i
TUGAS AKHIR – MN 141581
ANALISA TEKNIS DAN EKONOMIS PENGEMBANGAN
INDUSTRI PERSONAL WATERCRAFT
Rizal Mataram Matovani
NRP 4112100010
Dosen Pembimbing
Ir. Triwilaswandio Wuruk Pribadi,M.Sc.
DEPARTEMEN TEKNIK PERKAPALAN
FAKULTAS TEKNOLOGI KELAUTAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
i
FINAL PROJECT – MN 141581
TECHNICAL AND ECONOMIC ANALYSIS OF PERSONAL
WATERCRAFT INDUSTRY DEVELOPMENT
Rizal Mataram Matovani
NRP 4112100010
Supervisor
Ir. Triwilaswandio Wuruk Pribadi,M.Sc.
DEPARTMENT OF NAVAL ARCHITECTURE
FACULTY OF MARINE TECHNOLOGY
SEPULUH NOPEMBER INSTITUTE OF TECHNOLOGY
SURABAYA
ii
TUGAS AKHIR – MN 141581
ANALISA TEKNIS DAN EKONOMIS PENGEMBANGAN
INDUSTRI PERSONAL WATERCRAFT
Rizal Mataram Matovani
NRP 4112100010
Dosen Pembimbing
Ir. Triwilaswandio Wuruk Pribadi,M.Sc.
DEPARTEMEN TEKNIK PERKAPALAN
FAKULTAS TEKNOLOGI KELAUTAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
iii
LEMBAR PENGESAHAN
ANALISA TEKNIS DAN EKONOMIS PENGEMBANGAN
INDUSTRI PERSONAL WATERCRAFT
TUGAS AKHIR
Diajukan Guna Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
pada
Bidang Keahlian Industri Perkapalan Program Sarjana Departemen Teknik Perkapalan
Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember
Oleh:
RIZAL MATARAM MATOVANI
NRP 4112100010
Disetujui oleh Dosen Pembimbing Tugas Akhir: Dosen Pembimbing
Ir. Triwilaswandio Wuruk Pribadi,M.Sc. NIP 19610914 198701 1 001
Mengetahui,
Kepala Departemen Teknik Perkapalan
Ir. Wasis Dwi Aryawan, M.Sc., Ph.D. NIP 19640210 198903 1 001
iv
LEMBAR REVISI
ANALISA TEKNIS DAN EKONOMIS PENGEMBANGAN
INDUSTRI PERSONAL WATERCRAFT
TUGAS AKHIR
Telah direvisi sesuai dengan hasil Ujian Tugas Akhir Tanggal 8 Januari 2018
Bidang Keahlian Industri Perkapalan Program Sarjana Departemen Teknik Perkapalan
Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember
Oleh:
RIZAL MATARAM MATOVANI
NRP 4112100010
Disetujui oleh Tim Penguji Ujian Tugas Akhir:
1. Dr. Ir. Heri Supomo, M.Sc. ……..………..………..
2. Sri Rejeki Wahyu Pribadi, S.T., MT. ……..………..………..
3. Imam Baihaqi, S.T., M.T. ……..………..………..
4. Septia Hardy Sujiatanti, S.T., M.T. ……..………..……….. Disetujui oleh Dosen Pembimbing Tugas Akhir:
1. Ir. Triwilaswandio Wuruk Pribadi,M.Sc. ……..………..………..
v
HALAMAN PERUNTUKAN
Dipersembahkan kepada Allah Subhanallah wata’ala,
Rasulullah Sallahu ‘alaihiwassalam
Bapak dan Ibu yang senantiasa mendoakan, memdidik dan memberikan kasih sayang, serta adik tercinta
vi
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa karena atas karunianya, penulis dapat menyelesaikan Tugas Akhir yang berjudul “ANALISA TEKNIS DAN EKONOMIS PENGEMBANGAN INDUSTRI PERSONAL WATERCRAFT” yang merupakan salah satu syarat kelulusan pada Departemen Teknik Perkapalan, Fakutas Teknologi Kelautan - Institut Teknologi Sepuluh Nopember Surabaya.
Pada kesempatan ini Penulis ingin mengucapkan terima kasih kepada pihak-pihak yang membantu penyelesaian Tugas Akhir ini, yaitu:
1. Bapak Ir. Triwilaswandio Wuruk Pribadi, M.Sc. selaku Dosen Pembimbing atas bimbingan dan motivasinya selama pengerjaan dan penyusunan Tugas Akhir ini;
2. Bapak Dr. Ir. Heri Supomo, M.Sc, Ibu Sri Rejeki Wahyu Pribadi, S.T., M.T., Bapak Imam Baihaqi, S.T., M.T., Bapak Sholikhan Arif S.T., M.T atas segala bimbingan dan waktu mengarahkan penulis untuk menyelesaikan laporan Tugas Akhir ini;
3. Bapak Ir. Wasis Dwi Aryawan, M. Sc., Ph. D. dan Selaku Ketua Departemen Teknik Perkapalan – FTK ITS
4. Perusahaan-perusahaan dan Instansi-instansi terkait yang telah membantu penulis dalam penyelesaian tugas akhir ini;
5. Kepada Bapak, Ibu, Adik dan seluruh keluarga yang selalu memberikan doa, dukungan, kasih sayang, serta kesabarannya selama menyelesaikan Tugas Akhir ini
Teman-teman Forecastle P52, dan teman-teman seperjuangan Tugas Akhir yang senantiasa membantu, menemani dan saling memberikan dukungan dalam pengerjaan Tugas Akhir ini. Dalam penyusunan Tugas Akhir ini penulis menyadari bahwa masih banyak kekurangan baik dalam pembahasan di dalamnya maupun dalam penyusunan Tugas Akhir ini. Hal itu semata-mata karena keterbatasan yang ada pada penulis. Untuk itu penulis mengharapkan kritik dan saran yang bersifat membangun dari semua pihak agar lebih dapat berkembang dimasa yang akan datang. Penulis menyadari bahwa Tugas Akhir ini masih jauh dari kesempurnaan, sehingga kritik dan saran yang bersifat membangun sangat diharapkan. Akhir kata semoga laporan ini dapat bermanfaat bagi banyak pihak.
Surabaya, 18 januari 2018
vii
ANALISIS TEKNIS DAN EKONOMIS PENGEMBANGAN INDUSTRI
PERSONAL WATERCRAFT
Nama Mahasiswa : Rizal Mataram MatovaniNRP : 4112100010
Departemen / Fakultas : Teknik Perkapalan / Teknologi Kelautan Dosen Pembimbing : Ir. Triwilaswandio Wuruk Pribadi,M.Sc.
ABSTRAK
Personal Watercraft atau yang lebih dikenal dengan sebutan Jet Ski telah menjadi suatu wahana
olahraga laut yang digemari di Indonesia karena kecepatan dan manuver-ability nya yang sangat baik. Belum adanya industri personal watercraft di Indonesia menjadi peluang tersendiri untuk dibangun industri sejenis guna memenuhi lonjakan tren permintaan produk personal watercraft sebagai wahana rekreasi maupun kegunaan lainya. Tujuan dari tugas akhir ini adalah untuk menghitung kebutuhan, analisis teknis dan ekonomis dari industri personal watercraft di Indonesia. Penelitian ini diawali dengan melakukan forecasting terhadap permintaan produk
personal watercraft, kemudian prospek penggunaan personal watercraft, serta analisis teknis
dan ekonomis personal watercraft. Pemilihan dan perhitungan kontruksi material fiberglass sebagai material utama bagian lambung dan bangunan atas personal watercraft telah melalui perhitungan berdasarkan pada peraturan kelas ABS untuk kapal kapal cepat. Proses laminasi
fiberglass yang di gunakan adalah metode vacuum infusion dikarenakan biaya investasi yang
dibutuhkan lebih kecil dibandingkan dengan metode compression moulding. Berdasarkan analisis yang telah dilakukan.industri ini membutuhkan tanah seluas 1.584 m², dengan luas bangunan tertutup sebesar 844,5 m². Biaya investasi yang dibutuhkan sebesar Rp. 10,058 miliar,
payback period terjadi pada tahun ke 9 bulan ke 8 dengan nilai net present value sebesar Rp.
1,136 miliar, dan IRR sebesar 12,02% lebih besar dari suku bunga investasi yakni 11%, sehingga investasi ini dapat dikatakan layak.
viii
TECHNICAL AND ECONOMIC ANALYSIS OF PERSONAL
WATERCRAFT INDUSTRY DEVELOPMENT
Author : Rizal Mataram Matovani ID No. : 4112100010
Dept. / Faculty : Naval Architecture / Marine Technology Supervisors : Ir. Triwilaswandio Wuruk Pribadi,M.Sc.
