5 A
Kağıt ve K a r t o n
Üretim
T e k n o l o j i s i
Prof, Dr, Hüdaverdi EROĞLU Prof. Dr. Mustafa USTAf
©
Bütün haklan yazarına aittir. 5 8 7 6 sayılı Fikir ve Sanat E s e ^ K j r a m ı gereğince, sahibinden yazılı izin almaksızın eserin tamamının veya
minin basılması, yayımlanması, fotokopi edilmesi veya herhjps» * temle çoğaltılması, başka dile çevrilmesi ve dağıtılması yasaKt"-
-•
Kaynak gösterilerek alıntı yapılabilir.
Basım Y e r i : Esen Ofset Matbaacılık Cumhuriyet M a h . Özgür C d . N o : 42
Tel.: (0462) 3 2 1 6 1 0 0 T R A B Z O N
ISBN : 975-98513-0-X (Takım No) ISBN : 975-98513-1-8 (1. Cilt)
Ö N S Ö Z
Günümüzde iletişim araçlannın yaygınlaşmasına ve bilginin değişik araçlarla çok daha hızlı bir şekilde hedef kitlelere ulaşmasına rağmen kağıdın insan yaşamındaki öneminde azalma olmamıştır. Geçmişte kağıt sadece yazı yazmak, baskı yapmak ve ambalaj amacıyla tüketilirken günümüzde temizlik ve hijyen malzemeleri, yalıtım ve izolasyon malzemeleri, kaplama ve dekoratif görünüm sağlama gibi çok farklı amaçlarla da kutlanılır olmuştur. Aynca, kağıt ulusların kültür birikiminin kalıcılığı bakımından da önemlidir.
Ülkemizde kağıt sanayi ile ilgili bilgi birikimi oldukça sınırlı olup, var olanın da etkin şekilde sektör çalışanları tarafından kullanılabildiğini söylemek zordur. Bu zorluğun ana nedeni, diğer teknolojik alanlarda olduğu gibi kağıt teknolojisi ile ilgili çok fazla yeni bilgi üretilmesi ve bu bilgilerin hangi sistematik içersinde yorumlanıp değerlendirilebileceğinin çalışanlar tarafından çoğu kez açık ve net şekilde anlaşılamamasıdır. Bilindiği üzere, teknolojik yenilikler geçen yüzyıla göre daha fazla ekonomik değer ifade etmeye başlamış, bu da ulusal ve uluslararası rekabette üstün gelmenin yolunu teknolojik yeniliğe bağlamıştır.
Bu kitabın yazımında, içeriğinin oluşturulmasında ve kapsamının ne ölçüde tutulacağı gibi konularda elden geldiğince gerek Orman Endüstri Mühendisliği Bölümlerinde okuyan öğrencilerin ihüyaçlannın karşılanması gerekse de uygulamada çalışan meslektaşlarımızın karşılaşacaklar sorunlan çözmeye katkı sağlayan bilgiler verilmeye çalışılmıştır. Bu kitabın baskı kopyalarım zaman ayırarak titiz şekilde yazım bakımından inceleyen Prof. Dr. Hüseyin KIRCI'ya ve Yrd. Doç. Dr. Esat GÜMÜŞKAYA'ya ve kapak dizaynını hazırlayan Yrd. Doç. Dr. Alper AYTEKÎN'e, yazımında emeği geçen Arş. Gör. Sedat ONDARAL; Arş. Gör. Derya USTAÖMER; Arş. Gör. Sevda BORAN, Arş. Gör. Evren ERSOY, Arş. Gör. Emrah PEŞMAN ile Arş. Gör. Sezgin KORAY GÜLSOY'a, teşekkür ederiz.
Kitabımızın basımını üstlenen Türkiye Selüloz ve Kağıt Sanayi Vakfı yetkililerine de desteklerinden dolayı teşekkür ederiz.
Eserin tüm öğrencilerimize, kağıtçı meslektaşlarımıza ve ülkemiz ekonomisine yararlı katkılarda bulunmasını dileriz.
Trabzon - Ağustos 2004
İÇİNDEKİLER
llıiytn No
1. Kağıt ve Kağıtçılığın Tarihçesi I
1.1. Kağıdın Yaşantımızdaki Önemi ı
1.2. Kağıtçılığın Tarihçesi 2
1.2.1. Papirüs
1.2.2. Parşömen >
1.2.3. Kağıt ı
1.2.4. Türkiye'de Kağıtçılığın Tarihçesi II
2. Dünyada ve Türkiye'de Kağıt Endüstrisi 1 1
2.1. Dünyada Kağıt Endüstrisi 1 1
2.2. Türkiye'de Kağıt Endüstrisi 1 /
2.2.1. Devlet Sektörü 1 /
2.2.2. Özel Sektör III
2.2.3. Türkiye'de Kağıt Endüstrisinin Hammadde
Durumu III
3. Su Teminl-Kullanımı ve Kalitesi T)
3.1. Suyun Kimyasal Yapısı ve Özellikleri 22
3.2. Suyun Bazı Fiziksel Özellikleri .'•1
3.3. Suyun Kağıtçılıktaki Önemi n
3.4. Beyaz Su İçindeki Katıların-Geri Kazanılması uı
3.4.1. Döner Silindir Tipi Geri Kazama III
3.4.2. Döner Vakum Tipi Geri Kazama 1 1
3.4.3. Çökeltme veya Dinlendirme Tankına Sahip (.ni
Kazama 1 . '
3.4.4. Yüzdürme (Flotasyon) Tipi Geri Kazama \)
3.4.5. Süzgeç Tipi Geri Kazama M
3.4.6. Yukarı Akımlı Temizleyici \:
3.4.7. Dlskli Filtreler 1 ı
3.5. Taze Suyun Muamelesi İd
3.6. Belli Başlı Su Özellikleri 1/
4. Kağıt Üretiminde Kullanılan Lifsel ve Yardımı ı
Maddeler -|()
4.1. Lifsel Maddeler III
4.2. Kağıt Üretiminde Kullanılan Yardıma MndrlHn 1 1
4.2.1. Dolgu Maddeleri 'M
4.2.1.1. Dolgu Maddelerinin Özellikleri T .
4.2.1.2. Kağıt Üretiminde Dolgu Maddesi ve Kımıl ı
- Tutulması iı.
4.2.1.2.1. Kırıntı Fraksiyonu -III
4.2.1.2.2. Tutunmanın Tanımı ve Hesaplama Metollmı ııı
4.2.1.2.2.1. İlk Geçiş Tutunması III
4.2.1.2.2.2. Makine Tutunması f i
4.2.1.2.2.3. Sistem Tutunması n
4.2.1.2.3. Tutunma Mekanizmaları ve hılıııııımyı
4.2.1.2.3.1. Tutunma Mekanizmaları 50
4.2.1.2.3.1.1. Mekanik Yolla Tutunma 50
4.2.1.2.3.1.2. Kimyasal Yolla Tutunma 50
4.2.1.2.3.2. Tutunmayı Etkileyen Faktörler 52
4.2.1.2.3.2.1. Üretilen Kağıdın Gramajı 52
4.2.1.2.3.2.2. Safihanın Üretildiği Formasyon Şekli 53 4.2.1.2.3.2.3. Safiha İçersindeki Gözenek Boyutları 53
4.2.1.23.2.4. Elektrolitlerin Etkisi 54
4.2.1.2.3.2.5. Safihadan Su Uzaklaştırılması 54
4.2.1.2.3.2.6. Odun Türünün Etkisi 54
4.2.1.2.3.2.7. Lif Kabalığının Etkisi 54
4.2.1.2.3.2.8. Hamur Üretim Prosesinin Etkisi 55 4.2.1.2.3.2.9. Çözünmüş Organik Materyallerin Etkisi 55
4.2.1.2.3.2.10. Dövmenin Etkisi 55
4.2.1.2.3.2.11. Konsantrasyonun Etkisi 56
4.2.1.2.3.2.12. Sistem Kapalılığının Tutunmaya Etkisi 56 4.2.1.2.3.2.13. Kağıt Makinesi Dizaynının Tutunmaya Etkisi 56 4.2.1.2.3.2.14. Kullanılan Tutundurucu Maddenin Yük
Yoğunluğu ve Molekül Ağırlığı 58
4.2.1.2.3.2.15. İletkenlik ve Reaktiflik 58
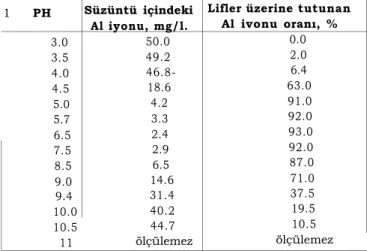
4.2.1.2.3.2.16. pH'ın Etkisi 59
4.2.1.2.3.3. Tutundurucu Maddeler ve Etki Şekilleri 59
4.2.1.2.3.3.1. Tutundurucu Maddeler 59
4.2.1.2.3.3.1.1. İnorganik Tutundurucu Maddeler 59
4.2.1.2.3.3.1.1.1. Şap 59
4.2,1.2.3.3.1.1.2. Poli-Alüminyum Kloriir (PAC) 59 4.2.1.2.3.3.1.2. Doğal Organik Esaslı Tutunma Maddeleri 60 4.2.1.2.3.3.1.3. Sentetik, Suda Çözülebilir Organik Polimerler 60
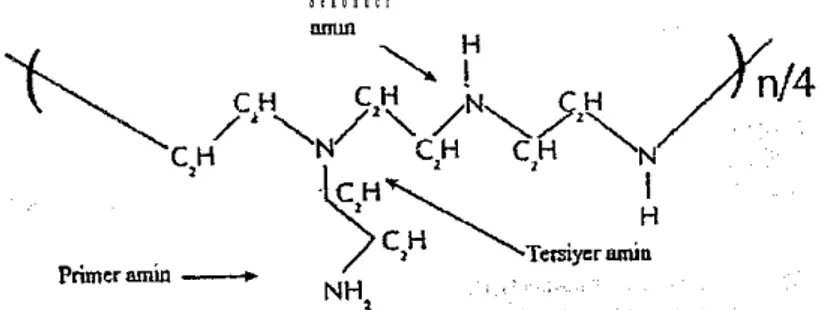
4.2.1.2.3.3.1.3.1. Poiiaminler 60
4.2.1.2.3.3.1.3.2. Poli-DADMAC 61
4.2.1.2.3.3.1.3.3. Polien'lenimin (PEI) 62
4.2.1.2.3.3.1.3.4. Islak Sağlamlık Reçineleri 62
4.2.1.2.3.3.1.3.5. Poliakrilamid (PAM) 63
4.2.1.2.3.3.1.3.6. PoliefJlen Oksit (PEO) 64
4.2.1.2.3.4. Tutunma Mekanizmalan 64 4.2.1.2.3.4.1. Koagülasyon 64 4.2.1.2.3.4.2. Flokülasyon 65 4.2.1.2.3.4.2.1. Makro Flokülasyon 66 4.2.1.2.3.4.2.1.1. Patch Flokülasyonu 66 4.2.1.2.3.4.2.1.2. Bağlanma Modeli 66 4.2.1.2.3.4.2.1.3. Sterik Stabiiizasyon 67
4.2.1.2.3.4.2.4. Mikro Flokülasyon veya Mikro Partikül
Tutunması 68
4.2.1.2.3.4.2.4.1. Mikro Partikül Sisteminin Avantaj ve
Dezavantajları 69
4.2.1.2.3.4.4. Tutunma Sistemleri 69
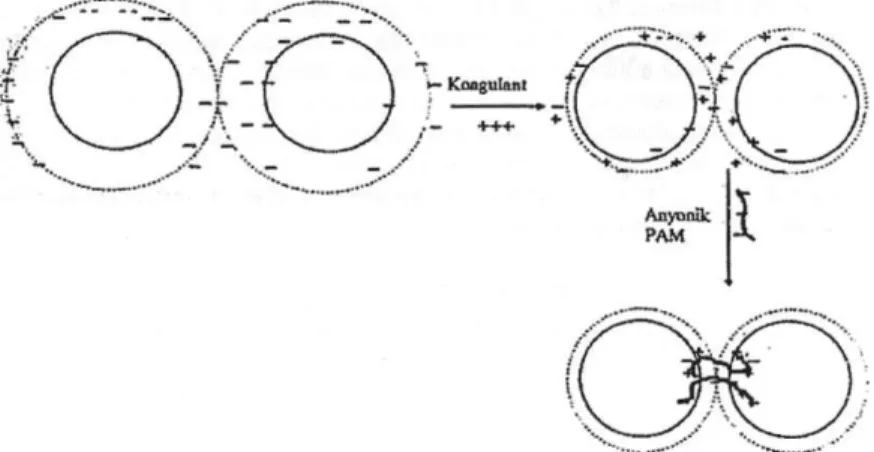
4.2.1.2.3.4.4.1. Tek Bileşenli Tutunma Sistemleri 69 4.2.1.2.3.4.4.2. Çift Bileşenli Tutunma Sistemleri 70 4.2.1.2.3.4.4.2.1. Koagülant ve Poliakrilamid (PAM) 70 4.2.1.2.3.4.4.2.1.1. Koagülant ve PAM Sisteminin Genel
Mekanizması 70 4.2.1.2.3.4.5. Örgü Ağı Flokülasyonu 71 4.2.2. Yapışbıma Maddeleri 72 4.2.2.1. İç Yapıştırma 73 4.2.2.1.1. Kolofan 73 4.2.2.2. Alüminyum Kimyası 75
