ISSN 2252-4444
PERENCANAAN PERAWATAN MESIN SEKRAP (MEREK QING DAO, TIPE BC-6063)
BERDASARKAN METODE ISMO
Riswan Eko Wahyu Susanto dan Dani Supriyanto
Program Studi Perawatan dan Perbaikan Mesin Politeknik Kediri
ABSTRAK
Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) merupakan salah satu peralatan yang digunakan untuk kegiatan pembelajaran di Jurusan Teknik Mesin - Politeknik Kediri. Agar peralatan tersebut tetap dapat berfungsi dengan baik dan dalam kondisi siap pakai, maka perlu adanya tindakan perencanaan perawatan pada peralatan tersebut. Dalam perencanaan perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC -6063) diperlukan beberapa langkah pekerjaan berdasarkan metode ISMO, yaitu berupa: mengidentifikasi kegiatan perawatan, penjadwalan perawatan, dan mengestimasi biaya perawatan. Berdasarkan perencanaan perawatan Mesin Sekrap(Merek Qing Dao, Tipe BC-6063) yang telah dilakukan, didapatkan: 1) kegiatan perawatan berupa sembilan kali inspection, enam kali small repair, dan dua kali medium repair ; 2) penjadwalan perawatan dilaksanakan selama periode 2014 - 2027 ; 3) estimasi biaya perawatan sebesar 733.500 rupiah untuk inspection, 691.500 rupiah untuk small repair, 266.000 rupiah untuk medium repair, dan 6.070.500 rupiah untuk overhaul.
Kata Kunci: Perawatan, Mesin Sekrap, ISMO.
PENDAHULUAN Latar Belakang
Mengetahui pentingnya suatu perawatan pada peralatan pada umumnya di dunia industri maupun di akademik teknik untuk mendukung hasil produksi dan kegiatan praktik belajar mengajar, maka perlu adanya suatu pembahasan yang baik mengenai langkah-langkah perawatan pada setiap komponen peralatan, untuk mengetahui kondisi komponen pada mesin pendukung bekerja dengan baik, agar komponen tersebut menjadi terawat. Sehingga up time menjadi tinggi, dan down time menjadi sangat kecil, serta menghindari terjadinya overhaul pada peralatan, dan tentunya tidak akan menghambat proses produksi dan kegiatan praktik mesin produksi.
Di Program Studi Perawatan dan Perbaikan Mesin - Politeknik Kediri ada beberapa laboratorium, salah satunya laboratorium produksi. Didalam
laboratorium produksi terdapat Mesin Sekrap yang digunakan untuk menunjang proses kegiatan belajar mengajar. Oleh karena itu sangat penting untuk mengetahui sebuah perawatan pada Mesin Sekrap sebelum melakukan pekerjaan penyekrapan seperti tingkat kesejajaran ragum, sudut dari pahat, sistem pelumasan, gerakan memutar yang bersumber dari motor, letak langkah awal penyayatan, panjang langkah maksimum, jarak maksimum tiap gerakan meja peralatan ke arah mendatar serta jarak maksimal gerak meja ke arah vertikal atau gerakan naik-turun meja peralatan, maka dibuatlah perencanaan perawatan Mesin Sekrap dilakukan berdasarkan metode ISMO.
Perencanaan perawatan Mesin Skrap tersebut berisikan tentang langkah-langkah pekerjaan meliputi: kegiatan perawatan komponen Mesin Sekrap, jadwal perawatan yang dilakukan, dan estimasi biaya perawatan yang
ISSN 2252-4444
dikeluarkan. Sehingga perencanaan perawatan yang dihasilkan nantinya akan digunakan sebagai pedoman untuk pelaksanaan perawatan pada Mesin Sekrap.
Rumusan Masalah
Berdasarkan latar belakang diatas, maka didapatkan rumusan masalah sebagai berikut:
1. Bagaimana membuat kegiatan perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO?
2. Bagaimana membuat penjadwalan perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO?
3. Bagaimana menentukan estimasi biaya Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO?
Batasan Masalah
Batasan masalah yang diambil sebagai berikut:
1. Perencanaan perawatan yang
dilakukan meliputi:
pengidentifikasian kegiatan perawatan, penjadwalan perawatan, dan pengestimasian biaya perawatan. 2. Perencanaan perawatan yang
dilakukan tidak mencakup Standard Operating Procedure (SOP) perawatan dan gambar teknik exploded
Tujuan
Berdasarkan rumusan masalah diatas, maka tujuan ini sebagai berikut:
1. Dapat membuat kegiatan perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO. 2. Dapat membuat penjadwalan
perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO.
