ANALISIS PARAMETER PEMESINAN TERHADAP GAYA POTONG
PADA PROSES PEMBUBUTAN LOGAM S45C
Rosehan, Sobron Lubis, Mochammad Firmansyah
Program Studi Teknik Mesin Fakultas Teknik Universitas Tarumanagara e-mail: [email protected]
Abstrak
Permintaan untuk meningkatkan produktivitas dengan biaya produksi rendah, salah satu cara yang diterapkan adalah proses pemesinan dengan kecepatan tinggi. Pemesinan kecepatan tinggi yaitu peningkatan parameter pemesinan yang akan mereduksi waktu produksi. Di sisi lain pemesinan kecepatan tinggi akan mempengaruhi gaya potong dan gaya makan. Penelitian ini mengamati pengaruh kecepatan potong terhadap gaya yang terjadi dan mempengaruhi kualitas kekasaran permukaan yang dihasilkan, sehingga dalam era modern ini banyak proses produksi dengan menggunakan pemesinan kecepatan tinggi.
Kata kunci: kecepatan potong, kekasaran, gaya potong
PENDAHULUAN
Teknologi proses pemesinan mengalami perubahan dari mesin bubut konvensional hingga sekarang sudah menggunakan sistem automatic seperti Computer Numeric Control
(CNC). Teknologi proses pemesinan ini merupakan jawaban dari tuntutan dunia industri untuk menghasilkan produk yang berkualitas meliputi kepresisian tinggi, mampu melaksanakan proses pemesinan dengan tingkat kesulitan tinggi yang tidak mampu dikerjakan pada mesin bubut manual, serta kemampuan untuk menghasilkan produk secara massal.
Secara umum Mesin perkakas CNC bubut beroperasi sama seperti mesin perkakas bubut konvensional meliputi roughing dan finishing cutting. Dalam pengerjaan Roughing
dan finishing cutting akan muncul gaya potong dan gaya makanyang disebabkan karena proses pemotongan.
Banyak penelitian tentang pemotongan material baik dari segi alat potong, sudut potong, hasil pemotongan (geram), dan lain-lain. Penelitian ini berjudul “Analisis Parameter Pemesinan terhadap Gaya Potong pada Proses Pembubutan Logam S45C”. Parameter pemesinan meliputi kecepatan potong (cutting speed), kedalaman potong (depth of cut), sudut pahat, kecepatan makan (feeding speed), gaya potong dan makan.
METODE PENELITIAN
Dalam penelitian ini untuk medapatkan hasil yang akurat, maka yang dilakukan dalam kajian ini adalah metode experimental. Penelitian akan dilakukan di Laboratorium
CNC Universitas Tarumanagara dengan menggunakan mesin CNC Lathe Mazzak.
Untuk melakukan penelitian ini, metode yang akan dilakukan adalah melakukan perubahan kecepatan potong (300 m/min, 350 m/min, 400 m/min, 450 m/min, 500 m/min) dan untuk parameter yang lain adalah konstan (Vf 500 mm/min dan doc 0.3 mm). Bahan spesimen digunakan adalah S45C dengan dimensi P : 150 mm, D : 55 mm dengan komposisi S45C, sebagai berikut; Carbon (C): 0.45%, Silikon (Si): 0.35%, Mangan (Mn): 0.7%, Fosfor (P): 0.03%, Belerang (S): 0.35%.
Mata Pahat yang digunakan adalah TNMG 160408 carbide dengan nose radius 0.8 mm sebanyak 5 buah, setiap titik tool akan digunakan dua kali pemotongan.
