119
PENGARUH KECEPATANASUTAN DAN KEDALAMAN POTONG TERHADAP
KEKASARAN PERMUKAAN ALUMINIUM PADA BUBUT CNC TU-2A
Oleh:
IsmetEka Putra 1)dan Rahmatul Adil2)
Dosen Teknik Mesin 1 –Alumni Teknik Mesin 2 Institut Teknologi Padang
Abstrak
Produkberkualitasdiperolehdari proses pemesinan yang baik.
Kekasaranpermukaanadalahsalahsatupenyimpangan yang disebabkanolehkondisipemotongandari proses
pemesinan. Aluminium A6061 adalahAluminiumyangbanyakdigunakan di dunia industry
terutamadibidangotomotif, perpipaan, tangki, pesawatterbangdanperkapalan.
Adapunbagiannyaadalahseperti piston, bosh baling-baling, dankomponenpemesinan lain. Tujuan penelitian
ini adalah untuk
mengetahuipengaruhkecepatanasutandankedalamanpotongterhadapkekasaranpermukaanaluminium A6061 pada proses pembubutan CNC TU-2A. Percobaandilakukanpadakecepatanasutan yang bervariasiyaitu 25 mm/menit, 50 mm/menit, dan 75 mm/menitdankedalamanpotong 0,5 mm, 0,8 mm, dan 1mm. Masing-masingkecepatanasutandankedalamanpotongdiaturdalam program absolute dengankecepatanpotongtetap
140 m/menit. Dari pengujianinididapatkanhasilkekasaranpermukaanpadakecepatanasutan 25
mm/menitdankedalamanpotong 1 mm adalah 3.93 µm(sangatkasar)danpada kecepatanasutan 75 mm/menitdankedalamanpotong0,5 mm adalah 1.50 µm (sangat halus).
Kata kunci : Kecepatanasutan, Kekasaran permukaan, kedalaman potong.
1. Pendahuluan.
Mesin CNC (Computer Numerical Control)adalah suatu mesin yang dikontrol oleh komputer dengan menggunakan bahasa numerik (data perintah dengan kode angka, huruf dan simbol) sesuai standart ISO.Sistem kerja teknologi CNC ini akan lebih sinkron antara komputer dan mekanik, sehingga bila dibandingkan dengan mesin perkakas yang sejenis, maka mesin perkakas CNC lebih teliti, lebih tepat, lebih fleksibel dan cocok untuk produksi masal.Dengan dirancangnya mesin perkakas CNC dapat menunjang produksi yang membutuhkan tingkat kerumitan yang tinggi dan dapat mengurangi campur tangan operator selama mesin beroperasi.
Kekasaran permukaan produk logam penting untuk diperhatikan. Kekasaran permukaan berpegaruh pada performansi produk logam dalam hal kemampuan penyebaran panas, kemampuan penyebaran pelumasan, dan pelapisan (Asmed dan Mura 2010).
Kekasaran permukaan suatu produk logam juga akan berpengaruh apabila
dirangkai dengan komponen lain. Dalam hal ini, produk logam yang permukaannya kasar akan lebih cepat aus dari pada yang permukaannya halus (Prasetya, 2010).
Dalam proses pembubutan, halusnya suatu permukaan produk merupakan salah satu parameter penting dalam penentuan ketelitian geometrik suatu komponen mesin terutama pada komponen – komponen yang memiliki suaian toleransi. Pemilihan variabel – variabel proses permesinan yang tepat akan memberikan kehalusan permukaan produk sesuai dengan yang diinginkan.Aluminium yang digunakan adalah aluminium A6061yangbanyak dimanfaatkan di dunia industry terutamadibidangotomotif,
perpipaan, tangki,
pesawatterbangdanperkapalan.
Penelitian ini bertujuan untuk mengetahui sejauh manapengaruh kecepatan asutan dan kedalaman potong terhadap kekasaran permukaan aluminium pada bubut CNC TU-2A.
