Penerapan Statistik Quality Control…….(Maya Ida, Sunjoto) 1 – 19 1 PENERAPAN STATISTIK QUALITY CONTROL
GUNA PENGENDALIAN KUALITAS PADA
PERUSAHAAN SHUTTLE COCKS MINA 2000 DI NGANJUK.
Oleh:
Maya Ida Kesumawatie* Sundjoto
Abstract
Rapid technological developments lead also to the flow of information
received by the community. People will be acknowledged to a wide range of
products that can meet their needs, each of which has the advantage of the
many alternative choices. This causes people to become more rational in
their needs. The expected product by consumers is a product that has high
quality, high innovation, flexible and affordable. It turns out that quality is
the base for consumer in selecting goods and services required. Quality has
more attention than price. Consumers can be satisfied if the goods or
services purchased have the expected quality. In the long run consumers
will create loyalty in a company that provides a satisfactory quality. Many
companies have not applied quantitative methods, which include
mathematical and statistical control of product quality. Statistical quality
control is one tool that can help management to control product quality and
also the costs caused by damage to a program to address it effectively.
Keyword: Control, Statistics, Quality product
1.
PENDAHULUAN
Pertumbuhan yang pesat dari proses industrialisasi menyebabkan banyak dunia industri harus menyesuaikan situasi dan kondisi dalam menghadapi kemajuan teknologi, ilmu pengetahuan dan informasi yang datang agar tujuan perusahaan dalam usaha meningkatkan produktifitas dapat tercapai. Untuk dapat mencapai produktivitas sesuai dengan yang diharapkan kemampuan manusia harus dikembangkan untuk kemajuan perusahaan. Seperti saat ini dimana globalisasi telah menjangkau berbagai aspek kehidupan sehingga mengakibatkan timbulnya persaingan yang semakin ketat dalam dunia bisnis. Perusahaan yang dulu hanya bersaing dalam tingkat lokal, nasional atau regional kini harus bersaing dengan
*
Maya Ida Kesumawatie adalah Dosen Tetap pada STIE Mahardhika Sundjoto adalah dosen tetap STIE Mahardhika pada program Pasca Sarjana
perusahaan kelas dunia. Hanya perusahaan yang mempunyai keunggulan kualitas pada produk atau jasa yang dihasilkan saja yang dapat bersaing di pasar dunia.
Dalam menghadapi kondisi seperti diatas, perusahaan harus melakukan upaya-upaya untuk meningkatkan daya saing di antaranya dengan menghasilkan produk atau jasa yang berkualitas tinggi dengan tingkat harga yang kompetitif, sehingga dapat dikatakan bahwa kunci untuk dapat meningkatkan daya saing di pasar bebas adalah kualitas.
Perusahaan shuttle cocks Mina 2000 adalah perusahaan dimana dalam proses produksinya lebih banyak menggunakan tangan ( hand made ) sehingga kualitas produksinya kurang dapat terjaga apabila dalam pengawasan proses produksinya tidak terjaga sehingga diperlukan pengendalian kualitas yang baik. Pengendalian kualitas dengan cermat di sini dimaksudkan agar jumlah produk yang rusak dapat diminimumkan sehingga produk yang dihasilkan sesuai dengan yang telah ditetapakan sebesar 5% dan hal ini akan mempengaruhi tingkat penjualan serta laba yang diinginkan.
Jadi bila pengawasan ataupun pemeriksaan dilakukan secara intensif maka mutu produk dapat terus dikontrol dan produk rusak dapat diminimumkan, sehingga barang yang sampai ke tangan konsumen adalah produk baik dengan mutu yang lebih baik pula.
