PERANCANGAN TATA LETAK FASILITAS PT X
MENGGUNAKAN ALGORITMA COMPUTER AIDED
LAYOUT
SKRIPSI
Diajukan untuk memenuhi salah satu syarat guna mencapai gelar Sarjana dalam bidang ilmu Teknik Industri
Disusun oleh: Nama : Lyvia Setiawan NPM : 2013610108
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS KATOLIK PARAHYANGAN
BANDUNG
2017
Program Studi Teknik Industri Fakultas Teknologi Industri Universitas Katolik Parahyangan
Pernyataan Tidak Mencontek atau Melakukan Tindakan Plagiat Saya, yang bertanda tangan dibawah ini,
Nama : Lyvia Setiawan NPM : 2013610108
dengan ini menyatakan bahwa Skripsi dengan judul :
"Perancangan Tata Letak Fasilitas PT X Menggunakan Algoritma Computer Aided Layout"
adalah hasil pekerjaan saya dan seluruh ide, pendapat atau materi dari sumber lain telah dikutip dengan cara penulisan referensi yang sesuai. Pernyataan ini saya buat dengan sebenar-benarnya dan jika pernyataan ini tidak sesuai dengan kenyataan, maka saya bersedia menanggung sanksi yang akan dikenakan kepada saya.
Bandung, 16 Juli 2017
Lyvia Setiawan NPM : 2013610108
i
ABSTRAK
PT X merupakan salah satu perusahaan yang bergerak dalam bidang industri tekstil. Saat ini PT X berencana untuk membangun sebuah perusahaan baru yang bergerak di bidang industri garmen. Pemilik PT X telah membeli tanah seluas 2.000m2
dengan lebar 18,5 m dan panjang 108 myang terletak di kawasan industri di Katapang, Bandung, Jawa Barat. Pada tanah tersebut, pemilik PT X akan membangun sebuah perusahaan garmen yang terdiri dari area kantor, area proses produksi, gudang bahan baku, gudang barang jadi, dan fasilitas-fasilitas pendukung atau fasilitas kerja. PT X akan memproduksi dua jenis produk yaitu kemeja dan celana khusus untuk pria. Pemilik PT X menginginkan target penjualan produk sebesar 5.000 unit kemeja dan 5.000 unit celana per bulan. PT X perlu melakukan perancangan tata letak fasilitas yang baik dan benar agar dapat memenuhi target produksi yang ditentukan pemilik perusahaan.
Perancangan tata letak fasilitas untuk PT X dimulai dengan melakukan identifikasi proses produksi dari kemeja dan celana. Identifikasi dilakukan dengan pengamatan terhadap perusahaan sejenis yaitu CV X. Tipe proses produksi yang akan digunakan pada PT X yaitu product layout. Setelah melakukan identifikasi proses produksi dilakukan perhitungan jumlah mesin yang dibutuhkan untuk proses produksi pada PT X. Berdasarkan jumlah mesin yang dibutuhkan dapat diketahui kebutuhan luas lantai produksi sebesar 931,49 m2. Selain kebutuhan luas area produksi, diperhitungkan pula kebutuhan
luas gudang bahan baku (73,8 m2), gudang barang jadi (79,57 m2), dan area kantor (321,77
m2). Hasil kebutuhan luas tersebut dibandingkan dengan luas tanah yang tersedia. Area
produksi, gudang bahan baku, dan gudang barang jadi terletak pada lantai satu, sedangkan area kantor terletak pada lantai dua. Perancangan tata letak fasilitas PT X dilakukan dengan menggunakan Algoritma Computer Aided Layout (CAL). Algoritma CAL yang digunakan untuk merancang kantor yaitu metode CORELAP, sedangkan algoritma CAL yang digunakan untuk merancang gudang bahan baku, gudang barang jadi, dan area produksi yaitu metode MCRAFT, BLOCPLAN, LOGIC, dan MULTIPLE. Perancangan dengan metode MCRAFT menghasilkan total perpindahan bahan sebesar 5.103,17 m, metode BLOCPLAN sebesar 5.474,32 m, metode LOGIC sebesar 3.675,15 m, dan metode MULTIPLE sebesar 5.234,68 m.
Hasil perancangan dari keempat metode yang digunakan akan dievaluasi dengan mempertimbangkan empat faktor. Faktor tersebut adalah penggunaan luas area pabrik, kelancaran proses produksi, proses pemindahan bahan, dan jarak perpindahan bahan. Metode LOGIC dipilih karena dua keunggulan yaitu pada faktor luas area yang terpakai dan jarak perpindahan bahan. Luas area yang terpakai dari metode LOGIC yaitu sebesar 1.111 m2 dan jarak perpindahan bahan sebesar 3.675,15 m.Hasil perancangan
dengan metode terpilih ditambahkan fasilitas pendukung lain seperti area receiving, shipping, toilet, tempat parkir, loker pekerja, dan lainnya sehingga dihasilkan rancangan tata letak fasilitas PT X secara keseluruhan.
ii
ABSTRACT
PT X is one of the companies that engages in the textile industry. Currently PT X plans to build a new company that engages in the garment industry. The owner of PT X has purchased a land area of 2,000m2 with a width of 18.5 m and a length of 108 m located in an industrial estate in Katapang, Bandung, West Java. On the land, the owner of PT X will build a garment company consisting of an office area, production process area, raw material warehouse, finished goods warehouse, and supporting facilities or work facilities. PT X will produce two kinds of products namely shirts and pants exclusively for men. Owners of PT X want a product sales target of 5,000 units of shirts and 5,000 units of pants per month. PT X needs to do the design of the facility layout is good and true in order to meet production targets specified by the owner of the company.
The design of the facility layout for PT X begins by identifying the production process from shirts and pants. Identification is done with the observation of a similar company that is CV X. Type of production process that will be used in PT X is product layout. After identifying the production process, calculation of the number of machines required for the production process at PT X is done. Based on the number of machines required can be known the need for production floor area of 931.49 m2. In addition to the widespread area of production area, it also takes into account the need for extensive raw material warehouse (73.8 m2), finished goods warehouse (79.57 m2), and office area (321,77 m2). The results of these broad requirements are compared with the area of land available after calculating the need for open green land. Production area, raw material warehouse and finished goods warehouse is located on the first floor, while the office area is located on the second floor. The design of PT X facility layout is done by using Computer Aided Layout Algorithm (CAL). The CAL algorithm used to design the office is the CORELAP method, while the CAL algorithm used to design the raw material warehouse, warehouse of finished goods, and the production area is the method of MCRAFT, BLOCPLAN, LOGIC, and MULTIPLE. The MCRAFT method design resulted in total material transfer of 5,103.17 m, 5,474.32 m for the BLOCPLAN method, 3,675.15 m for the LOGIC method, and 5,234.68 m for the MULTIPLE method.
The design results of the four methods used will be evaluated by considering four factors. These factors include the use of factory area, the smoothness of the production process, the process of material transfer, and the distance of material transfer. The LOGIC method is selected because of two factors which are the use of factory area, and the distance of material transfer. The area used from the LOGIC method is 1.111 m2 and the distance of material transfer is 3.675,15 m. The design result with selected method is added with other supporting facilities such as receiving, shipping, toilets, parking area, worker locker, and others so as to produce the layout design of PT X facility as a whole.
iii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas penyertaan-Nya, penulis dapat menyelesaikan laporan skripsi berjudul “Perancangan Tata Letak Fasilitas PT X dengan Menggunakan Algoritma Computer Aided Layout dengan baik dan tepat waktu. Laporan skripsi ini disusun
sebagai salah satu syarat dalam mencapai Gelar Sarjana dalam bidang ilmu Teknik Industri di Universitas Katolik Parahyangan.
Penulis menyadari bahwa dalam penulisan laporan skripsi terdapat beberapa kekurangan dan kesalahan dari segi penyusunan kalimat maupun tata bahasa penulisan yang digunakan. Kekurangan dan kesalahan tersebut dapat dijadikan sebagai pengalaman dan pembelajaran untuk penulis. Oleh sebab itu, penulis berharap adanya kritik dan saran yang diberikan terhadap laporan skripsi ini agar laporan skripsi ini menjadi lebih baik.
Pada penyusunan laporan skripsi ini, terdapat beberapa hambatan yang dialami oleh penulis. Penulis menyadari bahwa kelancaran dari penyusunan laporan skripsi ini dengan adanya bantuan, dukungan, bimbingan, serta doa dari orang-orang yang telah membantu saya dalam penyusunan laporan skripsi ini. Kendala-kendala yang dialami oleh penulis dapat teratasi dengan adanya bantuan, dukungan, bimbingan, serta doa yang diberikan. Atas dukungan, bantuan, bimbingan, dan doa yang telah diberikan, penulis mengucapkan terima kasih kepada :
1. Ibu Yani Herawati, S.T., M.T selaku dosen pembimbing dalam penyusunan laporan skripsi ini yang telah membimbing, membantu, dan memberikan masukan selama penyusunan skripsi ini berlangsung. 2. Ibu Catharina Badra Nawangpalupi, Ph.D. dan Bapak Dr. Thedy
Yogasara, S.T., M.EngSC selaku dosen penguji yang telah meluangkan waktunya dalam sidang proposal dan memberikan masukan dalam penulisan proposal skripsi.
3. Bapak Dr. Thedy Yogasara, S.T., M.EngSC dan Bapak Daniel Siswanto, S.T., M.T. selaku dosen penguji yang telah meluangkan waktunya dalam sidang akhir dan memberikan masukan dalam penulisan laporan skripsi.
iv
4. Pemilik PT X yang telah memberikan izin untuk melakukan penelitian pada PT X dan memberikan masukan dalam penyusunan laporan skripsi. 5. Pemilik CV yang telah memberikan izin untuk pengambilan data yang
dibutuhkan dalam penyusunan laporan skripsi.