4.2.2.3. Yapışarmaya Etki* Eden Faktörler 79
4.2.2.4. Diğer Özel Yapıştırma Maddeleri 81
4.2.2.4.1. Mumlar 81
4.2.2.4.2. Stearatlar 82
4.2.2.4.3. Alkil Keten Dlmer 82
4.2.2.5. Alkali Ortamda Kağıt Yapımı 84
4.2.2.2. Kağıdın Yüzeysel Yapışbnlması 86
4.2.2.2.1. Yüzeysel Yapışbıma Maddesi Olarak Nişasta 87
4.2.2.2.1.2. Nişastanın Hazırlanması 88
4.2.2.2.1.3. Nişasta Modifikasyonları 90
4.2.2.2.2. Yüzey Yapışbrmada Kullanılan Diğer
Kimyasallar 91
4.2.2.2.3. Geleneksel Size Pres Düzenlemeleri 93
4.2.2.2.3.1. Kuşeleyici Olarak Size Pres 93
4.2.2.2.3.2. Size Pres Kaldırması 93
4.2.2.2.3.2.1. Geleneksel Size Pres Sınırlamalan 95 4.2.2.2.3.2.2. Size Pres Dizaynındaki İyileştirmeler 95 4.2.2.2.3.2.3. Modifiye Edilmiş Size Pres Dizaynları 96 4.2.2.2.4. Yüzey Yapışunimış Safihanın Kurutulması 97 4.2.2.2.5. Kartonların Kalenderde Yapışbnlması 98
4.2.3. Boyar Maddeler 100
4.2.3.1. Genel Bilgiler 100
4.2.3.2. Boyalar ve Pigmentler 102
4.2.3.2.1. Suda Çözünen Boyar Maddeler 102
4.2.3.2.2. Opök Beyazlatıcılar 105
4.2.3.2.3. Suda Çözünmeyen Pigmentler 106
4.2.3.2.4. Boyamayı Etkileyen Faktörler 108
4.2.3.2.5. Boyama Metotları 109
4.2.3.2.5.1. Fasılalı Stok Boyama 109
4.2.3.2.5.2. Fasılasız Stok Boyama 109
4.2.3.2.5.3. Emprenye 110
4.2.3.2.5.4. Yüzey Boyama 110
4.2.3.2.6. Boyama Hataları 110
4.2.3.2.6.1. Granitleşme * 110
4.2.3.2.6.2. İkiyüzlülk 110
Kuşe Kağıt Yapım Tekniği 111 4.2.5.2.3.2. Mikroorganizmalann Kontrolü 181
4.2.4.1. Giriş 111 4.2.5.2.3.2.1. Zehirli Maddelerin Kullanımı 183
4.2.4.2. Kuşelementn Kağıda Sağladığı Özellikler 115
l
4.2.5.2.3.2.1.1. Klor Kullanımı 1834.2.4.3. Dolgu Maddeleri 116 4.2.5.2.3.2.1.2. Kloramin Kullanımı 183
4.2.4.3.1 Kaolin 118 4.2.5.2.3.2.1.3. Klorlu Fenoller 184
4.2.4.3.2. Kalsiyum Karbonat 127 4.2.5.2.3.2.1.4. G v a Bileşikleri 185
4.2.4.3.3 Titanyum Dioksit 130 4.2.5.2.3.2.1.5. Diğer Zehirli Maddeler 185
4.2.4.3.4. Baryum SülratfBlanc Fixe) 136 4.2.5.2.3.3. Zift Kontrolü 185
4.2.4.3.5. Blanc Satin 140 4.2.5.2.3.4. Kabuk Bağlamanın Kontrolü 187
4.2.4.3.6. Talk 140 4.2.5.2.3.5. Köpüklenmenin Kontrolü 188
4.2.4.4. Yapışbncıiar 141 4.2.5.2.3.6. Müşterek Kontrol Programının Uygulanması 189
4.2.4.5. Yardımcı Maddeler 148 5. Lif Hazırlanması 191
4.2.4.6. Kuşe Sütünün Hazırlanması 149 5.1. Liflerin açılması 192
4.2.4.6.1. Sıvanın Hazırlanması 150 5.1.1. Uf Açma Makineleri 192
4.2.4.6.2. Parçacıkların Elektrokimyasal Olarak 5.1.1.1. Hollanderler 192
Dağıüiması 153 5.1.1.2. Taşlı Değirmen (Meuieton, Kollergang) 194
4.2.4.7. Kuşeleme Makineleri 155 5.1.1.3. Öğütücüler (Broyeur) 194
4.2.4.7.1. Kuşeleme Makinelerinin Çalışma İlkeleri 156 5.1.1.4. Lif Açıcılar (Rotor Tipi Lif Açıcı, Pulperler) 195 4.2.4.7.2. Kağıt Yüzeyine Sürülecek Kuşe Sütü Miktarının 5.1.1.5. Düğüm Açıcılar (Deflakers, Depastilleurs) 197
Ayan 157 5.2. Dövme Tekniği 199
4.2.4.7.3. Kuşeleme Makinelerinin Tipleri 158 5.2.1. Dövmenin Tarihçesi 199
4.2.4.7.3.1. Size Pres 158 5.2.2. Dövmenin Amacı 200
4.2.4.7.3.2. Silindirli Kuşeleme Makineleri 158 5.2.3. Dövmenin Kağıt Özellikleri Üzerine Etkisi 201
4.2.4.7.3.2.1. Massey Makinesi 158 5.2.4. Dövmenin Lifler Üzerine Etkisi 202
4.2.4.7.3.2.2 Gravür Kuşeleme Makinesi 159 5.2.4.1. Liflerin Şişmesi 203
4.2.4.7.3.3. Bıçaklı Kuşeleme Makineleri 160 5.2.4.2. Dövmenin Primer Zar Üzerine Etkisi 204
4.2.4.7.3.3.1. Metal Bıçaklı Kuşeleme Makinesi 161 5.2.4.3. Dövmenin HidrarJanma Üzerine Etkisi 205
4.2.4.7.3.4. Döner Çubuklu Kuşeleyici (Champion Tipi) 162 5.2.4.4. Dövmenin saçaklanma Üzerine Etkisi 205 4.2.4.7.3.5. Hava Akımlı Kuşeleylciler (Air Knîfe) 162 5.2.4.5. Dövmenin Lif Kesilmesi Üzerine Etkisi 206 4.2.5. Diğer Özel Amaçlar İçin Kullanılan Maddeler 164 5.2.4.6. " Dövmenin Kağıt Formasyonuna Etkisi 207
4.2.5.1. Kağıda Sağlamlık Veren Maddeler 164 5.2.5. Dövmede Kullanılan Aletler 208
4.2.5.2. Kağıt ve Kağıt Hamuru Fabrikalarında Birikinti 5.2.5.1. Hollanderler 208
Kontrolü 167 - 5.2.5.2. Rafinörler 210
4.2.5.2.1. Mikrobiyolojik Çamurlar 167 5.2.5.2.1. Rafinörlerin Çalışma İlkeleri 210
4.2.5.2.1.1. Mikroorganizmaların Tipleri 168 5.2.5.2.2. Rafinörlerde Faydali Gücün hesabı 212
4.2.5.2.1.1.1. Yosunlar(Algler} 169 5.2.5.2.3. Konik Rafinörler 214
4.2.5.2.1.1.2. Bakteriler 169 5.2.5.2.3.1. Geniş Açılı Konik Rafinörler 215
4.2.5.2.1.1.3. Mantarlar 171 5.2.5.2.4. Diskli Rafinörler 217
4.2.5.2.1.2. Mikroorganizmaların Üreme Koşullan 172 5.2.6. Dövmeye Etki Eden Faktörler 222
4.2.5.2.1.3. Mikrobiyolojik Çamurlar 175 5.2.7. Kağıt Cinsine Göre Dövmede Kullanılan Güç
4.2.5.2.2. Mikrobiyolojik Olmayan Birikintiler 175 Miktan 228
4.2.5.2.2.1. Zift Oluşumu 176 5.2.8. Karışık veya Ayrı Dövme 229
4.2.5.2.2.2. Kefeki Taşı veya Kabuk Bağlama 177 5.2.9. Sürekli ve Kesintili Dövme 230
4.2.5.2.2.3. Köpüklenme 178 5.2.10. Yüksek Konsantrasyonlu Dövme 230
4.2.5.2.3. Birikinti Kontrolü 179 5.2.11. Dövmenin Kontrolü 231
5.2.11.2. Kanada Serbestlik testi 236
5.2.11.3. TAPPI İndisi 237
5.2.11.4. JOB İndisi 237
5.2.11.5. Ivarssen ve Johansen İndisi 237
5.2.11.6. Rapld-Köthen-Frank Aleti Üzerinde Brecht
İndisi 238
5.2.11.7. Su Tutma Kapasitesi (WRV) 238
5.2.12. Lif Kesilmesinin Kontrolü 239
5.2.13. Belli Başlı Kağıt ve Karton Çeşitleri 242 5.3. Lif Süspansiyonunun Temizlenmesi, Elekler ve
Siklon Temizleyiciler 248
5.3.1. Elek Tipleri 249
5.3.1.1. Düz Elekler 250
5.3.1.3. Basınçlı Elekler 253
5.3.1.3.1. Basınçlı Eleklerde Atıkların Aynlması
Mekanizması 256
5.3.1.3.2. Basınçlı Eleklerin Kullanıldığı Alanlar 257
5.3.2. Çok Kademeli Eleme 257
5.3.3. Elemenin İlkeleri 258
5.3.4. Değişik Hamurların Elenmesi 259
5.3.5. Siklon Temizleyiciler (Centrifugal Cleaners) 260
5.3.5.1. Siklon Temizleyici Tipleri 266
5.3.5.1.1. Ön Temizleyiciler 266
5.3.5.1.1.1. Yüksek Yoğunluklu Temizleyiciler 268 5.3.5.1.1.2. Orta Yoğunlukta Temizleyiciler 268
5.3.5.1.1.3. İnce-Ön Temizleyiciler 268
5.3.5.1.2. Ters Akımlı Siklon Temizleyici 269 5.3.5.1.3. İnce Temizleme Yapan Siklon Temizleyiciler 269
5.3.5.2. Siklon İşleminde Değişkenler 270
5.4. Kağıt Makinesine Gelmeden Önceki İşlemler 275
5.4.1. Hamur Depolan 275
5.4.2. Hamurun Sulandırılması 276
5.4.3. Konsantrasyon Ayariayıcılar 277
5.4.4. Debi Ayariayıcılar • 279
5.4.5. Dolgu ve Katkı Maddelerinin Hamura
Kanşfaniması 279
5.4.6. Hamur Havasının Alınması 279
6. Lif Kümelenmesi 282
6.1. Süspansiyon Özelliklerinin Kümelenmeye Etkisi 283
6.2. Sürenin Kümelenmeye Etkisi 284
6.3. Makaslamanın Kümelenmeye Etkisi 284
6.4. Elektrostab'k Yükün Kümelenmeye Etkisi 284
6.5. Konsantrasyonun Kümelenmeye Etkisi 285
6.6. Sarsınbnın Kümelenmeye Etkisi 286
6.7. Kümelenmenin Yardımcı Maddelerin
Tutunmasına Etkisi 286
6.8. Anaforun Uf Dağılımına Etkisi 286
7. Taşıma Boruları İçinde Güç Kaybı ve Pompalar 288
7.1. Suyun Boru İçinde Akışı 292
7.2. Uf Süspansiyonun Borularda Akışı 292
7.3. Pompalar 294
7.3.1. Santrifüjlü Pompalar 295
7.3.1.1. Santrifüjlü Pompalarda Dönme Hızının Etkisi 296 7.3.1.2. Sanöfüjlü Pompalann Avantaj ve Kusurları 296
