1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Perkembangan teknologi telah membawa perubahan di hampir semua bidang, salah satunya adalah dunia industri yang secara langsung melibatkan perkembangan teknologi dalam kegiatan produksinya. Selain manfaat bagi kehidupan manusia ke dalam era persaingan global yang semakin ketat, agar mampu berperan dalam persaingan global maka suatu industri perlu terus mengembangkan dan meningkatkan kualitas dari perusahaan. Baik dari segi kualitas sumber daya manusia, produk, maupun kemampuan produksi perusahaan tersebut. Dengan adanya tuntutan yang sebagian besar berasal dari customer, maka industri tekstil berusaha untuk menghasilkan kualitas produk yang lebih baik, yang sesuai dengan keinginan dan kebutuhan pelanggan. Agar industri tekstil dapat mengatasi tuntutan tersebut, maka perusahaan perlu semakin mengoptimalkan integrasi sistem yang terdapat di perusahaan, baik dari segi pemanfaatan sumber daya yang dimiliki yang bertindak sebagai input dari sistem maupun dari segi proses yang mengolah input.
PT. Mulia Knitting Factory merupakan industri garmen dan tekstil terbesar di Indonesia yang menghasilkan berbagai produk, mulai dari kain hingga pakaian jadi berupa underwear, kaos, dan singlet. Berdasarkan hasil pengamatan dan brainstorming selama observasi, ditemukan bahwa perusahaan mengalami kendala
2
pada bagian perajutan benang (bagian knitting) dan bagian quality control. Masalah yang terjadi pada bagian knitting adalah banyaknya jumlah produk cacat yang terjadi akibat banyaknya jarum patah pada saat proses produksi sedang berlangsung, yaitu sebanyak 379.672 jarum patah pada tahun 2007 dan 2008. Sedangkan masalah yang terjadi pada bagian QC adalah jumlah kain hasil rajutan yang diperiksa pada saat ini hanya sedikit sehingga menyebabkan banyaknya produk cacat yang lolos sebesar 12.41 % dari total produk cacat yang ada. Oleh karena itu, perlu dilakukan pemodelan sistem dan analisis menggunakan metode-metode pendukung agar menghasilkan solusi pemecahan masalah yang efektif dan efisien sehingga produk defect berkurang dan defect yang lolos juga berkurang.
1.2. Identifikasi dan Perumusan Masalah
Pada bagian knitting telah melakukan perencanaan produksi dengan baik, dimulai dari penerimaan orderan kain dari bagian BDF dan bagian garmen hingga pengiriman ke bagian BDF. Akan tetapi di dalam proses produksi yang dapat dikatakan lama, mengalami 3 pokok permasalahan, yaitu sebagai berikut:
1. Hasil rajutan kain pada bagian knitting banyak mengalami defect yang dapat disebabkan oleh mesin ataupun human error, dimana jenis defect yang terjadi ada beberapa macam, seperti tisi, bolong, bintik, keriting, dan sebagainya. Sebagian besar defect yang terjadi disebabkan oleh jarum patah dimana jarum tersebut tidak dalam kondisi yang baik. Adanya
3
jumlah defect yang banyak pada kain, menyebabkan kain yang telah diproduksi tidak dapat dikirim ke BDF untuk proses pewarnaan.
2. Adanya kecacatan yang terjadi pada kain dapat diketahui dari pendataan pada bagian quality control, dimana pada bagian ini, kain akan diperiksa satu per satu menggunakan mesin pembantu. Akan tetapi jumlah kain yang diperiksa jumlahnya belum cukup banyak sehingga menyebabkan banyaknya produk cacat yang lolos dari bagian QC.
3. Banyaknya kain yang bukan merupakan sampel QC, tidak dilakukan pemeriksaan pada bagian QC dan langsung dikirim ke bagian BDF. Banyaknya defect yang lolos ke bagian stenter dapat diketahui dari hasil QC pada bagian stenter, dimana kecacatan terjadi pada kain bukan berasal dari warna hasil pencelupan di BDF.
Rumusan masalah digunakan untuk memudahkan pencarian solusi bagi permasalahan yang ada di atas dan menjadikan penelitian ini lebih terarah, maka permasalahan yang ada tersebut dirumuskan sebagai berikut :
1. Apakah jumlah produk yang diperiksa pada bagian QC dengan kondisi sekarang sudah cukup banyak dalam usaha mengurangi jumlah produk cacat yang lolos dari bagian QC ?
2. Berapa jumlah sampel produk minimal yang harus diperiksa pada bagian Quality Control ?
4
3. Berapa jumlah produk defect yang lolos dari bagian QC dengan kondisi yang berjalan sekarang berdasarkan hasil simulasi untuk 3 tahun ke depan?
4. Berapa jumlah produk defect yang lolos dari bagian QC dengan kondisi yang diusulkan sebagai perbaikan berdasarkan hasil simulasi untuk 3 tahun ke depan ?
5. Jenis defect apa yang paling sering terjadi pada proses produksi bagian knitting ?
6. Faktor-faktor apa yang menyebabkan terjadinya defect pada proses produksi bagian knitting ?
7. Bagaimana cara untuk mengurangi defect yang terjadi pada proses produksi bagian knitting ?
8. Berapa jumlah defect yang akan terjadi pada bagian knitting dengan kondisi yang berjalan sekarang berdasarkan hasil simulasi untuk 3 tahun ke depan ?
9. Berapa jumlah defect yang akan terjadi pada bagian knitting dengan kondisi yang diusulkan sebagai perbaikan berdasarkan hasil simulasi untuk 3 tahun ke depan ?
10.Berapa biaya yang dapat dihemat perusahaan dengan kondisi yang diusulkan pada bagian knitting ?
5
1.3. Ruang Lingkup
Dalam pembuatan penelitian agar lebih terarah pada tujuan penelitian yang sudah ditetapkan serta mampu memecahkan permasalahan yang dihadapi, maka perlu ditentukan ruang lingkup dari penelitian ini, yaitu sebagai berikut :
1. Penelitian dilakukan sejak April 2009-Juni 2009 di PT Mulia Knitting Factory, mulai dari proses produksi pada bagian knitting hingga proses inspeksi kain pada bagian QC, dengan jenis kain grey yang lebih banyak diproduksi oleh bagian knitting
2. Produk defect pada kain yang lolos dari bagian QC hanya terbatas pada produk yang dikirim dari BDF ke bagian stenter (kain belah)
3. Pada penelitian ini dilakukan 2 kasus penelitian yang saling terpisah, namun memiliki kesamaan topik, yaitu berkaitan dengan quality control.
1.4. Tujuan dan Manfaat
Pada penelitian ini, memiliki beberapa tujuan yaitu sebagai berikut :
1. Menentukan jumlah minimal sampel produk yang harus diperiksa agar jumlahnya mencukupi dalam usaha mengurangi produk cacat yang lolos. 2. Mengetahui perbandingan jumlah defect yang lolos dari bagian QC antara
kondisi yang sekarang dan kondisi yang diusulkan sebagai perbaikan berdasarkan hasil simulasi untuk 3 tahun ke depan.
3. Mengetahui jenis defect yang paling sering terjadi pada proses produksi bagian knitting.
6
4. Menentukan faktor-faktor yang berpengaruh untuk mengurangi resiko terjadinya defect pada proses produksi bagian knitting.
5. Mengetahui perbandingan jumlah defect yang terjadi pada proses produksi bagian knitting antara kondisi yang sekarang dan kondisi yang diusulkan sebagai perbaikan berdasarkan hasil simulasi untuk 3 tahun ke depan. 6. Menentukan biaya yang dapat dihemat perusahaan pada bagian knitting
berdasarkan kondisi yang diusulkan sebagai perbaikan.
Selain itu, penelitian ini juga memiliki beberapa manfaat yaitu :
1. Mengetahui jumlah minimal sampel produk yang harus diperiksa dalam usaha mengurangi jumlah produk cacat yang lolos dari bagian QC.
2. Mengurangi jumlah produk defect yang lolos dari bagian QC ke bagian stenter (kain belah) berdasarkan hasil simulasi untuk 3 tahun ke depan. 3. Mengurangi kerugian cost akibat adanya produk defect yang lolos dari
bagian QC.