6. Keluarga penulis yang telah memberikan dukungan dan doa kepada penulis agar penulisan laporan skripsi dapat berjalan dengan lancar. 7. Teman-teman Teknik Industri, khususnya Handy, Vanni, Ardianto,
Bonifasius, Alvin, dan Hans yang telah membantu dalam proses penyusunan laporan skripsi.
Penulis sangat mengharapkan bahwa hasil penulisan skripsi ini dapat berguna bagi semua pihak, baik perusahaan dan seluruh pembaca. Semoga dengan disusunnya laporan skripsi ini dapat membuat penulis terus belajar dari kesalahan-kesalahan yang dibuat. Akhir kata penulis mengucapkan permintaan maaf untuk perusahaan dan pembaca dari kesalahan dan kekurangan yang dilakukan dalam proses penyusunan laporan skripsi ini. Selain itu penulis mengucapkan terima kasih kepada semua pihak yang terlibat dan telah membantu dalam penyusunan skripsi ini.
Bandung, 3 Agustus 2017
v
DAFTAR ISI
ABSTRAK ... i
ABSTRACT ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... xi
DAFTAR GAMBAR... xv
DAFTAR LAMPIRAN ... xxi BAB I PENDAHULUAN ... I-1
I.1 Latar Belakang Masalah ... I-1 I.2 Identifikasi dan Rumusan Masalah ... I-3 I.3 Pembatasan Masalah ... I-9 I.4 Tujuan Penelitian ... I-9 I.5 Manfaat Penelitian ... I-10 I.6 Metodologi Penelitian ... I-10 I.7 Sistematika Penulisan ... I-14
BAB II TINJAUAN PUSTAKA ... II-1
II.1 Pengukuran Kerja ... II-1 II.2 Pengukuran Watu Jam Henti ... II-1 II.3 Uji Boxplot ... II-3 II.4 Uji Kenormalan Data ... II-3 II.5 Uji Kecukupan Data ... II-4 II.6 Waktu Siklus ... II-5 II.7 Waktu Normal ... II-5 II.8 Waktu Baku ... II-16
II.9 Prosedur Perancangan Tata Letak Fasilitas ... II-19
II.10 Tipe-tipe Tata Letak ... II-22 II.11 Tipe-tipe Produk ... II-26 II.12 Tipe-tipe Proses ... II-27
vi
II.13 Aliran Bahan ... II-28 II.14 Lembar Rencana Proses (LRP) ... II-32 II.15 Multi Product Process Chart (MPPC) ... II-33 II.16 From To Chart (FTC) ... II-34 II.17 Pemindahan Barang ... II-35 II.18 Kebutuhan Gudang ... II-37
II.18.1 Penentuan Ruang Area Receiving dan Shipping ... II-38
II.18.2 Metode Perhitungan Jarak Pada Gudang ... II-40
II.19 Perencanaan Kebutuhan Sumber Daya Pabrik ... II-41
II.20 Perencanaan Kebutuhan Luas Lantai ... II-42
II.21 Peralatan Perpindahan Material (Material Handling
Equipment) ... II-43 II.22 Struktur Organisasi ... II-45 II.23 Kebutuhan Luas Kantor ... II-47 II.24 Metode Perancangan Tata Letak Fasilitas ... II-48 II.24.1 CRAFT ... II-48 II.24.2 MCRAFT ... II-48 II.24.3 BLOCPLAN ... II-49 II.24.4 LOGIC ... II-49 II.24.5 MULTIPLE ... II-50 II.24.6 CORELAP ... II-50 II.24.7 ALDEP ... II-50 II.25 Minitab ... II-51 II.26 AutoCAD ... II-52 II.27 Flow Planner ... II-53
BAB III PENGUMPULAN DAN PENGOLAHAN DATA ... III-1
III.1 Deskripsi Perusahaan ... III-1 III.2 Produk yang Dihasilkan Perusahaan ... III-2 III.3 Proses Produksi Perusahaan ... III-5 III.4 Tipe Produksi Perusahaan ... III-14 III.5 Material Handling Perusahaan ... III-15 III.6 Struktur Organisasi Perusahaan ... III-16
vii
III.7.1 Data Waktu Proses Produksi PT X ... III-20
III.7.1.1 Uji Boxplot Data Waktu Proses Produksi
PT X ... III-21 III.7.1.2 Uji Kenormalan Data Waktu Proses
Produksi PT X ... III-27 III.7.1.3 Uji Kecukupan Data Waktu Proses
Produksi PT X ... III-42 III.7.1.4 Perhitungan Waktu Siklus ... III-71 III.7.1.5 Perhitungan Waktu Normal ... III-79 III.7.1.6 Perhitungan Waktu Baku ... III-90 III.7.2 Perhitungan Kebutuhan Mesin ... III-99 III.7.2.1 Lembar Rencana Proses (LRP) ... III-99
III.7.2.2 Multi Product Process Chart (MPPC) ... III-102
III.7.3 Perhitungan Kebutuhan Luas Area ... III-109 III.7.3.1 Perhitungan Kebutuhan Luas Area
Storage ... III-109 III.7.3.2 Perhitungan Kebutuhan Luas Area
Produksi ... III-119 III.7.3.3 Perhitungan Kebutuhan Luas Area
Warehouse ... III-125 III.7.3.4 Perhitungan Kebutuhan Luas Area
Kantor ... III-128
III.8 Perbandingan Kebutuhan Luas Area dengan Luas Area
Tersedia ... III-129 III.9 From To Chart (FTC) ... III-130 III.10 Proses Perancangan Initial Layout PT X ... III-132 III.10.1 Proses Perancangan Area Pada Lantai 1 (Satu) ... III-132
III.10.1.1 Proses Perancangan Initial Layout
dengan Metode MCRAFT ... III-134
III.10.1.2 Perancangan Initial Layout dengan
Metode BLOCPLAN ... III-136
III.10.1.3 Perancangan Initial Layout dengan
viii
III.10.1.4 Perancangan Initial Layout dengan
Metode MULTIPLE ... III-142 III.10.2 Proses Perancangan Area Pada Lantai 2 (Dua) .... III-145
III.11 Perhitungan Total Biaya Perpindahan Material ... III-154
III.12 Evaluasi dan Rekomendasi Hasil Perancangan Tata Letak
PT X ... III-158 III.13 Hasil Layout Akhir ... III-159
BAB IV ANALISIS ... IV-1
IV.1 Analisis Penggunaan Algoritma Computer Aided Layout pada
Perancangan Tata Letak Fasilitas PT X ... IV-1 IV.2 Analisis Pengambilan Data Waktu Proses Produksi ... IV-2 IV.3 Analisis Proses Pengujian Data ... IV-3 IV.4 Analisis Perhitungan Waktu Baku ... IV-4
IV.5 Analisis Tipe Layout Produksi yang Digunakan ... IV-5
IV.6 Analisis Tipe Proses Produksi yang Digunakan ... IV-6
IV.7 Analisis Nilai Allowance ... IV-6
IV.8 Analisis Penentuan Fasilitas Pendukung Awal Pada Area
Kantor ... IV-7 IV.9 Analisis Perancangan Initial Layout Lantai Satu ... IV-9 IV.10 Analisis Penentuan Jumlah Material Handling ... IV-11 IV.11 Analisis Penentuan Jumlah Perpindahan Produk ... IV-11 IV.12 Analisis Evaluasi dan Rekomendasi Hasil Perancangan Tata
Letak PT X ... IV-12 IV.13 Analisis Hasil Layout Akhir ... IV-13
IV.13.1 Analisis Penentuan Area Receiving dan Shipping... IV-13
IV.13.2 Analisis Penentuan Ukuran Gang ... IV-13 IV.13.3 Analisis Jalan dan Tempat Parkir ... IV-14 IV.13.4 Analisis Penempatan Fasilitas Pendukung pada
Layout Akhir ... IV-14
BAB V KESIMPULAN DAN SARAN ... V-1
V.1 Kesimpulan ... V-1 V.2 Saran ... V-2
ix
DAFTAR PUSTAKA LAMPIRAN
xi
DAFTAR TABEL
Tabel II.1 Nilai Faktor Penyesuaian Menurut Cara Shumard ... II-6 Tabel II.2 Nilai Penyesuaian Faktor Keterampilan ... II-9 Tabel II.3 Nilai Penyesuaian Faktor Usaha ... II-12 Tabel II.4 Nilai Penyesuaian Faktor Kondisi Kerja ... II-13 Tabel II.5 Nilai Penyesuaian Faktor Konsistensi ... II-14
Tabel II.6 Nilai Penyesuaian Faktor Tingkat Kesulitan dari Pekerjaan
Metode Objektif ... II-14 Tabel II.7 Nilai Kelonggaran untuk Menghilangkan Rasa Lelah ... II-17 Tabel II.8 Tampilan Tabel Lembar Rencana Proses ... II-32 Tabel III.1 Data Waktu Proses Gambar Pola Kemeja Tangan Pendek ... III-20
Tabel III.2 Data Outlier Waktu Proses Produksi Kemeja Tangan Pendek... III-22
Tabel III.3 Data Outlier Waktu Proses Produksi Kemeja Tangan Panjang.. III-23
Tabel III.4 Data Outlier Waktu Proses Produksi Celana Bermuda ... III-24 Tabel III.5 Data Outlier Waktu Proses Produksi Celana Kanvas ... III-26 Tabel III.6 Rekap Hasil Uji Normal Data Waktu Proses Kemeja Tangan
Pendek ... III-28
Tabel III.7 Data Outlier Waktu Proses Produksi Kemeja Tangan Pendek
yang Sudah Ditambahkan Data ... III-30 Tabel III.8 Rekap Hasil Uji Normal Data Waktu Proses Kemeja Tangan
Pendek yang Sudah Ditambahakan Data ... III-31 Tabel III.9 Data Tambahan Waktu Proses Jahit Luar Kerah Kemeja
Tangan Pendek ... III-31 Tabel III.10 Rekap Hasil Uji Normal Data Waktu Proses Kemeja Tangan