Untuk melakukan pengukuran kekasaran permukaan menggunakan alat ukur
Gambar 1. Surface Tester Gambar 2. Tool Dynamometer
Proses pengambilan data penelitian adalah sebagai berikut: 1. Mempersiapkan peralatan dan bahan yang akan digunakan 2. Melakukan kalibrasi Surface roughness tester
3. Mempersiapkan dan menera tool dynamometer
4. Mempersiapkan row material sebagai spesimen uji dari Baja S45C dengan proses pemesinan
5. Menentukan parameter-parameter pemesinan:
a. Kecepatan makan (VF) : 500 mm/min (konstan) b. Kecepatan potong (VC) : 300 – 500 m/min c. Kedalaman potong (dOC) : 0.3 mm (konstan)
6. Program G-Code, dengan parameter VF dan dOC konstan dan variasi kecepatan potong (VC).
7. Spesimen dicekam pada chuck mesin
8. Pasang insert pada holder tool dynamometer dan setting benda kerja terhadap program yang telah dibuat.
9. Kemudian proses pemesinan sesuai dengan program yang telah dibuat, setiap material dilakukan empat kali proses pemesinan dengan VC yang sama.
10. Rekam gaya potong dan gaya makan pada displaydigital tool dynamometer.
11. Setelah sekali proses pemesinan dilakukan proses pengukuran dengan alat surface test random pada lima titik.
12. Kemudian lakukan berulang-ulang sebanyak total 10 material.
13. Membuat grafik-grafik perbandingan dari hasil pengujian kualitas kekasaran permukaan yang diperoleh.
HASIL DAN PEMBAHASAN
Dari experiment yang telah dilakukan, diperoleh data-data perubahan gaya potong dan kekasaran permukaan dengan perberdaan cutting speed sebagai berikut:
Tabel 1. Nilai Hasil Gaya Potong, Gaya Makan, dan Kekasaran Permukaan Variasi Kecepatan potong
Data Mesin:
CNC Lathe "Quick Turn 8N"
Tool Carbide TNMG 160408MP KC 9240
Parameter Pemesinan: Vf : 500 mm/min
dOC : 0.3 mm
VC : 500, 450,400,350,300
Data Material: Grade : S45C Panjang : 150 mm Diameter : 55 mm
Kecepatan potong VC (m/menit)
Gaya potong FC (Newton)
Gaya makan Ff(Newton)
Kekasaran Ra(μm)
No
1 500 119.8 20.3 2.11
2 450 133.1 18.8 1.82
3 400 144.6 14.88 2.6
4 350 163.65 17.78 2.99
Pengolahan Data Penelitian
Dari data penelitian maka di dapat grafik VC vs Ra, VC vs FC, dan VC vs Ff.
Gambar 3. Grafik Kecepatan Potong terhadap Kekasaran Permukaan
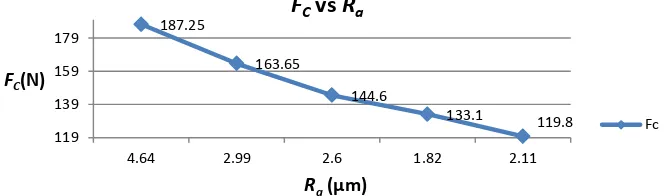
Gambar 4. Grafik Kecepatan Potong terhadap Gaya Potong
Gambar 5. Grafik Kecepatan Potong terhadap Gaya Makan
Dari hasil penelitian yang ditunjukan grafik dengan hubungan antara gaya potong terhadap kekasaran permukaan seperti pada grafik di bawah ini.
Gambar 6. Grafik Gaya Potong terhadap Kekasaran Permukaan 4.64
300 350 400 450 500
Ra (µm)
300 350 400 450 500
FC (N)
300 350 400 450 500
Gambar 7. Grafik Gaya Makan terhadap Kekasaran Permukaan
Data hasil penelitian yang ditunjukan dengan grafik-grafik di atas bahwa peningkatan kecepatan potong akan memperbesar sudut geser, sehingga penampang geser mengecil. Pengecilan bidang geser akan mengakibatkan penurunan terhadap gaya potong, dalam fenomena penurunan gaya potong tersebut menyebabkan deformasi yang terjadi akan semakin kecil, sehingga akan meningkatkan kekasaran permukaan pada benda kerja.
