OPTIMALITAS PENGALOKASIAN TENAGA KERJA UNIT GALANGAN KAPAL (UGK) DENGAN HUMAN FACTOR
ENGINEERING DI PT. PELABUHAN INDONESIA I (PT. PELINDO I)
TESIS
Oleh:
YUSNAWATI 137025010/TI
F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA
M E D A N
2016
2
OPTIMALITAS PENGALOKASIAN TENAGA KERJA UNIT GALANGAN KAPAL (UGK) DENGAN HUMAN FACTOR
ENGINEERING DI PT. PELABUHAN INDONESIA I (PT. PELINDO I)
Diajukan sebagai salah satu syarat untuk Memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri pada Fakultas Teknik Universitas Sumatera Utara
Oleh:
YUSNAWATI 137025010/TI
F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA
M E D A N
2016
3
Telah diuji pada
Tanggal : 9 Juni 2016
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. A. Rahim Matondang, MSIE Anggota : Dr. Eng. Listiani Nurul Huda, MT
Prof. Dr. Ir. Sukaria Sinulingga, M. Eng Dr. Ir. Nazaruddin, MT
Dr. Ir. Juliza Hidayati, MT
4
ABSTRAK
PT. Pelabuhan Indonesia I (Persero) atau PT. Pelindo I adalah salah satu Badan Usaha Milik Negara(BUMN) yang mengelola jasa kepelabuhanan di Indonesia bagian barat. Unit Usaha Galangan Kapal (UGK) adalah salah satu cabang usaha milik PT. Pelindo I yang merupakan salah satu unit usaha di bidang maritim yang mempunyai usaha docking, floating repair, pekerjaan perbengkelan, pengurusan sertifikasi kelaikan surat-surat kapal. Permasalahan yang muncul di UGK adalah pada saat jumlah kapal dikapal yang direparasi lebih dari 2 unit, dimana UGK melakukan penjadwalan yang overlapping. Overlapping yang dimaksud adalah jika sedang berlangsung pengerjaan reparasi kapal, tiba-tiba akan datang kapal lain untuk direparasi maka kegiatan reparasi akan dihentikan dan tenaga kerja fokus melakukan persiapan docking kapal yang akan datang tersebut sesuai dengan perintah divisi galangan.
Human factor adalah ilmu yang mempelajari tentang keterbatasan, kemampuan, dan perilaku manusia, serta interaksinya terhadap produk, lingkungan, peralatan dan pembentukan tugas dan aktivitas. Menurut Salvendy (2012) salah satu bagian human factor adalah human factor in system design. Sistem desain dapat dikonseptualisasikan sebagai proses pemecahan masalah yang melibatkan perumusan masalah, pembangkitan solusi untuk masalah, analisis altenatif, dan pemilihan alternatif yang paling efektif. Adapun untuk meningkatkan efektivitas sistem, human factor harus dilibatkan dalam setiap fase proses desain yang ada dalam sistem desain, yang meliputi sejumlah kegiatan untuk mendapatkan spesifikasi input pekerjaan, sehingga metode kerja dan jumlah tenaga kerja optimal dapat ditentukan. Human factor engineering adalah aplikasi ilmu pengetahuan yang memanfaatkan penelitian tentang human factor dan menggunakan pengetahuan dasar untuk mendesain, memperbaiki dan menginstalasi sistem.
Hasil penelitian diperoleh bahwa faktor yang mempengaruhi keterlambatan penyelesaian reparasi kapal adalah keterbatasan jumlah tenaga kerja yang dimiliki oleh UGK sehingga pengalokasian tenaga kerja menjadi overlapping. Pengalokasian tenaga kerja diselesaikan dengan menentukan elemen kerja setiap proses reparasi, kemudian menentukan waktu baku dan jumlah tenaga kerja optimal yang diperlukan dengan menggunakan work sampling. Pengalokasian tenaga kerja tetap mengalami kenaikan sebesar 12,23%.
Kata kunci : Human factor, human factor in system design, Human factor engineering, pengalokasian tenaga kerja
5
ABSTRACT
PT. Pelabuhan Indonesia I (Persero) or PT. Pelindo I is one of BUMNs (State’s Owned Enterprises) which manages port service in the western part of Indonesia. UGK (Dockyard Business Unit) is one of the subsidiaries of PT. Pelindo I in maritime affairs in docking, floating repair, workshop, and managing feasibility certification of ship’s papers. The problem which arises in the UGK is when more than two ships are in repair at the same time so that the management makes overlapping schedule. Here, overlapping means that when a ship is in repair, suddenly another ship has to be repaired, too; the repairing activity has to be stopped and the workers are focused on preparing for docking the ship which comes later according to the order of the docking division.
Human factor is a science which studies human limitation, capacity, and behavior and their interaction with product, environment, equipment, and the establishment of assignment and activity. According to Salvendy (2012), one of human factors is human factor in system design which can be conceptualized as the process of problem solving which includes problem, solution generator for the problem, alternative analysis, and the most effective alternative choice. In order to increase system effectiveness, human factor should be involved in every phase of design process in the system design so that work method and the optimal number of workers can be determined. Human factor engineering is the application of science which uses researches on human factor and basic knowledge to design, improve, and install system.
The result of the research showed that the factors which influenced the lateness of finishing ship reparation were the limitation of UGK workers so that their allocation became overlapping. The allocation of workers could be solved by determining work element of every reparation process and determining the optimal standard time and the number of workers by using work sampling. The allocation of workers always increases to 12.23%.
Keywords: Human Factor, Human Factor in System Design, Human Factor Engineering, Allocation of Workers
6
RIWAYAT HIDUP
Yusnawati lahir di Desa Labuhan labo Kota Padangsidimpuan Provinsi Sumatera Utara pada tanggal 9 Mei 1983, merupakan anak ketiga dari tiga bersaudara dari pasangan Bapak Siddik dan Alm. Siti Hawa. Penulis menyelesaikan pendidikan dasar tahun 1995 di SD Inpress 147527 Labuhan labo, pendidikan sekolah menengah di SMP Negeri 5 Padangsidimpuan pada tahun 1998, dan pendidikan sekolah menengah atas di SMU Negeri 3 Padangsidimpuan pada tahun 2001. Pada tahun 2001, penulis melanjutkan kuliah di Program Studi Teknik Industri Fakultas Teknik Universitas Sumatera Utara dan menyelesaikan pendidikan pada tahun 2006. Pada tahun 2013 penulis melanjutkan pendidikan S2 di Universitas Sumatera Utara Departemen Teknik Industri.
7
LEMBAR PERNYATAAN
Dengan ini saya menyatakan bahwa tesis yang berjudul:
OPTIMALITAS PENGALOKASIAN TENAGA KERJA UNIT GALANGAN KAPAL (UGK) DENGAN HUMAN FACTOR ENGINEERING DI PT. PELABUHAN INDONESIA I (PT. PELINDO I)
Adalah benar hasil karya saya sendiri dan belum pernah dipublikasikan oleh siapun sebelumnya. Sumber-sumber data dan informasi yang digunkan dinyatakan secara benar dan jelas.
Medan, Juni 2016 Yang membuat pernyataan,
Yusnawati 137025010/TI
8
KATA PENGANTAR
Segala puji bagi Allah SWT yang telah memberikan rahmat dan hidayah- Nyayang tak terhingga kepada penulis, sehingga penulis dapat menyelesaikan tesis yang berjudul “Optimalisasi Alokasi Tenaga Kerja Unit Galangan Kapal (UGK) dengan Metode Human Factor Engineering di PT. Pelabuhan Indonesia I (PT.
Pelindo I).” Penulisan tesis ini merupakan salah satu syarat untuk menyelesaikan studi pada Program Studi Magister Teknik Industri Fakultas Teknik Universitas Sumatera Utara, sekaligus mengaplikasikan ilmu yang diperoleh selama mengikuti perkuliahan.
Penyelesaian tesis ini tidak terlepas dari bantuan berbagai pihak, oleh karena itu dengan rasa hormat dan terima kasih yang sebesar-besarnya penulis sampaikan kepada Bapak Prof. Dr. Ir. Bustami Syam, MSME, selaku Dekan Fakultas Teknik Universitas Sumatera Utara, Bapak Prof. Dr. Ir. Humala Napitupuluh, D.E.A, selaku Ketua Program Magister Teknik Industri Universitas Sumatera Utara, Bapak Prof. Dr.
Ir. A. Rahim Matondang, MSIEsebagai dosen pembimbing I dan Ibu Dr. Eng. Listiani Nurul Huda, MT sebagai dosen pembimbing II yang telah memberikan waktu untuk membimbing dan mengarahkan penulis dalam penyusunan laporan tesis ini. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M. Eng, Bapak Dr. Ir. Nazaruddin, MT dan Ibu Dr. Ir.
Juliza Hidayati, MT selaku dosen pembanding yang telah banyak memberikan masukan-masukan untuk penyempurnaan tesis ini, para staf pengajar Program Studi Magister Teknik Industri Universitas Sumatera Utara yang telah memberikan bekal ilmu kepada penulis, seluruh staf dan karyawan PT. Pelindo I yang telah memberikan izin dan membantu penulis dalam melaksanakan penelitian, seluruh keluarga yang telah memberikan bantuan moril dan materil kepada penulis hingga penulis menyelesaikan studi pada Program Studi Magister Teknik Industri Universitas Sumatera Utara, sahabat-sahabat penulis.
