BAB IV
PROSES PRODUKSI TRAP COMP FLAME K25
Dalam membuat atau memproduksi Trap Comp Flame K25 diperlukan suatu proses atau suatu urutan kerja baik menggunakan alat-alat / mesin-mesin pendukung berupa;
1. Mesin press tonase 20 dan 60 ton.
Lalu mesin-mesin bantu seperti bubut, milling, las, grinding, gerinda dan lain sebagainya.
Proses-proses yang dilakukan dalam pembuatan Trap Comp Flame K25 dengan urutan proses yang lengkap adalah sebagai berikut;
1 Raw Material.
2 Pembuatan Scketh Planing. 3 Proses Pembentukan Pasang dies 4 Proses Blanking.
5 Proses Pierching. 6 Proses Bending 90. 7 Proses Bending 45.
8 Proses Press Marking Dan Pierching. 9 Finising.
4.1. Proses Produksi
Pengertian Produksi adalah suatu kegiatan untuk menciptakan/menghasilkan atau menambah nilai guna terhadap suatu barang atau jasa untuk memenuhi kebutuhan oleh orang atau badan (produsen).
4.1.1 Faktor-Faktor Produksi
Faktor produksi adalah segala sesuatu yang diperlukan dalam kegiatan produksi terhadap suatu barang dan jasa. Faktor-faktor produksi terdiri dari tenaga kerja (labor), modal (capital), dan keahlian (skill) atau sumber daya pengusaha (enterpreneurship). Berikut penjelasan faktor-faktor produksi.
Faktor Produksi Keahlian, adalah keahlian atau keterampilan individu mengkoordinasikan dan mengelola faktor produksi untuk menghasilkan barang dan jasa.
Faktor Produksi Modal, adalah faktor penunjang yang mempercepat dan menambah kemampuan dalam memproduksi. Faktor produksi dapat terdiri dari mesin-mesin, sarana pengangkutan, bangunan, dan alat pengangkutan.
Faktor Produksi Tenaga Kerja, adalah faktor produksi insani yang secara langsung maupun tidak langsung dapat menjalankan kegiatan produksi. Faktor produksi tenaga kerja sebagai faktor produksi asli.
4.1.2 Tujuan Produksi
Berikut tujuan-tujuan dari produksi antara lain sebagai berikut: Menjaga kesinambungan usaha perusahaan .
Meningkatkan kemakmuran masyarakat. Meningkatkan nilai guna barang atau jasa . Meningkatkan lapangan usaha.
4.2. Pengenalan Mesin Press
Mesin press atau di sebut juga mesin pon adalah mesin yang dipakai untuk memproduksi barang-barang sheet metal menggunakan satu atau beberapa press dies dengan meletakkan sheet metal diantara upper dies dan lower dies.
Mesin Press adalah salah satu peralatan yang banyak digunakan untuk kebutuhan industri. mesin press digunakan untuk menekan, meluruskan, membentuk atau menghancurkan suatu bahan material. mesin press dan system mekanismenya akan menggerakkan slide (ram) yang diteruskan ke press dies dan mendorong sheet metal sehingga dapat memotong (cutting) serta membentuk (forming) sheet metal tersebut sesuai dengan fungsi press dies yang digunakan.
Mesin press sendiri banyak sekali macamnya, kapasitas tonase dari yang terkecil dibawah 1 ton sampai dengan yang terbesar ratusan bahkan ada yang ribuan ton. Gambar 4.3 dibawah menunjutkan mesin pon yang di gunakan untuk produksi yaitu mesin press hidrolik dan mesin press mekanik. di PT. Cipta Perdana Lancar biasa menggunakan mesin press dari kapasitas 6 ton sampai 110 ton.
Gambar 4.2 Mesin press 20 ton dan 60 ton
Proses stamping adalah proses pencetakan metal secara dingin dengan menggunakan dies dan mesin press umumnya plate yang dicetak, untuk menghasilkan produk sesuai dengan yang dikehendaki.
Mesin pon yang di gunakan dan diesnya Untuk memproduksi trap comp flame biasanya menggunakan proses sabagai beikut:
Progresive proses : Proses pencetakan / stamping dilakukan semua proses dalam satu dies. Seluruh proses dilakukan dalam satu dies, sehingga sekali cetak produk akhir sudah langsung didapatkan. untuk Progresive proses di gunakan untuk proses blanking dan pierching
Progresive bisa disimpulkan : 1. Cocok untuk produksi masal 2. Harga dies sangat mahal.