7.3.2. Volümetrik Pompalar 297
7.3.2.1. Pistonlu Pompa 297
7.3.2.2.2 Moineau Pompası 297
8. Sonsuz Elek (Fourdrinler) Kağıt Makinesi 298 8.1. Kağıt Fabrikasyonunun Tarihsel Evrimi 298 8.2. Kağıt Makinesinin Değişik Kısımları (Islak Parti) 300
8.2.1. Akım Dağıüalar 303
8.2.1.1. Çok Akımlı Akım Dağıbalar 304
8.2.1.2. V Tip) Akım Dağıbalar 305
8.2.1.3. Çok Kollu Akım Dağıbalar 306
8.2.1.4. Basit Çok Kollu Akım Dağıbalar 307
8.2.1.5. Manifold Tipi Akım Dağıbalar 307
8.2.1.6. Çapraz Akımlı Dağıba 309
8.2.2. Hamur Kasası 310
8.2.2.1. Açık Tip Hamur Kasaları 312
8.2.2.1.1. Çok Engelli Hamur Kasası 313
8.2.2.1.2. Delikli Silindire Sahip Açık Hamur Kasalan 314
8.2.2.2. Hava Yasbklı Hamur Kasalan 315
8.2.2.2.1. Delikli Silindirler 317
8.2.2.3. Hidrolik veya Basınçlı Nozul Tipi Hamur
Kasalan 319
8.2.2.3.1. Hidrolik Hamur Kasası Tipleri 320
8.2.2.3.2. Özel Hamur Kasalan 323
8.2.2.3.2.1. Çok Tabakalı Hamur Kasası 323
8.2.2.3.2.2. Yüksek Konsantrasyonlu Hamur Kasalan 324
8.2.3. Cetvel Ağzı ve Özellikleri 325
8.2.3.1. Formasyon Şekilleri 329
8.2.3.2. Cetvel Ağzı Tipleri 330
8.2.4. Fourdrinler Kağıt Makinesinin Kısımlan, Drenaj
ve Formasyon 333 8.2.4.1. Drenaj Mekanizması 333 8.2.4.2. Kağıdın Strüktürü 337 8.2.4.3. Göğüs Silindiri 339 8.2.4.4. Oluşum Tablası 340 8.2.4.5. Tabla Silindirleri » 341 8.2.4.6. Deflektörler 344 8.2.4.7. Drenaj Levhaları 345
8.2.4.8.1. Süzme Elemanı Seçimi 350 8.2.4.8.2. Süzülme Direnci 350 8.2.4.9. Emici Kasalar 351 8.2.4.10. Hareketli Emici Kasa 353 8.2.4.11. Üst Couch Silindiri 353 8.2.4.12. Emici Silindir 354 8.2.4.13. Düzeltme Silindiri 356 8.2.4.14. Sarsıntının Formasyona Etkisi 358
8.2.4.15. Uf Özelliklerinin Drenaj Üzerine Etkisi 359 8.2.4.16. Kağıt Makinesi Eleğinin Drenaj Üzerine Etkisi 359 8.2.4.17. Viskozite ve Sıcaklığın Drenaj Üzerine Etkisi 360
8.2.4.18. Kenar Kesici 360 8.2.41.9 Safiha Kesici 361 8.2.4.20. Kılavuz Silindiri veya Elek Kılavuzu 361
8.2.4.21. Elek Açma ve Germe Silindiri 362
8.2.4.22. Beyaz Su Teknesi 363 8.2.5. Kağıt Makinesinin Devreleri 363
8.2.5.1. Birincil Devre 364 8.2.5.1.1. Beyaz Su 364 8.2.5.1.2. Kağıt Hamurunun Seyreltme Hesabı,
Seyreltmede Kullanılan Beyaz Suyun
Konsantrasyonunun Önemi 365 8.2.5.1.3. Bir Ton % 9 0 Kuruluktaki Kağıt Hamuru İçin
Materyal Bilançosu ve Devrenin Hacmi 367
8.2.5.2. ikindi Devre 368 8.2.5.3. Üçüncül Devre 370 9. Yaş Presleme 371 9.1. Emici Silindirden Pres Kısmına Transfer 371
9.2. Açık Kaldırmada Mevcut Kuvvetler 372
9.3. Kaldırma Yöntemleri 374 9.4. Yaş Presleme (Wet Pressing, Presses Humides) 379
9.4.1. Yaş Preslemede Su Çıkarılmasının Önemi ve Su
Çıkarılmasını Etkileyen Faktörler 381 9.4.2. Yaş Preslemenin Modellenmesi 384
9.5. Kullanılan Pres Tipleri 384
9.5.1. Pres Tipleri 386 9.5.1.1. Düz veya Kaygan Pres 386
9.5.1.2. Emici Pres 388 9.5.1.3. Yivli Pres 390 9.5.1.4. Fabric Press 392 9.5.1.5. Yüksek Basınçlı Pres 394 9.5.1.6. Pres Tiplerinde Sağlanan Gelişmeler 395
9.5.2. Pres Düzenlemeleri 398 9.5.2.1. İki Silindirli Pres Düzenlemeleri 398
9.5.2.2. Üç Silindirli Pres Düzenlemeleri 400 9.5.2.3. Bazı Pres Partisi Düzenleme Tipleri 401
9.5.2.3.1. Dört Tepeli Pres Düzenlemesi 401 9.5.2.3.2. Düz Pres Düzenlemesi 402 9.5.2.3.3. Ters Pres Düzenlemesi 402 9.5.2.3.4. Emme Kaldırmalı Transfer Pres Düzenlemesi 403
9.5.2.3.5. Emme Başlığı ve Silindir Sıvayıcı İçeren
Twînver Pres Düzenlemesi 404 9.5.2.3.6. Kombinasyon Kaldırması/Emici Birinci Pres
Düzenlemesi 405 9.5.2.3.7. Presleme İşleminde Safihayı Destekleyen
Çekmesiz Pres Düzenlemesi 405 9.5.2.3.8. Tri-Vent Düzenlemesi 406 9.5.2.3.9. Üç veya Dört Tepeli Pres Düzenlemesi 407
9.5.2.3.10. Çift Keçeli Karton Presi 408 9.5.2.3.11. Ardışık Alt Keçeli Geniş Tepeli Pres
Düzenlemesi 408 9.5.3. Yaş Preslemede Değişkenler 409
9.5.3.1. Proses Değişkenlerinin Su Uzaklaştırma
Üzerine Etkisi 410 9.5.3.1.1. Tepe Basıncı, Tepede Kalış Süresi ve Pres
Basmanın Su Uzaklaştırma Üzerine Etkisi 410 9.5.3.1.2. Sıcaklığın Su Uzaklaştırma Üzerine Etkisi 412 9.5.3.1.3. Girişteki Safiha Rutubetinin Su Uzaklaştırma
Üzerine Etkisi 413 9.5.3.1.4. Safiha Özelliklerinin Su Uzaklaştırma Üzerine
Etkisi 414 9.5.3.1.5. Proses Değişkenlerin Kağıt Kalitesi Üzerine
Etkisi 415 9.5.3.1.5.1. Kağıt ve Karton Kalite Özellikleri Üzerine Etkisi 415
9.5.3.1.5.2. Safiha Yapısına Etkisi 415 9.5.3.2. Donanımla İlgili Değişkenlerin Su Çıkarma ve
Kağıt Kalitesi Üzerine Etkisi 417 9.5.3.2.1. Pres Tepe Çeşitleri 417 9.5.3.2.1.1. Geleneksel SilindirikTepeler 417
9.5.3.2.1.2. Geniş Tepeli Presler 417 9.5.3.2.1.3. Silindir Parametreleri 418 9.5.3.2.1.4. Keçe Parametreleri 419 9.5.3.2.1.5. Pres Partisi Düzenlemesi 421 9.5.4. Preslemenin Kağıt Özellikleri Üzerine Etkisi 422
9.5.4.1. Bazı Presleme Kusurları 422 9.6. Pres Partisi Donanımı 424 9.6.1. Keçe Özellikleri 425 9.6.1.1. Keçe Parametreleri 427 9.6.1.2. Keçelerin Kondisyonlanması 429
9.6.1.3. Değişik Kağıt Cinsleri İçin Kullanılan Pres
BÖLÜM I 1. KAĞIT VE KAĞITÇILIĞIN TARİHÇESİ 1.1. KAĞIDIN YAŞANTIMIZDAKİ ÖNEMİ
Kağıt, bitkisel liflerin Özel aletlerde dövülmesi sonucu liflerin keçeleşmesi, saçaklanması, su emerek şişmesi ve mekanik etkiler sonucu kesilmesinden sonra süzgeç üzerinde oluşturulan safihanın daha sonra kurutulmasıyla hidrojen bağlannın oluşumu sonucu belirli bir sağlamlık kazanan düzgün safihadır.
Günlük yaşantımızda kağıt çok önemli bir yer tutmaktadır. Öyle ki, en az son yıllarda yaşantımızda önemli bir yer tutan petrolden daha da önemlidir. Okuduğumuz gazete ve dergiler, yazdığımız mektuplar, okullarda kullanılan defter ve kitaplar, satın aldığımız tükeHm mallarının ambalajı, çocuk bezleri, kağıt mendiller ve diğer temizlik kağıtları, kullandığımız para ve okuduğumuz kitaplar vs. hep kağıttan yapılmıştır. Kağıt, bir çeşit aklın ekmeğidir. Emile Gauttertn çok güzel İfade ettiği gibi "kağıt düşünceyi saptamak ve taşımak için icat edilmiştir" Kağıt bugünkü uygarlığımızın vazgeçilmez bir gerekslnmesidir. Bu nedenle, ulusların gelişme durumunu gösteren bir ölçü olarak sık sık kullanılmaktadır. Gerçekten de bir ülkenin gelişme durumu ile kişi başına kağıt tüketimi arasında sıkı bir ilişki vardır.
Bugün çeşitli kullanma amaçlarına göre çok çeşitli kağıtlar üretilmektedir, öyle ki bunların çeşit sayısını bile saptamak hemen hemen İmkansızdır. Kağıdın önemli özelliklerinden birisi de m2 ağırlığıdır. Buna göre
üç çeşit lifsei ürüne aynlabilir :
a. Kağıt 10 - 1 5 0 gram/m2
b. Karton 150 - 400 gram/mz
c. Mukavva 400 -1200 gram/ m2
Gümrük amaçlan için karton, " ms ağırlığı 224 g / m2 den yüksek
olan kağıttır" şeklinde tarif edilmektedir. Ancak, bunun kartvizitte olduğu gibi bazı istisnaları olup ağırlıkları düşük olduğu halde karton sınıfına giren kağıt türleri de vardır.
Uluslararası istatistiklerde ise kağıt ve kartonlar kullanma amaçlarına göre iki ana gruba ayniır. Bunlar;
a. Kültürel kağıt ve kartonlar. b. Endüstriyel kağıt ve kartonlardır.