Dalam melaksanakan kegiatan produksinya, perusahaan selalu berharap bahwa barang atau jasa yang dihasilkan mempunyai kualitas seperti yang direncanakan. Tetapi dalam kenyataan tidaklah seperti itu. Perusahaan sering kali menemui adanya produk yang tidak sesuai dengan standar (produk cacat) yang memerlukan biaya kembali untuk memperbaikinya. Maka dari itulah perlu di adakannya suatu sistem pengendalian untuk menghitung, berapa jumlah produk cacat yang bisa ditolelir sesuai dengan standart yang telah ditetapkan oleh perusahaan shuttle cocks Mina 2000 Nganjuk?
2. TINJAUAN TEORI Kualitas (Quality)
Untuk mengetahui apakah kualitas barang yang dibuat sesuai dengan standart atau tidak, maka perlu dilakukan pengendalian kualitas. Jadi tujuan dari pengendalian kualitas adalah untuk mendapatkan gambaran kualitas hasil produksi.
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 3 Seringkali istilah kualitas digunakan pada suatu produk yang memiliki keunggulan. Menurut arti kamus bahasa inggris, kualitas (quality) diartikan sebagai the degree or grade of exellence. Agar tidak terjadi kerancuan dalam mengartikannya maka berikut akan diungkapkan beberapa pendapat mengenai definisi kualitas.
Menurut Feigenbaum (1997:17) “quality is the total composite product and service characteristic or marketing, engineering, manufacturing and maintenance meet the expectation of the customer”. Kualitas adalah keseluruhan gabungan dari karakteristik produk dan jasa dari pemasaran, perekayasaan, pembuatan dan pemeliharaan yang digunakan untuk memenuhi harapan pelanggan.
Pendapat Hanson and Mowen (1997:774), ”Quality is the degree or grade of exelence, in this sence quality is relative measure of goodnees”. Kualitas adalah kadar atau tingkat kesempurnaan dari suatu produk, dalam pengertian ini kualitas adalah ukuran yang relatif dari suatu kesesuaian.
Jadi secara umum kualitas produk dapat didefinisikan sebagai kemampuan atau tingkat keunggulan terbaik dalam memuaskan konsumen yang dimiliki oleh suatu produk sehingga memenuhi apa yang menjadi kebutuhan konsumen.
Menurut Armand V. Feigenbaum, (1984) mutu produk dan jasa secara langsung dipengaruhi dalam sembilan bidang dasar, atau pada bidang yang dapat dianggap sebagai 9M, yaitu antara lain : 1. Market (Pasar) ; 2. Money (Uang); 3. Management (Manajemen); 4. Man (Manusia); 5. Motivation (Motivasi); 6. Materials (Bahan); 7 Machines and Mechanization (Mesin dan Mekanisasi); 8. Muonting Product Requirements (Persyaratan Proses Produksi); 9. Modem Information Method (Metode Informasi Modem)
Meningkatnya kerumitan dan persyaratan-persyaratan prestasi yang lebih tinggi bagi produk telah menekankan pentingnya keamanan dan keterandalan produk. Perhatian dan konstan harus diberikan untuk meyakinkan bahwa tidak ada faktor–faktor yang diketahui atau tidak diketahui, memasuki proses untuk menurunkan keterandalan komponen atau sistem. Rancangan yang secara bawaan terandalkan dapat menghasilkan keterandalan tersebut hanya sebagai hasil dari kewaspadaan.
a. Jenis-jenis Kualitas
Menurut Hanson and Mowen (1995:896), ada tiga jenis kualitas yang harus diketahui agar meningkatkan kualitas yaitu :
1. Quality of desaign (kualitas desain)
2. Quality of Conformance (kualitas kesesuaian) 3. Quality of performance (kualitas hasil)
Selain merupakan suatu usaha terpadu, usaha perbaikan kualitas harus memperhatikan aspek manusia dalam perusahaan. Menurut Montgomery (1991:`4) ada dua aspek yang harus diperhatikan untuk menerapkan pendekatan tanpa cacat (zerro defect approach) yaitu aspek pencegahan dan aspek motivasi. Aspek pencegahan melakukan pelatihan terhadap karyawan. Sedangkan aspek motivasi berkaitan dengan usaha komunikasi dengan tiap individu dalam perusahaan untuk mendorong usaha pencegahan produk cacat.
