KAJI TEORITIS HASIL INSPEKSI PENGELASAN PADA
SAMBUNGAN GAS COOLER TUBE
Yusmawati, Ir. Edi Septe, ST., MT1), dan Ir. Iman Satria, M.T)
Program Studi Teknik Mesin-Fakultas Teknologi Industri-Universitas Bung Hatta Jl. Gajah Mada No.19 Olo Nanggalo Padang 25143
Telp. 0751-7054257 Fax. 0751-7051341
Email : [email protected], [email protected] [email protected]
ABSTRAK
Gas Coller merupakan alat yang digunakan untuk menurunkan temperature gas yang diperoleh dari dalam bumi agar dapat dimanfaatkan sesuai dengan spesifikasi yang direncanakan. Gas Coller tersebut berupa alat penukar panas yang dibentuk dari sebuah tabung silindris yang diberi tutup di kedua ujungnya. Penyambungan tabung dengan tutup dikedua ujungnya tersebut dilakukan dengan sambungan las SMAW dan GTAW. Proses penyambungan dilakukan dengan terlebih dahulu membuat welding procedure standard (WPS). Kemudian dilakukan pengujian terhadap sampel pengelasan yang dilakukan mengikuti WPS. Sampel yang dibuat dari material SA 240 dengan filler SFA 51 dan di uji komposisi , uji kadungan ferrite, uji tarik dan bending. Hasil pengujian yang dilakukan memperlihatkan bahwa komposisi, kandungan ferrite, kekeuatan tarik dan bending masih dalam batas nilai yang ditetapkan. Oleh karena itu WPS yang direncanakan dapat digunakan sebagai pedoman dalam penyambungan ujung tabung dan tutupnya. Unutk memastikan bahwa sambungan las antara ujung tabung dan tutupnya tersebut dilakukan pemeriksaan cacat pada lasan. Pemeriksaan yang diterapkan adalah Ultrasonic Testing, Die Penetran dan Radiography. Hasil pemeriksaan memperlihatkan bahwa cacat yang terdapat pada lasan sangat minim dan dibawah batas ketentuan yang ditetepkan. Dengan demikian dapat disimpulkan bahwa sambungan las tersebut memenuhi persyaratan atau standard yang ditetapkan.
Kata Kunci : Gas Cooler, Welding Prosedurre Standard, pemeriksaan cacat lasan.
ABSTRACT
Gas Coller is a tool that is used to lower the gas temperature obtained from the earth that can be utilized in accordance with the planned specifications. Coller gas in the form of heat exchanger formed of a cylindrical tube closed at both ends are given. Splicing tubes with caps on both ends was done with SMAW and GTAW welding connection. The process of grafting is done by first making a
standard welding procedure (WPS). Then do the test on welding samples were carried out following the WPS. Samples made from SA 240 with a filler material SFA 51 and in test composition, ferrite content results test, tensile test and bending. Results of tests performed showed that the composition, ferrite content, tensile and bending kekeuatan still within the limits set value. Therefore the planned WPS can be used as a guide in connecting end of the tube and the lid. Fatherly ensure that the welded joints between the ends of the tube and the lid defects in the weld inspection. Ultrasonic examination is applied Testing, Die penetrant and radiography. Test results show that there is a defect in the weld is very minimal and the boundary conditions set forth below. It can be concluded that the weld meets the requirements or standards set.
Keywords: Gas Cooler, Welding Prosedurre Standard, inspection of weld defects
I. PENDAHULUAN
Pada mulanya pemakaian pengelasan hanya berfungsi sebagai perbaikan dan pemeliharaan dari semua alat-alat yang terbuat dan logam baik sebagai proses penambalan retak-retak, penyambungan, maupun sebagai alat pemotongan bagian-bagian yang dibuang atau diperbaiki. Kemajuan teknologi dewasa ini semakin pesat, demikian pula yang terjadi diindonesia sangat membutuhkan teknik pengelasan yang baik. Perkembangan teknologi ini dapat dilihat dengan semakin kompleksnya proses penyambungan logam dengan pengelasan. Pada proses pengelasan ada beberapa factor yang menentukan keberhasilan dalam pengelasan, dimana perubahan logam yang
disambung diharapakan mengalami perubahan sehingga mutu las tersebut dapat dijamin. Perkembangan ilmu material khususnya dibidang pengelasan pada hakikatnya terus semakin berkembang seiring dengan kemapuan manusia dalam sistem pengelasan. Dengan menggunakan proses GTAW sangat bermanfaat untuk mengelas material seperti tabung gas cooler dan pipa pada posisi yang sulit seperti pada stainless steel dan non ferrous material seperti panduan nikel. GTAW sudah bisa dilakukan dengan cara otomatis. Proses otomatis ini dubutuhkan sumber listrik dan program kendali, sistem pengumpaan kawat dan mesin pemandu gerak.