Gazete, dergi, kitap, yazı kağıdı gibi kültürel kağıt ve kartonlar yazı ve baskıya uygun olmalıdır. Endüstriyel kağıtlar ise ambalaj, kutu imali, temizlik
ı i|)iIImii, fotoğraf kağıdı, elektriksel izolasyon kağırJan vs gibi ticari yaşamda ı ııll imimi kağıt ve kartonlardır,
ı 2. KÂĞITÇILIĞIN TARİHÇESİ --• •» •• . . - ¿ 3 » •
İlk İnsanlar mağara duvarlarına ve taşlar üzerine resimler çizmişlerdir, ı i n i m onralan ise yumuşak taşlar, kil tabletleri, hayvan kemikleri, odun |) m - . m u , ağaç kabuklan, metal levhalar ve hayvan derileri üzerine yazı
... yoluna gitmişlerdir.
Kağıda benzeyen eşek ansı yuvalan bazı araştmctlar tarafından ilk inimi mı kağıdı ve eşek anları İse ilk kağıt yapıcıları olarak kabul edilmektedir, ı H .mlan tabiatta aşınmış, eskimiş odun veya çubukları çiğneyerek mnlı.ınlk odun hamuruna benzer bir hamur üretmektedirler. Sosyal gruplar İmlimle yaşayan eşek anlan 56-57 milyon yıl önce Eosen jeolojik devrinde t ii .nelerdir. Kağıt yapma alışkanlıklan sosyal davranışlan kadar eskidir. Domok ki 56 milyon yıl içinde eşek ansı evrimleşmemiş, ancak •.o'.ynlleşmlştir. İbreti ve yapraklı ağaçlardan yapılan çit çubuklannı ölü kuru il.ill.iii çiğneyerek odun hamuru oluştururlar. Bazı tropikal eşek ansı türleri bitki tüylerini kullanırlar. Eşek anlan vücurJanndan suya benzer bir sıvı çıkararak mandibülleri ile çiğnedikleri odun parçasını yumuşatırlar. Pruidnlmsi salgı bezi sıvısı liflerle kanşanldığmda yapıştırıcı rolü oynar. Bu vekilde elde ettikleri hamurumsu odun materyalini top haline getirip yuvalarına taşırlar. Yine mandibüllerini kullanarak petek şeklindeki yuvalannı oluştururlar. Bu materyal kuruyunca hidrojen bağlan oluşturarak kağıda benzer bir yapı oluşturur. Eşek ansı yuvalan yapışkan maddeler nedeniyle su geçirmez özelliğe de sahiptir (Mac Govern et ali 1988). Aşağıda kağıdın İcadına kadar geçen evrelere kısaca değinilecektir.
1.2.1. PAPİRÜS
Papirüs adı bir kamış varyetesi olan ve Nil Nehri kıyısında yetişen, Cyperacees familyasından olan Papyrus anüquorum bitkisinden gelmektedir. Kağıdın atası ve birçok dilde ona adını veren papirüstür. Nitekim, kağıdın birçok dildeki adı Latince papyrus sözcüğünden gelmektedir. Örneğin; Fransızca papier, İngilizce paper, Almanca papier, İspanyolca ve Portekizce papel, Yugoslavca, Macarca ve Çekçe papir, Fince paperi gibi... Romalılar bu bitkiyi Mısır'dan taşıyarak Sicilya'da yetişürmişierdir.
Papirüsün yapılışı şöyledir: Önce bitkinin bîr üçgen biçimindeki gövdesinden ince şeritler kesilir. Bu şeritler yanyana bitişik şekilde dizildikten sonra dik yönde birinci sıranın üzerine ikinci bîr sıra daha dizilir. Daha sonra, üzerine basınç uygulanır; böylece, bitkinin yapışkan özsuyu iki tabakayı birbirine yapışonr. Bu İşlem düzgün bir yüzey üzerinde yapılıp oluşturulan safihanın boyutlan 27x30 cm.dir. Yüzeydeki pürüzleri gidermek için de
tokmakla yüzü dövülür. Aynca, yüzeyi sürtme ile sedef gibi kayganlaştınlır, bazen de hamur ile sıvanır(Aribert 1954).
Papirüs üretiminin ilk ne zaman gerçekleştirildiği bilinmemekle birlikte ilk Mısır Krallanna ait mezarianndaki bulgular, bu üretimin milattan önce 3100-2900 yıllannâ kadar gittiğini göstermiştir(Lindberg 2000). Papirüsler biribirine eklenince büyük bir rulo oluşturuyordu. Romalılar buna "volumen" diyordu. Batı dillerindeki cilt anlamında kullanılan "volume" kelimesi buradan gelmektedir.
M.Ö. 356-323 yıllannda Büyük İskender Mısır'ı fethedince Yunanlılar papirüsü öğrendiler. Daha sonra, oradan da kullanımı İtalya'ya ve Akdeniz'e yayılmıştır. Bazı yazarlara göre papirüsün kullanımı M.S. 5. yüzyıla, bazılanna göre de 11. yüzyıla kadar sürmüştür. Romalılar Syracuse'de (Sicilya) papirüs bitkisini yetiştirdiler. Tüm Akdeniz kıyı şeridinde kullanılan papirüs önceleri Mısır'dan İtalya'ya büyük miktarlarda ithal ediliyordu. İthalat kısıtlanınca halk homurdanıyordu. İthalat üzerinden vergiler alınıyordu. Romalılar bu vergiden kurtulmak için Sicilya'da papirüs yetiştirmeye başladılar.
Eski Yunanlılar ve Romalılar kağıdı kullanmadan önceleri üzeri mumla kaplı ince ağaç levhaîannı metal çubuk veya kemik parçalan İle yazarak kitap haline getirmişlerdir. Bu ağaç levhalar M.S. 8. yüzyıla kadar Yunanistan'da, 14. yüzyıia kadar da İngiltere'de kullanılmıştır.
M.S. 11. yüzyıl başlannda Kahire'de kağıt kullanımı o kadar yaygındı ki dükkanlarda satılan mallar şimdi olduğu gibi kağıtlara sanlarak müşterilere verilirdî(Kağıtçı 1977).
Deve tüyü üzerine, Mens Tien adında bir Çinlinin bulduğu kabul edilen uygun bîr mürekkeple yazı yazmanın bulunuşundan sonra yünlü kumaşlar da kitap yapımında kullanılan bir madde olarak ortaya çıkmıştır. Bu kumaşlar kalın ve oldukça kullanışsız olan Mısır papirüsü ve Orta Asya parşömenine göre daha kullanılabilir ve taşınabilir kitaplar oluşturulmasını sağ!amışlardır(Göksei 1979).
Birçok kültürde ağaç kabuklannın da yazı materyali olarak kullanıldığı görülür. Romalılann 1080 yıllannda ağaçlann ince kabuklannı bu iş için kullandıklan ve buna "über" dedikleri bilinmektedir. Batı dillerindeki "librairie, library" (kütüphane) sözcüğü bu kökten gelmektedir. Fransızca'daki "livre" (kitap) sözcüğü üzerine yazı yazılan Über sayfası anlamına gelmektedir(PerJt Robert 1976).
1.2.2. PARŞÖMEN
yıllarında görülmüştür. Fakat, yapımının İyileştirilmesi ve geliştirilmesi Bergama kralı H. Eumene tarafından (M.Ö.197-159; gerçekleştirilmiştir. Koyun, keçi ve özellikle dana derisinden yapılan safihaya Bergama (Pergamus) şehrinin adına izafeten pergamen denilmiştir. Ancak, dilimizde Fransızca'dan alınan parşömen sözcüğü kullanılmaktadır.
Bergama ve Efes kütüphanelerinin İskenderiye kütüphanesine rakip olması üzerine Mısırlılar Anadolu'ya ambargo koyarak papirüs göndermediler. Bunun üzerine, kral II. Eumenesln emriyle yapılan araştırmalar sonucu parşömen bulundu ve bu sayede kitaplar ciltlenebildi. Bugün, trompet ve davullarda kullanılan deriler parşömen benzeridir. Charlemagne zamanında parşömenin yaygın bir kullanımı vardı. Parşömen ticareti Avrupa'da büyük bir önem kazanmıştır. Yüksek fiyatı ve nadir bulunması nedeniyie papazlar ve hattatlar eski yazılı parşömenleri kazıyarak yeniden kullanma yoluna gitmişlerdir. Böylece, büyük bir fikir hazinesi yok edilmiştir.
Parşömenin yapılışı şöyledir: Koyun, keçi, dana, eşek, vs derileri önce iyice tüylerinden ve etlerinden temizlenir, gerilir, süngerlenir ve daha sonra nişasta ile yapıştırılır. Böylece, dert yazı yazılır hale gelir(Aribert 1954). Ancak, parşömen hiçbir zaman ticaret konusu olmamıştır.
1.2.3. KAĞIT
Çin insanlık tarihinde iki önemli buluşun beşiği olmuştur. Bunlar, kağıt ve baruttur. Çin imparatorluk nazırlanndan Tsai Lun M.S. 105 yılında Kanton'un kuzeyinde küçük bîr yer olan "Lei Yank"da askeri imalathanelerin tesislerinden yararlanarak kağıdı bulmuştur. Kağıdın İcadı insanlık tarihînde o kadar önemli rol oynamıştır ki, Michael H. Hart tarihin en etkili 100 kişisi arasında Tsai Lun'u 7. sıraya koymuştur (Hart 1978). Tsai Lun kağıt yapımı için ağaç kabuklannı, kendir liflerini ve bambu gövdelerini kullanmıştır. Tsai Lun, bunlan uzun süre kaynatıyor, sonra bir havan içinde dövüyordu. Daha sonra, elde ettiği maddeyi bambu gövdelerinden yapılmış bir bez üzerinde süzerek kurutup kağıt haline getiriyordu.
Her ne kadar kağıdın İcadı asırlardan beri Tsai Lun' a ithaf edilmiş ise de 20. yüzyılda ve en son olarak ta 1978 de Türkistan'da yapılan arkeolojik kazılar kağıt ve kağıt öncüsü olan benzeri maddelerin M.O. 3. yüzyıla kadar gitmekte olduğunu göstermiştir. Bu kağıtlarda, rami ve keten lifleri kullanılmıştır. Diğer taraftan, Türkistan'da bulunan ve M.S. 3-8. yüzyıllara ait kağıtlarda rami, kendir ve Japon kağıt dutu ağacının (Broussenetia papirifera) lifleri kullanılmıştır. Acem dutu adı da verilen bu ağacın boyu 10-15 m. dolayında olup kağıt üretiminde İç kabuk lifleri kullanılmakta idi. Beşinci yüzyıldan sonra yapılan kağıtlann analizinde bu ağacın lifleri bulunmuştur. Acem dutunun soymuk lifleri elle kağıt yapımına son derece uygun olmaktaydı. Soymuklar şeritler halinde aynlıp iç kabuk odun külü, kireç gibi alkalilerle muamele edilmekte ve bir tokmak veya çekiçle
4
dövülmekteydi(Mc Govern 1982).
Çinin orta kısımlanndaki Shaanxi eyaletinde 1978'de yapılan arkeolojik kazılarda 3 kağıt parçasının bulunduğu ve bu kağıtlann tarihinin milattan önce 73-49 yıllarına kadar gittiği bulunmuştur. Bu bulguya dayanılarak kağıdın icadının Batı Hun Hanedanına ait olduğu kabul edilmektedir. Bugün, Bab dünyasında kağıdın icadı ile İlgili kabul gören görüş kağıdın Çin'de keşfedildiği görüşü yerine bu keşfin milattan önce 2. yüzyılda Bab Hunlar tarafından gerçekleştirildiği şeklindedir(Undberg 2000).
Pamuk liflerinden kağıt yapımı (Gossypium sp.) Çin'e M.S. 700 yıllannda girmiştir. Bu kağıtlar pamuk kağıdı olarak adlandınlmışür. Kağıt Semerkanta geldikten sonra keten ve kendirden yapılmıştır. Çünkü, orada kağıt dutu yetişmiyordu.