Pengendalian Kualitas
Didalam dunia industri, mutu dan kualitas barang yang dihasilkan merupakan salah satu faktor yang sangat penting. Barang yang diproduksi ditentukan kualitasnya berdasarkan pengukuran ataupun penilaian karasteristik tertentu. Walaupun segala proses produksi direncanakan dan dilaksanakan dengan baik, mungkin saja karena suatu hal mengakibatkan kualitas dari hasil tidak sesuai dengan standart yang telah ditentukan.
Untuk mengetahui apakah kualitas barang yang dibuat sesuai dengan standart atau tidak, maka perlu dilakukan pengandalian kualitas, jadi tujuan dari pengendalian kualitas adalah untuk mendapatkan gambaran kualitas hasil produksi. Dalam pengendalian kualitas ini dapat dilakukan pemeriksaan terhadap keseluruhan hasil produksi. Dari uraian diatas dapat diambil kesimpulan pengendalian kualitas adalah suatu pengaturan proses untuk mengatur kualitas yang terjadi, kemudian dibandingkan dengan standart dan melakukan tindakan bila terjadi kelainan atau penyimpanga. Atau dengan kata lain Pengendalian Kualitas Statistik adalah suatu tidakan yang dilakukan untuk mengendalikan kualitas. Suatu proses produksi dengan menggunakan Metode Statistik agar produk yang dihasilkan sesuai dengan spesifikasi yang telah ditetapkan perusahaan dan dapat memuaskan konsumen.
Dalam memahami pengertian pengendalian kualitas, pendapat Montgomery (1990:3) adalah: ”Aktivitas keteknikan dan manajemen yang dengan aktivitas tersebut kita ukur ciri-ciri kualitas produk, membandingkan dengan spesifikasi atau persyaratan dan mengambil tindakan penyehatan yang sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang distandarkan”.
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 5 Bustefield (1994:2) berpendapat bahwa “pengendalian kualitas merupakan aktivitas-aktivitas yang berkaitan dengan usaha pemenuhan dan perbaikan kualitas produk”. Pendapat yang lebih sederhana lagi seperti yang dijelaskan Harbanangin dan Harahap (1995:20-21): “Pengendalian kualitas adalah teknik dan kegiatan operasional yang digunakan untuk memenuhi persyaratan”.
Aktivitas-aktivitas yang dilaksanakan dalam pengendalian kualitas menurut Basterfield meliputi:
1. Perencanaan spesifikasi yang dibutuhkan dalam mendesain suatu produk. 2. Pendesainan produk yang sesuai dengan spesifikasinya.
3. Produksi yang disesuaikan dengan pemenuhan seluruh spesifikasi.
4. Inspeksi untuk menentukan produk menyediakan informasi apabila perbaikan spesifikasi diperlukan :
Kontrol (Control)
Untuk menjaga agar mutu yang diinginkan dapat tercapai maka perlu untuk diadakan pengawasan. Untuk lebih jelasnya ini akan disajikan beberapa pendapat dari para ahli. Menurut Harsono (1992:86) mengemukakan bahwa: ”Control adalah suatu jaminan bahwa hasil-hasil yang akan dicapai sesuai dengan yang diharapkan”.
Assaury (1993:123) menyatakan bahwa “kontrol atau pengendalian adalah kegiatan pemeriksaan dan pengendalian atas kegiatan yang telah dan sedang dilakukan agar kegiatan-kegiatan tersebut dapat sesuai dengan apa yang diharapkan atau direncanakan”.