Panjang ... III-33 Tabel III.11 Data Tambahan Waktu Proses Setrika Manset Kanan dan
Kiri Kemeja Tangan Panjang ... III-34 Tabel III.12 Rekap Hasil Uji Normal Data Waktu Proses Celana Bermuda... III-36
Tabel III.13 Data Outlier Waktu Proses Celana Bermuda yang Sudah
xii
Tabel III.14 Rekap Hasil Uji Normal Data Waktu Proses Celana Bermuda yang Sudah Ditambahkan Data ... III-39 Tabel III.15 Rekap Hasil Uji Normal Data Waktu Proses Celana Kanvas ... III-40
Tabel III.16 Data Outlier Waktu Proses Celana Kanvas yang Sudah
Ditambahkan Data ... III-41 Tabel III.17 Rekap Hasil Uji Normal Data Waktu Proses Celana Kanvas
yang Sudah Ditambahkan Data ... III-42 Tabel III.18 Hasil Uji Kecukupan Data Waktu Proses Produksi Kemeja
Tangan Pendek ... III-43 Tabel III.19 Hasil Uji Kecukupan Data Waktu Proses Produksi Kemeja
Tangan Panjang ... III-50 Tabel III.20 Hasil Uji Kecukupan Data Waktu Proses Produksi Celana
Bermuda ... III-54 Tabel III.21 Hasil Uji Kecukupan Data Waktu Proses Produksi Celana
Kanvas ... III-67 Tabel III.22 Waktu Siklus Data Waktu Proses Produksi Kemeja Tangan
Pendek ... III-71 Tabel III.23 Waktu Siklus Data Waktu Proses Produksi Kemeja Tangan
Panjang ... III-73 Tabel III.24 Waktu Siklus Data Waktu Proses Produksi Celana Bermuda .... III-75 Tabel III.25 Waktu Siklus Data Waktu Proses Produksi Celana Kanvas ... III-77 Tabel III.26 Nilai Penyesuaian Westinghouse ... III-79 Tabel III.27 Nilai Penyesuaian Objektif dengan Nilai 0,08 ... III-80 Tabel III.28 Nilai Penyesuaian Objektif dengan Nilai 0,11 ... III-81 Tabel III.29 Nilai Penyesuaian Objektif dengan Nilai 0,19 ... III-82 Tabel III.30 Waktu Normal Proses Produksi Kemeja Tangan Pendek ... III-82 Tabel III.31 Waktu Normal Proses Produksi Kemeja Tangan Panjang ... III-84 Tabel III.32 Waktu Normal Proses Produksi Celana Bermuda ... III-86 Tabel III.33 Waktu Normal Proses Produksi Celana Kanvas ... III-88 Tabel III.34 Nilai Kelonggaran ... III-90 Tabel III.35 Waktu Baku Proses Produksi Kemeja Tangan Pendek ... III-91 Tabel III.36 Waktu Baku Proses Produksi Kemeja Tangan Panjang ... III-93 Tabel III.37 Waktu Baku Proses Produksi Celana Bermuda ... III-95 Tabel III.38 Waktu Baku Proses Produksi Celana Kanvas ... III-97
xiii
Tabel III.39 Lembar Rencana Proses Potongan Kemeja Tangan Pendek .. III-100
Tabel III.40 Multi Product Process Chart Pembuatan Part Celana
... III-104 Tabel III.41 Jumlah Mesin Teoritis dan Aktual ... III-107 Tabel III.42 Ukuran Yard dan Jumlah Produk yang Dihasilkan ... III-110 Tabel III.43 Ukuran dari Setiap Fasilitas di Kantor ... III-129 Tabel III.44 Rekap Kebutuhan Luas Area Pada PT X ... III-130 Tabel III.45 Perhitungan Jumlah Grid ... III-133 Tabel III.46 Hasil Perhitungan Ukuran Lebar Setiap Area dari Setiap
Band ... III-138 Tabel III.47 Hubungan dari Setiap Departemen ... III-147 Tabel III.48 Nilai TCR dari Setiap Departemen ... III-148 Tabel III.49 Kriteria Urutan Masuk Departemen ... III-148 Tabel III.50 Hasil Perhitungan UAT Awal dan Akhir ... III-149
Tabel III.51 Perhitungan Layout Score Hasil Perancangan Layout Kantor
Alternatif Satu ... III-152
Tabel III.52 Perhitungan Layout Score Hasil Perancangan Layout Kantor
Alternatif Dua ... III-153 Tabel III.53 Evaluasi Pemilihan Rancangan Tata Letak PT X ... III-158
xv
DAFTAR GAMBAR
Gambar I.1 Bentuk Luas Tanah PT X ... I-3 Gambar I.2 Contoh Kemeja dari PT X ... I-5 Gambar I.3 Contoh Celana dari PT X ... I-5 Gambar I.4 Aliran Proses Produksi Kemeja ... I-6 Gambar I.5 Aliran Proses Produksi Celana... I-6 Gambar I.6 Metodologi Penelitian Perancangan Tata Letak Fasilitas PT X . I-12 Gambar II.1 Langkah/Prosedur Dasar dalam Perencanaan Tata Letak
Pabrik ... II-20 Gambar II.2 Tata Letak Fasilitas Tipe Product Layout ... II-22
Gambar II.3 Tata Letak Fasilitas Tipe Process Layout ... II-23
Gambar II.4 Tata Letak Fasilitas Tipe Fixed Layout ... II-24
Gambar II.5 Tata Letak Fasilitas Tipe GT Layout ... II-25
Gambar II.6 Pola Aliran Bahan Garis Lurus ... II-29 Gambar II.7 Pola Aliran Bahan Bentuk U ... II-30 Gambar II.8 Pola Aliran Bahan Zig-zag ... II-30 Gambar II.9 Pola Aliran Bahan Bentuk Melingkar ... II-31 Gambar II.10 Pola Aliran Bahan Bersudut Ganjil (Odd Angle) ... II-31 Gambar II.11 Bagan Multi Product Process Chart (MPPC) ... II-34
Gambar II.12 Bagan From To Chart (FTC) ... II-35
Gambar II.13 Tipe-tipe Peletakkan Area Receiving dan Shipping ... II-38
Gambar II.14 Representasi Tipe Dock 90° ... II-39
Gambar II.15 Representasi Tipe 45° Finger Dock ... II-40 Gambar II.16 Contoh Jarak Rectilinear ... II-40
Gambar II.17 Contoh Jarak Euclidian ... II-41
Gambar II.18 Contoh Jarak Flow Path ... II-41
Gambar II.19 Contoh Pallet ... II-43 Gambar II.20 Contoh Tote Pans ... II-44
Gambar II.21 Contoh Material Transport Equipment ... II-44
Gambar II.22 Contoh Bar Code dan RFDT ... II-45
xvi
Gambar II.24 Bagan Struktur Geografis ... II-46 Gambar II.25 Bagan Struktur Produk ... II-46 Gambar II.26 Bagan Struktur Proses ... II-46 Gambar II.27 Bagan Struktur Pelanggan ... II-47 Gambar II.28 Bagan Struktur Matriks ... II-47 Gambar II.29 Tampilan Software Minitab ... II-51
Gambar II.30 Tampilan Software Autocad 2016 ... II-52
Gambar III.1 Denah Letak Lahan PT X ... III-1 Gambar III.2 Kemeja Tangan Pendek ... III-2 Gambar III.3 Kemeja Tangan Panjang ... III-3 Gambar III.4 Celana Bermuda ... III-4 Gambar III.5 Celana Kanvas ... III-4 Gambar III.6 Aliran Proses Produksi Kemeja Tangan Pendek dan
Kemeja Tangan Panjang ... III-5 Gambar III.7 Proses Penjahitan Kemeja Tangan Pendek ... III-6 Gambar III.8 Proses Penjahitan Kemeja Tangan Panjang ... III-8
Gambar III.9 Proses Finishing Kemeja Tangan Pendek dan Kemeja Tangan
Panjang ... III-9 Gambar III.10 Aliran Proses Produksi Celana Bermuda dan Celana
Kanvas ... III-10 Gambar III.11 Proses Penjahitan Celana Bermuda ... III-11 Gambar III.12 Proses Penjahitan Celana Kanvas ... III-13 Gambar III.13 Proses Finishing Celana Bermuda dan Celana Kanvas ... III-14
Gambar III.14 Struktur Organisasi PT X ... III-16 Gambar III.15 Hasil Uji Boxplot Data Waktu Proses Gambar Pola Kemeja
Tangan Pendek ... III-21 Gambar III.16 Hasil Uji Normal Data Waktu Proses Gambar Pola Kemeja
Tangan Pendek ... III-28 Gambar III.17 Hasil Uji Boxplot Data Waktu Proses Jahit Luar Kerah
Kemeja Tangan Pendek yang Sudah Dilakukan Penambahan Data ... III-32 Gambar III.18 Hasil Uji Normal Data Waktu Proses Jahit Luar Kerah Kemeja
Tangan Pendek yang Sudah Dilakukan Penambahan Data .... III-33 Gambar III.19 Hasil Uji Boxplot Data Waktu Proses Setrika Manset Kanan
xvii
dan Kiri Kemeja Tangan Panjang yang Sudah Dilakukan
Penambahan Data ... III-35 Gambar III.20 Hasil Uji Normal Data Waktu Proses Setrika Manset Kanan
dan Kiri Kemeja Tangan Panjang yang Sudah Dilakukan
Penambahan Data ... III-36 Gambar III.21 Hasil Uji Boxplot Data Waktu Proses Obras Kantong Kanan
Dan Kiri Kemeja Tangan Pendek Hasil Uji Kecukupan Data ... III-45 Gambar III.22 Hasil Uji Normal Data Waktu Proses Obras Kantong Kanan
Dan Kiri Kemeja Tangan Pendek dari Hasil Uji Kecukupan
Data ... III-46 Gambar III.23 Hasil Uji Boxplot Data Waktu Proses Jahit Tutup Kantong
Kanan dan Kiri ke Badan Depan Kanan dan Kiri Kemeja
