PENGGUNAN LAS TAHANAN LISTRIK PADA PROSES PERAKITAN SHADOW MASK PADA INDUSTRI TABUNG TELEVISI
Melvin Emil Simanjuntak
*)*)Staf Pengajar Jurusan Teknik Mesin Politeknik Negeri Medan Abstrak
Proses welding adalah salah satu proses penyambungan logam dengan logam dalam produksi. Pada proses welding ini terjadinya persambungan antara dua logam adalah karena timbulnya panas yang mengakibatkan perubahan struktur pada titik persambungan tersebut. Pada proses las resistensi listrik panas yang timbul adalah karena adanya tahanan listrik dan ditambah dengan tekanan yang membuat kedua logam menjadi menyatu. Pada proses pembuatan tabung televisi ataupun monitor komputer proses las tahanan listik (resistance spot welding) dipakai pada penyambungan antara frame, spring dan shadow mask. Shadow mask dan spring melekat pada frame, dan ketiga material ini melekat pada panel karena adanya lubang yang menempel ketat pada stud pin panel. Shadow mask sangat berfungsi untuk menentukan berapa besar resolusi dari gambar yang dapat dihasilkan pada televisi ataupun monitor komputer.
Abstract
Welding process is one of metal joining process between metal and metal in production. In welding process joining metal occur because heat and structure of material will be change at joining point. In electric resistance spot welding heat generated because there are electric resistance between two metal and adding pressure will make the metals joining together. In cathode ray tube (CRT for) or electronic display tube (EDT) making process, spot resistance welding use in joining of frame, spring and shadow mask. Shadow mask and spring joined to frame and this third mterial is joined to panel glass caused by stud pin panel was inserted to spring hole. Shadow mask function is determining how much resolution of drawing in television or monitor computer.
Kata-kata kunci: Las tahanan listrik,CRT, EDT, Arus listrik, Shadow mask assembly
1. Pendahuluan
Pada proses pembuatan tabung televisi atau komputer yang dikenal dengan Cathode Ray Tube (CRT) atau Cathode Display Tube (CDT), proses perakitan Shadow mask merupakan proses awal dari perakitan tabung hampa tersebut. Shadow mask assembly berfungsi untuk menciptakan titik-titik pada panel sekaligus juga untuk menentukan resolusi gambar yang akan dikeluarkan tabung.
Proses perakitan shadow mask pada dasarnya adalah proses pengelasan yang menggunakan las resistensi atau las tahanan listrik. Material yang akan dilas adalah frame sebagai tempat meletakkan shadow mask, spring dan shadow mask. Setelah perakitan ini selesai maka shadow mask assembly dilekatkan pada panel glass (kaca depan dari tabung).
Tulisan ini bertujuan untuk menyebarluaskan informasi mengenai las tahanan listrik dan juga penerapannya pada proses pembuatan tabung televisi atau monitor komputer.
2. Tahanan Listrik
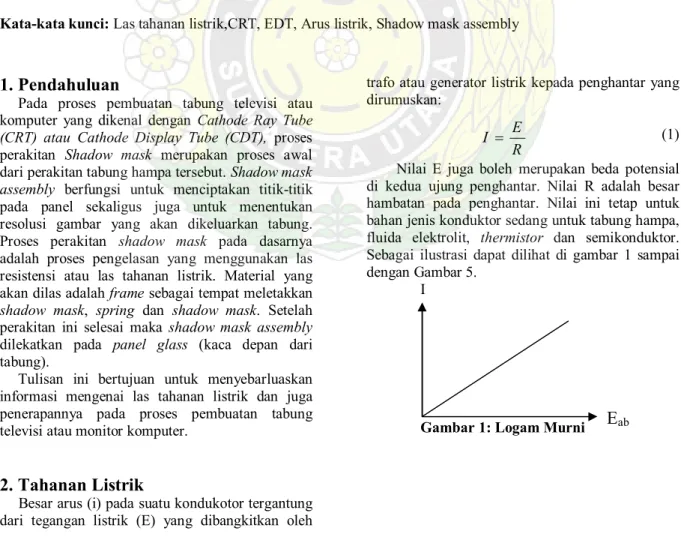
Besar arus (i) pada suatu kondukotor tergantung dari tegangan listrik (E) yang dibangkitkan oleh
trafo atau generator listrik kepada penghantar yang dirumuskan:
(1) Nilai E juga boleh merupakan beda potensial di kedua ujung penghantar. Nilai R adalah besar hambatan pada penghantar. Nilai ini tetap untuk bahan jenis konduktor sedang untuk tabung hampa, fluida elektrolit, thermistor dan semikonduktor.