3. Dapat menentukan estimasi biaya Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO.
TINJAUAN PUSTAKA Definisi Perawatan
Perawatan adalah kegiatan untuk memelihara atau menjaga peralatan dan mengatasi kerusakan-kerusakan untuk sedapat mungkin dikembalikan ke keadaan semula, agar terjaganya suatu peralatan dengan kondisi yang baik dalam waktu yang lama sesuai dengan yang direncanakan, dan menghindari dari kerusakan yang fatal (Clifton, 1974).
Perencanaan Perawatan Berdasarkan
Metode ISMO
Pekerjaan pertama yang paling mendasar dalam perawatan adalah membersihkan peralatan dari debu maupun kotoran-kotoran lain yang dianggap tidak perlu. Debu ini akan menjadi inti bermulanya proses kondensasi dari uap air yang berada di udara. Butir air yang terjadi pada debu tersebut lambat laun akan merusak permukaan kerja dari peralatan tadi sehingga secara keseluruhan peralatan tersebut akan menjadi rusak. Pekerjaan membersihkan ini pada umumnya diabaikan orang karena dianggap tidak penting, dan dalam melakukan pekerjaan ini perlu adanya petunjuk tentang (Clifton, 1974):
1. Bagaimana cara melakukan pekerjaan tersebut?
2. Kapan pekerjaan tersebut dilakukan? 3. Alat bantu apa saja yang diperlukan? 4. Hal-hal apa saja yang harus dihindari
dalam melakukan pekerjaan tersebut? Pekerjaan kedua adalah memeriksa bagian-bagian dari peralatan yang dianggap perlu. Pemeriksaan terhadap unit instalasi perlu dilakukan secara teratur mengikuti pola jadwal tertentu. Jadwal ini dibuat atas dasar pertimbangan-pertimbangan yang cukup mendalam antara lain (Clifton, 1974): 1. Berdasarkan pengalaman yang lalu
dalam suatu jenis perkerjaan yang sama diperoleh informasi mengenai selang
ISSN 2252-4444
waktu atau frekuensi untuk melakukan pemeriksaan seminimal mungkin dan seekonomis mungkin tanpa menimbulkan resiko yang berupa kerusakan pada unit instalasi yang bersangkutan.
2. Berdasarkan sifat operasinya yang dapat menimbulkan kerusakan setelah unit instalasi beroperasi dalam selang waktu tertentu.
3. Berdasarkan rekomendasi dari pabrik pembuat unit instalasi yang bersangkutan.
Pekerjaan selanjutnya adalah memperbaiki bila terdapat kerusakan-kerusakan pada bagian unit instalasi sedemikian rupa sehingga kondisi unit instalasi tersebut dapat mencapai standar semula dengan usaha dan biaya yang wajar (Clifton, 1974).
Dengan perkembangan teknologi secara pesat dalam bidang industri maka perawatan terhadap peralatan produksi secara sadar dinilai sangat penting. Pada permulaan tumbuhnya industri, perawatan terhadap peralatan biasanya baru mendapat perhatian setelah peralatan tersebut mengalami kerusakan, karena tidak pernah mendapat perhatian yang layak. Beberapa kerusakan pada peralatan produksi tidak hanya berakibat terhentinya sebagian alat produksi tetapi seluruh peralatan produksi lainnya juga akat ikut berhenti (Clifton, 1974).
Dengan meningkatnya persaingan yang cukup ketat dalam bidang industri, jelas perhatian akan ditujukan kepada hal-hal yang menyangkut usaha-usaha untuk dapat meningkatkan produktifitas, meningkatkan kualitas dan menurunkan biaya operasi produksi dengan segala cara yang memungkinkan. Dalam hal ini adalah mengarah kepada peningkatan efektifitas perawatan peralatan dengan cara yang lebih ilmiah yang dikenalkan dengan perawatan terencana. Dalam perawatan terencana suatu peralatan akan mendapat giliran perbaikan sesuai dengan interval waktu atau disebut repair cycle yang telah
ditentukan, dengan demikian kerusakan yang lebih besar dapat dihindari. Interval waktu perbaikan ini dapat ditentukan berdasarkan beban dan repair complexity dari peralatan yang bersangkutan (Garg, 1976).
Jadi dengan perawatan terencana diharapkan dapat memperpanjang umur pakai dari peralatan 3 sampai 4 kali lebih panjang dan dapat mengurangi terjadinya kerusakan yang tidak diharapkan. Disamping itu dengan perawatan terencana diharapkan pula dapat menjamin ketelitian peralatan produksi sehingga kualitas dan kelangsungan produksi dapat terpelihara dengan baik (Garg, 1976).