Tangan Pendek dari Hasil Uji Kecukupan Data ... III-46 Gambar III.24 Hasil Uji Normal Data Waktu Proses Jahit Tutup Kantong dan
Kiri ke Badan Depan Kanan dan Kiri Kemeja Tangan Pendek dari Hasil Uji Kecukupan Data ... III-47 Gambar III.25 Hasil Uji Boxplot Data Waktu Proses Jahit Jarum Dua Badan
Depan Bawah Kanan dan Kiri Kemeja Tangan Pendek dari
Hasil Uji Kecukupan Data ... III-48 Gambar III.26 Hasil Uji Normal Data Waktu Proses Jahit Jarum Dua Badan
Depan Kanan dan Kiri Kemeja tangan Pendek dari Hasil Uji
Kecukupan Data ... III-48 Gambar III.27 Hasil Uji Boxplot Data Waktu Proses Pasang Kancing Kemeja
Tangan Pendek dari Hasil Uji Kecukupan Data ... III-49 Gambar III.28 Hasil Uji Normal Data Waktu Proses Pasang Kancing Kemeja
Tangan Pendek dari Hasil Uji Kecukupan Data ... III-50 Gambar III.29 Hasil Uji Boxplot Data Waktu Proses Pasang Kancing Kemeja
Tangan Panjang dari Hasil Uji Kecukupan Data ... III-51 Gambar III.30 Hasil Uji Normal Data Waktu Proses Pasang Kancing Kemeja
Tangan Panjang dari Hasil Uji Kecukupan Data ... III-52 Gambar III.31 Hasil Uji Boxplot Data Waktu Proses Lipat Kemeja Tangan
Panjang dari Hasil Uji Kecukupan Data ... III-53 Gambar III.32 Hasil Uji Normal Data Waktu Proses Lipat Kemeja Tangan
xviii
Gambar III.33 Hasil Uji Boxplot Data Waktu Proses Obras Mulut Bobok Kantong Depan Kanan ke Kelam Kantong Kanan 2 Celana
Bermuda dari Hasil Uji Kecukupan Data ... III-56 Gambar III.34 Hasil Uji Normal Data Waktu Proses Obras Mulut Bobok
Kantong Depan Kanan ke Kelam Kantong Kanan 2 Celana
Bermuda dari Hasil Uji Kecukupan Data ... III-57 Gambar III.35 Hasil Uji Boxplot Data Waktu Proses Jahit Jarum Dua Mulut
Bobok Kantong Depan Kanan ke Kelam Kantong Kanan 2
Celana Bermuda dari Hasil Uji Kecukupan Data ... III-57 Gambar III.36 Hasil Uji Normal Data Waktu Proses Jahit Jarum Dua Mulut
Bobok Kantong Depan Kanan ke Kelam Kantong Kanan 2
Celana Bermuda dari Hasil Uji Kecukupan Data ... III-58 Gambar III.37 Hasil Uji Boxplot Data Waktu Proses Obras Sambungan Kelam
Ke Kelam Kantong Kanan 1 Celana Bermuda dari Hasil Uji
Kecukupan Data ... III-59 Gambar III.38 Hasil Uji Normal Data Waktu Proses Obras Sambungan Kelam
Ke Kelam Kantong Kanan 1 Celana Bermuda dari Hasil Uji
Kecukupan Data ... III-59 Gambar III.39 Hasil Uji Boxplot Data Waktu Proses Jahit Jarum Dua
Sambungan Kelam ke Kelam Kantong Kanan 1 Celana
Bermuda dari Hasil Uji Kecukupan Data ... III-60 Gambar III.40 Hasil Uji Normal Data Waktu Proses Jahit Jarum Dua
Sambungan Kelam ke Kelam Kantong Kanan 1 Celana
Bermuda dari Hasil Uji Kecukupan Data ... III-61 Gambar III.41 Hasil Uji Boxplot Data Waktu Proses Obras Kelam Kantong
Kiri Celana Bermuda dari Hasil Uji Kecukupan Data ... III-61 Gambar III.42 Hasil Uji Normal Data Waktu Proses Obras Kelam Kantong
Kiri Celana Bermuda dari Hasil Uji Kecukupan Data ... III-62 Gambar III.43 Hasil Uji Boxplot Data Waktu Proses Jahit Mulut Bobok
Kantong Belakang Kanan dan Kiri 2 ke Pouring Badan
Belakang Kanan dan Kiri Celana Bermuda dari Hasil Uji
Kecukupan Data ... III-63 Gambar III.44 Hasil Uji Normal Data Waktu Proses Jahit Mulut Bobok
xix
Belakang Kanan dan Kiri Celana Bermuda dari Hasil Uji
Kecukupan Data ... III-63 Gambar III.45 Hasil Uji Boxplot Data Waktu Proses Jahit Jarum Dua Badan
Belakang Kanan ke Badan Belakang Kiri Celana Bermuda dari Hasil Uji Kecukupan Data ... III-64 Gambar III.46 Hasil Uji Normal Data Waktu Proses Jahit Jarum Dua Badan
Belakang Kanan ke Badan Belakang Kiri Celana Bermuda dari Hasil Uji Kecukupan Data ... III-64 Gambar III.47 Hasil Uji Boxplot Data Waktu Proses Pasang Kancing Celana
Bermuda dari Hasil Uji Kecukupan Data ... III-65 Gambar III.48 Hasil Uji Normal Data Waktu Proses Pasang Kancing Celana
Bermuda dari Hasil Uji Kecukupan Data ... III-65 Gambar III.49 Hasil Uji Boxplot Data Waktu Proses Pasang Label di Hentek
Celana Bermuda dari Hasil Uji Kecukupan Data ... III-66 Gambar III.50 Hasil Uji Normal Data Waktu Proses Pasang Label di Hentek
Celana Bermuda dari Hasil Uji Kecukupan Data ... III-66 Gambar III.51 Hasil Uji Boxplot Data Waktu Proses Obras Kelam Kantong
Kanan dan Kiri Celana Kanvas dari Hasil Uji Kecukupan
Data ... III-68
Gambar III.52 Hasil Uji NormalData Waktu Proses Obras Kelam Kantong
Kanan dan Kiri Celana Kanvas dari Hasil Uji Kecukupan
Data ... III-68 Gambar III.53 Hasil Uji Boxplot Data Waktu Proses Obras Golpi Celana
Kanvas dari Hasil Uji Kecukupan Data ... III-69 Gambar III.54 Hasil Uji NormalData Waktu Proses Obras Golpi Celana
Kanvas dari Hasil Uji Kecukupan Data ... III-69 Gambar III.55 Hasil Uji Boxplot Data Waktu Proses Pasang Kancing Atas
Celana Kanvas dari Hasil Uji Kecukupan Data ... III-70 Gambar III.56 Hasil Uji NormalData Waktu Proses Pasang Kancing Atas
Celana Kanvas dari Hasil Uji Kecukupan Data ... III-70 Gambar III.57 Hasil Perancangan Area Stasiun Kerja Cutting Kemeja ... III-121
Gambar III.58 Hasil Perancangan Area Stasiun Kerja Cutting Celana ... III-122
Gambar III.59 Hasil Perancangan Area Stasiun Kerja Setrika Kemeja dan
xx
Gambar III.60 Hasil Perancangan Area Stasiun Kerja Jahit Kemeja dan
Celana ... III-123 Gambar III.61 Hasil Perancangan Area Stasiun Kerja Inspeksi Kemeja ... III-124 Gambar III.62 Hasil Perancangan Area Stasiun Kerja Setim Kemeja dan
Celana ... III-124 Gambar III.63 Hasil Perancangan Initial Layout dengan Metode MCRAFT
setelah di-Massage ... III-137
Gambar III.64 Hasil Perancangan Initial Layout dengan Metode
BLOCPLAN ... III-140
Gambar III.65 Hasil Perancangan Initial Layout dengan Metode LOGIC ... III-143 Gambar III.66 Hasil Perancangan Initial Layout dengan Metode
MULTIPLE setelah di-Massage ... III-146
Gambar III.67 Hasil Perancangan Layout Kantor Alternatif Satu ... III-150
Gambar III.68 Hasil Perancangan Layout Kantor Alternatif Dua ... III-151
Gambar III.69 Tampilan Data Part Routing pada Software Flow Planner ... III-154
Gambar III.70 Tampilan Tab Product Pada Software Flow Planner ... III-155
Gambar III.71 Tampilan Tab Locations Pada Software Flow Planner ... III-156
xxi
DAFTAR LAMPIRAN
LAMPIRAN A Data Waktu Proses Produksi LAMPIRAN B Hasil Uji Keseragaman Data LAMPIRAN C Hasil Uji Normal
LAMPIRAN D Tambahan Data Waktu Proses Produksi
LAMPIRAN E Hasil Uji Keseragaman Data dengan Penambahan Data LAMPIRAN F Hasil Uji Normal dengan Penambahan Data
LAMPIRAN G Lembar Rencana Proses Kemeja Tangan Pendek LAMPIRAN H Lembar Rencana Proses Kemeja Tangan Panjang LAMPIRAN I Lembar Rencana Proses Celana Bermuda
LAMPIRAN J Lembar Rencana Proses Celana Kanvas
LAMPIRAN K Multi Product Process Chart Kemeja dan Celana LAMPIRAN L Perhitungan Kebutuhan Luas Area Lantai 1 (Satu) LAMPIRAN M From To Chart
LAMPIRAN N Pengolahan Data Initial Layout LAMPIRAN O Part Routing
LAMPIRAN P Tampilan Hasil dari Software Flow Planner LAMPIRAN Q Hasil Layout Akhir
I-1
BAB I
PENDAHULUAN
Pada bab ini dijelaskan mengenai langkah awal yang dilakukan dalam penelitian. Langkah awal yang dilakukan dalam penelitian yaitu dengan membuat latar belakang masalah, identifikasi dan rumusan masalah, batasan masalah, tujuan penelitian, manfaat penelitian, metodologi penetilitan, serta sistematika penulisan.