3. Bisa dikatakan hampir tidak memerlukan operator, karena satu operator bisa menghandle banyak mesin untuk sistem ini.
4. Proses stamping berjalan cepat, kapasitas sangat besar. 5. Umumnya diperlukan mesin dengan tingkat presisi tinggi. 6. Design dan proses pembuatan dies rumit dan sulit.
7. Biasanya dipergunakan untuk produksi barang barang kecil. 8. Memerlukan mesin dan dies presisi tinggi.
Step forming : proses pencetakan satu- satu, artinya setiap step proses stamping dilakukan oleh 1 dies, 1 mesin, 1 operator. sehingga pada konsep ini jika diperlukan proses stamping untuk 5 step, akan diperlukan 5 dies, 5 mesin press dan 5 operator.untuk proses Step forming di gunakan untuk proses bending dan press marking.
Step forming bisa disimpulkan :
1. Cocok untuk produksi dengan kebutuhan sedikit. 2. Dies harganya murah.
3. Memerlukan banyak operator.
5. Memerlukan banyak dies. 6. Memerlukan banyak mesin.
7. Design dan proses pembuatan dies simple.
8. Cocok untuk segala jenis produk besar ataupun kecil
4.3. Jenis Jenis Mesin Press
Jenis jenis mesin press yang digunakan untuk memproduksi trap comp flame K25 diklasifikasikan berdasarkan jenis tenaga penggerak, yaitu :
Mesin Press Mekanik
Mesin press mekanik menggunakan sistem mechanical dengan menggunakan fly whell yang digerakan elektro motor, yang diteruskan ke crank shaft yang selanjutya menggerakan slide untuk naik dan turun. Kontrol posisi dari gerakan slide menggunakan sistem clutch and break,
Mesin Press Hidrolik (Hydraulic Press)
Memanfaatkan tekanan fluida sebagai power (sumber tenaga) pada sebuah mekanisme. Karena itu, pada sistem hidrolik dibutuhkan power unit untuk membuat fluida bertekanan. Kemudian fluida tersebut dialirkan sesuai kebutuhan atau mekanisme yang diinginkan. Silinder kerja menggunakan (double Acting) ini merupakan silinder kerja yang memiliki dua buah ruang fluida didalam silinder yaitu ruang silinder di atas piston dan di bawah piston,hanya saja ruang di atas piston ini lebih kecil bila dibandingkan dengan yang di bawah piston karena sebagian ruangnya tersita oleh batang piston. Dengan konstruksi tersebut silinder kerja memungkinkan untuk dapat melakukan gerakan bolak-balik atau maju-mundur.
4.3.1. Komponen Sistem Hidrolik
1) Motor.
2) Pompa Hidrolik. 3) Katup (Valve).
4.3.2. Keuntungan dan Kekurangan Sistem Hidrolik
Keuntungan Sistem Hidrolik Mesin Press Sistem hidrolik memiliki beberapa keuntungan, antara lain :
1 Fleksibilitas.
Sistem hidrolik berbeda dengan metode pemindahan tenaga mekanis dimana daya ditransmisikan dari engine dengan shafts, gears, belts, chains, atau cable (elektrik). Pada sistem hidrolik, daya dapat ditransfer ke segala tempat dengan mudah melalui pipa/selang fluida.
2 Melipat gandakan gaya.
Pada sistem hidrolik gaya yang kecil dapat digunakan untuk menggerakkan beban yang besar dengan cara memperbesar ukuran diameter silinder.
3 Sederhana
Sistem hidrolik memperkecil bagian-bagian yang bergerak dan keausan dengan pelumasan sendiri.
4 Hemat.
Karena penyederhanaan dan penghematan tempat yang diperlukan system hidrolik, dapat mengurangi biaya pembuatan sistem.