4. Mengetahui faktor-faktor yang menyebabkan terjadinya defect pada bagian knitting dan memberikan solusinya.
5. Mengurangi jumlah defect yang terjadi pada bagian knitting berdasarkan hasil simulasi untuk 3 tahun ke depan.
6. Mengurangi kerugian cost akibat defect yang terjadi pada proses produksi bagian knitting.
7
1.5. Gambaran Umum Perusahaan 1.5.1. Sejarah Perusahaan
PT. Mulia Knitting Factory didirikan dengan akte notaris Mr. Rd. Soedja No. 230 tertanda tanggal 30 Juli 1955 dan ditetapkan melalui Menteri Kehakiman No. 3A5/118/22 pada tanggal 28 Desember 1955. Kemudian diberitakan dalam Berita Negara No. 27 Tahun 1956, yang berkali-kali diubah, ditambah, dan terakhir dengan Akte Notaris Henk Limanov No. 16 Tanggal 11 Januari 1984.
PT. Mulia Knitting Factory merupakan sebuah perusahaan keluarga yang bergerak di bidang industri tekstil perajutan di Indonesia dan merupakan yang tertua di Indonesia. Perusahaan ini pada awalnya didirikan pada tanggal 30 September 1955, oleh Bapak Phan Wan Shit dan Raden Udjer, dan memulai usahanya di bagian knitting factory, dan terus berkembang sehingga proses produksi perusahaan menjangkau tingkat integrasi mulai dari proses perajutan (knitting), proses pemutihan (bleaching), proses pencelupan dan penyempurnaan (finishing) hingga garment.
Pada tahun 1967, bisnis perusahaan diturunkan kepada putranya, yaitu Bapak Max Mulyadi Supangkat dengan istrinya, Ibu Surya Sutedja. Kemudian pada tahun 1979 diambil alih hingga saat ini oleh putra sulungnya, Bapak Henry S Supangkat yang melanjutkan dan mengembangkan bisnis perusahaan. Saat ini Bapak Henry S Supangkat menjabat sebagai Direktur Utama (CEO) PT. Mulia Knitting Factory, dimana Bapak Henry S Supangkat merupakan generasi ketiga yang mengelola bisnis keluarga ini. Pada generasi keempat saat ini, perusahaan dikelola oleh kedua anaknya Hanan Supangkat, yang membenahi masalah sistem distribusi dan operasi perusahaan
8
serta Yvonne Supangkat, yang membantu bidang keuangan finansial dan juga merancang infrastruktur teknologi informasi perusahaan.
Pada tahun 1979, perusahaan mendapat bantuan modal untuk mengadakan perluasan dalam bidang produksi dan pemasarannya. Bantuan ini merupakan bantuan pemerintah yang berupa bantuan kredit dari Bank Negara Indonesia 1946 (BNI’46). Dan pada tahun tersebut dilakukan peningkatan mutu produk yang dapat bersaing sejajar dengan produk garmen dari Hongkong, Taiwan dan Korea. Perusahaan mencoba untuk memasuki pasar luar negeri yaitu Swedia, Perancis, Jerman dan juga Rumania dengan mencoba menerapkan ISO 9001 di bagian garment ekspor sebagai langkah awal untuk menembus pasar dunia. Dengan usaha-usaha yang telah dilakukan ternyata memberikan hasil yang tidak mengecewakan serta memberikan gambaran perkembangan masa depan yang lebih cerah bagi pengembangan PT. Mulia Knitting Factory.
Pada tahun 1997 – 1998, PT. Mulia Knitting Factory mengalami kesulitan membangun pasar dalam negeri (lokal) sebagai akibat dari merosotnya nilai mata uang rupiah. Yang akhirnya pada saat itu perusahaan mulai mencoba untuk mengalihkan perhatian ke pasar export, seperti Eropa, Jepang, dan Amerika Serikat. Maka mulai diekspor produk celana dalam pria dan produk garmen jadi ke Amerika Serikat seperti Jessy Benny, Boss, Tommy Hilfiger, Polo Ralph Lauren, Osh Kosh, Brue 33, Lee, dan Calvin Klein. Pasar export ini didapatkan melalui buying house di Hong Kong dan Taiwan.
9
Pada awal mulanya perusahaan hanya mempekerjakan 183 orang karyawan tetapi kini sudah tercatat lebih dari 1200 orang karyawan tetap dan subkontrak yang bekerja baik itu di plant pabrik maupun kantor, sehingga tampak, PT. Mulia Knitting Factory dengan padatnya modal namun juga padat karya yang secara otomatis menjadi aset nasional dan juga membuka lapangan kerja luas bagi masyarakat sekitar dan Indonesia.
1.5.2. Lokasi Perusahaan
PT. Mulia Knitting Factory pada awalnya berlokasi di Jalan Aipda K.K Tubun No.6 Jakarta Barat hingga tahun 1981. Pada tahun 1982, lokasi perusahaan dan plant pabrik serta kantor berpindah ke Jalan Semanan Raya, Daan Mogot KM. 16 Cengkareng - Jakarta Barat, 11850 Indonesia dengan luas ± 83000 m2
hingga saat ini dan melakukan ekspansi terus menerus.
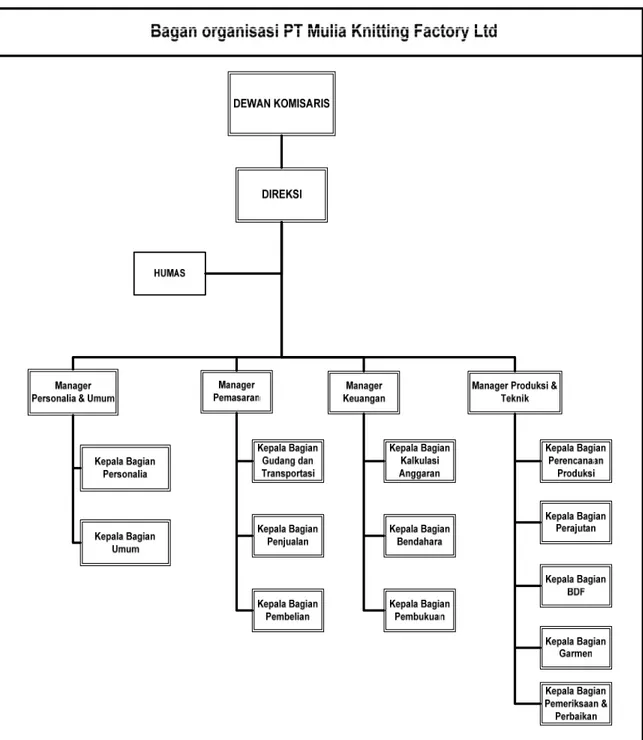
1.5.3. Struktur Organisasi
PT. Mulia Knitting Factory merupakan Perseroan Terbatas, oleh karena itu, kepemilikan sahamnya hanya diperuntukkan bagi orang-orang dekat (keluarga) pendiri perusahaan saja dan tertutup bagi pengusaha luar. Kedudukan tertinggi perusahaan berada ditangan Dewan Komisaris dan perusahaan dibagi menjadi empat fungsional atau departemen yang masing-masing dipimpin oleh seorang manager. Gambar bagan organisasi PT. Mulia Knitting Factory dapat dilihat dalam gambar 1.1.
10
Berikut adalah penjabaran tugas dan wewenang setiap bagian : 1. Dewan Komisaris
Dewan Komisaris merupakan pemegang kekuasaan tertinggi dalam susunan organisasi perusahaan. Tugas dan tanggung jawab Dewan Komisaris adalah sebagai berikut :
• Memiliki wewenang untuk mengangkat dan memberhentikan Direksi • Mengawasi Direksi dalam mengelola perusahaan secara keseluruhan • Memiliki hak untuk mengatur keseluruhan arah perusahaan
2. Direksi (Direktur Utama)
Tugas dan tanggung jawab serta wewenang seorang Direksi adalah:
• Melakukan perumusan kebijakan-kebijakan dan rencana-rencana usaha (strategis) yang akan diambil perusahaan
• Menjalankan roda perusahaan • Memutuskan persoalan penting
• Mengawasi masing-masing bagian dalam perusahaan
Dalam menjalankan seluruh tugasnya, Direksi akan dibantu oleh Humas dan Sekretaris Perusahaan. Dalam tugasnya sehari-hari, Direktur Utama dibantu oleh seorang Sekretaris, yang bertugas untuk membantu dalam mengawasi bagian-bagian yang berada dibawah tanggung jawabnya.
