ANALISIS KECACATAN KEMASAN SABUN MANDI
DENGAN METODE QUALITY CONTROL CIRCLE
DI PT. X SIDOARJ O
SKRIPSI
OLEH :
ACHMAD ROIS
NPM. 0932215029
J URUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
J ATIM
LEMBAR PENGESAHAN
SKRIPSI
ANALISIS KECACATAN KEMASAN SABUN MANDI DENGAN METODE QUALITY CONTROL CIRCLE
DI PT. X SIDOARJ O
DISUSUN OL EH: ACHMAD ROIS
0932215029
Telah Disetujui Untuk Mengikuti Ujian Negara Lesa n Gelombang II Tahun Aja r an 2012 – 2013
Surabaya, 20 Juni 2013 Pembimbing I
Ir. Tri Susilo, MM NIP. 19550708 198903 1 001
Pembimbing II
Ir. Handoyo, MT NIP. 19570209 198503 1003
Mengetahui,
Ketua Jurusan Teknik Industri UPN “Veteran” Jawa Timur
SKRIPSI
ANALISIS KECACATAN KEMASAN SABUN MANDI DENGAN METODE QUALITY CONTROL CIRCLE
DI PT. X SIDOARJ O
DISUSUN OL EH: ACHMAD ROIS
0932215029
Telah Dipertahankan dan Diterima Oleh Tim Penguji Skripsi Jurusan Teknik Industri Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur
Tim Penguji: Dosen Pembimbing:
1.
Ir. Tri Susilo, MM NIP. 19550708 198903 1 001
2.
Ir. Handoyo, MT NIP. 19570209 198503 1003 Mengetahui,
Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Ir.Sutiyono, MT NIP. 19600713 198703 1 001 1.
Ir. Rr Rochmoeldjati, MMT NIP. 19611029 199103 2 001
2.
KATA PENGANTAR
Alhamdulillah, puji syukur kehadirat Allah SWT atas rahmat dan
karunia-Nya, sehingga penyusun dapat menyelesaikan Laporan Tugas Akhir di PT. X –
Sidoarjo.
Laporan Tugas Akhir (skripsi) ini merupakan bagian dari kurikulum yang
ada pada Jurusan Teknik Industri, Fakultas Teknologi Industri Universitas
Pembangunan Nasional “Veteran” Jatim untuk memberikan wawasan kepada
mahasiswa sejauh mana teori-teori yang telah diperoleh dapat digunakan secara
nyata dalam dunia industri.
Pelaksanaan Laporan Tugas Akhir ini dapat berjalan dengan lancar karena
adanya kerjasama yang baik dari berbagai pihak yang terlibat. Oleh karena itu
penyusun menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Allah SWT atas limpahan kasih sayang yang Dia berikan melalui
Kemudahan dan segala Kebaikan dalam apapun.
2. Bapak Ir. Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional ”Veteran”Jatim.
3. Bapak Ir. Minto Waluyo, MM selaku Ketua Jurusan Teknik Industri
Universitas Pembangunan Nasional ”Veteran”Jatim.
4. Bapak Drs. Pailan, M.Pd selaku Sekretaris Jurusan Teknik Industri
Universitas Pembangunan Nasional ”Veteran”Jatim.
5. Bapak Ir. Tri Susilo, MM (Alm) selaku Dosen Pembimbing I Laporan
Tugas Akhir.
7. Ibu Enny Ariyani, ST, MT selaku Dosen Penguji Seminar I dan penguji
ujian lisan.
8. Ibu Ir. Rr Rochmoeldjati, MMT selaku Dosen Penguji ujian lisan.
9. Bapak Ir. Budi Santoso, MT selaku Dosen Penguji ujian lisan.
10. Bapak Dr.Ir.Minto Waluyo, MM selaku Dosen Penguji Seminar I dan
seminar II.
11. Bapak Suseno Budi P. ST. MT selaku Dosen penguji seminar II.
12. Orang Tua, serta keluarga yang telah mendukung dalam mengerjakan
Laporan Tugas Akhir ini sampai selesai.
13. Teman-teman seperjuangan atau se-angkatan yang telah mendukung.
14. Semua pihak yang telah membantu kelancaran dalam penyusunan
”Laporan Tugas Akhir” yang tidak dapat penyusun sebutkan
satu-persatu.
Dalam penyusunan Laporan ini, penyusun menyadari bahwa ”Laporan
Tugas Akhir” ini masih jauh dari sempurna, baik dari segi penulisan maupun isi
yang kami laporkan sehingga kami menyambut baik adanya saran dan kritik yang
bersifat membangun dari semua pihak. Semoga ”Laporan Tugas Akhir” ini dapat
bermanfaat dan menambah wawasan pengetahuan kita.
Surabaya, 28 Juni 2013
DAFTAR ISI
KATA PENGANTAR……….i
DAFTAR ISI………iii
DAFTAR TABEL………...vi
DAFTAR GAMBAR……….viii
DAFTAR LAMPIRAN………….……….x
ABSTRAKSI...xi
BAB I : PENDAHULUAN...1
1.1 Latar Belakang... .1
1.2 Perumusan Masalah...3
1.3 Batasan Masalah...3
1.4 Tujuan Penelitian...3
1.5 Asumsi - Asumsi...4
1.6 Manfaat Penelitian...4
1.7 Sistematika Penulisan...5
BAB II : TINJ AUAN PUSTAKA...7
2.1 Konsep Dan Definisi Kualitas...7
2.2 Manajemen Kualitas...10
2.3 Pengendalian Kualitas...12
2.4 Perbaikan Kualitas...14
2.4.1Delapan Langkah Perbaikan Kualitas………...16
2.5 Pengujian Data………...24
2.5.1Uji Keseragaman Data………..24
2.5.2Uji Kecukupan Data...25
2.6 Seven Tools...26
2.6.1 Check Sheet...26
2.6.2Diagram Batang...28
Sebab Akibat...29
2.6.4 Diagram Pareto...31
2.6.4.1Langkah-Langkah Membuat Diagram Pareto……….………....…..32
2.6.4.2Contoh Penggunaan Diagram Pareto……...33
2.6.5 Diagram Pencar...35
2.6.5.1 Manfaat Diagram Pencar...35
2.6.5.2 Cara Membuat Diagram Pencar…………36
2.6.5.3 Contoh Diagram Pencar………37
2.6.6 Peta Kontrol...38
2.6.7 Stratifikasi...39
2.7 Gugus Kendali Mutu ...39
2.8 Penelitian Terdahulu...41
BAB III : METODOLOGI PENELITIAN...44
3.1 Lokasi dan Waktu Penelitian...44
3.2 Identifikasi dan Operasional Variabel...44
3.3 Metode Pengumpulan Data...45
3.4 Metode Pengolahan Data...46
3.5 Langkah – Langkah Pemecahan Masalah...48
BAB IV : HASIL DAN PEMBAHASAN...54
4.1. Pengumpulan Data...54
4.1.1 Data Produksi...54
4.1.2 Data Kecacatan...55
4.1.3 Jenis Kecacatan………..…...56
4.2. Penentuan CTQ (Critical To Quality)...57
4.2.1 Histogram...58
4.2.2 Pareto Chart...60
4.2.3 Peta Kontrol P...61
4.2.4 Fishbone Diagram...63
4.2.6 Usulan Rencana Perbaikan (5W + 1H)...72
4.2.7 Pelaksanaan Perbaikan…………...74
4.2.7.1 Kecacatan Kategori Waktu...……75
4.2.7.2 Jenis Kecacatan………..76
4.2.7.3 Pareto Chart…………...………77
4.2.7.4 Peta Kontrol P………...………79
4.2.7.5 Perbandingan Hasil Perhitungan Prosentase Kecacatan Antara Sebelum Dan Sesudah Melakukan Perbaikan………. .80
4.2.7.6 Standarisasi Quality Control Circle (QCC)....83
4.3 Hasil Dan Pembahasan………85
BAB V : KESIMPULAN DAN SARAN 5.1. Kesimpulan………..………....88
5.2. Saran ………....89
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 2.1. Matriks Rencana Perbaikan 5W+1H... 21
Tabel 2.2. Histogram...28
Tabel 2.3. Pareto……... 34
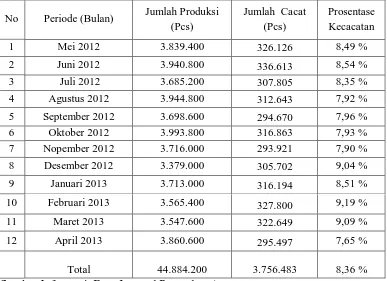
Tabel 4.1. Jumlah produksi dan kecacatan sabun mandi kemasan sachet…. Bulan Mei 2012 – April 2013...55
Tabel 4.2. Jumlah Kecacatan dan Prosentase sabun mandi harmony sachet Bulan Mei 2012 - April 2013………....56
Tabel 4.3. Distribusi Frekuensi………..59
Tabel 4.4. Perhitungan Prosentase Komulatif Jenis Kecacatan Sabun mandi harmony sachet 70gr Bulan Mei 2012–April 2013….…..60
Tabel 4.5. Perhitungan Peta Kontrol P kecacatan Sabun mandi harmony sachet 70gr pada bulan Mei 2012 ……….62
Tabel 4.6 Seal Samping Leleh...64
Tabel 4.7 Seal Samping Nekuk...65
Tabel 4.8 Potongan Seal Berserabut...66
Tabel 4.9 Penyebab Seal Samping Kurang Merekat...67
Tabel 4.10 Seal Belakang Mengkerut...68
Tabel 4.11 Usulan Rencana Perbaikan 5 W + 1 H……….72
Tabel 4.12 Produksi Dan Kecacatan Jenis Sabun Mandi 70gr Minggu Ke1 Di Bulan Mei 2013 – Minggu Ke2 Di Bulan Juni Tanggal 15 Tahun 2013……….………75
Minggu ke3 bulan Maret – Minggu ke4 bulan April 2013…..…76
Tabel 4.14 Jenis Dan Jumlah Kecacatan Kemasan sabun mandi 70gr
Minggu ke1 bulan Mei – Minggu ke2 bulan Juni 2013…….…..77