Pengendalian mutu terpadu adalah suatu sistem yang secara efektif memadukan usaha-usaha pengembangan mutu yang melibatkan berbagai unsur dalam organisasi, sehingga memungkinkan pemuasan permintaan langganan dengan produk dan pelayanan yang paling ekonomis. Kualitas terbaik bukan hanya dilihat dari arti optimal atau terbaik untuk kepentingan pelanggan yang berkaitan dengan pemakaian sesungguhnya terhadap benda tersebut dan harganya yang harus dibayarkan untuk benda tersebut.
Pengendalian Kualitas Statistik (SQC)
Penerapan teknik statistik untuk membantu pengendalian kualitas sudah dikembangkan sejak tahun 1924 oleh Stewart. Dia memperkenalkan bahan pengendali (control chart) sebagai alat bantu pengendalian proses produksi. Pada dekade yang sama mulai diperkenalkan sampling penerimaan (acceptance
sampling) oleh HF Dogde dan HG Horming. Publikasi yang gencar menjadikan SQC mulai dikenal dan ditetapkan pada industri-industri di Jepang dan Amerika. Macam - macam alat pengendali mutu adalah; Lembar Pengecekan ( Check Sheet ); Histogram; Diagram Pareto; Diagram Sebab Akibat; Diagram Pencar; Diagram Alir ( Flow Chart ); Peta Kendali ( Peta Kontrol )
Peranan Quality Control pada Kualitas Produksi
Harsono (1992:52) bahwa “Jelaslah bahwa di samping perencanaan produksi ditentukan untuk merencanakan kegiatan-kegiatan manufacturing pada waktu yang akan datang, juga untuk pengawasan di dalam merencanakan tadi tidak sekedar membuat rencana sebagai petunjuk, tetapi rencana itu juga mengaktualkan sebagai control apakah pelakasanaan pekerjaannya dapat dilakukan secara efisien dan dengan biaya yang seminim mungkin”.
Pada pengendalian kualitas secara standart tidak menghendaki terbaik absolut, tetapi kualitas yang diinginkan adalah produk yang memenuhi permintaan konsumen. Umumnya permintaan konsumen ini diwujudkan dalam (2) dua syarat, yaitu akhir penggunaan suatu produk dan harga jual suatu produk.
Pada proses produksi 2 syarat tersebut dijelaskan dalam bentuk : a. Ciri – ciri
b. Ongkos produksi
c. Syarat–syarat produksi untuk menghasilkan produksi yang dikehendaki. Biasanya syarat–syarat ini, tidak dapat dipenuhi secara tepat baik secara ekonomi maupun dalam prakteknya, oleh karena itu disetujui suatu toleransi. Akan tetapi praktek harus menjaga kualitasnya supaya tetap dengan ukuran yang sesuai sehingga produksi yang baik akan mempertahankan mutu supaya tidak terlalu banyak variabel - variabelnya.
Berdasarkan pendapat tersebut menunjukkan bahwa sungguh sangat penting dijalankannya suatu control atau pengawasan walaupun rencana dari produksi tersebut tidak tercapai. Pengawasan atau control ini merupakan usaha memberikan jaminan agar pelaksanaan dari proses ini sesuai dengan rencana yang telah dibuat bila rencana dan tujuan jelas, maka segera membuat petunjuk dan perintah untuk menjalankan perintah tersebut. Maka dapat dikatakan bahwa peranan pengawasan pada mutu produksi merupakan proses yang utama dalam mencapai suatu tujuan.
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 7 Grafik Pengendali (Control Chart)
Untuk memeriksa atau menguji kualitas kedalam suatu produk, tidak mungkin produk itu harus dibuat dengan benar sejak awal. Ini berarti bahwa proses produksi harus stabil dan mampu beroperasi sedemikian hingga sebenarnya semua produk yang dihasilkan sesuai dengan spesifikasi. Pengendalian proses statistik pada jalur adalah alat utama yang digunakan dalam membuat produk dengan benar sejak awal. Grafik pengendali adalah macam prosedur pengendalian proses secara statistik pada jalur yang paling sederhana.