9
Penulis menyadari bahwa laporan tesis ini masih jauh dari sempurna, oleh karena itu penulis mengharapkan saran ataupun kritik yang membangun untuk perbaikan pada masa yang akan datang. Penulis berharap semoga tesis ini dapat bermanfaat bagi dunia ilmu pengetahuan dan bermanfaat juga bagi para pembacanya.
Medan, Juni 2016 Penulis,
Yusnawati
10
DAFTAR ISI
Halaman
ABSTRAK... i
ABSTRACT... ii
RIWAYAT HIDUP... iii
LEMBAR PERNYATAAN... iv
KATA PENGANTAR... v
DAFTAR ISI... vii
DAFTAR TABEL... x
DAFTAR GAMBAR... xi
DAFTAR LAMPIRAN... xv
BAB I PENDAHULUAN... 1
1.1. Latar Belakang... 1
1.2. Perumusan Masalah... 6
1.3. Tujuan penelitian... 6
I.4. Manfaat Penelitian... 7
I.5. Batasan Masalah Penelitian... 7
I.6. Asumsi yang Digunakan... 8
BAB 2 LANDASAN TEORI... 9
2.1. Optimalisasi Tenaga Kerja... 9
2.1.1.Pengalokasian Tenaga Kerja... 9
2.1.2.Human Factor Engineering... 11
2.1.3.Beban Kerja... 13
2.1.4.Study Kerja (Work Study)... 14
2.1.5. Rating Performance dan Allowance... 24
2.1.6. PenetapanWaktu Baku... 27
2.1.7. Teknik Reparasi Kapal... 28
11
Halaman
2.2. Review Hasil Penelitian ... 29
2.3. Resume Hasil-Hasil Penelitian ... 34
BAB 3 KERANGKA KONSEPTUAL... 39
3.1. Kerangka Konseptual ... 39
3.2. Definisi Operasional... 40
BAB 4 RANCANGAN PENELITIAN... 41
4.1 Tipe Penelitian... 41
4.2. Lokasi Penelitian... 42
4.3. Metode penelitian... 42
4.3.1. Pengumpulan Data... 42
4.3.2. Pengolahan Data... 46
4.3.3. Pembahasan ... 47
4.3.4. Kesimpulan dan Saran... 47
BAB 5 PENGUMPULAN DAN PENGOLAHAN DATA... 49
5.1. Ukuran Kapal... 49
5.2. Volume Reparasi Kapal... 50
5.3. Jenis Aktivitas... 51
5.4. Jam Kerja di UGK... 54
5.5. Alur Reparasi Kapal... 55
5.6. Beban Kerja... 76
5.7. Pengamatan Work Sampling... 77
5.7.1. Penentuan Rating Factor Dan Allowances Pekerja ... 77
5.7.2. Penentuan Waktu Standar... 79
5.7.3. Penentuan Tenaga Kerja Optimal ... 80
12
Halaman
BAB 6 PEMBAHASAN... 82
6.1. Analisis Pengalokasian Tenaga Kerja... 82
6.2. Analisis Aliran Proses Operasi Reparasi Kapal Aktual dan Usulan di UGK... 83
6.2.1. Slipway... 83
6.2.2. Drydock... 101
BAB 7 KESIMPULAN DAN SARAN... 122
7.1. Kesimpulan ... 122
7.2. Saran... 122
Daftar Pustaka... 123
13
DAFTAR TABEL
Tabel Judul Halaman
1.1. Perpindahan Pekerja Pada Teknik Reparasi Kapal... 3
1.2. Data Kapal Tiba dan Kapal Keluar... 4
4.1. Aktivitas Work Setiap Elemen Kegiatan... 44
5.1. Elemen Kegiatan Setiap Jenis Reparasi Kapal... 51
5.2. Uraian Jam Kerja di UGK... 55
5.3. Rekapitulasi Peta Proses Operasi Aktual... 74
5.4. Beban Kerja Pekerja... 76
5.5. Rating Factor Pekerja Persiapan Balok... 78
5.6. Allowence Pekerja Menyiapkan Balok... 78
5.7. Rating Factor dan Allowances Pekerja... 78
5.8. Waktu Standar Elemen Kegiatan Reparasi Kapal... 79
5.9. Jumlah Tenaga Kerja Optimal Setiap Aktivitas Reparasi Kapal... 81
6.1. Rekapitulasi Peta Proses Operasi Kondisi Aktual dan Usulan... 119 6.2. Perbandingan Jumlah Tenaga Kerja Tetap Kondisi Aktual dan Usulan 120
14
DAFTAR GAMBAR
Gambar Judul Halaman
2.1. Teknik-Teknik Work Study dan Keterkaitannya... 17
3.1. Kerangka Konseptual... 39
4.1. Layout Fasilitas Reparasi Kapal di UGK... 42
4.2. Langkah-langkah Penelitian... 48
5.1. Alokasi Tenaga Kerja Sub Kontrak Terhadap Ukuran Kapal... 49
5.2. Alokasi Tenaga Kerja Tetap Terhadap Ukuran Kapal... 50
5.3. Alokasi Tenaga Kerja Sesuai Dengan Volume Kapal Yang Direpasi Di Setiap Teknik Reparasi... 50
5.4. Alokasi Tenaga Kerja Terhadap Jenis Aktivitas... 52
5.5. Alokasi tenaga kerja sub Kontrak Terhadap Elemen Kegiatan Reparasi Kapal... 53
5.6. Alokasi Tenaga Kerja Tetap Terhadap Elemen Kegiatan Reparasi Kapal... 54
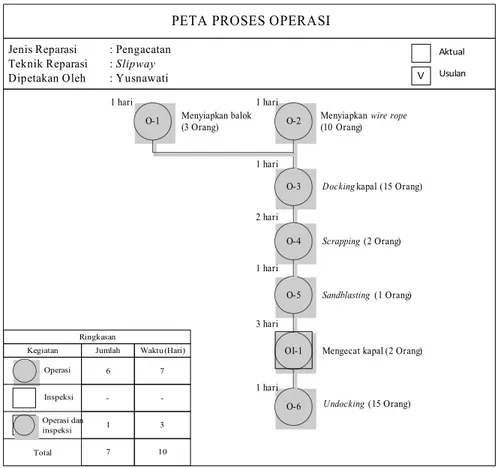
5.7. Peta Proses Operasi Reparasi Pengecatan Kapal di Slipway... 56
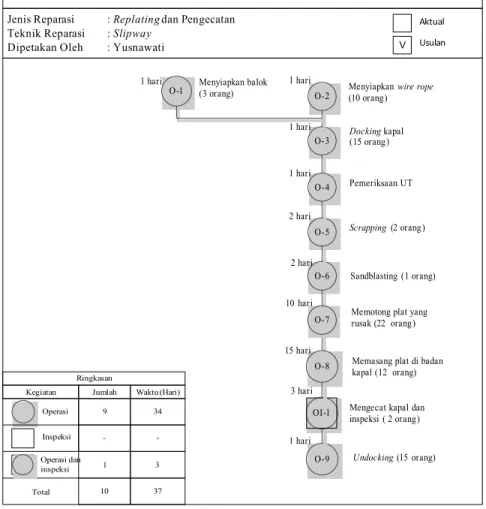
5.8. Peta Proses Operasi Reparasi Replating dan Pengecatan Kapal di Slipway... 57
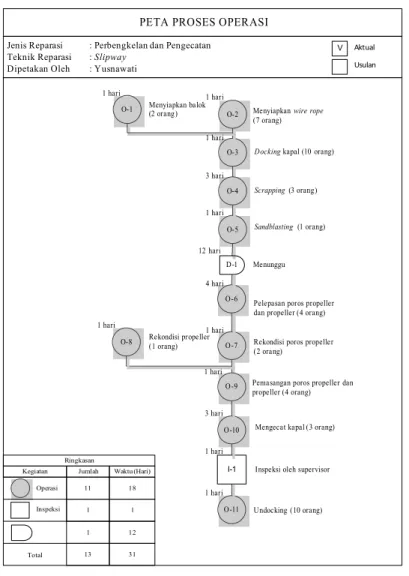
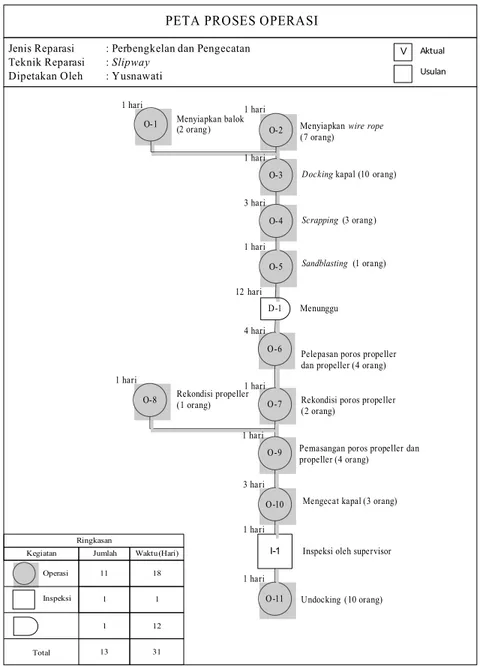
5.9 Peta Proses Operasi Reparasi Perbengkelan dan Pengecatan Kapal di Slipway... 58
5.10. Peta Proses Operasi Reparasi Pengerjaan Mesin dan Pengecatan di Slipway... 59
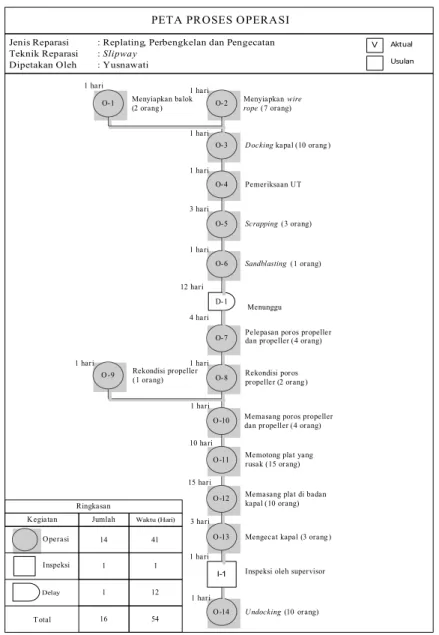
5.11. Peta Proses Operasi Reparasi Replating, Perbengkelan dan Pengecatan Kapal di Slipway... 60
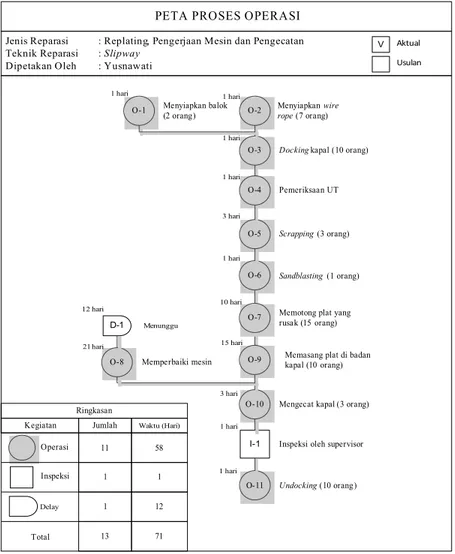
5.12. Peta Proses Operasi Reparasi Replating, Pengerjaan Mesin dan Pengecatan Kapal di Slipway... 61
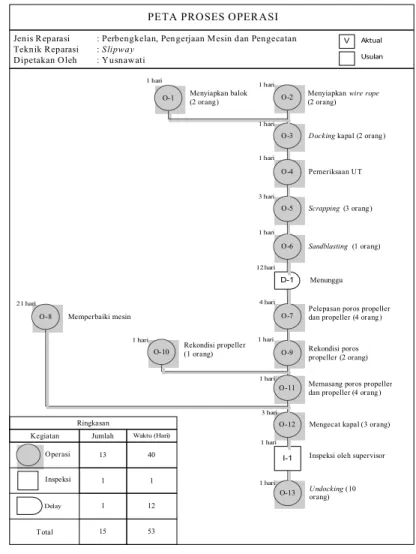
5.13. Peta Proses Operasi Reparasi Perbengkelan, Pengerjaan Mesin dan Pengecatan Kapal di Slipway... 62
15
Gambar Judul Halaman
5.14. Peta Proses Operasi Reparasi Replating, Perbengkelan,
Pengerjaan Mesin dan Pengecatan Kapal di slipway... 64 5.15. Peta Proses Operasi Reparasi Pengecatan Kapal di Drydock... 65 5.16. Peta Proses Operasi Reparasi Replating dan Pengecatan Kapal di
Drydock... 66 5.17. Peta Proses Operasi Reparasi Perbengkelan dan Pengecatan Kapal
di Drydock... 67 5.18. Peta Proses Operasi Reparasi Pengerjaan Mesin dan
Pengecatan di Drydock... 68 5.19. Peta Proses Operasi Reparasi Replating, Perbengkelan dan
