan raw material dan produksi
lebih banyak. Hal ini dapat menghabiskan space lantai, karena penyimpanan raw material dan work-in-process ini dianggap sebagai bentuk inventory untuk sementara waktu. Hubungan diantara waste ini sangatlah kompleks karena pengaruh dari tiap jenis terhadap yang lainnya dapat tampak secara langsung ataupun tidak langsung.
Seperti pada gambar 2.4 berikut :
P r o c e s s T r a n s -p o r t a t i o n I n v e n t o r y W a i t i n g O v e r P r o d u c t i o n D e f e c t s M o t i o n
2.3 Jenis – jenis Aktivitas
Terkait dengan waste atau pemborosan, maka diperlukan pula pemahaman atas ketiga tipe operasi atau aktivitas yang dikerjakan pada suatu perusahaan.
Khususnya dalam suatu prose produksi, ketiga tipe aktivitas tersebut adalah :
1. Non-Value Adding (NVA)
Merupakan aktivitas yang tidak memberikan nilai tambah dilihat dari
pandangan customer dan merupakan suatu waste (pemborosan) dimana aktivitas ini harus dikurangi atau dihilangkan. Contohnya adalah waiting time, menumpuk WIP, dan double handling.
2. Necessary but Non-Value Adding (NVA)
Merupakan aktifitas yang tidak menambah nilai tambah tetapi mungkin akan
penting bagi proses yang ada. Contohnya adalah aktivitas berjalan untuk
pengambilan parts, unpacking deliveries dan memindahkan tool dari satu tangan ke tangan yang lain. Untuk meminimalkan tipe operasi ini dapat
dilakukan hal seperti membuat perubahan pada prosedur operasi menjadi lebih
sederhana dan mudah seperti perubahan layout, kerjasama dengan supplier.
3. Value Adding (VA)
Merupakan aktivitas yang memberikan nilai tambah pada suatu material atau
2.4 Uji Kecukupan Data
Untuk menentukan jumlah sampel maka digunakan rumus sebagai berikut:
1 . 2
d
N N nDimana: n =Jumlah sampel
N =Jumlah populasi
d
2 =Persen kelonggaran ketidaktelitian karena kesalahan pengambilan.2.5 Uji Validitas
Untuk menghitung validitas, maka kita akan menghitung korelasi antara
masing-masing pernyataan dengan skor total dengan menggunakan rumus korelasi
product moment sebagai berikut :
r =
2 2
2
2
) )( ( ) )( (
Y Y N X X N Y X Y X N dimana :r = Koefisien korelasi yang dicari
N = Jumlah responden
Y = Skor total tiap responden
Secara statistik, angka korelasi yang diperoleh harus dibandingkan dengan
angka kritik tabel korelasi nilai r.
2.6 Uji Reliabilitas
Salah satu cara untuk menghitung reliabilitas adalah dengan rumus Alpha.
Rumus Alpha digunakan untuk mencari reliabilitas instrument yang skornya bukan 1
dan 0, misalnya kuesioner atau soal bentuk uraian.
Rumus Alpha : r11 =
2 1 2 1 ) 1 ( b k k dimana : r11 = Reliabilitas instrumenk = Banyaknya butir pertanyaan atau banyak soal
b2 = Jumlah varians butir 12
= Varians total
Program komputer SPSS 10.0 (Statistical Package for The Social Science) dapat melakukan perhitungan koefisien alpha dengan mudah.
2.7 Big Picture Mapping
Big picture mapping merupakan suatu tool yang digunakan untuk menggambarkan sistem secara keseluruhan beserta value stream yang terdapat pada perusahaan. Gambaran ini digunakan untuk dapat menvisualisasikan aliran informasi
dan aliran fisik dari sistem yang ada, mengidentifikasikan keberadaan waste serta menggambarkan lead time yang dibutuhkan berdasarkan masing – masing karakteristik proses yang terjadi. Secara umum Big picture mapping didefinisikan sebagai suatu pemetaan proses pada level yang mencakup proses secara luas tetapi
dengan tingkat detail masih rendah. Terdapat lima langkah dalam pembuatan Big picture mapping, yaitu sebagai berikut :
1. Identifikasi keseluruhan kebutuhan konsumen seperti jumlah produk yang
dibutuhkan oleh konsumen, jumlah produk yang dikirim dalam suatu waktu,
frekuensi pengiriman, pola pemesanan dan hal lain yang relevan.
2. Penggambaran aliran informasi seperti informasi dari konsumen pada
perusahaan (peramalan, pembatalan dll), pihak mana yang menangani
informasi tersebut, berapa lama informasi tersebut muncul hingga diproses.
3. Penggambaran aliran fisik seperti waktu tunggu sebelum pesanan dikirim,
pola pengiriman. Aliran fisik tersebut dari arah supplier, sedangkan dari
internal perusahaan seperti dititik mana dilakukan proses inspeksi,waktu
waktu penyelesaian tiap operasi, waktu berpindah distasiun kerja, serta titik
bottleneck yang terjadi.
4. Penghubungan antara aliran informasi dan aliran fisik seperti rencana
produksi yang diuraikan menjadi jadwal produksi yang digunakan, instruksi
kerja bagi operator di lantai produksi, dari dan untuk apa informasi dan
instruksi dikirim, kapan dan dimana biasanya terjadi masalah dalam aliran
fisik.
5. Pelengkapan peta dengan informasi lead time, value adding time dari keseluruhan proses yang ditempatkan dibawah gambaran aliran yang dibuat.