Teori umum grafik pengendali ini pertama kali ditemukan oleh Dr. Walter A. Shewhart pada tahun 1920-an, sewaktu ia bekerja pada Bell Telephone Laboratoties. Grafik pengendali yang dikembangkan menurut azas-azas ini kerap kali dinamakan grafik pengendali shewhart. Kebanyakan tehnik yang dikembangkan oleh para ahli statistik matematis untuk analisis data dapat digunakan untuk mengendalikan mutu produk. Pernyataan pengendalian mutu secara statistik dapat dipakai untuk mencakup semua penggunaan tehnis statistis untuk keperluan ini. Akan tetapi, seringkali sebenarnya berkaitan dengan empat (4) teknik yang berlain, tetapi saling berhubungan yang membentuk peralatan kerja statistis paling umum dalam pengendalian mutu. Peralatan ini adalah :
1. Bagan–bagan kendali shewhart untuk karakteristik mutu (quality characteristich) yang terukur. Dalam bahasa teknisnya, dinyatakan sebagai bagan peubah–peubah (charts for variables) atau sebagai bagan dan R (rata
– rata dan deviasi standar sampel).
2. Bagan kendali shewhart untuk bagian yang ditolak (fraction rejacted). Dalam bahasa teknisnya dinyatakan sebagai bagan P.
3. Bagan kendali shewhart untuk banyaknya ketidaksesuaian perunit. Dalam bahasa teknisnya dinyatakan sebagai bagan C.
4. Bagan dari teori penarikan sampel yang berhubungan dengan proteksi mutu yang diperoleh dari prosedur penarikan sampel penerimaan (sampling acceptance procedure).
Menurut Basterfield (1994:29), “the Control charts are an out standing technique for problem solving and resulting quality improvement”. Suatu grafik yang merupakan penurunan produktivitas. Dengan mengurangi sisa bahan dan pengerjaan kembali maka produktivitas akan meningkat dan biaya akan berkurang.
Grafik pengendali adalah grafik yang mempunyai run chart ditambah dengan adanya batas kendali atas (upper control limit) dan batas kendali bawah (lower control limit), batas kendali ini ditentukan secara statistik. Gambar grafik pengendali tampak pada gambar.
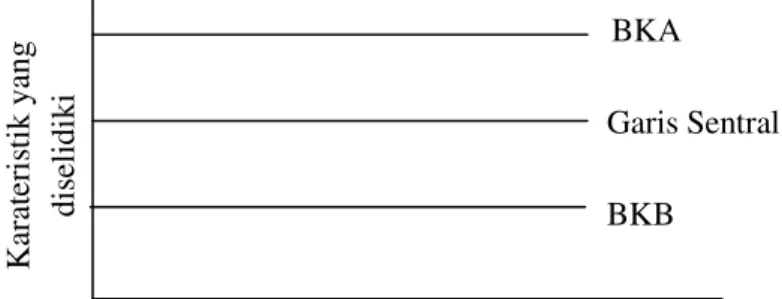
Grafik pengendali digunakan untuk menentukan apakah suatu proses produksi dikatakan dalam keadaan terkendali secara statistik atau tidak. Suatu proses dikatakan dalam keadaan terkendali statistik apabila semua data terletak dalam batas-batas yang ditentukan secara statistik. Apabila beberapa data terletak di luar batas-batas tersebut, maka ini merupakan indikasi bahwa proses berada diluar kendali atau tidak stabil. Sebab atau gangguan yang diluar batas kendali harus didefinisikan dan diambil tindakan koreksi sehingga proses bisa dalam keadaan terkendali. Diagram kontrol ini terdiri dari 3 garis mendatar sejajar yang terletak pada sumbu salib, seperti nampak pada gambar di bawah ini :
Gambar1: Grafik Pengendali (Sumber: Assauri, 1993)
Sumbu vertikal menunjukan karakteristik barang yang sedang diselidiki dan sumbu horisontal menunjukan nomor sampel barang yang sedang diselidiki. Garis sentral menunjukan nilai buku yang menjadi pangkat perhitungan terjadinya penyimpangan hasil-hasil pengamatan untuk setiap sampel. Yang dimaksud dengan batas kontrol atas (BKA) adalah garis sejajar dengan garis sentral. Garis ini menyatakan penyimpangan tertinggi dari nilai buku, sedang garis bawahnya sejajar dengan garis sentral disebut garis batas kontrol bawah (BKB) yaitu merupakan batas penyimpangan yan paling rendah.
