DATA
4.1 Pengumpulan Data & Analisis Pemilihan Pemasok
4.1.1 Hierarki Keputusan Pemilihan Pemasok
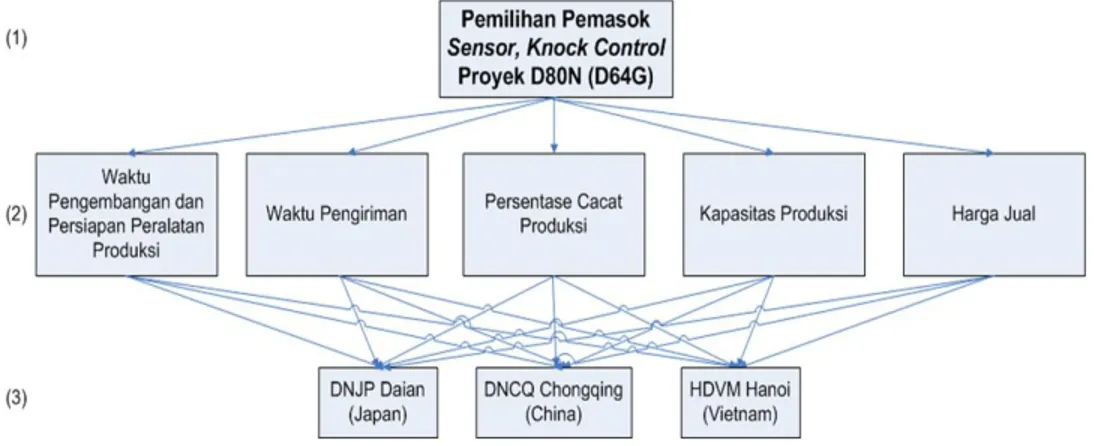
Pada proyek D80N (D64G), PT. XXXX menetapkan sejumlah kriteria yang digunakan perusahaan dalam menentukan pemasok sensor, knock control, yaitu kriteria waktu pengembangan dan persiapan peralatan produksi, kriteria waktu pengiriman, kriteria persentase cacat produksi, kriteria kapasitas produksi dan kriteria harga jual. Sedangkan alternatif pemasok yang dimiliki PT. XXXX untuk sensor, knock control proyek D80N (D64G) ada 3 pemasok, yaitu DNJP Daian Japan yang merupakan pemasok saat ini untuk sensor, knock control di PT. XXXX pada model-model mesin kendaraan produksi PT. ABC sebelumnya, DNCQ Chongqing China yang merupakan pemasok saat ini di PT. XXXX untuk beberapa komponen yang digunakan pada kendaraan roda dua, dan HDVM Hanoi Vietnam yang saat ini juga merupakan pemasok di PT. XXXX. Penetapan alternatif pemasok ini adalah
alternatif yang diusulkan oleh DENSO Corporation Japan sebagai induk perusahaan dari PT. XXXX.
Sesuai dengan langkah awal dalam melakukan analisis AHP, pada tahap ini, informasi mengenai kriteria-kriteria pemilihan dan alternatif pemasok sensor, knock control proyek D80N (D64G) digambarkan melalui hierarki keputusan pemilihan pemasok dibawah ini :
Gambar 4.1 Struktur Hierarki Keputusan Pemilihan Pemasok Sensor, Knock Control Keterangan :
a. Tingkat – 1 : Tujuan Hierarki Keputusan b. Tingkat – 2 : Kriteria Yang Ditetapkan
c. Tingkat – 3 : Alternatif Pemasok Yang Diberikan
Untuk lebih memahami kriteria-kriteria pemilihan dan alternatif pemasok yang digambarkan diatas, selanjutnya akan dijelaskan secara lebih terperinci
deskripsi tentang kriteria pemilihan serta informasi mengenai alternatif pemasok yang dimiliki PT. XXXX.
A. Kriteria Pemilihan Pemasok
Waktu Pengembangan dan Persiapan Peralatan Produksi
Waktu pengembangan yang dimaksud merupakan waktu pengembangan komponen dimulai sejak RDDP (Request Design & Development Part) dokumen yang dikeluarkan secara resmi oleh PT. ABC diterima oleh PT. XXXX hingga komponen tersebut siap dikirimkan ke PT. ABC dengan kondisi Off Tool & Off Process yaitu kondisi dimana komponen dibuat dengan aktual peralatan dan aktual proses seperti pada saat produksi massal (mass production). Waktu pengembangan ini pada dasarnya meliputi waktu pengembangan desain dan spesifikasi komponen, waktu persiapan peralatan, waktu uji coba produksi dan pengecekan kualitas, hingga waktu pelatihan operator. Sedangkan waktu persiapan peralatan produksi secara spesifik dapat diartikan sebagai waktu persiapan peralatan produksi yang khusus dibuat untuk proses pembuatan komponen, dimana umumnya meliputi moulding die dan jig. Dalam pengambilan data kriteria waktu pengembangan dan persiapan peralatan produksi digunakan format standard yang ditetapkan perusahaan yaitu Format
No.1 PPP (Part Preparation Plan) dan Format No.2 TPR (Tooling Progress Report) yang dapat dilihat pada lampiran pengambilan data.
Waktu Pengiriman
Waktu pengiriman yang dijadikan kriteria pemilihan pemasok adalah waktu yang dibutuhkan untuk melakukan pengiriman komponen dari pemasok hingga sampai di gudang penyimpanan PT. XXXX. Waktu pengiriman komponen yang digunakan sebagai dasar analisis pemilihan pemasok adalah waktu pengiriman komponen pada kondisi normal yaitu pengiriman dengan transportasi laut (by sea delivery) dan pada kondisi abnormal/darurat yaitu pengiriman dengan transportasi udara (by air delivery). Data mengenai waktu pengiriman komponen diambil dari informasi yang disampaikan oleh production control department PT. XXXX dengan menggunakan format standard yang ditetapkan perusahaan yaitu Format No.19 Lead Time Estimation Sheet dan dapat dilihat pada lampiran pengambilan data.
Persentase Cacat Produksi
Persentase cacat produksi menjadi hal yang penting dalam pemilihan pemasok, karena dengan kondisi estimasi produksi proyek D80N (D64G) yang cukup tinggi, kondisi produksi pemasok diharapkan
mampu memenuhi permintaan PT. XXXX dengan kondisi keterlambatan pengiriman yang seminimal mungkin. Untuk mencapai kondisi tersebut, salah satu langkah yang perlu dicermati adalah persentase cacat produksi, karena dengan persentase cacat produksi yang relatif rendah pemenuhan permintaan PT. XXXX akan dapat dipenuhi tepat pada waktunya, sedangkan dengan persentase cacat produksi yang tinggi pemenuhan permintaan PT. XXXX cenderung akan mengalami hambatan atau bahkan kemungkinan penundaan akibat dari adanya penambahan waktu untuk proses perbaikan cacat produksi yang terjadi. Dalam pemilihan pemasok ini persentase cacat produksi diambil dari data uji coba produksi pada tingkat permintaan yang tinggi mengikuti kondisi produksi massal, dengan harapan kondisi pengambilan data dapat menggambarkan aktual kondisi pada saat produksi massal. Dalam pengambilan data persentase cacat produksi digunakan format standard yang ditetapkan perusahaan yaitu Format No.9 Mass Pro Trial HVPT (High Volume Production Trial) yang dapat dilihat pada lampiran pengambilan data.
Salah satu faktor yang juga dipertimbangkan PT. XXXX dalam pemilihan pemasok adalah kapasitas produksi sensor, knock control yang dimiliki oleh pemasok.
Kondisi kapasitas produksi pemasok harus mampu untuk memenuhi target produksi proyek D80N (D64G) mempertimbangkan PT. XXXX hanya menggunakan satu pemasok saja sesuai kebijakan perusahaan.
Dalam pengambilan data, dipisahkan antara target produksi sensor, knock control dengan komponen yang lain yang juga diproduksi saat ini oleh masing-masing pemasok dan dipisahkan pula kapasitas yang dialokasikan untuk PT. ABC dan pelanggan selain PT. ABC. Dalam pengambilan data kapasitas produksi digunakan format standard yang ditetapkan perusahaan yaitu Format No.8 Production Capacity yang dapat dilihat pada lampiran pengambilan data.
Harga Jual
Faktor yang tidak kalah penting dan menjadi salah satu fokus dalam pemiilihan pemasok adalah mengenai harga jual komponen dari pemasok dengan PT. XXXX. Pada dasarnya penetapan harga jual pokok komponen ditentukan oleh DENSO Corporation Japan sebagai induk perusahaan PT. XXXX. Didasarkan pada kondisi PT. XXXX
yang merupakan sales company, sebagaimana dijelaskan sebelumnya alternatif pemasok untuk sensor, knock control ditentukan oleh DENSO Corporation Japan dari beberapa overseas group company PT. XXXX (yaitu perusahaan-perusahaan yang merupakan bagian dari DENSO Corporation Affiliate yang lokasinya berada di luar negeri).