Pengecatan Kapal di Drydock... 69 5.20. Peta Proses Operasi Reparasi Replating, Pengerjaan Mesin dan
Pengecatan Kapal di Drydock... 70 5.21. Peta Proses Operasi Reparasi Perbengkelan, Pengerjaan Mesin
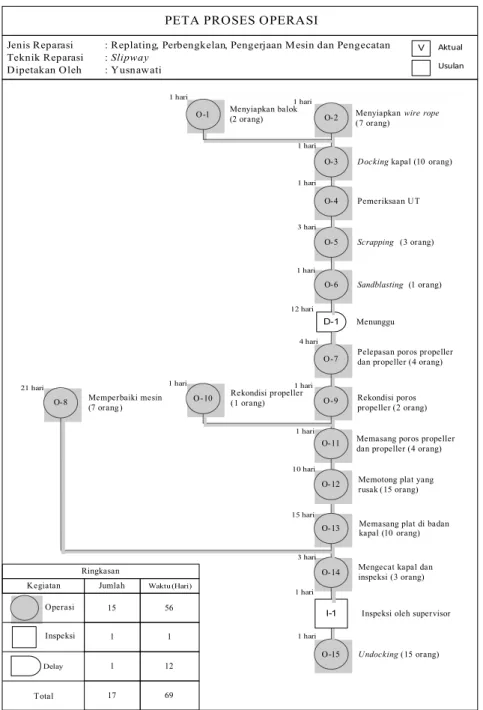
dan Pengecatan Kapal di Drydock... 72 5.22. Peta Proses Operasi Reparasi Replating, Perbengkelan, Pengerjaan
Mesin dan Pengecatan Kapal di Drydock... 73 5.23. Perbandingan Waktu Elemen Kegiatan Terhadap Teknik Reparasi
Kapal Kondisi Aktual... 75 6.1. Keterlambatan Penyelesaian Reparasi Kapal... 82 6.2. Peta Proses Operasi Reparasi Pengecatan Kapal di Slipway Aktual 84 6.3 Peta Proses Operasi Reparasi Pengecatan Kapal di Slipway Usulan 85 6.4. Peta Proses Operasi Reparasi Replating dan Pengecatan Kapal di
Slipway Aktual ... 86 6.5. Peta Proses Operasi Reparasi Replating dan Pengecatan Kapal di
Slipway Usulan... 87 6.6. Peta Proses Operasi Reparasi Perbengkelan dan Pengecatan Kapal
di Slipway Aktual ... 88 6.7. Peta Proses Operasi Reparasi Perbengkelan dan Pengecatan Kapal
di Slipway Usulan... 89 6.8. Peta Proses Operasi Reparasi Pengerjaan Mesin dan
Pengecatan di Slipway Aktual ... 90
16
Gambar Judul Halaman
6.9. Peta Proses Operasi Reparasi Pengerjaan Mesin dan
Pengecatan di Slipway Usulan... 91 6.10. Peta Proses Operasi Reparasi Replating, Perbengkelan dan
Pengecatan Kapal di Slipway Aktual ... 92 6.11 Peta Proses Operasi Reparasi Replating, Perbengkelan dan
Pengecatan Kapal di Slipway Usulan... 93 6.12. Peta Proses Operasi Reparasi Replating, Pengerjaan Mesin dan
Pengecatan Kapal di Slipway Aktual ... 94 6.13. Peta Proses Operasi Reparasi Replating, Pengerjaan Mesin dan
Pengecatan Kapal di Slipway Usulan... 95 6.14. Peta Proses Operasi Reparasi Perbengkelan, Pengerjaan Mesin
dan Pengecatan Kapal di Slipway Aktual ... 96 6.15. Peta Proses Operasi Reparasi Perbengkelan, Pengerjaan Mesin
dan Pengecatan Kapal di Slipway Usulan... 97 6.16. Peta Proses Operasi Reparasi Replating, Perbengkelan,
Pengerjaan Mesin dan Pengecatan Kapal di slipway Aktual ... 98 6.17. Peta Proses Operasi Reparasi Replating, Perbengkelan,
Pengerjaan Mesin dan Pengecatan Kapal di slipway Usulan... 99 6.18. Peta Proses Operasi Reparasi Pengecatan Kapal di Drydock
Aktual ... 100 6.19. Peta Proses Operasi Reparasi Pengecatan Kapal di Drydock
Usulan... 101 6.20. Peta Proses Operasi Reparasi Replating dan Pengecatan Kapal di
Drydock Aktual ... 102 6.21. Peta Proses Operasi Reparasi Replating dan Pengecatan Kapal di
Drydock Usulan... 103 6.22. Peta Proses Operasi Reparasi Perbengkelan dan Pengecatan Kapal
di Drydock Aktual ... 104 6.23. Peta Proses Operasi Reparasi Perbengkelan dan Pengecatan
Kapal di Drydock Usulan... 105
17
Gambar Judul Halaman
6.24. Peta Proses Operasi Reparasi Pengerjaan Mesin dan
Pengecatan di Drydock Aktual ... 106 6.25. Peta Proses Operasi Reparasi Pengerjaan Mesin dan
Pengecatan di Drydock Usulan... 107 6.26. Peta Proses Operasi Reparasi Replating, Perbengkelan dan
Pengecatan Kapal di Drydock Aktual ... 108 6.27. Peta Proses Operasi Reparasi Replating, Perbengkelan dan
Pengecatan Kapal di Drydock Usulan... 109 6.28. Peta Proses Operasi Reparasi Replating, Pengerjaan Mesin
dan Pengecatan Kapal di Drydock Aktual ... 110 6.29. Peta Proses Operasi Reparasi Replating, Pengerjaan Mesin
dan Pengecatan Kapal di Drydock Usulan... 111 6.30. Peta Proses Operasi Reparasi Perbengkelan, Pengerjaan Mesin
dan Pengecatan Kapal di Drydock Aktual ... 112 6.31. Peta Proses Operasi Reparasi Perbengkelan, Pengerjaan Mesin
dan Pengecatan Kapal di Drydock Usulan... 113 6.32. Peta Proses Operasi Reparasi Replating, Perbengkelan,
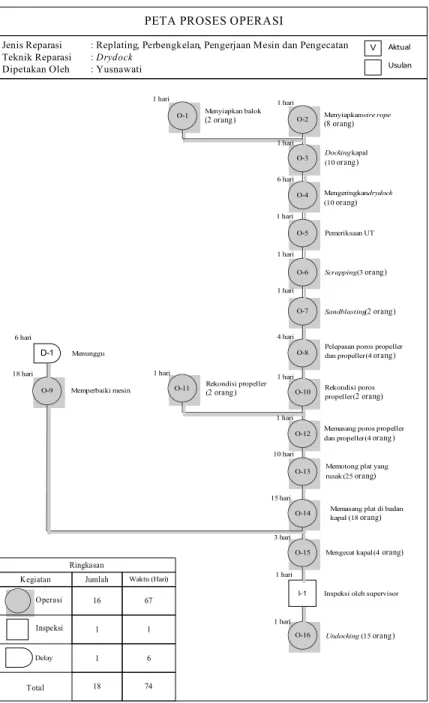
Pengerjaan Mesin dan Pengecatan Kapal di Drydock Aktual ... 114 6.33. Peta Proses Operasi Reparasi Replating, Perbengkelan,
Pengerjaan Mesin dan Pengecatan Kapal di Drydock Usulan... 115 6.34. Perbandingan Jumlah Elemen Kegiatan Reparasi Kapal Terhadap
Teknik Reparasi Kondidi Aktual Dan Usulan... 116 6.35. Perbandingan Waktu Elemen Kegiatan Reparasi Kapal Terhadap
Teknik Reparasi Kondidi Aktual Dan Usulan... 118 6.36. Persentase Kenaikan Alokasi Jumlah Tenaga Kerja Dan Waktu
Elemen Kegiatan Kondisi Aktual Dan Usulan... 121
4
ABSTRAK
PT. Pelabuhan Indonesia I (Persero) atau PT. Pelindo I adalah salah satu Badan Usaha Milik Negara(BUMN) yang mengelola jasa kepelabuhanan di Indonesia bagian barat. Unit Usaha Galangan Kapal (UGK) adalah salah satu cabang usaha milik PT. Pelindo I yang merupakan salah satu unit usaha di bidang maritim yang mempunyai usaha docking, floating repair, pekerjaan perbengkelan, pengurusan sertifikasi kelaikan surat-surat kapal. Permasalahan yang muncul di UGK adalah pada saat jumlah kapal dikapal yang direparasi lebih dari 2 unit, dimana UGK melakukan penjadwalan yang overlapping. Overlapping yang dimaksud adalah jika sedang berlangsung pengerjaan reparasi kapal, tiba-tiba akan datang kapal lain untuk direparasi maka kegiatan reparasi akan dihentikan dan tenaga kerja fokus melakukan persiapan docking kapal yang akan datang tersebut sesuai dengan perintah divisi galangan.