120 Pengerjaan pembubutan silindris dilakukan di Laboratorium Politeknik Negeri Padang dengan menggunakan mesin CNC TU-2A Turning, sedangkan pengujiankekasaran permukaan dilakukandi laboratorium Universitas Negeri Padang.Alat uji kekasaran permukaan yang digunakan adalah mitutoyo (SJ 201), bahan aluminium A6061, danmaterial pahat karbida. Sampel uji yang digunakan berbentuk selinder, dengan diameter 22mm,dan panjang 120 mm. Setiap benda uji dilakukan pembubutan sepanjang 30 mm dengan kedalaman potong 0,5 mm, 0,8 mm dan1 mm dan kecepatan asutan 25 mm/menit, 50 mm/menitdan 75 mm/menit. Dengan menggunakan satu mata pahat untuk satu benda uji, setiap benda uji dilakukan 5 titik pengujian kekasaran permukaan dengan 3 (tiga) variasi tingkatan kecepatan potong pembubutan.
satuan : mm
Gambar 1. Spesimen uji setelah dibubut 3. HasildanPembahasan.
Benda uji yang telah dibubut tanpa ada perlakuan lain diuji kekasaran permukaannya pada 5 titik yang berbeda. Berdasarkan pengujian kekasaran permukaan (Ra) di Laboratorium Politeknik Negri Padang didapat harga kekasaran permukaan (Ra) sebagaimana tersebut pada tabel berikut Tabel 1. Harga rata-rata kekasaran
permukaan (Ra)dengankecepatan asutan 25 mm/min, 50 mm/min, dan 75 mm/min. lt (mm) Dawal (mm) Dakhir (mm) a (m m) Vc (m/min) Vf (mm/mi n) Ra (µm) nilai Rata 2 30 22 21 0, 5 140 25 2.42 2.37 2.56 2.26 2.31 2.23 30 20,4 0, 8 2.39 2.55 2.36 2.72 2.68 2.6 30 20 1 3.78 3.93 3.88 3.85 4.21 3.94 30 22 21 0, 5 140 50 1.68 1.93 2.27 2.32 1.78 1.6 30 20,4 0, 8 1.94 2.17 2.25 2.27 2.31 2.1 30 20 1 2.5 2.62 2.74 2.69 2.63 2.58 30 22 21 0, 5 140 75 1.72 1.53 1.41 1.38 1.32 1.69 30 20,4 0, 8 1.95 1.91 1.88 1.92 1.96 1.87 30 20 1 2.54 2.34 2.3 2.52 2.09 2.27
Dari tabel 1. dapat dilihat bahwa benda uji dengan kecepatan asutan (Vf) 25 mm/min digolongkan pada kekasaran permukaan (Ra) nomal, untuk dua jenis kedalaman potong yaitu untuk (a)= 0,5 mm nilai Ra nya adalah 2,37 μm dan (a)= 0,8 mm nilai Ra nya adalah 2,55 μm, sedangkan dengan kedalaman potong (a)=1 mm nilai Ra nya adalah 3,93 μm nilai kekasarannya kasar.Sedangkan benda uji dengan kecepatan asutan (Vf) 50 mm/mnt digolongkan pada kekasaran permukaan (Ra) normal, dengan kedalaman potong (a)=0,5 mm adalah 1,93 μm, sedangkan (a) = 0,8 mm adalah 2,17 μm dan (a)=1 mm nilai kekasaran permukaan (Ra) = 2,62 μm. dan benda uji dengan kecepatan asutan (Vf) 75 mm/min digolongkan pada kekasaran permukaan (Ra) normal, dengan kedalaman potong (a) = 0,5 mm adalah 1,50 μm, untuk (a) = 0,8 mm adalah 1,91 μm, dan kedalaman potong (a)= 1 mm nilai kekasaran permukaan (Ra) adalah 2,34. dan tergolong normal sebagai mana terlihat pada gambar berikut :
121 Gambar 2. Hubungan kecepatan Asutan (S) dengan tingkat kekasaran permukaan (Ra)
Gambar 3. Hubungan kedalaman potong dengan tingkat kekasaran permukaan (Ra)
Dari gambar 2 dan gambar 3 terlihat bahwa harga kedalaman potong (a) dan kecepatan asutan (Vf) berpengaruh terhadap nilai kekasaran permukaan (Ra). Makin kecil nilai kedalaman potong (a) dan makin besar nilai kecepatan asutan (Vf) maka nilai kekasaran permukaan (Ra) makin kecil (halus).