Repair Complexity
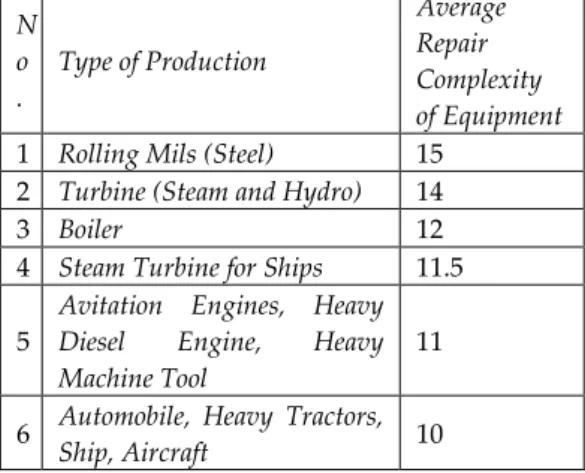
Repair complexity merupakan suatu nilai relatif dari tingkat kerumitan perawatan suatu mesin. Repair complexity setiap peralatan berbeda-beda. Repair complexity ditujukan untuk menentukan repair cycle, tipe produksi, bahan benda produksi yang dikerjakan, giliran kerja per hari (asumsi: 1 shift = 8 jam kerja per hari). Selain itu repair complexity juga berfungsi untuk menentukan periode antara dua masa dalam siklus dan dua masa bongkar total (overhoul) dalam tahun. Metode ini sangat berguna apabila tidak terdapat buku instruksi perawatan tentang penentuan siklus perawatan (Garg, 1976). Repair complexity setiap peralatan ditunjukkan pada tabel berikut:
Tabel 1. Repair Complexity Peralatan N o . Type of Production Average Repair Complexity of Equipment
1 Rolling Mils (Steel) 15 2 Turbine (Steam and Hydro) 14
3 Boiler 12
4 Steam Turbine for Ships 11.5 5
Avitation Engines, Heavy Diesel Engine, Heavy Machine Tool
11 6 Automobile, Heavy Tractors,
ISSN 2252-4444
7 Tractor 9.5
8 Railway Wagon (Good and
Passenger) 9
9 Machine Tool (Medium) 9 1
0
Ball or Roller Bearing Motor
Cycles 8.5
1 1
Heavy Electrical Machines, Electric Trains, Precision Instruments
8.5
1 2
Cycles Tractor Spare Part,
Machine for Chemicals,Iindustrial Paper Wood Pulp 8 1 3 Compressor, Hydraulic Machine, Light Machine Tools
8 1
4 Tool and Cutters 7.5 1
5
Textile, Food Industries Latter, Fire Protection Equipment
7.5 1
6 Gas Appararatus 7
1
7 Low Voltage Appararatus 7 1 8 Weighing Instruments 7 1 9 Electrical Instruments 6 2 0
Earth Moving Machinery Shower, Bulldozers, ect. 6
2 1
Watches and Light
Instrument 5.5
Sumber: Garg, 1976 Repair Cycle
Metode perawatan terencana merupakan suatu bentuk pelaksanaan perawatan yang terjadwal. Oleh karena itu repair cycle menjadi penting keberadaannya. Klasifikasi kegiatan perawatan dalam perawatan terencana dapat dibagi menjadi 4 kategori, yaitu (Garg, 1976): 1. Inspection (I). 2. Small Repair (S). 3. Medium Repair (M). 4. Overhaul (O). Inspection
Mempunyai batasan-batasan kerja secara umum, sebagai berikut (Garg, 1976):
1. Memeriksa fungsi dari mekanisme kecepatan putar dan kecepatan potong. 2. Memeriksa dan menyetel kopling
gesek, kopling roda gigi, poros utama, bantalan, peluncur, rem, mur pembawa, dan lain-lain.
3. Membersihkan filter oli pelumas dan oli pendingin, sistem pengolian dan penyalur oli, serta serbuk kotoran dan debu dari pengarah.
4. Mengencangkan mur-mur dan baut-baut pengikat, ganti bila perlu.
Small Repair
Mempunyai batasan-batasan kerja secara umum, sebagai berikut (Garg, 1976): 1. Kerjakan semua kegiatan yang
dilakukan pada inspection.
2. Membongkar 2-3 unit bagian peralatan yang kemungkinan besar akan aus atau kotor dan membersihkannya, jika diperlukan lamak lagi kantong-kantong oli, ganti bagian yang sudah rusak lalu rakit dan setel.
3. Mengadakan perbaikan bila diperlukan atau yang telah dicatat pada inspection. Medium Repair
Mempunyai batasan-batasan kerja secara umum, sebagai berikut (Garg, 1976): 1. Kerjakan semua kegiatan perawatan yang dilakukan di small repair, ditambah dengan membongkar semua bagian yang kemungkinan akan aus dan harus diganti atau diperbaiki. 2. Mengecat permukaan mesin yang
sudah rusak.