Human factor adalah ilmu yang mempelajari tentang keterbatasan, kemampuan, dan perilaku manusia, serta interaksinya terhadap produk, lingkungan, peralatan dan pembentukan tugas dan aktivitas. Menurut Salvendy (2012) salah satu bagian human factor adalah human factor in system design. Sistem desain dapat dikonseptualisasikan sebagai proses pemecahan masalah yang melibatkan perumusan masalah, pembangkitan solusi untuk masalah, analisis altenatif, dan pemilihan alternatif yang paling efektif. Adapun untuk meningkatkan efektivitas sistem, human factor harus dilibatkan dalam setiap fase proses desain yang ada dalam sistem desain, yang meliputi sejumlah kegiatan untuk mendapatkan spesifikasi input pekerjaan, sehingga metode kerja dan jumlah tenaga kerja optimal dapat ditentukan. Human factor engineering adalah aplikasi ilmu pengetahuan yang memanfaatkan penelitian tentang human factor dan menggunakan pengetahuan dasar untuk mendesain, memperbaiki dan menginstalasi sistem.
Hasil penelitian diperoleh bahwa faktor yang mempengaruhi keterlambatan penyelesaian reparasi kapal adalah keterbatasan jumlah tenaga kerja yang dimiliki oleh UGK sehingga pengalokasian tenaga kerja menjadi overlapping. Pengalokasian tenaga kerja diselesaikan dengan menentukan elemen kerja setiap proses reparasi, kemudian menentukan waktu baku dan jumlah tenaga kerja optimal yang diperlukan dengan menggunakan work sampling. Pengalokasian tenaga kerja tetap mengalami kenaikan sebesar 12,23%.
Kata kunci : Human factor, human factor in system design, Human factor engineering, pengalokasian tenaga kerja
5
ABSTRACT
PT. Pelabuhan Indonesia I (Persero) or PT. Pelindo I is one of BUMNs (State’s Owned Enterprises) which manages port service in the western part of Indonesia. UGK (Dockyard Business Unit) is one of the subsidiaries of PT. Pelindo I in maritime affairs in docking, floating repair, workshop, and managing feasibility certification of ship’s papers. The problem which arises in the UGK is when more than two ships are in repair at the same time so that the management makes overlapping schedule. Here, overlapping means that when a ship is in repair, suddenly another ship has to be repaired, too; the repairing activity has to be stopped and the workers are focused on preparing for docking the ship which comes later according to the order of the docking division.
Human factor is a science which studies human limitation, capacity, and behavior and their interaction with product, environment, equipment, and the establishment of assignment and activity. According to Salvendy (2012), one of human factors is human factor in system design which can be conceptualized as the process of problem solving which includes problem, solution generator for the problem, alternative analysis, and the most effective alternative choice. In order to increase system effectiveness, human factor should be involved in every phase of design process in the system design so that work method and the optimal number of workers can be determined. Human factor engineering is the application of science which uses researches on human factor and basic knowledge to design, improve, and install system.
The result of the research showed that the factors which influenced the lateness of finishing ship reparation were the limitation of UGK workers so that their allocation became overlapping. The allocation of workers could be solved by determining work element of every reparation process and determining the optimal standard time and the number of workers by using work sampling. The allocation of workers always increases to 12.23%.
Keywords: Human Factor, Human Factor in System Design, Human Factor Engineering, Allocation of Workers
18
DAFTAR LAMPIRAN
Lampiran Judul Halaman
1. Tabel Bilangan Random... 125
2. Tabel Rating Factor Westinghouse... 126
3. Tabel Allowancess... 127
4. Data Pengamatan Work Sampling... 128
5. Data Rating Factor Pekerja... 169
6. Data Allowancess Pekerja... 170
7. Uji Kecukupan Data... 171
8. Perhitungan Waktu Baku Setiap Aktivitas Reparasi Kapal... 172
BAB 1 PENDAHULUAN
1.4. Latar Belakang
Pelabuhan adalah tempat yang terdiri atas daratan dan/atau perairan dengan batas-batas tertentu sebagai tempat kegiatan pemerintahan dan kegiatan perusahaan yang dipergunakan sebagai tempat kapal bersandar, naik turun penumpang, dan bongkar muat barang berupa terminal dan tempat berlabuh kapal yang dilengkapi
19
pelabuhan serta sebagai tempat perpindahan intra dan antarmoda transportasi. Salah satu badan milik negara yang mengelola jasa pelabuhan ini adalah PT Pelabuhan Indonesia I (Persero) atau PT. Pelindo I. PT. Pelindo I berkantor pusat di Medan dan memiliki wilayah operasi di empat provinsi yang meliputi Provinsi Aceh, Sumatera Utara,Riau daratan dan Riau Kepulauan, serta mengelola 12 cabang pelabuhan, dan mengelola empat unit usaha yaitu Belawan International Container Terminal (BICT), Belawan Logistic Center (BLC), Unit Usaha Galangan Kapal (UGK) dan Rumah Sakit Pelabuhan Medan (RSPM). Penelitian ini dilakukan di UGK.
UGK adalah merupakan salah satu unit usaha di bidang maritim yang mempunyai usaha docking, floating repair, pekerjaan perbengkelan, pengurusan sertifikasi kelaikan surat-surat kapal. Kegiatan yang ada di UGK harus didukung oleh sumber daya yang tersedia untuk pencapaian efisiensi kerja. Permasalahan yang muncul di UGK adalah pada saat jumlah kapal dikapal yang direparasi lebih dari 2 unit, dimana UGK melakukan penjadwalan yang overlapping. Overlapping yang dimaksud adalah jika sedang berlangsung pengerjaan reparasi kapal, tiba-tiba akan datang kapal lain untuk direparasi maka kegiatan reparasi akan dihentikan dan tenaga kerja fokus melakukan persiapan docking kapal yang akan datang tersebut sesuai dengan perintah divisi galangan.
Teknik reparasi kapal di UGK ada tiga macam, yaitu reparasi menggunakan slipway, drydock dan floating repair. Adapun perpindahan tenaga kerja pada teknik reparasi ini ditunjukkan pada Tabel 1.1. Tabel 1.1 menjelaskan jika pengalokasian tenaga kerja sedang berlangsung di slipway dan floating repair, tiba-tiba datang kapal
20
lain untuk direparasi, maka pengalokasian tenaga kerja tersebut dihentikan dan dialihkan ke drydock. Selama pengalokasian tenaga kerja dialihkan di drydock, kapal yang sedang direparasi di slipway dan floating repair menunggu.
Sehingga dapat diketahui bahwa setiap jenis reparasi yang berbeda juga memerlukan jumlah tenaga yang berbeda, dengan teknik reparasi yang digunakan.