11
Sumber : Bagian Personalia PT Mulia Knitting Factory (tahun 2007)
12
3. Humas
Humas merupakan bagian yang menjadi juru bicara Direksi dalam hubungannya dengan pihak luar perusahaan seperti masyarakat sekitar, ataupun instansi-instansi baik swasta ataupun negeri. Bagian ini juga menjalain hubungan baik dengan perusahaan-perusahaan lain baik lokal ataupun internasional.
4. Manager Personalia dan Umum
Manager Personalia dan Umum merupakan orang yang bertanggung jawab atas bagian personalia dan umum, dan membawahi Kepala Bagian Personalia dan Kepala Bagian Umum. Tugas seorang Manager Personalia dan Umum adalah :
• Melakukan pengaturan tugas pada Bagian Personalia dan Umum • Memberikan laporan baik bulanan ataupun tahunan yang diminta oleh
Direksi berkaitan dengan Bagian Personalia dan Umum
5. Manager Pemasaran
Manager Pemasaran merupakan orang yang bertanggung jawab atas
bagian pemasaran, dan membawahi Kepala Bagian Gudang dan Transportasi, Kepala Bagian Penjualan dan Kepala Bagian Pembelian.
13
Tugas Manager Pemasaran adalah :
• Melakukan pengaturan tugas pada Bagian Pemasaran
• Memberikan laporan baik bulanan ataupun tahunan yang diminta oleh Direksi berkaitan dengan Bagian Pemasaran
6. Manager Keuangan
Manager Keuangan merupakan orang yang bertanggung jawab atas bagian keuangan, dan membawahi Kepala Bagian Kalkulasi Anggaran, Kepala Bagian Bendahara, Kepala Bagian Pembukuan. Tugas seorang Manager Keuangan adalah :
• Melakukan pengaturan tugas pada Bagian Keuangan
• Memberikan laporan baik bulanan ataupun tahunan yang diminta oleh Direksi berkaitan dengan Bagian Keuangan
7. Manager Produksi dan Teknik
Manager Produksi dan Teknik merupakan orang yang bertanggung jawab atas bagian produksi dan teknik, dan membawahi Kepala Bagian Perencanaan Produksi, Kepala Bagian Perajutan, Kepala Bagian BDF, Kepala Bagian Garment, Kepala Bagian Pemeriksaan dan Perbaikan.
14
Tugas Manager Produksi dan Teknik adalah :
• Melakukan pengaturan tugas pada Bagian Produksi dan Teknik
• Memberikan laporan baik bulanan ataupun tahunan yang diminta oleh Direksi berkaitan dengan Bagian Produksi dan Teknik
8. Kepala Bagian Personalia
Bagian Personalia merupakan suatu bagian yang membantu tugas Direksi dalam menangani masalah personalia (tenaga kerja). Bagian ini dipimpin oleh seorang Kepala Bagian. Tugas Bagian Personalia adalah :
• Mengatur pelaksanaan masalah tata usaha personalia atau kepegawaian dan pembayaran gaji atau upah
• Mencari tenaga kerja baru apabila dibutuhkan
• Bertanggung jawab atas penerimaan dan penempatan pegawai mencakup administrasi karyawan (pengurusan cuti, dan lainnya), pembinaan karyawan baru, dan rekruitmen karyawan baru
9. Kepala Bagian Umum
Bagian Umum merupakan suatu bagian yang membantu tugas Direksi dalam menangani masalah umum. Bagian ini dipimpin oleh seorang Kepala Bagian. Tugas Bagian Umum adalah mengatur administrasi
15
karyawan-karyawan umum seperti satpam, kebersihan, sopir, poliklinik, dan perawatan bangunan.
10.Kepala Bagian Pembelian
Bagian Pembelian merupakan suatu bagian yang membantu tugas Direksi dalam menangani pembelian bahan baku untuk produksi. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Pembelian bertanggung jawab atas pembelian dan pengadaan bahan-bahan baku, bahan pembantu dan bahan-bahan lain yang berhubungan dengan produksi maupun yang tidak berhubungan dengan bagian produksi.
11.Kepala Bagian Penjualan
Bagian Penjualan merupakan suatu bagian yang membantu tugas Direksi dalam menangani masalah pemasaran produk. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Penjualan bertanggung jawab atas penjualan atau pemasaran dari hasil produksi.
12.Kepala Bagian Gudang dan Transportasi
Bagian Gudang dan Transportasi merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah pergudangan untuk pemasaran produk jadi dan pendistribusiannya. Bagian ini dipimpin oleh seorang
16
Kepala Bagian. Bagian Gudang dan Transportasi bertanggung jawab atas penyimpanan barang di gudang dan pengiriman barang jadi kepada agen.
13.Kepala Bagian Kalkulasi Anggaran
Bagian Kalkulasi Anggaran merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah keuangan perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Kalkulasi Anggaran bertanggung jawab untuk menyusun kalkulasi harga pokok produksi dan menyusun anggaran pembelian barang-barang untuk keperluan produksi dan lainnya.
14.Kepala Bagian Bendahara
Bagian Bendahara merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah keuangan perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Bendahara bertanggung jawab untuk menyediakan dana untuk semua anggaran dan bertanggung jawab atas pembayaran utang kepada kreditur dan pembayaran utang.
15.Kepala Bagian Pembukuan
Bagian Pembukuan merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah keuangan perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Pembukuan bertanggung jawab untuk
17
melakukan pembukuan arus kas masuk dan keluar (laporan keuangan) perusahaan.
16.Kepala Bagian Perencanaan Produksi
Bagian Perencanaan Produksi merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah teknis proses produksi dalam perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Perencanaan Produksi bertanggung jawab untuk melakukan perencanaan tahapan-tahapan produksi suatu produk.
17.Kepala Bagian Perajutan
Bagian Perajutan merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah teknis proses produksi dalam perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Perajutan bertanggung jawab akan produksi hasil rajutan (knitting) benang menjadi sebuah kain hasil rajutan yang siap untuk tahapan produksi selanjutnya.
18.Kepala Bagian BDF (Bleaching, Dyeing, and Finishing)
Bagian BDF merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah teknis proses produksi dalam perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian BDF bertanggung jawab akan tahap penyelesaian akan suatu produk kain yang meliputi proses
18
bleaching (pembersihan kain hasil rajutan dari kotoran seperti lilin), dyeing (pewarnaan kain hasil rajutan sesuai pesanan), dan finishing (proses untuk membuat kain hingga siap diolah termasuk stenter atau pembelahan kain hasil rajutan).
19.Kepala Bagian Garment
Bagian Garment merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah teknis proses produksi dalam perusahaan. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Garment bertanggung jawab untuk memproduksi kain hasil rajutan hingga menjadi menjadi produk jadi seperti celana dalam, kaus oblong, dan kaus singlet.
20.Kepala Bagian Pemeriksaan dan Perawatan
Bagian Pemeriksaan dan Perawatan merupakan suatu bagian yang membantu tugas direksi dalam menangani masalah mesin-mesin. Bagian ini dipimpin oleh seorang Kepala Bagian. Bagian Pemeriksaan dan Perawatan bertanggung jawab untuk melakukan pemeriksaan dan perawatan serta perbaikan mesin-mesin produksi yang digunakan.
19
1.5.4. Proses Produksi
Proses produksi di PT. Mulia Knitting Factory dilakukan, mulai dari proses knitting, yaitu perajutan dari benang menjadi kain; dilanjutkan dengan proses yarn dyeing, yaitu proses pencelupan warna pada benang. Kemudian proses bleaching, dyeing, dan finishing, yaitu proses penambahan zat-zat kimia yang bertujuan untuk menjaga kualitas kain, seperti kelembutan kain, ketahanan warna, dan sebagainya. Selanjutnya adalah proses garment, yaitu proses mengubah kain menjadi pakaian, di mana garment terbagi menjadi garment lokal dan garment export.
1.5.4.1. Bagian Knitting
Bagian knitting atau yang disebut dengan bagian perajutan merupakan bagian lantai produksi yang melakukan proses perajutan benang menjadi kain. Dalam proses perajutan, bahan baku utama adalah benang mentah, dimana benang diproduksi oleh perusahaan sendiri di pabrik yang terletak di Serang yaitu PT. Mulia Spindo Mills.