Dimana Gas cooler ini adalah sebuah media pendingin gas bumi yang dialirkan dari kepala ke dalam sisi tabung dan sebagai media pendingin dari cooler adalah air laut yang di alirkan kedalam sisi shell. Keuntungan dari proses pengelasan ini dengan menggunakan GTAW (Gas Tungsten Arc Welding) adalah menghasilkan pengelasan yang bermutu tinggi pada bahan-bahan ferrous dan non ferrous. Oleh karena itu GTAW digunakan secara luas pada pengelasan Pipa dan tabung gas cooler, dengan batasan arus mulai dari 5 sampai 300 amp. Untuk meningkatkan efisiensi dan daya saing dalam proses pengelasan, perlu dilakukan pengembangan peralatan untuk memenuhi tuntutan tersebut dengan membuat mekanisasi dan otomasi proses pengelasan tabung gas cooler. Dalam proses pengelasan terdapat dua kondisi yaitu pada kondisi padat disebut Shielded Metal Arc welding ( SMAW ).
.
II. TINJAUAN PUSTAKA
Pengelasan (Welding) merupakan salah satu teknik penyambungan dua buah logam dengan cara memanasi dua buah logam sampai mencapai titik leleh dari logam tersebut. Kemudian pada tahun 1877, seorang ahli fisika dari Inggris bernama James Joule, menemukan las tahanan (Resistance Welding). Pada tahun 1856 dia memanaskan dua batang kawat dengan aliran listrik. Selama proses pemanasan kedua kawat tersebut ditekan satu sama lainya. Ternyata kedua kawat tersebut saling terikat setelah selesai dipanaskan. Las tahanan mencapai perkembangan yang sangat pesat setelah diciptakan berbagai jenis robot. Dalam tugas akhir ini penulis hanya membahas tentang Kaji Teoritis Hasil Inspeksi Pengelasan Pada Sambungan Gas Cooler Tube. Gas coller merupakan salah satu alat yang digunakan sebagai media pendingin gas yang diperoleh dari dalam bumi. Pada beberapa kasus gas coller tersebut ditempatkan diligkungan laut. Hal ini menyebabkan tingkat kerawanan gas coller terhadap serangan korosi menjadi lebih tinggi. Untuk mengantisipasi hal tersebut, material gas cooler dipilih menggunakan baja
tahan karat dan pengelasan sambungan yang dilakukan harus memenuhi persyaratan sebagaimana yang direncanakan pada Welding Procedure Standard (WPS). Proses Pengelasan yang digunakan adalah Proses SMAW (Shielded Metal Arc Welding) dan proses GTAW (Gas Tungsten Arc Welding).
JENIS-JENIS PENGELASAN
SMAW (Shielded Metal Arc Welding)
SAW (Submerged Arc Welding)
ESW (Electro slag Welding) ERW (Elektrik Resistance
Welding)
EBW (Electron Beam Welding,Electron
Bombartment Welding)
GMAW (Gas Metal Arc Welding)
GTAW (Gas Tungsten rc Welding)
EGW (Electro Gas Welding) III. METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian
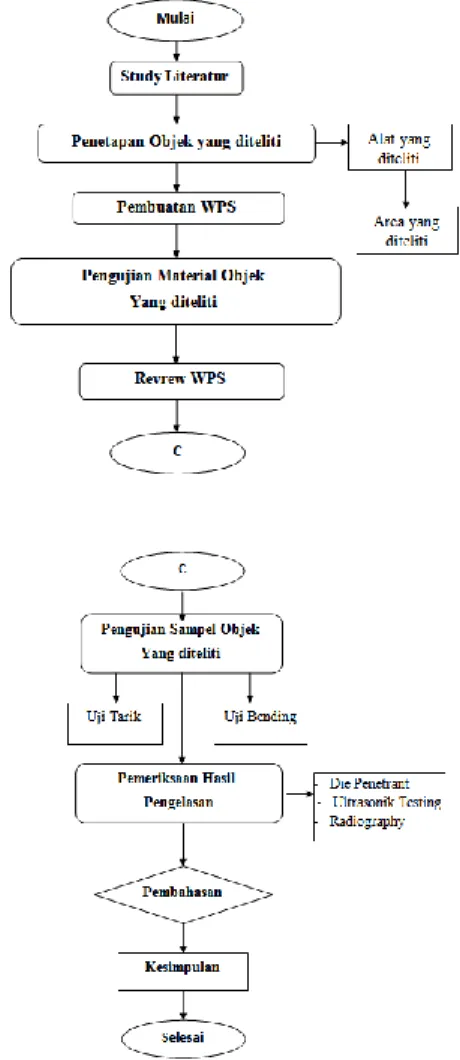
Metodologi Kaji teoritis hasil inspeksi pengelasan pada sambungan las gas
cooler tube ini diperlihatkan pada Gambar.