3. Kalibrasi ulang dengan melakukan levelling pada mesin.
Overhaul
Mempunyai batasan-batasan kerja secara umum, sebagai berikut (Garg, 1976): 1. Ulangi semua tindakan perawatan yang dilakukan pada medium repair, tetapi pembongkaran yang menyangkut setiap unit, semua komponen yang sudah rusak dan aus diganti dengan komponen baru.
ISSN 2252-4444
2. Pemeriksaan pondasi mesin (pemasangan kedalaman pondasi) dan perbaiki jika diperlukan.
3. Gerinda/lamak semua permukaan pengarah (guide surface).
4. Mengecat semua permukaan yang harus dicat dengan cat yang baru. Repair cycle setiap peralatan ditunjukkan pada tabel berikut:
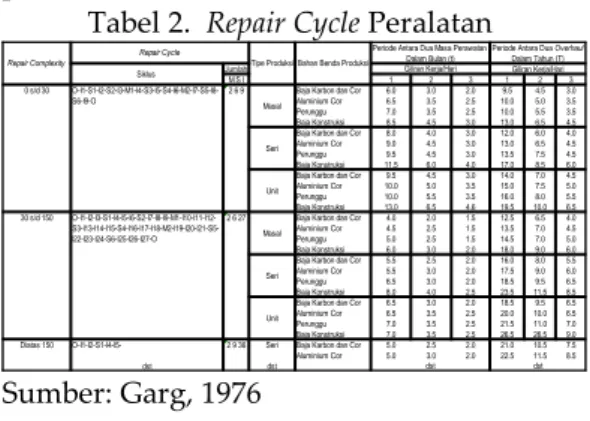
Tabel 2. Repair Cycle Peralatan
Sumber: Garg, 1976 Keterangan:
T : Lamanya waktu dari repair cycle yaitu ditunjukan oleh waktu antara overhaul pertama dengan overhaul berikutnya (O ke O).
t : Periode antara dua tingkatan yang berurutan dari kategori perawatan terencana (ISMO).
Pada umumnya peralatan dapat dilakukan perawatan terencana berdasarkan metode ISMO hingga 2-3 kali repair cycle, selebihnya dari segi biaya perawatan sudah tidak ekonomis (Garg, 1976).
Biaya Perawatan
Biaya yang dikeluarkan untuk merawat suatu peralatan merupakan salah satu unsur yang penting dalam pengelolaan perusahaan, sebab biaya sangat menentukan didalam perolehan keuntungan. Biaya perawatan diusahakan dengan biaya seminimum mungkin, dan peralatan dapat dioperasikan secara maksimum guna memperoleh kelancaran proses produksinya (Kodoatie, 2005).
Biaya perawatan diklasifikasikan sebagai berikut (Pujawan, 2009):
1. Biaya Perawatan Pencegahan.
Biaya untuk menjaga keawetan dan efisiensi peralatan.
2. Biaya Perawatan Koreksi.
Biaya untuk menentukan komponen-komponen, baik yang untuk diperbaiki atau diganti.
3. Biaya Perawatan Overhaul.
Biaya untuk pembongkaran peralatan yang telah mengalami penurunan efisiensi, baik secara per bagian atau menyeluruh.
4. Biaya Perawatan Total.
Biaya yang merupakan penjumlahan seluruh biaya perawatan: pencegahan, koreksi, dan overhaul.
Dalam perhitungan biaya perawatan (pencegahan, koreksi, dan overhaul) masing-masing menggunakan formula sebagai berikut (Pujawan, 2009):
F = P ( 1 + i )n Keterangan:
F : Nilai uang masa depan, (Rp). P : Nilai uang masa sekarang, (Rp).
i : Tingkat suku bunga bank per periode, (%).
n : Lamanya periode penelaahan.
PEMBAHASAN
Repair Complexity
Berdasarkan tabel 1. tentang repair complexity peralatan, maka repair complexity untuk Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) : 9.