Dimana bisa dilihat dari tabel 1 makin kecil kedalaman potong (a) = 0,5 mm dan makin besar kecepatan asutan Vf= 75 mm/menit nilai Ra nya 1,50 μm memiliki nilai kekasaran permukaan yang paling halus, ini disebabkan karena gerak makan yang besar serta kecepatan asutan yang tinggi dengan kedalaman potong yang kecil, sehingga menghasilkan beram yang kecil dan mengakibatkan permukaan hasil pembubutan yang halus.Sebaliknya makin besar nilai kedalaman potong (a) dan makin kecil kecepatan asutan (Vf) maka nilai kekasaran permukaan (Ra) besar (Kasar). Sebagaimana terlihat pada tabel 1 bahwa dengan
kedalaman potong (a) = 1 mm dengan kecepatan asutan (Vf) = 25 mm/min dengan nilai Ra nya 3,93 μm ini disebabkan karena kecepatan asutan dan gerak makan yang digunakan kecil dengan kedalaman potong yang besar mengakibatkan hasil beram yang terbuang sanggat besar sehingga permukaan hasil pembubutan menjadi kasar .
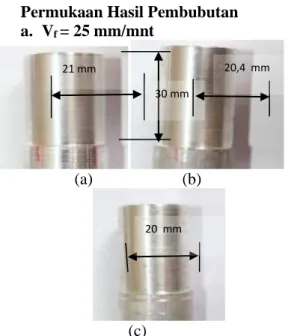
Permukaan Hasil Pembubutan a. Vf = 25 mm/mnt
(a) (b)
(c)
Gambar 4. Permukaan Hasil Pembubutan (a) a = 0,5 mm, (b) a = 0,8 mm, (c) a = 1 mm
Pada Gambar 4 dapat dilihat hasil kekasaran permukaan dengan kedalaman potong (a) yang berbeda. Kedalaman potong (a) 0,5 mm dan (b) 0,8 mm tergolong normal dan kedalaman potong (c) 1 mm tergolong kasar dengan kecepatan asutan sama Vf = 25 mm/mnt. jadi semakin dalam kedalaman potong (a) maka kekasaran pada hasil pembubutan semakin kasar dengan kecepatan asutan yang sama.
b. Vf = 50 mm/mnt (a) (b) 2,37 1,93 1,5 2,55 2,17 1,91 3,93 2,62 2,34 0 0,250,5 0,751 1,251,5 1,752 2,252,5 2,753 3,253,5 3,754 4,25 25 50 75 harg a kekasar an (R a) < μ m>
kecepatan asutan ( Vf) <mm/menit>
a = 0.5 mm a = 0.8 mm a = 1 mm 2,37 2,55 3,93 1,93 2,17 2,62 1,5 1,91 2,34 0 0,250,5 0,751 1,251,5 1,752 2,252,5 2,753 3,253,5 3,754 4,25 0,5 0,8 1 harg a kekasar an(R a) <μ m>
kedalaman potong (a) <mm>
Vf = 25 mm/me nit Vf = 50 mm/me nit Vf = 75 mm/me nit 30 mm 21 mm 20,4 mm 20 mm 21 mm 30 mm 20,4 mm
122 (c)
Gambar 5.Permukaan Hasil Pembubutan (a) a = 0,5 mm, (b) a = 08 mm, (c) a = 1 mm
Pada Gambar 5 dapat dilihat hasil kekasaran permukaan dengan kedalaman potong (a) yang berbeda. Kedalaman potong (a) 0,5 mm, (b) 0,8 mm, (a) 1 mm tergolong normal dengan kecepatan asutan (Vf) 50 mm/mnt. Jadi semakin dalam kedalaman potong maka kekasaran pada hasil pembubutan semakin kasar dengan kecepatan asutan yang sama.