Gambar 1. Bagan alir Proses Inspeksi Sambungan Las Cooler
3.2. Gambar Gas Cooler Tube
Suber PT.Timas Suplindo Jakarta
3.3. Peralatan yang digunakan
Hydrostatic Test, sepatu kulit, helm, sarung tangan, kaca pengaman/masker las, apron ( pelindung dada ), pakaian las, travo las, kabel eletroda dan kabel massa, pemegang elektroda dan penjepit massa.
3.4 Proses penyambungan padaTube Prosedur pengelasan kelihatannya sangat sepele dan sederhana namun sebenarnya didalamnya banyak masalah-masalah yag harus diatasi di mana pemecahannya memerlukan bermacam-macam pengetahuan. Oleh kerana itu dalam proses pengelasan, seseorang harus memahami arti dari pengelasan tersebut dan prosedur-prosedur yang digunakan sesuai dengan WPS yang ditentukan.
Pemilihan metoda
penyambungan yang tepat dalam suatu konstruksi sambungan harus dipertimbangkan efisiensi sambungannya,
dengan mempertimbangkan beberapa faktor diantaranya: faktor proses pengerjaan sambungan, kekuatan sambungan, kerapatan
sambungan, penggunaan konstruksi sambungan dan faktor ekonomis.
Proses pengelasan tabung Gas Cooler yang terutama harus dilakukan adalah pengujian mekanikal, dimana pengujian mekanikal ini, perlu mengambil sampel pada pipa untuk menentukan kekuatan material dan menentukan pengelasan sesuai WPS (Welding Prosedure Standard) yang akan disambung, walaupun material nya sama, dan ukuran nya pun sama. Dan ada beberapa hal pengujian mekanikal yang dilakukan seperti : Uji Komposisi, uji tarik, Uji bending, dan menentukan kandungan Ferrite.
Setelah dilakukan proses pengelasan pada pengujian sampel material tutup tabung dan hasil pengelasannya sudah memenuhi standard. Maka pengelasan pada tabung Gas Cooler harus sesuai dengan pengujian sampel yang telah memenuhi WPS (Welding Prosedure Standard).
Gambar 3. Bagian dari tutup yang akan disambung.
Suber PT.Timas Suplindo Jakarta
Gambar 4. Proses penyambungan tutup tabu ng
Suber PT.Timas Suplindo Jakarta
BAB IV HASIL DAN PEMBAHASAN
4.1 Spesifikasi Material Gas Cooler Tube
Spesifikasi teknis material gas cooler tube yang menjadi objek dalam
penelitian ini diperlihatkan pada table.
Tabel ChemicalComposisionMaterial SA-240 UNS S32750.
Suber PT.Timas Suplindo Jakarta
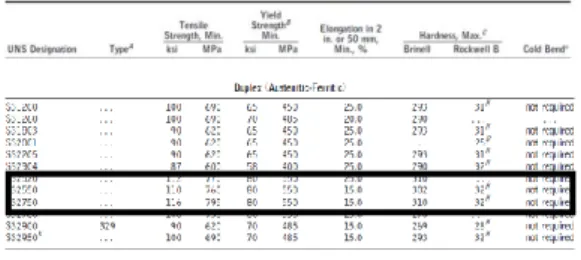
Tabel Mechanical Propertis Material SA 240
Suber PT.Timas Suplindo Jakarta
Pengujian Mekanik
Sebelum melakukan proses pengelasan atau penyambungan pada tutup tabung (shell tubes), seperti pada gambar 3.1 terlebih dahulu dibuat WPS. Berdasarkan WPS tersebut dibuat sampel lasan untuk proses pengujian secara mekanik.
