TINJAUAN PUSTAKA
Pengawasan MutuMutu adalah kesesuaian serangkaian karakteristik produk atau jasa dengan standar yang ditetapkan perusahaan berdasarkan syarat, kebutuhan dan keinginan konsumen. Segala aspek termasuk pengertian dan pemahaman terhadap hal-hal yang berkaitan dengan mutu sangat penting untuk dimiliki oleh perusahaan, baik untuk kepentingan internal maupun eksternal. Dengan persepsi yang sama mengenai mutu maka tujuan dan cita-cita mutu perusahaan dapat dicapai dengan lebih cepat dan efisien (Muhandri dan Kadarisman, 2006).
Pengawasan mutu adalah kegiatan yang dilakukan untuk menjamin bahwa proses yang terjadi akan menghasilkan produk sesuai dengan tujuan yang diinginkan. Kegiatan pengawasan mutu adalah mengevaluasi kinerja nyata proses dan membandingkan kinerja nyata proses dengan tujuan. Hal tersebut meliputi semua kegiatan dalam rangka pengawasan rutin mulai dari bahan baku, proses produksi hingga produk akhir. Pengawasan mutu bertujuan untuk mencapai sasaran dikembangkannya peraturan di bidang proses sehingga produk yang
dihasilkan aman dan sesuai dengan keinginan masyarakat dan konsumen (Puspitasari, 2004).
Pengawasan atas mutu suatu barang hasil produksi meliputi pengetahuan hal-hal berikut (Baedhowie dan Pranggonowati, 2005):
1. Kerusakan dan Mutu Produk
Suatu barang (jasa) dibuat melalui suatu proses. Proses pembuatan tersebut
disesuaikan dengan bentuk dan mutu barang yang ingin dihasilkan. Secara umum untuk memperoleh produk yang baik diperlukan pengawasan
dalam proses produksi untuk mencegah kerusakan. Artinya, agar produk yang dihasilkan tidak rusak perlu diadakan pengawasan mutu secara seksama. Pengawasan atau pengendalian mutu dilakukan selama proses produksi berlangsung sampai barang tersebut dikirim ke konsumen.
2. Mencegah atau Menghindari Terjadi Kerusakan Barang (produk)
Kiat utama dari pencegahan kerusakan suatu produk adalah kerusakan harus dicegah sebelum terjadi. Manfaat mencegah kerusakan produk adalah sebagai berikut (Baedhowie dan Pranggonowati, 2005):
a) Perusahaan tidak akan memperbaiki barang yang rusak (remade) dan proses produksi dalam perusahaan berjalan dengan baik.
b) Konsumen tidak akan pernah mengembalikan produk yang telah dibelinya. Hal ini menyangkut nama baik produk. Konsumen yang membeli produk rusak berhak mengembalikan produk, bila hal ini terjadi berarti merupakan promosi yang tidak baik. Akibatnya akan banyak konsumen yang tidak
menyukai produk tersebut, hal ini menyebabkan penurunan volume penjualan. Pengembalian produk rusak biasanya melalui pengecer
atau distributor yang ditunjuk. Pengembalian produk rusak yang sering terjadi, membuat pengecer atau distributornya akan enggan untuk menjual produk tersebut. Perusahaan akan kehilangan mata rantai distribusi untuk menjual barang, sehingga merupakan suatu kerugian yang harus dihindari. Berdasarkan penjelasan, dapat disimpulkan bahwa mencegah kerusakan suatu produk berpengaruh pada pemasarannya. Artinya upaya mempertahankan mutu dengan mencegah kerusakan produk selama proses produksi merupakan suatu kegiatan yang penting untuk menghindari akibat yang buruk seperti penurunan pangsa pasarnya.
3. Kendali Mutu Terpadu
Pengendalian mutu harus dimulai sejak perencanaan mutu produk. Antara tahap perencanaan dan tahap seperti pengorganisasian dan pelaksanaan harus disertai pengawasan mutu. Hal ini memberi gambaran bahwa manajemen mutu meliputi berbagai aspek keikutsertaan berbagai pihak dalam perusahaan
yang menghasilkan suatu produk yang mutunya harus dikendalikan. Dalam hal manajemen mutu perlu adanya dukungan dan partisipasi dari berbagai pihak sebagai berikut:
a) Partisipasi pihak manajemen atau keikutsertaan pimpinan perusahaan. b) Partisipasi (keikutsertaan) karyawan (tenaga kerja).
Terdapat empat jenis-jenis pengawasan mutu produk menurut Prawirosentono (2004), antara lain adalah sebagai berikut:
1. Pengawasan Mutu Bahan Baku
Apakah bahan baku yang digunakan sesuai dengan mutu direncanakan? Hal ini perlu diamati sejak rencana pembelian bahan baku, penerimaan bahan baku di gudang, penyimpanan bahan baku di gudang, sampai dengan saat bahan baku tersebut akan digunakan.
2. Pengawasan Proses Produksi
Bahan baku yang telah diterima gudang, selanjutnya diproses dalam mesin-mesin produksi untuk diolah menjadi barang jadi. Dalam hal ini, selain cara kerja peralatan produksi yang mengolah bahan baku dipantau, juga hasil kerja mesin-mesin tersebut dipantau dengan cara statistik agar menghasilkan barang sesuai yang direncanakan.
3. Pengawasan Produk Jadi
Pemeriksaan atas hasil produksi jadi untuk mengetahui apakah produk sesuai dengan rencana ukuran dan mutu atau tidak. Sekaligus untuk mengetes mesin-mesin yang mengolah selama proses produksi. Bila produk atau produk setengah jadi sesuai dengan bentuk, ukuran dan standar mutu yang direncanakan, maka produk-produk tersebut dapat digudangkan dan dipasarkan (didistribusikan). Bila terdapat barang yang cacat, maka barang tersebut harus dibuang atau remade dan mesin perlu disetel kembali agar beroperasi secara akurat.
4. Pengawasan Pengepakan atau Kemasan
Kemasan merupakan alat untuk melindungi produk agar tetap dalam kondisi sesuai dengan mutu. Tetapi ada pula produk yang tidak begitu memerlukan perhatian khusus dalam hal kemasan maupun alat angkut, misalnya sayuran, kelapa, singkong, dan sebagainya. Akan tetapi, tetap harus memilih alat angkut yang tepat agar produk sampai tujuan dengan mutu tetap prima.
Secara umum tujuan pengawasan mutu menurut Baedhowie dan Pranggonowati (2005) adalah sebagai berikut:
a. Produk akhir mempunyai spesifikasi sesuai dengan standar mutu yang telah ditetapkan.
b. Agar biaya desain produk, biaya inspeksi dan biaya proses produksi berjalan secara efisien.
Pelaksanaan pengendalian mutu dan kegiatan produksi harus dilaksanakan secara terus-menerus untuk mengetahui kemungkinan terjadinya penyimpangan dari rencana standar agar dapat segera diperbaiki. Secara garis besar, pengendalian mutu menurut Prawirosentono (2004) dapat diklasifikasikan sebagai berikut:
1. Pengendalian Mutu Bahan Baku
Mutu bahan baku sangat mempengaruhi hasil akhir dari produk yang dibuat. Bahan baku dengan mutu yang baik akan menghasilkan produk
baik dan sebaliknya jika mutu bahan baku buruk akan menghasilkan produk buruk. Pengendalian mutu bahan harus dilakukan sejak penerimaan bahan baku di gudang, selama penyimpan dan waktu bahan baku akan dimasukkan dalam proses produksi.
2. Pengendalian dalam Proses Pengolahan
Sesuai dengan diagram alir produksi dapat dibuat tahap-tahap pengendalian mutu sebelum proses produksi berlangsung. Tiap tahap proses produksi diawasi sehingga kesalahan atau penyimpangan yang terjadi dalam proses produksi dapat diketahui, untuk segera dilakukan perbaikan atau koreksi. Pengendalian mutu selama proses produksi dilakukan dengan cara mengambil contoh (sampel) pada selang waktu yang sama. Sampel tersebut dianalisis, bila tidak sesuai berarti proses produksinya salah dan harus diperbaiki.
3. Pengendalian Mutu Produk Akhir
Produk akhir harus diawasi mutunya sejak awal proses produksi hingga
tahap pengemasan, penyimpanan dan pengiriman kepada konsumen. Hal ini bertujuan agar produk cacat atau rusak tidak sampai ke konsumen.
Pengendalian Mutu Dan Dukungan Manajemen
Pengendalian mutu merupakan penerapan ilmu pengetahuan dan teknologi, serta manajerial dalam hal penanganan mutu pada proses produksi, perdagangan dan distribusi komoditas. Pengawasan mutu bukan semata-mata masalah penerapan ilmu dan teknologi, melainkan terkait dengan bidang-bidang ilmu sosial dan aspek-aspek lain, seperti kebijaksanaan pemerintah, kehidupan kemasyarakatan, kehidupan ekonomi serta aspek hukum dan perundang-undangan. Menurut Stanton (2000), fungsi pengendalian mutu, bukan hanya untuk memperoleh mutu produk yang sesuai dengan standar, tetapi juga untuk mengetahui tingkat efisiensi. Misalnya penggunaan bahan baku melebihi standar atau bahan baku yang dan harus dibuang, hal ini berarti pemborosan biaya, waktu, dan tenaga.
Pimpinan perusahaan (manajemen) dan tenaga kerja harus saling menunjang dalam melaksanakan kegiatan pengendalian mutu barang (jasa) sejak awal, seperti pemilihan bahan baku, proses produksi sampai barang jadi dan seterusnya. Partisipasi manajemen dan seluruh karyawan akan mempengaruhi keberhasilan kendali mutu atas suatu produk. Pada pelaksanaan fungsi pemantauan (monitoring) dan pengendalian mutu harus ditentukan jumlah dan jenis pemantauan dalam proses pengendalian mutu suatu produk, terlebih dahulu harus dibuat suatu diagram alir produksi (DAP). Berdasarkan DAP tersebut, dapat ditentukan jenis dan banyaknya titik pemantauan yang efektif (Stanton, 2000).
Penerapan pengendalian mutu pada suatu perusahaan dimaksudkan untuk
memperoleh gambaran pasti tentang produk akhir mengenai komposisi, desain, maupun spesifikasi telah sama dengan standar yang telah ditetapkan. Pengendalian mutu dapat dilakukan bila sebelumnya telah ditetapkan suatu standar ukuran. Tanpa standar tersebut perusahaan tidak mempunyai dasar ukuran
untuk mengawasi apakah proses produksi telah berjalan dengan semestinya (Hubeis, 2001).
Tujuan pokok dari pengendalian mutu adalah untuk mengetahui sejauh mana proses dan hasil produk (jasa) yang dibuat sesuai dengan standar yang ditetapkan perusahaan. Pengendalian mutu adalah upaya untuk mencapai dan mempertahankan standar bentuk, kegunaan dan warna yang direncanakan.
