JURNAL PENGUKURAN WAKTU KERJA :
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS ANDALAS
Rian Kamal Fikri, Kemala Dwi Putri, Hanna Fitria, Bayu Dwi Putra Hamzah
Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas, Padang Email: hanana.fitria@yahoo.com
Abstract
Manufacturing system is a complex system as it relates to production scheduling, planning, financing, evaluation of productivity, and more. Calculation of working time is the key factor that the manufacturing system is running correctly. Measurement time work can be done in 2 ways, the direct measurement of working time and measurement time work indirectly. The measurement of working time in direct is using time measurements and work sampling. While the measurement of working time is indirectly using data such as data movement time and standard time data that already exist. Standard time is the time required by an operator trained to complete the work in normal situation and normal working attitude. Standard time obtained from the calculation of cycle time added to the adjustment factor and factor leeway.
Keywords: Manufacturing system, standard time, direct measurement of working time, indirectly
measurement of working time.
1. PENDAHULUAN
Sistem manufaktur adalah sistem yang kompleks karena berkaitan dengan penjadwalan produksi, perencanaan, pembiayaan, evaluasi produktivitas, dan lainnya. Karena kompleksivitas dari sistem ini, maka tidak mungkin tidak ada unsur waktu dalam sistem ini. Perhitungan waktu menjadi kunci utama agar sistem ini berjalan dengan lancar. Beberapa perhitungan waktu yang menjadi acuan standar adalah waktu baku.
Tujuan dari praktikum ini adalah mampu menghitung waktu siklus, waktu normal, dan waktu baku dengan mempertimbangkan faktor penyesuaian dan faktor kelonggaran. Selain itu mampu membuat kurva belajar dari data-data yang didapatkan saat praktikum.
Batasan masalah dari praktikum ini adalah lego yang digunakan dalam perakitan berjumlah 2 buah. Percobaan dilakukan sebanyak 30 kali. 2. TINJAUAN PUSTAKA
Pengukuran waktu kerja dapat dilakukan dengan 2 cara, yaitu pengukuran waktu kerja dengan cara langsung dan pengukuran waktu kerja secara tidak langsung. Pengukuran waktu kerja dengan cara langsung ini menggunakan pengukuran waktu jam berhenti dan sampling pekerjaan. Sedangkan pengukuran waktu kerja secara tidak langsung menggunakan data-data seperti data waktu gerakan dan data waktu baku.
Pengukuran waktu dengan jam berhenti merupakan cara yang paling banyak digunakan dalam pengaturan waktu standar dalam area
manufaktur. Cara ini ditemukan oleh Frederick Winslow Taylor pada tahun 1880. Alat yang digunakan adalah stopwatch. Cara ini dapat dilakukan dengan cara kontinu atau terputus-putus. Cara menghitungnya adalah dengan membagi pekerjaan tersebut menjadi elemen-elemen kegiatan. Sedangkan pengukuran dengan sampling pekerjaan adalah pengukuran secara acak objek pekerjaan yang akan diamati dengan mengambil sampel waktu dari pekerjaan tersebut. Sampling pekerjaan ini terbagi lagi menjadi tiga teknik, yaitu Elemental Ratio Studies, Performances Sampling Studies, dan Time Standard Development Studies.
Dalam perhitungan waktu baku ini, kita harus mendapatkan waktu siklus terlebih dahulu. Waktu siklus adalah waktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan. Setelah didapatkan waktu siklus, maka selanjutnya kita perlu menghitung waktu normal. Waktu normal adalah jumlah waktu seorang operator normal yang bekerja dalam kecepatan yang nyaman saat memproduksi sebuah bagian (part). Waktu normal ini didapatkan dengan mengalikan waktu siklus dengan faktor penyesuaian. Faktor penyesuaian ini digunakan karena perbedaan kemampuan dari setiap operator. Faktor penyesuaian dapat dilakukan dengan 5 cara, yaitu cara persentase, Shumard, Westinghuose, Objektif, dan Sintesa. Setelah didapatkan waktu normal, maka selanjutnya kita perlu menghitung waktu baku. Waktu baku adalah waktu yang dibutuhkan oleh pekerja normal untuk menyelesaikan pekerjaaannya secara wajar dalam sistem kerja terbaik (dan baku) pada saat
itu. Waktu baku didapatkan dari waktu normal dan penambahan dari faktor kelonggaran. Faktor kelonggaran ini dikarenakan terjadinya keterlambatan yang tidak dapat dihindarkan dari seorang operator.