Tabel 4.15 Perhitungan Prosentase Komulatif Jenis Kecacatan Kemasan
sabun mandi 70gr Minggu ke1 bulan Mei – minggu ke2
bulan Juni 2013………78
Tabel 4.16 Perhitungan Untuk Peta Kontrol P Kecacatan Kemasan Sabun
Mandi 70gr Pada Minggu Ke1 Bulan Mei 2013……….79
Tabel 4.17 Prosentase Selisih Kecacatan Kemasan Sabun Mandi 70gr…...83
Tabel 4.18 Perbandingan Prosentase Kecacatan Kemasan Sabun Mandi
DAFTAR GAMBAR
Gambar 2.1 Siklus PDCA...18
Gambar 2.2 Delapan Langkah Perbaikan Kualitas...19
Gambar 2.3 Contoh Check Sheet...28
Gambar 2.4 Diagram Batang...29
Gambar 2.5 Diagram Sebab Akibat...31
Gambar 2.6 Diagram Pareto...34
Gambar 2.7 Diagram Pancar...35
Gambar 2.8 Contoh gambar diagram pencar…...37
Gambar 3.1 Lembar Periksa (Check Sheet)...47
Gambar 3.2 Diagram Pareto………...47
Gambar 3.3 Diagram Batang (Histogram)...47
Gambar 3.4 Gambar Peta Kontrol...48
Gambar 3.5 Diagram Tulang Ikan (Fish Bone Diagram)... .48
Gambar 3.6 Langkah-langkah Pemecahan Masalah...50
Gambar 4.1 Histogram Jenis dan Jumlah Kecacatan Sabun mandi 70 gram Selama Periode 12 Bulan...59
Gambar 4.2 Diagram Pareto jenis dan jumlah kecacatan Sabun mandi harmony 70gr Selama periode 12 bulan …...61
Gambar 4.3 Peta Kontrol P kecacatan Sabun mandi harmony sachet 70gr pada bulan Mei 2012...63
Gambar 4.4 Diagram Sebab-Akibat Seal kemasan leleh...64
Gambar 4.5 Diagram Sebab-Akibat Seal samping nekuk...65
Gambar 4.7 Diagram Sebab-Akibat Seal Samping Kurang Merekat...67
Gambar 4.8 Diagram Sebab-Akibat Seal Belakang Mengkerut…….…..…..68
Gambar 4.9 Diagram Pareto jenis dan jumlah kecacatan Kemasan sabun
mandi 70gr Minggu ke1 bulan mei – minggu ke2 d bulan Juni
2013………78
Gambar 4.10 Peta Kontrol P Kecacatan Kemasan Sabun Mandi Sachet
DAFTAR LAMPIRAN
Lampiran I Gambaran umum perusahaan
Lampiran II Tabel Jenis dan Jumlah Kecacatan kemasan sabun mandi kemasan
70gr Bulan Mei 2012–April 2013
Lampiran III Data Produksi Jenis Kecacatan Kemasan Sabun Mandi Dan
Perhitungan Setelah Usulan Perbaikan
Lampiran IV Flow Chart Proses Produksi Sabun Mandi Harmony Sachet 70gr
Lampiran V Gambar Produk Kecacatan jenis seal samping leleh Sabun Harmony
ABSTRAKSI
Kualitas merupakan suatu jaminan yang harus diberikan dan dipenuhi oleh perusahaan kepada pelanggan. Perusahaan yang mampu bertahan dan bersaing secara efektif adalah perusahaan yang dapat mengoptimalkan penggunaan sumber daya yang dimiliki, sehingga mampu menghasilkan produk yang berkualitas dan dapat memenuhi keinginan konsumen. Oleh karena itu perusahaan harus mengadakan pengendalian kualitas pada proses dan produk jadi untuk menemukan terjadinya ketidak stabilan proses dan cacat produk (kemasan) sehingga dapat diambil tindakan untuk mengurangi cacat, memperbaiki dan meningkatkan kualitas produk yang dihasilkan.
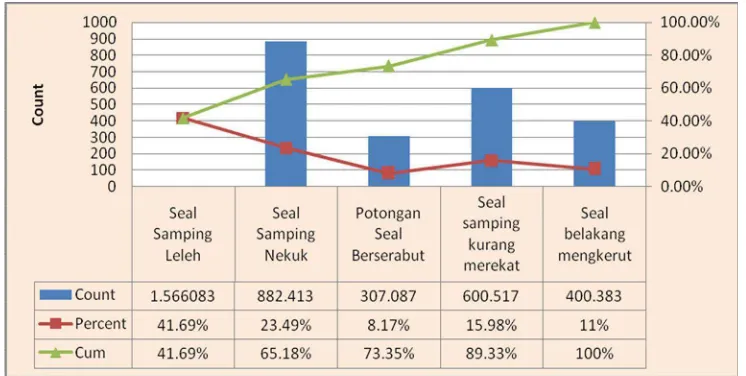
Dari berbagai produk yang dihasilkan oleh PT. X di Sidoarjo peneliti memfokuskan penelitian pada produk Kemasan Sabun mandi dengan prosesntase kecacatan sebesar 8,36%. Pada produk sabun mandi kemasan 70 gr ini, terdapat 5 jenis kecacatan yaitu Saeal samping leleh, Seal samping nekuk, potongan seal berserabut, Seal samping kurang merekat, Seal belakang mengkerut. Tujuan dari penelitian ini adalah mengetahui dan menganalisis faktor – faktor penyebab kecacatan atau defect, menghitung tingkat dominasi kecacatan yang terjadi pada produk Sabun mandi kemasan 70 gr, dan melakukan usulan perbaikan tanpa melakukan implementasi lebih lanjut.
Hasil penelitian menunjukkan bahwa berdasarkan pengolahan data dengan menggunakan Seven Tools (Stratifikasi, Hisogram, Pareto Chart, Peta Kontrol P, dan Fishbone Diagram) dapat diketahui dominasi jumlah kecacatan dari jenis defect pada Sabun mandi kemasan 70 gr selama 12 bulan adalah Sael samping leleh sebesar 3,49%, Seal samping nekuk sebesar 1,96%, potongan seal berserabut sebesar 0,68%, Seal kurang merekat sebesar 1,33%, dan Seal belakang mengkerut sebesar 0,89%. Untuk menurunkan kecacatan tersebut peneliti membuat matriks 5W + 1H sebagai usulan perbaikan terhadap perusahaan serta membuat standarisasi QCC. Hasil dari pengolahan data setelah usulan perbaikan di lakukan oleh perusahaan dapat diketahui jumlah dari jenis defect pada kemasan sabun mandi 70gr selama 6 minggu adalah Sael samping leleh sebesar 0,76%, Seal samping nekuk sebesar 0,80%, potongan seal berserabut sebesar 0,58%, Seal kurang merekat sebesar 0,77%, dan Seal belakang mengkerut sebesar 0,87%.
Abstract
Quality is a guarantee to be given and fulfilled by the company to the customer.Companies are able to survive and compete effectively is a company that can optimize the use of resources its power, so as to produce a quality product and be able to meet consumer desires.Therefore, companies should conduct quality control in process and finished products to find the occurrence of instability and defective products (packaging) so that action can be taken to reduce defects, improve and enhance the quality of the resulting product. Of various products produced by PT. X in Sidoarjo researchers focused on product packaging soap with disabilities prosesntase of 8.36%. On product packaging soap 70 gr, there are 5 types of disabilities that side Saeal melting, bent side Seal, seal stringy pieces, glue less side Seal, Seal shrink back. The purpose of this study was to determine and analyze the factors - factors that cause disability or defect, calculate the dominance degree of disability that occurs in the product packaging soap 70 gr, and perform repair proposal without further implementation.
The results showed that based on the data processing by using Seven Tools (stratification, Hisogram, Pareto Chart, Map Control P, and Fishbone Diagram) can be known domination number of defects of the type of defect in packaging soap 70 gr for 12 months is Sael melting side by 3 , 49%, Seal side bent by 1.96%, stringy pieces of 0.68% seal, Seal less glue at 1.33%, and rear seals shrank by 0.89%. To reduce the disability researchers make 5W + 1H matrix as proposed revisions to the company as well as to standardize the QCC. The results of data processing after the proposed repairs done by the company can be found on a number of types of defects packaging soap 70gr for 6 weeks is Sael addition to melting by 0.76%, Seal side bent by 0.80%, stringy pieces of seal of 0, 58%, less glue Seal of 0.77%, and rear seals shrank by 0.87%.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kompetisi global menyebabkan persaingan antar perusahaan menjadi
semakin ketat. Agar dapat bertahan dalam persaingan, setiap perusahaan harus
mampu bersaingan meningkatkan daya saingnya. Salah satu faktor penentu daya
saing perusahaan adalah kualitas disamping harga produk dan pelayanan. Pihak
manajemen harus mampu membuat keputusan tentang standar kualitas yang tepat
dalam kondisi pasar yang berubah.