Hasil produksi per hari yang dapat dihasilkan berkisar sekitar 12 ton untuk kondisi maksimum, sedangkan untuk kondisi normal sekitar 7 ton sampai 8 ton. Produk yang dihasilkan pada bagian knitting berupa kain grey, stripper, kerah, dan manset (mentah) dimana hasil produksi ini digunakan untuk memenuhi permintaan pasar (textile luar) dan untuk bahan baku produksi di garment lokal.
20
Pada bagian knitting terdapat beberapa sub bagian, yaitu : 1. Sub Bagian Perajutan Kain Grey
Sub bagian perajutan kain grey merupakan bagian yang memproduksi kain grey dan menangani permintaan akan kain grey tersebut yang berasal dari bagian BDF maupun permintaan pasar. Kain grey merupakan kain hasil perajutan langsung tanpa dilakukan pencelupan pada benangnya terlebih dahulu. Produk hasil dari sub bagian perajutan kain grey adalah jenis kain rib, kain single knit dan double knit, kain single lacoste dan double lacoste. Proses pembuatan kain grey sepenuhnya menggunakan mesin rib dan mesin single knit dan double knit.
2. Sub bagian perajutan kain Stripper
Sub bagian perajutan kain Stripper merupakan bagian yang menangani order untuk menghasilkan kain stripper atau kain dengan motif / corak gambar tertentu. Kain stripper merupakan kain hasil perajutan benang yang telah dilakukan pencelupan warna pada bagian yarn dyeing. Hasil dari sub bagian perajutan kain stripper adalah jenis kain electro stripe, jacquard 32 s dan feeder stripe. Proses pembuatan kain stripper ini juga menggunakan mesin fully automatic circular knitting (mesin stripper), tetapi menggunakan benang dengan warna yang berbeda.
21
3. Sub bagian perajutan Kerah dan Manset
Sub bagian perajutan Kerah dan Manset merupakan bagian yang menangani order untuk merajut kain pada bagian kerah dan manset. Benang yang digunakan untuk perajutan kerah dan manset juga terlah mengalami proses pencelupan warna pada bagian yarn dyeing. Hasil dari sub bagian perajutan kerah dan manset adalah kerah dan manset. Proses pembuatan kerah dan manset menggunakan mesin fully automatic flat
knitting (mesin manset dan mesin kerah), serta menggunakan benang
dengan warna yang sama.
Dalam mendukung proses produksi, digunakan mesin-mesin yang sesuai dengan proses perajutannya. Mesin-mesin yang dipakai untuk proses perajutan terdiri dari mesin perajutan kain grey, mesin perajutan kain stripper dan mesin perajutan kain kerah dan manset.
1. Mesin perajutan kain grey
Mesin ini terdiri dari mesin rib, mesin single knit dan double knit. Perbedaan ketiga mesin ini terletak pada besarnya diameter mesin dan untuk lebih nyatanya dapat dilihat dari besarnya diameter kain yang dihasilkan. Jenis jarum yang digunakan pada tiap mesin berbeda-beda.
22
Berikut jumlah jarum pada mesin rib, mesin single knit dan double knit : Tabel 1.1 Jumlah Jarum Tiap Mesin
Mesin Rib Mesin Single Knit dan Double Knit • 14” / 16 gauge = 703 pcs. • 15” / 16 gauge = 753 pcs. • 16” / 16 gauge = 803 pcs. • 17” / 16 gauge = 854 pcs. • 12” / 18 gauge = 678 pcs. • 13” / 18 gauge = 734 pcs. • 14” / 18 gauge = 791 pcs. • 15” / 18 gauge = 847 pcs. • 16” / 18 gauge = 904 pcs. • 17” / 18 gauge = 960 pcs. • 18” / 18 gauge = 1017 pcs. • 19” / 18 gauge = 1073 pcs. • 20” / 18 gauge = 1130 pcs. • 30”/14 gauge = 1320 pcs • 30”/18 gauge = 1697 pcs • 35”/18 gauge = 2036 pcs • 28”/20 gauge = 1760 pcs • 34”/20 gauge = 2137 pcs • 36”/20 gauge = 2262 pcs • 38”/20 gauge = 2388 pcs • 42”/20 gauge = 2639 pcs • 26”/22 gauge = 1797 pcs • 34”/22 gauge = 2350 pcs • 30”/28 gauge = 2639 pcs
Sumber : Bagian Knitting PT. Mulia Knitting Factory
2. Mesin perajutan kain stripper
Mesin perajutan kain stripper hanya terdiri mesin single knit dan double knit (mesin stripper) dengan diameter mesin yang berbeda–beda pula.
23
3. Mesin perajutan kain kerah dan manset
Mesin perajutan kain kerah dan manset menggunakan fully automatic flat knitting machine dengan jenis mesin yang sama serta dapat digunakan untuk perajutan kain kerah dan manset. Perbedaan kedua mesin ini hanya pada ukuran mesin di mana mesin manset berukuran lebih besar daripada mesin kerah. Jumlah jarum fully automatic flat knitting machine yang digunakan untuk produksi kerah dan manset adalah sebagai berikut : • Mesin Kerah : jumlah jarum yang digunakan ± 840 pcs
• Mesin Manset : jumlah jarum yang digunakan ± 1200 pcs
Jumlah mesin yang digunakan pafa bagian knitting sebanyak 154 mesin dengan perincian, sebagai berikut :
1. Mesin Rib berjumlah 70 mesin.
2. Mesin Single Knit dan Double Knit berjumlah 34 mesin. 3. Mesin Stripper berjumlah 20 mesin.
4. Mesin Kerah berjumlah 17 mesin. 5. Mesin Manset berjumlah 13 mesin.
24
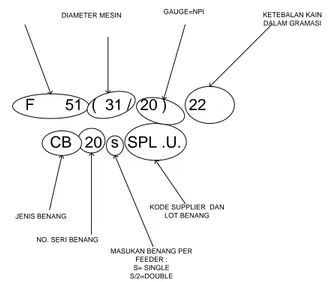
Setiap mesin dilakukan penomoran, dengan tujuan untuk mempermudah dalam pendataan mesin, seperti data perawatan mesin dan lain-lain. Berikut bagan penomoran mesin pada bagian knitting dapa dilihat dalam gambar 1.2.
F 51 ( 31 / 20 ) 22 CB 20 s SPL .U.
NO MESIN
DIAMETER MESIN GAUGE=NPI KETEBALAN KAIN DALAM GRAMASI
KODE SUPPLIER DAN LOT BENANG JENIS BENANG
NO. SERI BENANG
MASUKAN BENANG PER FEEDER : S= SINGLE S/2=DOUBLE
Sumber : Bagian Knitting PT Mulia Knitting Factory (tahun 2007)
Ket : Gramasi (ketebalan kain) diukur dengan = berat kain / m2. Gambar 1.2 Bagan Penomoran Mesin
Selain penggunaan mesin, jenis bahan baku juga mempunyai peran penting dalam proses produksi. Benang yang digunakan terdiri dari 2 jenis yaitu :
1. Benang Cotton
Benang cotton merupakan benang dengan serat kapas 100%. Benang cotton yang digunakan untuk perajutan menggunakan diameter benang yang berbeda – beda, tergantung dari kain yang ingin dihasilkan. Semakin besar nomor benang maka diameter benang semakin kecil. Sebaliknya semakin kecil nomor benang maka diameter benang akan semakin besar. Sehingga dapat disimpulkan bahwa nomor benang berbanding terbalik
25
dengan diameter benang. Kehalusan benang berbanding lurus dengan diameter benang. Jika diameter benang semakin kecil berarti benangnya semakin halus. Demikian pula sebaliknya. Jenis benang cotton yang digunakan yaitu : • Benang COMBED 16 S • Benang COMBED 20 S • Benang COMBED 24 S • Benang COMBED 32 S • Benang COMBED 40 S 2. Benang sintetik
Benang sintetik merupakan benang nylon yang memiliki elastisitas. Jenis benang nylon yang digunakan yaitu :
• Benang SPANDEX 140 D • Benang SPANDEX 280 D
26
Produk-produk yang dihasilkan di bagian knitting diuraikan berdasarkan sub bagiannya, sebagai berikut :
1. Sub Bagian perajutan kain Grey
Adapun hasil produksi dari sub bagian perajutan kain grey terdiri dari : • Kain rib
Adapun sifat dari kain ini cenderung lebih elastis, anyaman kain kurang rapat dan lebar kain tergantung pada diameter mesin. Kain rib dihasilkan oleh mesin rib serta mesin single knit dan double knit. Perbedaannya terletak pada diameter kain yang dihasilkan. Mesin single knit dan double knit menghasilkan diameter kain yang lebih besar daripada mesin rib. Adapun kain rib yang dihasilkan ini terdiri dari :
9 kain rib 1 x 1
9 kain rib 2 x 1
9 kain rib 2 x 2
9 kain rib 5 x 2
• Kain single knit dan double knit
Adapun sifat dari kain ini anyaman kain lebih rapat dibandingkan dengan kain rib. Perbedaan dari kain single knit dan double knit terdapat pada penggunaan benang di mana untuk kain single knit
27
menggunakan benang tunggal, sedangkan untuk double knit menggunakan dua helai benang. Jenis benang yang digunakan adalah benang cotton 100% dan benang Nylon.
