BAB III
PENGUMPULAN DATA
3.1 DATA KOMPOSISI DAN SPESIFIKASI MESIN3.1.1 Spesifikasi Mesin Secara Umum
Dalam melakukan pengumpulan data Industri yang di jadikan tempat riset ini memiliki 15 buah mesin injeksi plastik dan beberapa mesin penunjang yaitu Cooling tower, Chiller, Mold Tempering Contol, Mixer, Crushing. Mesin tersebut berasal dari Jepang, Jerman, dan Taiwan. Spesifikasi dari tiap mesin dapat dilihat pada tabel di bawah.
Tabel 3.1 Daftar Mesin Penunjang pada Industri Plastik Injection
No. Nama Mesin Jumlah Unit
1 Cooling Tower 1
2 Chiller 1
3 Moulding Tempering Control 2
4 Mixer 2
Gambar 3.1 Area Proses Produksi Plastik Injection Plan 1 Sumber : Data Pribadi
Gambar 3.2 Flow Chart Efisiensi Konsumsi energi
START
Pengumpulan Data Mesin Injection Molding
Proses perhitung konsumsi energi pada tiap proses mesin Injection molding
Analisa hasil perhitungan
Perhitungan dan perbandingan
Tabel 3.2 Spesifikasi Mesin Injeksi Plastik di Industri Plastik Injection Moulding No . Clamp ing force
(ton) Brand Type
Total weight/ shot (gram) Tie-Bar H x V (mm) Mould
Thickness Ring size Locating (mm) Min mm Maxmm 1 515 Toshiba IS 515CNII 1650 870 X 810 350 800 125 2 80 FU CHIN SIN FS 80A 130 375 X 375 200 600 100 3 125 Toshiba IS 125CNII 230 450 X 450 300 600 100 4 130 Toshiba IS 130EC 180 460 X 460 150 190 100 5 150 Boy 150 T2 295 730 X 505 200 600 100 6 160 FU CHIN SIN FS 160EC 314 460 X 460 190 850 100 7 170 Toshiba IS 170EC 255 510 X 510 190 850 100 8 315 Nissei IS 315EC 570 535 X 426 250 450 100 9 350 Toshiba IS 350GC 855 730 X 730 300 950 125 10 450 Toshiba IS 450GSW 1160 870 X 870 250 850 125 11 550 Toshiba IS 550GSW 1780 965 X 965 300 950 125 12 650 Toshiba IS 650GSW 3980 960 X 960 400 950 125 13 800 Toshiba IS 800GTW 3980 1000 X 1060 500 1100 125 14 850 Toshiba IS 850GTW 3980 1060 X 1060 500 1100 125 15 530 Haitian HT 530 1780 1060 X 1060 500 1100 125
3.1.2 Spesifikasi Mesin Toshiba IS 850GT Tabel 3.3 Spesifikasi Mesin Toshiba IS 850GT
CLAMPING UNIT Clamping Force kN 8380 US Tons 850 Mold Opening Force kN 634 Distance Between Tie Rods mm 1060x1060 Clamp Stroke mm 1750 Open Daylight (Max.) mm 2250 Closed Daylight (Min. Mold) mm 500~1100 Ejection Force (Hydraulic) kN 242 Ejector Stroke mm 200 INJECTION Injection Unit
Code i81 i110
Barrel Code AT B AT B Screw Diameter mm 105 120 115 125 Injection Volume-Calculated cm 3 4320 5650 6560 7760 Injection Capacity PS g 3980 5200 6040 7140 Injection Pressure 1 MPa 183 140 173 146 2 MPa <136> - <118> - Injection Rate (Max.) 1 cm3/s 1010(840) 1320(1100) 1070(890) 1260(1050) 2 cm3/s <1355(1130)> - <1560(1300)> - Plasticzing Capacity PP kg/h - - - - PS 490 580 530 590 Nozzle Pressing Force kN 90 GENERAL Utilized Oil Quantity Q 1350 1350 1350 1350
