Aplikasi Low Pressured Sitering Untuk Pengolahan Limbah Kemasan
Aluminium Foil Menjadi Papan
Heru Sukanto
1a*, Triyono
1bdan Wijang Wisnu Raharjo
1c1Program Studi Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta
aisa154451@gmail.com, btyon_bila@yahoo.com, cm_asyain@gmail.com
Abstrak
Lapisan plastik yang terdapat pada limbah kemasan aluminium foil berpeluang dimanfaatkan sebagai binder bagi aluminium dengan cara dipanaskan dan ditekan secara bersamaan. Sifat plastis dan mampu alir plastic pada suhu tinggi memberi kemudahan dalam mengalirkannya pada tekanan rendah. Tujuan penelitian ini adalah untuk mengetahui pengaruh tekanan kompaksi terhadap karakteristik limbah kemasan aluminium foil menerapkan low pressured
sintering process. Limbah kemasan dibuat menjadi serpihan dalam rentang ukuran 1 hingga 10 mm.
Proses pressured sintering diatur pada suhu 135 oC dan time holding 10 menit. Tekanan kompaksi yang digunakan divariasikan pada 0,65; 0,5; 0,35 dan 0,2 bar. Pengaruh tekanan sintering diinvestigasi melalui pengujian sifat mekanik papan, yakni kekuatan impak dan kekuatan tarik.
Hasil penelitian menunjukkan bahwa penambahan tekanan kompaksi menyebabkan peningkatan kekuatan tarik, namun menurunkan kekuatan impak secara proporsional. Densitas papan juga bertambah secara linier dengan gradient yang lebih rendah dibandingkan kenaikan kekuatan tarik.
Kata kunci: low pressure sintering, impak, tarik, aluminium foil. Pendahuluan
Di Indonesia, kondisi sampah sudah sangat memprihatinkan. Begitu menggunung, dan memberikan dampak negatif terhadap lingkungan, yang secara tidak langsung mengancam kehidupan umat manusia Potensi sampah kota di Indonesia pada tahun 2000 adalah sebesar 100.000 ton per hari. Untuk surakarta saja misalnya, sampah kota menyumbang sebesar 267 ton per hari. Dan sampah plastik adalah yang menjadi permasalahan utama yakni mempunyai sumbangan sebesar 2%, sehingga dalam satu hari dapat menghasilkan 2000 ton [1].
Berdasarkan data statistik Kementeri-an Negara LingkungKementeri-an Hidup (KNLH) tahun 2008, sampah di Indonesia mencapai 38,5 juta ton per tahun. Jawa menghasilkan 21,2 juta ton per tahun, Sumatara 8,7 juta ton per tahun, Bali 1,3 juta ton per tahun, Kalimantan 2,3 juta ton per tahun, Sulawesi dan Papua 5,0 juta ton per tahun. Sampah plastik mempunyai sumbangan 14%, sehingga dalam satu tahun dapat menghasilkan 5,4 juta ton [2].
Data departemen perindustrian dan perdagangan tahun 2010 menyatakan bahwa volume impor barang-barang plastik diperkirakan akan terus bertambah mengingat semakin meningkatnya produk dari plastik. Karena sifat plastik yang tidak dapat terurai secara alami, tidak menyerap air, dan tidak bisa membusuk maka jumlah sampah plastik ini akan terus terakumulasi sehingga pada akhirnya akan menimbulkan masalah, baik tanah maupun lingkungan sekitar.
Limbah kemasan merupakan jenis sampah plastik yang banyak ditemukan mengingat peranan kemasan sangat diperlukan untuk setiap makanan atau minuman olahan yang dikonsumsi setiap hari oleh masyarakat. Di berbagai tempat pembuangan akhir, volume berbagai jenis plastik kemasan mendominasi dalam timbunan sampah. Hal itu tidak terlepas dari belum adanya solusi pendaur-ulangan yang efektif dan efisien untuk pemanfaatan lebih lanjut. Apalagi limbah kemasan aluminium foil tidak laku di pasaran bahkan para pemulung pun enggan untuk memungutnya. Padahal limbah bekas
kemasan tersebut sulit didegradasi sehingga akan mencemari tanah dan perairan dalam waktu lama. Sampah berbahan aluminium foil akan terurai secara alami dalam jangka waktu 180 tahun [3]. Metode Penelitian
Material/Bahan. Bahan yang digunakan pada
penelitian berupa limbah kemasan aluminium foil dalam bentuk cacahan hasil dari mesin
crushing dengan ukuran maksimal 15 mm.