Salah satu tolok ukur yang bisa digunakan untuk mengetahui apakah
perusahaan berhasil dalam upaya menjaga kualitasnya adalah jika perusahaan
tersebut berhasil mencapai kondisi Zero defect, akan tetapi kondisi ini sangat sulit
untuk dicapai, karena produk yang cacat pasti ada walaupun sedikit yaitu rata-rata
kecacatan per bulan sebesar 8.38% dalam setiap proses produksi. Hal ini
disebabkan oleh adanya berbagai penyimpangan yang sering terjadi dalam suatu
proses produksi, baik dari segi metode yang digunakan dan tentu saja yang tidak
kalah pentingnya adalah Human error , kejadian ini akan mengurangi
kepercayaan konsumen terhadap perusahaan sehinggah membuat pesanan yang
berakibat mengurangi keuntungan yang bisa didapat. Berbagai cara untuk
mengurangi defect, salah satunya dengan metode QCC (Quality Control Circly).
PT. X Sidoarjo merupakan perusahaan pengolahan minyak goreng dan
Alur proses pembuatan sabun mandi pertama yaitu proses mixing yang merupakan
proses pencampuran matrial - matrial dan selanjutnya yaitu proses roll mill yaitu
proses penggilingan campuran matrial sabun, selanjutnya proses simplex plodder
yaitu proses penggilingan sekaligus pemadatan berupa batangan sabun,
selanjutnya proses soap press yaitu proses pembentukan sabun sesuai yang
diinginkan, setelah produk jadi dilanjutkan pada proses paking dengan
menggunakan mesin pilou pack. Setelah produk di paking yaitu dilakukan
pengecekan ulang pada hasil paking, dan dimasukkan kedalam packing dus.
Permasalahan yang dihadapi oleh PT. X Sidoarjo menurut kepala produksi adalah
masalah kecacatan pada hasil produksi paking sabun yaitu Seal Kemasan leleh,
Seal Samping Nekuk, Seal Berserabut, Seal kurang melekat, Seal belakang
mengkerut.
Guna mencapai kondisi tersebut harus dilakukan perbaikan secara terus
menerus. Hal tersebut dapat dilaksanakan dengan menggunakan metode QCC
(Quality Qontrol Circle). Teknik ini menggunakan alat-alat dasar seven tools
seperti : check sheet, diagram pareto, histogram, diagram sebab akibat,
stratifikasi, scatter diagram (diagram sebar), dan control chart. Alat–alat ini
membantu memahami dan mengembangkan proses pengendalian maupun
perbaikan kualitas. Metode ini diharapkan mampu membantu untuk
menyelesaikan permasalahan yang dihadapi perusahaan.
1.2 Perumusan Masalah
Berdasarkan latar belakang di atas permasalahan yang akan dibahas dalam
bagaimana usulan perbaikan sehingga dapat meminimalkan kecacatan produk
tersebut di PT. X Sidoarjo”
1.3 Batasan Masalah
Batasan masalah dalam penelitian ini diperlukan agar dalam pemecahan
masalah tidak menyimpang dari tujuan penelitian, serta untuk menghindari terlalu
luasnya permasalahan yang akan dipecahkan. Batasan-batasan yang dipergunakan
dalam penelitian ini adalah sebagai berikut :
1. Penelitian dilakukan di PT. X Sidoarjo terutama pada bagian produksi produk
sabun mandi sachet Harmony.
2. Analisa biaya tentang kerugian yang timbul akibat cacat tidak dibahas dalam
penelitian ini.
3. Dalam pengolahan data tidak semua seven tools digunakan, peneliti hanya
menggunakan Stratifikasi, Histogram, Pareto Chart, Control Chart, dan
Fishbone Chart. Dikarenakan sudah cukup membantu dalam penelitian ini,
dalam hal menjelasakan tingkat kecacatan dalam segi gambar maupun grafik
dan menjelaskan penyebab kecacatan.
4. Penelitian dilakukan untuk produksi bulan Mei 2012 sampai April 2013.
5. Penelitian ini hanya sebatas untuk mengetahui probabilitas terjadinya cacat
produk yang banyak dan memberikan usulan perbaikan kepada perusahaan
1.4 Tujuan Penelitian
Sesuai dengan permasalahan yang ada maka tujuan dari penelitian ini
adalah :
1. Mengetahui faktor-faktor penyebab kecacatan pada kemasan sabun.
2. Menentukan dominasi tingkat kecacatan produk tersebut dan memberikan
usulan perbaikan di PT. X Sidoarjo.
1.5 Asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain :
1. Proses produksi berjalan normal.
2. Karyawan / operator mempunyai (skill) yang sama dalam tingkat kemampuan
dan operasional.
3. Bila produk cacat dianggap hanya mempunyai 1 jenis kecacatan 1 unit, yaitu
cacat yang dominan berdasarkan fakta.
1.6 Manfaat Penelitian
Manfaat yang dapat diambil dari penelitian yang dilakukan adalah
sebagaiberikut:
1. Bagi penulis.
2. Bagi universitas
Memberikan referensi tambahan dan perbendaharaan agar berguna didalam
mengembangkan ilmu pengetahuan dan berguna sebagai pembandingan bagi
mahasiswa dimasa yang akan datang.
3. Bagi perusahaan
Hasil analisa ini diharapkan dapat memberikan masukan untuk mengendalikan
kualitas produk yang dihasilkan serta mengetahui tingkat kualitas produk dan
penyebab yang dapat menimbulkan terjadinya defect (cacat).
1.7 Sistematika Penulisan
Pada dasarnya sistematika penulisan berisikan mengenai uraian yang akan
dibahas pada masing-masing bab sehinggah dalam setiap bab akan memiliki
pembahasan atas mater-materi yang di bahas dalam skripsi ini maka berikut ini
akan di uraikan secara garis besar isi dari masing-masing bab sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi tentang gambaran umum persoalan yang terdiri atas latar
belakang, rumusan masalah, batasan masalah, tujuan penelitian, asumsi,
manfaat penelitian dan sistematika penelitian.
BAB II TINJ AUAN PUSTAKA
Bab ini tentang landasan teori yang berisi dasar-dasar yang digunakan
sebagai landasan dalam penelitian ini. Dasar teori ini mencakup teori
yang berkaitan dengan Quality Control Circle (QCC), Seven Tolls yang
penelitian sehingga permasalahan yang ada dapat diselesaikan serta
proses pembuatan sabun mandi kemasan sachet.
BAB III METODE PENELITIAN
Bab ini berisi tentang tempat dan waktu penelitian, identifikasi
variabel-variabel serta, metode pengumpulan data, metode analisis data serta
langkah-langkah pemecahan masalah (flow chart), metode
pengumpulan data dan pengolahan data.
BAB IV ANALISIS DAN PEMBAHASAN
Bab ini berisi tentang proses pengolahan data yang diperoleh dari
observasi, data yang dibutuhkan dalam menganalisis dan menyelesaikan
masalah, pengolahan data yang diolah untuk menyelesaikan masalah
sesuai dengan landasan teori dan metodologi penelitian yang di pakai.
BAB V KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapatkan dari analisis data sehingga
dapat memberikan saran kepada perusahaan terhadap evaluasi produk
dari pengendalian kualitas yang dilakukan.
DAFTAR PUSTAKA
BAB II
TINJ AUAN PUSTAKA
2.1 Konsep Dan Definisi Kualitas
Proses kelahiran produk dimulai ketika desainer menerima informasi yang
diinginkan, diperlukan dan diharapkan oleh konsumen dan menterjemahkannya ke
dalam bentuk spesifikasi produk yang mencakup gambar, dimensi, toleransi,
material, proses, perkakas dan alat bantu. Operator menggunakan informasi dari
desainer untuk membuat produk atau mengerjakannya pada proses permesinan.
Dalam usaha memuaskan konsumen, produk yang dipesan harus tiba dalam
jumlah, waktu, tempat dan memberikan fungsi yang tepat untuk satu periode
waktu dan harga yang sesuai.
Definisi kualitas menurut Ross adalah kepuasan konsumen terhadap
produk yang dibelinya. Berdasarkan pengertian dasar tentang kualitas diatas,
tampak bahwa kualitas selalu berfokus pada pelanggan. Dengan demikian
produk–produk desain, diproduksi untuk memenuhi keinginan pelanggan, dapat
dimanfaatkan dengan baik, serta diproduksi (dihasilkan) dengan cara yang baik
dan benar. (Ariani W. Dorothea, 2003, hal 8-9)
Selain itu, kualitas memerlukan suatu proses perbaikan yang
terus-menerus (continous improvement process) yang dapat diukur, baik secara
individual, organisasi, korporasi, dan tujuan kinerja nasional. Perbaikan kualitas
lebih dari suatu strategi usaha, melainkan suatu tanggung jawab pribadi setiap
dan didemonstrasikan dalam setiap lingkup kegiatan dan kehidupan, serta
mempunyai karakteristik hubungan yang paling dekat dengan anggota
masyarakat. Kualitas harus dibangun sejak awal, dari penerimaan input hingga
perusahaan menghasilkan output bagi pelanggannya. Setiap tahapan dalam proses
produksi maupun proses penyediaan jasa atau pelayanan juga harus berorientasi
pada kualitas tersebut. (Ariani W. Dorothea, 2003, hal 9)
Dalam ISO 8402 (Quality Vocabulary), kualitas di definisikan sebagai
totalitas dari karakteristik suatu produk yang menunjang kemampuannya untuk
memuaskan kebutuhan yang di spesifikasikan atau ditetapkan. Kualitas sering kali
diartikan sebagai konfirmasi terhadap kebutuhan/ persyaratan (conformance to tha
requirement) atau kepuasan pelanggan (customer satisfication).
Dengan demikian kualitas diartikan sebagai segala sesuatu yang
menentukan kepuasan pelanggan dan upaya perubahan ke arah perbaikan terus
menerus sehingga dikenal Q-MATCH (Quality-Meet Agreed Terms And
Changes). Kualitas mengacu kepada pengertian pokok sebagai berikut :
1. Kualitas terdiri dari sejumlah keistimewaan produk, baik keistimewaan
langsung maupun keistimewaan atraktif yang memenuhi keinginan pelanggan
dan dengan demikian memberikan kepuasan atas penggunaan produk itu.