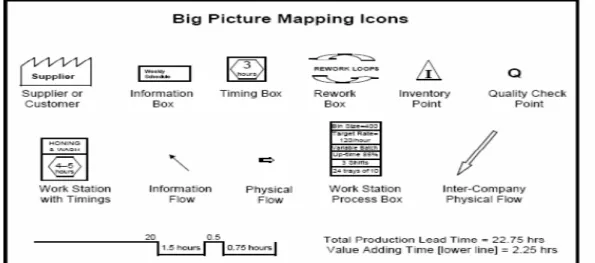
Simbol – symbol yang digunakan dalam Big picture mapping adalah sebagai berikut :
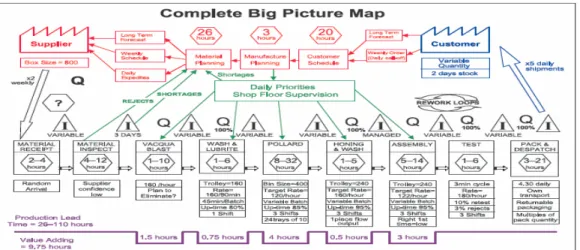
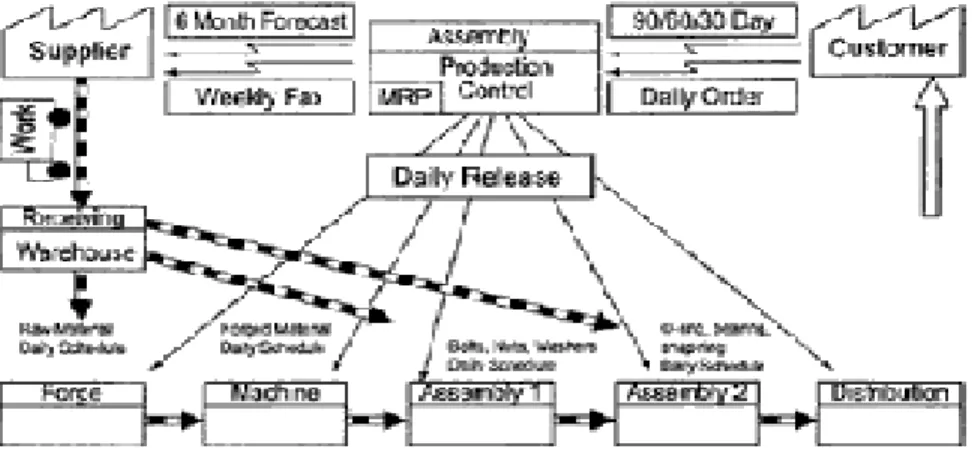
Contohnya penggambaran sistem secara keseluruhan dengan Big Picture Mapping dapat dilihat seperti gambar berikut :
Gambar 2.6 contoh Big Picture Mapping(Google.com/ big picture mapping)
2.8 Value Stream Mapping
Value stream mapping merupakan tool yang digunakan untuk memetakan value stream secara detail. Value stream didefinisikan sebagai aktivitas – aktivitas khusus dalam suatu supply chain yang diperlukan untuk perancangan, pemesanan dan
penetapan suatu spesifik produk atau value. Value stream mapping digunakan tidak hanya untuk memetakan aliran material tetapi juga aliran informasi. Pemetaan ini
dilakukan untuk mengidentifikasi tahapan – tahapan value added dan non value added, selanjutnya mengeliminasi waste yang ditemukan. Berikut tujuh tools detailed mapping value stream yang umum digunakan yaitu :
1. Process Activity Mapping
Process activity mapping umumnya digunakan pada aktivitas dilantai
produksi. Namun penggunaanya tidak hanya pada lingkup perusahaan tetapi
juga pada area lain dalam supply chain. Konsep dasar tool ini aktivitas dikategorikan dalam beberapa kategori seperti operasi, transportasi, inspeksi,
delay dan storage. Kemudian mengelompokkanya kedalam tipe aktivitas yaitu value adding activities, necessary non value adding activities dan non value adding activities, lima tahapan pada Process Activity Mapping adalah :
1) Pemahaman akan aliran proses
2) Identifikasi waste
3) Pertimbangkan apakah proses dapat rearrange menjadi rangkaian yang
lebih efisien.
4) Pertimbangkan aliran yang lebih baik dengan mengikutsertakan aliran
layout yang berbeda serta rute transportasi.
5) Pertimbangkan apakah semua yang telah dilakukan pada tiap – tiap
proses benar – benar diperlukan dan apa yang terjadi jika hal yang
2. Supply Chain Response Matrix
Supply chain response matrix merupakan grafik hubungan antara lead time inventory, sehingga dapat diketahui kenaikan atau penurunan tingkat persediaan yang terjadi pada lead time pada area supply chain. Pada grafik ini terdapat 2 axis yaitu pada vertikal axis yang menunjukkan rata – rata jumlah
inventory pada spesifik poin dalam supply chain, sedangkan horizontal axis menunjukkan kumulatif lead time dari produk baik internal maupun eksternal. Supply chain response matrix ini bertujuan untuk mempertahankan dan meningkatkan service level kepada konsumen setiap jalur distribusi dengan
biaya rendah.
3. Production Variety Funnel
Production variety funnel merupakan teknik pemetaan visual dengan melakukan plot pada sejumlah variasi produk yang dihasilkan dalam tiap
tahapan proses manufaktur. Teknik ini digunakan untuk mengidentifikasi titik
dimana sebuah produk diproses menjadi beberapa produk yang spesifik serta
membantu menentukan target perbaikan, pengurangan inventory dan membuat perubahan untuk proses dari produk.
4. Quality Filter Mapping
Quality filter mapping merupakan tool untuk mengidentifikasi permasalahan kualitas pada supply chain dan selanjutnya untuk menciptakan tingkat kualitas
baik internal maupun eksternal semaksimal mungkin seperti keinginan
konsumen. Terdapat tiga tipe cacat kualitas yang dapat digambarkan yaitu :
1. Product defect yaitu cacat fisik produk yang lolos proses inspeksi hingga sampai ketangan konsumen.
2. Scrap defect yaitu cacat fisik produk yang berhasil diidentifikasikan pada proses inspeksi. Cacat jenis ini sering disebut juga dengan
internal defect.
3. Service defect yaitu permasalahan yang dirasakan customer berkaitan dengan cacat kualitas pelayanan. Hal yang terkait dengan cacat
kualitas pelayanan seperti ketidaktepatan waktu pengiriman (terlambat
atau terlalu cepat), permasalahan dokumentasi, kesalahan proses
packing maupun labeling, kesalahan jumlah (quantity), dan
permasalahan faktur.
5. Demand Amplification Mapping
Demand amplification mapping merupakan pemetaan untuk memvisualisasikan perubahan demand sepanjang jalur supply chain dalam interval waktu tertentu. Pada pemetaan ini, vertikal axis menggambarkan
jumlah demand sedangkan horizontal axis menggambarkan interval waktu.
Tool ini dapat digunakan dalam pengambilan keputusan dan analisa lebih
fluktuasi, mengevaluasi kebijakan batch sizing dan penjadwalan serta evaluasi
kebijakan inventory. Mapping ini digambarkan dalam bentuk grafik yang mendeskripsikan jumlah produk untuk tiap – tiap stage pada waktu tertentu
dalam proses produksi.
6. Decision Point Analysis
Decision point analysis merupakan tool yang digunakan untuk menentukan titik dimana actual demand dilakukan dengan sistem pull sebagai dasar untuk
membuat forecast pada sistem push pada supply chain atau dengan kata lain titik batas dimana produk dibuat berdasarkan demand actual dan setelah titik
ini selanjutnya produk dibuat dengan melakukan forecast.
7. Physical Structure
Physical structure merupakan tool yang dapat digunakan untuk memahami sebuah kondisi supply chain di industri. Hal ini diperlukan untuk memahami kondisi dan fungsi – fungsi bagian dari supply chain untuk berbagai level industri. Dengan adanya pemahaman tersebut kondisi industri, bagaimana
operasi dapat dimengerti. Dan dapat mengarahkan perhatian pada area yang
mungkin belum mendapatkan perhatian yang cukup.