Repair Cycle
Berdasarkan tabel 2. tentang repair cycle peralatan, maka repair cycle untuk Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) ditentukan sebagai berikut (asumsi giliran kerja/hari : 1):
Tabel 4.1. Repair Cycle Mesin Sekrap (Merek Qing Dao, Tipe BC-6063)
R ep ai r C om pl ex it y Repair Cycle t (Bu la n) T (Ta hu n) Si k lu s M S I 9 O-I1-S1-I2-S2-I3 -M1-I4-S3-I5-S4-I6 -M2-I7-S5-I8-S6-I9-O 2 6 9 9,5 14 Jumlah M S I 1 2 3 1 2 3
O-I1-S1-I2-S2-I3-M1-I4-S3-I5-S4-I6-M2-I7-S5-I8- Baja Karbon dan Cor 6.0 3.0 2.0 9.5 4.5 3.0
S6-I9-O Aluminium Cor 6.5 3.5 2.5 10.0 5.0 3.5
Perunggu 7.0 3.5 2.5 10.0 5.5 3.5
Baja Konstruksi 8.5 4.5 3.0 13.0 6.5 4.5
Baja Karbon dan Cor 8.0 4.0 3.0 12.0 6.0 4.0
Aluminium Cor 9.0 4.5 3.0 13.0 6.5 4.5
Perunggu 9.5 4.5 3.0 13.5 7.5 4.5
Baja Konstruksi 11.5 6.0 4.0 17.0 8.5 6.0
Baja Karbon dan Cor 9.5 4.5 3.0 14.0 7.0 4.5
Aluminium Cor 10.0 5.0 3.5 15.0 7.5 5.0
Perunggu 10.0 5.5 3.5 16.0 8.0 5.5
Baja Konstruksi 13.0 6.5 4.6 19.5 10.0 6.5
O-I1-I2-I3-S1-I4-I5-I6-S2-I7-I8-I9-M1-I10-I11-I12- Baja Karbon dan Cor 4.0 2.0 1.5 12.5 6.5 4.0
S3-I13-I14-I15-S4-I16-I17-I18-M2-I19-I20-I21-S5- Aluminium Cor 4.5 2.5 1.5 13.5 7.0 4.5
I22-I23-I24-S6-I25-I26-I27-O Perunggu 5.0 2.5 1.5 14.5 7.0 5.0
Baja Konstruksi 6.0 3.0 2.0 18.0 9.0 6.0
Baja Karbon dan Cor 5.5 2.5 2.0 16.0 8.0 5.5
Aluminium Cor 5.5 3.0 2.0 17.5 9.0 6.0
Perunggu 6.5 3.0 2.0 18.5 9.5 6.5
Baja Konstruksi 8.0 4.0 2.5 23.5 11.5 8.5
Baja Karbon dan Cor 6.5 3.0 2.0 18.5 9.5 6.5
Aluminium Cor 6.5 3.5 2.5 20.0 10.0 6.5
Perunggu 7.0 3.5 2.5 21.5 11.0 7.0
Baja Konstruksi 7.0 3.5 2.5 26.5 26.5 9.0
O-I1-I2-S1-I4-I5- Baja Karbon dan Cor 5.0 2.5 2.0 21.0 10.5 7.5
Aluminium Cor 5.0 3.0 2.0 22.5 11.5 8.5
dst dst
Periode Antara Dua Masa Perawatan Periode Antara Dua Overhaul Repair Complexity
Repair Cycle
Tipe Produksi Bahan Benda Produksi Siklus Dalam Tahun (T) Giliran Kerja/Hari Masal Seri Unit Dalam Bulan (t) Giliran Kerja/Hari Seri dst dst 0 s/d 30 Masal Seri Unit 2 6 27 2 6 9 30 s/d 150 Diatas 150 2 9 36
ISSN 2252-4444
Dengan demikian perawatan terhadap Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) dilakukan setiap 9,5 bulan sekali sesuai dengan tingkatan siklus perawatan. Sedangkan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) tersebut akan di-overhaul setelah 14 tahun.
Inspection
Kegiatan inspection pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) meliputi:
1. Membersihkan Bodi Mesin (Frame). 2. Memeriksa fungsi Tuas Pemakanan
(Feed Screw).
3. Membersihkan Kotak Lonceng (Clapper).
4. Memeriksa kondisi Mur Pengikat pada Kotak Lonceng (Clapper).
5. Memeriksa kondisi Mur serta kekencangan penyetel sudut Clapper. 6. Memeriksa sudut kemiringan Clapper
(Swivel Dial).
7. Memberi pelumas pada permukaan Alur Pembawa (Cross Rail) Clapper. 8. Membersihkan Tempat Pahat (Tool
Post).
9. Memeriksa fungsi Tuas Penjepit Pahat (Tool Post Screw).
10.Memberi pelumas Ulir Pembawa (Cross Screw) pada Clapper.
11.Membersihkan Meja Ragum (Table Support).
12.Membersihkan Ragum Penjepit (Vise). 13.Memeriksa fungsi Tuas Penjepit (Vise
Screw).
14.Memberi pelumas pada permukaan Alur Pembawa (Cross Rail) Ragum. 15.Memberi pelumas pada Ulir Pembawa
Ragum.