Sebagai ilustrasi dapat dilihat di gambar 1 sampai dengan Gambar 5.
I
Gambar 1: Logam Murni
E
abR I = E
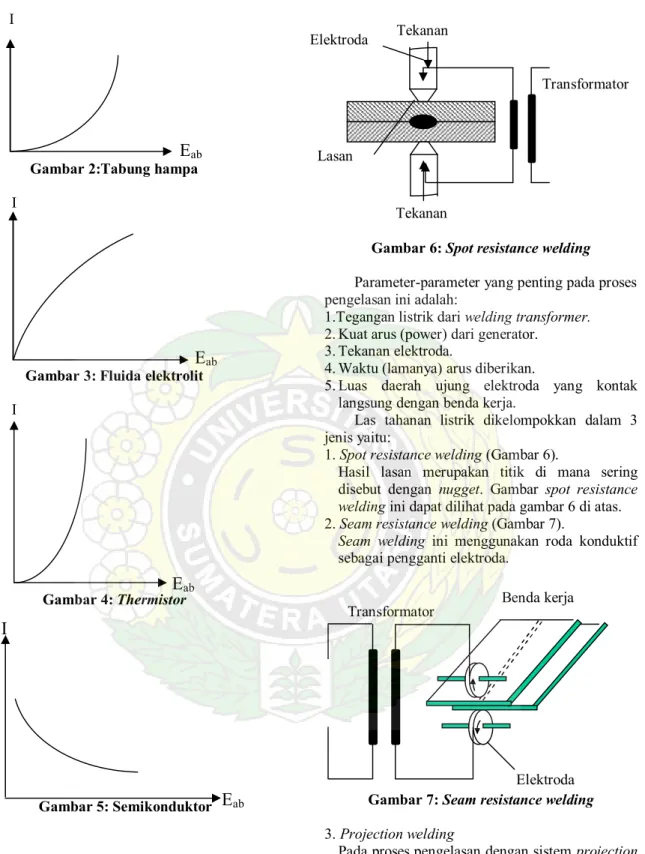
Gambar 2:Tabung hampa I
Gambar 3: Fluida elektrolit I
Gambar 4: Thermistor
Gambar 5: Semikonduktor
3. Las Tahanan Listrik
Las tahanan listrik adalah suatu metode pengelasan di mana panas diperoleh dari tahanan listrik yang terdapat antara dua benda kerja yang akan mencapai kondisi plastis karena pemanasan dan ditambah dengan tekanan sebelum, ketika, dan sesudah selesainya arus listrik mengalir.
Tekanan
Tekanan
Gambar 6: Spot resistance welding Parameter-parameter yang penting pada proses pengelasan ini adalah:
1.Tegangan listrik dari welding transformer.
2. Kuat arus (power) dari generator.
3. Tekanan elektroda.
4. Waktu (lamanya) arus diberikan.
5. Luas daerah ujung elektroda yang kontak langsung dengan benda kerja.
Las tahanan listrik dikelompokkan dalam 3 jenis yaitu:
1. Spot resistance welding (Gambar 6).
Hasil lasan merupakan titik di mana sering disebut dengan nugget. Gambar spot resistance welding ini dapat dilihat pada gambar 6 di atas.
2. Seam resistance welding (Gambar 7).
Seam welding ini menggunakan roda konduktif sebagai pengganti elektroda.