Pemakaian tools yang tepat didasarkan pada kondisi perusahaan itu sendiri
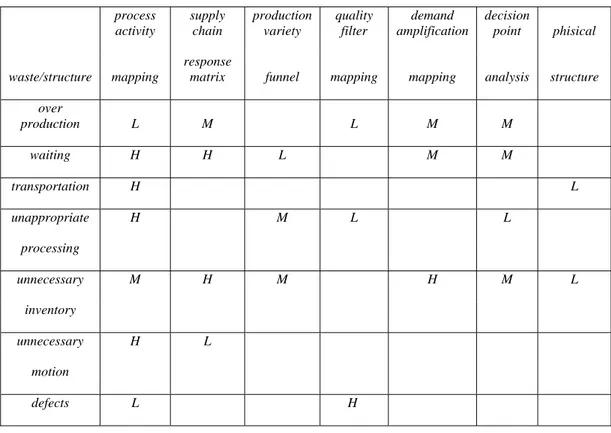
dan dilakukan dengan menggunakan value stream mapping tools seperti pada table 2.2 berikut :
Table 2.2. Value Stream Analysis Tools process activity supply chain production variety quality filter demand amplification decision point phisical waste/structure mapping response
matrix funnel mapping mapping analysis structure
over production L M L M M waiting H H L M M transportation H L unappropriate H M L L processing unnecessary M H M H M L inventory unnecessary H L motion defects L H
Notes : H : high correlation and usefulness M : medium correlation and usefulness L : low correlation and usefulness
Keterangan : H (high correlation) : faktor pengali = 9 M (medium correlation) : faktor pengali = 3 L (low correlation) : faktor pengali = 1
2.9 Value Stream Analysis tools
Value stream analysis tools (VALSAT) merupakan metodologi dinamis yang digunakan untuk membuat value stream yang efektif. Metodologi ini secara
signifikan memiliki kelebihan dari pada metode tradisional analisa pendekatan
perbaikan. Pendekatan VALSAT mampu mencakup pengukuran subyektif dan obyektif untuk dimasukkan dalam suatu perhitungan. Gambarkan dasar dari metode
ini dapat dilihat seperti gambaran dasar dari metode ini dapat dilihat seperti pada
gambar 2.6 sebagai berikut :
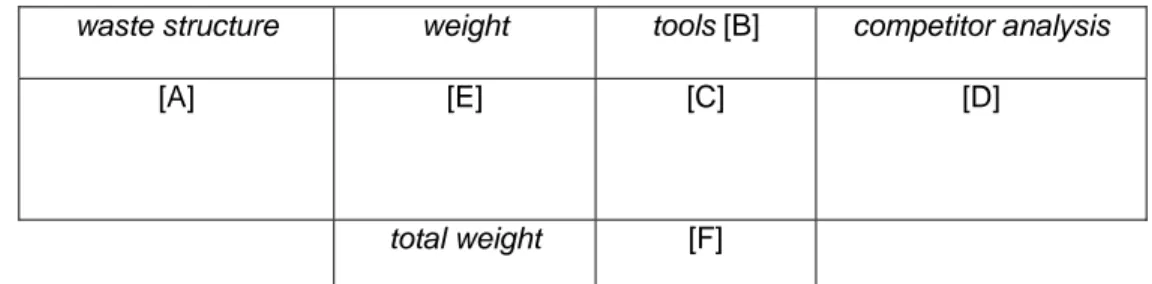
waste structure weight tools [B] competitor analysis
[A] [E] [C] [D]
total weight [F]
Gambar 2.7 Matriks seleksi untuk pemilihan value stream mapping tool.
Pada gambar matriks tersebut, kolom A berisi tujuh waste yang terjadi pada perusahaan. Pada kolom E terdapat pembobotan dari masing – masing waste yang
didapatkan dari hasil kuisioner yang diisi oleh bagian yang terkait. Kolom B
merupakan tools pada value stream mapping. Kolom C adalah korelasi antara kolom
A dan B dimana nilai korelasi antar keduanya ada 3 macam yaitu high correlation dengan bobot 9, medium correlation dengan bobot 3, low correlation bobot 1. Selanjutnya masing – masing bobot dikalikan dengan bobot yang ada pada kolom D
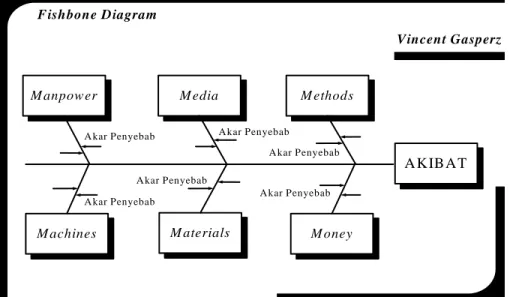
2.10 Diagram Sebab Akibat
Diagram sebab akibat juga sering juga disebut diagram tulang ikan (fishbone diagram) atau diagram Ishikawa adalah suatu diagram yang terdiri dari garis dan design symbol yang menunjukkan arti hubungan antara sebab dan akibat.
Diagram Fishbone dari Ishikawa menjadi satu tool yang sangat populer dan dipakai di seluruh penjuru dunia dalam mengidentifikasi faktor penyebab problem /
masalah. Diagram “tulang ikan” ini dikenal dengan cause and effect diagram. Kenapa diagram Ishikawa juga disebut dengan “tulang ikan” karena kalau diperhatikan
rangka analisis diagramFishbone bentuknya ada kemiripan dengan ikan, dimana ada bagian kepala (sebagai effect) dan bagian tubuh ikan berupa rangka serta duri-durinya digambarkan sebagai penyebab (cause) suatu permasalahan yang timbul.
Diagram ini dimulai dengan akibat sebuah masalah dan membuat daftar
terstruktur dari penyebab – penyebab potensial. Diagram ini berguna untuk :
1. Mengumpulkan ide dan masukan – masukan yang merupakan dasar dari
brainstorming terstruktur.
2. Mengelompokkan penyebab – penyebab yang mungkin sehingga dapat
diidentifikasi banyak kemungkinan daripada hanya menfokuskan pada
beberapa area tipikal.
3. Membantu dimulainya fase analisa. Dengan menggunakan fishbone diagram dapat dilakukan identifikasi beberapa penyebab yang diduga menjadi
Bentuk umum diagram sebab – akibat ditunjukkan dalam gambar dibawah ini : Vincent G asperz Fishbone D iagram A K IB A T M oney M aterials M achines
M anpower M edia M ethods
A kar Penyebab A kar Penyebab A kar Penyebab A kar Penyebab A kar Penyebab A kar Penyebab
Gambar 2.8 Bentuk Umum Diagram Sebab Akibat
Setiap akar dari penyebab masalah dimasukkan ke dalam diagram sebab
akibat yang dikategorikan berdasarkan prinsip 5M, yaitu :
1. Manpower (tenaga kerja)
Berkaitan dengan kekurangan dalam pengetahuan (tidak terlatih dan tidak
berpengalaman), kekurangan dalam ketrampilan dasar yang berkaitan dengan
mental dan fisik, kelelahan, stress, ketidakpedulian, dan sebagainya.