16.Memeriksa kondisi Mur Baut serta kekencangan Penyetel Sudut Ragum. 17.Memeriksa kondisi Mur Baut Pengikat
serta kekencangan pada Ragum. 18.Memeriksa sudut kemiringan Ragum. 19.Memeriksa kerataan Ragum.
20.Memberi pelumas pada permukaan Alur Pembawa Shaft End Vertical.
21.Memberi pelumas pada permukaan Alur Pembawa Shaft End Horizontal. 22.Memeriksa fungsi Tuas Gerak Meja
Vertikal dan Horisontal.
23.Membersihkan Lengan Pembawa Pahat (Ram).
24.Memberi pelumas pada permukaan Alur Pembawa Ram.
25.Memeriksa fungsi Tuas pengatur Langkah Ram.
26.Memeriksa fungsi Tuas Kecepatan langkah potong.
27.Memeriksa fungsi Tuas On/Off.
28.Memeriksa volume Oli Pelumas Mesin pada indikator.
Small Repair
Kegiatan small repair pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) meliputi:
1. Membersihkan Bodi Mesin (Frame). 2. Membersihkan Tuas Pemakanan (Feed
Screw).
3. Mengkalibrasi posisi Tuas Feed Screw. 4. Membersihkan Kotak Lonceng
(Clapper).
5. Mengencangkan Mur Pengikat pada Clapper.
6. Mengencangkan Mur Penyetel Sudut Clapper.
7. Mengkalibrasi Clapper (Swivel Dial). 8. Membersihkan permukaan Alur
Pembawa (Cross Rail) pada Kotak Lonceng.
9. Membersihan Tempat Pahat (Tool Post). 10.Membersihkan Tuas Penjepit Pahat
(Tool Post Screw).
11.Membersihkan permukaan Alur Pembawa (Cross Rail) pada bagian Clapper.
12.Membersihkan Meja Penyangga Ragum (Table Support).
13.Membersihkan Ragum Penjepit benda kerja (Vise).
14.Mengencangkan Mur Baut Penyetel sudut Ragum.
15.Mengencangkan Mur Baut Pengikat pada Ragum.
ISSN 2252-4444
17.Memeriksa kerataan Ragum.
18.Membersihkan permukaan Alur Pembawa Ragum.
19.Membersihkan Tuas Penjepit benda kerja (Vise Screw).
20.Membersihkan Tuas Gerak Meja Vertikal dan Horisontal.
21.Membersihkan Lengan Pembawa pahat (Ram).
22.Membersihkan permukaan Alur Pembawa Ram.
23.Membersihkan Tuas Pengatur Langkah Ram.
24.Membersihkan Tuas Kecepatan langkah potong.
25.Membersihkan Tuas On/Off.
26.Memeriksa volume Minyak Pelumas pada indikator.
27.Membersihkan dan memeriksa keausan V-Belt.
28.Membersihkan dan memeriksa keausan Pulley.
29.Memeriksa kekencangan Baut Pengikat pada Roda Gigi Transmisi (Gear Drive). 30.Memeriksa kekencangan Baut Pengikat
Roda Gigi Penggerak (Crank Wheel). 31.Memeriksa kebersihan Lengan Ayun
(Rocker Arm).
32.Memeriksa kondisi Poros Pemindah Kecepatan.
33.Memeriksa sistem pelumasan pada Transmisi.
34.Memeriksa kondisi Pipa-pipa Pelumas. 35.Membersihkan dan memeriksa kondisi
Motor Penggerak.
36.Memeriksa Baut Pengikat Motor Penggerak.
37.Memeriksa kualitas Oli Pelumas Mesin.
Medium Repair
Kegiatan medium repair pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) meliputi:
1. Mengganti Oli Pelumas Mesin.
2. Mengganti Mur Pengikat pada Kotak Lonceng (Clapper).
3. Mengganti Mur Penyetel sudut Clapper.
4. Mengganti Mur Baut Penyetel sudut ragum.
5. Mengganti Mur Baut Pengikat pada Ragum (Vise).
6. Memeriksa kerataan permukaan Ragum.
7. Memberi pelumas Ulir Pembawa pada Shaft End Vertical.
8. Memberi pelumas Ulir Pembawa pada Shaft End Horizontal.
9. Memberi pelumas Ulir Pembawa pada Ram.
10.Menyetel pengikat Tuas Pengatur Langkah Ram.
11.Memeriksa dan menyetel kekencangan V-Belt.
12.Membersihkan dan memeriksa keausan Driver Pulley.
13.Membersihkan dan memeriksa keausan Driven Pulley.
14.Mengencangkan Baut Pengikat Roda Gigi Transmisi (Gear Drive).
15.Membersihkan Roda Gigi Transmisi (Gear Drive).