Semakin banyak jumlah kapal yang direparasi maka pengalokasian tenaga kerja menjadi tidak optimal, disebabkan karena jam kerja para perkerja berkurang sebanyak 3 sampai 10 man hour untuk setiap jenis reparasi kapal. Dilain sisi kontrak reparasi kapal yang sudah ditetapkan sebelumnya juga terganggu karena terjadi overlapping pekerjaan. Adapun selilih antara ketidakoptimalan pengalokasian tenaga kerja mengakibatkan jadwal kapal keluar dan kapal masuk mengalami keterlambatan.
Adapun data kapal masuk tiba dan keluar di UGK dapat di lihat pada Tabel 1.2.
Tabel Tabel 1.1. Perpindahan Pekerja Pada Teknik Reparasi Kapal
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Slipway
Perbengkelan Perbengkelan Perbengkelan Perbengkelan
Drydock
Persiapan balok dan wire rope
Docking
Floating repair
Pengeringan
drydock Pengeringan drydock
Pengeringan drydock
Pengeringan drydock
Pengeringan
drydock Pengeringan drydock
Pengerjaan mesin
Pengerjaan mesin
Pengerjaan mesin
Pengerjaan mesin
Pengerjaan mesin Ultrasonik
test Scrapping Scrapping Sandblasting Waktu Pengamatan
10 10 10 10 10 10 10 10 10 10 10 10 10 10 10
0 0 4 3 2 0 0 0 0 0 0 0 3 3 2
TOTAL (Orang)
Teknik Reparasi
Kapal No
1.
2.
3.
Perbengkelan Perbengkelan
Perbengkelan
Pengerjaan mesin Pengerjaan mesin
Keterangan:
: Periode Kontrak Reparasi Kapal : Tenaga kerja tetap
: Tenaga kerja sub kontrak
Tabel 1.2. Data Kapal Tiba dan Kapal Keluar
No Keterangan Kegiatan Periode Kontrak
(Hari) Kapal Tiba Kapal Keluar Keterlambatan (Hari) 1 Perbaikan dan
Pengedockan TB Rahman 30 3-Jan-14 17-Mar-14 44
2 Docking Repair MPI 051 12 19-Peb-14 18-Mar-14 15
3 Docking Repair KT Sei
Deli III 15 15-Apr-14 14-May-14 14
4 Docking Mooring Caltex
20 20 3-Mei-14 9-Jun-14 18
5 Docking Caltex Bangko 30 3-Mei-14 18-Jun-14 16
6 Docking MT Sander 14 17-Apr-14 2-May-14 -
7 Perbaikan dan
Pengedockan TB ESA III 15 28-Mei-14 13-Jun-14 -
8 Docking Repair TB Blang
Lancang V 30 20-Jul-14 31-Aug-14 12
9 Overhaul Z-Peller Kanan
TB Karim 20 27-Sep-14 14-Nov-14 28
10 Docking Repair MV
Marine Hawk 3 14 21-Okt-14 19-Nov-14 14
11 Pekerjaan Investasi TB
Bima VIII 60 25-Okt-14 12-Mar-15 47
Pekerjaan Perawatan TB
Bima VIII 30
12 Docking Repair PTAP
Express 14 27-Oct-14 12-Nov-14 -
13 Replating dan Perbaikan Akomodasi Kapal Pandu
AP 033 90 3-Nov-14 15-Mar-15 42
14 Perbaikan KPC Sei
Nunang 02 14 12-Nov-14 21-Nov-14 -
15 Perbaikan KM Anoman 14 14-Nov-14 28-Nov-14 -
16 Perbaikan TK. Cipta Jaya 14 14-Nov-14 19-Des-14 22 Sumber: PT. Pelindo I
Dari Tabel 1.2 terlihat bahwa hampir 70% pengerjaan reparasi kapal mengalami keterlambatan.
Adapun penelitian yang telah dilakukan oleh Gilmez (2011) yang berjudul Stochastic Manpower Allocation And Cell Loading In CellularManufacturing Systems dengan metode yang digunakan adalah model matematika, dengan hasil yang diperoleh dalam penenlitian ini adalah tingkat risiko meningkat, angka yang
lebih rendah dari tenaga kerja yang ditugaskan untuk sel. Utilisasi harapan sel menurun sebagai varian dari permintaan dan waktu proses meningkat. Pendekatan ini memungkinkan pengambil keputusan untuk melakukan alokasi tenaga kerja sehubungan dengan tingkat risiko yang diinginkan.
Penelitian lain dilakukan oleh Chandra (2013), menganalisis pengalokasian tenaga kerja di perusahaan manufaktur. Dalam penelitian ini berfokus pada peningkatan produktivitas dengan menggunakan metode work study. Peningkatan produktivitas tidak hanya dilihat dari sudut pandang peningkatan produksi dan pengurangan finansial perusahaan tetapi juga harus memperhatikan pengalokasian tenaga kerja yang sesuai dalam perusahaan baik jumlah tenaga kerja maupun skill yang dimiliki tenaga kerja. Hasil yang diperoleh dalam penelitian ini bahwa pengalokasian tenaga kerja yang optimal mampu meningkatkan produktivitas perusahaan.
Penelitian lain yang dilakukan oleh Ozcan (2011) yang berjudul Determining Hospital Workforce Requirements dengan metode yang digunakan adalah Workload Indicators of Staffing Need (WISN), hasil penelitian ini adalah metode WISN dapat memunculkan secara lengkap untuk bagian mata yang tak terlatih, oleh karena itu, kebutuhan untuk melatih inti dari orang-orang yang mahir dalam metodologi WISN dan mampu membuat perhitungan yang diperlukan untuk pengalokasian staf lokal.
Penelitian terdahulu dilakukan oleh Cai Yilin (2012) yang berjudul A Tree- Based Tabu Search Algorithm For The Manpower Allocation Problem With Timewindows And Job-Teaming Constraint. Adapun metode yang digunakan adalah
TimeWindows and Job-Teaming Constraints. Hasil dari penelitian ini adalah Solusi optimal dapat diperoleh dari salah satu pohon dengan memecahkan model aliran biaya minimum untuk setiap jenis pekerja.
Penelitian lain dilakukan oleh Mello (2013) yang berjudul Work Allocation In Complex Production Process: A Methodology For Decision Support. Adapun metode yang digunakan adalah Studi Times dan Motion, Scenario. Hasil penelitian ini adalah pendekatan berbasis Penelitian Tindakan digunakan untuk mengembangkan metode, berdasarkan generasi skenario alternatif menawarkan berbagai kemungkinan untuk alokasi kerja.
Berdasarkan uraian diatas, maka penelitian ini diberi judul “Optimalitas pengalokasian tenaga kerja unit galangan kapal (UGK) dengan metode human factor engineering di PT. Pelabuhan Indonesia I (PT. Pelindo I)”.
1.5. Perumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan, maka perumusan masalah dalam penelitian adalah pengalokasian tenaga kerja di UGK PT.
Pelindo I tidak optimal yang mengakibatkan overlapping aktivitas reparasi kapal , sehingga jadwal penyelesaian reparasi kapal terlambat.
1.6. Tujuan penelitian
Tujuan penelitian ini adalah untuk mendapatkan jumlah tenaga kerja yang sesuai setiap elemen pekerjaan diunit galangan kapal (UGK) dengan metode human
I.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada beberapa pihak yang terkait, diantaranya:
1. Perusahaan.
Memberikan masukan penentuan jumlah tenaga kerja setiap proses reparasi kapal unit galangan kapal PT. Pelindo I.
2. Bagi institusi pendidikan.
Penelitian ini dapat menjadi referensi untuk pengembangan rekayasa industri.
3. Bagi peneliti.
Pengembangan ilmu pengetahuan dan referensi bagi peniliti lainnya, khususnya dalam kajian ergonomi.
I.5. Batasan Masalah Penelitian
Sehubungan dengan rumusan masalah dan tujuan yang ingin dicapai dari penelitian ini, batasan masalah penelitian adalah:
1. Faktor manusia difokuskan pada sistem desain.
2. Spesifikasi input pekerjaan yang menjadi fokus penelitian adalah metode kerja dan jumlah tenaga kerja.
3. Fokus penelitian hanya pada elemen kegiatan yang sedang berlangsung pada saat pengumpulan data.
I.6. Asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini ialah:
1. Data yang dikumpulkan selama penelitian dianggap data yang mewakili kondisi perusahaan.
2. Sparepart yang dibutuhkan untuk reparasi kapal tersedia.
BAB 2
LANDASAN TEORI
2.2. OptimalitasTenaga Kerja
Definisi optimalitas adalah tindakan untuk mendapatkan hasil yang efektif dan efisien. Menurut Sinulingga (2014), efisiensi adalah sebuah ukuran yang menjelaskan seberapa baik sumber daya secara aktual digunakan relatif terhadap situasi penggunaan ideal, atau dengan kata lain, menurut Gobel (2013) efisiensi adalah pengalokasian sumber daya yang dimiliki suatu organisasi secara optimal untuk mencapai tujuan yang telah ditetapkan sebelumnya. Sedangkan efektivitas adalah suatu ukuran yang menjelaskan seberapa baik hasil yang dicapai relatif terhadap sasaran yang telah ditetapkan.
Berdasarkan definisi yang diuraikan tersebut, maka optimalitas tenaga kerja dapat didefinisikan sebagai pengalokasian tenaga kerja yang dibutuhkan untuk reparasi kapal di UGK agar mencapai efektivitas maupun efisiensi yang mampu meningkatkan aktivitas produktif pekerja.
2.1.8. Pengalokasian Tenaga Kerja
Menurut wikipedia alokasi adalah penentuan penggunaan sumber daya (tenaga kerja, mesin, dan perlengkapan) demi pencapaian hasil yang optimal.