2. Machines (mesin - mesin)
Berkaitan dengan tidak adanya sistem perawatan preventif terhadap mesin
produksi, termasuk fasilitas dan peralatan lain, tidak sesuai dengan spesifikasi
3. Methods (metode kerja)
Berkaitan dengan tidak adanya prosedur dan metode kerja yang benar, tidak
jelas, tidak diketahui, tidak terstandarisasi, tidak cocok, dan sebagainya.
4. Materials (bahan baku dan bahan tambahan)
Berkaitan dengan ketiadaan spesifikasi kualitas dari bahan baku dan bahan
tambahan, ketidaksesuaian dengan spesifikasi kualitas dari bahan baku dan
bahan tambahan yang ditetapkan, ketiadaan penanganan yang efektif terhadap
bahan baku dan bahan tambahan tersebut, dan sebagainya.
5. Media (lingkungan dan waktu kerja)
Berkaitan dengan tempat dan waktu kerja yang tidak memperhatikan aspek –
aspek kebersihan, keselamatan dan kesehatan kerja, lingkungan yang
kondusif, kekurangan alat penerangan, ventilasi yang buruk, kebisingan, dan
sebagainya.
Semua yang berhubungan dengan material, mesin, manusia, media dan
metode yang saat ini dituliskan dan dianalisa faktor mana yang terindikasi
menyimpang dan berpotensi terjadi problem. Dengan menerapkan diagram
Fishbone ini dapat menolong kita untuk dapat menemukan akar penyebab terjadinya masalah khususnya di industri manufaktur dimana prosesnya
terkenal dengan banyaknya ragam variabel yang berpotensi menyebabkan
2.11 FMEA (failure mode effects analyses)
Failure mode adalah sejenis kegagalan yang mungkin terjadi, baik kegagalan secara spesifikasi maupun kegagalan yang mempengaruhi konsumen. Dari failure mode ini kemudian dianalisis terhadap akibat dari kegagalan dari sebuah proses terhadap mesin setempat maupun proses lanjutan bahkan konsumen. Pada dasarnya
FMEA terbagi menjadi dua yaitu FMEA Design yang dipergunakan untuk memprediksi kesalahan yang terjadi pada design proses produksi, sedangkan FMEA process untuk mendeteksi kesalahan pada saat proses telah dijalankan.
FMEA mengevaluasi penyebab terjadinya kegagalan yang berasal dari
peralatan atau operasi-operasi yang tidak diperlukan yang menyebabkan terjadinya
kegagalan. FMEA bertujuan melakukan perbaikan dengan cara:
1. Mengidentifikasikan model-model kegagalan pada konsumen, peralatan dan
system.
2. Menentukan akibat-akibat yang potensial pada peralatan, system yang
berhubungan dengan setiap model kegagalan.
3. Membuat rekomendasi untuk menambah keandalan komponen, peralatan dan
system.
Adapun tahapan-tahapan dari FMEA adalah :
1. Menetapkan batasan proses yang akan dianalisa.
3. Hasil pengamatan digunakan untuk menemukan defect potensial pads proses.
4. Mengidentifikasi potensial cause penyebab dari kesalahan/defect yang terjadi
5. Mengidentifikasikan akibat (effect) yang ditimbulkan.
6. Menetapkan nilai nilai (dengan jalan brainstorming) dalam point.
7. Memasukkan kriteria nilai sesuai dengan 3 kriteria yang telah dibuat
sebelumnya.
8. Dapatkan nilai RPN (Risk Potential Number) dengan jalan mengalikan nilai SOD (Severity, Occurance, Detection).
9. Pusatkan perhatian pada nilai RPN yang tertinggi, segera lakukan perbaikan
terhadap potential cause, alat control dan efek yang diakibatkan.
10. Buat Implementation action plan, lalu terapkan.
11. Ukur perubahan yang terjadi dalam RPN dengan langkah yang sama.
Adapun nilai severity, occurance dan detection dijelaskan pada tabel dibawah ini : 1. Severity
Adalah suatu estimasi/perkiraan subyektif tentang bagaimana buruknya
pengguna akhir akan merasakan akibat dari kegagalan itu / seberapa serius
Tabel 2.3. Nilai Severity
Ranking Kriteria
1 Negligible severity (pengaruh buruk yang dapat diabaikan).Kita tidak perlu memikirkan bahwa akibat ini akan berdampak pada kinerja produk. Pengguna akhir mungkin tidak akan meperhatikan kecacatan atau kegagalan ini.
2 3
Mild severity (pengaruh buruk yang ringan/sedikit). Akibat yang ditimbulkan hanya bersifat ringan. Pengguna akhir tidak akan merasakan perubahan kinerja. Perbaikan dapat dikerjakan pada saat pemeliharaan reguler (reguler maintenance).
4 5 6
Moderate severity (pengaruh buruk yang moderat). Pengguna akhir akan merasakan penurunan kinerja atau penampilan, namun masih berada dalam batas toleransi. Perbaikan yang dilakukan tidak akan mahal, jika terjadi downtime hanya dalam waktu singkat
7 8
High severity (pengaruh buruk yang tinggi). Pengguna akhir akan merasakan akibat buruk yang tidak dapat diterima, berada diluar batas toleransi. Akibat akan terjadi tanpa pemberitahuan atau peringatan terlebih dahulu. Downtime akan berakibat biaya yang sangat mahal. Penurunan kinerja dalam area yang berkaitan dengan peraturan pemerintah, namun tidak berkaitan dengan keamanan dan keselamatan. 9
10
Potential safety problem (masalah keselamatan/keamanan potensial).
Akibat yang ditimbulkan sangat berbahaya yang dapat terjadi tanpa pemberitahuan atau peringatan terlebih dahulu. Bertentangan dengan hukum.
2. Occurrence
Adalah suatu perkiraan subyektif tentang probabilitas/peluang bahwa
penyebab itu akan terjadi, akan mengakibatkan failure mode yang memberikan akibat tertentu
Tabel 2.4. Nilai Occurance
Ranking Kriteria Verbal Tingkat
Kegagalan/ Kecacatan 1 Adalah tidak mungkin bahwa penyebab ini yang
mengakibatkan mode kegagalan
1 dalam 1.000.000
2 3
Kegagalan akan jarang terjadi Kegagalan akan jarang terjadi
1 dalam 20.000 1 dalam 40.000 4
5 6
Kegagalan agak mungkin terjadi Kegagalan agak mungkin terjadi Kegagalan agak mungkin terjadi
1 dalam 1.000 1 dalam 400 1 dalam 80 7
8
Kegagalan adalah sangat mungkin terjadi Kegagalan adalah sangat mungkin terjadi
1 dalam 40 1 dalam 20 9
10
Hampir dapat dipastikan bahwa kegagalan akan terjadi Hampir dapat dipastikan bahwa kegagalan akan terjadi
1 dalam 8 1 dalam 2
3. Detection
Merupakan alat kontrol yang digunakan untuk mendeteksi potential cause.