Pengendalian mutu ditujukan untuk mengupayakan agar produk (jasa) akhir
sesuai dengan spesifikasi yang telah ditetapkan sebelumnya. Menurut Prawirosentono (2004) dalam pengendalian mutu, semua kondisi barang
diperiksa berdasarkan standar yang ditetapkan, bila terdapat penyimpangan dari standar dicatat untuk dianalisis. Hasil analisa dari pengendalian mutu tersebut digunakan untuk dijadikan pedoman atau perbaikan sistem kerja sehingga produk sesuai dengan standar yang ditentukan.
Pengendalian Mutu dan Proses Produksi
Penerapan konsep mutu di bidang pangan dalam arti luas menggunakan penafsiran yang beragam. Mutu berdasarkan ISO/DIS 8402–1992 didefinsikan sebagai karakteristik menyeluruh dari suatu wujud apakah itu produk, kegiatan, proses, organisasi atau manusia, yang menunjukkan kemampuannya dalam memenuhi kebutuhan yang telah ditentukan (Astuti, 2002).
Secara umum pengertian produksi adalah suatu proses dimana barang (jasa) diciptakan. Proses produksi terjadi karena adanya interaksi antara berbagai
faktor produksi seperti input (berupa bahan baku, tenaga kerja, mesin, dan sebagainya) bersatu padu untuk menciptakan barang (jasa) yang mempunyai
nilai tambah dan nilai guna yang lebih tinggi yang diperlukan oleh konsumen. Produksi adalah kegiatan yang bertujuan untuk menciptakan barang (jasa) lain yang mempunyai nilai tambah yang lebih besar berdasarkan prinsip ekonomi manajerial atau ekonomi perusahaan. Prinsip ekonomi manajerial adalah prinsip produksi yang harus dijalankan dengan cara meminimumkan biaya dan memaksimumkan keuntungan. Pengeluaran biaya untuk proses harus efisien dan
barang (jasa) dapat dipasarkan dengan perolehan optimum (Pappas dan Hirschey, 2001).
Rumah Potong Ayam (RPA)
Rumah pemotongan ayam (RPA) berbeda dengan tempat pemotongan unggas (TPU). RPA adalah kompleks bangunan dan konstruksi khusus yang memenuhi syarat teknis dan higienis tertentu serta digunakan sebagai tempat
memotong unggas bagi konsumsi masyarakat umum (SNI 01-6160-1999). TPU adalah suatu tempat atau bangunan dengan rancang bangun dan syarat
tertentu yang oleh pihak berwenang ditunjukan sebagai tempat untuk memotong unggas bagi konsumsi masyarakat umum terbatas dalam suatu wilayah kecamatan atau pasar tertentu dengan kapasitas pemotongan maksimum 500 ekor per hari (SK Mentan No.557/Kpts/TN.520/9/1987) (Zuber, 2008).
Berdasarkan Peraturan Menteri Pertanian No.381/Kpts/OT.140/10/2005 tentang pedoman sertifikasi kontrol veteriner unit usaha pangan asal hewan maka RPA wajib memiliki sertifikat kontrol veteriner (NKV). NKV adalah sertifikat sebagai bukti tertulis yang sah telah dipenuhinya persyaratan higienis sanitasi sebagai kelayakan dasar jaminan keamanan pangan asal hewan pada unit usaha pangan asal hewan (http://www.sni.rpahigienis.pdf), [27-03-2008].
Sanitasi pangan asal hewan adalah upaya untuk pencegahan terhadap kemungkinan bertumbuh dan berkembangnya mikroorganisme pembusuk dan patogen dalam makanan, minuman, peralatan dan bangunan yang dapat merusak pangan asal hewan dan membahayakan kesehatan manusia (Zuber, 2008). Persyaratan Lokasi RPA (SNI 01-6160-1999) adalah sebagai berikut (http://www.sni.rpahigienis.pdf), [27-03-2008]:
1. Tidak bertentangan dangan rancangan umum tata ruang (RUTR), rencana detail tata ruang (RDTR) setempat dan atau rencana bagian wilayah kota (RBWK).
2. Tidak berada di bagian kota yang padat penduduknya, tidak menimbulkan gangguan atau pencemaran lingkungan.
3. Tidak berada dekat industri logam atau kimia, tidak berada di daerah banjir, bebas dari asap, bau, debu dan kontaminan lainnya.
Ayam Pedaging
Ayam pedaging disebut juga broiler, yang merupakan jenis ras unggulan
hasil persilangan dari bangsa-bangsa ayam yang memiliki daya produktivitas tinggi, terutama dalam memproduksi daging ayam. Ayam broiler
popular di Indonesia sejak tahun 1980 dimana pemegang kekuasaan mencanangkan panggalakan konsumsi daging ruminansia yang pada saat itu semakin sulit keberadaannya. Hingga kini ayam broiler telah dikenal masyarakat Indonesia dengan berbagai kelebihannya. Ayam broiler dapat dipanen hanya lima sampai enam minggu. Waktu pemeliharaan yang relatif singkat dan menguntungkan menyebabkan banyak peternak baru serta peternak musiman bermunculan diberbagai wilayah Indonesia. Kandungan nilai gizi daging ayam pedaging dapat dilihat pada Tabel 3 (http://www.sni.karkas ayam pedaging.pdf), [07-05-2008].
Tabel 3. Kandungan Nilai Gizi Daging Ayam Pedaging Nilai Gizi Kandungan
Kalori (Kkal) 404,00 Protein (gr) 18,20 Lemak (gr) 25,00 Kolesterol (mg) 60,00 Vitamin A (mg) 243,00 Vitamin B1 (gr) 0,80 Vitamin B6 (gr) 0,16 Asam Nicolenat 6,20 Kalsium 14,00 Fosfor 200,00 Sumber : (http://www.sni.karkas ayam pedaging), [07-05-2008].
Peternak dapat meminta daftar produktivitas atau prestasi bibit yang dijual
di Poultry Shop untuk menentukan pilihan strain yang akan dipelihara. Berbagai macam strain ayam pedaging yang beredar di pasar adalah Super 77,
Tegel 70, ISA, Kim Cross, Lohman 202, Hyline, Vdett, Missouri, Hubbard, Shaver Starbro, Pilch, Yabro, Goto, Arbor arcres, Tatum, Indian river, Hybro, Cornish, Brahma, Langs dan hans, Hypeco-Broiler, Ross, Marshall ‘m’, Euribrid, A.A 70, H&N, Sussex, Bromo, dan CP 707 (Priyatno, 2003).
Produk Karkas Ayam Pedaging (Chicken Broiler Carcasses)
Produk karkas ayam pedaging adalah bobot tubuh ayam setelah dipotong dikurangi kepala, kaki, darah, bulu dan organ dalam. Mutu produk karkas ayam pedaging dipengaruhi oleh faktor sebelum pemotongan, antara lain genetik spesies, bangsa, tipe ternak, jenis kelamin, umur dan pakan serta proses sebelum pemotongan, diantaranya metode pelayuan, stimulasi listrik, metode pemasakan, pH karkas, bahan tambahan termasuk enzim pengempuk daging, hormon, antibiotik, lemak intramuskular atau marbling, metode penyimpanan, dan preservasi serta macam otot daging (Abubakar, 2003).
Klasifikasi produk karkas ayam pedaging berdasarkan cara penanganannya, dibedakan menjadi tiga kelompok sebagai berikut (http://www.sni.karkas ayam pedaging.pdf), [07-05-2008]:
1. Produk karkas segar ialah karkas segar yang baru selesai diproses selama tidak lebih dari enam jam dan tidak mengalami perlakuan lebih lanjut.
2. Produk karkas dingin segar ialah karkas segar yang segera didinginkan setelah diproses sehingga suhu di dalam daging mencapai antara 4 oC sampai 5 oC. 3. Produk karkas beku ialah karkas yang telah mengalami proses pembekuan
cepat (blast freezer) dengan suhu penyimpanan antara 12 oC sampai dengan suhu 18 oC.
Faktor mutu daging yang dimakan meliputi warna, keempukan dan tekstur, flavor dan aroma termasuk bau dan cita rasa serta kesan jus daging. Lemak intramuskuler dan susut masak (cooking loss) adalah berat daging yang hilang selama pemasakan atau pemanasan, retensi cairan, dan pH daging ikut menentukan mutu daging. Kualifikasi mutu produk karkas ayam didasarkan atas tingkat keempukan dagingnya. Ayam berdaging empuk adalah ayam yang daging karkasnya lunak, lentur, dan kulitnya bertekstur halus, sedangkan ayam dengan keempukan daging sedang umumnya mempunyai umur yang relatif tua dan kulitnya kasar. Kelas sedang meliputi ayam jantan umur kurang dari 10 bulan, kalkun betina dan jantan umur sekitar 12 sampai 15 bulan (http://www.sni.karkas ayam pedaging.pdf), [07-05-2008].
Ukuran produk karkas ditentukan berdasarkan bobotnya. Berdasarkan pembagian bobot produk karkas individual ditentukan oleh bobot
karkas itu sendiri. Ukuran produk karkas antara lain adalah (1) ukuran kecil 0,8 sampai 1,0 kg, (2) ukuran sedang 1,0 sampai 1,2 kg, (3) dan ukuran besar 1,2 sampai 1,5 kg. Berdasarkan cara pemotongan, produk karkas ayam pedaging
dibedakan menjadi lima bagian, antara lain adalah (1) karkas ayam utuh (whole chicken carcass), (2) potongan separuh (halves) karkas dibagi menjadi dua
potong sama besar, (3) potongan seperempat (quarters) karkas dibagi menjadi empat potong sama besar, (4) potongan bagian-bagian badan (chicken part atau cut-up), (5) debone atau boneless adalah karkas ayam pedaging tanpa tulang atau tanpa kulit dan tulang (http://www.sni.rpahigienis.pdf), [27-03-2008].