Kağıt yapım sanaü uzun süre Çinlilerce sır olarak saklandı. Japonya'ya Dancho adında bir papaz tarafından iletilmiştir. Bazı verilere göre kağıt Mekke'de 707 yılında yapılmıştır. Bah'ya ise 5., 6., 7. yüzyıllarda Türkistan' dan geçen ipek yolu kervanlannca tanıtılmıştır. 751 yılında müslümanlar Türkistan'da Çinlilerle çarpışmalan sonucu bazı Çinli esirler ele geçirirler; bu esirler sıriannı açığa vurarak bizzat kağıt yaparlar. Böylece, kağıt önce Semerkanfa sonra da Bağdat'ta yapılır. Oradan da Araplar tarafından Mısır'a ve Akdeniz yoluyla Avrupa'ya geçer(Aribert 1954, Lîndberg 2000).
Kurân-ı Kerim nazil olduğunda (610-632) Mekke ve Medine'de kağıt yoktu. Kuran ilk zamanlarda ağaç kabuklan, kemik parçalan ve deriler üzerine yazılmışür. İslamiyet'in ilk günlerin yazışmalar az olduğu için yazılar ince derilere yazılırdı. Yazışmalar artınca yazılan derilere sığdırmak imkansız hale geldi. Harun Reşidin veziri Fazıl bin Yahya 794 yılında kağıt imalını tavsiye etti. Bağdat'ta ilk kağıt fabrikası kuruldu. Bundan sonra, yazışmalar, ilmi eserler, dilekçeler kağıda yazılmaya başladı ve kağıtçılık gelişti. Her çeşit kağıt yapılmaya başladı (İbni Haldun 1377).
Avrupa'da en eski kağıt fabrikası Valencia yakınlanndaki Xativa kasabasında 1144 yılında Müslümanlar tarafından kurulduğu ifade edilmektedir. İtalya'da 1276 yılında Araplar ve Yahudilerce yayılmaya başlanmışbr. Fransa'da 1348, Almanya'da 1390, İsviçre'de 1432, İngiltere'de 1494, Hollanda'da 1586, Finlandiya 1667, Norveç 1695 yıllanndan sonra kağıt yapılmaya başlanmıştır. Diğer taraftan, Amerika kıtasında kağıt yapımı İlk kez 1575 yılında Mexico şehrinde başlamış olup, A.B.D.'de 1690 yılında, Kanada'da 1803 yılında İlk kağıt fabrikası kurulmuştur(Undberg 2000).
16. yüzyılın başlanna kadar kağıt Tsai Lun'un belirttiği şekilde yapılmışbr. Daha sonra, paçavra kullanımına başlanmışbr. Yabana maddelerden temizlenen paçavra çüçüme işlemine tabi tutuluyordu. Büyük çuvallarda ıslafalan paçavra fermentasyona uğratılarak yumuşatılıyordu. Bu
işlem büyük bir dikkat istiyordu. Sıcaklık yükselmesi, mantarlar ve küflerin kontrol albnda tutulması gerekiyordu. Süreyi kısaltmak İçin bitkisel kül kullanılıyordu. Daha sonra, havalandırılan paçavra bol su ile yıkanıyordu.
Liflerin ayrılması ve dövülmesi için İse taştan havanlarda elle odun tokmaklarla yapılıyordu. Tekerleklerle çalışan tokmaklan ilk defa İtalyanlar kullandılar. Bunun için, kağıt üretilen yerlere un değirmenine benzer şekilde, kağıt değirmeni deniliyordu. İngilizce'deki "Papermill" kelimesi buradan gelmektedir. Ezmeyi sağlamak için teknenin dibi ve tokmak uçlan metal bıçaklarla donabiıyordu. Günümüzdeki rafinör bıçağı terimi de buradan gelmektedir. Yan işlenmiş hamur suyu alındıktan sonra yapılacak kağıdın kalitesine göre üzerinde düz demir bantlar bulunan diğer tokmaklı teknelere aktanlarak burada 6-24 saat lifleri ezmek ve yumuşatmak amacıyla dövülüyordu. Bütün bunlardan sonra hamur kağıt yapılacak hale gelmekteydi. Bundan sonra çerçeveli el kalıplannda kağıt yapılmaktaydı ki bu işlem özel bir sanat dalıydı. Holländerin bulunması büyük ölçüde çürüme işlemini azalttı. Holländerin kullanıldığı Hollanda bundan sonra kağıt üretiminde üstünlük sağladı. Hollanda bu gelişmeyi mezhep kavgalan sonucu Fransa'dan kaçan Protestan kağıtçılar sayesinde kazanmıştır. Bundan sonra, Fransa'daki kağıtçılık gerilemiş, bir daha eski şöhretini kazanamamıştır (Aribert 1954).
Kağıt yapımında ilk sorun hamurun dövülmesi olmuştur. İlk zamanlar bu sorun lifleri taşlar arasında ovarak, daha sonra da havan ve tokmaklarla çözülmüştür. Hollandalıların hollanderden önce kullandıklan " K a p p e r i j " denen aygıt bir çeşit ditici ve birçok inip kalkan çekiçlerden oluşmuş bir alettir. Hollandalılar 1660 yılında hollanderi bulmuşlar ve 1660-1673 yıllan arasında geliştirmişlerdir. Hollander modern rafinörlerin (dövücüj atası olup yakın zamana kadar geniş ölçüde kullanılmış, halen de bazı amaçlar için kullanılmaktadır. Hollander; makaslama, ezme ve kesme ilkesine göre çalışan ve eskiden kullanılan tokmaklara oranla çok daha hızlı ve verimli bîr dövücüydü (Cottrall 1965).
18. Yüzyılda bir Fransız bilim adamı olan René de Réaumur (1683-1757,7 eşekanlannın yuvasını inceleyerek bu yuvaların bitki artıklanndan oluştuğunu ve yapısal özelliklerinin kağıda benzediğini bulmuştur. René de Réaumur, 1719 yılında eşekanlannın odunsu maddelerden çok ince kağıt şeklinde yuva yapmasından esinlenerek kendir ve paçavra yerine odundan kağıt yapılabileceğini ileri sürmüştür(Clark 1978). Friedrich G. Keller (1816-1855) adlı Alman bilgini 1840 yılında Réaumur'un bu buluşundan esinlenerek öğütülmüş odun liflerinden kağıt yapan bir makinenin ilk kez patentini almıştır. Matthias Koops ise saman ve odun liflerinden yapılan kağıdı ilk kez kitap haline getirerek çağdaş kitabın öncüsü olmuştur(Aribert 1954 ,Clayton 1969).
18. yüzyılda ortaya çıkan endüstriyel ve kimyasal devrimler etkisini
kağıt sektörü üzerinde de göstermiştir. Scheele 1774 yılında kloru bulmuştur. Berthollet ise bu maddeyi javel suyu şeklinde ağartmaya uygulamışbr. 1794 yılında Le Blanc sodyum karbonab bulmuştur. 1798 yılında Essones ve kağıtçılıkta çalışan L N . Robert sürekli ve mekanik olarak çalışan Fourdrinler kağıt makinesini, 1818 yılında Cansón sonsuz eleğin altındaki emici kasaian keşfetmiştir. 1804 yılında Moritz Illig kolofanı sabunlaşrjrarak kağıdın iç yapıştırma işlemini gerçekleştirmiş olup böylece yüzeysel yapışbrmada kaçınılmaz olan ikinci kurutma işlemi ortadan kaldınlmışbr.
Fikir üretimi, haberleşme ve İletişim için kaçınılmaz olan kağıt 1804 yılına kadar elle yapılmıştır. Endüstriyel devrim sonucu kağıt ihtiyacı arttığından artık paçavra hammadde olarak yetmez olmuşfejr. Dolayısıyla, yeni lîfsel kaynaklann aranması çabalan başlamışbr. 1845 yılında Mellîer samanı sudkostik ile pişirme üzerine bir patent almıştır. Alkali çözeltisinin lignini aşındırarak çözdüğü 19. yüzyılda İngiltere'de bulunmuştur. 1851 yılında Burgess ve Watt soda yöntemini geliştirmişlerdir. 1868-1874 yıllan arasında Amerika'da Tilghman kardeşler, İsviçre'de Eckman, Almanya'da Mîtscherlich bisülfit pişirme yöntemini bulmuşlardır. 1879 yılında Dahi sodyum karbonat yerine daha ucuz olan sodyum sülfat kullanarak ekonomi sağlamak isterken Mellieıin yöntemini geliştirerek sülfat (kraft) yöntemini bulmuştur(Aribert 1954, Clayton 1969).
Bütün bu buluşlann sonucunda eskiden paçavra ve samandan yapılan kağıt odundan da yapılmaya başlanmıştır. Odundan endüstriyel olarak kağıt yapımı 1870-1880 yıllanna rastladığına göre daha çok yeni sayılır.
İkinci Dünya Savaşı'ndan sonra klor dioksitin ağartıcı olarak kullanılması sülfat yönteminin kullanımını artırmıştır. Böylece, tam ağartılmış sülfat kağıdı yapılabilmiştir. 1930larda gelişiminin doruğunda bulunan bisülfit yöntemi çevreyi sülfat yöntemine oranla 10 kat daha fazla kirlettiğinden terk edilmeye başlanmıştır. Sülfat yöntemi ise halen en fazla ve en yaygın olarak kullanılan yöntemdir. Son yıllarda oksîjen-alkali yöntemi ile ağartma endüstriye geniş ölçüde girmeye başlamıştır. Ancak, odun yongalannın pişirilmesinde başaniı olamamışbr. Ancak, tahıl sapiannın pişirilmesinde daha başanlı sonuç vermektedir(Eroğlu 1980).
Kağıt makinesinin gelişiminde sağlanan ileri hız uyguiamalan, çalışma düzenliliği ve kontrol mekanizmalanndaki ilerlemeler bugünkü kağıt makinelerini yaratmışbr. Bu alanda sağlanan önemli gelişmeieri aşağıdaki şekilde özetleyebiliriz.
• Kağıt makinesi üzerinde su uzaklaştınlmasını kolaylaştırmak için elek ve pres bölümlerinde emici silindir kullanılmaya başlanmışbr. İlk kez 1908 yılında İngiltere'de Millspogh Ltd. emici couch silindiri kullanımı üzerine bir patent almıştır. 1920lerde İse emici pres silindiri gazete kağıdı makinelerinde yaygın şekilde kullanılmaya başlanmış ve
makinenin hızını artırmıştır. Bugün, vakumlu silindirlerin safiha transferi amacıyla kullanılması yanında yivli ve delikli silindir de kullanılır olmuştur. *
• En önemli gelişmeler kağıt makinesinin ıslak parti kısmında olmuştur. 20. yüzyılın ortaiannda kağıt makinesi hızı arttıkça ortaya çıkan formasyon kusurları hava yastıklı ve hidrolik hamur kasalarının kullanılması ile aşılmıştır. Bu alanda ciddi gelişme 1940'larda sağlanmıştır.
• Fourdrinier kağıt makinesinde yüksek hızlarda ortaya çıkan sorunlar çift elekli kağıt makinelerinin 1970'lerde geliştirilmesi ile aşılmıştır. Böylece, 1970lerin başında kağıt makinesi pazannda yer etmeye başlayan çift elekli makineler eiek ve keçe yüzündeki farklı görünüm ve süzülme sorunlannın ortadan kaldınlmasını sağlamışbr.
• Sonsuz elekli makinenin emici silindiri ile ilk pres silindiri arasında kullanılan açık kaldırma yerine yüksek hızlı temizlik kağıdı makinelerinde kaldırma keçesi kullanılmaya başlanmıştan 1952'de A.B.D'de geleneksel uzun elek makinesi üzerine emici kaldırma silindiri yerleştirilmiştir.