Perbedaan harga antara masing-masing pemasok terletak pada import duty yang ditetapkan pemerintah serta target keuntungan masing-masing pemasok. Import duty merupakan satuan nilai yang menggambarkan besaran pajak yang ditetapkan pemerintah atas masuknya sejumlah produk ke dalam negeri dimana satuan nilai ini didasarkan atas tipe, berat, ukuran dan beberapa kriteria lain. Pada PT. XXXX import duty dinilai dalam bentuk persentase atas harga jual pokok yang telah ditetapkan oleh DENSO Corporation Japan.
Harga jual yang dinilai pada pemilihan pemasok ini merupakan harga jual yang telah ditetapkan untuk masing-masing pemasok pada awal pengembangan komponen, dan dalam pengambilan data harga jual digunakan format standard yang ditetapkan perusahaan yaitu Price Quotation Project yang dapat dilihat pada lampiran pengambilan data.
Pada hierarki keputusan pemilihan pemasok, dapat dilihat pada tingkat 2 bahwa dalam pemilihan pemasok sensor, knock control, ada 3 alternatif pemasok yang menjadi kandidat, yaitu :
DNJP (Daian, Japan)
DNJP Daian Plant terletak di 1530 Monzen, Daian-cho, Inabe, Mie Prefecture 511-0296, Japan. Merupakan salah satu dari 6 pabrik terbesar DENSO Corporation Japan yang ada di Jepang selain Anjo Plant, Kota Plant, Nishio Plant, Toyohashi Plant, dan Takatana Plant. Saat ini DNJP Daian merupakan pabrik spesialis serta pusat produksi DENSO Corporation Japan untuk seluruh jenis komponen yang termasuk kedalam Engine Control System & Power Train bagi seluruh pelanggan baik di Jepang (domestik) maupun ekspor. Sebagaimana dijelaskan sebelumnya, saat ini untuk seluruh komponen Engine Control System & Power Train, PT. XXXX menerima pasokan komponen dari DNJP Daian termasuk di dalam nya adalah sensor, knock control untuk tipe mesin kendaraan EJ, K3, dan 3SZ-VE.
Gambar 4.2 Pabrik DNJP Daian, Japan DNCQ (Chongqing, China)
DNCQ Chongqing Plant terletak di No. 55 Baihe Road, Nanping, Chongqing Economic & Technological Development Zone, Chongqing, 630060, China. Merupakan salah satu DENSO Corporation Affiliate yang menjadi basis produksi magnetic clutch di asia selain Indonesia dengan Jepang sebagai pusat pengembangan produk. Pada dasarnya untuk kondisi saat ini DNCQ belum mempunyai pengalaman dalam memproduksi sensor, knock control. Saat ini selain magnetic clutch, DNCQ juga memproduksi sensor, crank position dan sensor, inlet temperature yang juga merupakan Engine Control System & Power Train Parts dengan kapabilitas proses produksi yang baik, selain itu kondisi kapasitas produksi DNCQ saat ini menjadi faktor pertimbangan.
Gambar 4.3 Pabrik DNCQ Chongqing, China HDVM (Hanoi, Vietnam)
HDVM Hanoi Plant terletak di Plot E-1, Thang Long Industrial Park, Dong Anh Dist., Hanoi, Vietnam. Merupakan salah satu DENSO Corporation Affiliate di kawasan asia tenggara yang menjadi basis produksi Engine Control System & Power Train termasuk di dalam nya sensor, knock control. HDVM pada saat ini pun sudah menjadi pemasok bagi PT. XXXX untuk Air Flow Meter dan beberapa komponen mesin lainnya untuk kendaraan roda dua. Untuk sensor, knock control, saat ini produksi di HDVM hanya untuk pemenuhan pelanggan dalam negeri saja.
Gambar 4.4 Pabrik HDVM Hanoi, Vietnam
4.1.2 Analisis Pemilihan Pemasok Dengan Metode AHP
Pada tahap ini akan dilakukan serangkaian tahapan analisis AHP dalam melakukan pemilihan pemasok sensor, knock control proyek D80N (D64G).
1. Matriks Perbandingan Berpasangan & Pembobotan
Setelah pengambilan data selesai dilakukan, maka dimulai langkah analisis pemilihan pemasok dengan metode AHP yang dilakukan secara manual. Langkah awal dimulai dengan pembuatan matriks perbandingan berpasangan untuk selanjutnya diberikan nilai pembobotan pada hubungan antar pemasok pada masing-masing kriteria yang telah ditetapkan. Pada tahapan ini sebagaimana telah dijelaskan pada pendahuluan, matriks
perbandingan berpasangan didapat dari hasil pengolahan data kuesioner dengan narasumber project leader D80N (D64G).
Berikut merupakan nilai pembobotan pada matriks perbandingan berpasangan untuk masing-masing kriteria yang telah ditetapkan serta penjumlahan kolom pada masing-masing alternatif pada tabel.
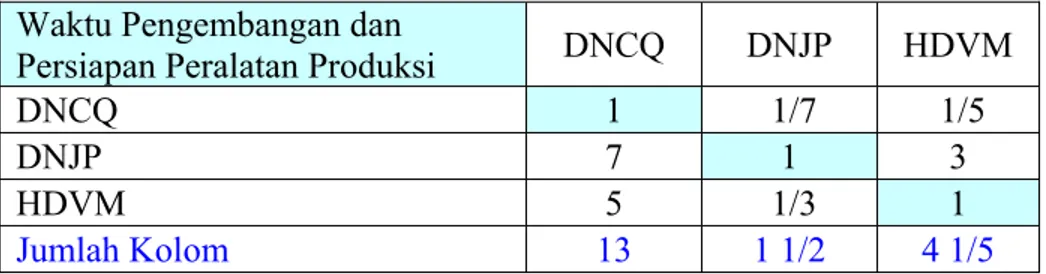
Tabel 4.1 Matriks Perbandingan Berpasangan Kriteria Waktu Pengembangan dan Persiapan Peralatan Produksi
Waktu Pengembangan dan
Persiapan Peralatan Produksi DNCQ DNJP HDVM
DNCQ 1 1/7 1/5
DNJP 7 1 3
HDVM 5 1/3 1
Jumlah Kolom 13 1 1/2 4 1/5
Sumber : Hasil Pengolahan
Tabel 4.2 Matriks Perbandingan Berpasangan Kriteria Waktu Pengiriman
Waktu Pengiriman DNCQ DNJP HDVM
DNCQ 1 1/3 1/5
DNJP 3 1 1/3
HDVM 5 3 1
Jumlah Kolom 9 4 1/3 1 ½
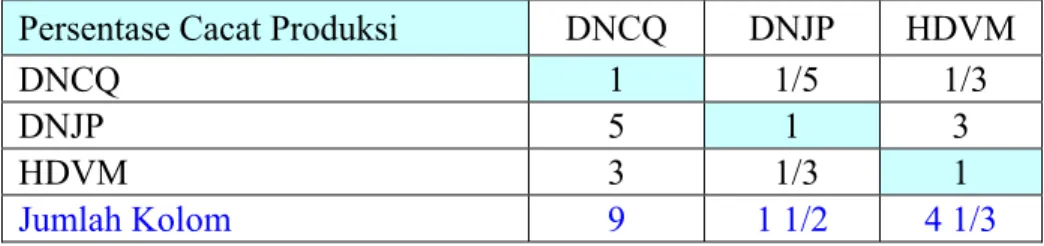
Tabel 4.3 Matriks Perbandingan Berpasangan Kriteria Persentase Cacat Produksi Persentase Cacat Produksi DNCQ DNJP HDVM
DNCQ 1 1/5 1/3
DNJP 5 1 3
HDVM 3 1/3 1
Jumlah Kolom 9 1 1/2 4 1/3
Sumber : Hasil Pengolahan