Motor for Pump kW 55+55 55+55 55+55 55+55
Heater Capacity kW 57.2(47.6) 57.2(47.6) 59.8(49.2) 59.8(49.2) Machine
Dimensions
L m 9.0 9.0 10.1 10.1
3.1.3 Spesifikasi Mesin Toshiba IS 650GT-V21 Tabel 3.4 Spesifikasi Mesin Toshiba IS 650GT-V21
CLAMPING UNIT Clamping Force kN 6370 US Tons 650 Mold Opening Force kN 388 Distance Between Tie Rods mm 960x960 Clamp Stroke mm 1350 Open Daylight (Max.) mm 1800 Closed Daylight (Min. Mold) mm 450~950 Ejection Force (Hydraulic) kN 208 Ejector Stroke mm 200 INJECTION
Injection Unit Code i59 i81
Barrel Code AT B AT B Screw Diameter mm 95 105 105 120 Injection Volume-Calculated cm 3 3150 3850 4320 5650 Injection Capacit PS g 2900 3540 3980 5200 Injection Pressure 1 MPa 185 151 183 140 2 MPa <132> - <136> - Injection Rate (Max.) 1 cm3/s 784(653) 955(795) 790(660) 1035(860) 2 cm3/s <1090(910)> - <1060(880)> - Plasticzing Capacity PP kg/h - - - - PS 420 490 490 580 Nozzle Pressing Force kN 57 90 GENERAL
Utilized Oil Quantity Q 1000 1000 1000 1000
Motor for Pump kW 45+45 45+45 45+45 45+45
Heater Capacity kW 44.(36.8) 44.0(36.8) 57.2(47.6) 57.2(47.6) Machine
Dimensions
L m 7.9 8.0 8.6 8.6
3.1.4 Spesifikasi Mesin Toshiba IS 350GS Tabel 3.5 Spesifikasi Mesin Toshiba IS 350GS
CLAMPING UNIT
Clamping Force
kN 3430
US
Tons 350
Mold Opening Force kN 195
Distance Between Tie
Rods mm 730x730
Clamp Stroke mm 950
Open Daylight (Max.) mm 1250
Closed Daylight (Min.
Mold) mm 300
Ejection Force
(Hydraulic) kN 100
Ejector Stroke mm 125
INJECTION
Injection Unit Code i19 i27
Barrel Code AT B AT B Screw Diameter mm 60 70 70 80 Injection Volume-Calculated cm 3 930 1260 1480 1930 Injection Capacity PS g 855 1160 1360 1780 Injection Pressure 1 MPa 192 141 178 136 2 MPa <136> - <121> - Injection Rate (Max.) 1 cm3/s 377(313) 510(425) 405(340) 530(445) 2 cm3/s <530(440)> - <600(500)> - Plasticzing Capacity PP kg/h - - - - PS 220 261 261 340(305) Nozzle Pressing Force kN 57 GENERAL
Utilized Oil Quantity Q 1200 1200 1200 1200
Motor for Pump kW 45 45 45 45
Heater Capacity kW 21.6(18.0) 21.6(18.0) 22.3(18.5) 22.3(18.5) Machine
Dimensions
L m 6.3 6.6 7.1 7.1
3.2 Sepsifikasi Material Plastik
Gambar 3.3 Material biji Plastik Sumber : Data Pribadi
Material produksi merupakan bagian terpenting yang harus di perhatikan pada proses produksi di industri plastic injection moulding. Sebagian besar material polymer dapat diaplikasikan untuk proses ini, termasuk thermoplastik, thermoplastik yang di perkuat serat. thermoset, dan elastomer. Proses ini juga tidak terbatas oleh sifat viskositas, yaitu hampir segala viskositas dapat di proses dengan metode ini.