Menurut Standar Nasional Indonesia (SNI) Nomor 01-3924-1995, tingkatan mutu produk karkas ayam pedaging, baik yang segar, dingin segar dan beku dibagi dalam tiga tingkatan mutu yang dipengaruhi oleh beberapa faktor, antara lain adalah (1) konformasi; bentuk kerangka dan tubuh, terutama dada, paha dan punggung, (2) perdagingan; ketebalan daging pada tulang dada, paha, betis dan punggung, (3) perlemakan; penyebaran dan ketebalan lemak di bawah kulit, (4) keutuhan; ada tidaknya tulang yang patah atau hilang, persendian yang lepas, kulit yang sobek atau daging yang sobek maupun hilang, luka maupun adanya penebalan, (5) perubahan warna; ada tidaknya memar, bekas bakar (frozen burn) dan perubahan warna yang disebabkan mikroorganisme atau zat-zat kontaminan lain, (6) dan kebersihan; ada tidaknya bulu-bulu besar maupun bulu halus yang tertinggal atau kotoran yang menempel. Tingkatan mutu produk karkas ayam pedaging menurut SNI Nomor 01-3924-1995 dapat dilihat pada Tabel 4 (http://www.sni.karkas ayam pedaging.pdf), [07-05-2008]:
Tabel 4. Persyaratan Tingkatan Mutu Karkas Ayam Pedaging (SNI 01-3924-1995)
No Faktor Mutu Tingkatan Mutu 1 2 3 1 Konfirmasi Sempurna Boleh ada cacat sedikit tetapi
tidak pada bagian dada dan paha. Boleh cacat sedikit
2 Perdagingan Cukup Sedang Tipis
3 Perlemakan Tebal Cukup Tipis
4 Keutuhan Sempurna Tulang sempurna, kulit boleh sobek sedikit, tetapi tidak pada bagian dada.
Tulang boleh ada yang patah, ujung sayap boleh terlepas. Boleh ada kulit yang sobek, tetapi tidak terlalu lebar 5 Perubahan
Warna Bebas dari lemak dan
frozen burn
Boleh ada memar sedikit tetapi tidak pada bagian dada dan tidak ada frozen burn.
Boleh ada memar sedikit tetapi tidak ada frozen burn. 6 Kebersihan Bebas dari bulu
halus
Boleh ada bulu halus sedikit yang menyebar, tetapi tidak pada bagian dada.
Boleh ada bulu halus sedikit Sumber : (http://www.sni.karkas ayam pedaging.pdf), [07-05-2008].
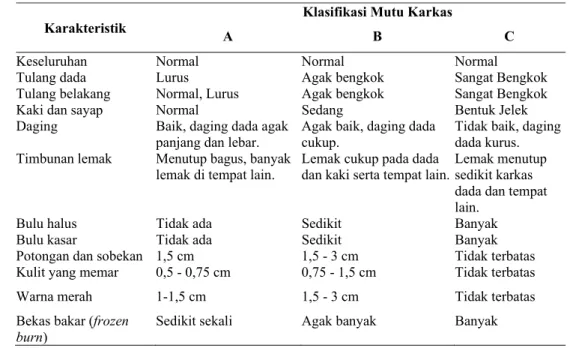
Standar mutu produk karkas ayam pedaging diklasifikasikan menjadi tiga bagian berdasarkan beberapa karakteristik (Tabel 5), antara lain adalah keseluruhan penampakan, tulang dada, tulang belakang, kaki dan sayap, daging, timbunan lemak, bulu halus, bulu kasar, potongan dan sobekan, kulit yang memar, warna merah, dan bekas bakar (frozen burn) (Abubakar, 2003).
Tabel 5. Standar Mutu Produk Karkas Ayam Pedaging
Karakteristik A B Klasifikasi Mutu Karkas C
Keseluruhan Normal Normal Normal
Tulang dada Lurus Agak bengkok Sangat Bengkok
Tulang belakang Normal, Lurus Agak bengkok Sangat Bengkok
Kaki dan sayap Normal Sedang Bentuk Jelek
Daging Baik, daging dada agak
panjang dan lebar. Agak baik, daging dada cukup. Tidak baik, daging dada kurus. Timbunan lemak Menutup bagus, banyak
lemak di tempat lain.
Lemak cukup pada dada dan kaki serta tempat lain.
Lemak menutup sedikit karkas dada dan tempat lain.
Bulu halus Tidak ada Sedikit Banyak
Bulu kasar Tidak ada Sedikit Banyak
Potongan dan sobekan 1,5 cm 1,5 - 3 cm Tidak terbatas Kulit yang memar 0,5 - 0,75 cm 0,75 - 1,5 cm Tidak terbatas
Warna merah 1-1,5 cm 1,5 - 3 cm Tidak terbatas
Bekas bakar (frozen
burn) Sedikit sekali Agak banyak Banyak
Ternak unggas mempunyai banyak manfaat bagi usaha rakyat bermitra maupun usaha mandiri (komersial), industri pengolahan makanan dan industri pengolahan non makanan. Hal ini dapat dilihat dari pohon industri ternak unggas dari hulu ke hilir (Gambar 1) (http://www.sni.rpahigienis.pdf), [27-03-2008].
Gambar 1. Pohon Industri Ternak Unggas (http://www.sni.rpahigienis.pdf), [27-03-2008]
Hilir 1. Unggas pedaging 2. Unggas petelur
3. RPU (rumah potong unggas) 1. Komersial terintegrasi
2. Usaha rakyat bermitra 3. Usaha mandiri (Komersial
& Usaha Rakyat)
Budidaya unggas: 1. Ayam ras pedaging 2. Ayam ras petelur 3. Ayam ras buras
Hulu 1. Industri pakan
2. Industri obat & vaksin hewan 3. Industri pembibitan
4. Peralatan peternakan
Produk olahan daging segar: 1. Bakso 2. Sosis 3. Corned 4. Abon 5. Nugget 6. Burger
Produk olahan telur segar: 1. Tepung Telur
2. Telur Asin Industri Pengolahan Makanan
Industri Pengolahan Non Makanan
Konsumsi rumah tangga: 1. Produk peralatan rumah tangga 2. Peralaan olah raga
Program Prasyarat (Prerequisite Programs)
Program prasyarat didefinisikan oleh CAC (2003) merupakan aktivitas-aktivitas dan kondisi-kondisi dasar untuk keamanan pangan yang diperlukan untuk memelihara sebuah lingkungan yang higienis di seluruh rantai pangan yang sesuai untuk produksi, penanganan dan penyediaan produk akhir yang aman untuk dikonsumsi. Good Manufacturing Practices (GMP) adalah suatu pedoman cara berproduksi makanan yang bertujuan agar produsen memenuhi persyaratan-persyaratan yang telah ditentukan untuk menghasilkan produk makanan bermutu, baik dan aman secara konsisten. GMP adalah persyaratan minimal sanitasi dan pengolahan yang harus diaplikasikan oleh produksi pangan. GMP merupakan titik awal untuk mengendalikan resiko keamanan pangan (Lukman, 2001).
Pada dasarnya GMP adalah sekumpulan prinsip yang dikembangkan oleh FDA (Food and Drugs Administration) dan pemimpin-pemimpin industri
makanan agar mempertahankan praktek manufacturing yang baik. GMP merupakan cara yang baik dan prasyarat untuk mengembangkan rencana Hazard Analysis Critical Control Point (HACCP). GMP terdiri dari
sepuluh prinsip, yaitu (1) menetapkan dan menulis prosedur-prosedur, (2) mengikuti prosedur-prosedur tertulis itu, (3) mendokumentasi ketaatan pada
praktek-praktek terbaik ke dalam prosedur-prosedur, (4) mendesain fasilitas dan peralatan yang konsisten, (5) memelihara fasilitas dan peralatan, (6) melakukan validasi terhadap setiap pekerjaan yang dilakukan, (7) menetapkan kriteria untuk kompetensi pekerjaan atau jabatan, (8) berupaya giat untuk memelihara kebersihan di seluruh area operasi atau pabrik, (9) mengembangkan cara
pengendalian komponen-komponen dari rencana yang ditetapkan, (10) dan melakukan audit kinerja secara periodik (Gaspersz, 2002).
Program prasyarat operasional didefinisikan sebagai prerequisite programs yang diidentifikasi dalam analisa biaya sebagai bagian penting untuk mengendalikan kemungkinan terjadinya kontaminasi, masuknya bahaya keamanan pangan atau pengembangbiakan bahaya keamanan pangan dalam produk atau lingkungan proses produksi. Program prasyarat tersebut termasuk pelatihan, seharusnya ditetapkan, dioperasikan sepenuhnya dan diverifikasi untuk memperlancar kesuksesan penerapan ISO 22000 (AS/NZS, 2001).
Penerapan HACCP diawali dengan penerapan ISO 22000 yang di dalamnya terdiri dari prinsip-prinsip HACCP serta perusahaan harus memiliki
program prasyarat seperti Good Higienic Practices berdasarkan The Codex General Principles of Food Hygiene, Codex Codes of Practice yang sesuai dan prasyaratan-prasyaratan keamanan pangan yang sesuai (CAC, 2003). The Codex
General Principles of Food Hygiene mengidentifikasikan prinsip-prinsip food hygiene yang diterapkan di seluruh rantai pangan untuk mencapai tujuan
dalam menjamin pangan yang aman dan layak untuk dikonsumsi (Silva, 2006).
Sanitation Standard Operating Procedure (SSOP)
Sanitation Standard Operating Procedure (SSOP) adalah prosedur tertulis yang harus digunakan oleh pemroses pangan untuk memenuhi kondisi dan praktek sanitasi. SSOP merupakan bagian penting dari program prasyarat untuk sistem Hazard Analysis Critical Control Point (HACCP). Program prasyarat perusahaan yang lain seperti penanganan keluhan konsumen dan program product recall juga dapat dimasukkan. SSOP didasarkan pada Current Good Manufacturing Practice (CGMP) yang bersifat wajib untuk perusahaan pangan dan importir di bawah yurisdiksi Food and Drugs Administration (FDA) (CAC, 2003).
Sanitasi adalah program prasyarat untuk kesuksesan implementasi dan pemeliharaan program HACCP. Sanitasi merupakan persyaratan mutlak bagi industri pangan dalam menjamin kemanan pangan, sebab sanitasi sangat berpengaruh terhadap mutu dan daya tahan produk. Sanitasi sebagai usaha pencegahan penyakit dengan mengatur faktor-faktor lingkungan yang berkaitan dalam rantai perpindahan penyakit. Program sanitasi yang baik akan mengendalikan bahaya biologi, kimia dan fisika di operasi pangan, sehingga jika tidak dimasukkan dalam program HACCP akan membebani program dan tidak akan dapat terlaksana dengan baik (Gaspersz, 2002).
Persyaratan sanitasi adalah standar kebersihan dan kesehatan yang harus dipenuhi sebagai upaya mematikan atau mencegah hidupnya mikroorganisme patogen dan mengurangi jasad renik lainnya agar pangan yang dihasilkan dapat dikonsumsi dengan tidak membahayakan kesehatan dan jiwa manusia (Silva, 2006).
Sistem Manajemen Keamanan Pangan (ISO 22000)
Sistem manajemen keamanan pangan (ISO 22000) adalah suatu sistem manajemen keamanan pangan yang dikeluarkan oleh The International
Organization for Standardization (ISO) pada tanggal 1 September 2005. ISO 22000 menetapkan persyaratan-persyaratan untuk sebuah sistem manajemen
keamanan pangan yang mengkombinasi unsur-unsur kunci yang sudah banyak
dikenal untuk menjamin keamanan pangan sepanjang rantai pangan, hingga ke konsumen. Unsur-unsur kunci tersebut adalah Komunikasi Interaktif,
Sistem Manajemen, Program Prasyarat (Prerequisite Programs) dan prinsip-prinsip Hazard Analysis Critical Control Point (HACCP) (CAC, 2003).