Tabel 4.4 Matriks Perbandingan Berpasangan Kriteria Kapasitas Produksi
Kapasitas Produksi DNCQ DNJP HDVM
DNCQ 1 3 1/5
DNJP 1/3 1 1/7
HDVM 5 7 1
Jumlah Kolom 6 1/3 11 1 1/3
Sumber : Hasil Pengolahan
Tabel 4.5 Matriks Perbandingan Berpasangan Kriteria Harga Jual
Harga Jual DNCQ DNJP HDVM
DNCQ 1 3 1/3
DNJP 1/3 1 1/5
HDVM 3 5 1
Jumlah Kolom 4 1/3 9 1 1/2
Sumber : Hasil Pengolahan
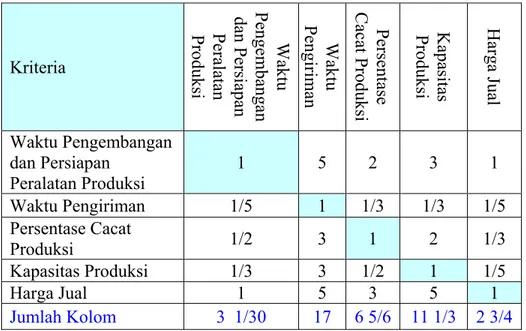
Kriteria Waktu Pengembangan dan Persiapan Perala tan
Produksi Pengiriman Waktu Persentase
Cacat Produ
ksi
Kapasitas
Produksi Harga Jual
Waktu Pengembangan dan Persiapan Peralatan Produksi 1 5 2 3 1 Waktu Pengiriman 1/5 1 1/3 1/3 1/5 Persentase Cacat Produksi 1/2 3 1 2 1/3 Kapasitas Produksi 1/3 3 1/2 1 1/5 Harga Jual 1 5 3 5 1 Jumlah Kolom 3 1/30 17 6 5/6 11 1/3 2 3/4
Sumber : Hasil Pengolahan 2. Normalisasi Matriks
Langkah selanjutnya dalam analisis AHP adalah melakukan normalisasi matriks perbandingan berpasangan, dengan cara membagi nilai bobot pada tiap-tiap cell kolom pada tabel dengan nilai jumlah kolomnya, sehingga nilai normalisasi matriks adalah sebagai berikut :
Tabel 4.7 Normalisasi Matriks Kriteria Waktu Pengembangan dan Persiapan Peralatan Produksi
Waktu Pengembangan dan
Persiapan Peralatan Produksi DNCQ DNJP HDVM
DNCQ 1/13 3/31 1/21
DNJP 7/13 21/31 5/7
HDVM 5/13 7/31 5/21
Tabel 4.8 Normalisasi Matriks Kriteria Waktu Pengiriman
Waktu Pengiriman DNCQ DNJP HDVM
DNCQ 1/9 1/13 3/23
DNJP 1/3 3/13 5/23
HDVM 5/9 9/13 15/23
Sumber : Hasil Pengolahan
Tabel 4.9 Normalisasi Matriks Kriteria Persentase Cacat Produksi Persentase Cacat Produksi DNCQ DNJP HDVM
DNCQ 1/9 3/23 1/13
DNJP 5/9 15/23 9/13
HDVM 1/3 5/23 3/13
Sumber : Hasil Pengolahan
Tabel 4.10 Normalisasi Matriks Kriteria Kapasitas Produksi
Kapasitas Produksi DNCQ DNJP HDVM
DNCQ 3/19 3/11 7/47
DNJP 1/19 1/11 5/47
HDVM 15/19 7/11 35/47
Sumber : Hasil Pengolahan
Tabel 4.11 Normalisasi Matriks Perbandingan Berpasangan Kriteria Harga Jual
Harga Jual DNCQ DNJP HDVM
DNCQ 3/13 1/3 5/23
DNJP 1/13 1/9 3/23
HDVM 9/13 5/9 15/23
Sumber : Hasil Pengolahan
Kriteria
Waktu
Pengembangan
dan Persiapan
Peralatan Produksi Waktu Pengiriman Persenta
se Cacat
Produksi Produksi Kapasitas Harga Jual
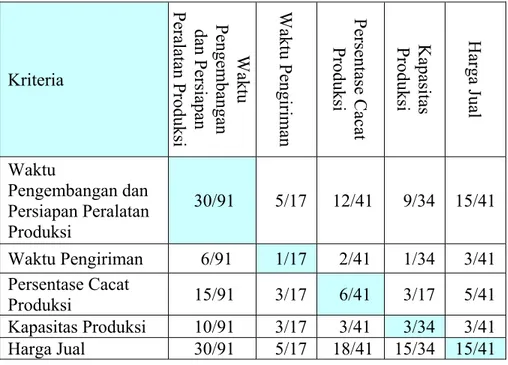
Waktu Pengembangan dan Persiapan Peralatan Produksi 30/91 5/17 12/41 9/34 15/41 Waktu Pengiriman 6/91 1/17 2/41 1/34 3/41 Persentase Cacat Produksi 15/91 3/17 6/41 3/17 5/41 Kapasitas Produksi 10/91 3/17 3/41 3/34 3/41 Harga Jual 30/91 5/17 18/41 15/34 15/41 Sumber : Hasil Pengolahan
3. Derajat Eigen Vektor (λ)
Setelah matriks perbandingan berpasangan di normalisasi, langkah selanjutnya adalah menghitung nilai eigen vektor pada tiap-tiap alternatif untuk masing-masing kriteria pemilihan dengan cara menghitung rata-rata baris pada masing-masing cell baris untuk nantinya akan direkap nilainya guna penentuan skoring alternatif sehingga memudahkan dalam penentuan alternatif terpilih. Nilai eigen vektor pada seluruh tabel matriks perbandingan berpasangan adalah sebagai berikut :
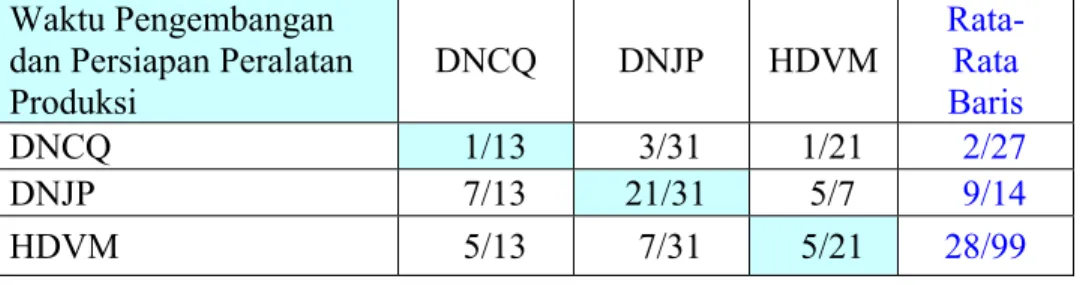
Tabel 4.13 Eigen Vektor Kriteria Waktu Pengembangan dan Persiapan Peralatan Produksi
Waktu Pengembangan dan Persiapan Peralatan
Produksi DNCQ DNJP HDVM Rata-Rata Baris DNCQ 1/13 3/31 1/21 2/27 DNJP 7/13 21/31 5/7 9/14 HDVM 5/13 7/31 5/21 28/99
Sumber : Hasil Pengolahan
Tabel 4.14 Eigen Vektor Kriteria Waktu Pengiriman
Waktu Pengiriman DNCQ DNJP HDVM Rata-Rata Baris
DNCQ 1/9 1/13 3/23 7/66
DNJP 1/3 3/13 5/23 25/96
HDVM 5/9 9/13 15/23 19/30
Sumber : Hasil Pengolahan
Tabel 4.15 Eigen Vektor Kriteria Persentase Cacat Produksi Persentase Cacat Produksi DNCQ DNJP HDVM Rata-Rata Baris DNCQ 1/9 3/23 1/13 7/66 DNJP 5/9 15/23 9/13 19/30 HDVM 1/3 5/23 3/13 25/96
Sumber : Hasil Pengolahan
Tabel 4.16 Eigen Vektor Kriteria Kapasitas Produksi Kapasitas Produksi DNCQ DNJP HDVM Rata-Rata Baris DNCQ 3/19 3/11 7/47 17/88 DNJP 1/19 1/11 5/47 1/12 HDVM 15/19 7/11 35/47 34/47
Sumber : Hasil Pengolahan
Tabel 4.17 Eigen Vektor Kriteria Harga Jual
Harga Jual DNCQ DNJP HDVM Rata-Rata Baris DNCQ 3/13 1/3 5/23 25/96 DNJP 1/13 1/9 3/23 7/66 HDVM 9/13 5/9 15/23 19/30
Sumber : Hasil Pengolahan
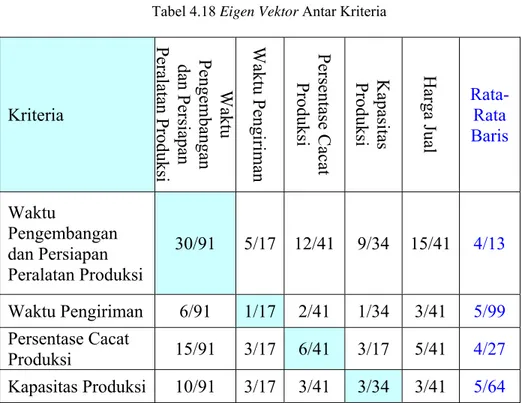
Tabel 4.18 Eigen Vektor Antar Kriteria
Kriteria
Waktu
Pengembangan
dan Persiapan
Peralatan Produksi Waktu Peng
iriman
Persentase Cacat
Produksi Produksi Kapasitas Harga Jual
Rata-Rata Baris Waktu Pengembangan dan Persiapan Peralatan Produksi 30/91 5/17 12/41 9/34 15/41 4/13 Waktu Pengiriman 6/91 1/17 2/41 1/34 3/41 5/99 Persentase Cacat Produksi 15/91 3/17 6/41 3/17 5/41 4/27 Kapasitas Produksi 10/91 3/17 3/41 3/34 3/41 5/64
Harga Jual 30/91 5/17 18/41 15/34 15/41 27/65
Sumber : Hasil Pengolahan 4. Rekap Nilai Eigen Vektor (λ)
Setelah nilai eigen vektor didapatkan, dilakukan rekap nilai eigen vektor masing-masing alternatif pemasok untuk semua kriteria pemilihan serta rekap nilai eigen vektor antar kriteria pemilihan.