• Kain single lacoste dan double lacoste
Adapun sifat dari kain ini mempunyai corak yang lebih besar. Corak yang dihasilkan membuat rongga diantara kain lebih lebar. Perbedaan kain single lacoste dan double lacoste terdapat pada penggunaan benang di mana untuk kain single lacoste menggunakan satu helai benang sedangkan untuk kain double lacoste menggunakan dua helai benang. Jenis benang yang digunakan adalah benang cotton 100%.
2. Sub Bagian perajutan kain Stripper
Adapun hasil produksi dari sub bagian perajutan kain stripper terdiri dari : • Kain electro stripe
• Kain jagquard 32 s • Kain feeder stripper
28
3. Sub Bagian perajutan kain kerah dan manset
Adapun hasil produksi dari sub bagian perajutan kain kerah dan manset terdiri dari :
• Kain Kerah
Kain kerah dirajut dengan menggunakan satu warna benang yang sama. Panjang kain kerah yang dihasilkan adalah ± 70 cm. Sifat kain kerah agak kasar, dan mempunyai elastisitas yang lebih rendah dari kain grey.
• Kain Manset
Kain manset dirajut juga menggunakan satu warna benang yang sama. Sifat kain manset sama dengan kain kerah. Akan tetapi panjang kain manset yang dihasilkan adalah ± 100 cm.
29
1.5.4.2. Bagian BDF (Bleaching, Dyeing and Finishing)
Bagian BDF (Bleaching, Dyeing and Finishing) merupakan bagian lantai produksi yang melakukan pemutihan, pencucian dan pencelupan warna kain yang telah diproduksi pada bagian knitting sesuai dengan order sheet yang diterima.
Pada bagian BDF (Bleaching, Dyeing and Finishing) terdapat beberapa sub bagian, yaitu :
1. Laboratorium
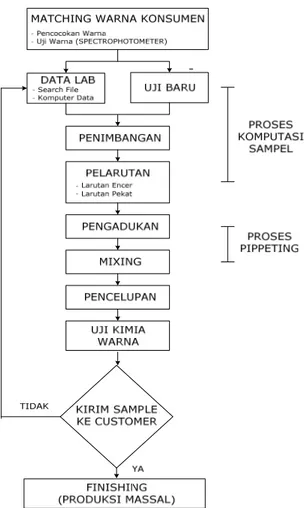
Laboratorium merupakan bagian dari BDF yang melakukan proses penentuan warna yang sesuai dengan order, dan sesuai dengan jenis kain yang di-order. Pada laboratorium dilakukan berbagai macam proses, dimana proses tersebut sangat mendukung proses BDF nantinya. Berikut flow process chart pada bagian laboratorium warna dapat dilihat dalam gambar 1.3.
Tugas-tugas (proses) yang dilakukan antara lain:
• Matching warna
Customer yang akan melakukan order, melampirkan sampel warna yang ingin dibuat. Dari sampel tersebut, laboratorium melakukan peracikan warna hingga menemukan warna yang tepat dan sesuai dengan permintaan customer. Formula warna yang dibuat dapat digunakan untuk pewarnaan kain maupun benang.
30
Sumber : Observasi dan Brainstroming dengan Ka-Bag Lab. Kimia
Gambar 1.3 Flow Process Chart Laboratorium Warna • Penentuan jenis kain
Jenis kain ditentukan oleh customer, dan selanjutnya dilakukan pembuatan formula warna yang sesuai. Apabila jenis kain tidak ditentukan oleh customer maka jenis kain tersebut ditentukan oleh pihak perusahaan.
31
• Pembuatan formula warna
Pembuatan formula warna dilakukan berdasarkan permintaan customer, dan disesuaikan dengan jenis kain. Pembuatan formula warna menggunakan cara trial and error. Dalam pencarian warna yang sesuai dapat digunakan 2 cara yaitu :
9 Pencarian data pada file data yang telah ada dan menemukan warna yang cocok sesuai dengan permintaan customer.
9 Menggunakan spectrophotometer, adalah alat yang sudah terprogram yang dapat menampilkan spesifikasi warna sampel yang diinginkan oleh customer.
Formula warna yang dibuat tidak hanya 1 jenis saja, tetapi beberapa jenis sehingga warna yang ditawarkan ke customer terdapat beberapa jenis warna yang satu sama lainnya mendekati kemiripan yang serupa. Untuk warnanya sendiri ada 30 variasi warna yang dipakai. Tetapi untuk proses mendapatkan formula warna hanya dipakai 3 jenis warna saja. Setelah itu akan dilakukan uji coba dengan mencelupkan potongan kain ke dalam formula warna yang telah ada. Kemudian akan diteruskan ke pengujian dengan menggunakan rapid machine. Rapid Machine adalah alat yang digunakan untuk menguji apakah formula warna yang telah dibuat masih memerlukan tambahan
bahan-32
bahan kimia lain, jika perlu maka akan ditambahkan pada formula warna tersebut.
• Proses dye stuff
Proses dye stuff merupakan proses persiapan zat warna yang akan digunakan untuk pencelupan pada kain atau benang yang digunakan sebagai sampel. Apabila zat warna tersebut sesuai maka selanjutnya digunakan sub bagian pencelupan warna.
• Pencampuran
Setelah zat warna dipersiapkan, selanjutnya dilakukan pencampuran pada dispenser beserta kain/benang agar formula tersebut tercampur rata dan mendapatkan hasil yang maksimal. Setelah itu kain/benang tersebut dicelupkan ke dalam pot baja.
• Proses penggaraman (global salt)
Proses penambahan garam bertujuan untuk mengikat zat warna yang tercampur pada kain/benang agar warna tersebut tidak mudah lentur dan tahan lama.
33
• Penambahan Na2CO3
Setelah penambahan garam, dilakukan penambahan Na2CO3 yang
bertujuan untuk menaikan kadar PH agar suasana pada kain/benang menjadi alkali (Asam) sehingga lebih mengikat zat warna yang dicampur.
• Proses washing
Setelah penambahan Na2CO3, dilakukan pencucian kain/benang
dengan sabun dengan tujuan untuk membersihkan kain/benang tersebut.
• Proses drying
Setelah proses diatas, dilakukan proses pengeringan pada kain/benang, bertujuan untuk mengecek hasil pencelupan warna yang dilakukan, apakah telah sesuai dengan permintaan customer. Apabila belum sesuai, maka dilakukan dye stuff lagi untuk mendapatkan zat warna yang lebih sesuai.
34
• Uji tekstil
Setelah pencelupan pada kain atau benang, akan dilakukan beberapa uji ketahanan warna terhadap kain atau benang tersebut. Beberapa uji yang akan dilakukan antara lain :
9 Uji Washing
Uji washing merupakan uji yang menggunakan mesin cuci untuk
mencuci kain hasil pencelupan. Uji ini bertujuan untuk mengetahui ketahanan warna pada kain setelah proses pencucian dilakukan. Jika warna pada kain berubah setelah pencucian, maka harus dilakukan pembuatan formula warna baru.