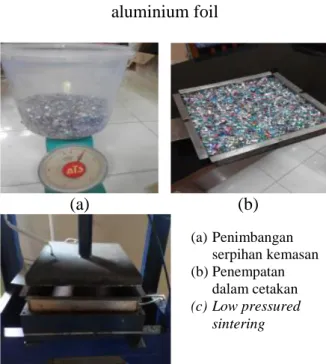
Gambar 1 memperlihatkan serpihan/cacahan kemasan aluminium foil yang telah dihancurkan dengan mesin crushing.
Gambar 1. Cacahan limbah kemasan
aluminium foil
(a) (b)
(c)
Gambar 2. Tahapan pembuatan spesimen. Pembuatan Papan. Proses pembuatan papan
spesimen ditampilkan pada Gambar 2. Cetakan papan spesimen dibuat dengan luas ukuran 30 x 30 cm. Sebelum dimasukkan dalam cetakan, serpihan kemasan dicuci dengan menggunakan detergen untuk memastikan tidak ada kotoran atau sisa
makanan/minuman yang menempel pada serpihan plastik. Kotoran (impurities) yang terjebak dalam partikel berpotensi menghalangi proses sintering [4]. Penimbangan serpihan dilakukan untuk menjamin keseragaman ketebalan papan untuk setiap paremeter proses yang sama. Parameter sintering diatur pada suhu 135OC dan holding time 10 menit [5]. Pendinginan dilakukan dengan mengeluarkan papan spesimen dari cetakan dan membiarkan mencapai suhu ruang secara alami. Untuk memudahkan pelepasan dari cetakan diperlukan lapisan plastik astralon pada dasar
punch dan dies.
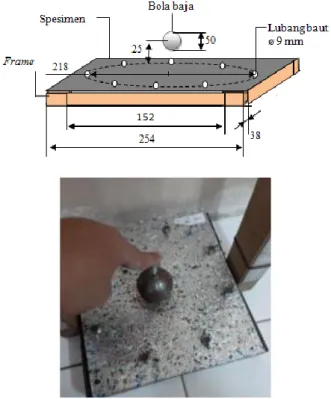
Uji Impak. Uji impak yang digunakan adalah falling ball impact testing. Metode pengujian
ini adalah dengan menjatuhkan bola baja pada
frame yang sudah terpasang dan jatuh tepat di
tengah spesimen. Bola baja dijatuhkan mulai dari ketinggian 25 mm kemudian secara bertahap ditingkatkan menjadi 50 mm dan seterusnya hingga terjadi keretakan pada spesimen. Pengujian ini menggunakan bola baja dengan diameter 50 mm dan berat 536 g. Gambar 3 memperlihatkan dimensi specimen uji impak dan peletakannya pada alat uji. Bola baja harus terjamin jatuh tepat pada titik berat spesimen. Pengamatan retak pada bagian bawah permukaan memerlukan kecermatan karena retakan tidak selalu dimulai dari bagian tengah spesimen. Keadaan ini sangat umum pada material komposit yang memiliki sifat tidak sepenuhnya homogen. Untuk memudahkan pengamatan awal retak dibutuhkan kaca pembesar. Data yang direkam berupa ketinggian jatuhnya bola yang menyebabkan awal retakan.
Uji Tarik.
Spesimen uji dibuat sesuai standar ASTM D638 yang berbentuk dogbone tipe I dengan tebal spesimen 3,2 ±0,4mm. Untuk menghindari beban kejut, laju penarikan diatur pada kecepatan konstan 5,2 mm/min ±25%. Gambar 4 memperlihatkan bentuk spesimen uji tarik dan penempatannya pada alat uji. Proses pembuatan specimen tidak direkomendasi-kan menggunakan gergaji karena sangat dimungkinkan menciptakan ujung retakan. (a) Penimbangan serpihan kemasan (b) Penempatan dalam cetakan (c) Low pressured sintering
Gambar 3. Dimensi specimen uji impak dan
pemasangannya pada alat uji.