Berikut adalahh rekap nilai eigen vektor untuk masing-masing alternatif pemasok terhadap tiap-tiap kriteria pemilihan yang telah ditetapkan,
Tabel 4.19 Rekap Nilai Eigen Vektor Alternatif Pemasok
Kriteria Terhadap Alternatif Pemasok Waktu Pengembangan dan Persiapan Perala tan
Produksi Pengiriman Waktu Persentase
Cacat Produ
ksi
Kapasitas
Produksi Harga Jual
DNCQ 0.0738 0.1062 0.1062 0.1932 0.2605
DNJP 0.6434 0.2605 0.6333 0.0833 0.1062
HDVM 0.2828 0.6333 0.2605 0.7235 0.6333
Dari tabel nilai diatas, selanjutnya dibuat grafik yang membantu memberikan gambaran perbandingan nilai masing-masing alternatif pemasok sebagai berikut :
a) Kriteria Waktu Pengembangan dan Persiapan Peralatan Produksi
Sumber : Hasil Pongolahan
Grafik 4.1 Peringkat Pemasok Kriteria Waktu Pengembangan dan Persiapan Peralatan Produksi
Dari hasil grafik perbandingan diatas, dapat terlihat bahwa DNJP Daian merupakan alternatif pemasok yang memiliki nilai tertinggi dibandingkan alternatif pemasok lainnya, hal ini dikarenakan DNJP Daian yang merupakan pusat pengembangan sensor, knock control sehingga waktu pengembangan serta persiapan peralatan produksi cenderung bisa diminimalkan karena faktor pengalaman dan kemampuan sumber daya manusia yang dimiliki.
0.0000 0.2000 0.4000 0.6000 0.8000 DNCQ DNJP HDVM
Waktu Pengembangan dan
Persiapan Peralatan Produksi
DNCQ DNJP HDVM
Sedangkan untuk nilai terendah didapat oleh alternatif pemasok DNCQ Chongqing, hal ini dikarenakan kondisi saat ini pemasok tersebut belum mempunyai pengalaman dalam memproduksi sensor, knock control sehingga waktu pengembangan produk akan lebih lama terutama dalam konfirmasi hasil kualitas. Untuk peralatan produksi terutama lini produksi akan menjadi pertimbangan tersendiri mengingat DNCQ Chongqing akan membutuhkan lini produksi baru dan mengakibatkan waktu persiapan bagi DNCQ Chongqing menjadi yang terpanjang jika dibandingkan dengan alternatif pemasok lainnya yang saat ini sudah mempunyai lini produksi untuk produksi sensor, knock control.
Sumber : Hasil Pengolahan
Grafik 4.2 Peringkat Pemasok Kriteria Waktu Pengiriman
Untuk kriteria waktu pengiriman, HDVM Hanoi memiliki nilai tertinggi dibandingkan alternatif pemasok lainnya dikarenakan jarak pemasok yang cenderung paling dekat dengan PT. XXXX dibandingkan dengan pemasok lainnya sehingga dalam waktu pengiriman normal melalui jalur pengiriman laut (by sea delivery) akan membutuhkan waktu yang lebih singkat dari alternatif pemasok lainnya. Selain itu kondisi negara Vietnam yang merupakan anggota negara-negara ASEAN memberikan kemudahan dalam administrasi serta proses pengiriman untuk keperluan bisnis/industri.
Sebaliknya untuk DNCQ Chongqing, selain karena kondisi negara yang lebih jauh sehingga menyebabkan waktu normal pengiriman menjadi lebih panjang, informasi yang diberikan production control
0.0000 0.2000 0.4000 0.6000 0.8000 DNCQ DNJP HDVM
Waktu Pengiriman
DNCQ DNJP HDVMc departme ketat dal faktor pe c) Kriteria P Gra Pada kri menunjuk menjadi dengan H paling r pengalam control ji ent PT. XXX lam proses p rtimbangan Persentase C afik 4.3 Perngk iteria persen kkan bahwa yang palin HDVM Han rendah, ha man DNCQ ika dibandin XX bahwa k pengiriman dalam mene Cacat Produk Sumber : Ha kat Pemasok K ntase cacat a pengalama g baik dari noi serta D l ini sang Chongqing ngkan dengan kondisi peme produk ke entukan prior ksi asil Pengolahan Kriteria Persent produksi, an dan kapab i semua alt NCQ Chon gat dimung g dalam me n alternatif p erintah Chin luar negeri ritas. n
tase Cacat Prod hasil trial bilitas DNJP ternatif pem ngqing deng gkinkan da mproduksi pemasok lain na yang sang juga menja duksi yang didap P Daian mas masok diikut gan nilai ya ari minimn sensor, kno nnya. gat adi pat sih tin ang nya ock
d) Kapasitas Produksi
Sumber : Hasil Pengolahan
Grafik 4.4 Peringkat Pemasok Kriteria Kapasitas Produksi
Pada kriteria kapasitas produksi, HDVM Hanoi memiliki nilai tertinggi, hal ini didasarkan atas perbandingan antara kapasitas produksi dengan tingkat produksi yang dimiliki HDVM Hanoi saat ini adalah yang paling rendah yang menunjukkan HDVM Hanoi merupakan alternatif pemasok yang terbaik dalam hal kapasitas produksi jika dibandingkan dengan DNJP Daian yang sudah sangat tinggi tingkat produksinya dikarenakan kondisinya yang merupakan pusat produksi komponen Engine Control System & Power Train secara global. Sedangkan DNCQ Chongqing, meskipun kapasitas produksi yang dimiliki saat ini juga baik, minimnya pengalaman dalam memproduksi sensor, knock control serta persentase cacat
0.0000 0.2000 0.4000 0.6000 0.8000 DNCQ DNJP HDVM
Kapasitas Produksi
DNCQ DNJP HDVMe S k produksi memberik e) Harga Ju Pada krit diikuti d dikarenak rendah ji Daian. Setelah kond kriteria didap yang dimili kan bobot pe ual Grafik 4.5 teria harga j dengan DN kan, nilai i ika dibandin disi penilaia pat, selanjutn iki memberi enilaian. Sumber : Ha 5 Peringkat Pem jual, nilai t NCQ Chong import duty ngkan denga an (skoring) nya dibuat ta ikan pertimb asil Pengolahan masok Kriteria tertinggi dim gqing dan y yang dibe an DNCQ C ) masing-ma abel rekapitu bangan PT. n a Harga Jual miliki oleh H DNJP Da ebankan cen Chongqing m asing pema ulai antar kri
XXXX dala HDVM Han aian. Hal nderung leb maupun DN sok pada ti iteria : am noi ini bih NJP iap
Tabel 4.20 Rekap Nilai Eigen Vektor Antar Kriteria Kriteria Terhadap Kriteria
Waktu Pengembangan dan Persiapan Peralatan Produksi 0.3077
Waktu Pengiriman 0.0505
Persentase Cacat Produksi 0.1483
Kapasitas Produksi 0.0782
Harga Jual 0.4154
Sumber : Hasil Pengolahan
grafik perbandingan nilai dari tabel rekapitulasi eigen vektor diatas adalah sebagai berikut :
Sumber : Hasil Pengolahan
Grafik 4.6 Nilai Eigen Vektor Antar Kriteria
Berdasarkan hasil rekap nilai eigen vektor dan grafik perbandingan yang dibuat, terlihat bahwa kriteria harga jual merupakan faktor dominan yang dipertimbangkan PT. XXXX dalam melakukan pemilihan pemasok
0.0000 0.0500 0.1000 0.1500 0.2000 0.2500 0.3000 0.3500 0.4000 0.4500 Waktu Pengembangan dan Persiapan Peralatan Produksi Waktu Pengiriman Persentase Cacat Produksi Kapasitas Produksi Harga Jual
sensor, knock control diikuti selanjutnya oleh kriteria waktu pengembangan dan persiapan peralatan produksi sebagai faktor yang juga penting dalam kaitannya terhadap kepastian pemenuhan target pengiriman pada setiap jadwal rencana produksi PT. ABC untuk proyek D80N (D64G), kemudian kriteria persentase cacat produksi, kapasitas produksi dan waktu pengiriman.