2. Kualitas terdiri dari segala sesuatu yang bebas dari kekurangan atau
kerusakan.
Berdasarkan pengertian dasar kualitas, tampak bahwa kualitas selalu
berfokus pada pelanggan (customer focused quality). Dengan demikian
Karena kualitas mengacu kepada segala sesuatu yang menentukan kepuasan
pelanggan. Suatu produk yang dihasilkan baru dapat dikatakan berkualitas apabila
sesuai dengan keinginan pelanggan, dapat dimanfaatkan dengan baik serta
diproduksi (dihasilkan) dengan cara yang baik dan benar. (Gaspersz Vincent :
2003 : 3-5).
Berdasarkan perspektif kualitas, David Garvin dalam mengembangkan
dimensi kualitas kedalam 8 dimensi yang dapat digunakan sebagai perencanaan
strategis terutama bagi perusahaan yang menghasilkan barang. Kedelapan dimensi
tersebut adalah sebagai berikut : (Yamit 2004 : 10).
1. Performance (kinerja) menyangkut karakteristik produk.
2. Features menyangkut karakteristik pelengkap.
3. Reliability (keandalan) menyangkut kemungkinan tingkat kegagalan
pemakaian.
4. Conformance (kesesuaian) sejauh mana karakteristik disain dan operasi
memenuhi standart.
5. Durability (daya tahan); seberapa lama produk dapat terus digunakan.
6. Serviceability; kemudahan dalam pemeliharaan.
7. Estetika; corak, rasa dan daya tarik produk.
8. Perceived; citra dan reputasi produk.
Setiap produk mempunyai sejumlah unsure yang bersama-sama
menggambarkan kecocokan penggunanya. Parameter-parameter ini biasanya
dinamakan cirri-ciri kualitas. Ciri-ciri kualitas ada beberapa jenis :
2. Indera : Rasa, penampilan, warna.
3. Orientasi waktu, : Keandalan (dapatnya dipercaya), dapatnya dipelihara,
dapatnya dirawat. (Montgomery,2007, hal 3).
Kualitas telah muncul sebagai strategi bisnis baru yang utama. Ini
terjadi karena beberapa alasan, meliputi :
1. meningkatkan kesadaran pelanggan akan kualitas dan orientasi pelanggan
yang kuat akan penampilan kualitas.
2. Kemampuan produk.
3. Peningkatan tekanan biaya pada tenaga kerja, energi dan bahan baku.
4. Persaingan yang semakin insentif.
5. Kemajuan yang luar biasa dalam produktifitas melalui program keteknikan
kualitas yang efektif.
2.2 Manajemen Kualitas
Pada dasarnya manajemen kualitas (quality management) didefinisikan
sebagai suatu cara meningkatkan peformasi terus-menerus (continous
performance improvement) pada setiap level operasi atau proses, dalam setiap
area fungsional dari suatu modal yang tersedia. (qualtiy vocabulary)
mengidentifikasi manajemen kualitas sebagai aktivitas dari sesuatu fungsi
manajemen secara keseluruhan yang menentuksn kebijaksanaan kualitas, tujuan–
tujuan dan tanggung jawab serta mengimplementasikannya melalui alat–alat
seperti :
1. penetapan dan pengembangan tujuan dan kebutuhan untuk kualitas serta
2. Teknik-teknik dan aktifitas operasional yang digunakan untuk memenuhi
persyaratan kualitas disebut pengendalian kualitas (Quality Control).
3. Semua terencana dan sistematik yang diimplemasikan dan didemonstrasikan
guna memberikan kepercayaan yang cukup bahwa produk akan memuaskan
kebutuhan untuk kualitas tertentu disebut jaminan kualitas (Quality
Assurance).
4. Tindakan–tindakan yang diambil guna meningkatkan nilai produk pelanggan
melalui struktur organisasi disebut peningkatan (Quality Improvemen).
Manajemen kualitas dapat di definisikan dalam berbagai versi, namun
pada dasarnya manajemen kualitas berfokus pada perbaikan terus–menerus untuk
memenuhi kepuasan pelanggan dengan berorientasi pada proses yang
mengintegrasikan semua sumber daya manusia, pemasok–pemasok (supllier). Dan
para pelanggan (Customers) di lingkungan perusahaan (corporate environmend),
(Purnama’bani, 2006, hal 79).
Dalam manajemen kualitas diperlukan perencanaan kualitas yang meliputi
pengenmbangan produk,sistem, dan proses yang dibutuhkan untuk memenuhi atau
untuk melampau harapan pelanggan. Langkah-langkah yang dibutuhkan menurut
the juran trilogy adalah :
1. Menentukan siapa saja yang menjadi pelanggan.
2. Mengidengifikasi kebutuhan para pelanggan.
3. Mengenmbangkan produk dengan ke istimewaan yang dapat memenuhi
4. Mengenmbangkan sistem dan proses yang memungkinkan organisasi untuk
menganalisa keistimewaan tersebut.
5. Menyebarkan rencana kepada level operasional.
2.3 Pengendalian Kualitas
Pengendalian kualitas adalah suatu sistem vertifikasi dan penjagaan/
perawatan dari suatu tingkatan/ derajat kualitas atau proses yang dikehendaki
dengan cara perencanaan yang seksama, pemakaian peralatan yang sesuai, inpeksi
yang terus menerus, serta tindakan yang korektif bilamana diperlukan. Dengan
demikian hasil yang diperoleh dari kegiatan pengendalian kualitas ini benar-benar
bisa memenuhi standard–standard yang telah direncanakan/ ditetapkan.
(Montgomery, 2007, hal 120).
Aktivitas pengendalian kualitas umumnya akan meliputi kegiatan -
kegiatan :
• Pengamatan terhadap performans produk atau proses.
• Membandingkan performans yang ditampilkan tadi dengan standart–standart
yang berlaku.
• Mengambil tindakan apabila terdapat penyimpangan–penyimpangan yang
cukup signifikan (accep or reject) dan apabilah perlu dibuat tindakan yang
mengkoreksinya.
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang
dengan aktivitas itu kita ukur ciri–ciri kualitas produk, membandingkannya
sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang
standart.
Kegiatan pengendalian kualitas pada dasarnya merupakan
kumpulan-kumpulan aktivitas untuk mencapai kondisi yang memuaskan keinginan
konsumen yang dilaksanakan mulai saat produk dirancang, diproses sampai
seleksi didistribusikan ke konsumen. Kegiatan pengendalian kualitas antara lain
akan meliputi hal–hal berikut :
1. Perencanaan kualitas pada saat merancang produk dan proses pembuatannya.
2. Pengendalian dalam penggunaan berbagai sumber material yang dipakai
dalam proses produksi.
3. Pengamatan terhadap performans produk.
4. Membandingkan performans yang dihasilkan dengan standart yang berlaku.
5. Analisa tindakan koreksi dalam kaitannya dengan cacat–cacat yang dijumpai
pada produk yang dihasilkan.
Suatu produk harus dibuat sedemikian rupa sehinggah bisa sesuai
(conform) dan memenuhi spesifikasi, standart dan kriteria–kriteria standart kerja
lainnya yang telah disepakati. Kualitas kesesuaian ini akan berkaitan dengan tiga
macam bentuk pengendalian (kontrol) sebagai berikut:
1. Pencegahan cacat (defect preventation)
Yaitu mencegah kerusakan atau cacat sebelum benar-benar terjadi.
2. Mencari kerusakan, kesalahan atau cacat (defect finding)
Aplikasi dan pemakaian metode-metode yang spesifikasi untuk proses
3. Analisa dan tindakan kopreksi (defect analysis dan corection)
Menganalisa kesalahan-kesalahan yang terjadi dan melakukan koreksi-koreksi
terhadap penyimpangan tersebut.
Pelaksanaan yang cermat terhadap upaya pengendalian kualitas dari
rancangan produk (quality of design) dan kualitas kesesuaian (quality of
conformance) akan memberikan tingkat kualitas performans dari produk yang
dihasilkan (quality of performance). (Wignjosoebroto, 2003, hal 254).
2.4 Perbaikan Kualitas
Perbaikan kualitas adalah suatu tindakan yang dilakukan oleh pihak
tertentu (perusahaan) pada beberapa faktor yang terdapat dalam suatu barang
untuk menghasilkan barang yang lebih baik. (Assauri, 2008, hal 295).
Perbaikan harus dilakukan secara on-going dan terus-menerus.
Langkah-langkah yang dapat dilakukan menurut The juruan Trilogy adalah :
1. Mengembangkan infra struktur yang diperlukan untuk melakukan perbaikan
kualitas setiap tahun.
2. Mengidentifikasi bagian-bagian yang membutuhkan perbaikan dan melakukan
proyek perbaikan.
3. Membentuk suatu tim proyek yang bertanggung jawab dalam menyelesaikan
setiap proyek perbaikan.
Memberikan tim-tim tersebut apa yang dibutuhkan agar dapat mendiaknosis
masalah guna menentukan sumber pemyebab utama, memberikan solusi, dan
Terdapat beberapa metode yang digunakan dalam perbaikan kualitas, yaitu :
1. QCC (Quality Control Circle)
Pendekatan yang banyak oleh perusahaan dalam melakukan perbaikan
kualitas adalah siklus atau daur PDCA yang merupakan singkatan dari
Plan-Do-Check-Act, pendekatan ini diperkenalkan oleh W.E. Shewhart, sehinggah
siklus PDCA ini juga dikenal sebagai siklus Deming atau siklus pengendalian
yang kemudian dalam pengenbangannya lebih dikenal sebagai delapan
langkah perbaikan kualitas.