ABSTRACT
Personal Watercraft or better known as Jet Ski has become a popular marine sports rides in Indonesia because of its excellence in speed and maneuverability. The lack of personal watercraft industry in Indonesia becomes its own opportunity in order to build similar industries to meet the surge of demand trend of personal watercraft products as a vehicle for recreation and other uses. The purpose of this thesis is to calculate the demand, technical and economic analysis of the personal watercraft industry in Indonesia. This research has begun by forecasting the demand for personal watercraft products in Indonesia, then the demand prospect of personal watercraft use, as well as its technical and economic analysis. The selection and calculation of fiberglass material as the main material of the hull and deck section on personal watercraft has been calculated based on the ABS class rules that specialized on high speed craft research. The process of fiberglass lamination used is vacuum infusion method because of its investment rate is smaller than the compression molding method. Based on the analysis that has been done, this industry requires a land area of 1.584 m², with a building area of 844,5 m². The total required investment cost is Rp. 10,058 billion, payback period occurs in the 9th year of the 8th month with the net present value of Rp. 1,136 billion, and IRR of 12.02% which is greater than the investment rate of 11%, that's why this investment can be considered feasible.
ix
DAFTAR ISI
LEMBAR PENGESAHAN ... iii
LEMBAR REVISI ... iv HALAMAN PERUNTUKAN ... v KATA PENGANTAR ... vi ABSTRAK ... vii ABSTRACT ... viii DAFTAR ISI ... ix DAFTAR GAMBAR ... xi
DAFTAR TABEL ... xiii
DAFTAR SIMBOL ... xv
BAB 1 PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2. Perumusan Masalah... 2
1.3. Batasan Masalah ... 2
1.4. Tujuan... 2
1.5. Manfaat... 2
1.6. Hipotesis ... 3
BAB 2 STUDI LITERATUR ... 5
2.1. Personal Watercraft ... 5
2.2. Industri Personal Watercraft... 8
2.3. Potensi Personal Watercraft sebagai Olahraga laut di Indonesia ... 10
2.4. Karakter Industri ... 11
2.5. Material Komposit... 13
2.6. Proses-proses Moulding Komposit ... 20
2.7. Peramalan ... 24
2.8. Proses Produksi ... 31
2.9. Jenis- Jenis Proses Produksi ... 32
2.10. Harga Pokok Produksi ... 34
2.11. Pesaing Usaha ... 35
2.12. Harga Penjualan Produk ... 36
2.13. Investasi ... 38
2.14. Kriteria Investasi ... 39
2.15. Metode Penilaian Investasi... 40
BAB 3 METODOLOGI ... 43
3.1. Jenis Metodelogi Penelitian ... 43
3.2. Jenis Data ... 43
3.2.1. Sumber Data ... 43
3.3. Teknik Pengumpulan Data ... 44
3.4. Analisa Data ... 45
3.5. Kesimpulan dan Saran ... 45
x
4.1. Kondisi Eksisting Industri Personal Watercraft ... 49
4.1.1. Distributor-distributor Personal Watercraft di Indonesia ... 49
4.1.2. Penggunaan Personal Watercraft dalam Berbagai Bidang ... 52
4.1.3. Harga produk personal watercraft ... 53
4.2. Potensi Pasar ... 55
4.2.1. Data Penggunaan Produk Personal Watercraft ... 57
4.2.2. Calon Konsumen Industri Personal Watercraft ... 60
4.3. Pengolahan Data ... 61
4.3.1. Proyeksi Permintaan Personal Watercraft ... 61
4.4. Proses Produksi Personal Watercraft ... 64
BAB 5 ANALISA TEKNIS INDUSTRI PERSONAL WATERCRAFT ... 67
5.1. Pemilihan Lokasi Industri Personal Watercraft... 67
5.2. Desain Produk dan Proses Pembuatan Produk ... 84
5.2.1. Desain Produk ... 84
5.2.2. Pemilihan Vacuum Infusion Process sebagai Metode Laminasi ... 85
5.2.3. Proses Produksi Personal Watercraft (PWC) ... 87
5.3. Peralatan dan Mesin ... 94
5.4. Perhitungan Kebutuhan Material Laminasi... 101
5.5. Layout Pabrik ... 107
BAB 6 ANALISA EKONOMIS ... 113
6.1. Analisis Penentuan Biaya Industri Personal Watercraft... 113
6.2. Analisis Biaya Operasional Industri Personal Watercraft ... 117
6.3. Analisis Harga Pokok Produksi Industri Personal Watercraft ... 117
6.4. Analisis Penentuan Harga Penjualan Produk Personal Watercraft ... 121
6.5. Analisis Target Produksi dan Pendapatan ... 122
6.6. Analisis Kelayakan Investasi ... 124
6.7. Bisnis Proses (Logic Model) ... 127
6.8. Strategi Pemasaran Industri Personal Watercraft ... 128
6.9. Analisis Pesaing Usaha ... 128
BAB 7 KESIMPULAN DAN SARAN ... 131
7.1. Kesimpulan... 131
7.2. Saran ... 131
DAFTAR PUSTAKA ... 133 LAMPIRAN
LAMPIRAN A PERHITUNGAN FORECASTING
LAMPIRAN B PERHITUNGAN KONSTRUKSI DAN KEBUTUHAN MATERIAL LAMPIRAN C PERHITUNGAN ANALISA KELAYAKAN INVESTASI
LAMPIRAN D DATA PENDUKUNG BIODATA PENULIS
xi
DAFTAR GAMBAR
Gambar 2.1 Personal Watercraft ... 5
Gambar 2.2 Desain-Desain Terdahulu Pada Awal Perkembangan PWC ... 6
Gambar 2.3 Skema Kerja Water Jet Pada PWC ... 7
Gambar 2.4 Global Market Share Perusahaan PWC pada Quarter Ke-4 Tahun 2015 ... 9
Gambar 2.5 Klasifikasi Material Komposit ... 14
Gambar 2.6 Skema Hand Lay Up ... 21
Gambar 2.7 Skema Kerja Spray-Up ... 22
Gambar 2.8 Compressiom Mold ... 23
Gambar 2.9 Skema Vacuum Infusion Process ... 24
Gambar 2.10 Diagram Jenis-Jenis Peramalan ... 26
Gambar 2.11 Diagram Pola Tren ... 27
Gambar 2.12 Grafik Komponen Permintaan Berdasarkan Pola Musiman ... 28
Gambar 2.13 Grafik Komponen Permintaan Berdasarkan Pola Siklik ... 28
Gambar 3.1 Bagan Alir Metode Penelitian ... 47
Gambar 4.1 Personal Watercraft Jet Ski Kawasaki ... 50
Gambar 4.2 Personal Watercraft Sea Doo BRP ... 51
Gambar 4.3 Personal Watercraft WaveRunner Yamaha ... 51
Gambar 4.4 Wisatawan Didampingi Instruktur Mengendarai PWC ... 53
Gambar 4.5 Diagram Jumlah Total Penggunaan PWC di PT.Mekarsari ... 58
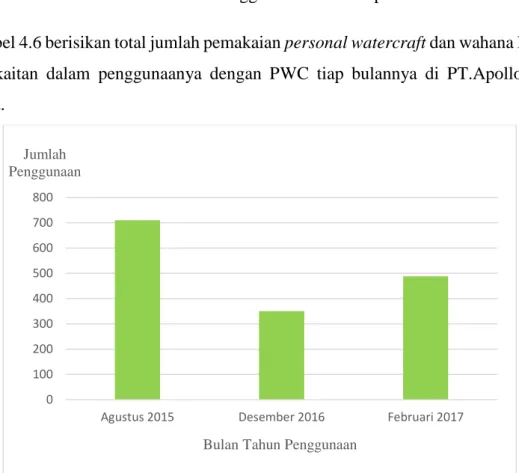
Gambar 4.6 Diagram jumlah total penggunaan PWC di PT.Apollo ... 59
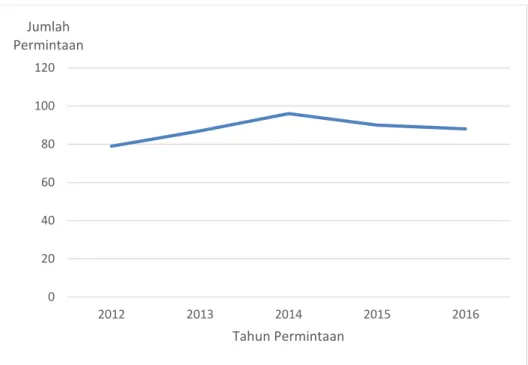
Gambar 4.7 Pola Peramalan Permintaan PWC ... 62
Gambar 4.8 Mesin Compression Molding Milik Kawasaki Motors Group USA ... 65
Gambar 4.9 Proses Persiapan dan Pemotongan SMC ... 65
Gambar 4.10 Proses Pencetakan SMC dengan Mesin Compression Molding ... 66
Gambar 5.1 Lokasi Indusrtri pada Peta ... 68
Gambar 5.2 Dokumentasi Lokasi ... 70
Gambar 5.3 Diagram Jumlah Fasilitas Pendidikan Formal di Bali ... 70
Gambar 5.4 Pemakaian Lahan untuk Industri ... 78
Gambar 5.5 Kondisi Lahan di Lokasi Kedua ... 79
Gambar 5.6 Kondisi Jalan di Lokasi Kedua j jalan trosobo no.26 Sidoarjo, Jawa Timur... 79
Gambar 5.7 Kondisi Jalan di Lokasi Kedua j jalan trosobo no.26 Sidoarjo, Jawa Timur... 80
Gambar 5.8 Data Kondisi Jalan di Kabupaten Sidoarjo ... 82
Gambar 5.9 Design Produk Personal Watercraft yang Diproduksi ... 85
Gambar 5.10 Alur Proses Pembuatan Personal Watercraft (PWC) ... 87
Gambar 5.11 Proses Gelcoating Pada Cetakan Lambung Yang Sudah Dipersiapkan ... 89
Gambar 5.12 Fitting Vacuum Bag Yang Diberi Selotip Pada Ujung-Ujungnya... 89
Gambar 5.13 Mesin Vacuum Menghisap Udara Yang Ada Di dalam Plastic Film ... 90
Gambar 5.14 Bagian Lambung PWC Yang Siap Dilakukan Proses Assembly ... 91
Gambar 5.15 Installasi Mesin pada Lambung PWC ... 91
Gambar 5.16 Pemberian Adhesive Pada Bagian-Bagian Yang Akan Direkatkan ... 92
Gambar 5.17 Perekatan Kedua Bagian Dengan Metode Clamping (Penjepitan) ... 92
Gambar 5.18 Function Test Yang Dilakukan Pada Mesin PWC ... 93
Gambar 5.19 Proses Pengemasan Produk ... 94
xii
Gambar 5.21 Peralatan Manual ... 96
Gambar 5.22 Mesin Jigsaw ... 97
Gambar 5.23 Mesin Bor Tangan ... 98
Gambar 5.24 Mesin Amplas ... 99
Gambar 5.25 Kuas dan Roll ... 99
Gambar 5.26 Resin Infusion Pump ... 100
Gambar 5.27 Overhead Crane... 101
Gambar 5.28 Linesplan Personal watercraft ... 102
Gambar 5.29 Layout Keseluruhan Industri Personal Watercraft ... 108
Gambar 5.30 Layout Office Lantai 2... 108
Gambar 5.31 Standar Keselamatan Kerja Pada Operator... 110
Gambar 5.32 Peralatan Standar Staff Fabrikasi Sumber : phillipsdecoratorsltd, 2016. ... 111
xiii
DAFTAR TABEL