I.1 Latar Belakang Masalah
Persaingan industri pada saat ini semakin meningkat dikarenakan banyak perusahaan yang baru didirikan. Suatu perusahaan mampu bersaing dengan perusahaan lain apabila perusahaan tersebut memiliki beberapa kelebihan dibandingkan dengan perusahaan lain, terutama perusahaan yang bergerak di bidang industri garmen. Salah satu kelebihan yang harus dimiliki oleh perusahaan agar dapat bersaing dengan perusahaan lain yaitu tata letak pabrik yang efektif dan efisien. Tata letak pabrik yang efektif dan efisien dapat diperoleh dari perancangan tata letak fasilitas yang terencana dan mengikuti langkah/prosedur (Wignjosoebroto, 2003). Perancangan tata letak fasilitas merupakan suatu landasan utama pada sebuah pabrik dalam mengatur fasilitas-fasilitas pabrik untuk memaksimasi kelancaran proses produksi, meminimasi penggunaan luas area untuk penempatan mesin atau fasilitas penunjang proses produksi, dan meminimasi gerakan perpindahan material (Wignjosoebroto, 2003).
Berdasarkan definisi perancangan tata letak fasilitas, dapat diketahui bahwa dengan melakukan perancangan tata letak fasilitas dapat dihasilkan keunggulan-keunggulan bagi perusahaan. Keunggulan tersebut diantaranya meminimasi penggunaan luas area pabrik, memaksimasi kelancaran proses produksi, mengurangi proses pemindahan bahan, dan meminimasi jarak perpindahan bahan. Keunggulan dari perancangan tata letak fasilitas akan sangat berpengaruh untuk perusahaan-perusahaan, terutama perusahaan yang baru akan dibangun agar dapat bersaing dengan perusahaan-perusahaan yang sudah berdiri sejak lama.
BAB I PENDAHULUAN
I-2
Proses penentuan luas area secara efektif dari setiap departemen perusahaan dapat terwujud dengan melakukan perancangan tata letak fasilitas. Penentuan luas area yang efektif dapat menghemat penggunaan luas area tersedia dari perusahaan. Perusahaan yang melakukan perancangan tata letak fasilitas dapat meminimumkan penggunaan luas area seperti jarak antar mesin atau peralatan serta ruang tempat kerja dari setiap departemen.
Kelancaran proses produksi dapat terjadi pada sebuah perusahaan apabila tata letak dari setiap stasiun kerja berurutan sesuai dengan aliran proses produksi dari produk yang dihasilkan perusahaan. Tata letak yang tepat dari setiap stasiun kerja perusahaan dapat diperoleh apabila perusahaan melakukan perancangan tata letak fasilitas. Tata letak dari setiap stasiun kerja meliputi tata letak mesin atau peralatan serta fasilitas-fasilitas penunjang proses produksi di pabrik.
Kegiatan proses pemindahan barang sering dilakukan dalam proses produksi di suatu pabrik. Proses pemindahan barang yang minimal dapat memberikan dampak positif bagi perusahaan, terutama terhadap biaya yang dikeluarkan oleh perusahaan. Selain biaya, proses pemindahan barang dapat berpengaruh terhadap waktu proses produksi yang berlangsung di perusahaan. Proses pemindahan barang yang minimal dapat terjadi di suatu perusahaan apabila perusahaan melakukan perancangan tata letak fasilitas.
Jarak perpindahan barang pada proses produksi sangat berpengaruh terhadap proses pemindahan barang pada suatu perusahaan. Apabila jarak perpindahan barang dari satu stasiun kerja ke stasiun kerja yang lain semakin dekat maka akan mengurangi waktu proses pemindahan barang. Jarak perpindahan barang yang semakin dekat dapat diperoleh suatu perusahaan apabila perusahaan melakukan perancangan tata letak fasilitas.
Apabila perusahaan tidak melakukan perancangan tata letak fasilitas, maka dapat menimbulkan beberapa permasalahan bagi perusahaan. Permasalahan yang terjadi diantaranya kesalahan dalam penentuan jumlah mesin yang dibutuhkan dalam proses produksi, penempatan mesin yang tidak sesuai dengan proses produksi, dan penentuan tata letak fasilitas yang tidak sesuai dengan aliran proses produksi. Permasalahan tersebut dapat mempengaruhi ukuran dari luas area yang dibutuhkan setiap stasiun kerja, ketidaklancaran proses produksi, waktu dan jumlah proses pemindahan barang, serta jarak perpindahan
BAB I PENDAHULUAN
I-3
barang pada perusahaan. Permasalahan-permasalahan yang dapat terjadi bagi perusahaan akan membuat perusahaan kalah dalam bersaing dengan perusahaan-perusahaan yang memiliki keunggulan karena melakukan perancangan tata letak fasilitas secara terencana dan sesuai dengan langkah/prosedur. Dengan demikian, apabila perusahaan ingin mampu bersaing dengan perusahaan lain, perusahaan tersebut perlu memiliki keunggulan yang telah disebutkan sebelumnya dengan melakukan proses perancangan tata letak fasilitas yang terencana dan sesuai dengan langkah/prosedur.
PT X merupakan sebuah perusahaan baru yang akan dibangun di daerah kawasan industri di Katapang, Bandung, Jawa Barat. PT X bergerak dalam bidang industri garmen yang nantinya akan menghasilkan produk berupa kemeja dan
celana. PT X memiliki luas tanah sebesar 2000 m2 dengan lebar 18,5 m dan
panjang 108 m. PT X menginginkan rancangan tata letak fasilitas yang tepat agar dapat bersaing dengan perusahaan yang sudah berdiri sejak lama. Penelitian ini dilakukan untuk membantu PT X dalam merancang tata letak fasilitas agar mampu bersaing dengan perusahaan-perusahaan yang sudah ada dengan memiliki keunggulan-keunggulan yang telah disebutkan sebelumnya. Bentuk luas tanah yang dimiliki oleh PT X dapat dilihat pada Gambar I.1.
Gambar I.1 Bentuk Luas Tanah PT X
I.2 Identifikasi dan Rumusan Masalah
PT X merupakan perusahaan yang bergerak di bidang industri tekstil dan akan membangun sebuah perusahaan baru yang bergerak di bidang industri garmen. Berdasarkan hasil wawancara dengan pemilik perusahaan, PT X ingin memanfaatkan bahan baku berupa kain yang sudah dikenal oleh banyak perusahaan garmen dengan memproduksi sendiri kain tersebut menjadi sebuah
BAB I PENDAHULUAN
I-4
produk berupa kemeja dan celana. Keinginan dari pemilik perusahaan diwujudkan dengan rencana pembangunan perusahaan baru dari PT X yang bergerak di bidang industri garmen. Rencana pembangunan perusahaan baru tidak mempengaruhi perusahaan lama yang bergerak di bidang industri tekstil. Perusahaan lama dari PT X akan tetap memproduksi kain berkualitas yang ditujukan untuk berbagai perusahaan garmen baik untuk perusahaan garmen yang dimiliki oleh PT X maupun perusahaan garmen secara umum.
PT X telah membeli lahan dengan luas 2000 m2 yang memiliki lebar 18,5
m dan panjang 108 m. Lahan yang telah dibeli oleh PT X tidak dapat diperluas karena di sekeliling lahan yang telah dibeli oleh PT X terdapat pabrik dari perusahaan lain. Lahan yang telah dimiliki oleh PT X akan dimanfaatkan untuk membangun perusahaan garmen. Pada lahan yang tersedia akan dibangun lahan hijau. Hal tersebut dilakukan untuk mematuhi Peraturan Menteri Pekerjaan Umum Nomor : 05/PRT/M/2008 yang menyebutkan bahwa setiap pemilik bangunan wajib menyediakan lahan hijau. Pemilik PT X menginginkan adanya area kantor, area proses produksi, gudang bahan baku, gudang barang jadi, dan fasilitas-fasilitas pendukung atau fasilitas kerja.