2. QFD (Quality Function Deployment)
QFD merupakan serangkaian aktifitas peranangan dan komunikasi yang
digunakan pertama kali digolongkan kapal mitshubishi di Kobe. QFD
berfokus pada pengembangan ketrampilan untuk merancang, menciptakan dan
memasarkan produk yang di butuhkan dan di inginkan oleh pelanggan.
Konsep yang menggunakan bagan yang terperinci untuk menterjemahkan
persepsi kualitas kedalam karakteristik produk, yang kemudian dijadikan
persyaratan tahap perekayasaan dan produksi. Alat rancangan dasar berupa
suatu bagan yang disebut House of Quality.
3. TQM ( Total Kuality Management )
TQM diartikan sebagai perpaduan semua fungsi dari perusahaan kedalam
falsafah holistic yang dibangaun berdasarkan konsep kualitas, teamwork,
produktivitas dan pengertian serta kepuasan pelanggan. Definisi lainnya
kualitas sebagai strategi usaha dan berorientasi pada kepuasan pelanggan
dengan melibatkan seluruh anggota organisasi.
4. TQC ( Total Quality Qontrol )
TQC merupakan pemikiran armand feigenbaum yang dikemukakan pada
tahun 1956, pendapatnya adalah bahwa pengendalian harus dimulai dari
perancangan produk dan berakhir hanya jika produk telah sampai ke tangan
pelanggan yang puas. Prinsip utamanya adalah “ Quality is every body’s job”.
Ia menyatakan bahwa kegiatan kualitas dapat dikelompokka kedalam tiga
kategori yang pengendalian rancangan baru, pengendalian bahan baku yang
baru datang dan pengendalian produk atau Shop Flour.
5. Six Sigma merupakan sebuah sistem yang komprehensif dan fleksibel untuk
mencapai, mempertahankan, dan memaksimalkan sukses bisnis. Six Sigma
secara unik dikendalikan oleh pemahaman yang kuat terhadap kebutuhan
pelanggan, pemakaian yang disiplin terhadap fakta, data, dan analisis statistik,
dan perhatian yang cermat untuk mengelola, memperbaiki dan menanamkan
kembali proses bisnis. (Sumber : “The Six Sigma Way”, hal.xi, Penerbit Andi,
Yogyakarta, Cavanagh, Peter S. Pande, Robert P.Neuman, 2003).
2.4.1 Delapan Langkah Perbaikan Kualitas
Sebelum menjelaskan mengenai delapan langkah perbaikan kualitas, maka
lebih baik harus dimengerti dahulu masalah PDCA (Plan-Do-Check-Action).
PDCA adalah simbol prinsip pemeahan masalah secara berulang dengan membuat
perbaikan langkah demi langkah (step-by-step) dan mengulangi siklus perbaikan
1. Plan (Mengembangkan rencana perbaikan)
Mengembangkan rencana perbaikan merupakan langkah setelah dilakukan
pengujian ide perbaikan masalah. Rencan perbaikan disusun berdasarkan
prinsip 5-W (what, why, who, when dan where) dan 1 H (how), yang dibuat
secara jelas dan terperinci serta menetapkan sasara dan target yang harus
dicapai. Dalam menetapkan sasaran dan target harus diperhatikan prinsip
SMART (Spesific, Meansurable, Attainable, Reasonable dan Time).
2. Do (Melaksanakan rencana)
Rencana yang telah disusun diimplementasikan secara bertahap, mulai dari
skala kecil dan pembagian tugas seara merata sesuai dengan kapasitas dan
kemampuan dari setiap personil. Dalam melaksanakan rencana harus
dilakukan pengendalian, yaitu mengupayakan agar seluruh rencana
dilaksanakan dengan sebaik mungkin agar sasaran dapat dicapai.
3. Chech (Memeriksa atau meneliti hasil yang dicapai)
Memeriksa atau meneliti merujuk pada penetapan apakah pelaksananya
berada dalam jalur, sesuai dengan rencana dan memantau dengan kemajuan
perbaikan yang direncanakan. Alat atau piranti yang dapat digunakan untuk
memeriksa adalah diagram pareto, histogram dan diagram kontrol.
4. Action (Melakukan tindakan penyesuaian yang diperlukan)
Penyesuaian dilakukan bila dianggap perlu, yang didasarkan hasil analisa di
atas. Penyesuaian berkaitan dengan standarisasi prosedur baru, guna
menghindari timbulnya kembali masalah yang sama atau menetapkan sasaran
Action (A) Bertindak
Check (C) Memeriksa
Plan (P) Merencanakan
Do (D)
Melaksanakan
A P
C D
Siklus PDCA tersebut berputar secara berkesinambungan, segera setelah
suatu perbaikan dicapai, keadaan perbaikan tersebut dapat memberikan inspirasi
untuk perbaikan selanjutnya. Oleh karenanya, manjemen harus secara terus
menerus merumuskan sasaran dan target-target perbaikan baru. (Nasution, 2005,
hal 32).
Perbaikan
Gambar 2.1 Siklus PDCA
(Nasution. M. N, 2005, hal 32)
Dimana :
P (Plan) : Mengadakan riset konsumen dan menggunakannya perencanaan
produk.
D (Do) : Melaksanakan sesuai dengan rencana untuk menghasilkan produk.
C (Check) : Memeriksa produk yang dihasilkan, apakah telah sesuai dengan
rencana.
A (Action) : Memasarkan produk tersebut.
Dalam siklus PDCA terdapat umpan balik (feed back) untuk pengecekan
untuk segera menyampaikan perbaikan produks atau jasa kepada konsumen atau
ke proses berikutnya untuk memperoleh umpan balik.
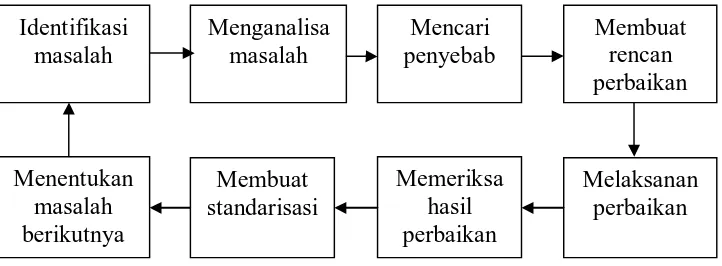
Sedangkan mengenai ke delapan langkah perbaikan kualitas merupakan
proses yang berurutan yang terdiri dari :
1. Identifikasi masalah
2. Menganalisa masalah
3. Mencari penyebab
4. Membuat rencana perbaikan
5. Melaksanakan perbaikans
6. Memeriksa hasil perbaikan
7. Membuat standarisasi
8. Menentukan masalah berikutnya
Gambar 2.2 Delapan Langkah Perbaikan Kualitas
(Continous Improvement)
Adapun penjelasan adalah sebagai berikut :
1. Identifikasi masalah
tugasnya tim GKM ini sebaiknya dibimbing oleh manager, agar lebih terarah
dan efektif dalam proses mencari atau mengidentifikasi masalah. Kemudian
tim melakukan pendalaman masalah, dengan menggunakan alat bantu seperti :
brainstromin, diagram alir, flow chart, parameter dan parameter kritis.
Brainstrorming dilakukan dengan cara semua anggota tim memberitahukan
tentang maslah-masalah yang ada, kemudian dicatat dan setelah itu diseleksi
yang nantinya akan didapatkan satu masalah.
2. Menganalisa masalah
Setelah pada langkah pertama satu maslah terpilih dengan tema tertentu,
langkah berikutnya adalah melakukan pengumpiulan dan analisa data. Pada
langkah ini dapat menggunakan beberapa alat bantu seperti : lembar data
(chech shet), startifikasi, diagram pareto, grafik, histogram dan diagram sebar.
3. Mencari penyebab
Langkah ketiga adalah melakukan identifikasi terhadap segalah penyebab
yang mungkin dan dipilih beberapa yang besar pengaruhnya terhadap maslah
yang dibahas. Untuk menganalisa sebab akibat ini dapat digunakan beberapa
alat bantu seperti : diagram sebab akibat (ishikawa cause-and-effect diagram),
lembar data, grafik, brainstorming dan diagram alir.
4. Membuat rencana perbaikan
Pada langkah keempat ini adalah membuat rencana perbaikan, yaitu setelah
diketahui akar dari penyebab masalah, maka solusinya dapat direncanakan
Untuk memudahkan pembalikan akar penyebab, dibuat dalam sebuah
model matriks untuk perencanaan perbaikan mutu. (wingnjosoebroto,2003: hal
130).
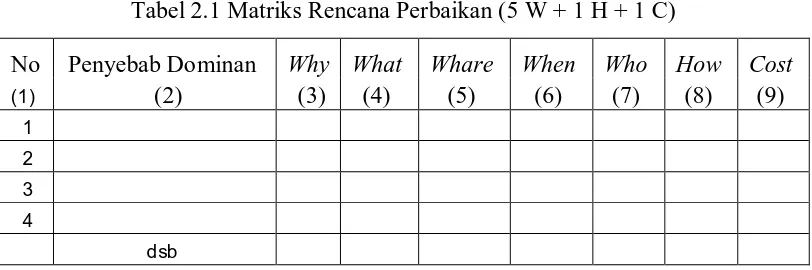
Tabel 2.1 Matriks Rencana Perbaikan (5 W + 1 H + 1 C)
No Penyebab Dominan Why What Whare When Who How Cost
(1) (2) (3) (4) (5) (6) (7) (8) (9)
1
2
3
4
dsb
Keterangan :
Why adalah “mengapa diperlukan perbaikan terhadap penyebab masalah”
What adalah “ apa rencana perbaikan untuk mencari rencana kondisi (3)”
Where adalah “lokasi yang tepat untuk melaksanakan perbaikan”
When adalah “alokasi waktu yang diperkirakan untuk perbaikan”
Who adalah “anggota tim yang melaksanakan perbaikan, memperoleh data
hasil perbaikan dan memperoleh kemajuan perbaikan”
How adalah “metode untuk memperbaiki faktor penyebab utama (2)”
Cost adalah “perkiraan biaya yang diperlukan untuk perbaikan”
Agar rencana perbaikan lebih terarah, maka pertama-tama kita harus
menentukan target dan kriteria sebagai berikut :
1. Mencapai tingkat perbaikan mutu yang diharapkan, bila semua penyebab
utama dapat dipecahkan.