5. Skala Prioritas/Peringkat Final
Langkah akhir dalam menentukan peringkat alternatif pemasok dalam pemilihan pemasok sensor, knock control adalah proses perkalian antara nilai eigen vektor pemasok dengan nilai eigen vektor kriteria untuk mendapatkan nilai penilaian akhir (skoring) analisa AHP. Berikut tabel hasil perhitungan yang dilakukan serta grafik final perbandingannya :
Tabel 4.21 Rekap Perhitungan Peringkat (Skoring) Analisis AHP Perhitungan Peringkat (Skoring) DNCQ (0.0738*0.3077) + (0.1062*0.0505) + (0.1062*0.1483) + (0.2605*0.0782) + (0.5194*0.4154) = 0.2676 DNJP (0.6434*0.3077) + (0.2605*0.0505) + (0.6333*0.1483) + (0.1062*0.0782) + (0.1589*0.4154) = 0.3299 HDVM (0.2828*0.3077) + (0.6333*0.0505) + (0.2605*0.1483) + (0.6333*0.0782) + (0.3217*0.4154) = 0.4025 Sumber : Hasil Pengolahan
Sumber : Hasil Pengolahan Grafik 4.7 Peringkat Final Pemasok
Dari grafik diatas dapat dilihat bahwa HDVM Hanoi memiliki nilai tertinggi pada peringkat final untuk seluruh kriteria pemilihan. Sehingga pemasok terpilih hasil analisis AHP untuk sensor, knock control proyek D80N (D64G) adalah HDVM Hanoi.
6. Uji Konsistensi
Tahap akhir dalam analisis AHP adalah uji konsistensi dengan menghitung nilai konsistensi ratio (Consistency Ratio = CR) dari proses analisis yang telah dilakukan.
0.2676 0.3299
0.4025
0.0000 0.0500 0.1000 0.1500 0.2000 0.2500 0.3000 0.3500 0.4000 0.4500 DNCQ DNJP HDVMRangking Final
DNCQ DNJP HDVMa) Perhitungan Indeks Konsistensi (Consistency Index = CI)
Langkah awal dalam uji konsistensi adalah menghitung nilai indeks konsistensi. Dalam mencari nilai indeks konsistensi diawali dengan perkalian matriks antara nilai matriks perbandingan awal antar kriteria (sebelum normalisasi) dengan nilai rekap eigen vektor antar kriteria, seperti gambar dibawah ini :
Sumber : Hasil Pengolahan
Gambar 4.5 Perkalian Matriks Indeks Konsistensi
Perkalian matriks diatas dapat disederhanakan sebagai berikut :
Tabel 4.22 Perhitungan Matriks Indeks Konsistensi (Perkalian) Kriteria Hasil Perkalian Matriks Waktu Pengembangan dan Persiapan Peralatan Produksi 1*(0.3077) + 5*(0.0505) + 2*(0.1483) + 3*(0.0782) + 1*(0.4154) = 1.5065 Waktu Pengiriman 1/5*(0.3077) + 1*(0.0505) + 1/3*(0.1483) + 1/3*(0.0782) + 1/5*(0.4154) = 0.2706 Persentase Cacat Produksi 1/2*(0.3077) + 3*(0.0505) + 1*(0.1483) + 2*(0.0782) + 1/3*(0.4154) = 0.7483
Kapasitas Produksi 1/3*(0.3077) + 3*(0.0505) + 1/2*(0.1483) + 1*(0.0782) + 1/5*(0.4154) = 0.4893 Harga Jual 1*(0.3077) + 5*(0.0505) + 3*(0.1483) + 5*(0.0782) + 1*(0.4154) = 1.8111
Jumlah Total Hasil Perkalian 4.8258 Sumber : Hasil Pengolahan
Setelah hasil perkalian didapat, proses dilanjutkan untuk mencari nilai lamda maksimum (λmaks) yang merupakan hasil bagi antara jumlah total hasil pembagian nilai pada tabel 4.21 dengan jumlah kriteria (n). Dimana total hasil pembagian dihitung dengan membagi hasil kali matriks pada tabel 4.21 dengan nilai rekap eigen vektor tiap kriteria, seperti dibawah ini :
Tabel 4.23 Perhitungan Matriks Indeks Konsistensi (Pembagian)
Kriteria Hasil Pembagian
Waktu Pengembangan dan Persiapan Peralatan
Produksi 0.3323 / 0.3077 = 4.8951 Waktu Pengiriman 0.0632 / 0.0505 = 5.3624 Persentase Cacat Produksi 0.1458 / 0.1483 = 5.0476 Kapasitas Produksi 0.0909 / 0.0782 = 6.2581 Harga Jual 0.3678 / 0.4154 = 4.3604
Jumlah Total Hasil
Pembagian 25.9236
Sehingga perhitungan nilai lamda maksimum (λmaks) yang didapat adalah sebagai berikut :
λmaks = Jumlah Total Hasil Pembagian / n
λmaks = 25.9236 / 5
λmaks = 5.185
Setelah nilai lamda maksimum (λmaks) didapatkan, maka indeks konsistensi dapat dihitung dengan menggunakan rumusan yang sudah dijelaskan pada landasan teori, yaitu :
CI = (λmaks – n) / (n-1)
CI = (5.185 – 5) / (5-1)
CI = 0.046.
b) Penentuan Indeks Rasio (Ratio Index = RI)
Indeks ratio ditentukan berdasarkan tabel 2.7, untuk n=5 dimana n merupakan jumlah kriteria pemilihan, didapat nilai RI = 1.12.
c) Perhitungan Konsistensi Ratio (Consistency Ratio = CR)
Sebagaimana telah dijelaskan dalam landasan teori, nilai konsistensi ratio didapat dari hasil bagi antara indeks konsistensi (Consistency Index = CI) dengan indeks rasio (Ratio Index = RI), sehingga nilai konsistensi ratio adalah :
CR = CI / RI
CR = 0.046 / 1.12.11
CR = 0.041
Dengan hasil konsistensi ratio sebesar 0.041 atau 4.1% maka dapat dikatakan bahwa penilaian yang dilakukan pada matriks perbandingan berpasangan telah dilakukan dengan konsekuen dan konsisten.
4.2 Pembuatan Konsep Pengukuran Kinerja Metode SCOR
4.2.1 Konsep Pengukuran SCOR Tingkat 1
Tahap ini merupakan tahap awal dalam pembuatan konsep pengukuran kinerja rantai pasok, dimana pada tahap ini akan dibuat dan dijelaskan metrik pengukuran kinerja SCOR tingkat 1. Pada metrik pengukuran kinerja SCOR tingkat 1, secara umum metrik akan dibagi menjadi 2 dimensi penilaian, yaitu
fokus pelanggan dan fokus internal. Fokus pelanggan bertujuan untuk mengukur sejumlah metrik yang berguna dalam memberikan nilai tambah bagi pelanggan dan pelanggan berkepentingan di dalam nya. Sedangkan fokus internal bertujuan untuk mengukur sejumlah metrik yang berguna dalam mengukur performa internal perusahaan guna evaluasi kinerja namun tidak langsung menjadi perhatian pelanggan.
Seperti telah dijelaskan pada landasan teori, metrik pengukuran kinerja SCOR pada tingkat 1 merupakan metrik pengukuran secara umum skema rantai pasok, sehingga berbeda halnya dengan metrik pada tingkat 2, tingkat 3 dan seterusnya yang merupakan metrik yang terkait khusus pada proses SCOR tertentu saja, pada tingkat 1 ini metrik pengukuran terkait dengan berbagai proses SCOR atau bisa disebut lintas proses SCOR (Plan, Source, Make, Deliver, Return). Adapun metrik pengukuran kinerja SCOR tingkat 1 yang direncanakan adalah sebagai berikut
Tabel 4.24 Metrik Pengukuran Kinerja SCOR Tingkat 1 LEVEL 1
Metrik Pengukuran Tingkat 1
Pelanggan Internal Reliabilitas Rantai Pasok Responsivitas Rantai Pasok Fleksibilitas Biaya Rantai
Pasok Manaje men Aset Rantai Pasok Pemenuhan Pesanan O Kinerja Pengiriman O
Kesesuaian Dengan Standar Mutu O
Siklus Pemenuhan Pesanan O
Jangka Waktu Pemenuhan Pesanan O
Fleksibilitas Pesanan O
Biaya Total Manajemen Rantai Pasok O
Siklus Cash-to Cash O
Persediaan Harian O
Sumber : Marimin (2009)
Adapun penjelasan tiap-tiap metrik diatas adalah :
1. Pemenuhan Pesanan
Pemenuhan pesanan merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur persentase pemenuhan pesanan yang diberikan oleh pelanggan, baik dalam segi waktu maupun jumlah pesanan.