Kekurangan Sistem Hidrolik,Sistem hidrolik memiliki pula beberapa kekurangan:
1 Gerakan relative lambat. 2 Peka terhadap kebocoran.
Perbedaan utama antara mesin press mekanik dan hidrolik terletak pada mekanisme penggerak turun-naik dari slide (ram) mesin press tersebut. Gerakan turun-naik dari slide (ram) mesin press mekanik dengan mekanisme crank shaft,
eccentric shaft, cam, dan knuckle. Sedangkan gerakan turun-naik slide (ram) mesin press hidrolik digerakkan langsung oleh gerakan piston silinder dari system hidrolik.
4.3.3. Memulai Operasional Mesin Press Produksi Trap Comp Flame K25
1. Hidupkan Power Source utama.
2. Setelah power Source di hidupkan maka lampu indicator power source menyala.
3. Setelah main motor Start tertekan,lampu hijau akan menyala,FlyWheel akan berputar kea rah kanan, V – Belts agar sedikit bergetar dan bersuara.
4. Inch = Ope.Select. untuk berlaih ke posisi Inch.Prior Action lampu menyala.
5. Saat Ope. Select beralih ke posisi Inch.Menekan Run and Release.geser Stop segera ketika tombol di lepaskan.
6. Safe Single = Set Operation Select beralih ke Safe Single posisi,Prior Action lampu indicator akan menyala berwarna hijau.
7. Menyalakan Sumber listrik dan sirkuit di panel control maka sumber daya lampu on.
4.4.4. Penjelasan Setting Stroke Slide Mesin Press Pembuatan Trap Comp Flame
1. Alihkan Operation Select ke posisi Safe Single dan pastikan lampu Prior Action menyala.
2. Menekan tombol Run untuk memeriksa the air blow out timming,ketika penyesuain dri timming di perlukan ulangi langkah di atas.
3. Saat Count bergeser On,lalu tekan tombol Run,kemudian geser ke continiusly.jika tombol di Run tidak tertekan selama beberapa detik yang di tetapkan ( set dari timer ) Namun ketika tombol Run di rilis sebelum Slide segera berhenti,seperti mode Safe Single.
4. Untuk menghentikan gerakan slide,tekan tombol Top Stop,kemudian geser berhenti di posisi berhenti yang di tetapkan.
5. Lampu Prior Action menyala hijau. 6. Tekan 2 tombol Run bersamaan.
7. Pada operasional select beralih ke posisi Inch.
9. Inspection dan Prepation untuk prosedur Opereration “OK” prosedur untuk Start – Up “Ok’.
10. Inch Mode menekan tombol Run dan berhenti ketiks tombol di lepaskan.
11. Menekan tombol Run dan lepaskan sebelum 150 derajat.Slide begerak otomatis.kemudian berhenti di posisi atas,lalu lepaskan Run setelah posisi 150 derajat.
12. Pastiakan Slide Adjust beralih ke posisi Off.pastikan External Control beralih ke not depreseed.
13. Setting Speed Setter to spm terendah ( Fully Counter Clockwise). 14. Pada Main Motor Ev/Fwd pindah ke posisi Fwd.
15. Tekan tombol Main Motor “Start”.
16. Pastikan Lampu Indikator main Motor dan Prior Action menyala. 17. Masukkan Missfeed ke dalam Stock kontak di control box. 18. Tutup the no – Fuse Circuit Breaker.
19. Pastiakan indicator Pressure gage bekerja sesuai tekananya.
20. Geser ke posisi “ON” Control Source.Pastiakan lampu Power Source .menyala hijau.
21. Putar Emergency Stop ke Reset.
22. Menekan Run dan lepaskan sebelum 150 derajat,kemudian berhenti segera,sama seperti mode Inch.
23. Menekan Tombol Run dari posisi Crank Angle di atas melebihi 150 derajat,kemudian berhenti di posisi atas.di saat mengalihkan tombol run setelah 150 derajat,dimana slide kembali ke atas,operator harus mengalihkan di antara Both ke Start.
24. Slide bergerak Tanpa Noise. 4.4. Pengertian Trap Comp Flame K25
Trap Comp Flame K25 adalah salah satu elemen dari saringan udara pada ruang bakar Filter udara berfungsi untuk ‘menangkap’ debu dari udara luar, sehingga debu maupun kotoran enggak ikut masuk ke ruang bakar. Bila udara itu dibiarkan masuk begitu saja ke dalam silinder motor, tentu silinder dan piston akan cepat aus / rusak karena disebabkan oleh debu yang bercampur dengan minyak pelumas dari motor itu merupakan suatu zat penggosok.