Komunikasi sepanjang rantai pangan sangat penting untuk memastikan bahwa semua bahaya keamanan pangan yang sesuai diidentifikasi dan dikendalikan dengan memadai pada setiap tahap dalam rantai pangan tersebut. Hal ini berarti bahwa organisasi harus melakukan komunikasi, baik dengan rantai pangan sebelumnya seperti pemasok maupun sesudahnya, yaitu konsumen. Komunikasi dengan konsumen dan pemasok berkaitan dengan langkah-langkah identifikasi dan pengendalian bahaya akan sangat membantu organisasi dalam memberikan penjelasan kepada pemasok tentang persyaratan-persyaratan bahan baku yang diperlukan maupun kepada konsumen tentang cara-cara penanganan produk yang dihasilkan oleh organisasi (Stanton, 2000).
Sistem keamanan pangan yang paling efektif adalah yang ditetapkan, dioperasikan dan diperbaharui di dalam kerangka sistem manajemen yang terstruktur dan dimasukkan ke dalam keseluruhan aktivitas manajemen dalam organisasi. Hal ini akan memberikan manfaat yang optimal untuk organisasi dan pihak-pihak yang terkait. ISO 22000 telah dikaitkan dengan ISO 9001 untuk meningkatkan kompatibilitas dari kedua standar tersebut (Silva, 2006).
Penerapan ISO 22000 diterapkan secara terpisah dari standar sistem manajemen yang lain, ataupun diintegrasikan dengan sistem manajemen yang sudah ada, misalnya dengan ISO 9001. ISO 22000 yang diintegrasikan ke dalam sistem manajemen yang sudah ada, membuat organisasi dapat memberdayakan sistem manajemen yang sudah diterapkan untuk mencakup manajemen keamanan pangan (Gaspersz, 2002).
Sistem HACCP terdiri dari tujuh prinsip, yaitu melakukan identikasi analisis bahaya dan pencegahannya, penetapan critical control point (CCP), penetapan Critical Limit untuk setiap CCP, menetapkan sistem untuk pemantauan atau memonitor pengendalian CCP, penetapan tindakan koreksi yang perlu diambil jika pemantauan menunjukkan bahwa CCP diluar kendali, penetapan dokumentasi untuk seluruh prosedur dan catatan yang sesuai dengan prinsip-prinsip dan penerapannya serta penetapan prosedur verifikasi untuk mengkonfirmasi bahwa sistem HACCP bekerja secara efektif, (Jouve, 2000).
Rencana HACCP dimaksudkan untuk memfokuskan perhatian pada Critical Control Point (CCP) yang paling mungkin mempengaruhi keamanan produk. Pendekatan ini memungkinkan pemerintah atau regulators
untuk mengevaluasi CCP sepanjang waktu melalui pengujian catatan-catatan pemantauan dan tindakan korektif yang telah dilakukan oleh suatu perusahaan. Program HACCP memasukkan elemen-elemen dari standar ISO 9000 dan peraturan sistem mutu seperti peninjauan ulang manajemen, pengendalian proses dan perubahan-perubahan, perencanaan mutu, tindakan preventif dan korektif, pemantauan proses, verifikasi dan validasi (Gaspersz, 2001).
ISO 22000 mengintegrasikan prinsip-prinsip sistem HACCP dan penerapan langkah-langkah yang dikembangkan oleh Codex Alimentarius
Commission (CAC). Analisa bahaya adalah kunci untuk sebuah sistem manajemen keamanan pangan yang efektif, karena dengan melakukan analisa bahaya akan membantu organisasi dalam menetapkan langkah-langkah pengendalian yang efektif. ISO 22000 memprasyaratkan bahwa semua bahaya yang ada dalam rantai pangan, termasuk bahaya yang terkait dengan tipe proses dan fasilitas yang digunakan diidentifikasi dan dikaji. Selama melakukan analisis bahaya, organisasi menentukan strategi yang digunakan untuk menjamin
pengendalian bahaya dengan mengkombinasikan program prasyarat, program prasyarat operasional dan rencana HACCP (Hayes dan Forsythie, 2001).
Program prasyarat didefinisikan sebagai kondisi-kondisi dan
aktivitas-aktivitas dasar yang diperlukan untuk memelihara lingkungan yang higienis di seluruh rantai pangan yang sesuai untuk proses produksi, penanganan dan penyediaan produk yang aman untuk dikonsumsi. Program prasyarat operasional
didefinisikan sebagai program prasyarat yang dalam analisa bahaya diidentifikasi
sebagai hal yang penting untuk mengendalikan kontaminasi, kemungkinan masuknya bahaya keamanan pangan atau perkembangbiakan
bahaya keamanan pangan dalam produk atau lingkungan proses (http://www.codexalimentarius,net), [12-03-2008].
Standar internasional dimaksudkan untuk mengharmonisasikan pada tingkat global persyaratan-persyaratan manajemen keamanan pangan untuk bisnis dalam rantai pangan. Hal ini terutama ditunjukkan untuk penerapan oleh
organisasi yang ingin mencari sistem manajemen keamanan pangan yang lebih fokus, satu kesatuan dan terintegrasi. Standar internasional menetapkan
persyaratan-persyaratan untuk sistem manajemen kemanan pangan dimana sebuah organisasi dalam rantai pangan perlu untuk mendemonstrasikan kemampuannya dalam mengendalikan bahaya keamanan pangan untuk memastikan bahwa pangan
yang dihasilkan adalah aman pada saat dikonsumsi oleh konsumen. Standar tersebut dapat diterapkan untuk seluruh organisasi, baik besar maupun kecil, yang terlibat dalam rantai pangan dan ingin menerapkan sistem yang secara konsisten memberikan produk yang aman (Hadiwiardjo, 2002).
Standar internasional di atas menetapkan persyaratan-persyaratan yang memungkinkan organisasi untuk melakukan hal-hal berikut (CAC, 2003):
a. Merencanakan, menerapkan, mengoperasikan, memelihara dan memperbaharui sebuah sistem manajemen keamanan pangan yang
dimaksudkan untuk memberikan produk yang aman untuk konsumen.
b. Mendemonstrasikan kesesuaian dengan peraturan-peraturan dan perundang-undangan tentang keamanan pangan yang berlaku.
c. Mengevaluasi dan mengkaji persyaratan-persyaratan konsumen dan mendemonstrasikan kesesuaian dengan persyaratan-persyaratan yang telah disetujui dengan konsumen yang terkait dengan keamanan pangan, untuk meningkatkan kepuasan konsumen.
d. Secara efektif mengkomunikasikan persoalan keamanan pangan ke pemasok, konsumen dan pihak-pihak lain yang relevan dengan rantai pangan.
e. Memastikan bahwa organisasi memenuhi kebijakan keamanan pangan yang telah ditetapkan.
f. Mendemonstrasikan kesesuaian dengan persyaratan standar internasional kepada pihak-pihak terkait.
g. Mencari sertifikasi atau registrasi atas sistem manajemen kemanan pangan yang telah diterapkan oleh lembaga sertifikasi atau membuat deklarasi sendiri atas kesesuaian dengan standar internasional (CAC, 2003).
Persyaratan-persyaratan dalam ISO 22000 bersifat umum dan ditujukan agar dapat diterapkan pada seluruh organisasi dalam rantai pangan tidak memandang besar kecilnya organisasi maupun kompleksitasnya. Hal ini termasuk organisasi yang secara langsung maupun tidak langsung terlibat dalam satu atau
lebih tahap dalam rantai pangan (http://www.codexalimentarius.net), [12-03-2008].
ISO 22000 telah didesain untuk bekerja secara harmonis dengan ISO 9001 dan standar-standar pendukungnya. ISO 9001 memberikan persyaratan-persyaratan untuk sebuah sistem manajemen mutu yang dapat digunakan untuk
penerapan internal oleh organisasi, atau untuk sertifikasi, atau untuk tujuan kontrak. ISO 9001 fokus pada keefektifan dari sistem manajemen mutu
dalam memenuhi persyaratan konsumen. ISO 22000 memberikan elemen-elemen penting dari sebuah sistem manajemen keamanan pangan untuk tujuan yang serupa dengan ISO 9001 (ISO 2005) (http://www.brsltd.org), [04-04-2008].
Sistem Manajemen Mutu (ISO 9001)
Standar ISO 9000 series dikembangkan untuk membantu organisasi, dari semua tipe dan ukuran, untuk menerapkan dan mengoperasikan sistem manajemen mutu. Standar di atas terdiri dari hal-hal berikut (http://www.codexalimentarius.net), [12-03-2008]:
1. ISO 9000, mendeskripsikan dasar-dasar dari sistem manajemen mutu dan menetapkan terminologi untuk sistem manajemen mutu.
2. ISO 9001, menetapkan persyaratan-persyaratan untuk sebuah sistem manajemen mutu yang mana sebuah organisasi perlu untuk mendemonstrasikan kemampuannya untuk menyediakan produk yang memenuhi persyaratan konsumen dan persyaratan-persyaratan perundangan yang berlaku dan dimaksudkan untuk meningkatkan kepuasan konsumen.
3. ISO 9004, memberikan panduan yang mempertimbangkan efektifitas dan efisiensi dari sistem manajemen mutu. Maksud dari standar di atas adalah perbaikan kinerja organisasi dan kepuasan konsumen dari pihak-pihak lain yang terkait.
4. ISO 19011, memberikan panduan dalam audit mutu sistem manajemen lingkungan.
Standar-standar tersebut secara bersama-sama membentuk standar-standar sistem manajemen mutu yang saling berkaitan satu sama lain yang memfasilitasi
dan saling pengertian dalam perdagangan nasional dan internasional. Delapan prinsip-prinsip manajemen mutu telah diidentifikasi dapat digunakan
oleh manajemen puncak untuk mengarahkan organisasi kearah perbaikan kinerja. Kedelapan prinsip manajemen mutu dalam ISO 9000 series tersebut adalah sebagai berikut (AS/NZS 2001):
a. Fokus Pada Konsumen
Organisasi bergantung pada konsumen mereka dan oleh karenanya harus memahami kebutuhan konsumen saat ini dan yang akan datang, memenuhi persyaratan-persyaratan konsumen dan berupaya untuk melebihi harapan konsumen.
b. Kepemimpinan
Para pimpinan menetapkan arah dan tujuan organisasi. Mereka perlu menciptakan dan memelihara lingkungan internal, sehingga orang-orang dapat terlibat secara penuh dalam mencapai tujuan organisasi.
c. Keterlibatan Orang
Orang pada semua tingkatan sangat penting dalam sebuah organisasi dan keterlibatan penuh mereka memungkinkan kemampuan mereka digunakan untuk manfaat organisasi.
d. Pendekatan Proses
Hasil yang diinginkan dapat dicapai lebih efisien jika aktifitas dan sumberdaya terkait dikelola sebagai sebuah proses.
e. Pendekatan Sistem Manajemen
Identifikasi, pemahaman dan pengelolaan proses-proses yang saling terkait sebagai sebuah sistem berkontribusi terhadap efektifitas dan efisiensi organisasi dalam mencapai tujuannya.
f. Perbaikan Berkelanjutan
Perbaikan berkelanjutan dari kinerja organisasi secara keseluruhan seharusnya menjadi tujuan permanen dari organisasi.
g. Pendekatan Faktual Dalam Pengambilan Keputusan
Keputusan yang efektif didasarkan pada analisa data dan informasi. h. Hubungan Dengan Pemasok Yang Saling Menguntungkan
Sebuah organisasi dan para pemasoknya akan saling tergantung dalam hubungan yang saling menguntungkan dan meningkatkan kemampuan kedua pihak dalam menciptakan sebuah nilai.