Berdasarkan definisi tersebut maka pengalokasian tenaga kerja adalah penentuan penggunaan tenaga kerja demi mencapai hasil yang efektif dan efisien.
Faktor yang mempengaruhi alokasi tenaga kerja menurut Mello (2013) adalah:
1. Kondisi ekonomi dan sosial
Dalam aspek ini perusahaan menyiapkan dan mengembangkan strateginya.
2. Dimensi teknologi
Dimensi teknologi terdiri dari prosedur proses dan produk (kualitas dan keragaman kriteria).
3. Dimensi sosial dan demografi
Dimensi sosial dan demografi merupakan karakteristik operator, seperti formasi, kompetensi individu, pengalaman, lama bekerja di perusahaan.
4. Investasi
Investasi merupakan penanaman modal untuk installasi yang sudah ada maupun meramalkan untuk intallasi yang baru.
5. Hukum dan peraturan.
Hukun dan peraturan berhubungan dengan pekerjaan dan organisasi 6. Produksi dan organisasi kerja
Produksi dan organisasi kerja meliputi organisasi kerja (kriteria untuk pembagian dan pengkoordinasian aktivitas).
Adapun variabel yang mempengaruhi pengalokasian tenaga kerja menurut Gilmez (2011) adalah ketersediaan operator, jenis operasi dan rata-rata produksi, sedangkan menurut Ozcan (2011) adalah waktu satandar dan beban kerja. Dan menurut Chandra (2013) adalah jenis output, upah pekerja, total idle time yang diperbolehkan dan jenis aktivitas. dalam penelitian ini adapun variabel yang dipertimbangkan untuk pengalokasian tenaga kerja adalah volume reparasi kapal, beban kerja, waktu standar dan ukuran kapal.
2.1.9. Human Factor Engineering
Human factor secara umum didefinisikan studi tentang manusia dan interaksinya dengan produk, lingkungan, peralatan dan pembentukan tugas dan aktivitas. Menurut Salvendy (2012) bidang human factor terbagi atas:
1. Human factor in system design 2. Human factor in manufacturing 3. Human factor in process control 4. Human factor in transportation
Fokus penelitian ini adalah faktor manusia dalam sistem desain (human factor in design system)
Satu masalah yang dihadapi oleh ahli human factors dalam sistem desain para manajer proyek, manajer, dan desainer meyakinkan bernilainya menggabungkan pengetahuan faktor manusia dan keahlian ke dalam proses desain sistem. Dalam beberapa instansi, masalah faktor manusia diabaikan atau kegiatan faktor manusia dibatasi untuk tahap evaluasi . Ini dibatasi sebagai fenomena "too little , too late".
Pembatasan faktor manusia menjadi masukan ke tahap evaluasi membatasi utilitas dan kontribusi efektivitas faktor manusia. Salah satu kontribusi diabaikan karena akan terlalu mahal atau memakan waktu untuk mengubah sistem desain (too late) atau perubahan minor yang dibuat untuk desain untuk membayar layanan informasi untuk masalah manusia (too little). Dalam kasus lain ada realisasi terbatas untuk kontribusi faktor manusia. Agar faktor manusia menjadi efektif, ahli human factor harus terlibat selama proses desain.
Desain sistem dapat dikonseptualisasikan sebagai proses pemecahan masalah yang melibatkan perumusan masalah, pembangkitan solusi untuk masalah, analisis altenatif, dan pemilihan alternatif yang paling efektif. Ada beberapa cara untuk mengklasifikasikan tahap dalam sistem desain. Proses desain dibedakan dalam empat fase:
1. System planning. Kebutuhan sistem identifikasi dan tujuan sistem didefinisikan.
2. Preliminary design. Konsep sistem alternatif diidentifikasi, dan prototipe dikembangkan dan diuji.
3. Detail design. Full-scale engineering dikembangkan.
4. Production and testing. Sistem dibangun dan melalui pengujian dan evaluasi.
Untuk memaksimalkan efektivitas sistem, ahli human factors perlu dilibatkan dalam semua tahap proses. Tambahan untuk ahli human factors, seorang operator representatif juga harus disertakan.
Aturan dasar tentang faktor manusia dalam sistem desain adalah penerapan prinsip-prinsip perilaku, data, dan metode untuk proses desain. Dalam faktor manusia
aturan ini melibatkan sejumlah kegiatan. Kegiatan ini meliputi spesifikasi input pekerjaan, peralatan dan desain interface, kriteria kinerja manusia, pemilihan operator dan pelatihan, dan input mengenai pengujian dan evaluasi.
Human factor engineering adalah aplikasi ilmu pengetahuan yang memanfaatkan penelitian tentang kemampuan, keterbatasan dan perilaku manusia dan menggunakan pengetahuan dasar untuk mendesain peralatan, produk dan sistem.
Mengaplikasikan prinsip human factor agar desain aman, nyaman, dan efektif untuk menyelesaikan pekerjaan yang diberikan.
Desain kerja merupakan ilmu pengetahuan baru yang berhubungan dengan desain pekerjaan, stasiun kerja dan lingkungan kerja agar sesuai dengan operator lebih baik. Di Amerika ilmu pengetahuan tersebut lebih dikanal dengan human factor engineering sementara di Eropa lebih dikenal dengan istilah ergonomi (Freivalds, 2009).
2.1.10. Beban Kerja
Wibawa (2012) mengatakan kesesuaian beban kerja yang diatur oleh perusahaan terhadap kondisi pekerja perlu diperhatikan. Beban kerja yang berlebih dapat menimbulkan suasana kerja yang kurang nyaman bagi pekerja karena dapat mengakibatkan keterlambatan dalam penyelesaian dalam pekerjaan. Sebaliknya kekurangan beban kerja dapat menimbulkan kerugian bagi organisasi.
Adapun rumus yang digunakan untuk mengukur beban kerja pekerja adalah sebagai berikut:
Menurut Anggara (2011) beban kerja yang baik, sebaiknya mendekati 100%
atau dalam kondisi normal. Beban kerja 100% tersebut berarti bahwa selama jam kerja, pekerja mampu bekerja secara terus menerus dalam kondisi yang normal.
Sebagai contoh misalnya hasil perhitungan beban kerja pekerja adalah 110%, arti pernyataan tersebut adalah selam bekerja dalam waktu tertentu pekerja menerima beban sebesar 110%.
2.1.11. Study Kerja (Work Study)
Studi kerja (work study) adalah pemeriksaan sistematis dari metode pelaksanaan aktivitas sehingga dapat memperbaiki efektivitas penggunaan sumber daya dan menyiapkan standar performansi untuk aktivitas yang dilaksanakan. Work study kemudian bertujuan memeriksa cara suatu aktivitas dilaksanakan, simplifikasi atau modifikasi dari metode operasi untuk mengurangi pekerjaan yang tidak perlu atau pekerjaan yang berlebihan, atau pemborosan penggunaan sumber daya, dan menyiapkan waktu standar untuk aktivitas yang ada. Hubungan antara produktivitas dan work study sangat jelas. Jika work study dapat mengurangi waktu aktivitas sampai 20%, hanya dengan menata ulang urutan atau penyederhanaan metode operasi dan tanpa pengeluaran tambahan, kemudian produktivitas akan meningkat dengan nilai yang sesuai. Untuk mengapresiasi bagaimana work study bertindak mengurangi biaya dan mengurangi waktu beberapa aktivitas, tindakan penting untuk menguji secara lebih dekat apa detail waktunya. Work study sukses karena sistematis antara
penyelidikan masalah dipertimbangkan dan dalam pengembangan solusinya (Kunawaty, 1992).
Alasan work study manjadi alat yang bernilai bagi management:
1. Work study berarti mencapai produktivitas perusahaan atau unit operasi melalui reorganosasi kerja, suatu metode yang secara normal melibatkan sedikit modal tambahan atau tidak ada modal tambahan pada fasilitas dan peralatan.
2. Work study adalah sistematis. Ini memastikan bahwa tidak ada faktor yang mempengaruhi efisiensi suatu operasi diabaikan, walaupun dalam analisis praktek dasar atau dalam pengembangan yang baru, dan bahwa semua fakta tentang operasi tersedia.
3. Work study adalah cara yang paling akurat saai ini menyusun pengaturan standar performansi, dimana efektivitas perencanaan dan pengendalian produksi diandalkan.
4. Work study dapat berkontribusi untuk memperbaiki keamanan dan kondisi pekerjaan di area kerja dengan mengekspose operasi-operasi yang berbahaya dan mengembangkan metode yang lebih aman suatu operasi.
5. Penghematan yang dihasilkan dari penerapan work study yang benar dimulai sejak pertama kali dan kontinu sepanjang kebersinambungan operasi diperbaiki.
6. Work study adalah tool yang dapat dipakai dimana-mana. Work study dapat digunakan dengan baik meskipun pekerjaan selesai atau pabrik beroperasi, tidak hanya dalam perusahaan manufaktur tetapi juga bisa digunakan di kantor, toko,
laboratorium dan industri-industri pelayanan seperti distribusi pengecer, restoran dan dikebun.
7. Work study relatif murah dan mudah dipakai.
8. Work study adalah satu-satunya tool yang paling tajam untuk penyelidikan keberadaan manajemen.
2.1.11.1. Teknik-teknik Work Study dan Keterkaitannya
Istilah work study mencakup beberapa teknik, khususnya method study dan work measurement. Method study adalah catatan sistematis dan pemeriksaan kritis terhadap cara pengerjaan sesuatu agar terjadi perbaikan. Work measurement adalah aplikasi teknik-teknik desain untuk untuk menetapkan waktu pekerja yang qualified untuk menjalankan pekerjaan pada rata-rata pekerjaan yang didefinisikan. Kedua mothod study dan work measurement terdiri dari sejumlah teknik yang berbeda.