Gambar 4.4 Filter Saringan Udara Data Perusahaan
4.4.1 Tipe - Tipe Saringan Udara dan Perawatan 1. Tipe busa
Tipe saringan udara ini, biasa dipanggil filter konvensional. Perawatan :
Filter model ini perawatannya lebih mudah dan untuk membersihkannya pun cukup dengan menggunakan bensin dengan cara direndam atau disiram, kemudian dikeringkan dan setelah itu disemprot dengan udara bertekanan tinggi.
Biasanya, supaya kinerja filter dalam menyaring kotoran lebih baik lagi, sebaiknya filter dilapisi oli sebanyak +15 cc kemudian diratakan.
2. Tipe Filter Kertas
Filter udara tipe kertas atau biasa disebut “DRY ELEMENT“, mempunyai bahan yang lebih tebal sehingga tidak cepat rusak saat menyaring udara.
Perawatan:
Untuk membersihkannya pun lebih mudah karena tinggal di semprot dengan udara bertekanan dari arah yang berlawanan dengan arah udara masuk dan dilakukan penggantian setiap kelipatan 9.000 km.
3. Tipe Filter Kertas Oli
Tipe kertas berpelumas oli ini juga biasa di sebut “WET ELEMENT“. Bahan yang digunakan juga hampir sama dengan tipe kertas namun untuk wet element sudah memiliki pelumas khusus di kertasnya yang berfungsi untuk menangkap kotoran.
Perawatan ;:
Menjaga Kebersihan Filter Motor khusus yang satu ini tidak memerlukan perawatan dan hanya perlu dilakukan penggantian saja setiap kelipatan 15.000 km. Untuk filter tipe busa dan tipe kertas, dalam kondisi normal seharusnya dibersihkan setiap 2000-3000 km.
4.5. Diagram Alir Proses Pembuatan Trap Comp Flame K25 Main Material Raw Material SGCC - 18 Carbon (C ) Mangan Mn Fosfor ( P ) Sulphur ( S ) besi ( Fe ) Mesin Press Pasang Dies Pola Pembentukan Proses Bending 45 Proses Pierching Proses Bending Proses Bending 90 Press Marking Dan Pierching Finishing Proses Blanking Pembuatan Sketch Planing
4.6. Pemilihan Material
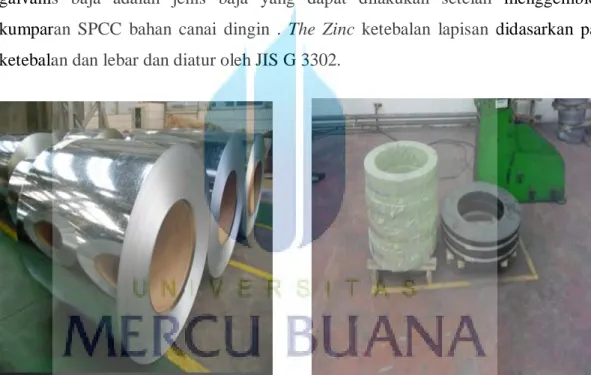
Material yang digunakan untuk membuat traf comp flame adalah material jenis SGCC – Z18 jenis plat ini SGCC – Z18, gambar 4.6 adalah material yang di gunakan, spesifikasi standart untuk industri kendaraan bermotor, berdasarkan standart JIS (Japanese Industrial Standart).
SGCC baja lunak membentuk kualitas hot dip baja galvanis . SGCC adalah kelas bahan dan penunjukan didefinisikan dalam JIS G 3302 standar. JIS G 3302 adalah standar bahan Jepang untuk hot dip baja galvanis. kualitas komersial hot dip galvanis baja adalah jenis baja yang dapat dilakukan setelah menggembleng kumparan SPCC bahan canai dingin . The Zinc ketebalan lapisan didasarkan pada ketebalan dan lebar dan diatur oleh JIS G 3302.
Gambar 4.6. Material SGCC Sumber: data perusahaan
4.7. Karakteristik Dimensi SGCC
Karakteristik dimensi SGCC Baja : Ketebalan berlaku untuk bahan SGCC ini sebagaimana didefinisikan dalam JIS G3302 dimulai dari 1,6 mm sampai 3,2 mm . Namun lebar bahan SGCC berkisar ke lebih dari 1600 mm.