• Kurutma partisinde safihadan su çıkanlmasında düzenliliği geliştirmek İçin tek keçeli safiha transferine geçilmiş olup ardından tek keçeli kurutmaya vakum uygulayan silindirler ve emme başlıklan yerleştirilmiştir. Böylece, kurutma partisi boyunca safiha sürekli desteklenmekte ve su çıkanlmasında düzenlilik sağlanmaktadır. • Üretimin izlenmesinde bilgisayar kullanımı artış ve safihanın
üretiminin tüm aşamalan proses kontrol sistemleri ile izlenmektedir. Bu da verimliliği artırmakta ve kaliteyi geliştirmektedir.
Bu gelişmeler sonucunda 1900lerin başında 200 m/dakikanın altında olan makine hızı, 1990larda gazete kağıdı üretiminde 1600 m/dakikaya, ince kağıt üretiminde 1200 m/dakikayı geçmiştir(Lindberg 2000).
1.2.4. TÜRKİYE'DE KAĞITÇILIĞIN TARİHÇESİ
Kağıt, lifsel yapıdaki bitkisel hücrelerin keçeleşmesiyle elde edilmektedir. Kağıda yapısından dolayı bir çeşit keçe diyebiliriz. Son araştırmalar keçenin Türkler tarafından türetilmiş ve yapılmış olduğunu göstermektedir. Türkler keçeyi çobanlıkta "Kepenek" adıyla anılan ve soğuğa karşı çok iyi koruma görevi yapan bir giysinin yapımında kullanmışlardır. Kepenek halen Anadolu'da bazı yörelerde çobanlar tarafından kullanılmaktadır. Hunke'nin "Avrupa'nın Üzerine Doğan islam Güneşi" adlı eserinde Tsai-Lun'nun kağıt yapımını buluşun da Türk kabilelerinin keçe yapımından esinlendiği belirtilmektedir (Hunke 1972). Nitekim, Orta Asya'da yapılan son araştırmalar bunu doğrulamaktadır(Mc Govern 1982, Eroğlu 1979, Kağıtçı 1977). Türkler ipek liflerinden tokmaklama tekniği ile elde ettikleri safihaya " K a k a f adını vermişlerdir. Ayrıca, manda etini tokmaklayarak elde ettikleri bir çeşit pastırmaya da "Kakaç" diyorlardı.
8
Kakat ve kakaç, kakmak fiilinden türemiş isimlerdir. Kakmak, vurmak, tokmaklamak anlamına gelir. Şemsettin Sami'nin "Kamusi Türki" adlı eserine göre kak sözcüğü kuru, kurutulmuş, kakırdayan anlamına gelir. Daha sonralan kakat sözcüğü kağat şeklini almış ve bu biçimiyle birçok Doğu diline geçmiştir. Bugün birçok dilde bu sözcüğün benzeri kelimeler kullanılmakta oiup Hintçe kagez, Japonca karni, Çince kokdz, kucih, kokci, İran, Afganistan ve Urdu dillerinde kağat, kakaz, kağad gibi isimler almıştır. Orta Asya'da pamuk bol olduğundan geçmişte Semerkant kenti pamuk ve pamuklu paçavralardan kağıt üretiminde önemli bir merkez olmuştur. Araplar Orta Asya'ya geldikleri zaman Semerkanfta ileri bir kağıt sanayii ile karşılaşmışlar ve böylece kağıtçılık İslam Dünyasına Türklerin sayesinde yayılmıştır. Haçlı seferleri sırasında da kağıtçılığın Avrupa'ya yayılmasında Türklerin rolü olduğunu son araştırmalar ortaya koymuştur.
Avrupa'nın ilk Kağıthaneleri başta Pamukkale olmak üzere Anadolu'da kurulmuş imalathanelerde yetişmiş ustalar aracılığıyla kurulmuştur. İlk Türk matbaasının gereksinmesini karşılamak İçin 1746 yılında Yalova'nın Elmalık köyü yakınındaki Hark deresi kenannda "Yalakabat Kağıthanesi" kurulmuştur. Halic'e dökülen iki derenin biri olan Kağıthane Deresi'ndeki kağıt imalathanesi Daye Hatun Camii yakınında kurulmuştur. Burası 1453 yılından III. Selim (1789-1908) zamanına kadar aralıklı olarak İşletilmiştir, n. Beyazıd zamanında (1477-1512) Bursa'da bir kağıthane bulunduğu devrin
serî
mahkeme sicillerinden anlaşı!maktadır(Kağıtçı 1977).Sonsuz elek kağıt makinesi İtalya'ya 1843'de gelmiştir. Osmanlılar devrinde ilk kağıt fabrikası 1846 yılında özel sektör tarafından İzmir'in Halkapınar semtinde kurulmuştur. 19 Haziran 1890 yılında temeli ablan Hamidiye Kağıt Fabrikasının makineleri "Masson Scott" adlı İngiliz tarafından sağlanmıştır. Hammadde olarak saman ve paçavra kullanılmış, su gereksinmesi ise Beykoz Deresi'nden sağlanmıştır. Dört kağıt fabrikasından biri sigara kağıdı yapmakta idi. Üretimi durdurulan bu kağıt fabrikası daha sonra 1915 Ağustos'unda makinelerin bakır ve pirinç kısımlan savaş gereçleri yapımı gibi sudan bir nedenle tahrip edilmiş ve fabrika işlemez duruma getirilmiştir.
Cumhuriyet devrinde 1934 yılında İzmit Kağıt Fabrikası'nın temeli atılmıştır. 1938 yılında yapımı tamamlanan fabrikanın kuruluşu Sümerbank tarafından gerçekleştirilmiş, daha sonralan 1944, 1954, 1957, 1959 yıllannda yapılan eklemelerle genişletilmiştir. 1955 yılında çıkanlan bir yasayla SEKA, bir KİT kuruluşu haline getirilmiştir.
1970 yılında Zonguldak Çaycuma kraft kağıdı ve selüloz fabrikası, yine 1970 yılında Giresun (Aksu) mekanik hamur ve gazete kağıdı fabrikası, 1971 yılında Dalaman (Muğla) yazı tabi kağıdı, karton ve kağıthamuru fabrikası açılmıştır. 1979 yılında Afyon beyaz saman ve kamış kağıt hamuru fabrikası
ve 1981 yılında Balıkesir termomekanik hamur ve gazete kağıdı fabrikası açılmıştır. 1984 yılında ise SEKA Akdeniz(Silifke) kraft hamuru ve kraft liner üreten entegre tesisleri ile Kastamonu Müessesesi hizmete aglmışbr(Anonim 1993). Bu arada ülkemiz özel sektörü de kağıt sanayine birçok yabnm yapmış bugün için üretim kapasiteni 938 bin tona çıkarmışbr(Anonim 2000).
2000'H yıllarda SEKA'ya ait kağıt fabrikaları özelleştirilerek devlet sektörü kağıt sanayinden bütünüyle elini çekmiştir. Böylece, kağıt fabrikaları daha verimli ve rekabete açık çalışma olanağına kavuşmuşlardır. Bundan sonra, Türkiye'de kağıt sanayinin gelişmesi özel sektörün başarısına bağlı olacaktır.
BÖLÜM II
2. DÜNYA'DA ve TÜRKİYE'DE KAĞIT ENDÜSTRİSİ 2.1. DÜNYA'DA KAĞIT ENDÜSTRİSİ
2001 yılı verilerine göre dünya kağıt ve karton üretimi 318.147.000 ton olmuştur. Bunun 100.433.000 tonu Kuzey Amerika'da, 98.255.000 tonu Avrupa'da, 14.855.000 tonu Latin Amerika'da, 97.661.000 tonu Asya'da, 3.494.000 tonu Avustralya'da, 3.449.000 tonu Afrika'da üretilmiştir. Aynı yıl dünyada 179.374.000 ton kağıt hamuru üretilmiştir(PPI 2002). Tablo 2.1'de çeşitli ülkelerin 2001 yılındaki üretim miktarlan ve kişi başına düşen tüketim değerleri verilmiştir. Bir ülkenin gelişmişlik sının kişi başına 40 kg kağıt tüketiminden itibaren başlamaktadır.
- Geçmişte kağıt endüstrisi odun, su, hava ve enerji gibi girdileri bol ve ucuz olarak sağlayabilmiştir. Fakat, son yıllarda bu girdilerin fiyarJan hızlı "bir şekilde artmışbr. Bu yüzden, kaynaklann daha etkili ve ekonomik kullanımı bir zorunluluk olmuştur. Günümüzde ve gelecekte kağıt endüstrisi üç ana sorunla karşı karşıyadır.
1. Hammadde temini,
2. Enerji tüketiminin azalblması, rasyonel kullanımı ve değişik enerji kaynakianndan yararlanma,
3. Çevre kirlenmesinin en az düzeye indirilmesi, az kirleten tekniklerin gellştirilmesi(Eroğlu 1980).
Bu sorunlar içinde en önemlisi kuşkusuz hammadde teminidir. Çünkü, 1 ton hamur üretimi için beyaz kraftta 5.2 m3, esmer kraft ign 4.8 m3, TMP
için 2.8 m3, mekanik odun hamurunda ise 2.4 m3 odun gereklidir.
Yeryüzünde mevcut olan 3.523 milyar hektar ormanın 155 milyon hektan Avrupa'da, 457 milyon hektan Kuzey Amerika'da, 520 milyon hektan da Afrika'da bulunmaktadır. 1995 yılı verilerine göre kağıt endüstrisinin ana hammadde kaynağını oluşturan ormanlann servet ve alan dağılımı Tablo 2.2'de veriimlştir{Persson and Janz 1997). Dünyada 1980 yılında 4.44 milyar insan yaşarken ormanlık alan 3.61 milyar hektar olup odun tüketimi 2.93 milyar m3 düzeyinden 2000 yılında nüfus 6.18 milyar olurken ormanlık alan
3.25 milyar hektar ve odun tüketimi 4.09 milyar m3 olarak gerçekleşmiştir.
Dünya nüfusundaki ve odun tüketimindeki artışın gelecek yıllarda da devam edeceği buna karşılık dünya orman alanlannda ise azalma gözleneceği tahmin edilmektedir(Diesen 1998).
Hammadde sorununun çözümünde bazı olanaklar mevcut olup bunlar aşağıda ele alınarak incelenecektir.
Tablo 2.1. 2001 yılı verilerine göre çeşitli ülkelerin kağıt-karton üretim mlktarian ve kişi başına tüketim(PPI 2002 annual reviev/dan özetlenerek alınmıştır).