2. Kinerja Pengiriman
Kinerja pengiriman merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur persentase pengiriman pesanan yang tepat waktu sesuai permintaan pelanggan.
3. Kesesuaian Dengan Standar Mutu
Kesesuaian dengan standar mutu merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur pengiriman pesanan yang secara mutu/kualitas sesuai dengan standar yang ditetapkan pelanggan. Pada umumnya, di PT. ABC metrik ini dinilai dalam bentuk satuan kualitas ppm (part per million).
4. Siklus Pemenuhan Pesanan
Siklus pemenuhan pesanan merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur waktu siklus pesanan mulai dari proses SCOR source, make, hingga deliver.
5. Jangka Waktu Pemenuhan Pesanan
Jangka waktu pemenuhan pesanan merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur jumlah hari sejak produk diproduksi hingga produk dikirimkan ke pelanggan.
6. Fleksibilitas Pesanan
Fleksibilitas pesanan merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur persentase kenaikan pesanan pelanggan yang dapat dipenuhi dalam satu siklus pemenuhan pesanan. Pada PT. XXXX secara umum maksimal 20% kenaikan pesanan yang dapat dipenuhi dalam satu siklus pemenuhan pesanan.
7. Biaya Total Manajemen Rantai Pasok
Biaya total manajemen rantai pasok merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus pelanggan. Metrik ini mengukur biaya total yang ditimbulkan dari proses SCOR dalam rantai pasok (plan + source + make + proces + deliver).
8. Siklus Cash-to Cash
Siklus Cash-to Cash merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus internal. Metrik ini mengukur kecepatan rantai pasok dalam mengubah persediaan menjadi uang, Sidarto (2008) menjelaskan bahwa umumnya perhitungan yang digunakan dalam mengukur metrik ini didasarkan pada tiga pendekatan yaitu :
a. Rata-rata account recivable (dalam hari) yang merupakan ukuran seberapa cepat pelanggan membayar barang yang sudah diterima. b. Rata-rata account payable (dalam hari), yang mengatur kecepatan
perusahaan membayar ke pemasok untuk material / komponen yang sudah diterima.
c. Rata-rata persediaan (dalam hari, yaitu inventory days of supply).
Sehingga dengan tiga pendekatan tersebut, metrik ini dapat dihitung sebagai berikut :
Siklus cash-to cash = Rata-rata persediaan + Rata-rata hari account recivable – Rata-rata of account payable.
9. Persediaan Harian
Persediaan harian merupakan metrik pengukuran kinerja SCOR tingkat 1 yang termasuk dalam kategori metrik fokus internal. Metrik ini mengukur lama hari persediaan bisa bertahan untuk melakukan pengiriman ke pelanggan sampai pasokan produk berikutnya dari pemasok tiba.
Dari penjabaran metrik yang direncanakan diatas, dilakukan wawancara dengan production control department PT. XXXX untuk fokus internal sebagai pelaksanan operasional dan marketing department PT. XXXX untuk
fokus pelanggan sehingga dilakukan penyesuaian sesuai dengan kondisi kebutuhan dan kemampuan pengukuran di PT. XXXX.
Sehingga metrik akhir penyesuaian tingkat 1 pengukuran kinerja SCOR adalah sebagai berikut :
Tabel 4.25 Metrik Pengukuran Kinerja SCOR Tingkat 1 Penyesuaian LEVEL 1
Metrik Pengukuran Tingkat 1
Pelanggan Internal Reliabilitas Rantai Pasok Responsivitas Rantai Pasok Fleksibilitas Biaya Rantai
Pasok Manaje men Aset Rantai Pasok Pemenuhan Pesanan O Kinerja Pengiriman O
Kesesuaian Dengan Standar Mutu O
Siklus Pemenuhan Pesanan O
Jangka Waktu Pemenuhan Pesanan O
Fleksibilitas Pesanan O
Siklus Cash-to Cash O
Persediaan Harian O
Sumber : Hasil Wawancara
Hasil akhir dari penyesuaian adalah eliminasi metrik biaya total manajemen rantai pasok dikarenakan pertimbangan data yang diperkirakan sulit untuk dianalisa secara aktual pada pelaksanaannya.
4.2.2 Konsep Pengukuran SCOR Tingkat 2
Setelah metrik pengukuran SCOR tingkat 1 selesai didefinisikan, maka tahap selanjutnya adalah melanjutkan konfigurasi skema rantai pasok pada tingkat 2 dan tingkat 3 sebagai tahapan paling akhir yang direncanakan. Pada tahap ini dilakukan proses konfigurasi proses bisnis rantai pasok kondisi saat ini (as-in) atau kondisi proses bisnis rantai pasok yang diinginkan (to-be) kedalam 5 proses inti pada SCOR version 6.0 yaitu plan, source, make, deliver dan return, dimana di dalam nya dijelaskan aliran data dan material dalam rantai pasok. Pada pembuatan konsep pengukuran kinerja rantai pasok sensor, knock control proyek D80N (D64G), konfigurasi proses bisnis didasarkan pada kondisi saat ini agar penerapan pengukuran kinerja SCOR bisa dilakukan secara langsung setelah pemilihan pemasok selesai dilakukan oleh manajemen PT. XXXX tanpa perlu adanya proses rekonfigurasi rantai pasok.
Konfigurasi proses bisnis rantai pasok saat ini yang dimiliki oleh PT. XXXX kedalam 5 proses inti SCOR dilakukan dengan pembuatan diagram alir konfigurasi rantai pasok tingkat 2 sebagai tahap awal untuk mengidentifikasi proses aliran data dan material sehingga dengan demikian konfigurasi proses bisnis pada tahap selanjutnya yaitu konfigurasi tingkat 3 pun dapat lebih dilakukan dengan lebih baik.
Dengan pembuatan diagram alir proses aliran data dan material, penetapan metrik pengukuran dapat lebih mudah dilakukan karena metrik didasarkan pada skema aliran proses yang ada. Pada pembuatan diagram alir proses aliran data dan material, komponen rantai pasok yang dijelaskan mengikuti konsep SCOR dalam menggambarkan skema rantai pasok yaitu suppliers’s supplier to customer’s customer, sehingga komponen rantai pasok untuk sensor, knock control proyek D80N (D64G) dapat dijabarkan sebagai berikut :
a. PT. XXXX sebagai pemasok sensor, knock control ke PT. ABC. b. PT. ABC sebagai pelanggan dari PT. XXXX yang merupakan
perusahaan manufaktur kendaraan roda empat sehingga disaat yang sama juga menjadi pemasok kendaraan bagi dealer tempat kendaraan roda empat dipasarkan dan dijual.
c. Dealer sebagai pelanggan langsung untuk produk kendaraan roda empat yang diproduksi PT. ABC.
d. HDVM Hanoi sebagai perusahaan manufaktur dan pemasok sensor, knock control ke PT. XXXX.
e. Pemasok HDVM Hanoi sebagai pemasok komponen-komponen pendukung untuk produksi sensor, knock control di HDVM Hanoi.
Dari penjelasan diatas, dibawah ini digambarkan diagram alir konfigurasi proses aliran data dan material tingkat 2 SCOR,
Diagram 4.1 Diagram Aliran Data & Material Tingkat 2 SCOR
Pada diagram alir diatas, dapat dilihat bahwa 5 proses inti SCOR sudah dikonfigurasikan dalam aliran data dan material rantai pasok sensor, knock control proyek D80N (D64G), dimana proses plan diwakilkan dengan simbol P, proses source dengan simbol S, proses make diwakilkan dengan simbol M, proses deliver diwakilkan dengan simbol D, dan proses return diwakilkan dengan simbol DR. Penjabaran 5 proses inti SCOR pada diagram alir diatas adalah :
Plan (P), dijabarkan kedalam 5 proses tingkat 2 yaitu :
• P1 : Perencanaan rantai pasok.
• P2 : Perencanaan pengadaan komponen/kendaraan. • P3 : Perencanaan produksi komponen/kendaraan. • P4 : Perencanaan pengiriman komponen/kendaraan. • P5 : Perencanaan pengembalian komponen/kendaraan.