Pada bagian kantor, pemilik PT X menginginkan adanya enam departemen yang terdiri dari Departemen Pemasaran, Departemen Perencanaan Produksi dan Produksi, Departemen Akuntansi dan Keuangan, Departemen Pembelian, Departemen Distribusi dan Penyimpanan, serta Departemen Sumber Daya Manusia. Keinginan dari pemilik PT X diketahui dari hasil wawancara yang dilakukan dengan pemilik PT X. Setiap departemen tersebut memiliki fungsi, tugas, dan tanggung jawab yang berbeda namun setiap departemen akan saling bekerja sama dalam menjalankan tugasnya agar dapat mencapai tujuan dari perusahaan. Jumlah orang untuk setiap departemen berbeda-beda disesuaikan dengan tugas yang dilakukan oleh departemen tersebut.
Proses produksi yang akan berlangsung di PT X terdiri dari proses pemotongan kain, penjahitan, pelubangan kancing, bartek, pemasangan kancing,
dan proses finishing. Proses produksi dilakukan untuk menghasilkan produk
berupa kemeja dan celana. Kemeja dan celana yang akan dihasilkan oleh PT X terdiri dari beberapa model. Model dari produk ditentukan oleh pemilik perusahaan serta permintaan dari department store yang memesan produk. Model dari setiap kemeja dan celana yang akan diproduksi oleh PT X tidak terdapat perbedaan yang
BAB I PENDAHULUAN
I-5
signifikan. Dengan demikian, proses produksi dari setiap model kemeja dan celana menggunakan alur produksi yang sama. PT X tidak memproduksi kemeja dan celana untuk wanita karena kemeja dan celana yang akan diproduksi oleh PT X khusus untuk pria. Salah satu contoh kemeja yang akan diproduksi pada PT X dapat dilihat pada Gambar I.2.
Gambar I.2 Contoh Kemeja dari PT X
Desain kemeja pada Gambar I.2 ditentukan oleh perusahaan yang memesan kemeja. Kemeja pada Gambar I.2 merupakan kemeja yang diproduksi oleh PT X untuk pria dewasa. Sedangkan salah satu contoh dari celana yang akan diproduksi pada PT X dapat dilihat pada Gambar I.3.
Gambar I.3 Contoh Celana dari PT X
Desain dari celana pria pada Gambar I.3 berdasarkan permintaan dari perusahaan yang memesan celana. Proses produksi dari kemeja dan celana hampir serupa, hanya terdapat sedikit perbedaan pada proses penjahitan. Aliran proses produksi dari kemeja dapat dilihat pada Gambar I.4.
BAB I PENDAHULUAN
I-6
Pembuatan Pola Pemotongan Kain Proses Sablon Proses Bordir
Proses Setrika Kerah dan Kantong dengan
Kain Keras
Proses Penggambaran Pola Jahit pada Kerah dan
Kantong
Proses Penjahitan Kantong Bagian Luar Proses Pembalikan Kantong Proses Penjahitan Kantong Bagian Dalam Proses Penjahitan
Kerah Bagian Luar + Penggabungan dengan Kaki Kerah Proses Pembalikan
Kerah Proses Penjahitan
Kerah Bagian Dalam
Proses Obras Bagian Lengan dengan Badan Bagian Depan
dan Belakang
Proses Lilit Bagian Badan Depan dengan Badan Belakang
Proses Penjahitan Kerah pada Badan
Proses Penjahitan Kantong pada Badan
Proses Kamsay
Badan Bagian Depan Proses Bartek
Proses Pemasangan Kancing Proses Pelubangan
Kancing Proses Washing
Proses Pasang Merk Proses Setrika
Kemeja Proses Pemasangan Label Proses Pelipatan Kemeja Proses Pengepakan Kemeja Proses Pemeriksaan Kemeja
Gambar I.4 Aliran Proses Produksi Kemeja
Proses pembuatan pola dan pemotongan kain dilakukan pada stasiun kerja yang sama yaitu stasiun kerja cutting. Proses sablon dan bordir tidak selalu
dilakukan pada setiap kemeja bergantung dari desain setiap kemeja. Proses
setrika kerah dan kantong dengan kain keras sampai proses kamsay badan bagian depan merupakan proses jahit. Proses setrika kemeja hingga proses pengepakan
kemeja merupakan proses yang dilakukan pada stasiun kerja finishing. Aliran
proses produksi dari celana dapat dilihat pada Gambar I.5.
Pembuatan Pola Pemotongan Kain Proses Sablon Proses Bordir
Proses Penggambaran Pola
Jahit pada Kantong
Proses Penjahitan Kantong Bagian
Dalam
Proses Pemasangan Tali pada Pinggang Proses Kamsay pada
Pinggang Proses Penjahitan
Kantong pada Celana Proses Obras Bagian
Depan dengan Belakang Proses Penjahitan
Kantong Bagian Luar Proses Pembalikan
Kantong
Proses Bartek Proses Washing Proses Pemasangan Merk Proses Pemasangan Kancing Proses Setrika Celana
Proses Pemasangan Label Proses Pelipatan Celana Proses Pengepakan Celana Proses Pemeriksaan Celana
BAB I PENDAHULUAN
I-7
Proses pembuatan pola dan pemotongan kain sama dengan pada aliran proses kemeja yang dilakukan pada stasiun kerja yang sama yaitu stasiun kerja cutting. Proses sablon dan bordir tidak selalu dilakukan pada aliran proses produksi celana bergantung dari desain celana. Proses penggambaran pola jahit pada kantong sampai pemasangan tali pada pinggang berlangsung pada stasiun kerja jahit. Terdapat sedikit perbedaan proses jahit kemeja dan celana yaitu pada saat menjahit kantong. Salah satu perbedaan proses jahit kemeja dan celana yaitu pada aliran proses produksi kemeja terdapat proses setrika kantong sedangkan pada aliran proses produksi celana tidak terdapat proses setrika kantong. Proses pemasangan kancing sama seperti proses sablon dan bordir tidak selalu ada pada aliran proses produksi celana bergantung dari desain setiap celana. Proses setrika
celana hingga proses pengepakan celana merupakan proses finishing. Setiap
bulan PT X harus bisa menghasilkan kemeja sebesar 5.000 unit dan celana sebesar 5.000 unit yang merupakan target dari pemilik perusahaan.
Proses produksi yang terjadi di PT X tidak menggunakan fixed layout
maupun process layout. Hal tersebut disebabkan produk yang dihasilkan oleh PT X hanya terdiri dari dua jenis produk yaitu kemeja dan celana. Selain itu proses produksi pembuatan kemeja dan celana dilakukan secara berurutan dan proses produksi dari kedua produk yang dihasilkan PT X berbeda. Berdasarkan kriteria proses produksi PT X dapat diketahui bahwa proses produksi di PT X cocok menggunakan product layout.
PT X memproduksi produk kemeja dan celana dalam jumlah yang besar. Perusahaan memiliki target produksi sebesar 5.000 unit kemeja dan 5.000 unit celana per bulan. Target tersebut ditentukan berdasarkan pertimbangan keuntungan yang akan diperoleh dengan biaya yang dikeluarkan oleh perusahaan untuk menghasilkan produk. Target produksi dapat tercapai dengan melakukan perancangan tata letak fasilitas yang terencana dan sesuai dengan prosedur. Perancangan fasilitas dibuat berdasarkan target produksi yang ditetapkan oleh perusahaan. Hasil dari perancangan dapat memfasilitasi kebutuhan mesin dan area produksi yang dibutuhkan untuk menghasilkan produk sesuai dengan target produksi.
Pemilik PT X menginginkan adanya gudang bahan baku dan gudang barang jadi pada pabrik. Bahan baku yang akan digunakan dalam proses produksi antara lain kain, benang, kancing, label, merk, dan karet. Bahan baku akan
BAB I PENDAHULUAN
I-8
disimpan pada gudang bahan baku, namun gudang tersebut tidak hanya menyimpan material yang digunakan untuk proses produksi, tetapi juga
menyimpan berbagai material yang digunakan dalam proses finishing seperti
plastik dan kardus. Gudang barang jadi digunakan sebagai tempat penyimpanan barang jadi yang telah dipak dalam kardus. Barang jadi yang akan disimpan pada gudang barang jadi PT X terdiri dari produk berupa kemeja dan celana.
Pemilik PT X menginginkan adanya fasilitas pendukung atau fasilitas kerja di dalam perusahaan. Fasilitas pendukung atau fasilitas kerja merupakan salah satu faktor pendukung perusahaan dalam mencapai tujuan perusahaan dan membantu kelancaran pekerjaan yang dilakukan oleh tenaga kerja di perusahaan (Vonny, 2016). Berdasarkan pengertian dari fasilitas pendukung, perusahaan perlu menyediakan fasilitas pendukung bagi tenaga kerja agar pekerjaan yang dilakukan tenaga kerja dapat dilaksanakan sesuai dengan yang diharapkan oleh perusahaan. Fasilitas pendukung yang akan dirancang pada PT X meliputi ruang keamanan, ruang ibadah atau mushola, WC, ruang arsip, serta ruang makan.