Pendekatan untuk pengembangan dan penerapan sebuah sistem manajemen mutu terdiri dari beberapa langkah diantaranya adalah sebagai berikut (Muhandri dan Kadarisman, 2006):
a. Penentuan kebutuhan dan harapan konsumen dan pihak-pihak lain yang terkait.
b. Penetapan kebijakan mutu dan sasaran mutu organisasi.
c. Penentuan proses dan tanggung jawab yang diperlukan untuk mencapai sasaran mutu.
d. Penetapan dan penyediaan sumber daya yang diperlukan untuk mencapai sasaran mutu.
e. Penetapan metode-metode untuk mengukur efektifitas dan efisiensi dari setiap proses.
f. Penetapan metode-metode pengukuran untuk menentukan efektifitas dan efisiensi dari setiap proses.
g. Penentuan cara-cara pencegahan ketidaksesuaian dengan menghilangkan penyebabnya.
h. Penetapan dan penerapan sebuah proses untuk perbaikan berkesinambungan dari sistem manajemen mutu.
Pengembangan Sistem Manajemen Keamanan Pangan (ISO 22000) Berbasis Dokumentasi Sistem Manajemen Mutu (ISO 9001)
Bagi perusahaan yang sudah menerapkan ISO 9001 namun akan menerapkan sistem manajemen keamanan pangan (ISO 22000), maka jika penerapannya dilakukan secara terpisah akan menyebabkan ketidakefisienan dalam penerapannya. Hal ini karena perusahaan harus mengelola dua buah sistem secara terpisah, pada hakekatnya diintegrasikan menjadi sebuah sistem manajemen yang dapat mencakup baik untuk kepentingan mutu maupun keamanan pangan. Untuk melakukan integrasi antara sistem manajemen keamanan pangan (ISO 22000) dan sistem manajemen mutu (ISO 9001) dapat dilakukan sebagai berikut (AS/NZS, 2001):
1. Kebijakan dan Sasaran
Kebijakan perusahaan mencakup komitmen dari manajemen dalam mutu
dan keamanan. Sasaran yang terukur ditetapkan terkait dengan mutu dan keamanan pangan untuk mendukung kebijakan perusahaan tersebut.
2. Perwakilan Manajemen
Satu orang dapat ditunjuk sebagai wakil dari manajemen puncak di dalam
setiap persoalan yang terkait dengan mutu dan keamanan pangan (jika kompetensinya sesuai).
3. Dokumentasi
Manual perusahaan mencakup aspek mutu dan keamanan pangan. Banyak prosedur terkait dapat dikelola dalam dokumen gabungan.
4. Audit
Lingkup internal audit mencakup baik mutu maupun keamanan pangan. External audit, baik sertifikasi maupun surveillance visit dapat dilakukan sekaligus untuk ISO 9001 dan ISO 22000.
5. Tinjauan Manajemen
Masukan dan keluaran dari tinjauan manajemen akan mencakup topik mutu dan keamanan pangan yang terkait.
Agar manual perusahaan mencakup aspek mutu dan aspek keamanan pangan, maka klausul-klausul yang berlaku baik untuk sistem manajemen mutu (ISO 22000) dan sistem manajemen mutu (ISO 9001) harus dicakup seluruhnya
dalam manual perusahaan tersebut. Menurut Silva (2006) hal ini merupakan acuan dalam penyusunan manual perusahaan agar mencakup klausul-klausul dari kedua sistem yang akan diintegrasikan sehingga dapat berjalan bersama dalam pengembangan sistem manajemen mutu.
Hazard Analysis Critical Control Point (HACCP)
Hazard Analysis Critical Control Point (HACCP) adalah suatu pendekatan produksi pangan yang higienis dengan pencegahan masalah. Proses produksi dievaluasi terhadap bahaya dan resiko yang terkait (Hayes dan Forsythie, 2001). Gaspersz (2002) mendefinisikan sistem HACCP sebagai sistem manajemen mutu yang secara efektif dan efisien menjamin keamanan hasil-hasil pertanian sampai menjadi makanan siap santap yang fokus pada pencegahan masalah untuk menjamin produksi produk-produk pangan yang aman untuk dikonsumsi. Hal ini didasarkan pada penerapan common-sense dari prinsip-prinsip teknik dan ilmu pengetahuan.
Sistem HACCP yang sistematis dan science based dapat mengidentifikasikan bahaya-bahaya spesifik dan langkah-langkah pengendaliannya untuk menjamin keamanan pangan. HACCP adalah sebuah tool untuk mengkaji bahaya dan menetapkan sistem pencegahan yang bergantung pengendalian yang fokus daripada pencegahan daripada bergantung daripada pengujian produk jadi. Setiap sistem HACCP mampu mengakomodasi perubahan, seperti disain peralatan yang maju, prosedur pemrosesan atau perkembangan teknologi (CAC, 2003).
HACCP dapat diterapkan di seluruh rantai pangan dari produksi primer hingga konsumen akhir dan penerapannya seharusnya dipandu oleh bukti ilmiah dari resiko terhadap kesehatan manusia. Penerapan HACCP dapat memberikan manfaat signifikan yang lain, disamping meningkatkan keamanan pangan. Penerapan sistem HACCP dapat membantu pengawasan oleh pihak berwenang dan meningkatkan kepercayaan konsumen dalam keamanan pangan (http://www.europa.eu.int/comm/food index), [01-03-2008].
Kesuksesan penerapan HACCP memerlukan komitmen penuh dan keterlibatan dari manajemen dan seluruh karyawan. Hal ini memerlukan pendekatan multidisiplin. Multidisiplin seharusnya termasuk, jika sesuai ahli dalam bidang agronomi, kesehatan veteriner, produksi, mikrobiologi, kedokteran, kesehatan masyarakat, teknologi pangan, kesehatan lingkungan, kimia dan teknik dan lain sebagainya. Penerapan HACCP adalah cocok dengan penerapan sistem manajemen mutu, seperti ISO 9001 (Stanton, 2000).
Untuk semua tipe bisnis pangan, awareness dan komitmen manajemen
sangat perlu untuk penerapan sebuah sistem HACCP yang efektif. Efektifitas tersebut akan bergantung pada manajemen dan karyawan yang
memiliki keahlian dan pengetahuan tentang HACCP. Sistem identifikasi bahaya, evaluasi dan operasi berikutnya dalam mendesain dan menerapkan sistem HACCP, pertimbangan harus diberikan pada bahan baku, bahan penunjang, praktek pabrikasi pangan, peran proses pabrikasi hingga pengendalian bahaya, seperti pengguna akhir dari produk, kelompok konsumen yang dituju dan bukti epidemologi terkait dengan keamanan pangan. Maksud sistem HACCP adalah fokus pada pengendalian Critical Control Point (CCP). Desain ulang dari operasi seharusnya dipertimbangkan jika bahaya yang harus dikendalikan, diidentifikasi namun tidak ada CCP yang ditemukan (Hermawan, 2005).
Masalah keamanan pangan merupakan masalah penting dan perlu
mendapat perhatian khusus dalam program pengawasan pangan. Pengawasan pangan yang mengandalkan pada uji produk akhir tidak dapat
mengimbangi kemajuan yang pesat dalam industri pangan dan tidak dapat menjamin keamanan makanan yang beredar di pasaran, oleh karena itu dikembangkan suatu sistem jaminan keamanan pangan yang disebut Analisis Bahaya dan Pengendalian Titik Kritis (Hazard Analysis Critical Control Point) yang merupakan suatu tindakan preventif yang efektif untuk menjamin keamanan pangan. Menurut Gaspersz (2002), sistem ini mencoba untuk mengidentifikasi berbagai bahaya yang berhubungan dengan suatu keadaan pada saat pembuatan, pengolahan atau penyiapan makanan, menilai resiko-resiko yang terkait dan menentukan kegiatan dimana prosedur pengendalian akan berdaya guna, sehingga prosedur pengendalian lebih diarahkan pada kegiatan tertentu yang
penting dalam menjamin keamanan makanan. Pendekatan HACCP akan
membantu dalam perencanaan berbagai kegiatan keamanan makanan dan pendidikan kesehatan yang memusatkan perhatian pada berbagai bahaya yang
berhubungan dengan jenis makanan yang dikonsumsi, makanan yang diolah dan disiapkan.
Menurut Sudarmaji (2005), terdapat 12 tugas-tugas yang dapat dilakukan dalam HACCP. Tugas-tugas dalam urutan logis tersebut adalah sebagai berikut: 1. Membentuk Tim HACCP
Tim terdiri dari multidisiplin seperti bidang teknik, produksi, sanitasi, mikrobiologi pangan dan jaminan mutu.
2. Mendeskripsikan Produk dan Cara Distribusinya
Digunakan untuk menentukan kemungkinan terjadinya bahaya, menaksir resiko dan mengembangkan tindakan pencegahan yang efektif.
3. Identifikasi Pengguna yang Dituju
Mengidentifikasi konsumen pengguna, apakah untuk konsumen umum atau untuk golongan konsumen yang peka seperti manula, bayi, wanita hamil, orang sakit atau orang dengan dayatahan terbatas.
4. Membuat Diagram Alir
Diagram alir harus menyeluruh, meliputi seluruh tahapan dalam proses.
Dalam diagram alir dapat dimasukkan tahap-tahap sebelum dan sesudah pengolahan.
5. Konfirmasi Diagram Alir di Lapangan
Dikonfirmasi oleh tim HACCP, diperiksa kelengkapan diagram alir dan jika perlu dilakukan modifikasi.