Tabel 2.5. Nilai Detection
Ranking Kriteria Verbal Tingkat
Kejadian Penyebab
1 Metode pencegahan atau deteksi sangat efektif. Spesifikasi akan dapat dipenuhi secara konsisten
1 dalam 1.000.000
2
3
Kemungkinan kecil bahwa spesifikasi tidak akan dipenuhi
1 dalam 20.000 1 dalam 40.000
Lanjutan Tabel 2.5. Nilai Detection
Ranking Kriteria Verbal Tingkat
Kejadian Penyebab
4
5
6
Kemungkinan bersifat moderat. Metode pencegahan atau deteksi masih memungkinkan kadang-kadang spesifikasi itu tidak dipenuhi.
1 dalam 1.000 1 dalam 400 1 dalam 80
7
8
Kemungkinan bahwa spesifikasi produk tidak dapat dipenuhi masih tinggi. Metode pencegahan atau deteksi kurang efektif.
1 dalam 40 1 dalam 21
9
10
Kemungkinan bahwa spesifikasi produk tidak dapat dipenuhi sangat tinggi. Metode pencegahan atau deteksi tidak efektif.
1 dalam 8 1 dalam 2 (Gaspersz,2002)
2.12 DMAIC (Define, Measure, Analyze, Improve, andControl)
DMAIC merupakan proses untuk peningkatan kegiatan bernilai tambah (value added). DMAIC dilakukan secara sistematik, berdasarkan ilmu pengetahuan dan fakta. Proses ini menghilangkan langkah-langkah proses yang tidak menghasilkan
nilai tambah (non value added). (Sumber : “Pedoman Implementasi Six Sigma”, hal.8, Gramedia Pustaka Utama, Jakarta Gaspersz Vincent, 2002).
a. DEFINE
Tahap Define adalah tahap pertama dari proses DMAIC, tahap ini bertujuan untuk menyatukan pendapat dari tim dan sponsor mengenai proyek yang akan
dilakukan, baik itu ruang lingkup, tujuan, biaya dan target dari proyek yang
akan dilakukan. Tools yang digunakan dalam tahapan Define yaitu :
1. Brainstorming
Suatu tools yang digunakan untuk menghasilkan ide dalam jangka
waktu yang pendek, brainstorming juga merangsang kreativitas dalam
berpikir tetapi tetap mempertimbangkan semua ide yang telah didapat.
2. Diagram SIPOC (Supplier, Input, Process, Output, Costumer)
SIPOC (Supplier, Input, Process, Output, Costumer) digunakan untuk menunjukkan aktivitas mayor, atau subproses dalam sebuah proses
bisnis, bersama-sama dengan kerangka kerja dari proses, yang
disajikan dalam Supplier, Input, Process, Output, Costumer. Dalam mendefinisikan proses-proses kunci beserta pelanggan yang terlibat
dalam suatu proses yang dievaluasi dapat didekati dengan model
b. MEASURE
Tahap Measure bertujuan untuk mengetahui proses yang sedang terjadi, mengumpukan data mengenai kecepatan proses, kualitas dan biaya yang akan
digunakan untuk mengetahui penyebab masalah yang sebenarnya.
Tahapan-tahapan pada Measure yaitu :
1. Mengidentifikasi pemborosan
Pada tahap ini waste diidentifikasi secara jelas. Hal ini diperlukan untuk mempermudah dalam pembuatan value stream map.
2. Menentukan tools yang dipakai dan membuat value stream mapping
Pembuatan value stream map, yaitu peta yang memperlihatkan proses nyata secara lebih rinci.
3. Melakukan pengumpulan data untuk perhitungan
Mengandung informasi yang lengkap seperti tahapan proses.
Pengumpulan semua data yang akan dibutuhkan untuk melakukan perhitungan
pada tahap measure dengan mengalikan pembobotan waste dengan valsat. Tools yang digunakan dalam tahapan Measure adalah VALSAT. Value Stream Map yaitu peta yang menggambarkan semua aliran yang terjadi pada suatu proses baik itu informasi maupun fisik. Peta ini sangatlah kompleks bila
dibandingkan dengan peta yang lain tetapi peta ini paling lengkap dalam
memberikan informasi mengenai proses dan biasayan digunakan untuk
mengidentifikasi pemborosan. Cara membuat value stream map :
1. Tentukan produk individual atau pelayanan apa yang akan dibuat
2. Gambarkan aliran proses yang terjadi dalam pembuatan produk atau
layanan
3. Tambahkan aliran fisik/material yang terjadi
4. Tambahkan aliran informasi yang terjadi
5. Kumpulkan data proses dan hubungkan dengan kotakan pada gambar
6. Verifikasi peta yang dihasilkan
Gambar 2.13 Simbol Value Stream Map Sumber : George, 2005
c. ANALYZE
Tujuan tahap Analyze adalah untuk memverifikasi penyebab yang mempengaruhi waste. Tahapan pada Analyze :
1. Megidentifikasi waste
2. Melakukan analisa data dan analisa proses.
3. Menentukan akar penyebab masalah
4. Menyusun prioritas akar penyebab permasalahan
Tools yang digunakan dalam tahapan Analyze :
1. Cause and Effect Diagram
Cause Effect Diagram adalah suatu tools yang membantu tim untuk menggabungkan ide-ide mengenai penyebab potensial dari suatu masalah.
Diagram ini juga biasa disebut dengan diagram fishbone karena bentuknya yang seperti tulang ikan. Masalah yang terjadi dianggap sebagai kepala ikan
sedangkan penyebab masalah dilambangkan dengan tulang-tulang ikan yang
dihubungkan menuju kepala ikan. Tulang paling kecil adalah penyebab yang
paling spesifik yang membangun penyebab yang lebih besar (tulang yang
lebih besar).