PT X dapat memperoleh beberapa keunggulan dengan melakukan perancangan tata letak fasilitas yang terencana dan sesuai prosedur. Keunggulan yang diperoleh seperti memaksimasi pemanfaatan ruang yang tersedia dengan mencakup seluruh fasilitas yang dibutuhkan guna mendukung tujuan perusahaan, kelancaran proses produksi, waktu dan jumlah proses pemindahan barang minimal, serta jarak perpindahan barang yang minimal. Keunggulan-keunggulan tersebut dapat membuat PT X mampu dalam bersaing dengan perusahaan lain. Perancangan tata letak fasilitas dilakukan dengan menggunakan beberapa
metode yaitu MCRAFT, BLOCPLAN, LOGIC, dan MULTIPLE. Metode tersebut
digunakan untuk melakukan perancangan antar departemen pada perusahaan. Metode yang digunakan untuk merancang tata letak fasilitas pada PT X
merupakan metode yang termasuk kedalam computer aided layout. Computer
aided layout memiliki beberapa kriteria seperti tipe input data, objective function, bentuk departemen, dan primary function (Tompkins, White, Bozer, dan Tanchoco, 2003). Keempat metode yang dipilih dalam perancangan memiliki kesamaan tipe input data , objective function, dan primary function. Tipe input data dari keempat metode tersebut yaitu termasuk kedalam data kuantitatif, objective function yang
dimiliki keempat metode tersebut yaitu meminimasi jumlah aliran, dan primary
BAB I PENDAHULUAN
I-9
Empat metode yang dipilih dalam perancangan tata letak fasilitas pada
PT X dapat digunakan untuk merancang layout yang termasuk product layout.
Perancangan dengan keempat metode tersebut mengikuti sebuah alur dalam
penempatan setiap departemen (Tompkins et al., 2003). Pada product layout
terdapat alur produksi dari setiap proses pembuatan produk. Dengan demikian, alur produksi tersebut dapat digunakan pada perancangan untuk setiap metode.
Hasil perancangan dari keempat metode akan dipilih satu rancangan yang terbaik. Pemilihan rancangan tersebut ditentukan berdasarkan hasil evaluasi dari setiap rancangan. Evaluasi dilakukan dengan melihat beberapa indikator seperti luas daerah yang digunakan dari setiap rancangan, kelancaran proses produksi, jarak perpindahan antar departemen, dan jumlah pemindahan barang. Hasil rancangan yang dipilih merupakan rancangan yang memenuhi setiap indikator. Berdasarkan permasalahan-permasalahan yang dihadapi pemilik perusahaan dapat disimpulkan rumusan masalah dari penelitian yang dilakukan menjadi tiga buah pertanyaan. Berikut ini rumusan masalah berdasarkan permasalahan yang dihadapi oleh pemilik perusahaan.
1. Bagaimana rancangan initial layout PT X dengan menggunakan algoritma
Computer Aided Layout?
2. Bagaimana evaluasi rancangan initial layout PT X?
3. Bagaimana hasil layout akhir PT X berdasarkan rancangan initial layout
terpilih?
I.3 Pembatasan Masalah dan Asumsi Penelitian
Pada penelitian mengenai rancangan tata letak fasilitas PT X terdapat dua batasan masalah. Batasan masalah merupakan suatu hal yang tidak dilakukan pada penelitian. Batasan masalah dari penelitian mengenai rancangan tata letak fasilitas pada PT X yaitu
1. Pada penelitian tidak dilakukan perancangan tata letak pada gudang
bahan baku dan barang jadi.
2. Pada penelitian tidak dilakukan perhitungan waktu setup.
Selain batasan masalah, pada penelitian ini digunakan satu asumsi. Asumsi yang digunakan yaitu produk yang dihasilkan sesuai dengan spesifikasi yang diinginkan. Asumsi tersebut akan digunakan dalam proses perhitungan.
BAB I PENDAHULUAN
I-10
I.4 Tujuan Penelitian
Tujuan diperoleh dari masalah yang sedang dihadapi oleh pemilik PT X pada rancangan tata letak fasilitas yang baru akan dibuat. Tujuan dibuat untuk mengatasi masalah yang sedang dihadapi oleh pemilik PT X. Berikut ini merupakan tujuan dari penelitan yang dilakukan.
1. Merancang initial layout PT X dengan menggunakan algoritma Computer
Aided Layout.
2. Mengevaluasi rancangan initial layout PT X.
3. Merancang hasil layout akhir PT X.
I.5 Manfaat Penelitian
Berdasarkan tujuan dari penelitan yang dilakukan pada PT X dapat memberikan beberapa manfaat nyata. Manfaat merupakan hasil yang diperoleh memberikan dampak positif atau keuntungan bagi perusahaan, penulis, pembaca, serta penelitian berikutnya. Berikut ini merupakan manfaat yang diperoleh dari penelitian mengenai rancangan tata letak fasilitas pada PT X.
1. Hasil penelitian diharapkan dapat membantu pemilik PT X dalam
merancang tata letak fasilitas.
2. Hasil penelitian diharapkan dapat memberikan pengetahuan mengenai
rancangan tata letak fasilitas di suatu perusahaan.
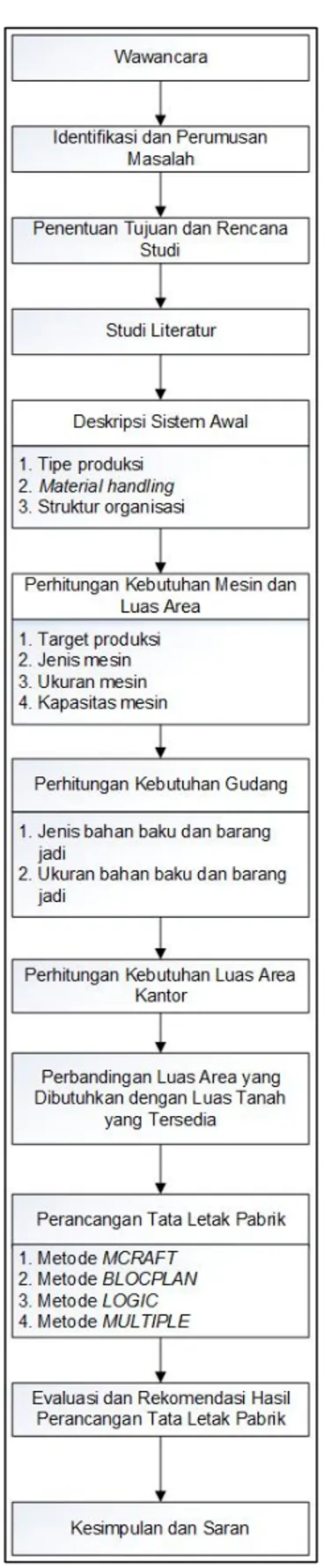
I.6 Metodologi Penelitian
Penelitan yang dilakukan berdasarkan metodologi penelitian. Metodologi penelitian berisi langkah-langkah atau urutan penelitian yang dilakukan pada PT X. Langkah-langkah penelitian dimulai dengan wawancara dengan pemilik PT X yang baru akan dibangun sampai akhir yaitu mendapatkan kesimpulan dan saran dari penelitian. Wawancara dengan pemilik perusahaan merupakan hal pertama yang dilakukan untuk mengetahui apa saja yang dibutuhkan dari pemilik perusahaan terhadap rancangan tata letak fasilitas yang akan dibuat. Setelah itu dilanjutkan dengan langkah-langkah berikutnya yaitu seperti identifikasi dan perumusan masalah, penentuan tujuan dan rencana studi, studi literatur, pengumpulan data, pengolahan data, pembuatan rancangan tata letak fasilitas, analisis hasil rancangan tata letak fasilitas, dan kesimpulan serta saran. Langkah-langkah tersebut ditampilkan pada Gambar I.6.
BAB I PENDAHULUAN
I-11
Gambar I.6 Metodologi Penelitian Perancangan Tata Letak Fasilitas PT X dengan Menggunakan Algoritma Computer Aided Layout
BAB I PENDAHULUAN
I-12
1. Wawancara
Wawancara dilakukan dengan pemilik perusahaan. Wawancara dilakukan untuk mengetahui apa saja yang diinginkan oleh pemilik perusahaan terhadap rancangan tata letak fasilitas di perusahaannya. Wawancara dilakukan dengan menanyakan luas tanah yang sudah dibeli oleh pemilik perusahaan, berapa target produksi yang ingin dicapai oleh pemilik perusahaan, dan kriteria-kriteria yang diinginkan oleh pemilik perusahaan dari hasil rancangan tata letak fasilitas perusahaan yaitu rancangan gudang bahan baku, lantai produksi, dan gudang barang jadi. Kriteria-kriteria ditanyakan kepada pemilik perusahaan agar perancangan yang dilakukan memberikan hasil yang memuaskan untuk pemilik perusahaan sesuai dengan kriteria yang diinginkan oleh pemilik perusahaan dan dapat memberikan keuntungan yang maksiman bagi perusahaan.
2. Identifikasi dan Perumusan Masalah
Identifikasi dan perumusan masalah merupakan proses pencarian permasalahan dari pemilik perusahaan terhadap rancangan tata letak fasilitas. Identifikasi dan perumusan yang dipilih merupakan permasalahan utama yang dihadapi oleh pemilik perusahaan saat hendak memulai usahanya.
3. Penentuan Tujuan dan Rencana Studi
Berdasarkan rumusan masalah yang telah dibuat dilakukan penentuan tujuan dan rencana studi. Penentuan tujuan dilakukan untuk menentukan tujuan yang akan dilakukan berdasarkan permasalahan yang sedang dihadapi oleh pemilik perusahaan. Selain menentukan tujuan dilakukan pula rencana studi yaitu melakukan perencanaan studi literatur yang akan digunakan dalam proses penelitian rancangan tata letak fasilitas.
4. Studi Literatur
Setelah merencanakan studi literatur yang hendak digunakan dalam proses penelitian dipilih studi literatur yang sesuai dengan penelitian yang sedang dilakukan. Studi literatur merupakan panduan yang digunakan dalam menyelesaikan permasalahan yang sedang dihadapi oleh pemilik perusahaan dalam memulai usahanya di bidang industri garmen. Studi literatur dapat diambil dari beberapa sumber seperti internet, jurnal, buku, dan sumber lainnya.