Tabel 2. Berdasarkan Perhitungan VC terhadap Ra secara Teoritis Vf` (mm/menit) N (rpm) VC(m/menit) f (mm/rev) Ra(μm)
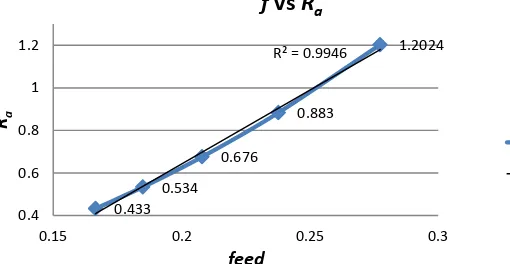
Dari perhitungan secara teoritis ditabulasikan pada Tabel 2., data tersebut diolah menggunakan grafik seperti pada grafik VC terhadap Ra dan grafik f terhadap Ra. berikut ini:
Gambar 8. Grafik Kecepatan Potongterhadap Kekasaran Permukaan secara Teoritis
Gambar 9. Grafik Feed terhadap Kekasaran Permukaan secara Teoritis 16.28
300 350 400 450 500
Dapat dilihat dari grafik di atas kecepatan potong terhadap kekasaran permukaan secara teoritis dan hasil percobaan berbading searah yaitu semakin besar nilai kecepatan potong maka nilai kekasaran permukaan mengecil dengan kata lain kekasaran permukaan semakin baik. namun pada gambar 8 kecepatan potong 300 m/min nilai feeding 0.27 mm/put mengalami peningkatan terhadap nilai kekasaran permukaan menjadi 1.2 . hal ini membuktikan bahwa kekasaran permukaan mengikuti feeding karena secara grafik teoritis kenaikan nilai feed mempengaruhi kenaikan nilai kekasaran permukaan, dengan peningkatan kecepatan potong akan memperbesar sudut geser, sehingga penampang geser mengecil.
KESIMPULAN
1. Hubungan antara gaya potong dengan kekasaran permukaan adalah berbanding lurus. Semakin rendah nilai gaya potong, maka nilai kekasaran permukaan yang dihasilkan semakin menurun.
2. Hubungan antara teoritis dengan hasil percobaan pada kecepatan potong terhadap kekasaran permukaan berbanding lurus.
3. Hubungan antara gaya potong terhadap feed berbanding lurus semakin rendah gaya potong nilai feed juga akan menurun, karena bidang geser semakin membesar.
4. Nilai gaya potong akan semakin menurun dengan seiring kenaikan kecepatan potong, hal ini dikarenakan bidang geser antara tool dengan benda kerja mengecil dengan kecepatan potong yang tinggi.
DAFTAR PUSTAKA
1. Girdhar, P., Practical Machinery Vibration Analysis and Predictive Maintenance,
2004.
2. Thomas L. Lago, Performance of a Chatter Control System for Turning and Boring Application, 2002.
3. Suhardjono, Analisa Pengaruh Kecepatan Potong terhadap Getaran dan Kekasaran permukaan pada Proses Bubut tanpa Penumpu Tailstock, Jurnal Teknik Mesin ITS,
Vol 6(1), 2006.
4. Suhardjono, Analisa Sudut Potong Utama dan Kecepatan Potong terhadap Getaran dan Effeknya terhadap Kekasaran Permukaan Hasil Bubut, (2005).
5. Gunay,M., Analisa Gaya Potong terhadap Sudut Potong, 2004. 6. Taufiq Rochcim, Teori dan Teknologi Proses Pemesinan, 1993.
7. Rosehan Yahuza. Pengaruh Kecepatan Potong Tinggi terhadap Kualitas Permukaan
Benda Kerja Pada Proses Bubut, 2001.
8. Muhammad Ari Prasetio, Koefisien Koerasi Signifikasi, dan Determinasi, 2009. 9. Asmed dan Yusri Mura, Pengaruh Parameter Pemotongan terhadap Kekasaran