6. Prinsip 1 : Identifikasi Analisis Bahaya dan Cara Pencegahannya
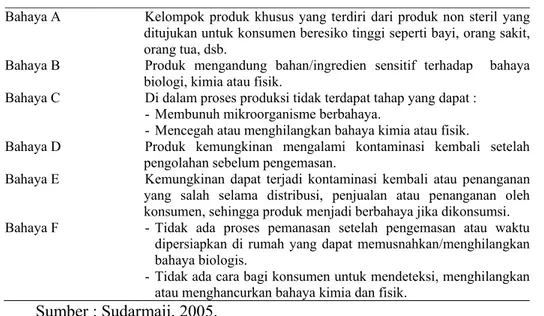
Mengidentifikasi bahaya-bahaya potensial yang mungkin timbul yang berhubungan dengan produksi makanan mulai dari pemeliharaan, pemanenan, penanganan pemilihan ingredien dan bahan tambahan, pengolahan, penyimpanan, distribusi, pemasaran, penghidangan dan konsumsi. Menyelidiki kemungkinan bahaya-bahaya yang ada dan menetapkan cara pencegahan untuk mengendalikannya. Kelompok bahaya dapat di golongkan menjadi enam kelompok, seperti terlihat pada Tabel 6.
Tabel 6. Pengelompokan Bahaya Produk Berdasarkan Karakteristiknya
Kelompok Bahaya Karakteristik Bahaya
Bahaya A Kelompok produk khusus yang terdiri dari produk non steril yang ditujukan untuk konsumen beresiko tinggi seperti bayi, orang sakit, orang tua, dsb.
Bahaya B Produk mengandung bahan/ingredien sensitif terhadap bahaya biologi, kimia atau fisik.
Bahaya C Di dalam proses produksi tidak terdapat tahap yang dapat : - Membunuh mikroorganisme berbahaya.
- Mencegah atau menghilangkan bahaya kimia atau fisik.
Bahaya D Produk kemungkinan mengalami kontaminasi kembali setelah pengolahan sebelum pengemasan.
Bahaya E Kemungkinan dapat terjadi kontaminasi kembali atau penanganan yang salah selama distribusi, penjualan atau penanganan oleh konsumen, sehingga produk menjadi berbahaya jika dikonsumsi. Bahaya F - Tidak ada proses pemanasan setelah pengemasan atau waktu
dipersiapkan di rumah yang dapat memusnahkan/menghilangkan bahaya biologis.
- Tidak ada cara bagi konsumen untuk mendeteksi, menghilangkan atau menghancurkan bahaya kimia dan fisik.
Sumber : Sudarmaji, 2005.
7. Prinsip 2 : Penetapan Titik Kendali Kritis/Critical Control Point (CCP)
Menetapkan titik, prosedur atau tahap operasional yang dapat dikendalikan untuk menghilangkan atau mengurangi kemungkinan terjadinya bahaya. Tahap operasional adalah setiap tahapan dalam produksi makanan atau pengolahan termasuk di dalamnya bahan mentah, penanganan atau produksi, penyimpanan dan transportasi.
8. Prinsip 3 : Penetapan Batas Kritis/Critical Limit untuk setiap CCP
Menetapkan batas kritis yang harus dipenuhi pada setiap CCP yang telah ditetapkan, untuk menjamin bahwa CCP dapat dikendalikan dengan baik. Beberapa kriteria yang umum digunakan sebagai batas kritis adalah: suhu, waktu, kelembaban, nilai aw, nilai pH, klorin bebas, kesamaan, konsentrasi garam, keasaman dan viskositas.
9. Prinsip 4 : Pemantauan CCP atau monitoring
Menetapkan sistem atau prosedur untuk memantau pengendalian CCP dan batas kritis, termasuk pengamatan, pengukuran, pengujian dan pencatatan secara terjadwal.
10. Prinsip 5 : Tindakan Koreksi Terhadap Penyimpangan
Menetapkan tindakan koreksi yang harus dilakukan jika hasil pemantauan menunjukkan telah terjadi penyimpangan terhadap CCP dan batas kritis. Tindakan koreksi berbeda-beda tergantung dari tingkat resiko produk, semakin tinggi tingkat resiko produk, semakin cepat tindakan harus dilakukan. Tindakan koreksi terhadap penyimpangan dari batas kritis pada CCP dapat dilihat pada Tabel 7.
Tabel 7. Tindakan Koreksi Terhadap Penyimpangan Dari Batas Kritis CCP Tingkat
Resiko Tindakan Koreksi Produk
beresiko tinggi
- Produk tidak boleh diproses atau diproduksi sebelum semua penyimpangan dikoreksi atau diperbaiki
- Produk ditahan atau tidak dipasarkan dan diuji keamanannya. Jika keamanan produk tidak memenuhi syarat, perlu dilakukan tindakan koreksi/perbaikan yang tepat
Produk beresiko sedang
- Produk dapat diproses, tetapi penyimpangan harus diperbaiki dalam waktu singkat (dalam beberapa hari/minggu)
- Diperlukan pemantauan khusus sampai semua penyimpangan dikoreksi atau diperbaiki
Produk beresiko rendah
- Produk dapat diproses, penyimpangan harus dikoreksi atau diperbaiki jika waktu memungkinkan
- Status resiko rendah tidak berubah menjadi resiko sedang atau tinggi Sumber : Sudarmaji, 2005.
11. Prinsip 6 : Penetapan Dokumentasi dan Pemeliharaan
Menyusun dokumen yang mencakup semua prosedur dan catatan yang tepat mengenai prinsip dan penerapan HACCP untuk mengarsipkan rancangan HACCP.
12. Prinsip 7 : Penetapan Prosedur Verifikasi
Verifikasi merupakan kegiatan evaluasi terhadap program atau rancangan HACCP untuk membuktikan bahwa sistem HACCP yang diterapkan bekerja secara efektif.
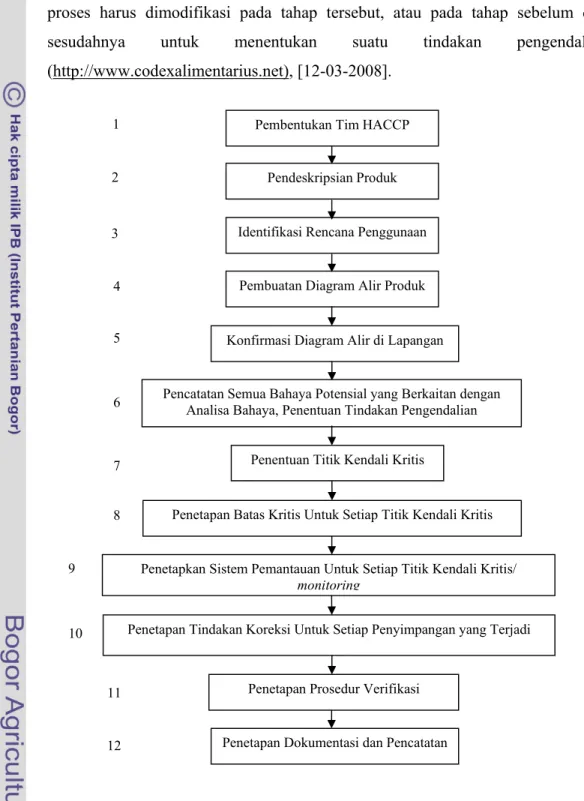
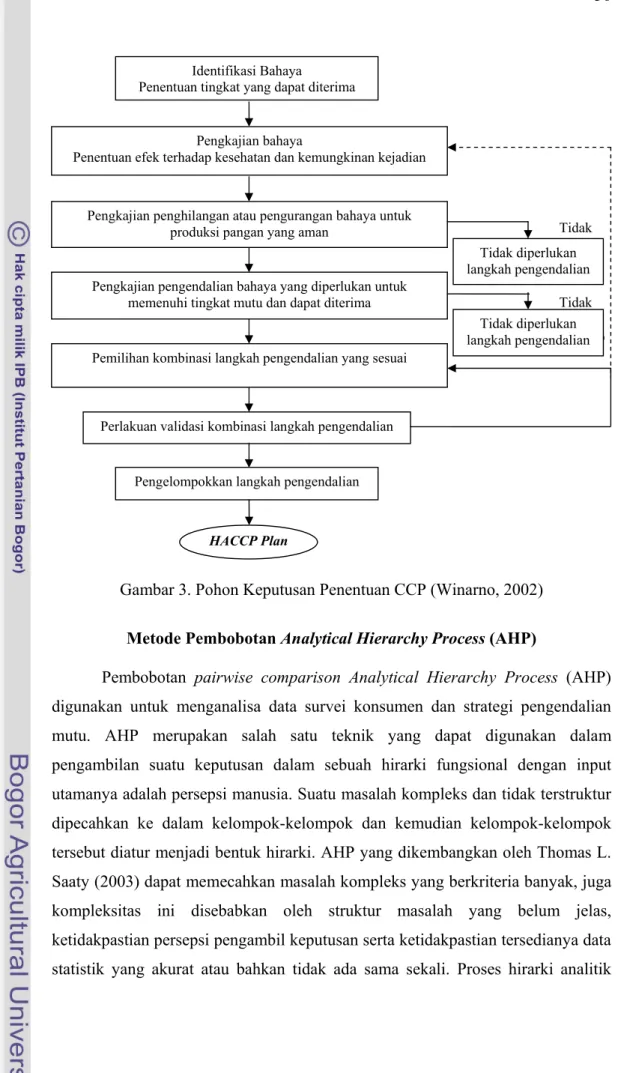
Aplikasi prinsip-prinsip HACCP terdiri dari tugas-tugas dalam urutan logis (Gambar 2). Dalam mengendalikan bahaya yang sama, mungkin terdapat lebih dari satu CCP pada saat pengendalian dilakukan. Penentuan CCP pada sistem HACCP menggunakan pohon keputusan penentuan CCP seperti pada Gambar 3, yang menyatakan pendekatan pemikiran yang logis. Penerapan pohon keputusan harus fleksibel, tergantung apakah operasi tersebut produksi,
penyembelihan, pengolahan, penyimpanan, distribusi atau lainnya. Jika suatu bahaya telah teridentifikasi pada suatu tahap dimana pengendalian penting untuk keamanan dan tanpa tindakan pengendalian pada tahap tersebut, maka produk atau proses harus dimodifikasi pada tahap tersebut, atau pada tahap sebelum dan sesudahnya untuk menentukan suatu tindakan pengendalian (http://www.codexalimentarius.net), [12-03-2008].