3. Bechkmarking ke pesaing/ tim yang sedang melakukan proses yang sama.
5. Melaksanakan perbaikan
Langkah yang kelima adalah melaksanakan perbaikan dalam melaksanakan
rencana perbaikan. Perlu diperhatikan hal-hal sebagai berikut ini :
1. Menjadikan tabel 5 W + 1 H + 1 C hasil dilangkah 4 di atas sebagai
pengangan untuk melakukan monitoring
2. Mengatasi hambatan yang muncul di lapangan, bila perlu konsultasi
dengan atasan.
3. Mencatat semua kejadian selama melaksanakan perbaikan.
4. Mengadakan pertemua evaluasi secara teratur, untuk memastikan bahwa
semua rencana dilakukan secara konsisten.
Penguasaan proses perbaikan yang benar lebih jauh lebih penting dari pada
hasil akhirnya. Artinya tim harus berorientasi proses (task oriented) dan
bukan berorientasi pada hasil (result oriented). Result oriented biaasanya
cenderung untuk mengambil tindakan “potong jalan” karena ingin cepat
memperoleh hasil dengan mengabaikan proses yang benar. Tindakan
semacam ini tentunya tidak akan memberikan pelajaran yang berharga bagi
anggota tim maupun anggota baru berikutnya.
6. Memeriksa hasil perbaikan
Pemeriksaan hasil perbaikan bisa juga dilakukan dengan car membandingkan
hasil yang dicapai setelah perbaikan deengan hasil sebelum perbaikan. Dalam
membandingkannya tentu harus menggunakan cara pengukuran yang sama,
alat bantu yang digunakan dalam pemeriksaan hasil implementasi rencana
antara lain : grafik, diagram alir, lembar pemeriksaan dan diagram pareto.
7. Membuat standarisasi
Setelah perbaikan diuji coba dan tidak melipakan efek samping yang berarti
maka langkah selanjutnya adalah membuat standarisasi, misalnya :
a. Untuk proses, dalam bentuk prosedur tetap/ SOP baru.
b. Untuk kualitas, dalam bentuk performance yang baru.
c. Untuk hasil akhir, dalam bentuk performance yang baru.
Buatlah sebuah pemberitahuan resmi kepada semua pihak terkait
(ditandatangani oleh atasan tim) agar cara-cara perbaikan yang telah
dilaksananakan menjadi standart kerja baru untuk mencapai hasil kerja yang
dikehendaki. Jadikaan pencapaian perbaikan ini sebaigai standart minimal
yang harus dipertahankan.
8. Menentukan maslah berikutnya
Pada langkah kedelapan ini ada dua hal yang penting yaitu :
1. Lakukan refleksi atas pengalaman yang diperoleh dari langkah 1 sampai
ke 7.
2. Tim menentukan tema masalah baru/ berikutnya melalui suatu
perencanaan yang matang sesuai dengan prinsip “continous
improvement”. Perencanaan ini tentu harus konsisten dengan rencana
perusahaan jangka panjanag yang memfokuskan pada kepuasan konsumen
dan strategi marketing, terutama untuk proses pengembangan produk/ jasa
2.5 Pengujian Data
2.5.1 Uji Keseragaman Data
Tes keseragaman data secara visual dilakukan secara sederhana mudah dan
cepat. Di sini kita hanya sekedar melihat data yang terkumpul dan seterusnya
mengidentifikasikan data yang telalu “ekstrim”. Yang dimaksudkan dengan data
ekstrim disini ialah data yang terlalu besar atau terlalu kecil dan jauh menyimpang
dari rata-ratanya. Data yang terlalu ekstrim ini sewajarnya kita buang jauh-jauh
dan tidak dimasukkan dalam perhitungan selanjutnya. Langkah pertama dalam uji
keseragaman data yaitu menghitung besarnya rata-rata dari setiap hasil
pengamatan, dengan persamaan berikut :
x =
n xi
∑
Dimana:
x = Rata-rata data hasil pengamatan.
x = Data hasil pengukuran.
Langkah kedua adalah menghitung deviasi standar berikut:
Dimana:
σ = Standar deviasi dari populasi.
n = Banyaknya jumlah pengamatan.
Langkah ketiga adalah menentukan batas kontrol atas (BKA) dan batas
kontrol bawah (BKB) yang digunakan sebagai pembatas dibuangnya data ektrim
berikut :
BKA = X +
∑
σBKB = X -
∑
σDimana:
X = Rata-rata data hasil pengamatan.
σ = Standar deviasi dari populasi.
2.5.2 Uji Kecukupan Data
Analisis kecukupan data dilakukan dengan tujuan untuk menguji apakah
data yang diambil sudah mencukupi dengan mengetahui besarnya nilai N’.
Apabila N’ ≤ N maka data pengukuran dianggap cukup sehingga tidak perlu
dilakukan pengambilan data lagi. Sedangkan jika N’ > N maka data dianggap
masih kurang sehingga diperlukan pengambilan data kembali. (Wignjosoebroto,
Sritomo, 2003).
Adapun tahapan dalam uji kecukupan data adalah sebagai berikut :
1. Menentukan Tingkat Ketelitian dan Tingkat Keyakinan.
Tingkat ketelitian menunjukan penyimpangan maksimum hasil pengukuran
dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan dalam
persen. Sedangkan tingkat keyakinan atau kepercayaan menunjukan besarnya
memenuhi syarat tadi. Ini pun dinyatakan dalam persen. Pengujian
Kecukupan Data.
2. Pengujian Kecukupan Data.
Dimana:
N’ = Jumlah pengamatan yang seharusnya dilakukan.
x = Data hasil pengukuran.
s = Tingkat ketelitian yang dikehendaki (dinyatakan dalam desimal).
Setelah mendapatkan nilai N’ maka dapat diambil kesimpulan apabila N’≤ N
maka data dianggap cukup dan tidak perlu dilakukan pengambilan data kembali,
tetapi apabila N’ > N maka data belum mencukupi dan perlu dilakukan
pengambilan data lagi.
2.6 Seven Tools
Seven tools merupakan 7 alat yang digunakan untuk mengendalikan
kualitas atau mutu suatu produk. Alat-alat tersebut adalah sebagai berikut :
2.6.1 Check Sheet (Lembar Isian)
Lembar isian (check sheet) merupakan alat bantu untuk memudahkan dan
menyederhanakan pencatatan data. Bentuk dan isinya disesuaikan dengan
pengumpulan data maka perlu dibuat suatu lembar isian (check sheet), dengan
memperhatikan hal-hal sebagai berikut :
a) Maksud pembuatan harus jelas
Dalam hal ini harus diketahui informasi yang jelas dan apakah data
yang nantinya diperoleh cukup lengkap sebagai dasar untuk mengambil
tindakan atau tidak.
b) Stratifikasi harus sebaik mungkin
Dapat dipahami dan diisi serta memberikan data yang lengkap tentang apa
yang ingin diketahui.
c) Dapat diisi dengan cepat, mudah dan secara otomatis bisa segera diananlisa.
Jika perlu dicantumkan gambar dan produk yang akan di check.
Tujuan pembuatan lembar pengecekan adalah menjamin bahwa data
dikumpulkan secara teliti dan akurat oleh karyawan operasional untuk diadakan
pengendalian proses dan penyelesaian masalah. Data dalam lembar pengecekan
tersebut nantinya akan digunakan dan dianalisis secara cepat dan mudah. Lembar
pengecekan ini memiliki beberapa bentuk kesalahanjumlah.
Ada beberapa jeis lembar isian yang dikenal dan dipergunakan untuk
keperluan pengumpulan data, yaitu antara lain: Production Process Distribution
Check Sheet. Lembar isian jenis ini dipergunakan untuk mengumpulkan data yang
berasal dari proses produksi atau proses kerja lainnya. Out-put kerja sesuai dengan
klasifikasi yang telah ditetapkan untuk dimasukkan dalam lembar kerja, sehingga
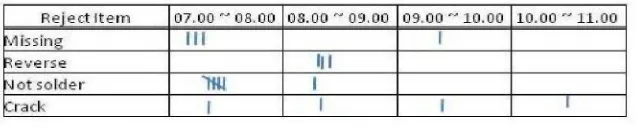
histogram, maka bentuk distribusi data berdasarkan frekuensi kejadian yang
diamati akan menunjukkan karakteristik proses yang terjadi.
Gambar: 2.3 Contoh Check Sheet
2.6.2 Diagram Batang (Histogram)
Penyajian dalam bentuk gambar grafik atau diagram dapat lebih
menjelaskan lagi persoalan secara visual. Diagram batang (histogram) adalah
gambaran mengenai suatu distribusi frekuensi, dimana untuk setiap kelas
dinyatakan dalam skala horizontal (datar) dan frekuensinya dalam skala vertical
(tegak); atau sebaliknya. Data yang variabelnya berbentuk kategori atau atribut
sangat tepat disajikan dengan diagram batang. Jika diagram dibuat tegak, maka
sumbu datar dipakai untuk menyatakan atribut. Kuantum atau nilai data digambar
pada sumbu tegak seperti pada contoh berikut.