9 Uji Hot Press
Uji hot press adalah uji yang menggunakan suatu alat tekan
terhadap kain hasil pencelupan. Uji ini bertujuan untuk mengetahui ketahanan warna terhadap kain setelah dilakukan uji hot press.
35
9 Uji Gosok
Uji gosok adalah uji yang menggunakan alat rubbing tester terhadap kain hasil pencelupan. Uji ini bertujuan untuk mengetahui ketahanan kain dan warna setelah dilakukan uji gosok.
9 Uji Kekuatan Kain
Uji kekuatan kain adalah uji yang menggunakan alat bursting tester terhadap kain hasil pencelupan. Uji ini bertujuan untuk mengetahui ketahanan kain hasil pencelupan. Jika kekuatan kain lemah setelah hasil pencelupan, maka formula harus diubah lagi.
9 Uji Massa Benang
Uji massa benang adalah uji yang menggunakan alat weight checker yang digunakan untuk mengetahui massa benang setelah pencelupan terhadap warna terhadap benang dilakukan.
2. Sub bagian pencelupan warna
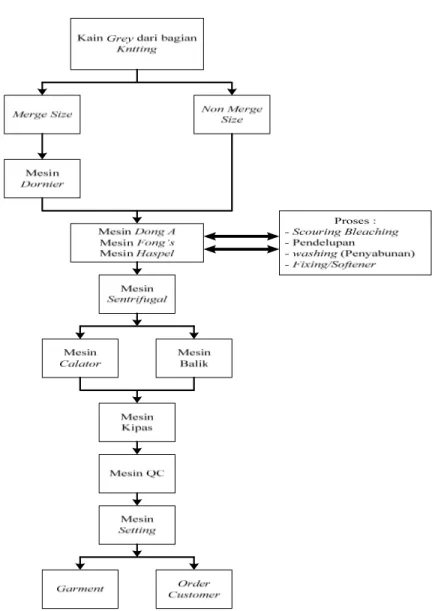
Sub bagian pencelupan warna merupakan bagian yang khusus melakukan pencelupan kain grey menjadi kain berwarna yang sesuai dengan warna yang diminta (purchase order sheet). Waktu yang dibutuhkan untuk pencelupan warna gelap selama ± 13 jam, untuk warna sedang ± 10 jam,
36
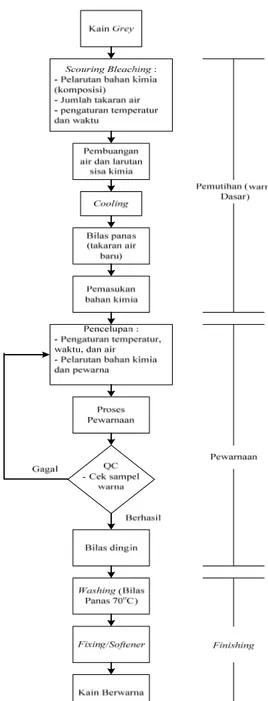
dan untuk warna muda/putih ± 8 jam. Pada sub bagian ini terdapat beberapa proses yang dilakukan dalam 4 garis besar, secara berurutan sebagai berikut :
• Scouring Bleaching, bertujuan untuk menghilangkan minyak dan
kotoran kapas yang dihasilkan dari hasil perajutan dan pemberian obat (bleaching). Pada proses scouring bleaching, air yang digunakan harus benar-benar mendidih (boil) agar kotoran yang menempel pada kain benar-benar hilang. Kemudian dilanjutkan dengan proses pencelupan warna.
• Pencelupan warna disesuaikan dengan mesin yang ada didalam bagian produksi, adapun mesin-mesin yang digunakan di lantai produksi adalah :
9 mesin DONG A
9 mesin Fong’s
9 mesin haspel
Didalam beberapa kasus tertentu, fungsi mesin memiliki beberapa perlakuan dimana yang melakukan pencelupan warna muda dapat melakukan pencelupan untuk warna tua. Akan tetapi mesin untuk melakukan pencelupan warna tua tidak dapat digunakan untuk mencelup kain yang berwarna muda karena akan mengakibatkan
37
degradasi warna akibat adanya sisa warna yang lebih tua melekat didalam mesin dan sulit untuk dibersihkan.
• Proses pencucian (soaping), dimana tujuan dari proses ini adalah agar kualitas warna tetap terjaga setelah proses pencucian. Adapun proses pencucian ini menggunakan jenis sabun yang sesuai dengan keadaan kain yang diminta customer.
• Proses fixing softener untuk menghasilkan kain yang lebih lembut. • Proses pengeringan
Setelah kain dilakukan fixing softener, kain tersebut dikeringkan agar kualitas warna pada kain tersebut terlihat. Yang selanjutnya akan dilakukan pengecekan di bagian quality control.
• Quality control
Pada proses ini, kain yang telah dikeringkan, dilakukan pengecekan apakah kain tersebut terdapat defect atau tidak. Tujuan adanya pengecekan ini adalah untuk meminimalkan defect pada produksi selanjutnya, dan juga untuk menjaga kualitas kain tersebut.
• Proses perapian
Pada proses perapian, kain disetrika pada mesin setrika dan selanjutnya diproses pada bagian berikutnya. Proses – proses tersebut semuanya menggunakan bahan kimia. Bahan kimia yang dicampurkan ke setiap proses diambil dari suatu gudang khusus yang menyimpan
38
bahan – bahan kimia. Untuk takarannya disesuaikan dengan ketentuan purchasing order sheet yang telah diberikan. Berikut flow process chart yang dapat dilihat dalam gambar 1.4.
Sumber : Observasi dan Brainstroming dengan Ka-Bag BDF
39
3. Sub bagian Pencelupan Kain Putih
Proses pencelupan kain putih hampir sama dengan proses pencelupan kain berwarna, yang membedakan adalah waktu proses dan komposisi kimia yang digunakan. Pada sub bagian pencelupan kain putih dilakukan pencucian dan pencelupan kain grey dengan warna putih dan kemudian dilanjutkan dengan proses netralisir. Setelah itu dilakukan soaping dengan menggunakan sabun yang sesuai dengan kondisi kain. Pada proses ini juga diberikan pewarna putih agar kain yang dihasilkan lebih putih.
4. Sub bagian pencucian kain stripper
Sub bagian pencucian kain stripper merupakan bagian yang khusus melakukan kegiatan pencucian kain stripper. Kain stripper dicuci untuk menghindari terjadinya penyusutan pada kain, tanpa dilakukan pencelupan warna. Berikut flow process chart yang dapat dilihat dalam gambar 1.5.
40
Sumber : Observasi dan Brainstroming dengan Ka-Bag BDF
41
1.5.4.3. Bagian Yarn Dyeing
Bagian Yarn Dyeing merupakan bagian lantai produksi yang melakukan pencelupan warna pada benang grey, yaitu benang yang merupakan hasil pengolahan langsung dari kapas (cotton), dimana benang tersebut diproduksi oleh perusahaan sendiri di pabrik yang terletak di Serang yaitu PT. Mulia Spindo Mills. Bagian yarn dyeing melakukan produksi sesuai dengan permintaan dari bagian perajutan kain stripper.
Bagian yarn dyeing terdapat beberapa sub bagian, yaitu : 1. Sub bagian penggulungan
Pada bagian ini dilakukan penggulungan benang, terdapat dua jenis proses prnggulungan benang yang dilakukan, yaitu :
• Penggulungan dari cones ke cheese
Penggulungan dari cones ke cheese dilakukan dengan menggulung benang grey pada cheese, dan siap untuk dilakukan proses pencelupan. Penggulungan dilakukan dengan mesin so - winding. Terdapat 2 mesin so - winding dengan masing – masing mesin terdiri dari 120 server pelayanan. Proses penggulungan 1 mesin memerlukan waktu 1,5 jam. 1 roll benang grey dapat menghasilkan 2 cheese benang grey.
42
• Penggulungan dari cheese ke cones
Penggulungan dari cheese ke cones dilakukan dengan menggulung benang hasil pencelupan ke cones, yang siap untuk dikirim ke bagian perajutan stripper. Penggulungan dilakukan dengan mesin re-winding. Terdapat 3 mesin re–winding. Lamanya penggulungan lebih lama dari mesin so-winding. 2 buah cheese akan menghasilkan 1 cones benang. Cheese merupakan tabung besi yang memiliki lubang di sekitar sisinya, yang digunakan untuk pencelupan warna pada benang. Pada cheese terdapat lubang-lubang dengan tujuan agar pencelupan warna tersebut dapat merata sampai ke dalam gulungan benang grey tersebut.