Gambar 2. Urutan Logis Untuk Penerapan HACCP (Gaspersz, 2002) 10 Penetapan Tindakan Koreksi Untuk Setiap Penyimpangan yang Terjadi
Pembentukan Tim HACCP
Pendeskripsian Produk
Penentuan Titik Kendali Kritis
Penetapan Dokumentasi dan Pencatatan
Penetapkan Sistem Pemantauan Untuk Setiap Titik Kendali Kritis/
monitoring
Identifikasi Rencana Penggunaan
Pencatatan Semua Bahaya Potensial yang Berkaitan dengan Analisa Bahaya, Penentuan Tindakan Pengendalian
Konfirmasi Diagram Alir di Lapangan
Penetapan Batas Kritis Untuk Setiap Titik Kendali Kritis Pembuatan Diagram Alir Produk
Penetapan Prosedur Verifikasi 1 2 3 4 5 6 7 8 9 11 12
Tidak
YES
Tidak NO
Gambar 3. Pohon Keputusan Penentuan CCP (Winarno, 2002)
Metode Pembobotan Analytical Hierarchy Process (AHP)
Pembobotan pairwise comparison Analytical Hierarchy Process (AHP) digunakan untuk menganalisa data survei konsumen dan strategi pengendalian mutu. AHP merupakan salah satu teknik yang dapat digunakan dalam pengambilan suatu keputusan dalam sebuah hirarki fungsional dengan input utamanya adalah persepsi manusia. Suatu masalah kompleks dan tidak terstruktur dipecahkan ke dalam kelompok-kelompok dan kemudian kelompok-kelompok tersebut diatur menjadi bentuk hirarki. AHP yang dikembangkan oleh Thomas L. Saaty (2003) dapat memecahkan masalah kompleks yang berkriteria banyak, juga kompleksitas ini disebabkan oleh struktur masalah yang belum jelas, ketidakpastian persepsi pengambil keputusan serta ketidakpastian tersedianya data statistik yang akurat atau bahkan tidak ada sama sekali. Proses hirarki analitik
Identifikasi Bahaya Penentuan tingkat yang dapat diterima
Pengkajian bahaya
Penentuan efek terhadap kesehatan dan kemungkinan kejadian
Pengelompokkan langkah pengendalian
Pengkajian penghilangan atau pengurangan bahaya untuk produksi pangan yang aman
Perlakuan validasi kombinasi langkah pengendalian Pemilihan kombinasi langkah pengendalian yang sesuai Pengkajian pengendalian bahaya yang diperlukan untuk
memenuhi tingkat mutu dan dapat diterima
HACCP Plan
Tidak diperlukan langkah pengendalian
Tidak diperlukan langkah pengendalian
merupakan suatu model yang luwes yang memberikan kesempatan bagi perorangan atau kelompok untuk membangun gagasan-gagasan dan mendefinisikan persoalan dengan cara membuat asumsi mereka masing-masing dan memperoleh pemecahan yang diinginkan (Saaty, 2003).
Langkah-langkah dalam metode AHP meliputi hal-hal berikut (Saaty, 2003):
1. Mendefinisikan masalah dan menentukan solusi yang diinginkan.
2. Membuat struktur hirarki yang diawali dengan tujuan umum, dilanjutkan dengan subtujuan-subtujuan, kriteria dan kemungkinan
alternatif-alternatif pada tingkatan kriteria yang paling bawah.
3. Membuat matriks perbandingan berpasangan yang menggambarkan kontribusi relatif atau pengaruh setiap elemen terhadap masing-masing tujuan atau kriteria yang setingkat di atasnya. Perbandingan dilakukan berdasarkan “judgment” dari pengambil keputusan dengan menilai tingkat kepentingan suatu elemen dibandingkan elemen lainnya.
4. Melakukan perbandingan berpasangan sehingga diperoleh judgment seluruhnya sebanyak n x [(n – 1)/2] buah, dengan n adalah banyaknya elemen yang dibandingkan.
5. Menghitung nilai eigen dan menguji konsistensinya, jika tidak konsisten maka pengambilan data diulangi.
6. Mengulangi langkah 3, 4, dan 5 untuk seluruh tingkat hirarki.
7. Menghitung vektor eigen dari setiap matriks perbandingan berpasangan. Nilai vektor eigen merupakan bobot setiap elemen. Langkah ini untuk mensintesis judgment dalam penentuan prioritas elemen-elemen pada tingkat hirarki terendah sampai pencapaian tujuan.
8. Memeriksa konsistensi hirarki. Jika nilainya lebih dari 10 persen maka penilaian data judgment harus diperbaiki.
Metode Quality Function Deployment (QFD)
Quality Function Deployment (QFD) merupakan metode perencanaan dan pengembangan produk secara terstruktur yang memungkinkan perusahaan mendefinisikan secara jelas kebutuhan dan harapan konsumen dan mengevaluasi kemampuan produk atau jasa secara sistematik untuk memenuhi kebutuhan dan harapan konsumen tersebut atau alat perencanaan yang digunakan untuk memenuhi harapan-harapan konsumen dengan merancang produk baru. Pendekatan disiplinnya terletak pada desain produk, rekayasa, produktifitas serta memberikan evaluasi mendalam terhadap suatu produk, sehingga jika diimplementasikan secara tepat dapat meningkatkan pengetahuan rekayasa, produktivitas dan mutu, mengurangi biaya, mengurangi waktu pengembangan produk serta perubahan-perubahan rekayasa seiring dengan kemajuan zaman dan permintaan konsumen. QFD juga merupakan suatu praktek untuk perbaikan proses yang memungkinkan perusahaan memenuhi harapan konsumen (Andrew dan Lee, 2007).
Menurut Gaspersz (2001), penilaian kinerja mutu produk dilaksanakan dengan alat analisis QFD yang merupakan suatu proses atau mekanisme terstruktur untuk menentukan kebutuhan konsumen dan menerjemahkan kebutuhan-kebutuhan itu kedalam kebutuhan teknis yang relevan, dimana masing-masing area fungsional dan tingkat organisasi dapat mengerti dan bertindak. QFD mencakup monitor dan pengendalian yang tepat dari proses operasional menuju sasaran. Alat utama dari proses QFD adalah matriks, dimana hasil-hasilnya dicapai melalui penggunaan tim antar departemen atau fungsional dengan mengumpulkan, menginterprestasi, mendokumentasikan dan memprioritaskan kebutuhan-kebutuhan konsumen.
Manfaat yang dapat diperoleh dari penerapan QFD adalah sebagai berikut (Sullivan dalam Ariani, 2000):
a. Customer-focused, yaitu mendapatkan input dan umpan balik dari konsumen mengenai kebutuhan dan harapan konsumen. Hal ini penting karena performasi suatu perusahaan tidak akan terlepas dari konsumen apalagi bila para pesaing juga melakukan hal yang sama.
b. Time-efficient, yaitu mengurangi waktu pengembangan produk. Program pengembangan produk akan difokuskan pada kebutuhan dan
harapan konsumen dengan menerapkan QFD.
c. Time-oriented, yaitu menggunakan pendekatan yang berorientasi pada kelompok. Semua keputusan didasarkan pada konsensus dan
keterlibatan semua orang dalam diskusi dan pengambilan keputusan dengan teknik brainstorming.
d. Documentation-oriented, yaitu menggunakan data dan dokumentasi yang berisi semua proses dan seluruh kebutuhan dan harapan konsumen. Data dan dokumentasi digunakan sebagai informasi mengenai kebutuhan dan harapan konsumen yang selalu diperbaiki dari waktu ke waktu.
Menurut Nasution (2004), titik awal dari QFD adalah konsumen serta keinginan dan kebutuhan dari konsumen itu. Pada penerapan QFD, hal ini disebut sebagai “suara dari konsumen”. Isu-isu utama dalam ”suara konsumen” antara lain adalah (1) memikirkan kebutuhan dan keinginan konsumen, (2) sebagai titik awal untuk merancang produk dan proses operasional, (3) berfokus dan mengendalikan proses, (4) harus dimonitor secara terus-menerus, (5) merupakan tanggung jawab
untuk semua area fungsional agar kebutuhan konsumen dapat dipahami, (6) dan memberikan basis untuk pengukuran kritis.
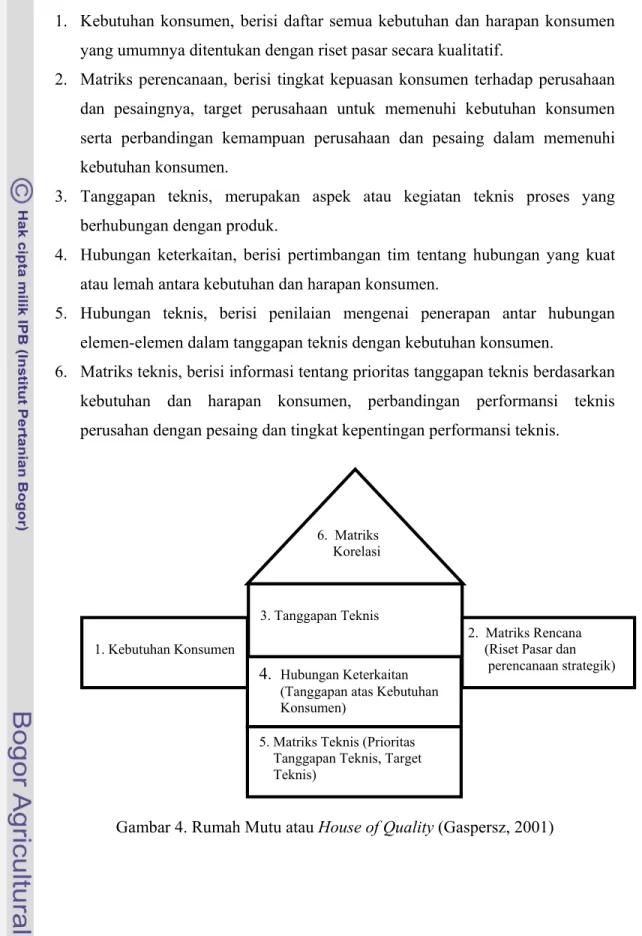
Matrix House of Quality (HOQ) atau rumah mutu adalah bentuk yang paling dikenal dari QFD. Matriks ini terdiri dari dua bagian utama, yaitu bagian horizontal dari matriks berisi informasi yang berhubungan dengan konsumen dan disebut dengan tabel konsumen, bagian vertikal dari matriks berisi informasi
teknis sebagai respon bagi input konsumen dan disebut tabel teknis (Technical Table) (Marsh, 2001).
Proses QFD dilaksanakan dengan menyusun sebuah matriks yang disebut rumah mutu atau The House of Quality (HOQ). Matriks ini menjelaskan apa saja yang menjadi harapan konsumen dan bagaimana memenuhinya. Matriks rumah mutu (Gambar 4) terdiri dari enam bagian, yaitu sebagai berikut (Gaspersz, 2001):
1. Kebutuhan konsumen, berisi daftar semua kebutuhan dan harapan konsumen yang umumnya ditentukan dengan riset pasar secara kualitatif.
2. Matriks perencanaan, berisi tingkat kepuasan konsumen terhadap perusahaan dan pesaingnya, target perusahaan untuk memenuhi kebutuhan konsumen serta perbandingan kemampuan perusahaan dan pesaing dalam memenuhi kebutuhan konsumen.
3. Tanggapan teknis, merupakan aspek atau kegiatan teknis proses yang berhubungan dengan produk.
4. Hubungan keterkaitan, berisi pertimbangan tim tentang hubungan yang kuat atau lemah antara kebutuhan dan harapan konsumen.