Parameter kualitas material yang perlu diperhatikan pada proses ini antara lain : • Melt Flow Rate
• Temperatur Leleh
• Heat Deflection Temperature • Sifat Mekanis
Aplikasidari proses produksi ini sangat beragam mulai dari produk-produk elektronik, otomotif, hingga produk senjata. Industry ini memiliki beberapa grade
injection yang masing-masing di bedakan berdasarkan jenis serbuk plastic/material dan jenis aditif yang di pergunakan.Berikut daftar material dan spesifikasi perlakuan yang di gunakan pada industry plastic injection moulding.
Tabel3.6 Daftar Material Industri dari pengamatan keseharian di pabrik
No . Bahan plastik Temp Barel °C Pengeringan (Drying),Hooper Screw speed Screw back press Temp °C jam RPM Kg / 1 AS ( Aacrylonitorile ) 200 ~ 260 80 ~ 85 2 ~ 4 0 ~ 150 5 ~ 20 2 ABS (Acrylenitrile Butadin Stylene ) 180 ~ 260 80 ~ 100 2 ~ 4 0 ~150 5 ~ 20 3 PS ( Poly Staylene ) 180 ~ 260 75 ~ 85 1 ~ 2 0 ~240 5 ~ 20 4 PVC (S) ( Poly Vynil Chloride (Soft) 100 ~ 190 0 ~110 5 ~ 15 5 PVC (H) (Poly Vynil Chloride (HARD) 200 ~ 260 0 ~90 5 ~ 15 6 PE (LD) Poly Ethylene (Low Density) 160 ~ 200 0 ~ 80 1 ~ 2 0 ~240 3 ~ 30 7 PE (HD) High Density 180 ~ 280 0 ~ 240 3 ~ 30 8 PP ( Poly Proplyne ) 180 ~ 280 0 ~ 80 1 ~ 2 0 ~ 240 3 ~ 30 9 PA ( 6 ) Poly Amid – 6 Nylon 235 ~ 280 80 ~ 100 2 ~ 10 0 ~150 3 ~ 15 10 PA ( 12 ) Poly Amid – 12 Nylon 235 ~ 280 80 ~ 100 2 ~ 10 0 ~150 3 ~ 15 11 PA ( 66 ) Poly Amid – 66 Nylon 250 ~ 300 80 ~ 110 2 ~ 10 0 ~150 3 ~ 15
12 PPO ( Poly Phenylene Oxide)
200 ~ 260 80 ~ 85 2 ~ 4 0 ~150 5 ~ 30 13 PPE ( Poly Phenylene
Ether ) 240 ~ 315 80 ~ 120 2 ~ 4 14 PBT ( Poly Butylene Telephtalate ) 230 ~ 280 120 ~ 140 3 ~ 5 15 POM ( Poly Oxy
Methylene) 175 ~ 210 80 ~ 90 2 ~ 4 0 ~110 2 ~ 20 16 PC ( Poly Carbonate ) 250 ~ 300 100 ~ 120 4 ~ 10 0 ~110 5 ~ 30 17 PSUL ( Poly Sulphine ) 340 ~ 370 145 ~
165
2 ~ 4 18 PES (Poly Ether
Sulphone )
340 ~ 370 145 ~ 165
2 ~ 4 19 PEI ( Poly Ether Imid ) 340 ~ 370 145 ~
165
2 ~ 4 20 PAR ( Poly Arylete ) 340 ~ 370 145 ~
165
2 ~ 4 21 PAI (Poly Amid Imid ) 340 ~ 370 145 ~
165 2 ~ 4 22 PPS ( Poly Phenylene Sulphide ) 340 ~ 370 145 ~ 165 2 ~ 4 23 PEEK ( Poly Ether
Ether Khethone ) 340 ~ 370 145 ~ 165 2 ~ 4 24 LPC ( X ) Liquid Chrystal (Vectra ) 360 ~ 390 120 ~ 150 8 ~ 25 LCP ( V ) Liquid Chrystal Polymer ( Ekonel ) 285 ~ 335 140 ~ 160 4 ~ 26 LCP ( E ) Liquid Chrystal Polymer ( Xydar ) 370 ~ 390 120 ~ 150 3 ~
Catatan:
- Untuk temperature barel harus di perhatikan benar dan harus sesuai benar dengan bahan dan temperature barel yang di tentukan.