Gambar 4. Bentuk spesimen uji tarik dan
pemasangannya pada alat uji.
Hasil dan Pembahasan
Gambar 5. Grafik modulus elastisitas papan
aluminium foil vs tekanan kompaksi.
Peningkatan parameter tekanan pada proses low pressured sintering berdampak pada kenaikan modulus elastisitas papan aluminium foil. Kompaksi pada tekanan rendah memperlihatkan perbaikan modulus elastisitas secara signifikan. Hingga tekanan 0,65 bar belum meunjukkan kecenderungan tekanan optimal karena kenaikan modulus elastisitas masih bertambah dengan gradient yang sama dengan gradient kenaikan tekanan sebelumnya, seperti yang tampak pada Gambar 5.
Plastik berperan dominan pada terbentuknya ikatan antar partikel serpihan. Pada suhu 135OC, plastik yang melapisi aluminium foil mengalami perubahan fase menjadi liquid. Sifat liquid selalu mengalir menuju tekanan yang lebih rendah. Tekanan pada serpihan di dalam cetakan akan membentuk partial
pressure antara serpihan dan rongga yang
terbentuk antar partikel. Perbedaan partial
pressure yang tinggi akan terbentuk pada
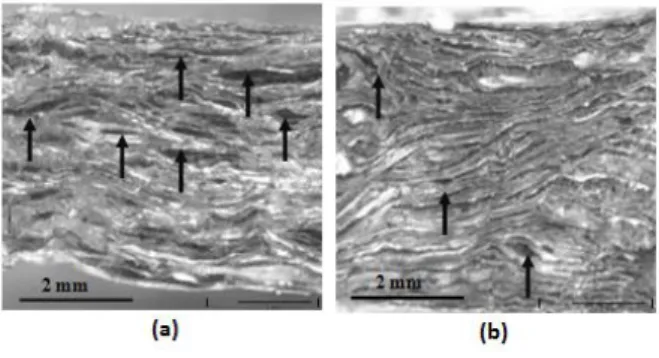
tekanan pengepresan yang tinggi pula [6]. Keadaan ini akan menyebabkan fluida plastik lebih mudah memenuhi rongga antar partikel serpihan sehingga material papan semakin padat. Rongga yang masih tersisa dan tidak terisi oleh plastik akan membentuk void yang berkontribusi melemahkan kekuatan papan. Semakin banyak jumlah dan volume void akan menjadikan papan menjadi semakin lemah. Gambar 6 menunjukkan perbedaan jumlah void pada papan dengan tekanan 0,2
dan 0,65 bar.
Gambar 6. Foto makro void (a) 0,2 bar (b)
0,65 bar
Sifat elastisitas yang berkurang pada saat tekanan pengepresan bertambah juga berkontribusi pada peningkatan modulus elastisitas (Gambar 7). Bahkan pada tekanan 0.65 bar papan aluminium foil mulai menjadi getas dengan regangan kurang dari 5% [7]. Pada prinsipnya, papan aluminium foil terbentuk karena terjadinya ikatan antar plastik yang masih menempel pada serpihan. Saat terjadi pemanasan dan plastik mulai mencair akan terjadi penurunan kualitas plastik dalam hal elastisitas. Semakin tinggi suhu peleburan akan semakin membuat plastik semakin getas saat terjadi pembekuan kembali (resolidifikasi).
Gambar 7. Grafik regangan papan
aluminium foil vs tekanan kompaksi. Kecenderungan yang berlawanan terjadi pada sifat impak papan aluminium foil. Penambahan tekanan pengepresan hingga 0,65 bar menyebabkan papan cenderung kehilangan resistensinya terhadap beban impak atau benturan, seperti diperlihatkan pada Gambar 8. Tekanan pengepresan yang tinggi menyebabkan
terbentuknya void semakin sedikit. Pada saat terkena beban benturan, pada material padat tidak memiliki bagian yang berfungsi sebagai redaman sebagaimana pada benda berpori. Semakin banyak pori dalam material akan semakin mampu meredam benturan yang mengenainya atau mampu menyerap energi benturan semakin besar. Kekuatan impak juga berkaitan dengan ketangguhan sebuah material. Pada umumnya, dengan komposisi yang sama, material yang ulet akan memiliki sifat ketangguhan yang lebih besar dibandingkan material getas. Pada tekanan pengepresan hingga 0,65 bar, papan aluminium foil berangsur-angsur menjadi getas sehingga bias diperkirakan bahwa ketangguhannya akan berkurang. Dengan kata lain, kenaikan tekanan pengepresan menyebabkan kekuatan impak menjadi berkurang.