2. Sub bagian pencelupan
Sub bagian pencelupan melakukan pencelupan warna pada benang dengan formula warna dari laboratorium. Benang yang telah digulung di cheese diletakkan pada alat carrier, 1 carrier terdapat 28 tiang, 1 tiang dapat memuat 10 cheese. Sehingga jumlah cheese dalam 1 carrier ada 280 cheese dengan kapasitas carrier adalah 250 kilogram. Setelah cheese dimasukkan ke dalam carrier dan dikunci rapat, kemudian carrier diangkat dengan menggunakan mesin crane (material handling) dan dimasukkan ke dalam tabung pencelupan dan siap untuk diproses.
43
Pada sub bagian ini terdapat beberapa proses, yaitu :
• Scouring bleaching
Proses scouring bleaching pada yarn dyeing mempunyai tujuan yang hampir sama dengan proses scouring bleaching pada bagian BDF, yaitu untuk menghilangkan minyak dan sisa-sisa kapas pada benang
grey, sehingga benang grey yang akan dicelup nantinya, akan
memperoleh hasil yang maksimal.
• Pencelupan warna
Proses pencelupan benang memiliki waktu yang sama dengan pencelupan kain pada bagian BDF, yaitu untuk pencelupan warna tua memerlukan waktu ± 13 jam, untuk warna sedang memerlukan waktu ± 10 jam, sedangkan untuk warna muda memerlukan waktu ± 8 jam.
• Pencucian benang
Pada proses ini, hampir sama dengan proses pencucian pada kain. Pada pencucian benang, dilakukan juga penambahan softener dan bahan-bahan kimia lain, yang bertujuan untuk menjaga kualitas benang.
44
• Quality control
Setelah dicuci, benang dikeringkan dan digulung kembali pada cones. Setelah itu dilakukan pengecekan apakah terdapat defect atau tidak.
Untuk mendukung proses pencelupan, digunakan mesin-mesin yang didatangkan dari Jerman dan Hongkong. Adapun jenis mesin-mesinnya, yaitu :
• Mesin so–winding • Mesin re–winding • Mesin Carrier
• Mesin Theiz dan Obermeier (tabung pencelupan) • Mesin Crane (Material Handling)
• Mesin Dryer
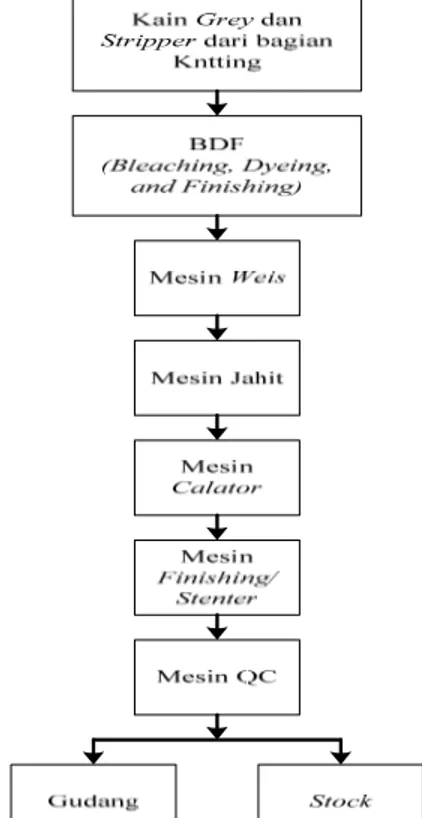
1.5.4.4. Bagian Stenter
Bagian stenter merupakan bagian dari lantai produksi yang khusus menangani produksi kain belah dan juga merupakan tahap akhir dari kegiatan produksi di bagian BDF. Pada bagian ini, kain hasil produksi dari bagian BDF dibelah dan dilakukan uji susut pada kain tersebut. Biasanya kain yang diproduksi di bagian stenter adalah kain yang merupakan pesanan dari pihak luar (buyer). Pesanan dari pihak luar biasanya memerlukan gramasi tertentu.
45
Proses awal dimulai dengan membuka kain dengan menggunakan mesin weis dan dilakukan proses penjahitan untuk menyambung beberapa roll kain sehingga mencapai jumlah roll kain yang sesuai. Kemudian dilanjutkan dengan membuka kain dengan menggunakan mesin calator. Lalu kain dikirim ke mesin stenter untuk membersihkan gramasi dan serat kain serta diteruskan ke mesin inspeksi untuk menginspeksi kain hasil proses. Penandaan kerusakan kain dilakukan dengan memberi tanda pada kecacatan kain yang ditemukan. Jika seandainya defect masih berada di bawah batas toleransi, maka kain akan disimpan untuk selanjutnya dikirim ke garment ataupun buyer. Kerusakan di atas batas toleransi akan dijadikan stock. Proses-proses pada bagian stenter dituangkan dalam flow chart dalam gambar 1.6.
Sumber : Observasi dan Brainstroming dengan Ka-Bag Stenter
46
Untuk mendukung proses produksi di bagian stenter, digunakan mesin-mesin sebagai berikut : 1. Mesin calator 2. Mesin weis 3. Mesin stenter 4. Mesin QC 1.5.4.5Bagian Garment
Bagian garment merupakan bagian lantai produksi yang melakukan kegiatan produksi akhir dari kain menjadi pakaian. Produk yang dihasilkan berupa baju, baju dalam, dan celana dalam. Target pasar penjualan produk ini berasal dari segala usia, mulai dari anak-anak sampai dengan dewasa. Pada bagian garment terdapat 2 sub bagian, yaitu :
1. Garment Lokal
Pada sub bagian garment lokal melakukan kegiatan yang khusus memproduksi pakaian yang didistribusikan hanya untuk melayani permintaan dalam negeri. Produk-produk yang dihasilkan umumnya merupakan pakaian dalam, singlet maupun celana dalam. Barang–barang hasil produksi tersebut dijual dengan nama produk “RIDER”.
Untuk produksi pakaian dalam “RIDER” sendiri, sampai saat ini telah terdapat 67 jenis pakaian dalam yang diperuntukkan bagi mereka yang berumur 5-8 tahun, 20 – 35 tahun, dan 35 tahun ke atas. Sebagian dari
47
produk – produk tersebut sudah menggunakan anti bacteria, yakni suatu terobosan terbaru yang ditambahkan pada pakaian saat pencucian kain yang membuat produk tersebut tahan terhadap pertumbuhan jamur selama pemakaian, melindungi dari polusi luar, dan iritasi kulit.
2. Garment Ekspor
Pada sub bagian garment ekspor melakukan kegiatan khusus memproduksi pakaian yang dipesan oleh perusahaan lain. Produk-produk yang dihasikan umumnya merupakan pakaian atas (baju) dan beberapa pakaian dalam. Barang–barang produksi pada garment ekspor dijual oleh perusahaan lain dengan nama “POLO”, “TOMMY HILFINGER”, “LEE” “OSKOSH”, dan “RALPH LAUREN”.
Kegiatan produksi sub bagian garment ekspor terdapat dua jenis variasi produksi, yaitu :
• Produksi total
Pada kegiatan produksi total, semua proses produksi dilakukan oleh PT. Mulia Knitting Factory, mulai dari kain, proses pencucian, pencelupan warna, sampai proses penjahitan barang jadi. Perusahaan yang mempercayakan pembuatan pakaian kepada perusahaan, hanya menerima produk jadi saja yang siap didistribusikan.
48
• Produksi sebagian
Pada kegiatan produksi sebagian, kain yang digunakan untuk penjahitan disediakan oleh perusahaan lain, sedangkan kegiatan penjahit dilakukan oleh PT. Mulia Knitting Factory. Setelah proses produksi selesai, barang jadi akan dikirimkan kembali ke perusahaan pemesan dan siap untuk didistribusikan.
Proses penerimaan pesanan dilakukan oleh perusahaan pemesan melalui agent kepada PT. Mulia Knitting Factory yang ditangani oleh staff bagian garment ekspor. Agent akan memberikan spesifikasi sesuai dengan permintaan buyer kepada perusahaan. Dari pihak perusahaan akan menindaklanjuti dengan mengkonfirmasi hal ini ke agent yang setelah selesai akan dilempar langsung ke produksi.