Walaupun methods study sangat menekankan penggunaan work measurement ketika waktu standar untuk output diatur, methods study biasanya perlu menggunakan salah satu teknik dari work measurement, seperti work sampling, dalam menentukan mengapa waktu tidak efektif terjadi dan apa kelanjutannya, sehingga manajemen dapat mengambil tindakan untuk menguranginya. Sebaliknya, time study mungkin digunakan untuk membandingkan keefektifan dari alternatif metode kerja sebelum memutuskan metode terbaik diterapkan. Teknik-teknik work study dan keterkaitannya dapat dilihat pada Gambar 2.1.
2.1.11.2. Work Measurement.
Work measurement dalam bahasa indonesia biasa disebut dengan pengukuran kerja mengacu pada sekumpulan aktivitas, empat teknik yang berhubungan dengan evaluasi pekerjaan yaitu (Wignojosoebroto, 2008):
1. Direct time study
2. Predetermined data system 3. Standart data system 4. Work sampling
Alternatif pengukuran kerja tersebut dalam pengukuran statistik menentukan bagaimana pekerja mengalokasikan waktu mereka diantara beberapa kegiatan.
Karena menekankan waktu, pengukuran kerja (work measurement) disebut dengan time study. Menurut Groover (2007) time study memiliki makna yang sempit, sementara work measurement memiliki makna luas.
Teknik pengukuran waktu kerja dapat dibagi menjadi dua bagian yaitu:
a. Pengukuran secara langsung.
Pengukuran dilakukan secara langsung di tempat dimana pekerjaan yang diukur sedang berlangsung. Cara tersebut termasuk dalam pengukuran kerja dengan menggunakan jam henti (stopwatch time-study) dan sampling kerja (work sampling).
b. Pengukuran secara tidak langsung.
Pengukuran dilakukan secara tidak langsung dimana pengamat tidak harus melakukan perhitungan waktu kerja di tempat pekerjaan yang diukur.
Pengukuran ini dilakukan hanya melakukan perhitungan waktu kerja dengan membaca tabel waktu yang tersedia dengan mengetahui jalannya pekerjaan melalui elemen-elemen pekerjaan atau elemen gerakan. Cara ini dapat dilakukan dalam aktivitas data waktu baku dan data waktu gerakan (predetermined time system).
2.1.11.3. Work Sampling
Work Sampling (sampling pekerjaan) adalah suatu prosedur pengukuran waktu kerja yang dikembangkan berdasarkan prinsip hukum probabilitas, yang dilakukan pada waktu tertentu secara acak. Suatu sampel atau contoh yang diambil secara acak dari suatu grup populasi yang besar akan cenderung memiliki populasi distribusi yang sama seperti yang dimiliki oleh grup populasi tersebut. Dengan sampling pekerjaan (work sampling) sedapat mungkin kita dapat mengetahui tingkat pemanfaatan waktu kerja individu atau regu operator dan mengurangi atau bahkan menghilangkan kegiatan-kegiatan non-produktif yang ada.
Pengambilan sampel dibenarkan karena adanya keterbatasan waktu, tenaga dan biaya yang tidak memungkinkan kita untuk melakukan pengamatan terhadap seluruh anggota populasi. Sampling kerja sangat cocok digunakan dalam melakukan pengamatan atas pekerjaan yang sifatnya tidak berulang dan memiliki siklus waktu yang relatif panjang. Sampling dilakukan secara sesaat-sesaat pada waktu-waktu yang ditentukan secara acak. Oleh karena itu penggunaan tabel acak sangat diperlukan dalam metode ini.
Secara garis besar metoda sampling kerja ini akan dapat digunakan untuk hal sebagai berikut:
1. Mengukur ratio delay dari sejumlah mesin, karyawan/operator, atau fasilitas kerja lainnya. Sebagai contoh adalah untuk menentukan persentase dari jam atau hari dimanamesin atau operator benar-benar terlibat dalam aktivitas kerja, dan
persentase dimana sama sekali tidak ada aktivitas kerja yang dilakukan (menganggur atau idle )
2. Menetapkan performance level dari seseorang selama waktu kerjanya berdasarkan waktu-waktu dimana orang bekerja atau tidak bekerja terutama untuk pekerjaan manual.
3. Menentukan waktu baku untuk suatu proses/operasi kerja seperti halnya yang biasa dilaksanakan oleh pengukuran kerja lainnya.
Sebelum melakukan sampling, terlebih dahulu kita harus melakukan langkah persiapan awal yang terdiri atas pencatatan segala informasi dari semua fasilitas yang ingin diamati serta merencanakan jadwal waktu pengamatan berdasarkan prinsip randomisasi (aplikasi tabel acak). Setelah itu barulah kita melakukan sampling yang terdiri dari tiga langkah yaitu melakukan sampling pendahuluan, menguji keseragaman data dan menghitung jumlah kunjungan kerja.
Untuk mendapatkan hasil pengukuran yang dapat dipertanggung jawabkan secara statistik, perlu ditempuh langkah-langkah yang dijalankan sebelum sampling dilakukan, yaitu:
1. Menetapkan tujuan pengukuran yaitu untuk apa sampling dilakukan, yang akan menentukan besarnya tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut. Misalnya jika waktu baku yang akan diperoleh dimaksudkan untuk dipakai sebagai dasar upah perangsang, maka tingkat ketelitian dan tingkat keyakinan tentang hasil pengukuran harus tinggi karena menyangkut prestasi dan pendapatan buruh disamping keuntungan bagi
memperkirakan secara kasar bilamana pemesan barang dapat kembali untuk mengambil pesanannya, maka tingkat ketelitian dan tingkat keyakinannya tidak perlu terlalu besar.
2. Jika Sampling dilakukan untuk mendapatkan waktu baku, lakukanlah penelitian pendahuluan untuk mengetahui ada tidaknya suatu sistem kerja yang baik, jika belum ada lakukan perbaikan atas kondisi dan cara kerja terlebih dahulu.
3. Memilih operator–operator yang representatif untuk diukur karena operator yang akan melakukan pekerjaan yang diukur bukanlah orang yang begitu saja diambil dari pabrik tetapi operator tersebut harus memenuhi beberapa persyaratan tertentu agar pengukuran dapat berjalan baik. Syarat-syarat tersebut adalah berkemampuan normal dan dapat diajak bekerja sama.
4. Melakukan pelatihan bagi operator yang dipillih agar bisa dan terbiasa dengan sistem kerja yang dilakukan dalam keadaan ini operator harus dilatih terlebih dahulu sehingga penukuran yang kita lakukan berjalan dengan baik.
5. Melakukan pemisahan kegiatan sesuai yang ingin didapatkan.
6. Menyiapkan peralatan yang diperlukan berupa papan atau lembaran pengamatan.
7. Melakukan pemisahan kegiatan menjadi elemen–elemen pekerjaan yang akan diukur.
8. Menentukan waktu pengamatan melalui bilangan acak dari tabel bilangan random atau dari komputer.
Adapun beberapa aplikasi dari metode sampling pekerjaan untuk berbagai kegiatan dan kebutuhan antara lain sebagai berikut:
1. Aplikasi sampling kerja untuk penetapan waktu baku
2. Aplikasi sampling kerja untuk penetapan waktu tunggu (delay allowance)
3. Aplikasi sampling kerja untuk aktivitas perawatan (maintainance)
4. Aplikasi sampling kerja untuk kegiatan perkantoran (office work)
5. Aplikasi sampling kerja untuk mengamati kegiatan pemimpin perusahaan
2.1.11.3.1. Sampling Pendahuluan
Pada langkah ini dilakukan sejumlah pengamatan terhadap aktivitas operator yang diamati untuk selang waktu yang diambil secara acak. Yang dicari dari pengukuran waktu adalah waktu yang pantas diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan. Untuk itu sebuah sampling pekerjaan juga menuntut penghitungan waktu baku penyelesaian suatu pekerjaan. Waktu yang akhirnya diperoleh setelah pengukuran selesai adalah waktu penyelesaian pekerjaan untuk sistem kerja yang dijalankan ketika pengukuran berlangsung.
2.1.11.3.2. Perhitungan Jumlah Pengamatan yang Diperlukan
Penetapan jumlah pengamatan yang dibutuhkan dalam aktivitas teknik sampling selama ini dikenal lewat formulasi-formulasi tertentu dengan mempertimbangkan dua faktor utama yaitu:
1. Tingkat ketelitian (degree of accuracy) dari hasil pengamatan
2. Tingkat keyakinan (level of convidence) dari hasil pengamatan
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Sedangkan tingkat keyakinan menunjukkan seberapa besar keyakinan si pengukur bahwa hasil yang diperoleh memenuhi syarat
5% artinya bahwa penyimpangan yang diperbolehkan dari rata-rata sebenarnya adalah sebesar 5% dan pengukur yakin bahwa data yang diperoleh itu benar sebesar 95%. Tingkat ketelitian dapat dihitung dengan menggunakan rumus sebagai berikut:
Keterangan:
S = tingkat ketelitian yang dikehendaki (desimal).
p = persentase terjadinya kejadian yang diamati (desimal).
N=jumlah pengamatan yang harus dilakukan untuk sampling kerja.
K = harga indeks besarnya tergantung pada tingkat kepercayaan.