Tabel 2.1 Macam-Macam Metode Penentuan Harga jual ... 38
Tabel 4.1 Harga Produk Yamaha Waverunner ... 54
Tabel 4.2 Harga Produk Seadoo BRP ... 54
Tabel 4.3 Harga Produk Jet Ski Kawasaki ... 55
Tabel 4.4 Data Persebaran Pasar PWC di Indonesia ... 55
Tabel 4.5 Data Penggunaan Personal Watercraft PT.Mekarsari ... 58
Tabel 4.6 Data Penggunaan Personal Watercraft PT.Apollo ... 59
Tabel 4.7 Data Penjualan Produk PWC di PT.KBA ... 60
Tabel 4.8 Data Rata-Rata Jumlah Penjualan PWC... 61
Tabel 4.9 Hasil Peramalan 2017-2021 ... 62
Tabel 4.10 Perhitungan MSE pada Moving Average (3) ... 63
Tabel 4.11 Hasil Perhitungan MSE ... 63
Tabel 5.1 Klasifikasi Penilaian Lahan ... 68
Tabel 5.2 Klasifikasi Penilaian Kawasan ... 69
Tabel 5.3 Data-Data Perguruan Tinggi Terdekat Dari Lokasi ... 71
Tabel 5.4 Klasifikasi Penilaian Tenaga Kerja ... 71
Tabel 5.5 Data Nama Dan Alamat Industri Bahan Baku Dan Penunjang Sekitar Lokasi ... 72
Tabel 5.6 Klasifikasi Penilaian Kuantitas Bahan Baku ... 72
Tabel 5.7 Klasifikasi Penilaian Kontinuitas Bahan Baku... 72
Tabel 5.8 Klasifikasi Penilaian Jarak Bahan baku ke Lokasi 1 ... 73
Tabel 5.9 Data Kostumer di Sekitar Lokasi ... 74
Tabel 5.10 Klasifikasi Penilaian Keberadaan Pesaing dan Kostumer ... 74
Tabel 5.11 Tabel Suplai dan Pemakaian Daya Listrik Di Beberapa Kawasan di Bali ... 75
Tabel 5.12 Klasifikasi Penilaian Kecukupan Listrik Dan Jaringan Telepon ... 76
Tabel 5.13 Klasifikasi Penilaian Keckupan Layanan Air bersih ... 76
Tabel 5.14 Data Jaringan Jalan Raya Bali Selatan ... 76
Tabel 5.15 Kriteria Peniliaian Kecukupan jaringan Jalan Raya ... 77
Tabel 5.16 Kriteria Penilaian Modal ... 77
Tabel 5.17 Daftar Perusahaan Suplier Material Utama ... 80
Tabel 5.18 Data Terpasang, Produksi, dan Pelanggan di Kabupaten Sidoarjo ... 82
Tabel 5.19 Penggunaan Air Minum di Kabupaten Sidoarjo Tahun 2012-2014 ... 82
Tabel 5.20 Pembobotan Penentuan Lokasi ... 83
Tabel 5.21 Hasil Penilaian Dengan Pembobotan Terhadap Kedua Lokasi ... 84
Tabel 5.22 Perbandingan Compression Molding dan Vacuum Infusion Process ... 86
Tabel 5.23 Spesifikasi Software AutoCAD ... 95
Tabel 5.24 Spesifikasi Personal Computer ... 96
Tabel 5.25 Spesifikasi Mesin Jigsaw ... 98
Tabel 5.26 Spesifikasi Bor Tangan... 98
Tabel 5.27 Spesifikasi Mesin Amplas ... 99
Tabel 5.28 Spesifikasi forklift ... 100
Tabel 5.29 Spesifikasi Overhead Treaveling Crane ... 101
Tabel 5.30 Hasil Perhitungan Setiap Bagian PWC Untuk Vacuum Infusion ... 103
Tabel 5.31 Kebutuhan Material laminasi dalam proses Produksi PWC... 103
xiv
Tabel 5.33 Kebutuhan Gelcoat Personal Watercraft ... 104
Tabel 5.34 Kebutuhan Aerosil, Talc, Pigment dan Katalist untuk Gelcoat ... 105
Tabel 5.35 Material Utama Proses Produksi PWC ... 105
Tabel 5.36 Material Penunjang Proses Produksi PWC ... 106
Tabel 5.37 Material Alat Produksi PWC Vacuum Infusion ... 106
Tabel 5.38 Peralatan Produksi Personal Watercraft dengan Metode Vacuum Infusion ... 107
Tabel 5.39 Penjelasan Ruangan Layout Industri Personal Watercraft ... 109
Tabel 6.1 Biaya Pembelian tanah Di daerah Trosobo, Sidoarjo ... 113
Tabel 6.2 Biaya Instalasi Air Listrik dan telpon ... 113
Tabel 6.3 Biaya Investasi Ruangan ... 114
Tabel 6.4 Biaya Peralatan Software dan Komputer ... 115
Tabel 6.5 Biaya Peralatan Handling dan Transporting ... 115
Tabel 6.6 Tabel Biaya Investasi Peralatan dan Mesin Produksi... 115
Tabel 6.7 Biaya Persiapan dan Manajemen... 116
Tabel 6.8 Total Biaya Investasi Industri Personal Watercraft ... 116
Tabel 6.9 Rincian Biaya Operasional Gaji Karyawan Industri Personal Watercraft ... 117
Tabel 6.10 Rincian Biaya Material Utama Laminasi PWC... 118
Tabel 6.11 Rincian Biaya Material Penunjang dalam Pembuatan PWC ... 119
Tabel 6.12 Rincian Biaya Material Alat untuk Produksi PWC ... 119
Tabel 6.13 Rincian Biaya Material Terpasang ... 120
Tabel 6.14 Rincian Biaya Tenaga Kerja Langsung Produksi PWC ... 120
Tabel 6.15 Rincian Biaya Overhead PWC ... 121
Tabel 6.16 Rerkapitulasi Perhitungan Harga Pokok Produksi ... 121
Tabel 6.17 Data Target Produksi PWC Setiap Tahun ... 122
Tabel 6.18 Pendapatan per Tahun produk Personal Watercraft ... 123
Tabel 6.19 Arus Kas 5 Tahun Pertama ... 124
Tabel 6.20 Arus Kas Industri Personal Watercraft ... 125
Tabel 6.21 Nilai Kelayakan Investasi ... 126
xv
DAFTAR SIMBOL
Y(t) = demand selama periode t a = average level
b = trend f(t) = seasonal
At-1 = angka rata-rata lama µ = faktor smoothing Dt = demand terbaru N = Jumlah periode
Ft = ramalan pada periode ke t n = jumlah periode yang digunakan α = Faktor smoothing (0 ≤ α ≤ 1)
CFE = Cumulative sum of forecast error =
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang Masalah
Indonesia sebagai salah satu negara maritim terbesar di dunia, dimana 2/3 wilayah Indonesia merupakan lautan yang kaya akan sumber daya alamnya utamanya pada bidang kepariwisataan baharinya. Di beberapa daerah dengan perairan laut yang tenang, telah ditemukan banyak bisnis di bidang rekreasi maritim yaitu olahraga laut atau biasa disebut water
sport juga berbagai wahana pengembangan hobi dan olahraga yang berhubungan dengan sarana
transportasi laut. Perkembangan tersebut memunculkan demand akan adanya suatu industri penunjang aktivitas-aktivitas rekreasi air dalam hal ini yang berupa produk–produk kecil, cepat dan mudah digunakan yaitu personal watercraft (PWC).
PWC banyak digunakan dalam berbagai rekreasi dan olahraga air baik di laut , sungai, maupun danau. Penggunaanya yang mudah dan harganya yang terbilang lebih murah dibandingkan kapal–kapal rekreasi yang lebih besar lainya menjadi faktor penting pendongkrak popularitas dari produk PWC. Di indonesia PWC lebih dikenal dengan sebutan Jet Ski yang sebenarnya adalah merupakan merk dagang dari Kawasaki. Meski sudah cukup populer di Indonesia namun produk PWC sebenarnya masih merupakan produk impor yang tidak terdapat industri nya di indonesia, sehingga menyebabkan harga per-produknya melonjak tinggi dikarenakan pajak barang mewah, bea cukai dan pajak penerimaan negara lainya.
Ketiadaan Industri personal watercraft ini tentunya menjadi peluang usaha yang sangat menjanjikan bagi para investor mengingat semakin banyaknya permintaan produk PWC yang lebih terjangkau dengan kualitas yang baik dalam memenuhi kebutuhan pasar di Indonesia. Oleh karena itu penulis mengambil topik mengenai pengembangan industri personal
watercraft. Melihat adanya potensi besar dalam perkembangan bisnis olahraga laut yang
berimbas pada industri produk personal watercraft, penulis mencoba menganalisa faktor-faktor penghambat kemajuan industri personal watercraft dan merumuskan strategi pengembangan yang tepat sesuai permasalahan yang dihadapi serta menganalisa secara teknis dan ekonomis terhadap produk personal watercraft.
Dengan adanya Industri personal watercraft di Indonesia, diharapkan mampu termasyarakatkanya produk personal watercraft buatan dalam negeri agar bisa bersaing dengan
2
industri personal watercraft luar negeri. Karena besarnya peluang ini, maka perlu diadakan penelitian tugas akhir tentang Analisa Teknis dan Ekonomis Pengembangan Industri Personal
Watercraft.
1.2. Perumusan Masalah
Dalam tugas akhir ini ada beberapa masalah yang dibahas dan dicari solusinya. Masalah-masalah tersebut adalah sebagai berikut:
1) Bagaimana kondisi market personal watercraft di Indonesia saat ini?
2) Bagaimana analisa teknis pengembangan industri personal watercraft di Indonesia? 3) Bagaimana analisa ekonomis pengembangan industri personal watercraft di
Indonesia?
1.3. Batasan Masalah
Dalam pengerjaan Tugas Akhir ini permasalahan difokuskan pada: 1) Obyek dari penelitian ini terbatas pada industri personal watercraft.
2) Penelitian menggunakan analisa teknis dan ekonomis terhadap kondisi pengembangan industri personal watercraft saat ini.