Pengujian terhadap material lasan dilakukan dengan menggunakan material SA-240 UNS S32750 (Super Duplex) yang di las dengan Filler (Elektroda) SFA 5.1 Material yang telah di las dengan mengikuti prosedur sebagaimana yang direncanakan pada WPS tersebut selanjutnya dibuat menjadi sampel uji komposisi, kandungan ferrite, uji tarik dan bending.
Gambar 5. Proses Pengelasan Sampel Material
Suber PT.Timas Suplindo Jakarta
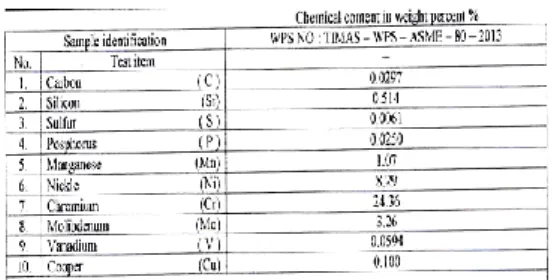
Uji Komposisi Material
Komposisi kimia dimana didapatkan pada material yang memiliki ketahanan terhadap korosi yang cukup baik dengan kandungan komposisi chromioum dan nikel yang tinggi. Merupakan sifat kimia dari unsur tersebut memiliki daya tahanan terhadap korosi yang cukup baik. Maka dari itu HP GAS Cooler E2020 menggunakan bahan dasar utama material SA 240- UNS S32750. Data spesifikasi teknis yang disyaratkan pada kategri material ini dapat mengacu kepada ASME Code Sect II part A. SA-240 specification for Heat Resisting Chromium and Chromium-Nickel stainless steel untuk penggunaan pada bejana tekan seperti pada standar dibawah ini.
Tabel Uji Komposisi Material
Suber PT.Timas Suplindo Jakarta
Dari data Spesifikasi diatas merupakan persyaratan minimal dari material dalam klasifikasi dan grade SA240-S32750. Data ini menjadi acuan standar dalam melakukan pembelian atau pemilihan material yang tersedia dipasaran. Spesifikasi yang tersedia dipasaran ditunjukkan
dengan sertifikat
produsen/manufactur material tersebut yang bias dikenal dengan Mill Sheet/Mill certificate. Dimanan Mill Sheet ini memuat record data actual spesifikasi material sesuai hasil pengujian yang dilakukan pada saat pembuatan material tersebut.
Uji Kandungan Ferrite Tabel Kandungan Ferrite
Suber PT.Timas Suplindo Jakarta
Kandungan ferrite yang terdapat pada baja tahan karat akan mempengaruhi ketahanan baja tersebut terhadap korosi. Semakin tinggi kandungan ferritenya, maka semakin tinggi kemampuan baja menahan serangan korosi. Dari hasil material yang di uji, telah didapat kandungan ferrite sebesar 35%, Angka tersebut dinyatakansudah memenuhi persyaratan untuk gas cooler tube, karena batas minimal yang direncanakan adalah 30 %.
Uji Tarik
Pengujian tarik merupakan proses pengujian yang biasa dilakukan karena pengujian tarik dapat menunjukkan perilaku bahan selama proses pembebanan. Pada pengujian ini, benda uji diberi beban berupa gaya tarik, yang nilainya bertambah secara kontinyu. Pada saat menerima beban tarik, penampang benda uji akan berkurang. Perbandingan beban dan luas penampang benda uji menggambarkan kekuatan tarik dari benda uji tersebut.
Hasil pengujian tarik dari sampel pengelasan gas coller tube yang dilakukan diperlihatkan pada Tabel.
Tabel 4.10 Hasil Uji Tarik Sampel Gas Coller Tube
NO. BATANG
UKURAN LUAS BEBAN KUAT TARIK SIFAT CACAT LEBAR (mm) TEBAL (mm) (mm 2) (Kgf) Kgf/mm2 DAN LOKASI T-l 19.3 12.0 231.6 19800 85.5 Weld Metal T-2 19.5 12.1 235.95 19900 84.3 Weld Metal Suber PT.Timas Suplindo Jakarta
Dari hasil pengujian yang didapat pada tabel diatas, bahwa untuk sampel material yang telah diuji pengelasannya menurut WPS (Welding Prosesdure Standard), dari table 4.2 kekuatan tarik material 116 Ksi, dan kekuatan tarik hasil pengelasan 84,3 kgf/mm2 dikonversikan menjadi 119 Ksi. Data tersebut memperlihatkan bahwa kekuatan tarik lasan lebih tinggi dari kekuatan tarik material sehingga hasil lasan tersebut dinyatakan memenuhi syarat.