Gambar 7: Seam resistance welding 3. Projection welding
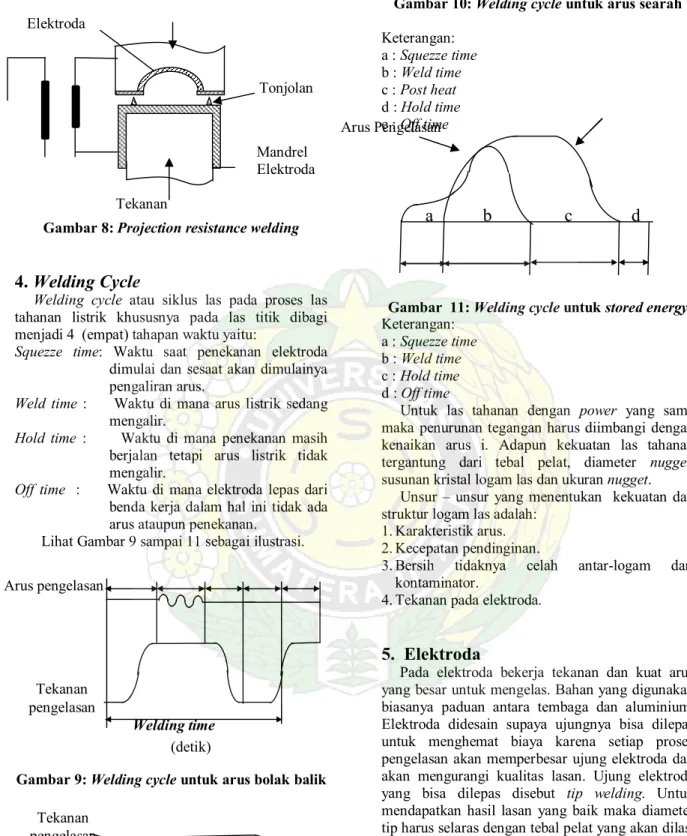
Pada proses pengelasan dengan sistem projection welding biasanya logam yang akan dilas diberikan sedikit tonjolan yang sengaja akan dicairkan sebelum ditekan hingga menyatu (Gambar 8).
E
abI
E
abE
abE
abI
Transformator
Lasan Elektroda
s
Transformator
Elektroda Benda kerja
Gambar 8: Projection resistance welding
4. Welding Cycle
Welding cycle atau siklus las pada proses las tahanan listrik khususnya pada las titik dibagi menjadi 4 (empat) tahapan waktu yaitu:
Squezze time: Waktu saat penekanan elektroda dimulai dan sesaat akan dimulainya pengaliran arus.
Weld time : Waktu di mana arus listrik sedang mengalir.
Hold time : Waktu di mana penekanan masih berjalan tetapi arus listrik tidak mengalir.
Off time : Waktu di mana elektroda lepas dari benda kerja dalam hal ini tidak ada arus ataupun penekanan.
Lihat Gambar 9 sampai 11 sebagai ilustrasi.
Gambar 9: Welding cycle untuk arus bolak balik
Gambar 10: Welding cycle untuk arus searah Keterangan:
a : Squezze time b : Weld time c : Post heat d : Hold time e : Off time
Gambar 11: Welding cycle untuk stored energy Keterangan:
a : Squezze time b : Weld time c : Hold time d : Off time
Untuk las tahanan dengan power yang sama maka penurunan tegangan harus diimbangi dengan kenaikan arus i. Adapun kekuatan las tahanan tergantung dari tebal pelat, diameter nugget, susunan kristal logam las dan ukuran nugget.
Unsur – unsur yang menentukan kekuatan dan struktur logam las adalah:
1. Karakteristik arus.
2. Kecepatan pendinginan.
3. Bersih tidaknya celah antar-logam dari kontaminator.
4. Tekanan pada elektroda.
5. Elektroda
Pada elektroda bekerja tekanan dan kuat arus yang besar untuk mengelas. Bahan yang digunakan biasanya paduan antara tembaga dan aluminium.