3. METODOLOGI PENELITIAN
Praktik yang dilakukan pada praktikum ini adalah merakit lego. Metode yang dilakukan adalah :
1. Penentuan jumlah penelitian, dimana jumlah perakitan lego adalah 30 kali dalam satu siklus.
2. Perhitungan waktu siklus, dengan cara Lego dirakit satu per satu hingga sebanyak 30 kali perakitan. Perhitungan dilakukan dengan menghitung waktu penyelesaian setiap 1 lego selama 30 kali perakitan. 3. Setelah didapatkan waktu siklus, maka
selanjutnya pemberian faktor penyesuaian dari pengamat untuk mendapatkan waktu normal
4. Perhitungan waktu normal menggunakan rumus
5. Setelah didapatkan waktu normal, selanjutnya pemberian faktor kelonggaran dari pengamat untuk mendapatkan waktu baku
6. Perhitungan waktu baku menggunakan rumus Mulai Penentuan Jumlah Perakitan (jumlah perakitan = 30)
Perhitungan Waktu Siklus (Ws) (dalam 30 kali perakitan) Penentuan faktor Penyesuaian (dari pengamat) Perhitungan Waktu Normal (Wn) Penentuan Faktor Kelonggaran (dari pengamat) Perhitungan Waktu Baku (Wb) Penampilan Waktu Baku Selesai
4. HASIL DAN PEMBAHASAN 4.1 Uji Kecukupan Data
Berikut adalah cara perhitungan kecukupan data menggunakan data maytag : H = Nilai Maksimum = 24.12
L = Nilai Minimum = 14.02
R = (H – L) =24.12 – 14.02 = 10.1 X = 18.454 detik
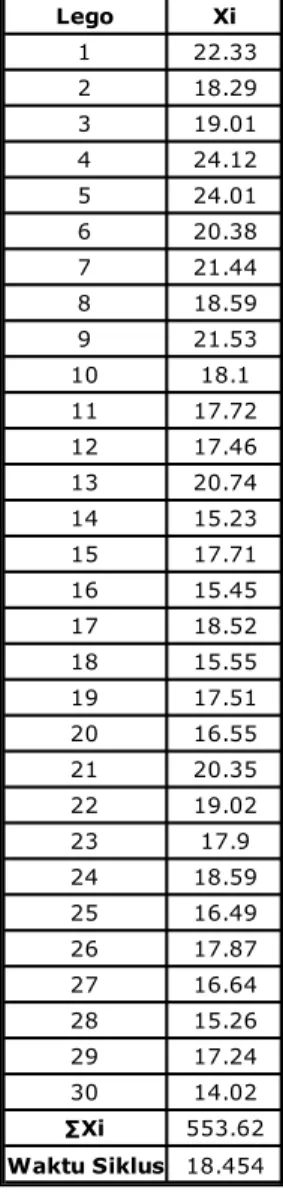
N’ = R/X = 10.1/18.454 detik = 0.54731 Tabel 4.1 Tabel Uji Kecukupan Data
Lego Xi 1 22.33 2 18.29 3 19.01 4 24.12 5 24.01 6 20.38 7 21.44 8 18.59 9 21.53 10 18.1 11 17.72 12 17.46 13 20.74 14 15.23 15 17.71 16 15.45 17 18.52 18 15.55 19 17.51 20 16.55 21 20.35 22 19.02 23 17.9 24 18.59 25 16.49 26 17.87 27 16.64 28 15.26 29 17.24 30 14.02 ∑Xi 553.62 Waktu Siklus 18.454 H 24.12 L 14.02 R 10.1 X 18.454 N' 0.54731
N
x
W
siklus
iHasil perhitungan kecukupan data diatas menunjukkan bahwa nilai N’ < N sehingga dapat disimpulkan nilai yang didapatkan mencukupi terhadap data yang diperlukan dalam pengolahan data selanjutnya.
4.2 Uji Keseragaman Data
Berikut ini adalah grafik hasil pengujian keseragaman data menggunakan software minitab13 :
Gambar 4.1 Uji Keseragaman Data Grafik pengujian keseragaman data diatas, diketahui bahwa data waktu siklus yang didapatkan adalah seragam. Hal ini dikarenakan tidak adanya titik yang melewati batas atas ekstrim dan batas bawah ekstrim.
4.3 Waktu Silklus
Waktu siklus merupakan waktu yang dibutuhkan oleh operator untuk menyelesaikan sebuah produk, dengan kata lain waktu siklus adalah waktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan.
Waktu Siklus dapat ditentukan dengan persamaan:
Dimana : Xi = Waktu Operasi N = Jumlah komponen
Tabel 4.2 Tabel Waktu Siklus
Tabel diatas menunjukan waktu siklus rata-rata yang dibutuhkan untuk menyelesaikan 30 buah lego yaitu selama 18.454 detik.