4.8. Komposisi Kimia SGCC
Komposisi Kimia SGCC Baja : JIS G 3302 mendefinisikan komposisi kimia dari SGCC baja seperti di bawah;
Persentase maksimum Carbon ( C ) 0,15 persen Persentase maksimum Mangan ( Mn ) 0,80 persen Persentase maksimum Phosfor ( P ) 0,050 persen . Persentase maksimum Sulphur ( S ) 0,080 persen
Tabel 4.8 Komposisi Kimia SGCC
4.9. Kekerasan Bahan SGCC dan Galvanisasi ( Pelapisan )
Kekerasan bahan SGCC juga tidak tepat didefinisikan dalam JIS G 3302 ; Namun sesuai pemahaman Standarisasi bisa mencapi 65 HRB,Material ini juga sudah melalui proses Galvanisasi merupakan proses pelapisan produk melalui pencelupan dengan zinc (seng pelindung). Metode pencegahan karat pada logam dengan melapisi logam dengan bahan yang lebih tahan terhadap karat. Ada bermacam-macam teknik galvanisasi, diantaranya Hot Dip.
4.10. Kandungan Kimia Material SGCC Yang Sudah di Jelaskan di Tabel Berikut Penjelsan Fungsinya;
1. Carbon ( C )
Baja karbon rendah (low carbon steel), aplikasi: machine, machinery dan mild steel 0,05 % - 0,30% C.
Sifatnya mudah ditempa dan mudah di mesin. Penggunaannya:
- 0,05 % - 0,20 % C : automobile bodies, buildings, pipes, chains, rivets, screws, nails.
2. Mangan ( M )
Mangan sangat penting pada produksi besi dan baja. Industri baja tercacat menggunakan sekitar 85% sampai 90% total produksi mangan.
Mangan merupakan komponen kunci dari stainless steel dan paduan alumimum tertentu.
3. Phospor ( P )
Membuat baja mudah retak dingin atau getas pada suhu rendah,tapi efek baiknya dapat menaikan faliditas yang membuat baja mudah di roll panas.
4. Sulfur ( Su )
Dapat menjadikan baja getas pada suhu tinggi dan penggunaannya pada baja harus di buat serendah – rendahnya.
4.11. Pembuatan Sketch Planing Traf Comp Flame K25
Gambar 4.11 menunjutkan desain Sketch Planing yang sudah di berikan ukuran sesuai standar produksi;
Gambar 4.11 Sketch Planing Data perusahaan
Sketch planing adalah proses pembuatan konsep yang akan di terapkan pada suatu produk,seperti konsep design, konsep engineering, sampai kontruksi produk sehingga dapat di perkirakan kemungkinan yang terjadi pada proses pembuatan produk tersebut, semua di lakukan di proses sketch planing ini.
Proses pembuatan sketch planning dilakukan setelah kita mendapatkan data dan spesifikasi produk dari customer. Dalam pembuatan sketch planning mengacu pada beberapa landasan teori mengenai design, seperti standart plat, standar pemberian radius, standar penekukan dan lain sabagainya
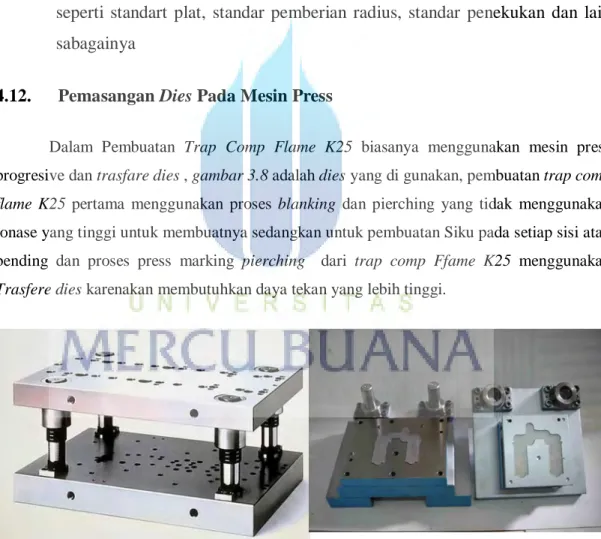
4.12. Pemasangan Dies Pada Mesin Press
Dalam Pembuatan Trap Comp Flame K25 biasanya menggunakan mesin press progresive dan trasfare dies , gambar 3.8 adalah dies yang di gunakan, pembuatan trap comp flame K25 pertama menggunakan proses blanking dan pierching yang tidak menggunakan tonase yang tinggi untuk membuatnya sedangkan untuk pembuatan Siku pada setiap sisi atau bending dan proses press marking pierching dari trap comp Ffame K25 menggunakan Trasfere dies karenakan membutuhkan daya tekan yang lebih tinggi.