Elektroda didesain supaya ujungnya bisa dilepas untuk menghemat biaya karena setiap proses pengelasan akan memperbesar ujung elektroda dan akan mengurangi kualitas lasan. Ujung elektroda yang bisa dilepas disebut tip welding. Untuk mendapatkan hasil lasan yang baik maka diameter tip harus selaras dengan tebal pelat yang akan dilas.
Ukuran diameter tip adalah:
d = 2t + 0.1 (mm) (2) di mana t = tebal pelat (mm)
Elektroda yang digunakan pada proses pengelasan shadow mask assembly adalah elektroda yang terpisah dengan tip welding (Gambar 12 dan Gambar 13). Prinsip ini digunakan untuk menghemat biaya karena tip welding harus diganti Mandrel
Elektroda Tekanan
~
TonjolanElektroda
Welding time (detik) Arus pengelasan
Tekanan pengelasan
a b c d e
Arus pengelasan Tekanan pengelasan
a b c d
Arus Pengelasan
setiap 8 jam operasi. Pada bagian dalam elektroda terdapat air pendingin yang bertujuan untuk mengurangi kelebihan panas yang timbul dari tahanan listrik dan untuk mengurangi percikan bunga api yang dapat merusak ukuran lubang pada shadow mask.
Gambar 12: Elektroda (pemegang tip welding SR)
Gambar 13: Spring-frame tip welding
Gambar 14: Mask - frame tip welding
6. Material Lasan
Material yang dipakai pada proses perakitan shadow mask adalah (Gambar 15 dan Gambar 19):
a. Frame: merupakan rangka bagi melekatnya shadow mask terbuat dari campuran besi yang sedikit lunak berbentuk persegi empat di mana panjang dan lebarnya telah mempunyai ukuran standar untuk setiap tipe misalnya 14” atau 20”
dan telah mengalami proses blackening sebelumnya.
Gambar 15: Frame mask
Gambar 16: Shadow mask
Gambar 17 : Bulb CRT
b. Spring: merupakan pelat yang sedikit lebih tebal yang terbuat dari campuran besi tahan karat.
Gambar 18 : Spring Gambar 18: Spring
Gambar 19: Bentuk CRT hasil perakitan Standar yang digunakan pada proses pengelasan ini:
Kuat arus listrik (kA) pengelasan spring dan frame untuk 14” dan 20”
No pengelasan Min Maks Pertama 2,5 4,0 Kedua 2,5 4,0 Diameter nugget Ǿ 2,0 mm
Kuat arus listrik (kA) pengelasan shadow mask dan frame untuk 14” dan 20”
No pengelasan Min Maks
Posisi shadow mask dalam bulb
Pertama 0,4 1,0 Kedua 0,2 1,0 Ketiga 0,2 1,0 Diameter nugget Ǿ 0,3 mm
7. Kesimpulan
1. Proses pengelasan dengan jenis tahanan merupakan bagian dari proses pembuatan tabung televisi atau komputer dan juga pada beberapa proses lain seperti industri mobil.
2. Pada proses pengelasan tahanan listrik sangat penting diperhatikan hal-hal:
kontaminasi material misalnya debu atau serbuk, tekanan udara, besar dan lamanya arus listrik, air pendingin pada elektroda spring- frame.
3. Diameter nugget harus diawasi secara periodik untuk menjamin bahwa mutu pengelasan supaya tetap baik selama tabung CRT dipakai.
Daftar Pustaka
Dokumen–dokumen dari PT LG Electronic Display Devices Indonesia.
http://www. LG Micron.com http://www. panasonic.com
Suharto. 1991. Teknologi Pengelasan Logam, Rineka Cipta.
Wiryosumarto, H. 1996. “Teknologi Pengelasan Logam”, PT Pradnya Paramita Journal of Manufacturing Science and Engineering, August 2001 vol 123.