- Cara menentukan barel di sesuaikan dengan temperature yang di perbolehkan atau di sesuaikan dengan gambaran dibawah ini sampai dengan menghasilkan produk yang standar.
Tabel 3.7 Daftar polimer yang biasadigunakan pada injection Moulding
Yield Elastic Heat deflection
strength Modulus temperature Cost Thermoplastic (MN/m2) (MN/m2) (°C) ($/kg) High-density 23 925 42 0.90 polyethylene High-impact 20 1900 77 1.12 polystyrene Acrylonitrile 41 2100 99 2.93 butadiene-styrene (ABS) Acetal 66 2800 115 3.01 (homopolymer) Polyamide 70 2800 93 4.00 (6/6 nylon) Polycarbonate 64 2300 130 4.36 Polycarbonate 90 5500 143 5.54 (30% glass) Modified 58 2200 123 2.75 polyphenylene oxide(PPO) Modified PPO 58 3800 134 4.84 (30% glass) Polypropylene 32 3300 88 1.17 (40% talc) Polyester 158 11.000 227 3.74 terephtalate (30% glass)
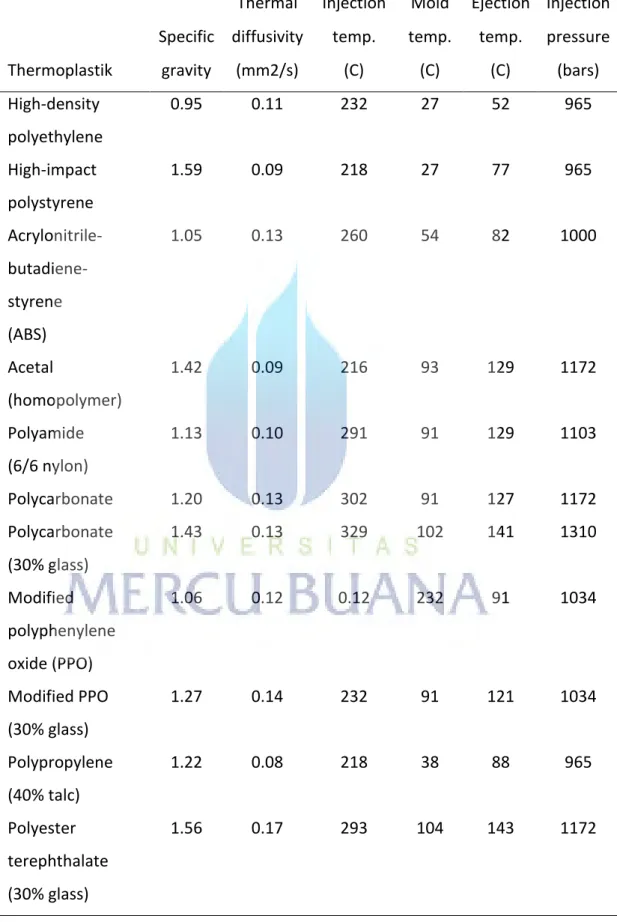
Tabel 3.8 Data Proses seleksi Polimer
Thermoplastik
Thermal Injection Mold Ejection Injection Specific diffusivity temp. temp. temp. pressure gravity (mm2/s) (C) (C) (C) (bars) High-density 0.95 0.11 232 27 52 965 polyethylene High-impact 1.59 0.09 218 27 77 965 polystyrene Acrylonitrile- 1.05 0.13 260 54 82 1000 butadiene-styrene (ABS) Acetal 1.42 0.09 216 93 129 1172 (homopolymer) Polyamide 1.13 0.10 291 91 129 1103 (6/6 nylon) Polycarbonate 1.20 0.13 302 91 127 1172 Polycarbonate 1.43 0.13 329 102 141 1310 (30% glass) Modified 1.06 0.12 0.12 232 91 1034 polyphenylene oxide (PPO) Modified PPO 1.27 0.14 232 91 121 1034 (30% glass) Polypropylene 1.22 0.08 218 38 88 965 (40% talc) Polyester 1.56 0.17 293 104 143 1172 terephthalate (30% glass)
3.3 KONSUMSI ENERGI MESIN INJEKSI
Distribusi konsumsi energi pada industry plastic injection moulding yang di jadikan pilot project memiliki sebarapa dalam bagian utama. Pemakaian energi tersebut masing-masing tersebar pada unit mesin injeksi, unit mesin penunjang, unit penerangan kantor dan luar pabrik, bagian tooling, dan assembly accu. Unit mesin injeksi merupakan bagian yang mengkonsumsi energy terbesar pada industry tersebut dan di jadikan sebagai objek utama dalam analisa konsumsi energi, lebih jauh lagi terfokus pada mesin injection mouldingnya agar di dapatkan efisiensi yang signifikan.Berikut catatan pemakaian listrik industry tersebut.