16.Memeriksa keausan Roda Gigi Transmisi (Gear Drive).
17.Mengencangkan Baut Pengikat Roda Gigi Penggerak (Crank Wheel).
18.Membersihkan Roda Gigi Penggerak (Crank Wheel).
19.Memeriksa keausan Roda Gigi Penggerak (Crank Wheel).
20.Membersihkan Lengan Ayun (Rocker Arm).
21.Membersihkan Oil Pump.
22.Membersihkan dan memeriksa kondisi Motor Penggerak.
23.Memeriksa Baut Pengikat Motor Penggerak.
24.Membersihkan Pipa-pipa Pelumas. Overhaul
Kegiatan overhaul pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) meliputi:
1. Mengecat ulang Bodi Mesin. 2. Mengganti Oli Pelumas Mesin.
3. Melepas Motor Penggerak, melakukan pemeriksaan/perbaikan.
ISSN 2252-4444
4. Melepas V-Belt, melakukan penggantian.
5. Melepas Driver Pulley, melakukan penggantian.
6. Melepas Driven Pulley, melakukan penggantian.
7. Melepas Ram, melakukan pemeriksaan, perbaikan.
8. Melepas Roda Gigi Transmisi (Gear Drive), melakukan pemeriksaan/ perawatan.
9. Melepas Roda Gigi Penggerak Ram (Crank Wheel), melakukan pemeriksaan/perawatan.
10.Melepas Bearing pada Shaft End Vertical, melakukan penggantian.
11.Melepas Bearing pada Shaft End Horizontal, melakukan penggantian. 12.Melepas Bearing Driven Pulley,
melakukan penggantian.
13.Melepas Bearing pada Roda Gigi Transmisi (Gear Drive), melakukan penggantian.
14.Melepas Pipa-pipa Pelumas, melakukan pemeriksaan/perawatan.
15.Melepas Oil Pump, melakukan pemeriksaan/perawatan.
Penjadwalan Perawatan Peralatan
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2014
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2015.
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2016
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2017
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2018
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2019
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2020
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2021
ISSN 2252-4444
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2022
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2023
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2024
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2025
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2026
Jadwal Perawatan Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) Tahun 2027
Estimasi Biaya Perawatan Peralatan
Estimasi Biaya Perawatan Inspection
Estimasi Biaya Perawatan Small Repair
Estimasi Biaya Perawatan Medium Repair
Estimasi Biaya Perawatan Overhaul
Estimasi Biaya Perawatan Per Tahun
Dalam perhitungan biaya perawatan (inspection, small repair, medium repair, dan overhaul) masing-masing.
1. Estimasi Biaya Perawatan Tahun 2014
Pada tahun 2014, kegiatan perawatan meliputi I1 dan S1, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I1+[P ( 1 + i )n ]S1
F = [733.500 ( 1 + 0,075 )1 ]I1+[691.500 ( 1 + 0,075 )1 ]S1
F = 1.531.875 Rupiah
2. Estimasi Biaya Perawatan Tahun 2015
Pada tahun 2015, kegiatan perawatan meliputi I2, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I2
F = [733.500 ( 1 + 0,075 )2 ]I2 F = 847.651 Rupiah
ISSN 2252-4444
Pada tahun 2016, kegiatan perawatan meliputi S2, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]S2
F = [691.500 ( 1 + 0,075 )3 ]S2 F = 859.048 Rupiah
4. Estimasi Biaya Perawatan Tahun 2017
Pada tahun 2017, kegiatan perawatan meliputi I3 dan M1, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I3+[P ( 1 + i )n ]M1
F = [733.500 ( 1 + 0,075 )4 ]I3+[266.000 ( 1 + 0,075 )4 ]M1
F = 1.334.801 Rupiah
5. Estimasi Biaya Perawatan Tahun 2018
Pada tahun 2018, kegiatan perawatan meliputi I4, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I4
F = [733.500 ( 1 + 0,075 )5 ]I4 F = 1.053.034 Rupiah
6. Estimasi Biaya Perawatan Tahun 2019
Pada tahun 2019, kegiatan perawatan meliputi S3, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]S3
F = [691.500 ( 1 + 0,075 )6 ]S3 F = 1.067.193 Rupiah