Gambar 4.12 Dies
(https://en.wikipedia.org/wiki/Die_(manufacturing)
Dies adalah suatu cetakan yang digerakan oleh mesin press untuk menekan atau mengepress bahan / material untuk menghasilkan barang yang sesuai dengan contoh.Proses pembengkokan dan pemotongan pada mesin press haruslah sesuai
dengan standar yang ada di perusahan. Begitu juga pada saat pemasangan Dies itu sendiri. Adapun langkah-langkah dalam pemasangan Dies adalah sebagai berikut
5. Masukan Dies dari roller “dies in”, pastikan kalau selector switch dalam keadaan mati “OFF’.
6. Sesuaikan tinggi stroke terhadap dies, pasang safety block
7. memasang safety block diatas die, hal ini dilakukan untuk menjaga error pada mesin.
8. Memasang dan mengencangkan baut atas dan bawah kemudian menaikannya ke 0 derajat atau titik mati atas.
9. Melakukan putaran bebas satu sampai tiga kali, disini tidak boleh ada post guide yang beradu.
10. Melakukan produksi percobaan, setelah diperiksa hasilnya bagus maka dies siap untuk memproduksi.
11. Cetakan atau dies dapat digolongkan baik menurut jenis spesifikasi operasi mesin press maupun menurut jenis cetakannya.
4.13. Proses Pembentukan
Proses Pembentukan adalah Awal dari proses dimana material yang di gunakan untuk pembuatan Trap Comp Flame K25 di tekan dengan tekanan yang besar sampai batas kemampuan parts tersebut berubah bentuk sesuai yang diinginkan Proses yang biasa atau umum adalah di proses Stamping press dan cetakan tersebut adalah dies Dalam Pembentukan dan pembuatan Trap Comp Flame K25 melalui Proses Blanking , Proses Pierching , Proses Bending , Proses Pres marking itu semua adalah tahapan tahapan yang terdapat pada dies untuk membuat Trap Comp Flame K25.
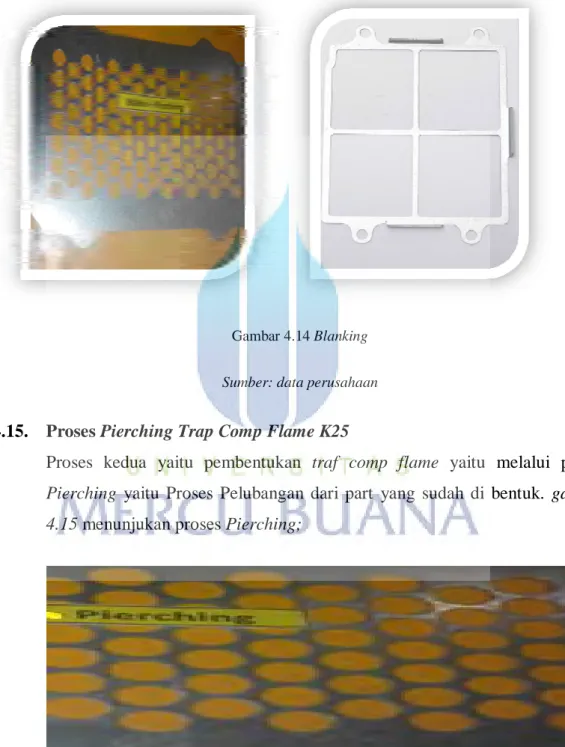
4.14. Proses Blanking Trap Comp Flame K25
Proses awal pembentukan trap comp flame yaitu melalui proses blanking, gambar 4.14 menunjukan proses awal blanking. Blanking adalah proses persiapan material, material dipotong sesuai dengan yang dibutuhkan. proses blanking
bertujuan agar mendapatkan hasil potongnya atau blank, sedangkan sisanya akan dibuang sebagai sampah atau disebut scrap.