Gambar 8. Grafik energi impak yang diserap
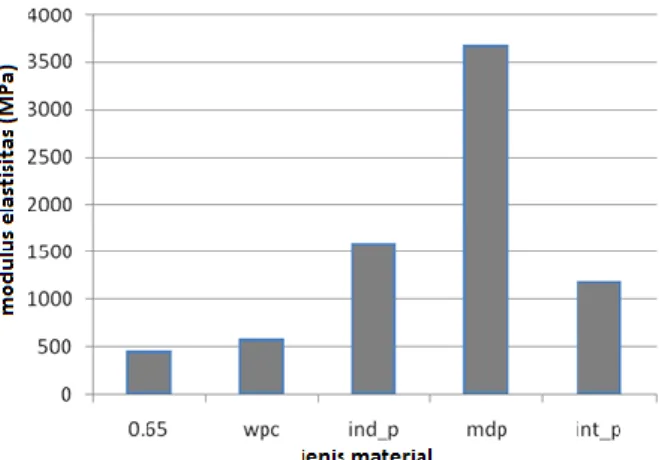
papan aluminium foil vs tekanan kompaksi. Sebagai komparasi, kekuatan papan aluminium foil hasil low pressured sintering dibandingkan dengan beberapa material papan yang telah eksis diaplikasikan pada berbagai konstruksi (Gambar 9). Papan aluminium foil memiliki modulus elastisitas hampir menyamai wood plastic composite (wpc) yang telah banyak diproduksi oleh industri sebagai pengganti papan kayu. WPC umumnya dibuat dengan menggunakan metode ekstrusi. Sifat lentur dan tarik wpc terletak antara kayu solid dan plastik [8]. Sifat elastisitas papan aluminium foil berada dibawah semua jenis plywood, yakni
industrial/exterior plywood (ind_p), middle density playwood (mdp) dan interior/indoor plywood (int_p) [9].
Gambar 8. Komparasi sifas elastisitas papan
aluminium foil dan berbagai material papan lainnya.
Kesimpulan
1. Tekanan pengepresan hingga 0,65 MPa menghasilkan peningkatan kekuatan papan aluminium foil dari limbah kemasan.
2. Low pressed sintering mampu menghasilkan papan aluminium foil yang cukup kuat diaplikasikan sebagai pengganti wood particle board.
Terima kasih
Penelitian ini dibiayai dengan dana Dikti melalui skema Penelitian Unggulan Perguruan Tinggi tahun 2015.
Referensi
[1] Sudrajat, 2004, MengelolaSampah Kota, NiagaSwadaya, Jakarta.
[2] Adnan, M.G., 2008, Statistik Persampah
an Indonesia, Deputi Bidang Pengendali
an Pencemaran Lingkungan Kementerian Negara Lingkungan Hidup, Jakarta. [3] Padmi, Tri, 2010. Pengelolaan sampah
alufo (aluminium foil). Bandung. ITB.
[4] German, R.M., 1994,Powder Metallurgy
Science, ThePensylvania State
University, New Jersy.
[5] Rohmad, Agung, 2012, Karakterisasi
Produk Ubin Berbahan Dasar Plastik PP Dan Karet Ban Bekas Dengan Metode Pressured Sintering, Skripsi,
Fakultas Teknik Universitas Sebelas Maret, Surakarta
[6] Barsoum MW, 1997, Fundamentals of
Ceramics, Mc-Graw Hill.
[7] George E. Dieter, (1988). Mechanical
Metallurgy, Second Edition Mc.Graw
Hill Kogakusha Ltd, Tokyo.
[8] Clemons, C.M. 2002. Wood-plastic
composites in the United States: the
interfacing of two industries. Forest Products Journal. 52(6): 10–18.
[9] Biblis, E.J. 2000. Effect of weathering on
surface quality and structural properties of six species of untreated commercial plywood siding after 6 years of exposure in Alabama.