Ülke Nüfus Üretim Tüketim Kişi başına Fabrika Kapasite Adı Milyon Bin ton Bin ton tüketim kg sayısı Bin ton
A . B . D . 284.797 80.747 87.921 324 499 93.040 Japonya 127.000 30.731 30.836 2 4 2 4 6 4 34.279 Çn Halk C u m . 1.285.000 33.400 37.581 29 4.700 36.000 Kanada 31.082 19.686 7.875 250 101 21.663 Almanya 82.371 17.879 18.543 225 195 20.246 Finlandiya S.200 12.503 1.386 194 46 14.605 İsveç 8.900 10.534 2.463 247 48 11.084 Fransa 59.000 9.630 10.876 183 129 11.700 Güney Kore 47.100 9.724 7.850 159 123 11.253 İtalya 57.900 8.924 10.734 185 201 10.200 Endonezya 210.000 6.951 4.862 23.6 77 9.904 Brezilya 174.000 7.354 6.618 38 196 8.338 İngiltere 60.900 6.204 12.516 206 83 6.890 Rusya 146.100 5.599 3.718 38 89 7.600 İspanya 4 0 5 0 0 S.132 6.398 158 132 5.545 Tayvan 22.400 4.211 4.512 2 0 1 116 5.250 Avusturya 8.100 4.250 2.103 241 30 4.695 Meksika 99.500 3.811 5.313 5 3 61 4.967 Hindistan 1.025.000 4.049 4.444 5 395 5.400 Hollanda 16.000 3.174 3.355 2 2 7 2 7 3.556 Avustralya 19.300 2.656 3.661 193 21 2.650 Norveç 4.500 2.291 797 228 14 2.596 Polonya 38.800 1.952 2.422 63.6 35 2.000 İsviçre 7.258 1.750 1.687 2 3 2 22 1.900 Belçika 10.260 1.659 3.380 295 15 1.865 Türidye 6 6 . 0 0 0 1 . 5 1 3 2 . 0 1 7 3 1 3 6 2 . 1 5 5 Portekiz 10.350 1.419 1.007 108 60 1.436 Danimarka 5.300 383 1.806 270 3 4 2 0 Yunanistan 10.600 495 1.234 , 83 22 505 Çek C u m . 10.287 873 992 96 36 960 Bulgaristan 8.000 90 126 17 11 460 Macaristan 10.100 4 9 2 701 7 0 9 510 Romanya 22.600 395 482 21 16 5B0
• Boş alanlar ağaçlandıniarak odun hammaddesi üretiminin artırılması. Bu konudaki çalışmalar yetersiz olup dünyada en önemli ağaçlandırma çalışmaları A.B.D. de ve özellikle Güney eyaletlerde yapılan 8 milyon hektarlık ibreli ağaçlandırması, çoğu Brezilya'dakİ okaliptüs ağaçlandırmasından oluşan Latin Amerika'daki 5 milyon hektarlık ağaçlandırma çalışmaları ve geri kalan ülkelerde gerçekleştirilen 6 milyon hektarlık ağaçlandırma çalışmalarıdır. Çin
12
Halk Cumhuriyetinde 1949-1979 yıllan arasında 30 milyon hektarlık ağaçlandırma yaparak orman varlığını %8.6'dan %12.7'ye çıkarmıştır. 2000 yılında arman varlığının %20'nln üzerine çıkması bekienmektedir(Günay 1984). Diğer taraftan, Avrupa'da 1990-2000 yıllan arasında ormanlık alanda 9 milyon hektarlık bir artış o!muştur(Anonim 2003).
Kağıtlık odun hammaddesinin dünya ortalama fiyab 1980 yılında 36 dolar/m3 iken 1991 yılında 46 dolar/m3 olarak gerçekleşmiştir. Buna göre
kağıtlık odun fiyab on yıllık sürede % 3 4 artış kaydetmiştir. Bu durum, kağıtlık oduna olan talebin odun üretim artışından daha fazla artması sonucu ortaya çıkmıştır. Ancak, 1991 yılı fiyarJan dikkate alındığında bölgeler arasında da çok fazla farklılıklar görülecektir. Örneğin, Güney Amerika'da 35 dolar/m3,
Rusya'da 40 dolar/m3 İken Afrika'da 74 dolar/m3 ve Okyanusya'da 60
dolar/m3 olarak gerçekleşmiştir(Anonlm 1995). Oysa, 1984 yılında kerestelik
tomruk 72-110 dolar/m3, kağıtlık yonga 55-82 dolar/m3, kavak odunu
yongası 44 dolar/m3; enerji odunu 36-75 dolar/m3'dü(Ranney 1985).
Tablo 2.2.1995 yılı Dünya ormanlannın servet ve alan olarak dağılımı(Perrson and Janz 1997).
Bölgeler Toprak alanı Ormanlık alan Odun serveti (Milyon hektar) (Milyon hektar) (Milyar m31990)
Avrupa 551 155 19.3 Kuzey Amerika 1838 457 53.4 Afrika 2937 520 55.7 Asya-Pasifik 2614 482 55.2 Latin Amerika 2017 950 109.4 Rusya 2195 816 84.2 Toplam 12981 3523 3220
• Tüm ağaç kullanımı, ağacın kök, gövde, dallar gibi(biomas) tamamının kullanılması da hammadde sorununun çözümüne önemli ölçüde yardımcı olacakbr(Marton et al. 1976).
• Eski kağıtlann kullanım oranının artınlması da hammadde sorununu çözmede yardıma olacaktır. Abk kağıtlann değerlendirilmesi konusunda son yıllarda çok ciddi gelişmeler ortaya konuimuş olup bugün için abk kağıt geri kazanımı dünyada 145.915.000 tona ulaşmışbr. Aşağıdaki Tablo 2.3'de 2001 yılı için dünyada atık kağıt geri kazanımı, ihracab ve ithalab verilmlştir(Anonim 2002).
Aynı yıl için ülkemizde 860.000 ton abk kağıt geri kazanılmış olup ithalat ve ihracat yok denecek kadar azdır. Ülkemizde 2001 yılında 1.513.000 ton kağıt ve karton üretildiği göz önüne alınacak olursa abk kağıt kullanımının kağıt ve karton üretiminde payı % 5 6 ' a ulaşmış
bulunmaktadır. Dünyada 1990ların ortasında kağıt sanayinin ihtiyaç duyduğu toplam hammadde miktarı yaklaşık olarak 320 milyon ton olup bunun %551 odun esaslı hammaddelerden, % 3 0 ' u abk kağıttan, %22'si mineral ve kimyasallardan ve %3'ü de yıllık bitki lirlerinden oluşmaktadır (Diesen 1998).
Tablo 2.3. 2001 yılı için dünyada atık kağıt geri kazanımı, ihracatı ve ithalatı.
Bölgeler Geri kazanma ihracat ithalat (1.000 ton) (1.000 ton) (1.000 ton)
Avrupa 45.434 14.965 11.065 Kuzey Amerika 45.589 2.039 9.912 Afrika 1.289 154 15 Asya-Pasifik 46.979 14.837 2.611 Latin Amerika 6.625 1.637 36 Toplam 145.915 33.633 23.639
• Diğer taraftan, dünyada tanmsal arükiaVti&e bazı yıllık bitkilerin çok büyük bir kısmı henüz kullanılmamaktadır. Gelecekte odun hammaddesi kaynaklannın yetersiz kalması söz konusu olacağından bu maddeler kağıtlık hammadde sorununun çözümünde önemli bir rol oynayabilirler. Dünyada toplanabilir tahıl saplan miktan 880 milyon ton olarak tahmin edilmekte olup bunun 550 milyonu buğday, 180 milyonu pirinç, 60 milyonu çavdar, 50 milyonu yulaf, 40 milyon tonu ise arpa sapıdır. Bu miktarlann %10'nun bile kullanılması kağıt ve karton açığının kapatalmasında önemli bir rol oynayabilir(Atchison 1973, Eroğlu 1980). Halen dünyada kağıt yapımı için kullanılan lifsel maddelerin ancak %5 kadannı tanmsal artıklar oluşturmaktadır. Ülkemizde ise yıllık bitki sapı üreb'm potansiyeli 40-45 milyon ton kadar olup bunun içinde 29 milyon tonla buğday sapı ilk sırayı almaktadır(Anonlm 2000A).
Bir kağıt fabrikasında verimliliği etkileyen birçok faktörden söz edilebilir. Bu faktörlerin önemlileri, global faktörler, bölgesel faktörler ve fabrika yapısı, pazar faktörleri ve fabrika çalışması ile ilgili faktörler olarak 4 grup alfanda toplanabilir. Global faktörler içinde endüstrinin dünyadaki durumu, ürün fiyattan, genel ekonomik yapı, bölgesel faktörler ve fabrika yapısı içinde odun fiyatlan, enerji maliyeti, fabrika yapısı, çeşit yapısı, makine kapasitesi sayılabilir. Aynca; saüş ağı, müşteri yapısı, servis yeteneği ve ürün kalitesi pazarla ilgili faktörleri oluştururken kapasite kullanım oranı, çalışma etkinliği, yatanm politikası, ürün dizaynı ve kalitesi, kağıdın bileşimi ise fabrika çalışmasını etkileyen alt etkin faktörleri oluşturmaktadır(Sundholm 2000).
Kağrthamuru ve kağıt endüstrisi enerji entansif bir endüstri olup tüketim yönünden diğer endüstriler arasında üçüncü sırayı almaktadır. Bir kağıt hamuru fabrikasında kullanılan ısı miktannın % 3 0 ' u buharlaştırmada,
%25'i kurutmada(entegre tesislerde kurutma yoktur ve bu tesisler %50 kadar daha az enerji tüketirler), %20'si pişirme ve yıkamada, % 1 0 ' u ağartmada, % 1 0 ' u geri kazanma ve enerji üretiminde, % 5 ' i İse diğer amaçlarla tüketilir. Kullanılan elektrik enerjisinin ise %24'ü ağartma ve ağarbcı üretiminde, %20'si kurutmada, % 18'i elemede, %13'ü geri kazanma ve elektrik üretiminde, % 1 0 ' u antmada, %6'sı pişirme ve yıkamada, % 5 ' i odun hazırlamada, %4'ü ise diğer işlemlerde kulIanılmaktadır(Kari Kaİramo 1980). 1972-1985 yıllan arasında Amerikan kağıt endüstrisi fuel oil tüketimini % 6 1 azalbrken üretimi % 3 0 artırmıştır. Böylece, enerjide kendi kendine yeterlilik %40'dan %55'e yükselmiştir(Jllnn 1985).
Ülkemiz kağıt sanayinin kullanıldığı enerji maliyetleri bakımından Avrupa ülkelerine göre çok yüksek maliyetle enerji kullanan bir ülkedir. Örneğin; İsveç 3,4 cents/Kvvh, Norveç ve Kanada 3,5 cents/Kwh, A.B.D 4,4 cents/Kvvh, Fransa 4,9 cents/Kwh,Belçika, Finlandiya, İngiltere 5,5 cents/Kwh, AB ortalaması 5,1 cents/Kvvh, Türkiye 7,7 cents/Kwh. Buna göre ülkemiz kağıt sektörü enerjiyi AB ülkelerine göre %40-80 daha pahalı kullanmaktadır(Anonim 2000). Aşağıda Tablo 2.4'de değişik kağıt türlerinin elde edilmesinde kullanılan enerji ve su giderleri görülmektedir. Genel oiarak, su tüketimi ton başına 10 m3'e kadar azaltılmış olup, ton başına tüketilen
enerji miktan ise kağıt türüne göre oldukça değişme göstermektedir(Sundhlom 2000).
Tablo 2.4. Değişik kağıt üretimleri için kullanılan enerji ve su miktarlan.
Kağıt Türü Makine Hızı (m) Bobin genişliği <m) Enerji tüketimi (kWh/ton) S u tüketimi (m1) l a Tüketimi (Gl/ton) Gazete Kağıdı 1800 9.6 700 9 3.5 Düşük kuşeii kağıt 1800 9.8 800 11 3.5 Kuşeîenmemîş kağıt 1600 9.8 590 8 4.8 Testliner <1500 <10 450 5 4.7 ; Karton 900 8.2 850 10 6.0 Temizlik 2200 7.6 1100 12 3
Gazete kağıdı üretiminde ise kullanılan ısı enerjisinin %93'ü kağıt makinesinde, % 5 ' i enerji merkezinde ve % 2 ' s i diğer işlemlerde sarf edilmektedir. Elektrik enerjisinin İse % 5 8 ' i mekanik hamur üretiminde, %18'i hamur elemede, % 1 8 ' i kağıt makinesinde, %7'sî enerji üretiminde , diğerleri de %2'sini kullanmaktadırlar! Kairamo 1980). Enerjinin özellikle fazla tüketildiği yerlerde önlemler alınarak enerji tüketimi önemli oranda azaltılabilir. Kağıt endüstri çok enerji tüketmekle beraber enerjisinin %50'den fazlasını kendisi üretir. Ancak, geri kalanı satın alınan enerjidir. Alınan önlemlerle ve yeni yöntemlerle bu oran daha da artacaktır.
r
derece entansif bir endüstri olmasıdır. 1965 yılından 1982'ye kadar dünyada yabnm giderleri 5 kat artmış ve enflasyon oranının üzerinde olmuştur. Bu durum altyapı yönünden ve yetişmiş personel yönünden fakir oian ülkelerde daha da kötü olup yabnm maliyetleri yerel durumlara göre 5 kahna varan oranlarda daha yüksek olmaktadır. Yabnm maliyetlerinde bir diğer unsur da kapasite olmaktadır.