Catatan:
tingkat kepercayaan 68% harga k = 1 tingkat kepercayaan 95% harga k = 2 tingkat kepercayaan 99% harga k = 3
Apabila setelah dihitung, ternyata harga N’ lebih kecil daripada harga sebenarnya, maka pengamatan berhenti karena dianggap telah mencukupi. Sebaliknya jika harga N’ tersebut lebih besar dari harga sebenarnya, maka lakukan langkah pengamatan dari awal (Wignojosoebroto, 2008).
2.1.4. Rating Performance dan Allowance
Rating performance dapat didefinisikan sebagai sebuah yang proses selama penelitian waktu seorang analis membandingkan performansi (kecepatan atau tempo) operator yang sedang diobservasi dengan konsep performansi normal. Performance
rating diharapkan mampu menormalkan kembali waktu kerja setelah dilakukan pengukuran. Ketidak normalan waktu kerja diakibatkan oleh operator yang bekerja tidak wajar yaitu bekerja dalam tempo atau kecepatan yang tidak semestinya.
Penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata atau waktu elemen rata-rata dengan suatu harga p yang disebut faktor penyesuaian. Bila pengukur berpendapat bahwa operator bekerja diatas normal (terlalu cepat) maka harga p akan lebih besar dari satu (p>1); sebaliknya jika operator dipandang bekerja dibawah normal makla harga p akan lebih kecil dari satu (p<1). Seandainya pengukur berpendapat bahwa operator bekerja dengan wajar maka harga p akan sama dengan satu (p=1). Pemberian rating dalam penelitian ini berdasarkan westinghouse system’s rating karena dianggap lebih lengkap. Hal yang diperhatikan dalam pemberian rating seorang operator menurut westinghouse system adalah skill, effort, working condition dan consistency (Barnes, 1980). Tabel performance rating dengan system westinghouse dapat dilihat pada Lampiran 2 dan 3.
Allowance atau kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan.
Ketiga faktor tersebut akan dijelaskan lebih lanjut sebagai berikut:
1. Kelonggaran untuk kebutuhan pribadi.
Yang termasuk kedalam kebutuhan pribadi disini adalah, hal-hal seprti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja sekadar untuk menghilangkan ketegangan dalam kerja.
Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi seperti itu
mempunyai karakteristik sendiri-sendiri dengan tuntutan yang berbeda-beda.
Berdasarkan penelitian ternyata besarnya kelonggaran ini bagi pekerja pria berbeda dengan pekerja wanita, misalnya untuk pekerjaan-pekerjaan ringan pada kondisi-kondisi kerja normal, pria membutuhkan 2-2.5% dan wanita 5%
(persentase ini adalah dari waktu normal).
2. Kelonggaran untuk menghilangkan fatique.
Rasa lelah tercerminn antara lain dari menurunnya hasil produksi baik jumlah maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun.
Jika rasa lelah telah datang dan pekerja harus bekerja untuk menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini akan menambah lelah. Bila hal ini terus berlangsung maka anggota tubuh yang bersangkutan tidak akan dapat melakukan kerja sama sekali walaupun diinginkan.
Adapun hal-hal yang diperlukan pekerja untuk menghilangkan lelah adalah melakukan peregangan otot, pergi keluar ruangan untuk menghilangkan lelah, dan lain sebagainya.
3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari hambatan. Ada hambatan yang dapat dihindarkan seperti mengobrol yang berlebihan dan menganggur dengan sengaja. Adapula hambatan yang tak dapat dihindarkan karena berada diluar kekuasaan pekerja untuk mengendalikannya. Perhitungan
kelonggaran untuk hambatan-hambatan yang tak terhindarkan dilakukan dengan suatu teknik sampling tersendiri karena besarnya hambatan untuk kejadian semacam ini sangat bervariasi dari suatu pekerjaan ke pekerjaan lain bahkan satu stasiun kerja ke stasiun kerja lain karena banyaknya penyebab seperti mesin, kondisi mesin, prosedur kerja, ketelitian suplai alat, bahan dan sebagainya.
Ketiganya ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja, dan yang selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung.
Karenanya sesuai pengukuran dan mendapatkan waktu normal, kelonggaran perlu ditambahkan (Sutalaksana, 2006). Tabel allowance dapat dilihat pada Lampiran.
2.1.5. PenetapanWaktuBaku
Jika pengukuran-pengukuran telah selesai, yaitu semua data yang didapat memiliki keseragaman yang dikehendaki, dan jumlahnya telah memenuhi tingkat- tingkat ketelitian dan keyakinan yang diinginkan, langkah selanjutnya adalah mengolah data-data tersebut untuk mendapatkan waktu baku. Perhitungan waktu baku dilakukan dengan menggunakan rumus sebagai berikut:
Pada prinsipnya data waktu baku berisi dari waktu yang diperlukan untuk menyelesaikan suatu pekerjaan yang telah diteliti (diukur) pada waktu yang lalu.
Dengan demikian jika pekerjaan tersebut diulang, waktu yang pantas untuk menyelesaikannya sudah diketahui. Dalam pembentukan waktu baku, untuk setiap elemen-elemen pekerjaan harus diperhatikan faktor-faktor yang mempengaruhinya.
Sebagai contoh, waktu untuk mengambil bahan dipengaruhi oleh beberapa faktor seperti jarak, berat, dan bentuk bahan.
2.1.6. Perhitungan Jumlah Kebutuhan Tenaga Kerja Standar Berdasarkan Waktu Standar.
Waktu standar sangat diperlukan terutama sekali untuk man power planning (perencanaan kebutuhan tenaga kerja). Waktu baku ini merupakan waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan. Disini sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus diselesaikan. Setelah waktu baku/ waktu standar telah diketahui serta data sudah seragam dan sudah mencukupi maka dilanjutkan dengan penghitungan jam kerja produktif dan waktu total pengerjaan produk, untuk menetukan jumlah kebutuhan tenaga kerja standar. jumlah tenaga kerja optimal dapat dihitung dengan menggunakan rumus sebagai berikut:
2.1.7. Teknik Reparasi Kapal
Teknik reparasi kapal terdiri dari:
1. Slipway adalah landasan yang memiliki kelandaian tertentu yang dibangun dipantai untuk meluncurkan kelaut ataupun menaikkan kapaldari dan ke daratan dan terbuat dari plat baja. Slipway yang dimilki UGK adalah 2 unit. Slipway dapat dilihat pada Gambar 2.2.
Gambar 2.2. Slipway
2. Drydock adalah kolam sempit yang memiliki pintu, atau tempat yang dapat digenangi air sehingga kapal dapat terapung di dalamnya, kemudian melalui saluran yang ada, air dibuang keluar sampai kering. Dinding dan landasan drydock terbuat dari beton bertolang dan pintu terbuat dari baja. Drydock yang dimilki UGK adalah 1 unit. Drydock dapat dilihat pada Gambar 2.3.
Gambar 2.3. Drydock
3. Floating repair adalah teknik reparasi yang dikerjakan di atas dermaga.
Floating repair digunakan pada saat tertentu saja. Seperti kapal yang sudah lebih masa kontrak reparasi tidak dapat dilanjutkan pekerjaan karena spare part belum tersedia, kemudian kapal yang sudah lama berada di atas drydock harus di dinaikkan ke floating repair untuk reparasi bagian atas kapal, karena lama pengerjaan kapal di drydock maksimal 1 bulan.
2.3. Review Hasil Penelitian
Penelitian atau research yang berkenaan dengan pengaloasian tenaga kerja dilakukan oleh beberapa ahli. Penelitian terdahulu dilakukan oleh Cai, dkk (2012) yang berjudul A Tree-Based Tabu Search Algorithm For The Manpower Allocation
digunakan adalah TimeWindows and Job-Teaming Constraints. Hasil dari penelitian ini adalah Solusi optimal dapat diperoleh dari salah satu pohon dengan memecahkan model aliran biaya minimum untuk setiap jenis pekerja.
Penelitian lain dilakukan oleh Mello (2013) yang berjudul Work Allocation In Complex Production Process: A Methodology For Decision Support. Adapun metode yang digunakan adalah Studi Times dan Motion, Scenario. Hasil penelitian ini adalah pendekatan berbasis Penelitian Tindakan digunakan untuk mengembangkan metode, berdasarkan generasi skenario alternatif menawarkan berbagai kemungkinan untuk alokasi kerja.
Rinawati dkk melakukan penelitian menentukan waktu standar dan jumlah tenaga kerja yang optimal pada produksi batik cap. Masalah yang dihadapi adalah lamanya waktu penyelesaian 1 lot produksi pada satu departmen. Metode yang digunakan adalah study waktu dan pengukuran kerja. Hasil yang diperoleh dalam penelitian ini adalah pengalokasian tenaga kerja yang optimal setiap departemen mampu menurunkan biaya pengeluaran sebesar 12%.
Penelitian lain dilakukan oleh Arsi dan Partiwi (2012) Jurusan Teknik Industri Institut Teknologi Surabaya, penelitian dilakukan untuk meningkatkan efisiensi sumber daya manusia yang merupakan sumber daya yang penting bagi perusahaan.
Peneliatian tersebut melakukan analisis beban kerja untuk menentukan jumlah optimal karyawan dan pemetaankompetensi karyawan berdasar pada job description.
Metode yang digunakan adalah metode perhitungan beban tugas per jabatan sesuai dengan KEP/75/M.PAN/7/2004 dan NASA-TLX. Hasil penelitian diperoleh bahwa terdapat beban kerja yang berlebih pada jabatan sekretaris jurusan, kasubag, juru