Tabel 3.9 Catatan Kebutuhan dan pemakaian Listrik
No Jenis Mesin Clamping Force(Ton)
Kebutuhan Listrik (kW) Kebutuhan Mesin Injeksi
1 Toshiba 515 24
2 Fhu Chun Shin 80 18.5
3 Toshiba 125 20 4 Toshiba 130 18.5 5 Boy 150 37 6 FU CHIN SIN 160 42.5 7 Toshiba 170 24 8 Nissei 315 10 9 Toshiba 350 26 10 Toshiba 450 22 11 Toshiba 550 22 12 Toshiba 650 37 13 Toshiba 800 40 14 Toshiba 850 42.5
15 Haitian 530 22
Total 406
Kebutuhan Mesin Penunjang
16 Mesin Giling Bahan I 3.75
17 Mesin Giling Bahan II 12
18 Mesin Mixer 1.5
19 Compressor 12
20 Chiller & Pump Chiller 12
21 Cooling Tower 10
Total 51.25
22 Kebutuhan Bagain Tooling
23 Mesin Bubut I 1.5
24 Mesin Bubut II 1.5
25 Mesin Miling 0.75
26 Mesin Gergaji 1.5
Total 5.25
Kebutuahan Ruang Assembly Accu Kecil
27
Penerangan dan Mesin 1
Phase 7
Total 7
Kebutuhan Penerangan Kantor dan Luar Pabrik
28 Penerangan Kantor dan Luar 10
Total Keseluruhan 479,5
Total dalam kVA 409.9725
Daya Terpasang PLN(kVA) 415
Konsumsi energi pada injection moulding tersebar pada setiap komponen yang ada pada mesin tersebut. Tingkat konsumsi energy tersebut dapat dibagi kedalam 6 bagian yaitu:
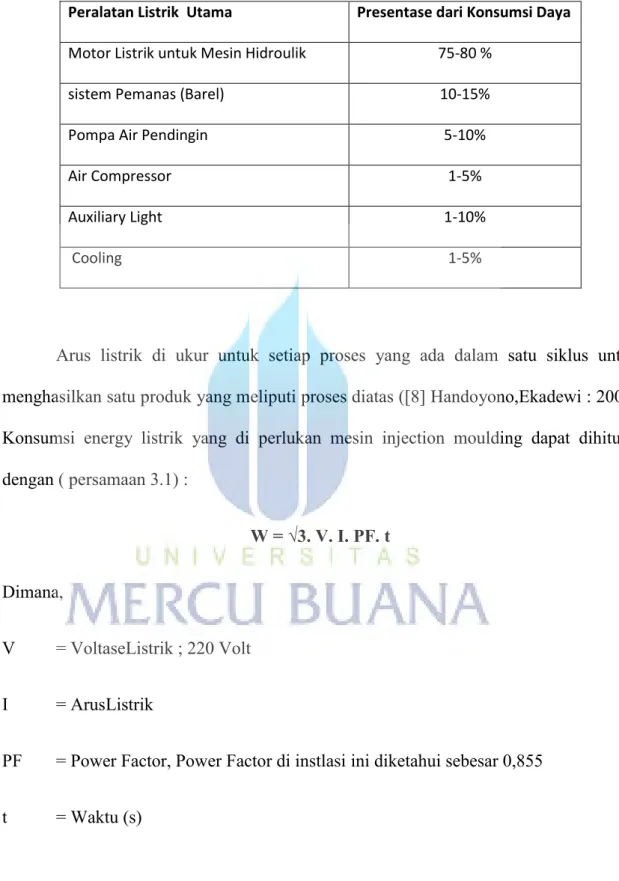
Tabel 3.10 Konsumsi Energi pada mesin injeksi
Peralatan Listrik Utama Presentase dari Konsumsi Daya
Motor Listrik untuk Mesin Hidroulik 75-80 %
sistem Pemanas (Barel) 10-15%
Pompa Air Pendingin 5-10%
Air Compressor 1-5%
Auxiliary Light 1-10%
Cooling 1-5%
Arus listrik di ukur untuk setiap proses yang ada dalam satu siklus untuk menghasilkan satu produk yang meliputi proses diatas ([8] Handoyono,Ekadewi : 2007) Konsumsi energy listrik yang di perlukan mesin injection moulding dapat dihitung dengan ( persamaan 3.1) :