2. Failure Modes and Effects Analysis (FMEA)
Yaitu suatu pendekatan yang bertujuan untuk mengidentifikasi kegagalan
suatu produk, jasa atau proses sehingga bisa memperkecil akibat yang
terjadi. FMEA ini bisa digunakan saat mendesign suatu sistem baru,
merubah suatu sistem dll. Pada penelitian ini FMEA digunakan sebagai alat
untuk mengetahui jenis kegagalan yang paling kritis sehingga memerlukan
penanganan terlebih dahulu. Cara melakukan FMEA:
a) Melakukan peninjauan terhadap proses atau produk yang akan diteliti
b) Melakukan brainstorming terhadap kegagalan yang mungkin tejadi c) Tulis akibat yang akan terjadi dari setiap kegagalan yang mungkin
terjadi
d) Hitung nilai Severity dan Occurance dari kegagalan tersebut. Severity (keparahan) merupakan tingkat/ rating yang mengindikasikan
keseriusan efek dari jenis kegagalan potensial sedangkan Occurrence yaitu rating yang berhubungan dengan probabilitas terjadinya
kegagalan.
e) Tulis bentuk control yang yang sudah dilakukan terhadap jenis kegagalan serta hitung nilai detectionnya. Control merupakan tindakan yang diambil untuk mengontrol terjadinya kegagalan.
bahwa control proses yang ada akan mendeteksi suatu jenis kegagalan pelayanan sebelum sampai kepada pelanggan.
f) Hitung nilai RPN untuk setiap akibat kegagalan dengan cara
mengalikan nilai Severity dan Occurance serta Detection
g) Gunakan nilai RPN untuk menentukan kegagalan mana yang harus
diprioritaskan untuk ditangani terlebih dahulu
h) Buat rencana untuk mengurangi atau menghilangkan akibat yang
muncul jika kegagalan tersebut terjadi.
d. IMPROVE
Tujuan tahap Improve adalah menemukan solusi yang tepat untuk mengatasi
masalah sebagai rekomendasi perbaiikan waste. Tahapan yang dilakukan pada Improve :
1. Mencari solusi potensial
Mendokumentasikan semua solusi, analisa statistik atau tools lain yang
digunakan untuk mengembangkan solusi, mendaftar semua usulan yang
2. Memilih dan menyusun prioritas terhadap solusi.
Memprioritaskan solusi yang telah didaftar dari tahap sebelumnya,
kemudian memilih solusi yang harus dilaksanakan terlebih dahulu.
e. CONTROL
Tujuan tahap Control adalah untuk melengkapi semua kerja proyek dan menyampaikan hasil proses perbaikan kepada up management. dan memastikan bahwa setiap orang bekerja telah dilatih untuk melakukan prosedur perbaikan yang
baru. Tahapan pada Control :
1. Mengadakan pemantauan terhadap hasil implementasi
2. Mendokumentasikan standard operating procedure baru
3. Membuat rencana pengendalian proses
4. Membuat peta perjalanan/ histori proyek
5. Melakukan proses transisi dan pengalihan tanggung jawab .
2.13 Peneliti Terdahulu
Dari penelitian yang sudah ada dengan menggunakan pendekatan ataupun
penerapan Lean Manufacturing, maka peneliti menggunakan metode ini dengan melihat peneliti terdahulu sebagai acuan untuk mengerjakan tugas akhir ini,
diantaranya adalah :
1. Catur Jurniati Utami, 2009
“Pengurangan waste di lantai produksi dengan penerapan Lean
Manufacturing guna meningkatkan produktivitas kerja perusahaan
(Studi kasus : PT. Pabrik Karung Rosella Baru (PTPN) Surabaya) ”
Kesimpulan :
Dari penelitian yang dilakukan di lantai produksi PT. Perkebunan
Nusantara XI (Persero) PK Rosella Baru Surabaya Dari kuisioner
pemborosan yang disebarkan pada pembuatan karung plastik, di dapat nilai
rata-rata dari total skor responden seven waste mulai dari yang terbesar sampai yang terkecil yaitu :Menunggu 7,7, Produksi berlebihan 6,8,
Transportasi 6,5, Proses yang tidak tepat 4,7, Persediaan yang tidak perlu
tepat 4,6, Gerakan yang tidak perlu 2,6, Kecacatan 2,1 dari total responden
Usulan perbaikan perbaikan diberikan berdasarkan tool Process Activity Mapping adalah merubah komposisi tenaga kerja yang dibutuhkan pada proses outerbag yaitu pada mesin tenun dari 7 orang menjadi 9 orang dan didapatkan penurunan waktu produksi sebanyak 31,64 jam (11.11%) serta
merubah komposisi tenaga kerja pada proses finishing yaitu pada proses inserting dari 8 orang menjadi 6 orang sehingga didapatkan penurunan waktu sebanyak 85,41 jam (25,71%). Setelah dibuat rekomendasi perbaikan
didapatkan pemanfaatan input (waktu produksi) yang lebih kecil mampu menghasilkan produk (output) yang sama dengan pemanfaatan input awal (waktu produksi sebelum perbaikan). Hal ini menunjukkan dengan adanya
rekomendasi perbaikan yang diberikan mampu meningkatkan produktivitas
kerja.
2. Ucok James MP Marpaung, 2008
“Pengurangan waste di lantai produksi dengan penerapan Lean
Manufacturing guna meningkatkan produktivitas kerja perusahaan
(Studi kasus : PT. Barata Indonesia (Persero)) ”
Kesimpulan :
Dari penelitian yang dilakukan di lantai produksi PT. Barata Indonesia
(Persero) Surabaya, Dari gambar big picture mapping didapatkan total lead time produksi untuk satu buah produk mesin gilas MG-6 adalah 509,7 jam
dengan value added time sebesar 1129,1 jam dan Jumlah ragam aktivitas yang termasuk value adding activity adalah operasi dengan 566 aktivitas (40,3%) necessary non value adding activity 491 aktivitas (35%) dan yang tergolong non value adding activity 364 aktivitas (24,7%)
Berdasarkan perhitungan kuisioner pemborosan diidentifikasi bahwa
terdapat 3 jenis pemborosan yang paling sering terjadi yaitu : gerakan yang
tidak perlu, proses yang tidak tepat dan cacat dalam proses pembuatan mesin
gilas MG-6 di PT. Barata Indonesia (Persero).
Perbaikan berdasarkan tool PAM menambah komposisi tenaga kerja yang dibutuhkan, Perbaikan berdasarkan tool QFM agar tenaga kerja lebih konsentrasi dalam memahami gambar teknik., Setelah perbaikan didapat
pemanfaatn input (waktu produksi) yang lebih kecil mampu menghasilkan produk sama dengan input awal (waktu sebelum perbaikan) dan mampu meningkatkan produktivitas kerja.
3. Suprijotomo, 2007
“ Estimasi Pengurangan Biaya dan Waktu Dengan Lean Manufacturing Untuk Meningkatkan Produktivitas (Studi kasus Bagian Fabrikasi Mesin PT. Varia Usaha - Gresik). “
Dari penelitian yang dilakukan di lantai produksi PT. Varia Usaha -
Gresik,. Penelitian ini untuk mengestimasi usaha perbaikan dilakukan pada
produk Cement Bulk Tank dengan tujuan untuk mengurangi aktivitas yang
tidak mempunyai nilai tambah atau waste sehingga lead time produksi dan biaya bisa dikurangi.
Dari proses pengolahan data, diperoleh mapping yang terpilih yaitu
Process Activity Mapping dan Supply Chain Response Matrix. Hasil
pengolahan Process Activity Mapping diketahui bahwa aktivitas yang tidak
METODE PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Dalam pengambilan data pada tugas akhir ini, penulis mengambil dan
mengumpulkan data dari PT. Philips Indonesia yang memproduksi bola lampu,
pabrik ini berada di jl. Rungkut Industri IV / 18A. Sedangkan penelitian ini dilaksanakan pada bulan mei 2010 sampai data yang diperlukan sudah cukup.