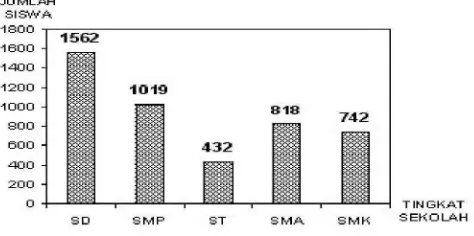
Tabel 2.2 Jumlah Siswa Menurut Tingkat Sekolah Dan Jenis Kelamin
Tingkat
Kalau hanya diperhatikan jumlah siswa tanpa perincian jenis kelamin, diagramnya
Letak batang yang satu dengan yang lainnya harus terpisah dan lebarnya
digambarkan serasi dengan tempat diagram. Diatas batang boleh juga nilai
kuantum data dituliskan.
Gambar 2.4 Diagram Batang
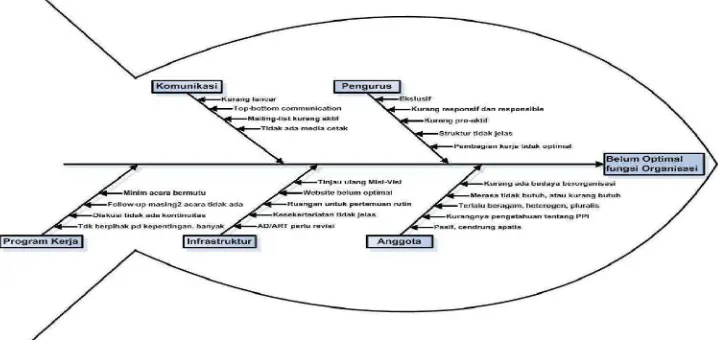
2.6.3 Diagram Sebab Akibat
Diagram sebab akibat adalah suatu diagram yang menunjukkan
hubungan antara sebab dan akibat..Diagram sebab akibat ini sering juga disbeut
sebagai Diagram Tulang Ikan (fishbone diagram) karena bentuknya seperti
kerangka ikan, atau Diagram Ishikawa (Ishikawa diagram) karena pertama kali
diperkenalkan oleh Prof. Kaour Ishikawadari Universitas Tokyo 1953.
Pada dasarnya diagram sebab akibat dapat digunakan untuk kebutuhan
kebutuhan berikut :
§ Membantu mengidentifikasi akar penyebab suatu masalah
§ Membantu membangkitkan ide-ide untuk solusi suatu masalah
§ Membantu dalam penyelidikan atau pencarian fakta lebih lanjut
2.6.3.1 Langkah-langkah Membuat Diagr am Sebab-Akibat
1. Mulai dengan pernyataan masalah-masalah umum yang penting dan
mendesak untuk diselesaikan.
2. Tuliskan pernyataan masalah itu pada “kepala ikan” , yang merupakan akibat
(effect). Tuliskan pada sebelah kanan dari kertas (kepala ikan), kemudian
gambarkan “tulang belakang” dari kiri ke kanan dan tempatkan pernyataan
masalah itu dalam kota.
3. Tuliskan faktor-faktor penyebab utama (sebab-sebab) yang mempengaruhi
masalah sebagai tulang ikan. “tulang besar”, juga ditempatkan dalam kotak.
Faktor-faktor penyebab atau kategori-kategori utama dapat
dikembangkan melalui stratifikasi ke dalam pengelompokan dari faktor-
faktor : manusia mesin, peralatan, material, metode kerja, lingkungan
kerja, pengukuran, dll atau stratifikasi melalui langkah-langkah aktual dalam
proses. Faktor-faktor penyebab atau kategori kategori dapat dikembangkan
melalui brainstorming.
4. Tuliskan penyebab-penyebab sekunder yang mempengaruhi penyebab-
penyebab utama (tulang-tulang besar), serta penyebab-penyebab sekunder itu
dinyatakan sebagai “tulang-tulang ikan berukuran sedang”.
5. Tuliskan penyebab-penyebab besar yang mempengaruhi penyebab-
penyebab sekunder (tulang-tulang berukuran sedang), serta
penyebab-penyebab tersier itu dinyatakn sebagai “tulang-tulang berukuran kecil”.
6. Tentukan item-item yang penting dari setiap faktor dan tandailah faktor-
faktor penting tertentu yang kelihatannya memiliki pengaruh nyata
7. Carilah informasi yang perlu di dalam diagram sebab-akibat itu, seperti :
judul, nama produk, prroses, kelompok, daftar partisipan, tanggal, dll.
Gambar 2.5 Diagram Sebab Akibat
Diagram ini menunjukkan penyebab-penyebab belum optimalnya fungsi organisasi
PPI-Groningen.
Untuk mengetahui faktor-faktor penyebab dari suatu masalah yang
sedang dikaji kita dapat mengembangkan pertanyaan-pertanyaan berikut :
- Apa penyebab itu ?
- Mengapa kondisi atau penyebab itu terjadi?
- Bertanya “Mengapa” beberapa kali (konsep five way) sampai ditemukan
penyebab yang cukup spesifik untuk diambil tindakan perbaikan.
Penyebab-penyebab spesifik itu yang dimasukkan atau dicatat ke dalam
diagram sebab-akibat.
2.6.4 Diagram Pareto
dikembangkan oleh seorang ahli ekonomi Italia yang bernama Vilredo Pareto
pada abad ke 19.
Diagram pareto adalah grafik batang yang menunjukkan masalah
berasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi
ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi
paling kiri, dan seterusnya sampai masalah yang paling sedikit terjadi
ditunjukkan oleh grafik batang terakhir yang terendah serta ditempatkan pada sisi
paling kanan. Susunan tersebut akan membantu untuk menentukan pentingnya
atau prioritas kategori kejadian-kejadian atau sebab-sebab kejadian yang dikaji.
Dengan bantuan Pareto Diagram tersebut kegiatan akan lebih efektif dengan
memusatkan perhatian pada sebab-sebab yang mempunyai dampak yang
paling besar terhadap kejadian daripada meninjau berbagai sebab.
Berbagai Pareto Chart dapat digambarkan dengan menggunakan data
yang sama, tetapi digambarkan secara berlainan. Dengan cara menunjukkan
data menurut frekuensi terjadinya, menurut biaya, menurut waktu terjadinya, dapat
diungkapkan berbagai prioritas penanganannya tergantung pada kebutuhan
spesifik yang ada. Dengan demikian tidak dapat begitu saja ditentukan bar yang
terbesar dalam Pareto Chart sebagai persoalan yang terbesar. Dalam hal ini harus
dikumpulkan terlebih dahulu informasi secukupnya .
2.6.4.1 Langkah-langkah Membuat Diagr am Pareto
Dalam mengadakan Analisis Pareto, yang diatasi adalah sebab kejadian,
§ Mengidentifikasi tipe-tipe/ jenis-jenis yang akan diperbandingkan setelah itu
merencanakan dan melaksanakan pengumpulan data.
§ Menentukan masalah yang akan diteliti.
§ Menentukan data apa yang akan diperlukan dan bagaimana mengklasifikasika
atau mengkatagorikan data itu.
§ Menentukan metode data periode pengumpulan data.
§ Menentukan frekuensi dan kategori Non Conformance yaitu dengan membuat
suatu ringkasan daftar atau table yang mencatat frekuensi kejadian dari
masalah yang telah diteliti dengan menggunakan check sheet.
§ Mengurutkan menurut frekuensinya yaitu dengan membuat daftar masalah
secara berurutan berdasarkan frekuensi dan yang tertinggi sampai yang
terenda.
§ Menghitung prosentase dari frekuensi tersebut yaitu dengan menghitung
frekuensi kumulatif, prosentase dari total kejadian dan prosentase dari total
kejadian dan prosentase dari total kejadian secara kumulatif.
§ Membuat diagram berdasarkan pada urutan diatas.
§ Memutuskan untuk ambil tindakan peningkatan atas penyebab utama dari
masalah yang sedang terjadi tersebut.
§ Dengan demikian dapat diketahui frekuensi Non Conformance yang paling
tinggi, meskipun tidak harus yang paling penting.
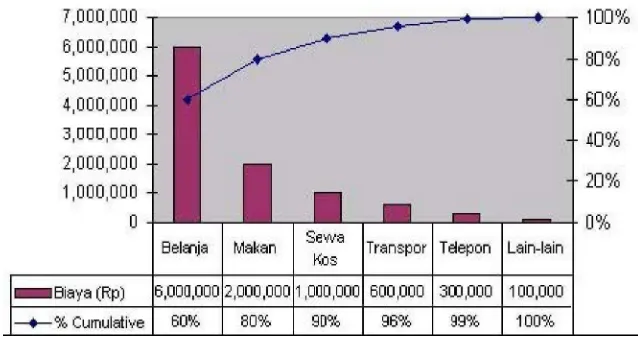
2.6.4.2 Contoh penggunaan Diagram Pareto
1. Berkaitan dengan ilmu SDM
gajianyaa tidak pernah cukup memenuhi kebutuhan dirinya, padahal tiap bulan
dia mendapat gaji Take Home Pay sebesar 10 juta. Dia merasa gajinya
cukup besar dan lagi pula masih lajang, tapi tiap bulan selalu saja kurang dan
belum akhir bulan sudah mengutang, sehingga terpaksa menggunakan kartu
kredit. Karena tagihan semakin besar, maka Cynthia memberanikan diri
untuk konsultasi kepada Manager HR mengenai hal ini.