Gambar 4.14 Blanking
Sumber: data perusahaan
4.15. Proses Pierching Trap Comp Flame K25
Proses kedua yaitu pembentukan traf comp flame yaitu melalui proses Pierching yaitu Proses Pelubangan dari part yang sudah di bentuk. gambar 4.15 menunjukan proses Pierching;
Gambar 4.15 Pierching Sumber: data perusahaan
Pierching adalah proses pelubangan dari part yang sudah terbentuk,dimana proses ini membutuhkan tools/ alat puch yang terpasang pada upper dies ( alat Stamping Press bagaian atas ) dan bottom punch yang terpasang pada lower dies
(alat Stamping Bawah ) diameter dan bentuk dari punch dan buttom puch tergantung dari dimensi lubang pada part yang akan di buat. ukuran lubang 0,8 mm dan total semua lubang yang di Pierching ada 68 lubang.
4.16. Proses Bending Trap Comp Flame K25
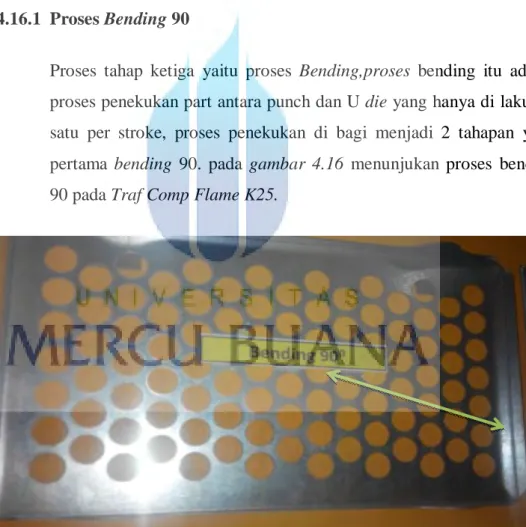
4.16.1 Proses Bending 90
Proses tahap ketiga yaitu proses Bending,proses bending itu adalah proses penekukan part antara punch dan U die yang hanya di lakukan satu per stroke, proses penekukan di bagi menjadi 2 tahapan yang pertama bending 90. pada gambar 4.16 menunjukan proses bending 90 pada Traf Comp Flame K25.
Gambar 4.16 Bending 90 Sumber: data perusahaan
Yang di maksud bending 90 adalah proses penekukan sampai berbentuk siku 90 derajat untuk mempermudah memasukan wermesh pada body Trap Komp Flame K25 jarak pada proses bending adalah 5 mm.
Sudut Bending Sudut 90 derajat
pada proses bending (U bending), jarak antara dua gaya adalah sebesar tebal material dan radius dari punch dan die. Pada proses bending, strees hanya terjadi pada bagian radius yang dibentuk, proses tekuk ini, mesin yang digunakan untuk melipat atau menekuk plat adalah mesin bending manual dan bending Hydraulic Pipe Bender. Bending manual digunakan untuk melipat atau menekuk pelat kerja yang telah diselesaikan untuk pekerjaan awal.
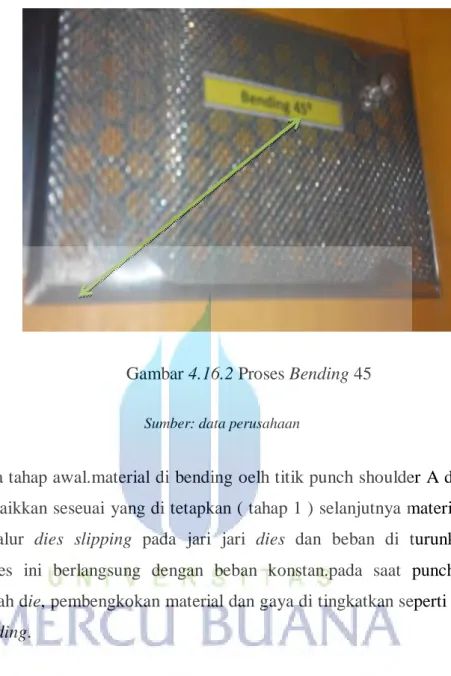
4.16.2 Proses Bending 45
Proses bending 45 yaitu proses penekukan pada bagian setiap sisi, dengan sudut 45 derajat ,bending 45 di lakukan untuk memastikan antara body Traf Komp Flame K25 dan wiremesh sudah terpasang menjadi satu bagian. gambar 4.16.2. menunjutkan Proses bending 45
Gambar 4.16.2 Proses Bending 45 Sumber: data perusahaan
Pada tahap awal.material di bending oelh titik punch shoulder A dan jari jari B gaya di naikkan seseuai yang di tetapkan ( tahap 1 ) selanjutnya material di tekan ke dalam alur dies slipping pada jari jari dies dan beban di turunkan secara drastic.proses ini berlangsung dengan beban konstan.pada saat punch menutup bagian bawah die, pembengkokan material dan gaya di tingkatkan seperti pada tahap akhir u bending.