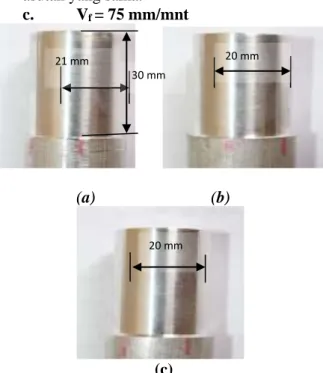
c. Vf = 75 mm/mnt
(a) (b)
(c)
Gambar 6. Permukaan Hasil Pembubutana = 0,5 mm, (b) a = 08 mm, (c) a = 1 mm
Pada Gambar 6 dapat dilihat hasil kekasaran permukaan dengan kedalaman potong (a) yang berbeda. Kedalaman potong (a) 0,5 mm, (b) 0,8 mm, (a) 1 mm tergolong normal dengan kecepatan asutan (Vf) 75 mm/mnt. Jadi semakin dalam kedalaman potong maka kekasaran pada hasil pembubutan semakin kasar dengan kecepatan asutan yang sama.Dari gambar 4 sampaigambar 6 nilai kekasaran yang paling halus yaitu pada gambar6 dengan kedalaman potong (a) = 0,5 mm dan kecepatan asutan
Vf= 75 mm/mnt. Dan nilai kekasaran yang paling kasar yaitu gambar 4 dengan kedalaman potong (a) = 1 mm dan kecepatan asutan Vf = 25 mm/mnt. Jadi semakin kecil kedalaman potong dan semakin besar gerak makan, maka nilai kekasarannya semakin kecil (halus) dan apabila kedalaman potong semakin besar serta gerak makan semakin kecil maka nilai kekasaran semakin besar (kasar).
4. Kesimpulan.
1. Semakin kecil kecepatan asutan dan semakin besar kedalaman potong maka nilai kekasaran permukaan akan semakin besar, tergolong kasar.
2. Semakin besar kecepatan asutan dan semakin besar kedalaman potong maka nilai kekasaran permukaan (Ra) tergolong normal.
3. Semakin kecil kecepatan asutan dan kecil kedalaman potong maka nilai kekasaran permukaan akan tergolong normal. 4. Semakin besar kecepatan asuatan dan
semakin kecil kedalaman potong maka nilai kekasaran permukaan (Ra) makin kecil tetapi tergolong normal.
DaftarPustaka.
Agung Toga Supatro, (2014): Analisa heat treatment pada aluminium magnesium silicon (Al, Mg, Si) dengan silicon (Si) (1%, 3%, 5%) terhadap sifat fisis dan mekanis, Naska Publikasi ilmiah, Universitas Muhammadiyah, Surakarta. Anto Edi, (2013): Optimasi parameter
terhadap waktu proses pada pemprograman CNC Turning, skripsi UNNES, Semarang.
Farizi Z Adyuta, Sutikno Endi, Sulistyo Erwin, (2015): Pengaruh variasi sudut potong mayor dan feeding terhadap kekasaran permukaan hasil proses bubut tirus aluminium 6061, Teknik Mesin
Universitas Brawijaya,
Malang,Indonesia.
Giyatno, (2009): Optimasi parameter proses pemesinan terhadap keausan pahat dan kekasaran permukaan benda hasil proses CNC turning dengan mengunakan metode Taguchi, tugas sarjana, Universitas Diponegoro, Semarang. Sudjatmiko, Suprapto Agus, Darto (2013):
Karakteristik keausan dan umur pahat
20 mm
21 mm
30 mm
20 mm
123 HSS hasil Quenching melalui pendinginan Nitrogen pada proses pembubutan Al-T-6061, Teknik Mesin Universitas Merdeka, Malang.
Training Unit CNC TU-2A, GmbH, Hallein, Austria, 1992.
Wibowo Aji, (2010): Pengaruh variasi kecepatan putar spindle dan bahan pahat terhadap kehalusan permukaan baja EMS 45 pada mesin CNC TU-2A dengan program Absolut, Universitas Sebelas Maret, Surakarta.
Yumaidi.(2014): Pengaruh Preheat dan Static-Stransient Thermal Tensioning terhadap laju perambat retak fatik pada sambungan Las Tig al 6061-T6, Teknik Mesin Politeknik LPP, Yogyakarta, Indonesia.
Zaid Ilham, Buku Mesin CNC dasar, SMK N1 Tanjung Raya.
Zubaidi A, Syafa’at, Darmanto, (2012): Analisa pengaruh kecepatan putar dan kecepatan pemakanan terhadap kekasaran permukaan material FCD 40 pada mesin bubut CNC, UNWAHAS, Semarang.