3.2 Identifikasi dan Definisi Operasional Variabel
Dalam identifikasi variabel terdapat variabel-variabel yang didapatkan
berdasarkan data dari perusahaan yang digunakan dalam penerapan Lean Manufacturing beserta definisi operasionalnya. Variabel-variabel tersebut adalah sebagai berikut:
3.2.1 Variabel Bebas
Variabel bebas adalah suatu variabel yang mempunyai nilai berubah-ubah
dan mempengaruhi variasi perubahan nilai variabel terikat, variabel tersebut
meliputi :
1. Produksi berlebihan (over production)
Overproduction merupakan kegiatan menghasilkan barang melebihi permintaan / keinginan sehingga menambah alokasi sumber daya
Waiting adalah proses menunggu kedatangan material, informasi, peralatan dan perlengkapan.
3. Transportasi (transportation)
Bahan baku yang disediakan oleh vendor biasanya tidak dikirim langsung di tempat pekerjaan tetapi ditampung dahulu di gudang kemudian
diangkut menuju workshop.
4. Proses yang tidak tepat (unappropriate processing)
Terjadi dalam situasi dimana terdapat ketidaksempurnaan proses atau
metode operasi produksi yang diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya ataupun kesalahan prosedur atau sistem
operasi.
5. Persediaan yang tidak perlu (unnecessary inventory)
Persediaan yang tidak perlu dapat berupa penyimpanan inventory melebihi volume gudang yang ditentukan, material yang rusak karena terlalu lama disimpan atau terlalu cepat dikeluarkan dari tempat
penyimpanan, material yang sudah kadaluarsa.
6. Gerakan yang tidak perlu (unnecessary motion)
Melibatkan konsep ergonomis pada tempat kerja, dimana operator
melakukan gerakan-gerakan yang seharusnya bisa dihindari, misalnya
komponen dan kontrol yang terlalu jauh dari jangkauan double handling, layout yang tidak standar, operator membungkuk.
7. Kecacatan (defect)
Cacat terjadi dalam empat cara yaitu ketidaksempurnaan produk,
kurangnya tenaga kerja pada saat proses berjalan, adanya alokasi tenaga
kerja untuk proses pengerjaan ulang (rework) dan tenaga kerja menangani pekerjaan klaim dari pelanggan.
3.2.2 Variabel Terikat
Variabel terikat yaitu variabel yang nilainya tergantung dari variasi
perubahan variabel bebas, adapun variabel bebas terikat dalam penelitian ini
adalah mereduksi kegiatan yang tidak menghasilkan nilai tambah (Value Adding Activity, Non Value Adding Activity, Necessary Non value Adding activity).
3.3 Metode Pengumpulan Data
Pada penelitian ini data yang diambil adalah data primer dan data sekunder.
Dimana data primer adalah data yang diperoleh dari hasil penelitian terhadap
objek yang akan diteliti atau data yang langsung diperoleh dari dalam perusahaan.
Pengambilan data tersebut dilakukan di PT. Philips Indonesia dengan cara
menyebarkan kuisioner dan wawancara. Penyebaran kuisioner ditujukan kepada
pegawai atau karyawan yang mengerti kondisi di lantai produksi begitu juga
malakukan wawancara. Data sekunder dikumpulkan dari arsip yang sudah ada di
perusahaan, antara lain: Hasil produk dan spesifikasinya, variasi bahan baku,
Pada penelitian ini tahap pengolahan data menggunakan pengolahan data
kuisioner, tool Big Picture Mapping (BPM), dan pengolahan data Value Stream Analysis Tools (VALSAT). Pengolahan data tersebut akan dijelaskan seperti berikut :
3.4.1 Uji Kecukupan Data
Untuk menentukan jumlah sampel maka digunakan rumus sebagai berikut:
1 . 2
d
N N nDimana: n =Jumlah sampel
N =Jumlah populasi
d
2 =Persen kelonggaran ketidaktelitian karena kesalahan pengambilan.3.4.2 Uji Validitas
Untuk menghitung validitas, maka kita akan menghitung korelasi antara masing-masing pernyataan dengan skor total dengan menggunakan rumus korelasi product moment sebagai berikut :
r =
2 2
2
2
) )( ( ) )( (
Y Y N X X N Y X Y X N Dimana :r = Koefisien korelasi yang dicari
N = Jumlah responden
X = Skor tiap-tiap variabel
angka kritik tabel korelasi nilai r.
3.4.3 Uji Reliabilitas
Salah satu cara untuk menghitung reliabilitas adalah dengan rumus Alpha. Rumus Alpha digunakan untuk mencari reliabilitas instrument yang skornya bukan 1 dan 0, misalnya kuesioner atau soal bentuk uraian.
Rumus Alpha : r11 =
2 1 2 1 ) 1 ( b k k Dimana : r11 = Reliabilitas instrumenk = Banyaknya butir pertanyaan atau banyak soal b2 = Jumlah varians butir
12 = Varians total
Program komputer SPSS 10.0 (Statistical Package for The Social Science) dapat melakukan perhitungan koefisien alpha dengan mudah.
3.4.4 Pengolahan data kuisioner
Dari kuisioner pembobotan seven waste yang telah disebarkan kepada karyawan maka akan didapatkan ranking dan rata-rata waste yang paling besar secara berurutan, dari hasil pembobotan tujuh jenis pemborosan tersebut maka
akan diolah dengan tabel VALSAT untuk menentukan tool mapping yang akan digunakan.
Dalam penyebaran kuisioner tersebut dilakukan pendampingan untuk
menjelaskan secara langsung pada responden mengenai waste tersebut. Pengisian skor memberi peringkat terhadap waste yang ada. Penggunaan metode ini
Terbatasnya jumlah kuisioner yang tersebar kemudian ditunjang dengan
data-data kuantitatif mengenai jenis-jenis waste tersebut, baik berupa data histories perusahaan maupun pengukuran langsung bila diperlukan.
3.4.5 Pengolahan data dengan BPM
Big picture Mapping adalah suatu tool yang diadopsi dari Sistem Produksi Toyota yang dapat digunakan untuk menggambarkan suatu sistem secara
keseluruhan beserta aliran nilai (value stream) yang terdapat dalam perusahaan, atau Big Picture Mapping merupakan tool yang digunakan untuk menggambarkan sistem secara keseluruhan dan value stream sistem produksi, dimana tool ini diharapkan mampu memberikan gambaran dan pemahaman secara umum dari
sistem produksi perusahaan. Adapun langkah-langkah yang dilakukan untuk
membentuk Big Picture Mapping adalah sebagai berikut :
1. Identifikasi keseluruhan kebutuhan konsumen seperti jumlah produk yang
dibutuhkan oleh konsumen, jumlah produk yang dikirim dalam suatu
waktu, frekuensi pengiriman, pola pemesanan dan hal lain yang relevan.