4.4 Waktu Normal
Tabel 4.3 Penyesuaian menurut cara Shumard Lego Xi 1 22.33 2 18.29 3 19.01 4 24.12 5 24.01 6 20.38 7 21.44 8 18.59 9 21.53 10 18.1 11 17.72 12 17.46 13 20.74 14 15.23 15 17.71 16 15.45 17 18.52 18 15.55 19 17.51 20 16.55 21 20.35 22 19.02 23 17.9 24 18.59 25 16.49 26 17.87 27 16.64 28 15.26 29 17.24 30 14.02 ∑Xi 553.62 Waktu Siklus 18.454 KELAS PENYESUAIAN Superfast 100 Fast + 95 Fast 90 Fast - 85 Excellent 80 Good + 75 Good + 70 Good - 65 Normal 60 Fair + 55 Fair 50 Fair - 45 Poor 40
Operator yang melakukan kegiatan merakit lego diberikan nilai terhadap performance kerjanya yaitu Good+ dengan nilai 75. Sehingga nilai penyesuaiannya adalah:
p = 75/60 = 1.25
Maka, waktu normal untuk merakit 30 buah lego ini adalah:
Wn = Waktu Siklus x Faktor Penyesuaian
Wn = 18.454 x 1.25 = 23.07 detik
4.3 Waktu Baku
Waktu baku merupakan waktu yang telah dibakukan yang digunakan sebagai acuan untuk operator dapat bekerja secara wajar (tidak terlalu cepat dan tidak terlalu lambat) dalam sistem kerja terbaik. Penentuan waktu baku ini dilakukan dengan mempertimbangan nilai kelonggaran terhadap hal-hal yang tidak dapat dihindari sewaktu operator melakukan pekerjaannya. Berikut ini adalah tabel nilai kelonggaran operator pada saat merakit lego:
Tabel 4.4 Nilai Kelonggaran
Waktu Baku = Waktu Normal x (1 + Kelonggaran)
Dari rumus waktu baku diatas disertai hasil pengamatan terhadap operator yang merakit lego maka didapatkan nilai waktu baku sebagai berikut:
Waktu Baku = 23.07 X (1 + 1.4%) = 23.07 X 1.014
= 23.39 4.4 Kurva Belajar
Kurva belajar menunjukkan kemampuan seseorang operator dalam melakukan pekerjaannya. Berikut adalah perhitungan kurva bbelajar operator pada saat merakit lego:
Tabel 4.5 Perhitungan Kurva Belajar
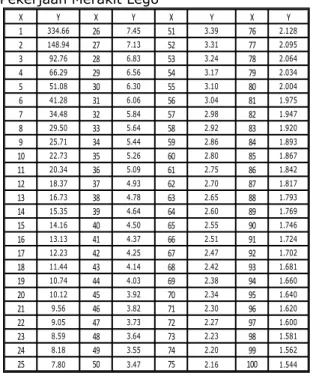
Tabel 4.6 Kurva Belajar untuk 100 Siklus Pekerjaan Merakit Lego
No Faktor % 1 Tenaga yang dikeluarkan 0.2 2 Sikap Kerja 0.5 3 Gerakan Kerja 0 4 Kelelahan Mata 0.7 5 Keadaan temperatur tempat kerja 0 6 Keadaan atmosfer 0 7 Keadaan lingkungan 0 8 Dan lain-lain 0 1.4 Total Kelonggaran
X Y Log X Log Y (Log X)² (Log Y)² Log X*Log Y A a K
1 22.33 0 1.34889 0 1.8195 0 2 18.29 0.30103 1.26221 0.09062 1.59318 0.37996419 3 19.01 0.47712 1.27898 0.22764 1.6358 0.61022955 4 24.12 0.60206 1.38238 0.36248 1.91097 0.83227407 5 24.01 0.69897 1.38039 0.48856 1.90548 0.96485271 6 20.38 0.77815 1.3092 0.60552 1.71402 1.01875887 7 21.44 0.8451 1.33122 0.71419 1.77216 1.12501545 8 18.59 0.90309 1.26928 0.81557 1.61107 1.14627351 9 21.53 0.95424 1.33304 0.91058 1.77701 1.27204728 10 18.1 1 1.25768 1 1.58176 1.25767857 11 17.72 1.04139 1.24846 1.0845 1.55866 1.30014098 12 17.46 1.07918 1.24204 1.16463 1.54267 1.34039085 13 20.74 1.11394 1.31681 1.24087 1.73399 1.46685036 14 15.23 1.14613 1.1827 1.31361 1.39878 1.35552552 15 17.71 1.17609 1.24822 1.38319 1.55805 1.46801894 16 15.45 1.20412 1.18893 1.4499 1.41355 1.43161255 17 18.52 1.23045 1.26764 1.514 1.60691 1.55976748 18 15.55 1.25527 1.19173 1.57571 1.42022 1.4959464 19 17.51 1.27875 1.24329 1.63521 1.54576 