3) Selama penelitian, faktor eksternal (kondisi perekonomian, politik, dan sosial) diasumsikan dalam keadaan stabil.
1.4. Tujuan
Penulisan dan pengerjaan tugas akhir ini bertujuan untuk:
1) Melakukan peramalan kondisi market permintaan personal watercraft di Indonesia. 2) Melakukan analisa teknis pengembangan industri personal watercraft di Indonesia. 3) Melakukan analisa ekonomis pengembangan industri personal watercraft di
Indonesia.
1.5. Manfaat
Dari Tugas Akhir ini, diharapkan dapat diambil manfaat sebagai berikut: 1) Bagi Akademisi:
Memberikan informasi mengenai detail dan proses pembuatan produk-produk pengembangan industri personal watercraft.
3 Memberikan informasi terhadap investasi pengembangan industri personal
watercraft di Indonesia
1.6. Hipotesis
Hipotesis dari tugas akhir ini adalah:
Industri personal watercraft secara teknis dan ekonomis layak untuk dikembangkan di Indonesia.
4
5
BAB 2
STUDI LITERATUR
2.1. Personal Watercraft
Kata Jetski yang sering terdengar sebenarnya adalah brand personal watercraft dari merk kawasaki yang mana Istilah ini sering digunakan secara umum untuk merujuk pada jenis
personal watercraft lainya. Personal watercraft juga disebut skuter air, adalah perahu rekreasi
dimana pengendara duduk atau berdiri di atas, bukan di dalam, seperti dalam perahu. Memiliki mesin sistem jet pump yang memiliki sekrup berbentuk impeller untuk menciptakan daya dorong untuk propulsi dan kemudi. Beberapa Merk Dagang Terkenal adalah Jet Ski, Wave
Runner, atau Sea-Doo. Kebanyakan dirancang untuk dua atau tiga orang, meskipun model
empat penumpang juga ada. Personal watercraft memang menyenangkan tetapi bermain PWC sebenarnya membutuhkan konsentrasi tinggi. Inti dari mengendarai PWC adalah sang pengendara harus mampu menjaga keseimbangan saat melakukan atraksi di air. Intinya memang perlu pengetahuan akan teknik yang tepat untuk melakukan permainan menantang ini. Selain membutuhkan ombak dalam permainan personal watercraft, olah raga air ini juga dikenal dengan olah raga mahal. Sehingga memang “cocok” bagi orang berkantong tebal.
Gambar 2.1 Personal Watercraft Sumber: Seadoosport, 2016
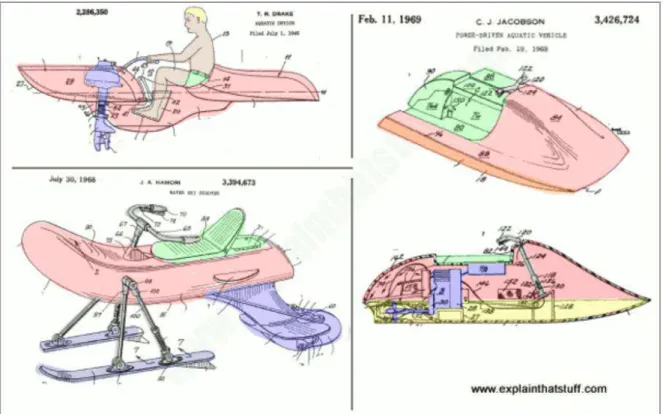
Gambar 2.1 memperlihatkan para wisatawan memacu adrenalin dengan mengendarai wahana personal watercraft. Produk personal watercraft modern saat ini awalnya di desain oleh Clayton J. Jacobson di tahun 1960 namun sebelumnya pernah di desain oleh Theodore Drake's dan dipatenkan pada tanggal 16 Juni 1942, yang agak mirip dengan PWC modern,
6
kecuali power yang disediakan oleh mesin dan baling-baling built-in, terletak tepat di depan motor tempel, tepat di depan pengemudi.. Kemudian ada desain dari Julius Hamori, dipatenkan pada tanggal 30 Juli 1968. Dengan mengambil inspirasi dari ski air dan hidrofoil tradisional, pesawat ini dirancang untuk miring ke belakang dan melintasi permukaan ombak. Tenaga disediakan oleh motor tempel dan baling-baling di bagian biru di bagian belakang. Terakhir kemudian desain yang menginspirasi pembuatan PWC modern buatan Clayton J. Jacobson. Pada rancangan beliau dapat terlihat fitur utama yang akan di temukan di PWC modern, termasuk mesin pembakaran internal, setir kemudi, tenaga air jet, dan lambung dua bagian yang sebagian berada di bagian atas dan sebagian di bawah air sehingga memungkinkan pengendara berdiri (Personal Watercraft Handbook , 2016).
Gambar 2.2 Desain-Desain Terdahulu Pada Awal Perkembangan PWC Sumber: Explainstuff, 2015
Gambar 2.2 adalah gambar rancangan PWC terdahulu, dimulai dari paling kiri atas yaitu Theodore Drake’s tahun 1942, di kiri bawah adalah Julius Hamori tahun 1968 dan di bagian kanan adalah rancangan dari Clayton J. Jacobson tahun 1969. Personal Watercraft (PWC) bergerak melalui air dengan cara yang sama seperti roket yang bergerak melalui atmosfer. Tetapi alih-alih menggunakan gas bertekanan tinggi untuk menghasilkan daya dorong, PWC menggunakan jet drive untuk menciptakan aliran air yang kuat untuk mendorong. Di dalam jet
7
drive, sebuah impeller yang berputar menarik sejumlah besar air dari bawah kapal dan
mendorongnya melalui nozel kemudi di bagian belakang PWC .
Impeller adalah perangkat seperti rotor yang berada di dalam jalur silinder jet drive
PWC. Mesin PWC memutar impeller melalui poros penggerak. Bilah melengkung impeller berputar cepat, memaksa air naik melalui lorong bagian alas lambung PWC dan keluar melalui nozel.
Gambar 2.3 Skema Kerja Water Jet Pada PWC Sumber: Explainstuff, 2015
Gambar 2.3 menjelaskan skema kerja sistem water jet pada PWC. Air dalam jumlah yang besar dihisap melalui lubang pada bagian alas lambung PWC. Kemudian mesin dengan penghubung memutar impeler yang diletakan tepat pada saluran air hingga keluar melalui ujung saluran lainya yang didesain lebih kecil daripada saluran yang menghisap air. Air dengan tekanan dan kecepatan tinggi keluar mendorong PWC yang akhirnya bergerak maju. Pengemudi tinggal memutar kemudi seperti halnya kemudi sepeda motor yang terhubung dengan ujung nosel tempat keluarnya air untuk mengarahkan PWC.
Sama seperti mesin pemotong rumput atau mobil, PWC dijalankan dengan mesin dua langkah/tak atau empat langkah/tak. Model dua langkah/tak memiliki dua atau tiga silinder. Model empat langkah/tak biasanya memiliki empat silinder. Seperti pada mesin-mesin lainya dalam dunia maritim alih-alih menggunakan radiator, mesin PWC menggunakan air di sekitarnya untuk mengendalikan suhu agar mesin tidak overheat. Air mengalir melalui mesin atau melalui sistem tertutup yang juga melibatkan pendingin kimiawi.
8
2.2. Industri Personal Watercraft
Industri personal watercraft merupakan salah satu industri yang padat modal dan berteknologi tinggi di negara asalnya. Industri PWC dituntut untuk selalu kreatif dan inovatf dalam persainganya antara satu merk dagang dengan yang lain. Di Amerika sebagai contoh, produk-produk PWC mulai digandrungi di kalangan keluarga sebagai sarana rekreasi yang nyaman dan lebih murah dibanding perahu motor/spedboat jenis lain. hal ini dikarenakan produk-produk PWC yang bisa mengikuti permintaan konsumen dari segi kenyamanan, kapasitas, daya guna dan yang terpenting adalah harga. Produk-produk ini di Amerika memiliki harga berkisar $ 11.000 atau Rp 144.759.000 untuk produk baru dan bisa menurun sampai $ 2.600 atau Rp 34.215.000 untuk produk bekas.Harga dari produk PWC tersebut sangat berbeda jauh di Indonesia dikarenakan Indonesia masih mengimpor produk-produk tersebut. Tentunya pajak dan biaya kirim membuat harga PWC yang masuk ke Indonesia semakin membengkak juga ditambah dengan pajak barang mewah untuk produk PWC (Menteri Keuangan Republik Indonesia, 2017) .
Ketiadaan Industri PWC di Indonesia membuat beberapa perusahaan penyedia jasa pariwisata olahraga air maupun para pecinta/pengguna personal watercraft harus membayar lebih mahal untuk mendapatkan produk ini. Di sisi lain kurangnya penelitian dan publikasi tentang perkembangan personal watercraft membuat industri manufaktur ini jarang dilirik investor-investor di Indonesia, baru- baru ini saja PWC sempat dilirik pemerintah dikarenakan perwakilan Indonesia menjuarai seri P1 Aquax USA 2016. Selain itu tingkat kepercayaan dan
maind set masyarakat yang meninggikan merk/brand luar menjadi pertimbangan sendiri bagi
para investor untuk menginisiasi industri ini. Padahal dalam segi teknologi Indonesia mampu menghasilkan produk dengan kualitas yang tidak kalah dengan merk yang sudah terkenal sebelumnya meski beberapa industri penunjang seperti mesin masih belum ada di Indonesia.
Dalam linngkup global terdapat beberapa industri besar dengan merk nya masing-masing yang menguasai pasar. Yang paling pertama terkenal di Indonesia adalah Jet Ski dari Kawasaki yang pernah terkenal dan laris pada tahun 1970 an, kemudain berkembang dan masuk merk lain yaitu Sea Doo dari BRP dan WaveRunner dari Yamaha.