Dari hasil pengamatan yang dilakukan, skema rantai pasok sensor, knock control proyek D80N (D64G) merupakan rantai pasok untuk kategori produk make-to-order, oleh karena itu untuk proses source, make dan deliver, dijabarkan dalam konsep make-to-order.
Source (S), dijabarkan kedalam 1 proses tingkat 2 yaitu :
• S2 : Pengadaan komponen/kendaraan.
Make (M), dijabarkan kedalam 1 proses tingkat 2 yaitu :
• M2 : Produksi komponen/kendaraan.
Deliver (D), dijabarkan kedalam 1 proses tingkat 2 yaitu :
• D2 : Pengiriman komponen/kendaraan.
• DR1 : Pengembalian komponen/kendaraan.
Sehingga total proses inti SCOR yang dijabarkan pada tingkat 2 berkembang menjadi 9 proses lanjut. Proses-proses ini nantinya akan dijelaskan lebih lanjut pada tingkat 3 sehingga aktivitas pada masing-masing proses menjadi lebih terperinci.
4.2.3 Konsep Pengukuran SCOR Tingkat 3
Dari hasil penjabaran proses SCOR tingkat 2, 9 proses yang dikembangkan akan dijelaskan lebih lanjut dan lebih rinci pada diagram alir tingkat 3 dengan mendefinisikan proses-proses tersebut diatas menjadi sejumlah aktivitas operasional yang dilakukan pada skema rantai pasok. Berikut dijelaskan diagram alir tingkat 3 untuk skema rantai pasok sensor, knock control proyek D80N (D64G) di PT. XXXX.
Dari penggambaran diagram alir diatas, maka metrik pengukuran kinerja SCOR pada tingkat 3 yang diperkirakan adalah sebagai berikut :
Tabel 4.26 Metrik Pengukuran Kinerja SCOR Tingkat 3 LEVEL 3
Keterkaitan
Proses Metrik Pengukuran Tingkat 3
P1 Waktu Penetapan Perencanaan Rantai Pasok
P2 Waktu Siklus Input Informasi Rencana Kebutuhan Produk Bulanan
P2 Waktu Siklus Input Informasi Rencana Kebutuhan Produk Mingguan
P3 Waktu Siklus Penetapan Rencana Produksi Produk Bulanan P3 Waktu Siklus Penetapan Rencana Produksi Produk Mingguan P4 Waktu Siklus Penetapan Rencana Pengiriman Produk
P5 Waktu Siklus Penetapan Rencana Pengembalian Produk Cacat
P5 Waktu Siklus Penetapan Rencana Pengembalian Box Pengiriman
S2 Waktu Siklus Informasi Jadwal Pengiriman Produk Bulanan S2 Waktu Siklus Informasi Jadwal Pengiriman Produk Mingguan S2 Rata-Rata Hari Per Perubahan Pengiriman
S2 Jumlah Produk Per Pengiriman
S2 Persentase Pengiriman Produk On-Time
S2 Persentase Pengiriman Dengan Dokumen Sesuai S2 Lama Waktu Proses Administrasi Penerimaan Produk S2 Persentase Pengiriman Produk OK (Bebas Cacat) S2 Persentase Pengiriman Produk Dengan Jumlah Sesuai M2 Persentase Cacat Produksi
M2 Waktu Siklus Proses Produksi
M2 Waktu Siklus Tes Produk Hasil Produksi M2 Jumlah Produk Per Lot Produksi
M2 Utilitas Kapasitas Produksi
D2 Waktu Siklus Penerimaan, Penginputan dan Instruksi Pengiriman D2 Lama Waktu Persediaan Penyangga
D2 Waktu Siklus Pemilihan Jasa Pengiriman D2 Lama Waktu Bongkar Muat
D2 Lama Waktu Pengiriman Produk
DR1 Lama Waktu Otorisasi Pengembalian Komponen Cacat DR1 Lama Waktu Konfirmasi Penerimaan Komponen Cacat DR4 Lama Waktu Pengembalian Box Pengiriman
DR4 Lama Waktu Penanganan Box Pengiriman Sumber : Hasil Pengolahan
Dalam menjelaskan metrik diatas, akan dibagi berdasarkan proses pengembangannya di tingkat 2, sebagai berikut :
• P1 : Perencanaan rantai pasok.
1. Waktu Penetapan Perencanaan Rantai Pasok.
Yaitu metrik yang mengukur waktu penetapan perencanaan rantai pasok untuk beberapa periode perkiraan. Pada umumnya untuk rantai pasok otomotif berbasis Jepang, hal ini dilakukan dalam jangka waktu 1 bulan sekali dengan kondisi perkiraan 3 bulan periode kedepan.
• P2 : Perencanaan pengadaan komponen/kendaraan.
2. Waktu Siklus Input Informasi Rencana Kebutuhan Produk Bulanan.
Yaitu metrik yang mengukur waktu siklus proses input informasi rencana kebutuhan produk bulanan pada sistem yang menghubungkan
pelanggan dengan pemasok, meliputi proses input informasi, proses verifikasi hingga proses pengiriman informasi.
3. Waktu Siklus Input Informasi Rencana Kebutuhan Produk Mingguan.
Pada dasarnya metrik ini merupakan pengembangan metrik sebelumnya, namun pada metrik ini kebutuhan produk dijabarkan secara mingguan. Pertimbangan dalam pengukuran metrik ini adalah perubahan kondisi rencana kebutuhan sebagai dampak dari permintaan harian pelanggan.
• P3 : Perencanaan produksi komponen/kendaraan.
4. Waktu Siklus Penetapan Rencana Produksi Produk Bulanan.
Yaitu metrik yang mengukur waktu siklus penetapan rencana produksi produk bulanan. Pertimbangan yang diperlukan pada metrik ini adalah waktu pengecekan kondisi aktual stok material produksi, waktu pengecekan kapasitas dan sumber daya yang diperlukan, dan waktu penetapan rencana.
5. Waktu Siklus Penetapan Rencana Produksi Produk Mingguan.
Metrik ini merupakan pengembangan metrik sebelumnya dengan perubahan rentang waktu tinjauan penetapan menjadi mingguan,
dengan pertimbangan adanya perubahan dan penyesuaian dengan kondisi permintaan harian pelanggan dan stok material.
• P4 : Perencanaan pengiriman komponen / kendaraan.
6. Waktu Siklus Penetapan Rencana Pengiriman Produk.
Yaitu metrik yang mengukur penetapan rencana pengiriman produk setelah produksi untuk bisa mendukung jadwal produksi yang telah ditetapkan dengan pertimbangan jangka waktu pengiriman untuk metode pengiriman yang direncanakan.
• P5 : Perencanaan pengembalian komponen / kendaraan.
7. Waktu Siklus Penetapan Rencana Pengembalian Produk Cacat.
Yaitu metrik yang mengukur mengenai waktu siklus penetapan rencana pengembalian produk cacat, mulai dari meendapatkan produk cacat, proses investigasi hingga pertimbangan mengenai penetapan jumlah komponen cacat yang diperbolehkan untuk dilakukan pengembalian ke pemasok.
8. Waktu Siklus Penetapan Rencana Pengembalian Box Pengiriman.
Yaitu metrik yang mengukur mengenai waktu siklus penetapan rencana pengembalian box, mulai dari penerimaan, penggunaan hingga pengembalian box berdasarkan waktu siklus produksi.
• S2 : Pengadaan komponen / kendaraan.
9. Waktu Siklus Informasi Jadwal Pengiriman Produk Bulanan.
Yaitu metrik yang mengukur waktu siklus informasi jadwal pengiriman produk untuk periode 1 bulan. Pertimbangan metrik pengukuran ini adalah waktu proses
10. Waktu Siklus Informasi Jadwal Pengiriman Produk Mingguan.
Metrik ini merupakan metrik pengukuran dengan pertimbangan yang sama dengan metrik sebelumnya, hanya rentang periode yang digunakan lebih detail yaitu secara mingguan.
11. Rata–Rata Hari Per Perubahan Pengiriman.
Yaitu metrik yang mengukur rata-rata hari terjadinya perubahan jadwal pengiriman mingguan karena kenaikan permintaan harian
produk oleh pelanggan maupun ketersediaan aktual stok material untuk produksi.
12. Jumlah Produk Per Pengiriman.
Yaitu metrik yang menjelaskan tentang jumlah satuan produk dalam satu lot pengiriman ke pelanggan.
13. Persentase Pengiriman Produk On-Time.
Yaitu metrik yang mengukur tentang persentase pengiriman produk yang tepat waktu sesuai dengan waktu yang diminta oleh pelanggan.