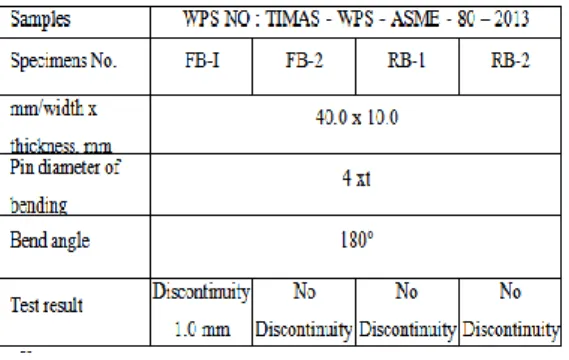
Uji Bending
Uji bending merupakan salah satu bentuk pengujian yang dilakukan untuk menentukan mutu hasil pengelasan suatu material secara
visual. Selain itu uji bending juga dapat digunakan untuk mengukur kekuatan material terhadap pemebebanan lentur, serta elastisitas hasil sambungan las.
Tabel Data hasil Pengujian Bending Sampel Gas Coller Tub
Suber PT.Timas Suplindo Jakarta Setelah dapat dipastikan material yang digunakan sudah memenuhi persyaratan minimal standar acuan yang digunakan diatas maka langkah awal/ pre-febrikasi dapat dilakukan dimana pada tahanpan ini membutuhkan prosedur kerja dari setipa detail pekerjaan. Dimana pada pembuatan HP Gas Cooler E2020 kegitan penyambungan material merupakan salah satu kegiatan utama pada saat fabrikasi. Batasan penyambungan material yang dilakukan disini adalah dengan menggunakan metode pengelasan.
4.2 Hasil Pembahasan
Dari pengujian yang dilakukan diatas maka dari itu dapat disimpulkan, bahawa proses dari pengelasan yang diuji terhadap sampel tutup tabung dan tabung dengan beberapa pengujian yang dilakukan seperti uji mekanikal, uji tarik, uji bending, beserta komposisi yang terdapat pada material dan kandungan ferrite. Pemeriksaan cacat terhadap hasil lasan dengan metoda die penetrant dan ultrasonic testing memperlihatkan bahwa tidak terdapat cacat yang disiknifkan. Sehingga pengelasan yang dilakukan dinyatakan telah memenuhi standard yang ditentukan. Dengan demikian secara mekanik kekuatan sambungan juga dinyatakan sudah memenuhi standartd.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan kajian yang dilakukan terhadap hasil inspeksi pengelasan gas coller tube, dapat disimpulkan bahwa proses pengelasan yang dilakukan sudah baik dan memenuhi persyaratan yang
ditetapkan. Kesimpulan tersebut didasarkan pada hasil pengujian komposisi dan kandungan ferrite, uji tarik dan bending serta hasil pemeriksaan cacat terhadap hasil pengelasan di lapangan.
5.2 Saran
1. Prosedur pengelasan harus lebih diperhatikan agar hasil pengelasan baik dan tidak mengalami retak terutama pengaturan kecepatan pengelasan sebaiknya lebih rendah. 2. Pengawasan pada saat proses pengelasan perlu dilakukan untuk mengantisipasi terjadinya kesalahan prosedur pada proses pengelasan tersebut.
3. D
iperlukan penelitian lebih lanjut tentang perlakuan panas baik sebelum pengelasan (preheat) atau sesudah pengelasan (PWHT / Post Weld Heat Treatment) untuk memperbaiki kekuatan sambungan las.
DAFTAR PUSTAKA
1. Widharto S. Petunjuk Kerja Las, Cetakan Ke 6, Jakarta.Tahun 2006
2. Nasution A.M, Welding Inspector Course Angkatan XXVI WI- 26 –020 3. Iriawan, Nur, Ph.D, Septin
Puji Astuti, S.Si., MT, (2006), Modul teori pengelasan. 4. Smith, F.J.M. (1992).
Basic fabrication and welding engineering, Hong Kong: Wing Tai Cheung Printing Co. Ltd.
5. Graham E. (1990). Pengujian Las Materi I
6. Welding Metalurgy by W.L. Wilcox, Gilbert Asosiates,Inc
7. ASME Section IX,
Welding dan Brazing Qualification
8. Suber PT.Timas Suplindo Jakarta