9 Gambar 2.4 Global Market Share Perusahaan PWC pada Quarter Ke-4 Tahun 2015
Sumber: statista global-pwc-market-share, 2014
Gambar 2.4 adalah diagram yang menjelaskan tentang dominasi pasar personal
watercraft dunia. Produk yang paling sering ditemukan adalah WaveRunner dari Yamaha
dengan total market share 50.4% disusul Sea-Doo dari BRP dengan total 42.35%, Jetski dari Kawasaki yang sebelumnya pernah sukses besar di Indonesia sekarang hanya mampu memiliki 6.88% dari market share diikuti yang terakhir Aquatrax dari Honda.
Industri personal watercraft di Indonesia memiliki potensi terutama pada bidang pariwisata/olahrga. Dengan bentang pantai yang luas dan keragaman alam pesisirnya yang indah menjadikan Indonesia sebagai destinasi wisata bahari yang banyak diminati wisatawan lokal maupun internasional. Kementrian Pariwisata Indonesia menyatakan target 20 juta kunjungan wisata mancanegara di tahun 2019, yang sejalan dengan komitmen kabinet kerja dalam bidang kemaritiman. Kementerian Pariwisata juga berkomitmen untuk mengembangkan pariwisata bahari yang sejalan dengan rencana pengembangan poros tol laut di Indonesia. Strategi yang tepat dalam pengembangan pariwisata bahari agar berkelanjutan adalah memperkuat kerjasama antar sektor dan daerah serta pelaku dan asosiasi pariwisata bahari. Selain meningkatkan aksesibilitas, infrastruktur, fasilitas pariwisata dan sumber daya manusia. Termasuk didalamnya adalah Industri-industri yang menunjang pariwisata termasuk personal
10
2.3. Potensi Personal Watercraft sebagai Olahraga laut di Indonesia
Personal watercraft di Indonesia erat hubunganya dengan penggunaanya sebagai
wahana rekreasi olahraga laut meskipun sebenarnya bisa juga digunakan oleh penjaga pantai maupun Polair dalam melaksanakan fungsi keamanan dan keselamatan air. Di Indonesia terdapat beberapa daerah yang menjadi tempat persebaran wisata olahraga laut seprti yang paling terkenal adalah Bali. Tepatnya di Tanjung Benoa yang menjadi salah satu objek wisata di Bali yang paling populer untuk kegiatan wisata Bahari atau watersport, berada pada ujung pulau sempit membuatnya disebut tanjung. Mudah diakses, terlebih lagi setelah beroperasinya jalan tol di atas perairan yang menghubungkan bandara, Nusa Dua dan Denpasar, sehingga akses dan jarak ke perairan Tanjung Benoa menjadi lebih dekat saja. Kawasan pantai ini air lautnya sangat tenang berbeda denga Kuta, Dreamland atau kawasan Uluwatu yang berombak dan bergelombang besar. Disini kondisi airnya tenang serta jernih, sehingga membuat Tanjung Benoa menjadi tempat yang sangat cocok untuk kegiatan watersport atau olahraga air. Beraneka macam wisata bahari tersedia untuk dinikmati, tentutnya personal watercraft, banana Boat,
parasailing, water sky, scuba diving, snorkeling, canoeing, flying fish, glass bottom, seawalker
dan Pulau Penyu (Turtle Island), bahkan atraksi terbaru yang bisa memacu adrenalin yaitu fly
board.
Sementara di Banyuwangi, Jawa Timur tepatnya di pantai pulau merah terdapat wisata olahraga laut yang terbilang cukup baru. Dinamai Pulau Merah karena di hadapan pantai ada pulau setinggi 200 meter dengan tanah kemerahan sebagai ikonnya. Namun pesona pantai ini juga datang dari gugusan pulau kecil di sekitarnya, yang juga menyimpan keindahan alam untuk menjadi tujuan wisata. Pulau Mustaka terletak di utara Pulau Merah, atau 15 menit perjalanan dengan menggunakan perahu motor. Di sisi timur dari Pulau Mustaka terdapat Pulau Mbangsong. Pantai yang menyerupai sebuah teluk dengan pemandangan laut lepas, menjadi keindahannya. Dari eksplorasi penggiat wisata Pulau Merah, area pesisir Mbangsong sangat mungkin menjadi camping ground. Perairannya yang minim batu karang bisa dijadikan tempat
water sport, seperti banana boat dan personal watercraft.
Di Ibukota sendiri, Jakarta juga terdapat beberapa wisata olahraga laut meskipun tidak sebanyak Bali. Seperti beberapa wahana jetski dan banan boat yang tidak klah dengan Bali berada di teluk Ancol dan juga di pulau Macan dan Pulau Bidadari kawasan Kepulauan Seribu. Kemuadian terdapat wahana wakeboarding di Epic Cablepark Ancol Dreamland.
Di Sumatera Barat tepatnya di Daerah Carocok terdapat Pulau Cingkuak, 200 meter dari Pantai carocok. Untuk mencapai Pulau Cingkuak dapat menggunakan jasa tukang perahu di
11 dermaga.Pulau Cingkuak adalah pulau bersejarah, ada bekas Reruntuhan Benteng Portugis. Dimana Portugis pertama kali menjejakan kakinya di Pesisir Pulau Sumatera, di Pulau Cingkuak ini. Pulau Cingkuak berpasir putih dan berair sangat bersih. Berbagai kegiatan dapat dilakukan di Pulau Cingkuak ini mulai dari mandi air laut, memancing dan water sport seperti
snorkling, banana boat, big mable boat, ufo boat, jumper boat sampai personal watercraft.
Tempat- tempat tersebut dapat menjadi tempat yang tepat untuk bersinergi dengan adanya industri personal watercraft baik sebagai wahana persewaan sementara atapun sebagai tempat untuk mngendarai PWC pribadi.
2.4. Karakter Industri
Industri merupakan suatu bentuk usaha yang diarahkan pada proses produksi barang/jasa dengan menghasilkan suatu nilai tambah atas produk barang/jasa yang dihasilkan. Industri tersebut pada umumnya bertujuan untuk memenuhi kebutuhan konsumen/masyarakat dengan mengantisipasi keinginan dan daya beli konsumen. Ditinjau dari segi proses produksinya, secara umum dikenal ada 2 (dua) jenis industri utama (Purnomo, 2003), yaitu: 1. Mass-Product Oriented Industry
2. Project Oriented Industry
Kedua jenis industri tersebut mempunyai karakter yang berbeda, antara lain: 1. Mass-Product Oriented Industry
Contoh: Industri pemprosesan bahan mentah (penyulingan minyak kelapa sawit, pabrik gula, pabrik tepung terigu, dll), industri makanan (mie, coklat, kue-kue, dll), industri kebutuhan rumah tangga (sabun, sampo, sikat gigi, dll), industri pakaian/garmen, industri sepatu, dll. Ditinjau dari segi produk, maka jenis industri ini menghasilkan suatu produk yang tetap secara massal dengan jumlah produksi tertentu. Produk ini juga merupakan kebutuhan sehari-hari masyarakat, dan mempunyai product life-cycle yang relatif singkat. Atau keluaran (output) dari industri ini sering merupakan suatu bahan baku (input) bagi pembuatan produk dari jenis industri yang lain.
Apabila dari segi pemasaran, maka produk yang dihasilkan sangat dibutuhkan oleh masyarakat umum, dan sangat peka terhadap gejolak keinginan dari masyarakat. Sehingga untuk meningkatkan usaha pemasaran dari produk ini, maka pembentukan selera masyarakat secara teratur sangat diperlukan, pemakaian jargon-jargon/ungkapan yang menarik juga akan sangat mempengaruhi masyarakat. Sehingga bentuk pemasaran melalui iklan di media massa
12
akan merupakan pilihan yang sangat tepat, serta secara langsung dapat meningkatkan omset penjualan.
Jikalau dari segi produksi, maka proses produksi yang dipilih umumnya sederhana dan bersifat rigid/kaku, sehingga produk yang dihasilkan tidak dapat diubah menjadi suatu bentuk produk yang lain. Proses produksi yang digunakan umumnya menggunakan proses otomatis, sehingga tenaga kerja yang diperlukan untuk menunjang proses produksi tersebut masing-masing mempunyai keahlian yang sangat spesifik. Dalam konteks manajemen dan organisasi, maka industri tersebut mempunyai titik berat organisasi pada departemen pemasaran, mengingat kapasitas produksi/jumlah produk yang dihasilkan serta dengan harga jual yang se-minimum mungkin, sehingga departemen litbang juga akan merupakan departemen yang penting. Sedangkan dari segi permodelan, maka nilai investasi awal yang diperlukan sangat tinggi dan merupakan suatu paket pembiayaan yang lengkap. Nilai investasi tersebut harus dilaksanakan sekaligus dan merupakan peryaratan minimum yang diperlukan untuk menghasilkan suatu produk dengan kapasitas tertentu. Biaya produksi yang diperlukan untuk selanjutnya akan bersifat relatif tetap dan yang perlu diperhatikan adalah biaya pemeliharaan dan perbaikan peralatan produksi yang rusak.
2. Project Oriented Industry
Contoh: Industri perkapalan (bangunan baru dan reparasi), industri pembuatan bangunan lepas pantai, industri kereta api, industri pesawat terbang, industri mobil mewah, industri konstruksi bangunan, dll. Ditinjau dari segi produk, maka jenis industri ini mempunyai suatu keluaran produk yang mempunyai suatu spektrum yang luas/beragam dan akan sangat bergantung pada pesanan (Order Oriented). Produk yang dihasilkan sangat spesifik dan membutuhkan suatu rancang bangun yang khusus. Apabila dari segi pemasaran, maka jenis jenis industri ini memiliki pasar yang sangat spesifik. Jenis produk yang dihasilkan bukan untuk konsumsi masyarakat banyak dan hanya mampu untuk memenuhi kebutuhan kelompok/golongan tertentu saja. Sehingga strategi pemasaran yang diperlukan adalah bentuk pendekatan khusus seperti melalui forum seminar, pameran industri, ekshibisi, kunjungan kerja, kerja sama, dll.