Aşağıda çeşitli kağtthamuru ve kağıt üretimi için 1996 yılı sonu İçin öngörülen uygun kapasite büyüklükleri ve yatınm tutarlan verilmişb'r(DIesen 1998).
Kapasite Yatırım tutan (ton/yıl) (milyon $) İbreli kimyasal hamur 550.000 780 Gazete kağıdı 280.000 540 Hafif kuşeli kağıt 370.000 590 Odun içermeyen kuşe kağıt 360.000 540 Odun içermeyen kuşelenmemiş kağıt 340.000 430 Gelişmekte olan ülkelerde pazarlama olanaklannın zayıflığı yanında, dünya pazarlanna taşıma pahalı olmakta, yakıt, kimyasal madde ve yedek parçalann depolanması zorunluluğu maliyeti artırmaktadır. Sermaye piyasası gelişmediğinden ve kağıt endüstrisi büyük yabnm gerektirdiğinden devletin kaynakları hemen hemen esas kapital kaynağını oluşturmaktadır. 1980 yılı verilerine göre bir ton/yıl kapasite için yabnm maliyeti ağartılmış kraft için 850 dolar, ağartılmamış kraft için 600 dolar, TMP için 100 dolar ve mekanik hamur için 100 dolar olmuştur.
Yıllık 500.000 ton /yıl kapasite ibreli kimyasal hamur fabrikası ile 450.000 ton/yıl kapasiteli bir gazete kağıdı fabrikasındaki maliyet yapısı karşılaşbrmalı olarak aşağıda verilmiştir(Diesen 1998).
Maliyet Kalemleri, (%) Kimyasal Hamur Gazete Kağıdı
Hammadde(Odun/Atık Kağıt 31.0 23.8
Kimyasallar 7.9 6.7
Enerji ve ambalaj malz. 0.7 15.2
İşletme ve bakım materyali 15.9 9.1
İşçilik 3.3 13.7
Sermaye maliyeti 36.2 27.2
Diğer 5.0 4.3
Bugün dünyada maliyetlerin dağılımı büyük ölçüde mahalli koşullara bağlı olmakta ve büyük değişiklikler söz konusu olmaktadır. Hammadde ve enerji giderleri %52-69, işçilik giderleri %8-37, dağıbm giderieri %2.7-10, diğer maliyetler İse %4.2-40.5 arasında değişmektedir. 1981 değerlerine
1 6
göre değişik hamurlann üretim maliyetleri de Tablo 2.5'de verilmiştir. Tablo 2.S. Dec işik hamurlanın üretim maliyetleri kalemleri
Ağartılmış Esmer TMP Mekanik
Kraft Kraft Hamur
Odun 200 180 80 75
Kapital 146 90 40 40
Enerji 17 17 50 45
Diğer 37 33 10 10
Toplam(Dolar) 400 320 180 170
Ucuz kağıt üretiminde önemli etkenlerden birisi de kağıt hamuru fabrikasının yıllık kapasitesinin yüksek olmasıdır. Günlük kapasitesi 300 tondan aşağı olan fabrikalann hemen hiçbir dünya pazannda ekonomik rekabet şansı yoktur. Aşağıda günlük üreb'm kapasitesine göre bir ton kağıt üreb'ml için maliyet indeksleri verilmiştir.
Türkiye'de kağıt dünya ölçülerine göre oldukça pahalı üretilmektedir. Bunun nedenlerini; kapasite düşüklüğü, kötü işletmecilik, fazla personel kullanımı, yetersiz teknik personel kullanımı, eski teknoloji kullanımı, altyapı yetersizliği, pahalı üretimin nedenleri üzerinde durulmaması olarak sayabiliriz. Tablo 2.6'da kapasiteye bağlı olarak maliyet artışı görülmektedir(Södestrom 1981).
Tablo 2.6. Fabrika kapasitesi ile maliyet ilişkisi. Kapasite Maliyet indeksi ton/gün 1 ton hamur için
250 100
500 67
800 55
925 50
1000 47
2.2. TÜRKİYE'DE KAĞIT ENDÜSTRİSİ 2.2.1. DEVLET SEKTÖRÜ
Türkiye'de kağıt tüketimi ileri düzeydeki birçok ülkeye oranla azdır ve bulunması gereken düzeye ulaşamamıştır. Bu durum Tablo 2.1'de görülmekte olup ülkemizin kağıt üretimi ancak 1.5 milyon tonu geçmiş olmasına rağmen tüketimi 2 milyon tonu biraz aşmışbr. Bununla birlikte tüketim artmakta ve zaman zaman dışalım yapılması gerekmekte bu da döviz kaybına neden olmaktadır. Bu nedenle yakın gelecekte yeni hammadde kaynaklannın değerlendirilmesi ve ryenl tesislerin kurulması kaçınılmaz
olacaktır. Türkiye'de kağıtçılıkta devlet sektörünü SEKA temsil etmekteydi.
Ancak, 20001i yılların başlarında yapılan özelleştirmeler sonucu SEKA, dolayısıyla devlet sektörü kağıt sanayinden büyük ölçüde çekilmiştir. Elde kalan 2 tesisin de özelleştirilmesi sonucu bütünüyle sektörden çekilecektir. Böylece, SEKA'ya ait kağıt fabrikaları daha verimli çalışma olanağı bulmuştur. Haten Kamuya ait oian tesislerin kapasite ve üretim durumian 2003 yılı sonu itibariyle Tablo 2.7'de verilmiştir.
Tablo 2.7. SEKA'ya bağlı olarak çalışan teslsjer ve üretim durumian Tesis Adı Üretim mik.(ton/yıl) Üretim Türü
izmit Tesisleri 120.000 Değişik kağıt-karton Akdeniz Tesisleri 155.000 Kraft liner
Tablodan görüldüğü üzere ülkemizde kamuya ait olan kağıt ve karton üretim kapasitesi özelleştirmeler sonucu 275.000 ton'a düşmüştür.
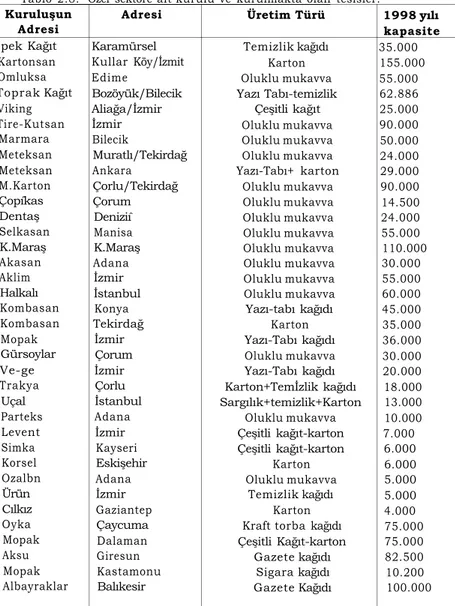
2 . 2 . 2 . ÖZEL SEKTÖR
Türkiye'de özel sektör son yıllarda büyük gelişmeler göstermiş olup 1982 yılında özel sektör tarafından sağlanan üretim 250.000 ton/yıl dolayın da iken bugün 1.540.200 tonu geçmiştir. Tablo 2.8'de özel sektöre ait önemli bazı kağıt ve karton fabrikalan ile üretim kapasiteleri ve çeşitleri verilmiştir.
2.2.3. TÜRKİYE'DE KAĞIT ENDÜSTRİSİNİN HAMMADDE DURUMU
Türkiye'de ormanlann kapladığı alan 20.712.894 milyon hektar olup bu ormanlık alanın ancak %39.4'ü verimli orman niteliğindedir. Bunun %54'ü ibreli, %46'sı yapraklı ağaçlardan oluşmakta ve genel ormanlık alanın 11.075.594 hektan ibreli koru ormanı, 3.207.717 hektan yapraklı koru ormanı, 33.501 hektan ibreli baltalık ve 6.396.082 hektan yapraklı baltalık ormanıdır. Ormanlarımızın dikili ağaç serveti 1.186.428.000 m3 olup bu
mlktann 787.338.000 m3'ü İbreli ağaçlardan okışmaktadır. Yıllık artım miktarı
koru ormanlannda 27.957.000 m3 baltalık ormanlannda 6.042.000 m3'dür.
Toplam artım miktarı 33.999.000 rh3 olup bunun 20.727.000 m^ü ibreli,
13.272.000 m3'ü yapraklı türlerden oluşmaktadır. Yıllık eta miktan ise koru
ormanlannda 12.214.000 m3, baltalık ormanlannda 5.884.000 m3 olmak
üzere toplam 18.098.000 m3'dür(Konukçu 1998). 1973 yılı verilerine ait
sonuçlan yansıtan ve 1980 yılı Orman Genel Müdürlüğü (OGM) Envanterinde yer aldığı şeklî ile ormanlanmızın dikili ağaç serveti 758.732.197 m3,
amenajman planlarında verilen eta miktan 22.498.000 m3 olarak
görüimektedir(Anonim 1980). Buna göre, geçen sürede ormanlanmızın dikili ağaç servetinin arttığı, buna karşın yıllık eta mîktannın azaldığı gibi bir sonuç ortaya çıkmaktadır. Oysa, ormanlanmızda dikili ağaç servetinin belirlenmesinde geçmiş yıllara göre son yıllarda kullanılan yeni teknikler sayesinde daha gerçekçi tahmin yapmak mümkün hale gelmiştir. Aynca,
1973 yılından beri gkanlan değişik kanunlar nedeniyle 421.000 hektarlık alan da orman sınırlan dışına çıkanlmışbr.
Tablo 2.8. Özel sektöre alt kurulu ve kurulmakta olan tesisler.
Kuruluşun Adresi Üretim Türü 1998 yılı
Adresi kapasite
İpek Kağıt Karamürsel Temizlik kağıdı 35.000 Kartonsan Kullar Köy/İzmit Karton 155.000
Omluksa Edime Oluklu mukavva 55.000
Toprak Kağıt Bozöyük/Bilecik Yazı Tabı-temizlik 62.886
Viking Aliağa/İzmir Çeşitli kağıt 25.000
Tire-Kutsan İzmir Oluklu mukavva 90.000
Marmara Bilecik Oluklu mukavva 50.000
Meteksan Muratlı/Tekirdağ Oluklu mukavva 24.000 Meteksan Ankara Yazı-Tabı+ karton 29.000 M.Karton Çorlu/Tekirdağ Oluklu mukavva 90.000
Çopîkas Çorum Oluklu mukavva 14.500
Dentaş Deniziî Oluklu mukavva 24.000
Selkasan Manisa Oluklu mukavva 55.000
K.Maraş K.Maraş Oluklu mukavva 110.000
Akasan Adana Oluklu mukavva 30.000
Aklim İzmir Oluklu mukavva 55.000
Halkalı İstanbul Oluklu mukavva 60.000
Kombasan Konya Yazı-tabı kağıdı 45.000
Kombasan Tekirdağ Karton 35.000
Mopak İzmir Yazı-Tabı kağıdı 36.000
Gürsoylar Çorum Oluklu mukavva 30.000
Ve-ge İzmir Yazı-Tabı kağıdı 20.000
Trakya Çorlu Karton+Temİzlik kağıdı 18.000 Uçal İstanbul Sargılık+temizlik+Karton 13.000
Parteks Adana Oluklu mukavva 10.000
Levent İzmir Çeşitli kağıt-karton 7.000 Simka Kayseri Çeşitli kağıt-karton 6.000
Korsel Eskişehir Karton 6.000
Ozalbn Adana Oluklu mukavva 5.000
Ürün İzmir Temizlik kağıdı 5.000
Cılkız Gaziantep Karton 4.000
Oyka Çaycuma Kraft torba kağıdı 75.000
Mopak Dalaman Çeşitli Kağıt-karton 75.000
Aksu Giresun Gazete kağıdı 82.500
Mopak Kastamonu Sigara kağıdı 10.200
Albayraklar Balıkesir Gazete Kağıdı 100.000 1998 yılı ile 2002 yıllan arasında yapılan yatınmlarla ülkemizin kağıt-karton üretim kapasitesi 2 milyon tonu geçmiştir.