2. Penggambaran aliran informasi seperti informasi dari konsumen pada
perusahaan (peramalan, pembatalan dll), pihak mana yang menangani
informasi tersebut, berapa lama informasi tersebut muncul hingga
diproses, pihak mana saja yang dilewati hingga informasi mengalir ke
supplier, informasi apa yang disampaikan perusahaan kepada supplier
sesuai spesifikasi pesanan.
3. Penggambaran aliran fisik seperti waktu tunggu sebelum pesanan dikirim,
siklus tiap titik, berapa banyak produk yang dibuat dan dipindahkan tiap
titik, waktu penyelesaian tiap operasi, waktu berpindah distasiun kerja,
serta titik bottleneck yang terjadi.
4. Penghubungan antara aliran informasi dan aliran fisik seperti rencana
produksi yang diuraikan menjadi jadwal produksi yang digunakan,
instruksi kerja bagi operator di lantai produksi, dari dan untuk apa
informasi dan instruksi dikirim, kapan dan dimana biasanya terjadi
masalah dalam aliran fisik.
Pelengkapan peta dengan informasi lead time, value adding time dari keseluruhan proses yang ditempatkan dibawah gambaran aliran yang dibuat
Simbol – symbol yang digunakan dalam Big picture mapping adalah sebagai berikut :
Gambar 3.1 Simbol Big Picture Mapping (Google.com/ big picture mapping)
3.4.6 Pengolahan data dengan VALSAT
Merupakan tools yang tepat. Terdapat 7 (tujuh) detail mapping tools yang mempunyai kemampuan dan manfaat masing-masing untuk memetakan waste. Masing-masing tools mempunyai kemampuan bobot low, medium, high sesuai
mengindikasikan sedikit atau besarnya pengaruh pemborosan pada mapping yang dipilih. Adapun tools yang digunakan dalam VALSAT beserta kemampuan bobotnya adalah sebagai berikut :
Tabel 3.1 Value Stream Analysis Tools
Waste PAM SCRM PVF QFM DAM DPA PS
Produksi berlebihan L M - L M M - Menunggu H H L - M M Transportasi H - - - - - L Proses yang tidak tepat H - M L - L - Persediaan yang tidak perlu M H M H M L Gerakan yang tidak perlu H L Kecacatan L H
Sumber 7 : Hines dan Rich , “Velue stream managemen”2000. Notes : H : high correlation and usefulness
M : medium correlation and usefulness L : low correlation and usefulness
Keterangan : H (high correlation) : faktor pengali = 9 M (medium correlation) : faktor pengali = 3 L (low correlation) : faktor pengali = 1
Pengolahan data dengan VALSAT merupakan sebuah pendekatan yang
digunakan dengan melakukan pembobotan waste-waste, kemudian dari pembobotan tersebut dilakukan pemilihan terhadap tool.
Mulai
Studi Literatur Studi Lapangan
Perumusan Masalah Identifikasi Variabel Pengumpulan Data Tujuan Penelitian Uji Validitas
Buang data yang tidak valid
Cukup? Uji Kecukupan Data
Valid? Data Primer
-BPM :
1.Data Aliran Fisik 2.Data Aliran Informasi
Data Sekunder
A
A A
-Identifikasi Waste dengan penyusunan dan penyebaran kuesioner
Gambar 3.2 Flowchart pemecahan masalah
Uji Reliabilitas
Reliabel?
Pemilihan tool dengan VALSAT ;
(Procces Activity Mapping, Supply Chain Respondens Matrix, Production Varienty Tunnel, Quality Filter Mapping, Demand Amplification Mapping, Decisiont Point Anlaysis,Phisical Structure)
Kesimpulan dan Saran
Selesai Pengolahan Data
PAM (Procce Activity Mapping)
Kuesioner Seven Waste Value Stream Analysis Tools (Valsat)
Analisa Seven Waste - Jenis Waste :
1.Jenis Waste Menunggu 2.Jenis Waste Tranportasi
3.Jenis Waste Proses yang tidak tepat 4.Jenis Kecaacatan
Tahap Rekomendasi Perbaikan: - Menetapkan usulan rencana perbaikan dengan FMEA (Failure Mode Effect Analysys)
A A A
3.6 Penjelasan flowchart pemecahan masalah
1. Mulai
Pada langkah ini merupakan awal dari proses pemecahan masalah dengan
studi pengenalan dari perusahaan yang menjadi tempat penelitian.
2. Studi literatur
Studi literatur bermanfaat untuk meningkatkan pemahaman landasan teori
dari permasalahan yang akan diteliti, serta menunjang dan mempermudah
bagi penelitian untuk merumuskan masalah penelitian tersebut, yang meliputi
pendekatan lean manufacturing, seven waste, tools yang digunakan untuk memecahkan permasalahan,seperti Big picture mapping dan VALSAT.
3. Studi lapangan
Langkah ini merupakan pengambilan data dengan cara pemahaman proses
produksi perusahaan. Data yang diambil adalah data yang diperlukan oleh
peneliti untuk menyelesaikan permasalahan yang diangkat dari obyek
tersebut. Sehingga nantinya dapat memberikan jawaban dari masalah
tersebut.
4. Merumuskan masalah
Langkah ini merupakan perumusan masalah yang disusun berdasarkan latar
belakang dari masalah yang ada yaitu “Bagaimana mengurangi waste di lantai produksi di PT.Philips Indonesia dengan penerapan Lean Manufacturing.” kemudian ditentukan metode yang tepat dalam penyelesaian permasalahan tersebut.
Mencari nilai, mencari penyebab terjadinya waste serta dapat memberikan usulan perbaikan pada perusahaan sehingga dapat menguragi wase di lantai
produksi.
6. Identifikasi variabel
Langkah ini merupakan pengidentifikasian variabel-variabel yang
berhubungan dengan pemecahan masalah.
7. Pembuatan kuisioner
Pada langkah ini peneliti menyusun kuisioner yang akan diberikan kepada
karyawan atau pegawai yang mengerti betul kondisi di lantai produksi.
Kuisioner ini berisi tentang pertanyaan-pertanyaan mengenai seven waste yang sering terjadi beserta penyebab terjadinya seven waste tersebut.
8. Penyebaran kuisioner
Langkah ini dilakukan agar peneliti mengetahui tingkat waste yang sering terjadi di lantai produksi, agar nantinya dapat dijadikan sebagai ukuran untuk
memberikan usulan perbaikan perusahaan
9. Pengumpulan data
Pada langkah ini peneliti melakukan pengumpulan data yang meliputi data
aliran bahan atau proses produksi, data waktu produksi, serta pengumpulan
data hasil kuisioner sevenwaste. 10.Uji Kecukupan Data
Pada langkah ini untuk mengetahui berapa banyak sampel yang akan diambil