Jikalau dari segi produksi, maka jenis industri ini mempunyai suatu proses produksi yang tidak tetap, tergantung pada jenis produk yang diinginkan oleh konsumen. Proses produksi bisa bersifat sangat fleksibel sehingga tenaga kerja yang mendukung proses produksi harus mempunyai spektrum keahlian yang cukup luas (multi trade). Jenis peralatan yang
digunakan-13 pun harus bersifat umum, sehingga mampu digunakan untuk menghasilkan produk-produk yang berbeda. Disamping itu, jenis industri ini sangat mudah dikembangkan menjadi bentuk industri lain yang menghasilkan produk yang berbeda pula, sebagai contoh: industri perkapalan juga mampu dikembangkan menjadi industri general engineering/steel construction yang menghasilkan keluaran berupa peralatan-peralatan pabrik.
Dalam konteks segi manajemen dan organisasi, maka titik berat organisasi perusahaan adalah pada departemen produksi dan rancang bangun, mengingat bentuk keluaran atau produk yang dihasilkan sangat beragam, pekerjaan perancangan menjadi cukup penting, serta sumber daya yang diperlukan untuk mendukung proses produksi semakin besar pula. Mengingat begitu banyaknya faktor yang dapat berpengaruh pada proses produksi, maka konsentrasi kegiatan bertumpu pada departemen produksi.
Sedangkan dari segi permodalan, maka jenis industri ini membutuhkan suatu investasi awal yang sangat bervariasi, tergantung dari tersedianya dana yang mendukung. Bentukinvestasi dapat dilaksanakan secara bertahap tanpa mengganggu proses produksi yang telah ditetapkan. Biaya terbesar yang dibutuhkan selanjutnya adalah biaya produksi dan pemeliharaan.
Dengan memperhatikan penjelasan tentang kedua jenis industri tersebut diatas, maka dapat diperhatikan bahwa masing-masing industri memiliki karakter tersendiri, terutama sangat dipengaruhi oleh produk yang dihasilkan. Karakter tersebut akan sangat berpengaruh terhadap pola kerja dan permodalan yang diperlukan.
2.5. Material Komposit
Komposit didefinisikan sebagai suatu material yang terdiri dari dua komponen atau lebih yang memiliki sifat atau struktur yang berbeda yang dicampur secara fisik menjadi satu membentuk ikatan mekanik yang dengan struktur homogen secara makroskopik dan heterogen secara mikrokoskopik. Material campuran tersebut akan menghasilkan material yang baru yang memiliki sifat unggul dari material pembentuknya. Dengan penggabungan dua atau lebih material yang berbeda, maka dapat diperbaiki dan dikembangkan sifat-sifat mekanik dan fisik dari material-material tersebut (Sulistijono, 2012).
Komposit tersusun atas dua atau lebih fase yang berbeda, yaitu fase diskontinyu yang lebih kuat dan lebih kaku biasanya disebut material penguat (reinforcing material) dan fase kontinyu yang mengikat material penguata dan memberi bentuk biasanya disebut sebagai matriks (matrix). Mekanisme penguatan komposit tergantung sekali pada geometri penguatnya.
14
Geometri material penguat dibedakan atas partikel dan serat (fiber). Partikel bisa berbentuk bola, kubus, kotak tetragonal, batang, whiskers, lembar pipih atau bentuk yang tak beraturan. Pada buku Mekanika Material Komposit milik Prof. Sulistijono edisi ke I, disebutkan bahwa secara sederhana sifat komposit merupakan penggabungan dari sifat material penyusunnya dalam fraksi volume, dituliskan sebagai berikut: sifat komposit = sifat penguat x fraksi volume penguat + sifat matriks x fraksi volume matriks. Namun kenyataannya tidaklah demikian, karena sifat komposit juga dipengaruhi faktor-faktor interaksi anatara matriks dengan penguat dan jenis, ukuran, distribusi penguat, sehingga sering kali sifat komposit tidaklah persis dengan kombinasi sifat pembentuknya.
Komposit dengan ukuran dan bentuk penguat yang homogen memiliki sifat yang berbeda dengan komposit yang memiliki penguat dengan ukuran, bentuk dan distribusi yang beragam meskipun dibentuk dari bahan dan fraksi volume yang sama. Komposit dengan penguat yang homogen baik bentuk, ukuran dan distribusinya akan memberikan sifat isotropik, sebaliknya bila penguatnya tidak beragam baik bentuk, susunan, arah orientasi dan ukurannya seperti komposit berpenguat serat (fiber) yang arah orientasinya diatur maka akan memberikan sifat anisotropik pada komposit.
Gambar 2.5 Klasifikasi Material Komposit Sumber: Sulistijono,2012
Gambar 2.5 adalah bagan klasifikasi material komposit dengan pembagian menjadi 3 yaitu Particle-reinforced, Fiber-reinforced dan Structural yang kesemuanya akan dijelaskan pada bagian selanjutnya.
15
1. Keuntungan Material Komposit
Berikut ini adalah keuntungan dari dibentuknya komposit, yaitu sebagai berikut: a. Kekakuan Spesifik dan Kekuatan Spesifik
Keuntungan yang tidak diragukan lagi dan yang paling sering dipakai dari komposit berserat adalah tingginya kekakuan spesifik dan kekuatan spesifik sebagai bahan pertimbangan desain material. Kedua sifat tersebut mendominasi pengembangan kinerja dan konsumsi energi, sehingga keduanya merupakan kebutuhan penting dalam desain hamoir setiap struktur teknik.
b. Perancangan Struktur
Komposit dapat memenuhi kebutuhan spesifik dari penggunaan, dimana karakteristik mekanik komposit bisa diatur dan dirancang sedemikian rupa sehingga diperoleh kekuatan material untuk satu arah tertentu saja dengan cara mengatur arah orientasi serat.
c. Ketahanan Lelah (Fatik)
Komposit memiliki ketahanan lelah yangbagus, bahkan lebih baik terhadap ketahanan lelah aluminum. Hal ini merupakan keunggulan utama dari komposit, sehingga dalam perancangan pesawat banyak diaplikasikan material komposit karena umur kelelahan sering dijadikan prioritas utama. Ketahanan fisik juga penting untuk struktur yang mengalami beban berulang dan berfluktuasi seperti kendaraan transportasi, jembatan, komponen mesin di industri.
d. Stabilitas Dimensional
Komposit yang diaplikasikan sebagai struktur konstruksi yang terekspose di lingkungan yang selalu berubah temperaturnya, akan mengalami deformasi, defleksi akibat pemuaian. Hal ini harus dihindari untuk beberapa struktur yang mengharuskan koefisien ekspansi panas nol (zero coef, zero CTE), yang biasanya diaplikasikan untuk struktur ruang angkasa. Komposit mampu mengatasi kebutuhan ini, berbeda dengan logam yang koefisien muai panas, CTE nya tidak bisa dikendalikan.
16
e. Ketahan Korosi
Komposit memiliki ketahanan korosi yang relatif bagus dibanding logam terutama pada komposit berbasis polimer atau keramik. Komposit polimer tidak memiliki ikatan seperti logam, dimana elektron pada logam mudah melepaskan diri dari ikatannya sehingga muatan positif harus dilepaskan untuk menyeimbangkan muatannya, padahal proton memiliki massa, sehingga logam berkurang beratnya (terkorosi). Hal ini tidak dialami oleh komposit polimer atau keramik.
f. Konduktivitas
Komposit memiliki konduktivitas termal dan listrik yang bisa diatur dengan mengendalikan komposisi filler nya, sehingga struktur yang dihasrukan bersifat isolator atau insulator bisa dipenuhi dengan material komposit.
2. Komponen Material Komposit a. Matriks
Matriks merupakan fasa yang memberikan bentuk pada struktur komposit dengan cara mengikat penguat atau serat bersama-sama. Matriks merupakan konstituen penyusun komposit yang berperan sebagai pengikat atau penyangga yang menjaga kedudukan antar fase penguat, serta mentransfer tegangan kepada agar sedapat mungkin disangga penguat. Matriks inilah yang akan memberikan bentuk pada struktur. Fungsi lain yang tidak kalah penting yaitu melindungi penguat (Reinforced) terhadap kerusakan-kerusakan yang diakibatkan oleh lingkungan maupun kerusakan secara mekanis dalam batasan tertentu. Karakterisktik yang dimiliki matriks umumnya adalah ulet, serta memiliki kekuatan dan rigiditas yang lebih rendah dibanding reinforce-nya (Sulistijono, 2012).
Matriks harus mampu membeku pada temperature dan tekanan yang wajar, untuk mengikat serat penguat, membentuk suatu ikatan yang koheren, umumnya dalam bentuk ikatan kimia di semua antarmuka matriks atau reinforce, menyelebungi serat yang umumnya getas, melindunginya serat penguat dari kerusakan antar-serat berupa abrasi, melindungi serat terhadap reaksi korosi dan kelembaban lingkungan, mentransfer tegangan kerja ke serat, memisahkan serat sehingga kegagalan serat-individu dibatasi dan tidak merugikan integritas komponen secara keseluruhan, melepas ikatan dari serat individu, dengan cara absorpsi energi regangan apabila terjadi perambatan retak dalam matriks yang mengenai serat dan terakhir
17 harus tetap stabil secara fisika dan kimia setelah proses manufaktur. Bahan matriks yang umum digunakan pada komposit adalah matriks logam, matriks polimer dan matriks keramik.
Matriks Logam
Awalnya matriks logam digunakan untuk komposit yang terdiri dari serat boron dalam titanium dan serat boron dalam nikel, namun akhirnya dikembangkan pula matriks logam diisi dengan serat kontinyu, serat diskontinyu dan serat whiskers serta partikel misalnya serat atau partikel karbida silicon atau penguat partikel alumina Al203. Sekarang ini matriks logam dengan penguat partikel digunakan secara luas untuk aplikasi industri, karena sifatnya yang mendekati isotropik dan kemudahan dalam proses manufaktur. Material logam yang biasanya digunakan untuk matriks adalah aluminum beserta paduannya, titanium beserta paduannya dan magnesium.
Matriks Polimer
Menurut (Sulistijono, 2012) Matriks Polimer merupakan omposit yang paling popular dan banyak digunakan dalam dunia teknik maupun kebutuhan rumah tangga sehari-hari. Istilah polimer atau plastik mencakup produk polimerasi sintetik atau semi sintetik. Polimer diklasifikasikan menjadi 3 yaitu, thermoplastic, thermoset dan elastomer.