5. Hubungan teknis, berisi penilaian mengenai penerapan antar hubungan elemen-elemen dalam tanggapan teknis dengan kebutuhan konsumen.
6. Matriks teknis, berisi informasi tentang prioritas tanggapan teknis berdasarkan kebutuhan dan harapan konsumen, perbandingan performansi teknis perusahan dengan pesaing dan tingkat kepentingan performansi teknis.
Gambar 4. Rumah Mutu atau House of Quality (Gaspersz, 2001) 4. Hubungan Keterkaitan
(Tanggapan atas Kebutuhan Konsumen)
3. Tanggapan Teknis
5. Matriks Teknis (Prioritas Tanggapan Teknis, Target Teknis)
2. Matriks Rencana (Riset Pasar dan perencanaan strategik) 1. Kebutuhan Konsumen
6. Matriks Korelasi
Penelitian Terdahulu
Yusastra (1999), menganalisa sikap, harapan dan evaluasi konsumen terhadap mutu minuman teh dalam kemasan. Analisa dilakukan terhadap merek dan jenis minuman teh, harapan konsumen terhadap minuman teh kemasan yang ideal serta faktor yang mempengaruhi perbedaan harapan tersebut dengan menggunakan analisis sikap multi atribut Fishbein, uji General Linear Model, uji Korespondensi dan metode Quality Function Deployment (QFD). Kesimpulan yang diperoleh dari hasil penelitian tersebut adalah merek yang paling banyak dikonsumsi adalah teh botol sosro dengan jenis kemasan botol; responden tidak fanatik terhadap salah satu merek; tidak terdapat hubungan yang nyata antara sikap responden dengan umur, pengeluaran rata-rata dan jenis kelamin; harapan konsumen yang tertinggi adalah mudah didapat. Berdasarkan evaluasi konsumen diketahui bahwa Teh Botol Sosro memiliki kelebihan dalam hal kemudahan mendapatkan, rasa aroma dan warna yang sesuai tetapi aspek keamanan atau kesehatannya kurang; Tekita memiliki volume yang lebih besar tetapi rasanya kurang disukai konsumen; Hi-C memiliki kelebihan karena diperkaya dengan Na-askorbat tetapi rasanya yang asam kurang disukai; warna Hi-C dan Lipton yang mencolok juga kurang disukai konsumen.
Muspitawati (2002), mengkaji keinginan atau kebutuhan konsumen untuk mengembangkan strategi peningkatan mutu pada industri sayuran segar PT. Saung Mirwan, Ciawi Bogor. Metode QFD digunakan untuk menganalisa dan merumuskan keinginan konsumen yang dilengkapi dengan analisis statistika pengendalian mutu dan analisis Strong Weakness Opportunity Threats (SWOT). Kesimpulan yang diperoleh adalah analisa QFD menunjukkan bahwa kemampuan perusahaan dalam memenuhi keinginan dan harapan konsumen secara keseluruhan sudah cukup memuaskan dan jika dibandingkan dengan pesaing, produk yang dihasilkan memiliki mutu yang sama atau lebih baik. Kombinasi antara QFD dan pemantauan proses yang sesuai dapat digunakan sebagai dasar untuk merumuskan strategi peningkatan mutu produk sesuai keinginan konsumen dengan memperhatikan faktor internal dan eksternal perusahaan.
Asari (2003), meneliti tentang penerapan QFD dalam peningkatan manajemen mutu susu di KBPS Pangalengan, Bandung. Analisa dilakukan secara menyeluruh terhadap seluruh permasalahan yang mempengaruhi manajemen mutu dan mutu produk yang dihasilkan. Metode QFD digunakan untuk memformulasikan manajemen mutu dengan menyusun matriks House of Quality. Kesimpulan yang diperoleh antara lain kegiatan-kegiatan di dalam manajemen mutu adalah fokus pada konsumen, obsesi pada mutu, kerjasama tim, perbaikan sistem kerja secara berkesinambungan, pendidikan dan pelatihan serta keterlibatan dan pemberdayaan karyawan; faktor-faktor yang mempengaruhi mutu, yaitu metode, mesin atau peralatan, pengujian, dan bahan baku; sedangkan formulasi manajemen diperoleh dengan meningkatkan mutu bahan baku, melakukan efisiensi proses pengolahan, meningkatkan kerjasama dengan distributor melalui penambahan jumlah distributor baru, pengembangan pasar baru serta meluncurkan produk.
Lina Noersanti (2004), meneliti tentang penggunaan QFD dalam perancangan dan pengembangan produk Handle Liver. Metode yang digunakan adalah metode QFD. Kesimpulan yang diperoleh dari hasil analisa dengan metode QFD untuk kasus yang diteliti menghasilkan rancangan syarat-syarat teknis yang harus diprioritaskan penanganannya oleh perusahaan. Prioritas utama adalah dimension, berikutnya adalah material coat. QFD merupakan salah satu alat yang dapat menghubungkan antara keinginan konsumen dengan desain produk. QFD dapat membantu proses dengan menterjemahkan keinginan konsumen ke dalam syarat-syarat teknis yang harus diprioritaskan penanganannya oleh perusahaan. Penggunaan matriks HOQ dalam analisis memudahkan untuk melihat dan mengevaluasi faktor-faktor yang berpengaruh terhadap perancangan prioritas spesifikasi teknis suatu produk.
Indria Purwatiningrum (2007), meneliti tentang penerapan QFD pada pengembangan produk Extruded Snack. Metode yang digunakan adalah pendekatan garis tengah linier pada diagram Kano (attribute one-dimentional) memperlihatkan isu jenis kinerja. Diagram Kano sebagai model hubungan antara mutu yang diharapkan (satu dimensi) terhadap mutu attractive dan menggunakan metode QFD untuk menggambarkan proses maupun inisiatif redefinisi, dimana
kepentingan konsumen dilibatkan. Kesimpulan yang diperoleh bahwa untuk menghasilkan produk Extruded Snack yang memiliki daya saing, pihak industri perlu mengetahui attribut kunci pada produk yang dinilai penting oleh konsumen. Berdasarkan hasil penelitian, attribut mutu intrinsik yang dinilai penting oleh
responden adalah warna, rasa, aroma, kerenyahan dan masa simpan. Hasil pengamatan kondisi perusahaan saat ini, perlu diprioritaskan penelitian
mengenai optimasi proses, yaitu pencampuran bumbu (seasoning), suhu dan waktu pengeringan, perbaikan kemasan, dalam hal ini yang dimaksud adalah gambar kemasan yang lebih jelas dan perbaikan rantai distribusi produk.
Marline Sofiana Paendang (2006), meneliti tentang metode QFD dalam penentuan prioritas pelayanan pada perusahaan asuransi. Metode yang digunakan adalah metode QFD untuk memperoleh urutan prioritas pelayanan berdasarkan keinginan konsumen dan karakteristik teknis perusahaan dengan menggunakan matriks HOQ. Metode analisis kesesuaian digunakan untuk memperoleh urutan prioritas pelayanan berdasarkan tingkat kepentingan dan kepuasan konsumen (kinerja perusahaan). Kesimpulan yang diperoleh adalah QFD merupakan suatu alat yang menghubungkan antara keinginan konsumen dengan kemampuan perusahaan (karakteristik teknis). Proses QFD dengan menggunakan matriks HOQ dapat memudahkan dalam memperoleh faktor-faktor yang berpengaruh (prioritas) dalam proses produksi (pelayanan) berdasarkan keinginan konsumen dan kemampuan perusahaan. Hasil analisa mengenai prioritas pelayanan yang harus diperhatikan oleh perusahaan asuransi dengan menggunakan metode QFD adalah meningkatkan Sumber Daya Manusia (SDM), mendatangi konsumen secara langsung, menambah petugas dan tempat pelayanan, menyediakan fasilitas pendukung pelayanan, menjalin komunikasi dengan konsumen dan meningkatkan kesejahteraan petugas pelayanan. Terdapat perbedaan mengenai prioritas pelayanan dengan menggunakan metode QFD dan analisis kesesuaian. Hal ini disebabkan pada analisis kesesuaian penentuan prioritas hanya berdasarkan keinginan konsumen, sedangkan pada metode QFD penentuan prioritas didasarkan pada keinginan konsumen dan kemampuan perusahaan (karakteristik perusahaan).
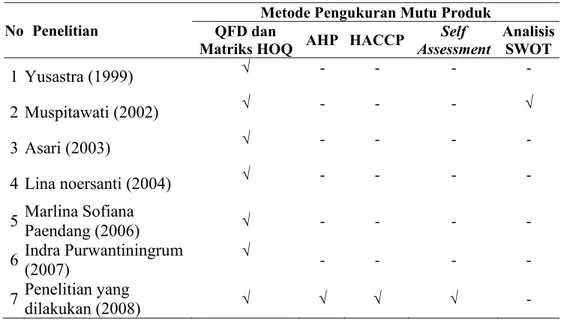
Pada penelitian ini dilakukan identifikasi faktor-faktor mutu produk karkas ayam pedaging PT. Sierad Produce, Tbk menurut konsumen dengan cara mengetahui keinginan dan persepsinya terhadap produk dan dianalisa dengan menggunakan beberapa metode, antara lain metode QFD dengan matriks HOQ, Analytical Hierarchy Process (AHP) untuk menentukan strategi yang tepat dalam menerapkan manajemen mutu, Hazard Analysis Critical Control Point (HACCP) untuk mengimplementasikan sistem manajemen mutu dan keamanan produk, serta metode Self Assessment pada penilaian Sistem Manajemen Mutu (ISO 9001:2000) dan Sistem Manajemen Kemanan Pangan (HACCP) dengan tujuan mencapai keunggulan daya saing industri pemotongan ayam pedaging melalui keunggulan produktivitas mutu. Perbandingan dan posisi penelitian yang dilakukan dapat dilihat pada Tabel 8.
Tabel 8. Perbandingan Metode yang Digunakan dalam Penelitian Terdahulu dengan Posisi Penelitian yang Dilakukan
No Penelitian
Metode Pengukuran Mutu Produk QFD dan
Matriks HOQ AHP HACCP
Self Assessment Analisis SWOT 1 Yusastra (1999) √ - - - - 2 Muspitawati (2002) √ - - - √ 3 Asari (2003) √ - - - - 4 Lina noersanti (2004) √ - - - -
5 Marlina Sofiana Paendang (2006) √ - - - -
6 Indra Purwantiningrum (2007) √ - - - -

![Gambar 1. Pohon Industri Ternak Unggas (http://www.sni.rpahigienis.pdf), [27-03-2008]](https://thumb-ap.123doks.com/thumbv2/123dok/4095350.3049582/12.918.168.699.261.901/gambar-pohon-industri-ternak-unggas-http-www-rpahigienis.webp)