W = √3. V. I. PF. t
Dimana,
V = VoltaseListrik ; 220 Volt I = ArusListrik
PF = Power Factor, Power Factor di instlasi ini diketahui sebesar 0,855 t = Waktu (s)
Tabel 3.11 Data Hasil Pengukuran Arus Listrikdan Waktu Proses No Clamping Force (Ton) Brand Type
Mold Close Inject I (Ampere) t (s) I (Ampere) t (s) 1 515 Toshiba IS 515CNII 80 60 80 80
2 80 FU CHIN SIN FS 80A 30 35 12 50
3 125 Toshiba IS 125CNII 24 20 26 65
4 130 Toshiba IS 130EC 18 25 30 70
5 150 Boy 150 T2 50 20 30 50
6 160 FU CHIN SIN FS 160EC 34 25 24 60
7 170 Toshiba IS 170EC 50 30 30 60 8 315 Nissei IS 145EC 100 35 80 25 9 350 Toshiba IS 350GC 50 35 30 80 10 450 Toshiba IS 450GSW 80 20 80 70 11 550 Toshiba IS 550GSW 80 20 80 65 12 650 Toshiba IS 650GSW 80 30 80 65 13 800 Toshiba IS 800GT 80 80 80 200 14 850 Toshiba IS 850GTW 100 70 80 210 15 530 Haitian HT 530 80 65 80 100
No
Clamping Force (Ton)
Hold Cooling Charge Eject t1
I (Ampere) t (S) I (Ampere) t (S) I (Ampere) t (S) I (Ampere) t (S) cycle 1 515 80 20 60 35 70 55 60 15 265 2 80 14 35 27 20 26 25 14 14 179 3 125 22 10 20 15 30 15 20 10 135 4 130 20 17 14 17 24 15 14 15 159 5 150 40 10 30 20 40 20 30 5 125 6 160 25 15 20 10 25 30 20 7 147 7 170 40 10 20 20 26 15 30 10 145 8 315 100 20 50 24 50 15 100 5 124 9 350 80 15 50 45 50 15 60 17 207 10 450 100 25 70 20 60 20 70 10 165 11 550 80 10 60 24 70 25 60 8 152 12 650 80 15 60 25 70 20 60 11 166 13 800 80 25 60 40 70 55 60 15 415 14 850 100 25 80 45 70 55 70 15 420 15 530 80 20 60 20 70 25 60 18 248