Thermoplastic bisa diolah kembali dari sampahnya dengan cara mencairkannya kembali
dan menambah additive, sedangkan thermosetting bersifat irreversible atau fasa padatnya tidak bisa mencair meskipun dipanaskan sehingga tidak bisa diolah kembali. Polimer thermoplastic memiliki aroma khas yang wangi bila dipanaskan, sedangkan thermosetting berbau seperti lilin bila dipanaskan dan elastomer merupakan polimer yang memiliki regangan yang tinggi (>1000%). Elastomer dapat diproduksi dari alam atau sintetik. Ketiga macam polimer ini banyak dipakai untuk komposit bermatriks polimer.
Matriks Keramik
Komposit juga banyak dirancang dengan menggunakan matriks keramik, khususnya untuk aplikasi temperatur tinggi, insulator listrik, insulator panas. Keramik yang seringkali digunakan untuk komposit matriks keramik adalah oksida logam, diantaranya adalah oksida aluminum, oksida zirconium dan oksida silicon serta semen, meskipun semen dibuat dalam bentuk cermet dimana di dalam matriks oksida logam diisi filler untuk menigkatkan konduktivitas listriknya atau diisi partikel logam untuk meningkatkan keuletannya. Beton
18
adalah salah satu bentuk dari komposit matriks keramik, dimana di dalam semen ditanamkan kawat baja sebagai penguatnya (Sulistijono, 2012).
b. Reinforced
Reinforced adalah penguat yang ditempatkan di dalam matriks pada komposit dan harus memiliki kekuatan mekanik yang lebih tinggi dari matriksnya. Penguat tidak selalu berfungsi untuk meningkatkan sifat mekanik komposit dan memberikan efek penguatan, tetapi juga digunakan untuk mengubah sifat-sifat fisik seperti sifat tahan aus, koefisien friksi atau konduktivitas termal. Serat-serat penguat dapat dibuat dari logam, keramik dan polimer yang diubah menjadi serat yang disebut kevlar atau serat grafit yang disebut dengan serat karbon.
Menurut (Sulistijono, 2012), sifat mekanik serat penguat (Reinforced) antara lain modulus elastisitasnya tinggi (sifat kekakuan/stiffness) yang sangat baik, kekuatannya lebih tinggi daripada matriksnya, berdiameter sekitar 10 um, dimensinya kontinu dan terbentang sepanjang komponen atau pendek (diskontinu) dengan orientasi yang sama atau orientasi acak bahkan berupa tenunan kain, terbuat dari material getas seperti gelas, boron dan karbon.
Beberapa contoh reinforce, antara lain serat gelas (E-Glass dan S-Glass) serat aramid (Kevlar), serat karbon, serat boron, silica, tungsten, beryllium, serat kayu, serat asbes, grafit, alumina (Al2O3), PAN (Poly-Acrylo-Nitride). Serat penguat diaplikasikan untuk komposit yang digunakan pada peralatan-peralatan canggih dan mahal, seperti alat olahraga (sepeda balap) dengan rangka dari serat karbon dalam matriks polimer thermoset, stik golf, raket tenis, atau pancing ikan. Dan juga digunakan dalam bodi mobil balap dan beberapa komponen mobil.
Klasifikasi Serat
(Sulistijono, 2012) mengklasifikasikan serat dalam 2 kelompok, yaitu serat sintetik dan serat natural (alami). Keduanya dipakai dalam pembuatan komposit sebagai penguat atau pengisi (filler). Serat sintetik banyak berperan sebagai penguat, sebaliknya serat natural banyak dipakai sebagai pengisi. Berikut ini beberapa macam fiber baik sintetik maupun alami yang digunakan sebagai bahan penguat komposit.
19 Fiberglass
Serat kaca merupakan serat yang terbentuk dari kaca oksida silicon SiO2 yang dibentuk melalui proses drawing dari cairan kaca. Fiberglass dikelompokkan sesuai dengan perannya di industri, yaitu E-Glass merupakan fiber yang paling banyak diproduksi dan pemakaian yang luas untuk Reinforced pada komposit dan S-Glass merupakan fiber terpopuler kedua setelah E- Glass, mempunyai kekuatan tarik 30% lebih baik dan modulus elastisitas 20% lebih baik dari pada E-Glass. Tetapi tidak banyak digunakan karena harganya yang relatif mahal. S-Glass mempunyai kekuatan yang paling baik bila dibandingkan fiber lainnya, tetapi mempunyai keterbatasan modulus dalam aplikasinya.
Fiber Karbon
Serat ini banyak dipakai penguat pada komposit bermatriks epoksi (komposit karbon/epoksi grafit/epoksi) dalam komponen struktur pesawat. Fiber ini biasanya diproduksi dengan precursor subjecting polyacrylonitrite (PAN) untuk proses heat treatment, dalam proses pembentukan karbon atau grafit secara pirolisis (pemanasan). Harga fiber karbon sangat mahal karena proses pembuatan yang rumit, maka penggunaannya sangat jarang sekali ditemui kecuali pada komponen-komponen pesawat terbang.
Fiber Aramid
Produk dari merk dagang “Kevlar” yang diproduksi oleh E. I. du Pont De Nemours et Co. dengan kegunaan utama adalah pada ban radial. Kevlar digunakan pada banyak struktur komposit. Densitas dari Kevlar adalah setengah dari densitas glass, dan kekuatan spesifiknya tertinggi diantara fiber yang lain. Kevlar juga memiliki ketangguhan dan keuletan impak yang sangat bagus, tidak seperti fiber lain yang pada umumnya mempunyai sifat getas.
Fiber Boron
Serat yang terbuat dari pelapisan boron pada substrat tungsten atau karbon. Diameter fiber boron adalah paling besar dibandingkan dengan fiber yang lainnya, yaitu 0,002-0,008 in (0,005 – 0,2 mm). Fiber boron memiliki kekuatan dan kekakuan yang lebih baik dari pada grafit,
fiber boron juga mempunyai densitas yang lebih besar pula dibanding fiber grafit. Komposit
20
komponen-komponen industri luar angkasa, tetapi karena harganya yang relatif mahal menjadi kendala utama untuk memproduksinya, sehingga fiber boron jarang dipakai.
Fiber Karbida Silikon (SiC)
Merupakan serat yang digunakan untuk penguat komposit yang diaplikasikan pada komponen-komponen yang bekerja pada temperature yang tinggi dan komposit ini umumnya bermatriks keramik. Fiber SiC mempunyai ketahanan oksidasi yang sangat baik dan kekuatan pada temperature tinggi yang baik pula. Pada temperature kamar Fiber SiC mempunyai kekuatan dan kekakuan yang sama dengan boron. SiC dalam bentuk Whiskers juga dapat dipergunakan sebagai alternatif untuk penguat komposit matriks logam.
Fiber Natural/Nabati/Alami
Fiber yang terbuat dari bahan-bahan nabati seperti aren, serabut kelapa, pelepah pisang, serat pohon, residu dari gergajian, dan bahan nabati lain yang dapat digunakan sebagai fiber. Penggunaannya juga beraneka ragam yaitu sebagai rompi anti pukul dengan menggunakan serat pelepah pisang, interior kereta dengan menggunakan serat dari pohon kelapa, bahan anti radar dan lain sebagainya. Tetapi peran penggunaan fiber nabati bukanlah memberikan efek penguatan, melainkan hanya sebagai penambah massa dari material komposit sehingga mempunyai kekuatan dan kekakuan yang rendah, bahkan menurunkan kekuatan dan kekakuan matriks sebelumnya. Hal ini bertentangan dengan penggunaan komposit yang bertujuan untuk memperbaiki sifat material sebelumnya dengan inovasi-inovasi penggunaan serat.
2.6. Proses-proses Moulding Komposit
Moulding komposit kedalam bentuk bentuk yang diinginkan memiliki beberapa cara yang berbeda. Secara garis besar metoda pembuatan material komposit terdiri dari atas dua cara, yaitu:
· Proses Cetakan Terbuka (Open Mold Process) · Proses Cetakan Tertutup (Closed mold Processes)
Open Mold Process adalah proses molding dimana material mentah (resin dan penguat
fiber) ter-ekspos pada kondisi terbuka ketika terjadi proses pengerasan. Hand lay-up, Spray up dan Filament Winding adalah termasuk open mold process.
21 a. Hand Lay-up
Hand lay-up merupakan metode “open mould” atau cetakan terbuka dan tertua dari
proses manufaktur material komposit. Metode cetakan terbuka berarti teknik tersebut dilakukan dengan cetakan yang terbuka (tidak seperti pultrusion, vacuum infusion, dsb.). Adapun metode ini dilakukan dengan cara mengaplikasikan resin pada bahan penguat dengan menggunakan kuas/rol. Biasanya metode ini dilakukan untuk pembuatan komponen besar, seperti lambung kapal, kolam renang, dll. Agar lebih jelas, skema pembuatan material komposit dengan metode
hand lay-up dapat dilihat pada Gambar 2.6:
Gambar 2.6 Skema Hand Lay Up Sumber: Explainstuff, 2015
Jenis resin yang biasa digunakan pada metode hand lay-up ada dua, yakni resin poliester dan resin epoksi dengan jenis fiber yang biasa digunakan adalah serat kaca atau fiberglass. Metode hand lay-up merupakan metode yang masih banyak dilakukan di Indonesia. Walaupun metode hand lay-up memiliki kelemahan seperti ketebalan yang tidak konsisten, distribusi resin yang tidak merata, lebih boros resin, kekuatan mekanik yang tidak sebaik proses closed mold, dan lain sebagainya. Tetapi metode ini masih banyak dilakukan karena kemudahan dan biayanya yang sangat murah.
b. Spray up
Metode spray-up merupakan metode pembuataan material komposit dimana bahan penguat (fiber) bersamaan dengan resin yang sudah terkatalisasi di spray-kan kepada cetakan dengan menggunakan spray gun. Kemudian biasanya fiber dan resin yang sudah di spray-kan tadi diratakan dengan menggunakan rol seperti pada proses hand lay-up dengan tujuan untuk
22
mengeluarkan udara yang terjebak. Metode ini memiliki kelebihan serta kekurangan yang kurang lebih sama dengan hand lay-up (Molded Fiber Glass Companies, 2010).