14. Persentase Pengiriman Dengan Dokumen Sesuai.
Yaitu metrik yang mengukur tentang persentase pengiriman produk dengan dokumen pengiriman yang sesuai, baik dokumen administrasi pengiriman seperti surat jalan,dan lain sebagainya, maupun dokumen pengecekan kualitas komponen sebagai jaminan kualitas.
15. Lama Waktu Proses Administrasi Penerimaan Produk.
Yaitu metrik yang mengukur lama waktu proses administrasi pada saat penerimaan produk, mulai dari proses verifikasi jumlah komponen,
kesesuaian nomor permintaan pelanggan, hingga surat jalan diproses dan komponen ditempatkan pada area penerimaan.
16. Persentase Pengiriman Produk OK (Bebas Cacat).
Yaitu metrik yang mengukur tentang persentase pengiriman produk OK (bebas cacat) ke pelanggan.
17. Persentase Pengiriman Produk Dengan Jumlah Sesuai.
Yaitu metrik yang mengukur tentang persentase pengiriman produk yang sesuai dengan jumlah permintaan pelanggan.
• M2 : Produksi komponen / kendaraan.
18. Persentase Cacat Produksi.
Yaitu metrik yang mengukur persentase cacat produk pada proses produksi. Pertimbangan pada metrik ini adalah jumlah cacat produk dengan jumlah aktual produksi produk.
19. Waktu Siklus Produksi.
Yaitu metrik yang mengukur waktu siklus yang dibutuhkan dalam proses memproduksi satu satuan produk.
20. Waktu Siklus Cek Produk Hasil Produksi.
Yaitu metrik yang mengukur waktu siklus cek produk hasil proses produksi. Waktu siklus meliputi waktu proses penerimaan instruksi pengecekan produk, proses pengecekan produk (pengecekan produk disesuaikan dengan standar pengecekan yang ditetapkan), hingga proses pembuatan laporan hasil pengecekan produk (inspection check report).
21. Jumlah Produk Per Lot Produksi.
Yaitu metrik yang mengukur tentang jumlah satuan produk dalam satu lot produksi yang dijalankan.
22. Utilitas Kapasitas Produksi.
Yaitu metrik yang menjelaskan tentang kondisi kapasitas produksi yang terpakai.
• D2 : Pengiriman komponen / kendaraan.
23. Waktu Siklus Penerimaan, Penginputan dan Instruksi Pengiriman
Yaitu metrik yang mengukur waktu siklus persiapan pengiriman, mulai dari penerimaan permintaan kanban harian, input sistem untuk registrasi surat jalan hingga bisa dibuat instruksi pengiriman produk.
24. Lama Waktu Persediaan Penyangga.
Yaitu metrik yang mengukur lama waktu persediaan penyangga yang dimiliki oleh perusahaan untuk mengantisipasi kenaikan permintaan.
25. Waktu Siklus Pemilihan Jasa Pengiriman
Yaitu metrik yang mengukur waktu siklus pemilihan jasa pengiriman produk. Dalam penyesuaian dengan kondisi rantai pasok sensor, knock control, maka waktu siklus ini diklasifikasikan menjadi dua kondisi yaitu :
a. Kondisi pengiriman darat
Untuk kondisi pengiriman darat yang dimaksud adalah kondisi pengiriman dengan transportasi darat, sebagai contoh pengiriman produk dari PT. XXXX ke PT. ABC sebagai pelanggannya. Untuk
kondisi ini, maka pengukuran meliputi waktu proses penerimaan instruksi pengiriman, waktu pengecekan ketersediaan armada transportasi dan biaya transportasi hingga proses penentuan armada transportasi yang digunakan.
b. Kondisi pengiriman laut
Untuk kondisi pengiriman laut yang dimaksud adalah kondisi pengiriman dengan transportasi laut karena jarak pengiriman yang cukup jauh, sebagai contoh pengiriman produk dari HDVM Hanoi ke PT. XXXX sebagai pelanggannya. Untuk kondisi ini, maka pengukuran meliputi waktu proses penerimaan instruksi pengiriman, waktu pengecekan ketersediaan armada transportasi laut, pemilihan metode pengisian container muatan, biaya transportasi hingga proses penentuan armada transportasi yang digunakan. Pada operasional, biasanya digunakan istilah vessel sebagai identitas armada transportasi laut yang digunakan.
26. Lama Waktu Bongkar Muat
Yaitu metrik yang mengukur lama waktu proses bongkar muat persiapan pengiriman produk ke pelanggan.
27. Lama Waktu Pengiriman Produk
Yaitu metrik yang mengukur lama waktu proses pengiriman produk hingga diterima oleh pelanggan. Faktor pertimbangan pada metrik ini adalah jarak pengiriman dan kondisi lalu lintas dari rute pengiriman.
• DR1 : Pengembalian komponen / kendaraan
28. Lama Waktu Otorisasi Pengembalian Komponen Cacat
Yaitu metrik yang mengukur waktu siklus penanganan komponen cacat sampai dengan otorisasi pengembalian ke pemasok, meliputi waktu pelaporan komponen cacat, analisa komponen cacat, penentuan penanggung jawab dan otorisasi pengembalian komponen cacat ke pemasok.
29. Lama Waktu Konfirmasi Penerimaan Komponen Cacat
Yaitu metrik yang mengukur lama waktu konfirmasi penerimaan komponen cacat yang dikirimkan pelanggan. Pertimbangan dalam metrik ini adalah proses konfirmasi penerimaan komponen cacat, registrasi hingga persiapan analisa dan respon balik ke pelanggan.
30. Lama Waktu Pengembalian Box Pengiriman
Yaitu metrik yang mengukur lama waktu pengembalian box, mulai dari box diterima pada saat pengiriman, sampai dengan selesai dipergunakan oleh pelanggan, hingga dikembalikan ke pemasok.
31. Lama Waktu Penanganan Box Pengiriman
Yaitu metrik yang mengukur lama waku penanganan box sejak dikembalikan hingga siap dipergunakan kembali untuk pengiriman produk.
Dari penjabaran metrik tingkat 3 diatas, dilakukan wawancara dengan production control department PT. XXXX sebagai pelaksana langsung pada operasional pengukuran kinerja sehingga dapat kembali dilakukan penyesuaian sesuai dengan kondisi kebutuhan dan kemampuan pengukuran di PT. XXXX.
Tabel 4.27 Metrik Pengukuran Kinerja SCOR Tingkat 3 Penyesuaian LEVEL 3
Keterkaitan
Proses Metrik Pengukuran Tingkat 3
P1 Waktu Penetapan Perencanaan Rantai Pasok
P2 Waktu Siklus Input Informasi Rencana Kebutuhan Produk Mingguan
P3 Waktu Siklus Penetapan Rencana Produksi Produk Bulanan P3 Waktu Siklus Penetapan Rencana Produksi Produk Mingguan P4 Waktu Siklus Penetapan Rencana Pengiriman Produk
P5 Waktu Siklus Penetapan Rencana Pengembalian Produk Cacat P5 Waktu Siklus Penetapan Rencana Pengembalian Box
Pengiriman
S2 Waktu Siklus Informasi Jadwal Pengiriman Produk Bulanan S2 Waktu Siklus Informasi Jadwal Pengiriman Produk Mingguan S2 Rata-Rata Hari Per Perubahan Pengiriman
S2 Jumlah Produk Per Pengiriman
S2 Persentase Pengiriman Produk On-Time
S2 Persentase Pengiriman Dengan Dokumen Sesuai S2 Lama Waktu Proses Administrasi Penerimaan Produk S2 Persentase Pengiriman Produk OK (Bebas Cacat) S2 Persentase Pengiriman Produk Dengan Jumlah Sesuai M2 Persentase Cacat Produksi
M2 Waktu Siklus Proses Produksi
M2 Waktu Siklus Tes Produk Hasil Produksi M2 Jumlah Produk Per Lot Produksi
M2 Utilitas Kapasitas Produksi
D2 Waktu Siklus Penerimaan, Penginputan dan Instruksi Pengiriman D2 Lama Waktu Persediaan Penyangga
D2 Waktu Siklus Pemilihan Jasa Pengiriman D2 Lama Waktu Bongkar Muat
D2 Lama Waktu Pengiriman Produk
DR1 Lama Waktu Otorisasi Pengembalian Komponen Cacat DR1 Lama Waktu Konfirmasi Penerimaan Komponen Cacat DR4 Lama Waktu Pengembalian Box Pengiriman
DR4 Lama Waktu Penanganan Box Pengiriman Sumber : Hasil Wawancara
Hasil wawancara yang telah dilakukan, menunjukkan bahwa semua metrik pengukuran kinerja SCOR pada tingkat 3 dapat diterapkan pada PT.XXXX.