Proses produksi pada garment lokal dan garment ekspor pada umumnya adalah sama. Proses produksi dilakukan mulai dari pemotongan kain, penjahitan, dan terakhir adalah packing, secara umum diuraikan sebagai berikut :
1. Cutting
Pada bagian cutting terdapat beberapa proses yang dilakukan pada kain sebelum dilakukan penjahitan. Pertama-tama, kain akan digelar untuk dilakukan penggambaran pola. Tujuan penggelaran kain dengan maksud untuk merapikan kain dan menyusun kain dalam bentuk tumpukan sehingga memudahkan dalam pemotongan. Penggelaran kain dilakukan di
49
meja panjang yang telah tersedia, dan menggelaran kira-kira sebanyak 6 roll kain. Setelah itu dilakukan pengukuran terhadap kain agar dengan panjang kain tersebut dapat dibagi lagi. Setelah kain digelar, maka dilakukan penggambaran pola berdasarkan bentuk pola yang telah disediakan. Setelah itu, kain akan dipotong-potong per pola, yang selanjutnya dikirim ke work station pemotongan. Pada work station pemotongan, pemotongan kain dilakukan menggunakan mesin potong ataupun mesin potong manual (menggunakan tangan), operator yang menjalankan mesin tersebut harus menggunakan pengamanan pada tangan berupa sarung besi. Setelah dilakukan pemotongan, kain hasil pemotongan akan diikat dalam satuan premi.
2. Sewing
Pada bagian sewing terdapat beberapa proses yang dibedakan berdasarkan mesinnya. Mesin-mesin yang digunakan terbagi dalam beberapa kelompok mesin dan dapat digunakan untuk penjahitan semua produk pakaian dengan urutan proses yang berbeda pada masing-masing produk. Masing-masing mesin dioperasikan oleh satu orang operator. Oleh karena itu, pada bagian sewing memerlukan banyak operator untuk masing-masing mesin. Barang jadi hasil penjahitan akan dilakukan pengecekan di bagian quality control, dan diikat per satuan premi sebelum dikirim ke bagian packing.
50
3. Packing
Pada bagian packing, barang jadi akan disetrika sebelum dilipat dan dikemas. Mesin setrika digunakan untuk menyetrika singlet dalam ukuran kecil. Selain itu untuk yang ukuran besar digunakan setrika tangan. Setrika tersebut menggunakan uap, dengan tujuan untuk merapikan dan menghilangkan debu dan kotoran serta mematikan kuman pada pakaian. Setelah itu pakaian dilipat, dan dimasukkan ke padalam kemasan yang telah ditempel dengan barcode dan size. Kemasan yang digunakan berupa kemasan plastik dan kardus. Produk dengan kemasan plastik akan di-packing per satuan kardus per lusin. Sedangkan untuk produk dengan kemasan kardus akan di-packing per satuan plastik per lusin. Dan selanjutnya dimasukkan ke dalam kardus besar dan setelah itu siap untuk didistribusikan. Pada bagian ini juga terdapat quality control untuk menginspeksi sebelum dilakukan packing.
Pada garment ekspor, permintaan pemesan dilakukan pembuatan sampel terlebih dahulu sebelum produksi massal di bagian sample room. Proses yang dilakukan di sample room meliputi proses pembuatan barang contoh hingga pengujian cuci sampai produk jadi. Jika sudah maka selanjutnya agent akan menunjuk seorang inspektor untuk menginspeksi adanya ketidaksesuaian barang contoh hasil produksi. Jika semuanya terlihat baik, maka akan dilakukan produksi massal.
51
Untuk mendukung proses produksi di bagian garment digunakan mesin-mesin sebagai berikut : 1. Mesin cutting 2. Mesin merek 3. Mesin obras 4. Mesin som 5. Mesin bis 6. Mesin bartek 7. Mesin haso 8. Mesin cuci 9. Setrika
Permesinan pada bagian garment ekspor lebih terotomatisasi dengan digunakannya mesin automatic hanger yang dioperasikan pada 3 line dari 10 line produksi yang ada. Otomatisasi di sini karena mesin dioperasikan dengan menggunakan program komputer. Satu automatic hanger terdiri dari 44 workstation.
52
1.5.5. Pembagian Shift Kerja
PT. Mulia Knitting Factory memiliki sistem manajemen karyawan yang cukup teratur. Pembagian shift kerja dibedakan tiap bagian/departemen. Selain itu juga adanya pemberian insentif terhadap karyawan/pekerja yang memiliki performance yang memuaskan.
Pembagian shift kerja dibedakan tiap bagian dapat diuraikan sebagai berikut : 1. Bagian knitting
Secara umum, sistem kerja di bagian knitting terdiri dari 2 shift. Akan tetapi apabila terjadi permintaan yang melebihi kapasitas produksi harian, maka akan dilakukan penambahan shift, sehingga jumlah shift sebanyak 3. Pembagian waktu kerja yang diterapkan pada bagian knitting adalah sebagai berikut :
• Shift I : 07.30 – 16.30
• Shift II : 16.30 – 00.30
• Shift III : 00.30 – 07.30
• Jam istirahat : 12.00 – 13.00
Karyawan yang terdapat di bagian knitting terbagi menjadi dua jenis, yaitu karyawan tetap dan karyawan kontrak, dengan jumlah masing-masing sebanyak 50% dari total jumlah karyawan bagian knitting.
53
Dalam melakukan produksi, mesin-mesin yang digunakan pada bagian knitting dioperasikan oleh operator dengan perincian sebagai berikut : • Untuk pengoperasian mesin rib, dioperasikan oleh 1 orang operatur
untuk 4 mesin sekaligus.
• Untuk pengoperasian mesin single knit, diopersikan oleh 1 orang operator untuk 2 mesin sekaligus.
• Untuk pengoperasian mesin single knit atau double knit, dioperasikan oleh 1 orang operator per mesin (berlakukan pada sub bagian perajutan kain stripper)
2. Bagian BDF
Secara umum, sistem kerja di bagian BDF sama dengan bagian knitting terdiri dari 2 shift. Akan tetapi apabila terjadi permintaan yang melebihi kapasitas produksi harian, maka akan dilakukan penambahan shift, sehingga jumlah shift sebanyak 3. Pembagian waktu kerja yang diterapkan pada bagian BDF adalah sebagai berikut :
• Shift I : 07.30 – 16.30
• Shift II : 16.30 – 00.30
• Shift III : 00.30 – 07.30
54
3. Bagian yarn dyeing
Secara umum, sistem kerja di bagian yarn dyeing sama dengan bagian knitting terdiri dari 2 shift. Penambahan shift tidak akan dilakukan apabila tidak terjadi kelebihan permintaan. Pembagian waktu kerja yang diterapkan pada bagian yarn dyeing adalah sebagai berikut :
• Shift I : 07.30 – 16.30
• Shift II : 16.30 – 00.30
• Shift III : 00.30 – 07.30
• Jam istirahat : 12.00 – 13.00
4. Bagian stenter
Secara umum, sistem kerja di bagian stenter sama dengan bagian knitting terdiri dari 2 shift. Penambahan shift tidak akan dilakukan apabila tidak terjadi kelebihan permintaan. Pembagian waktu kerja yang diterapkan pada bagian stenter adalah sebagai berikut :
• Shift I : 07.30 – 16.30
• Shift II : 16.30 – 00.30
• Shift III : 00.30 – 07.30
55
5. Bagian garment
Sistem kerja di bagian garment terdiri dari 3 shift. Akan tetap shift 3 tidak akan diberlakukan apabila tidak terjadi kelebihan permintaan. Pembagian waktu kerja yang diterapkan pada bagian knitting adalah sebagai berikut : • Shift I : 06.30 – 14.30 (senin – jumat)
• Shift II : 14.30 – 22.00 (senin – jumat) • Untuk hari sabtu, pekerja pada shift 1 masuk.
Pekerja mendapatkan giliran untuk ditempatkan pada shift 1. Pekerja akan di-rolling, dimana yag bekerja pada shift 1 akan dipindahkerjakan ke shift 2 selama 1 minggu dan akan kembali lagi ke shift 1 setelah 1 minggu.