Gambar 2.7 Skema Kerja Spray-Up Sumber: explainstuff, 2015
Gambar 2.7 Gambar 2.7 Skema Kerja Spray-Upmenunjukkan skema kerja dari
spray-up. Resin dimasukan ke dalam pot diatas alat tembak yang menembakkan resin bertekanan
udara sekaligus dengan benang fibre. c. Compresion molding
Ada beberapa jenis cetakan kompresi yang ditentukan oleh jenis bahan yang dicetak:
Sheet Molding Compound (SMC), Bulk Molding Compund (BMC), Thick Molding Compound
(TMC), dan cetakan kompresi lay-up basah. Peralatan cetakan kompresi terdiri dari cetakan logam yang dipanaskan yang dipasang pada pengepres hidrolik besar. Prosesnya bisa otomatis. Pencetakan kompresi memungkinkan fleksibilitas dan fitur desain bagian seperti sisipan, tulang rusuk, atasan dan lampiran. Permukaan akhir yang baik bisa didapat, berkontribusi pada biaya
finishing bagian bawah. Operasi pemangkasan dan permesinan selanjutnya diminimalkan
dalam pencetakan kompresi dan biaya tenaga kerja rendah (Molded Fiber Glass Companies, 2010).
23 Gambar 2.8 Compressiom Mold
Sumber: explainstuff, 2015
Gambar 2.8 menjelaskan tentang skema kerja compression mold, rangkaian cetakan dipasang pada alat cetak hidrolik atau mekanik dan cetakannya dipanaskan dari 250 sampai 400 ° F. Beban bahan cetak yang ditimbang ditempatkan dalam cetakan terbuka. Kedua bagian cetakan ditutup dan tekanan diterapkan. Bergantung pada ketebalan, ukuran, dan bentuk bagian, siklus pengawetan berkisar dari kurang dari satu menit sampai sekitar lima menit. Setelah sembuh, cetakan dibuka dan bagian yang sudah jadi dilepas. Bagian tipikal meliputi komponen mobil, rumah alat dan komponen struktural, furnitur, komponen listrik, dan rumah mesin bisnis dan suku cadang.
d. Vacuum Infusion Process
Vacuum Infusion Process atau VIP adalah salah satu dari banyak metode pencetakan
Komposit cetakan tertutup. Yang membedakan dirinya dengan metode lainya adalah dikarenakan VIP menjadi satu-satunya proses yang memanfaatkan hanya tekanan atmosfir untuk mendorong resin ke dalam rongga cetakan. Rongga cetakan bisa menjadi cetakan satu sisi yang digunakan untuk sisi "B", cetakan dua sisi, atau bahkan tas "amplop" yang lembut. Prosesnya sangat terkendali, karena menerapkan prinsip-prinsip Hukum D'Arcy. Ini berarti bahwa hanya ada tiga variabel yang mempengaruhi aliran resin: (1) permeabilitas laminasi, (2) viskositas resin, dan (3) perbedaan tekanan pada rongga dalam kaitannya dengan tekanan atmosfir. Jika ketiga variabel ini tidak berubah, maka proses infus akan secara konsisten mengalir dengan cara yang sama dengan setiap injeksi untuk bagian tertentu. Proses ini membutuhkan perhitungan material yang sangat akurat untuk bagian tertentu karena penggunaan resin dan fiberglass tidak akan berubah.
24
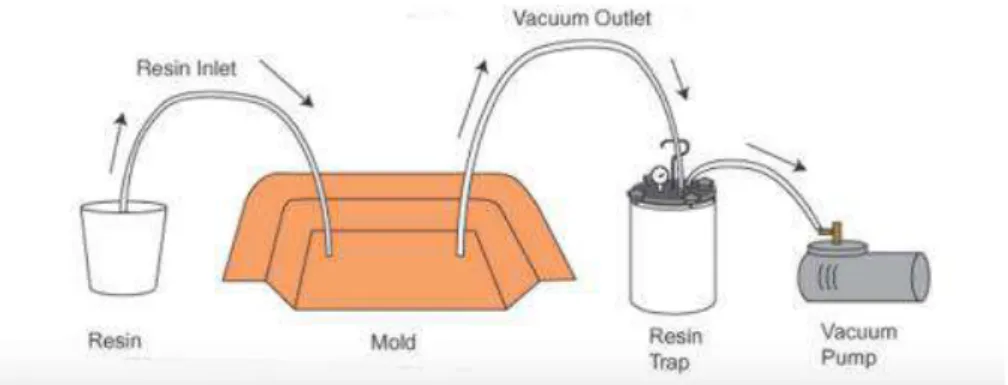
Gambar 2.9 Skema Vacuum Infusion Process Sumber: explainstuff, 2015
Gambar 2.9 adalah skema tentang alur metode VIP dimana Ketika vacuum pump dinyalakan maka akan menghisap udara yang ada didalam plastic film yang menutupi material fiberglass, ketika sudah dirasa cukup maka katub resin akan dibuka dan resin akan terdistribusikan pada material yang sudah disiapkan dengan media spiral tube dan lapisan flow didalamnya (Molded Fiber Glass Companies, 2010).
2.7. Peramalan
Peramalan dapat dilakukan secara kuantatif ataupun kualitatif (Sumayang, 2003). Pengukuran kuantitatif menggunakan metode statistik, sedangkan pengukuran kualitatif berdasarkan pendapat (judgement) dari yang melakukan peramalan. Berkaitan dengan itu dalam peramalan dikenal dengan istilah prakiraan dan prediksi. Prakiraan didefinisikan sebagai proses peramalan suatu kejadian (variabel) di masa yang akan datang dengan berdasarkan data variabel yang berkaitan pada masa sebelumnya. Sedangkan prediksi adalah proses peramalan suatu variabel di masa yang akan datang dengan lebih mendasarkan pada pertimbangan subjektif/intuisi daripada data kejadian pada masa lampau.
Pada umumnya terdapat dua metode dalam pengukuran kuantitatif, yaitu metode serial waktu (deret berkala, time series) dan metode kausal. Metode serial waktu adalah metode yang digunakan untuk menganalisa serangkaian data yang merupakan fungsi waktu, sedangkan metode kausal (causal explanatory model) mengasumsikan bahwa faktor yang diperkirakan menunjukkan adanya hubungan sebab akibat dengan satu atau beberapa variabel bebas
(independency), misalnya permintaan akan reparasi kapal berhubungan dengan jumlah kapal
yang sedang beroperasi.
Dalam menentukan metode peramalan tertentu, tidak bisa dengan langsung memakai salah satu dari sekian banyak metode yang ada. Melainkan harus melalui
pertimbangan-25 pertimbangan yang sesuai untuk dapat menghasilkan prakiraan yang mendekati kebenaran. Berikut adalah klasifikasi metode yang dapat diterapkan (Sumayang, 2003), yaitu:
1. Metode kualitatif
Metode ini digunakan bila hanya terdapat sedikit data historis. Pada umumnya digunakan dalam meramal perkenalan produk dan jasa baru. Caranya adalah dengan menganalisa situasi pasar atau dengan pendekatan sistematik.
2. Metode kuantitatif-Time Series (Metode Extapolative)
Metode ini dilakukan dengan cara membuat analisa yang selanjutnya akan diproyeksikan ke dalam peramalan permintaan atau demand untuk waktu yang akan datang.
Rumus dasar metode ini adalah:
Y(t) = (a+bt) [f(t)] + t………...(2.1) Dimana:
Y(t) = demand selama periode t a = average level
b = trend f(t) = seasonal
3. Metode Kuantitatif Kausal atau Metode Explanatory
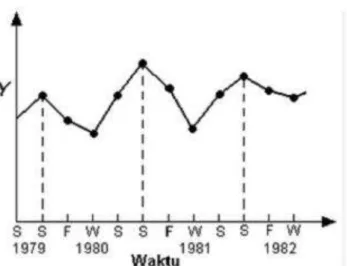
Metode ini dapat digunakan bila terdapat data historis dan data yang berkaitan dengan faktor ekonomi dengan pola kecendrungan musiman dan fluktuasi. Sehingga dapat dibuat ramalan demand untuk masa mendatang. Faktor ekonomi yang dibutuhkan adalah:
a. Pendapatan (disposable income) b. Persediaan (inventories)
c. Biaya hidup (cost of living) d. Pembangunan fasilitas baru e. Rumah tangga baru (new married)
26
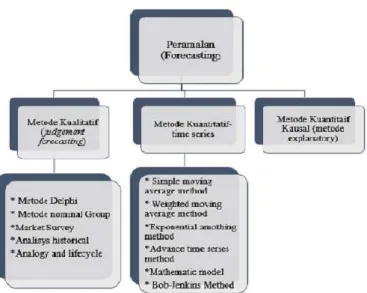
Gambar 2.10 Diagram Jenis-Jenis Peramalan Sumber: Sumayang, 2003
Gambar 2.10 merupakan diagram jenis-jenis peramalan yaitu metode kualitatif (judgement forecasting), metode kuantitatif-time series dan metode kuantitatif kausal (metode
explanatory).
Metode peramalan yang dipilih dalam tugas akhir ini adalah exponential smoothing method. Yang merupakan metode peramalan Time Series yang didasarkan pada asumsi bahwa angka rata-rata baru diperoleh dari angka rata-rata lama dan data demand terbaru. Ada dua jenis Exponential, yaitu:
Single Exponential Smoothing Method Double Exponential Smoothing Method
Secara umum metode exponential smoothing untuk meramalkan data yang telah terpola, dalam artian data telah konstan sedangkan untuk data yang memiliki tren tertentu dapat menggunakan metode kedua yaitu metode double exponential smoothing method. Karakteristik penyesuaian dikontrol dengan menggunakan faktor smoothing (0 ≤ µ ≤ 1). Secara praktis nilai µ menurut brown, dipilih pada interval 0,1-0,9. Rumus yang digunakan adalah sebagai berikut (Sumayang, 2003):
At = µ Dt (1- µAt-1)………... (2.2) Dimana:
At-1 = angka rata-rata lama µ = faktor smoothing Dt = demand terbaru