Atas anjuran HR Manager, Cynthia dimintakan membuat data pengeluaran
rata- rata tiap bulan. Akhirnya keluarnya tabel data seperti berikut :
Tabel 2.3 Data Pengeluaran Rata-Rata Tiap Bulan Cynthia
Kegiatan Biaya
Belanja 6.000.000
Makan 2.000.000
Sewa Kos 1.000.000
Transport 600.000
Telepon 300.000
Lain-lain 100.000
Dari data pada tabel tersebut mereka membuat diagram pareto seperti berikut:
Gambar 2.6 Diagram Pareto
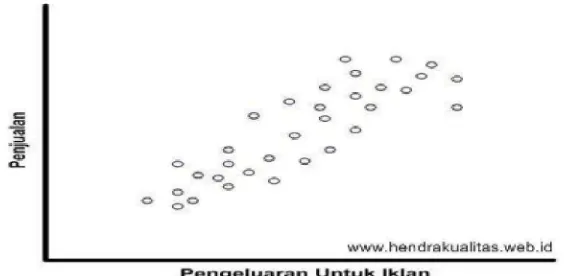
Scatter diagram adalah gambaran yang menunjukkan kemungkinan
hubungan (korelasi) antara pasangan dua macam variabel dan menunjukkan
keeratan hubungan antara dua variabel tersebut yang sering diwujudkan sebagai
koefisien korelasi. Scatter diagram juga dapat digunakan untuk mengecek apakah
suatu variabel dapat digunakan untuk mengganti variabel yang lain.
2.6.5.1 Manfaat Diagram Pencar (Scatter Diagram)
Dikatakan juga bahwa Scatter diagram menunjukan hubungan antara dua
variabel. Scatter diagram sering digunakan sebagai analisis tindak lanjut untuk
menentukan apakah penyebab yang ada benar-benar memberikan dampak kepada
karakteristik kualitas. Pada contoh terlihat scatter diagram yang menggambarkan
plot pengeluaran untuk iklan dengan penjualan perusahaan yang mengindikasikan
hubungan kuat positif diantara dua variabel. Jika pengeluaran untuk iklan
meningkat, penjualan cenderung meningkat.
Gambar 2.7 Diagram Pancar
1. Hubungan penyebab dan akibatnya.
2. Hubungan antara satu penyebab dengan penyebab lainnya.
3. Hubungan antara satu penyebab dengan dua penyebab.
Jika kita menggambarkan "akibat pada sumbu vertikal dan "penyebab" pada
sumbu horisontal, maka kita akan mendapatkan sebuah peta yang disebut dengan
scatter diagram.
2.6.5.2 Cara Membuat Diagram Pencar (Scatter Diagram)
Cara untuk membuat scatter diagram adalah sebagai berikut :
1. Kumpulkan pasangan data (x,y) yang akan dipelajari hubungannya serta
susunlah data itu dalam tabel. Diperlukan untuk mempunyai paling sedikit 30
pasangan data.
2. Tentukan nilai-nilai maksimum dan minimum untuk kedua variabel x dan y.
Buatlah skala pada sumbu horizontal dan vertikal dengan ukuran yang sesuai
agar diagram akan menjadi lebih mudah untuk dibaca. Apabila kedua variabel
yang akan dipelajari itu adalah karakteristik kualitas dan faktor yang
mempengaruhinya, gunakan sumbu horizontal, x, untuk faktor yang
mempengaruhi karakteristik kualitas dan sumbu vertikal, y, untuk karakteristik
kualitas.
3. Tebarkan (plot) data pada selembar kertas. Apabila dijumpai data bernilai
sama dari pengamatan yang berbeda, gambarkan titik-titik itu seperti lingkaran
konsentris (.), atau plot titik kedua yang bernilai sama itu disekitar titik
4. Berikan informasi secukupnya agar orang lain dapat memahami diagram tebar
itu. Informasi yang biasa diberikan adalah :
Interval waktu
• Banyaknya pasangan data (n).
• Judul dan unit pengukuran dari setiap variabel pada garis horizontal dan
vertikal.
• Judul dari grafik itu.
• Apabila dipandang perlu dapat mencantumkan nama dari orang yang
membuat diagram tebar itu.
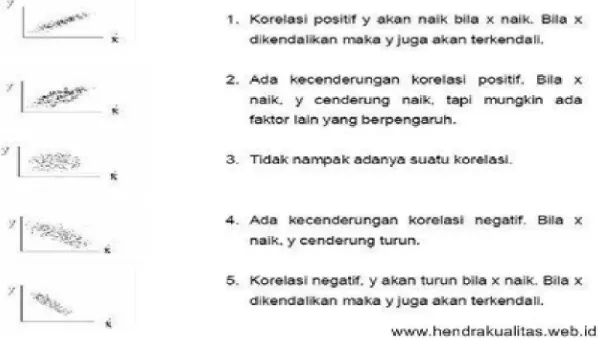
2.6.5.3 Contoh Diagr am Pencar (Scatter Diagram)
Berikut contoh dan pembacaan scatter diagram yang benar harus
mengarah kepada tindakan yang tepat. Untuk mempelajari kemampuan membaca
yang benar dapat diuraikan secara umum seperti dibawah ini :
Gambar 2.8 contoh gambar diagram pencar
• Pertambahan dalam y tergantung pada pertambahan dalam x. Bila x
dikendalikan, y terkendali pula.
• Bila x bertambah, y akan bertambah beberapa, tetapi y seolah–olah
mempunyai penyebab selain dari x.
• Tidak terdapat korelasi.
• Pertambahan dalam x menyebabkan kecenderungan untuk penurunan y.
• Pertambahan dalam x akan menyebabkan penurunan Y. Oleh sebab itu,
apabila x dikendalikan maka y terkendali pula.
2.6.6 Peta Kontr ol
Peta kontrol atau grafik pengendali sangat penting dalam pengendalian
kualitas secara statistik di dalam industri. Peta kontrol merupakan alat untuk
mengawasi kualitas sehingga penentuan keputusan saat terjadi produk yang
menyimpang dapat dilakukan dengan mudah. Peta kontrol ditentukan juga untuk
membuat batas-batas dimana hasil produksi menyimpang dari mutu yang
diinginkan. Selain penyimpangan kualitas, banyaknya variasi suatu produk juga
perlu diawasi, semakin besar variasi tentunya produk kurang baik.
Seperti telah dijelaskan sebelumnya bahwa membuat produk lebih dari satu
tidak akan tepat sama persis, pasti terdapat variasi yang tidak dapat dihindarkan.
Macam-macam dari variasi tersebut adalah sebagai berikut:
1. Variasi di dalam objek sendiri. Sebagai contoh, sebuah meja yang tingkat
kehalusannya tidak sama persis antara sisi atas dengan sisi samping, lebar
2. Variasi antar objek, yaitu antara satu objek dengan objek lainnya yang
diproduksipada saat yang sama terjadi variasi.
3. Variasi timbul dari perbedaan waktu produksi.
Faktor penyebab adanya variasi tersebut adalah sebagai berikut:
1. Proses.
2. Bahan baku.
3. Karyawan atau operator.
4. Lingkungan kerja.
2.6.7 Stratifikasi
Stratifikasi merupakan teknik pengelompokan data ke dalam
kategori-kategori tertentu, agar data dapat menggambarkan permasalahan secara jelas
sehingga kesimpulan-kesimpulan dapat lebih mudah diambil. Kategori-kategori
yang dibentuk meliputi data relative terhadap lingkungan. Sumber daya manusia
yang terlibat, mesin yang digunakan dalam proses, bahan dan lain-lain.
2.7 Gugus Kendali Mutu (Quality Control Circle)
Istilah “gugus kendali mutu” mempunyai arti berlainan bagi orang yang
berlainan, istilah tersebut seolah-olah menunjukan bahwa pengendalian mutu
(peningkatan mutu dalam organisasi) dan gugus kendali mutu (kelompok yang
berpartisipasi dalam pengambilan keputusan) adalah satu dan sama. Walaupun
gugus kendali mutu biasanya memberikan tekanan pada pengendalian mutu, tapi
Konsep dasar QCC adalah anggapan bahwa penyebab permasalahan mutu
produksi tidak diketahui oleh para pekerja dan manajemen. Juga diandaikan
bahwa pekerja pabrik mempunyai pengentahuan yang siap pakai, kreatif dan dapat
dilatih unuk menggunakan kreativitas alamiah dalam pemecahan persoalan
pekerjaan. Walaupun demikian gugus kendali mutu merupakan pendekan yang
membina manusia dan bukannya pendekatan yang membina manusia dan
bukannya pendekatan penggunaan manusia. Gugus kendali mutu bertujuan untuk
membuat setiap pekerja menjadi mengambil keputusan sepanjang menyangkut
pekerjaan.
Gugus kendali mutu merupakan mekanisme formal dan dilembagakan
yang bertujuan untuk mencari pemecahan persoalan dengan memberikan tekanan
pada partisipasi dan kretivitas di antara karyawan. Kelompok kecil perkerjaan
terlibat dalam suatu proses pengkajian bersama untuk menyingkapkan dan
memecahkan persoalan yang berkaitan dengan pekerjaan.
Seperti halnya persoalan mutu, kesulitan yang berkaitan dengan pekerjaan
lain mungkin disebabkan kelalaian manajemen, kesalah pahaman atau analisis
yang kurang baik. Metode statistic sangant penting dalam mendiaknosis gejalah
dan pencarian persoalan. Metode statistic yang canggih tidak diperlukan. Dalam
kenyataannya, sebagian besar perusahaan Jepang menggunakan metode
perbandingan sederhana seperti “tujuh alat dasar untuk melakukan pengendalian
mutu”(1) Diagram Pareto, (2) diagram sebab-akibat, (3) histogram, (4) lembar
pemeriksaan, (5) grafik, (6) diagram pencar, dan (7) bgan pengendalian-untuk