5. Deskripsi Sistem Awal
Deskripsi sistem awal merupakan tahap yang dilakukan untuk menentukan tipe dari produksi. Tipe produksi dapat dilihat berdasarkan urutan
BAB I PENDAHULUAN
I-13
proses produksi dan jenis produk yang diproduksi. Setelah menentukan tipe
produksi dilanjutkan dengan menentukan material handling. Material handling
merupakan alat yang digunakan untuk memindahkan bahan baku dan barang jadi dari satu stasiun ke stasiun lain. Pada deskripsi sistem awal dilakukan pula pembuatan struktur organisasi yang berisi departemen yang terlibat dalam perusahaan beserta jumlah pekerja dari setiap departemen.
6. Perhitungan Kebutuhan Mesin dan Luas Area
Pada tahap ini akan dilakukan perhitungan kebutuhan mesin dan luas area pada perusahaan. Kebutuhan mesin dapat ditentukan berdasarkan target produksi yang sudah ditentukan oleh pemilik perusahaan. Selain itu, jenis mesin yang digunakan pada proses produksi berpengaruh terhadap perhitungan kebutuhan mesin dan luas area proses produksi. Begitu pula ukuran mesin dan kapasitas mesin dari setiap jenis mesin yang digunakan mempengaruhi perhitungan kebutuhan mesin dan luas area proses produksi. Jenis mesin, ukuran mesin, dan kapasitas mesin dapat diketahui dari pengamatan terhadap perusahaan garmen sejenis.
7. Perhitungan Kebutuhan Gudang
Kebutuhan gudang dari perusahaan dapat diketahui berdasarkan jenis bahan baku dan barang jadi yang akan digunakan pada perusahaan. Pada tahap ini akan dilakukan perhitungan kebutuhan gudang baik gudang bahan baku maupun gudang barang jadi berdasarkan jenis bahan baku dan barang jadi serta ukuran dari setiap bahan baku dan barang jadi tersebut. Perhitungan gudang dilakukan untuk menentukan luas area gudang yang dibutuhkan oleh perusahaan.
8. Perhitungan Kebutuhan Luas Area Kantor
Kantor merupakan salah satu area yang dibutuhkan pada perusahaan sebagai tempat melakukan aktivitas diluar proses produksi. Perhitungan kebutuhan luas area kantor dapat dilakukan berdasarkan struktur organisasi perusahaan yang sebelumnya sudah dibuat. Sebelum melakukan perhitungan luas area kantor perlu dilakukan perancangan kantor terlebih dahulu
menggunakan metode CORELAP. Berdasarkan hasil perancangan kantor yang
telah dibuat dapat dilakukan perhitungan kebutuhan untuk luas area kantor pada perusahaan.
BAB I PENDAHULUAN
I-14
9. Perbandingan Luas Area yang Dibutuhkan dengan Luas Tanah yang
Tersedia
Pada tahap ini dilakukan proses perbandingan antara luas area yang dibutuhkan dengan luas tanah yang tersedia. Luas area yang dibutuhkan diperoleh dari hasil perhitungan kebutuhan luas dari setiap area yaitu terdiri dari area proses produksi, gudang, dan kantor. Sedangkan luas tanah yang tersedia merupakan luas tanah yang telah dibeli oleh pemilik perusahaan. Perbandingan luas area yang dibutuhkan dengan luas tanah yang tersedia akan menentukan bentuk dari perancangan tata letak pabrik.
10. Perancangan Tata Letak Pabrik
Setelah diketahui bentuk dari perancangan tata letak pabrik dapat dilakukan langkah berikutnya yaitu merancang tata letak pabrik menggunakan
metode MCRAFT, BLOCPLAN, LOGIC dan metode MULTIPLE untuk dapat
mengetahui rancangan yang tepat bagi perusahaan. Pada perancangan tata letak pabrik disertakan penambahan gang sebagai jalur mobilisasi dari setiap pekerja dan material handling. Perancangan tata letak pabrik juga sudah menambahkan berbagai fasilitas pendukung yang dibutuhkan pada perusahaan.
11. Evaluasi dan Rekomendasi Hasil Perancangan Tata Letak Pabrik
Pada tahap evaluasi dan rekomendasi hasil perancangan tata letak pabrik dilakukan perbandingan antara dua hasil rancangan yang telah dihasilkan. Hasil kedua rancangan dievaluasi untuk dapat diketahui rancangan yang tepat untuk perusahaan. Setelah diketahui rancangan yang tepat untuk perusahaan berdasarkan hasil evaluasi yang telah dilakukan dapat diberikan rekomendasi hasil rancangan untuk perusahaan.
12. Kesimpulan dan Saran
Setelah membuat analisis dilanjutkan dengan membuat kesimpulan dan saran. Kesimpulan dan saran diperoleh dari hasil penelitian yang telah dilakukan. Kesimpulan diperoleh dari tujuan awal yang telah ditentukan pada penelitan. Saran diberikan untuk perusahaan serta untuk penelitian berikutnya.
I.7 Sistematika Penulisan
Pada subbab ini dijelaskan dari sistematika penulisan setiap bab dalam laporan. Berikut merupakan sistematika penulisan laporan skripsi dengan judul
BAB I PENDAHULUAN
I-15
“Perancangan Tata Letak Fasilitas PT X Menggunakan Algoritma Computer Aided Layout”.
BAB I PENDAHULUAN
Pada bab ini dijelaskan mengenai latar belakang permasalahan, identifikasi dan perumusan masalah, pembatasan masalah dan asumsi, tujuan, manfaat, metodologi, dan sistematika penulisan laporan skripsi dari hasil penelitian yang dilakukan. Latar belakang permasalahan menjelaskan mengenai masalah secara umum yang terdapat pada PT X. Identifikasi dan perumusan masalah merupakan ringkasan dari masalah yang terdapat pada PT X berdasarkan identifikasi yang telah dilakukan dengan mengunjungi dan melihat secara langsung proses yang terjadi pada perusahaan sejenis yaitu CV X dan berdasarkan hasil wawancara dengan pemilik PT X dan CV X. Pembatasan masalah berisi batasan-batasan dan asumsi terhadap masalah yang diteliti berdasarkan hasil penelitian. Tujuan dan manfaat diperoleh berdasarkan tujuan dari penelitian dan manfaat yang didapatkan dari penelitian yang telah dilakukan. BAB II TINJAUAN PUSTAKA
Pada bab ini dibahas mengenai teori dasar mengenai teknik-teknik pengukuran waktu dengan metode jam henti yang disertai dengan langkah-langkah persiapannya, cara perhitungan untuk mendapatkan waktu siklus, waktu normal hingga mendapat waktu baku. Selain itu dijelaskan mengenai
langkah-langkah dalam melakukan perancangan tata letak fasilitas, tipe layout, metode
yang digunakan, dan hal lain mengenai perancangan tata letak fasilitas yang akan digunakan dalam penelitian.
BAB III PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini ditampilkan hasil data yang didapatkan dari CV X berupa proses produksi dan data waktu proses produksi yang telah diamati. Kemudian data diolah berdasarkan perhitungan yang dilakukan. Data diperoleh dengan melakukan pengamatan pada setiap stasiun kerja dari produk kemeja dan celana yang terdapat pada CV X. Pengolahan data dilakukan terhadap data yang telah diperoleh dengan melakukan uji outlier, uji kecukupan data, uji kenormalan data, menghitung waktu siklus, waktu normal, dan waktu baku. Hasil dari waktu baku
BAB I PENDAHULUAN
I-16
digunakan dalam perhitungan kebutuhan jumlah mesin teoritis menggunakan Lembar Rencana Proses. Hasil jumlah mesin teoritis direkap dalam Multi Product Process Chart dan dihitungan jumlah mesin aktual. Kemudian dilakukan perancangan dengan setiap metode yang digunakan, dilakukan evaluasi dari setiap rancangan yang dihasilkan. Hasil rancangan terpilih, dirancang menjadi layout akhir PT X.
BAB IV ANALISIS
Pada bab dijelaskan mengenai analisis dari hasil pengolahan data yang telah dilakukan berdasarkan data yang telah diambil. Analisis terdiri dari analisis pengambilan data waktu proses produksi, analisis proses pengujian data, analisis penggunaan nilai penyesuaian pada perhitungan waktu normal, analisis tipe layout produksi yang digunakan, analisis tipe proses produksi yang digunakan, analisis
nilai allowance, analisis penentuan fasilitas pendukung awal pada area kantor,
analisis perancangan initial layout dengan metode MCRAFT, analisis perancangan initial layout dengan metode BLOCPLAn, analisis perancangan initial layout
dengan metode LOGIC, analisis perancangan initial layout dengan metode
MULTIPLE, analisis penentuan jumlah material handling, analisis evaluasi dan
rekomendasi hasil perancangan tata letak PT X, dan analisis hasil layout akhir.
Setiap subbab yang terdapat pada Bab IV berisi tentang analisis permasalahan-permaslahan yang ditemukan dalam proses pengolahan data.
BAB VI KESIMPULAN DAN SARAN
Pada bab ini berisikan kesimpuan dan saran yang dibuat oleh peneliti dalam penelitian yang dilakukan. Terdapat tiga kesimpulan yang disimpulkan dari tujuan penelitian. Selain itu terdapat dua saran yang diberikan untuk PT X dan untuk penelitian selanjutnya.