1.58985664 20 16.55 1.30103 1.2188 1.69268 1.48547 1.58569275 21 20.35 1.32222 1.30856 1.74826 1.71234 1.73020912 22 19.02 1.34242 1.27921 1.8021 1.63638 1.71724121 23 17.9 1.36173 1.25285 1.8543 1.56964 1.70604485 24 18.59 1.38021 1.26928 1.90498 1.61107 1.75187368 25 16.49 1.39794 1.21722 1.95424 1.48163 1.70160145 26 17.87 1.41497 1.25212 2.00215 1.56782 1.77172287 27 16.64 1.43136 1.22115 2.0488 1.49122 1.74791462 28 15.26 1.44716 1.18355 2.09427 1.4008 1.71279045 29 17.24 1.4624 1.23654 2.13861 1.52902 1.80830962 30 14.02 1.47712 1.14675 2.18189 1.31503 1.69388586 32.4237 37.8691 38.9991 47.8999 40.5424904 1.08079 1.2623 1.29997 1.59666 1.35141635 ∑ Rata-rata 1.16795 2.52461 334.665 X Y X Y X Y X Y 1 334.66 26 7.45 51 3.39 76 2.128 2 148.94 27 7.13 52 3.31 77 2.095 3 92.76 28 6.83 53 3.24 78 2.064 4 66.29 29 6.56 54 3.17 79 2.034 5 51.08 30 6.30 55 3.10 80 2.004 6 41.28 31 6.06 56 3.04 81 1.975 7 34.48 32 5.84 57 2.98 82 1.947 8 29.50 33 5.64 58 2.92 83 1.920 9 25.71 34 5.44 59 2.86 84 1.893 10 22.73 35 5.26 60 2.80 85 1.867 11 20.34 36 5.09 61 2.75 86 1.842 12 18.37 37 4.93 62 2.70 87 1.817 13 16.73 38 4.78 63 2.65 88 1.793 14 15.35 39 4.64 64 2.60 89 1.769 15 14.16 40 4.50 65 2.55 90 1.746 16 13.13 41 4.37 66 2.51 91 1.724 17 12.23 42 4.25 67 2.47 92 1.702 18 11.44 43 4.14 68 2.42 93 1.681 19 10.74 44 4.03 69 2.38 94 1.660 20 10.12 45 3.92 70 2.34 95 1.640 21 9.56 46 3.82 71 2.30 96 1.620 22 9.05 47 3.73 72 2.27 97 1.600 23 8.59 48 3.64 73 2.23 98 1.581
Gambar 4.2 Gambar Kurva Belajar Dari kurva belajar yang didapat dari hasil praktikum, dapat dikatakan bahwa operator melakukan pekerjaan pada kecepatan normal dan memiliki kecepatan kerja yang konstan karena sudah terlatih.
5. KESIMPULAN DAN SARAN
Penulisan jurnal ini dapat disimpulkan waktu baku merupakan waktu yang dibutuhkan oleh seorang operator terlatih untuk menyelesaikan pekerjaan dalam keadaan normal dan sikap kerja normal. Waktu baku didapatkan dari hasil perhitungan waktu siklus ditambahkan dengan faktor penyesuaian dan faktor kelonggaran.
Saran yang diberikan oleh penulis untuk praktikum selanjutnya yaitu agar percobaan merakit lego dilakukan lebih dari 30 kali agar didapatkan data cukup untuk dilakukan pengolahan selanjutnya.
UCAPAN TERIMA KASIH
Terimaksih kepada Uda Bayu Dwi Putra Hamzah selaku pembimbing dalam penulisan jurnal ini.
DAFTAR PUSTAKA
[1] M. Ameli, A. Mirzazadeh, and M. A. Shirazi, “Economic order quantity model with imperfect items under fuzzy inflationary conditions,” Trends Applied Science Research, vol. 6, no. 3, pp. 294-303, 2011.
[2] L. Monplaisir, Collaborative Engineering for
Product Design and Development, California, USA: American Scientific Publishers, 2002. [3] J. E. Monzon, “The cultural approach to
telemedicine in Latin American homes (Published Conference Proceedings style),” in Proc. 3rd Conf. Information Technology Applications in Biomedicine, ITAB´00, Arlington, VA, pp. 50–53.
[4] H. R. Linston, Research Report Unpublished [Laporan Penelitian], Edward Research Institute, Nigeria, 2010