Daerah sisi bagian dalam pembengkokan merupakan daerah yang mengalami penekanan, dimana daerah ini mengalami pengkerutan dan penambahan ketebalan, hal ini disebabkan karena daerah ini mengalami perubahan panjang yakni perpendekan.atau menjadi pendek akibat gaya tekan yang dialami oleh pelat. Peregangan ini menyebabkan pelat mengalami pertambahan panjang. Daerah netral merupakan daerah yang tidak mengalami perobahan. Artinya pada daerah netral ini pelat tidak mengalami pertambahan panjang atau perpendekan.
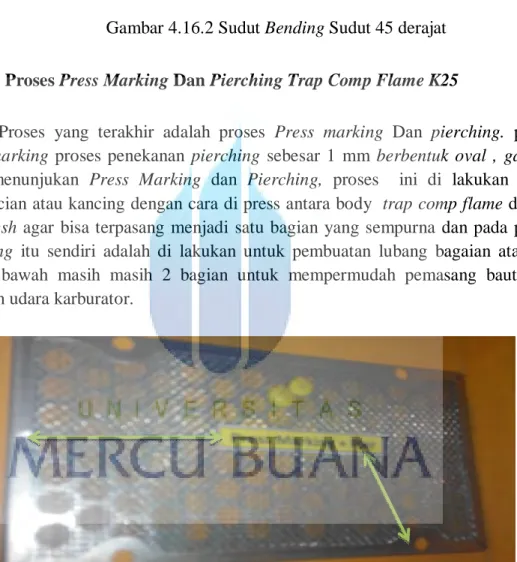
Gambar 4.16.2 Sudut Bending Sudut 45 derajat 4.17. Proses Press Marking Dan Pierching Trap Comp Flame K25
Proses yang terakhir adalah proses Press marking Dan pierching. proses press marking proses penekanan pierching sebesar 1 mm berbentuk oval , gambar 4.17. menunjukan Press Marking dan Pierching, proses ini di lakukan untuk penguncian atau kancing dengan cara di press antara body trap comp flame dengan wearmesh agar bisa terpasang menjadi satu bagian yang sempurna dan pada proses pierching itu sendiri adalah di lakukan untuk pembuatan lubang bagaian atas dan bagian bawah masih masih 2 bagian untuk mempermudah pemasang baut pada saringan udara karburator.
gambar 4.17. Press Marking dan Pierching
34 4.18. Finishing
Proses finishing adalah pekerjaan tahap akhir dari suatu proses pembuatan produk. Dimana hasil produk tersebut harus bagus dan tidak ada yang cacat (NG).tidak boleh ada burry lubang pierching harus bulat tidak boleh berbentuk oval.wermesh tidak boleh bolong dan biasanya tahap akhir ini memerlukan pengamplasan atau gerinda untuk menghaluskan produk yang masih belum rata dengan permukaan. Kemudian akan di ambil alih oleh Quality (QC) untuk memeriksa barang hasil produksi / Finish Goods (FG) dan di ukur dengan jig inpection untuk memastikan ukuran produk sesuai standar operation sebelum dikirim kepada customer. Jika hasil produksi tidak memenuhi standar yang ditetapkan maka hasil produk dinyatakan reject.
4.19. Hasil Produk
Gambar 4.19 Trap Comp Flame K25 Data perusahaan