7. Estimasi Biaya Perawatan Tahun 2020
Pada tahun 2020, kegiatan perawatan meliputi I5, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I5
F = [733.500 ( 1 + 0,075 )7 ]I5 F = 1.216.913 Rupiah
8. Estimasi Biaya Perawatan Tahun 2021
Pada tahun 2021, kegiatan perawatan meliputi S4 dan I6, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]S4+[P ( 1 + i )n ]I6
F = [691.500 ( 1+ 0,075 )8 ]S4+[733.500 ( 1 + 0,075 )8 ]I6
F = 2.541.456 Rupiah
9. Estimasi Biaya Perawatan Tahun 2022
Pada tahun 2022, kegiatan perawatan M2, sehingga biaya perawatannya
sebesar:
F = [P ( 1 + i )n ]M2
F = [266.000 ( 1 + 0,075 )9 ]M2
F = 509.985 Rupiah
10. Estimasi Biaya Perawatan Tahun 2023
Pada tahun 2023, kegiatan perawatan meliputi I7, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I7
F = [733.500 ( 1 + 0,075 )10 ]I7 F = 1.511.767 Rupiah
11. Estimasi Biaya Perawatan Tahun 2024
Pada tahun 2024, kegiatan perawatan meliputi S5, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]S5
F = [691.500 ( 1+ 0,075 )11 ]S5 F = 1.532.094 Rupiah
12. Estimasi Biaya Perawatan Tahun 2025
Pada tahun 2025, kegiatan perawatan meliputi I8 dan S6, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I8+[P ( 1 + i )n ]S6
F = [733.500 ( 1+ 0,075 )12 ]I8+[691.500 ( 1 + 0,075 )12 ]S6
F 3.394.036 Rupiah
13.Estimasi Biaya Perawatan Tahun 2026
Pada tahun 2026, kegiatan perawatan meliputi I9, sehingga biaya
perawatannya sebesar: F = [P ( 1 + i )n ]I9
F = [733.500 ( 1 + 0,075 )13 ]I9 F = 1.878.063 Rupiah
14. Estimasi Biaya Perawatan Tahun 2027
Pada tahun 2027, kegiatan perawatan meliputi O, sehingga biaya perawatannya sebesar:
F = [P ( 1 + i )n ]O
F = [6.070.000( 1 + 0,075 )14 ]O F = 16.707.335 Rupiah
KESIMPULAN DAN SARAN Simpulan
Berdasarkan hasil pembahasan yang telah dilakukan, maka didapatkan simpulan sebagai berikut:
1. Kegiatan perawatan pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO diperlukan sembilan kali inspection, enam kali small repair, dan dua kali medium repair.
ISSN 2252-4444
2. Penjadwalan perawatan pada Mesin (Merek Qing Dao, Tipe BC-6063) berdasarkan metode ISMO
dilaksanakan selama periode tahun 2014 - 2027.
3. Perhitungan estimasi biaya perawatan pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) berdasarkan Metode ISMO didapatkan biaya inspection sebesar 733.500 rupiah, biaya small repair sebesar 691.500 rupiah, biaya medium repair sebesar 266.000 rupiah, dan biaya overhaul sebesar 6.070.500 rupiah.
Saran
Berdasarkan hasil pembahasan yang telah dilakukan, maka didapatkan saran sebagai berikut:
1. Perlu dilanjutkan dengan pembuatan Standard Operating Procedure (SOP) perawatan pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063) untuk menunjang perencanaan perawatan tersebut.
2. Perlu dilanjutkan dengan pembuatan gambar teknik exploded untuk
menunjang pelaksanaan Standard Operating Procedure (SOP) perawatan pada Mesin Sekrap (Merek Qing Dao, Tipe BC-6063).
DAFTAR PUSTAKA
Anonim. (2014). Jenis Mesin Sekrap. http://www.mesinfiles.
blogspot.com/2014/04/jenis jenis-mesin-sekrap.html. Diakses tanggal 17 Januari 2014.
Anonim. (2013). Mesin Sekrap Hidrolis. www.goelindustriesindia.com. Diakses tanggal 17 Januari 2014. Anonim. (2012). Mesin Sekrap.
http://www.scribd.com/doc/318088 35/Mesin-Sekrap. Diakses tanggal 20 Januari 2014.
Anonim. (2010). Mesin Sekrap. http://www.rumahcahaya.com/me sin-sekrap-mesin-ketam/. Diakses tanggal 12 Januari 2014.
Anonim. (2009). Manual Book of Shaping Machine. Indonesia: Qing Dao. Clifton, R. H. (1974). Principles of Planned
Maintenance. London: Arnold. Garg, H. P. (1976). Industrial Maintenance.
New Delhi: S. Chand.
Kodoatie, R. J. (2005). Analisis Ekonomi Teknik. Yogyakarta: Andi.
Pujawan, I. N. (2009). Ekonomi Teknik. Surabaya: Guna Widya.
Priambodo, Bambang. (1981). Teknologi Mekanik (Edisi Ketujuh). Jakarta: Erlangga.
Wahjudi, S. (2012). Inspeksi. Malang: Politeknik Negeri Malang.