Nilai dari tiap sampel dihitung kemudian digambarkan dengan titik agar mudah dianalisa, apabila titik-titik berada dalam daerah yang dibatasi oleh garis BKA dan BKB maka dapat dikatakan bahwa proses produksi masih bisa ditolerir.
K ar at er is ti k yang di se li di k i BKA Garis Sentral BKB Nomor Sampel
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 9 Maka proses produksi keluar dari kontrol, ini menandakan adanya hal-hal yang mempengaruhi aktifitas proses produksi perusahaan. Dalam keadaan ini harus dicari penyebab terjadinya penyimpangan mutu standar, agar proses produksi kembali dalam kontrol garis BKA dan BKB.
Grafik Pengendali Variabel
Banyak karakteristik kualitas yang dapat menyatakan dalam bentuk angka suatu karakteristik kualitas yang dapat diukur, seperti dimensi berat, panjang, volume, dinamakan variabel grafik pengendali variabel digunakan secara luas dan merupakan prosedur pengendali yang efisien untuk memberi informasi tentang penampilan proses.
Bila digunakan karakteristik kualitas variabel sudah merupakan praktek yang standar untuk mengendalikan nilai mean karakteristik kualitas variabilitasnya. Pengendalian rata-rata proses atau mean kualitas dengan grafik pengendali untuk mean atau grafik . Variabilitas atau pencarannya dapat dikendalikan dengan grafik pengendali untuk rentang atau yang dinamakan grafik R. Grafik x dan R termasuk teknik pengendalian proses statistik pada jalur yang paling penting dan berguna, serta lebih banyak digunakan
Pengendalian Proses dengan Pengukuran Variabel Menggunakan Grafik dan R
Grafik dan R (range) secara luas digunakan dalam pengendalian proses statistik. Dalam sampel atribut, kita menentukan apakah sesuatu itu baik atau tidak, pantas atau tidak. Dalam sampel variabel, kita mengukur berat, volume, jumlah atau pengukuran variabel lainnya, dan kita mengembangkan grafik pengendali untuk menentukan apakah proses diterima atau ditolak berdasarkan pengukuran tersebut.
Menurut Montgomery (1990:206-210), Grafik adalah suatu gambar sederhana rata-rata sampel yang diambil dari proses, antara jumlah tertinggi dan terendah dalam sampel tersebut. Nilai R menyediakan suatu perhitungan yang mudah, ukuran variasi seperti menggunakan standar deviasi R adalah rata-rata range tiap sampel. Lebih spesifik didefinisikan seperti
=
= diketahui:
= rata-rata sampel i = jumlah item
n = jumlah total item dari sampel = rata-rata mean sampel j = jumlah sampel
m = jumlah total sampel Rj = perbedaan antara ukuran
R = rata-rata pengukuran R antara semua sampel
Grant dan Wort menghitung suatu tabel yang memberikan kita dengan mudah menghitung batas kendali bawah dan batas kendali atas untuk grafik dan R. Hal tersebut didefinisikan sebagai berikut:
UCL = + A2R
LCL = - A2R
UCLR = D4R
LCLR = D3R
Interpretasi Grafik Pengendali
Telah dicatat bahwa grafik pengendali dapat menunjukkan keadaan tak terkendali meskipun semua titik terletak di dalam garis pengendali, yaitu bila pada titik-titik yang digambarkan menunjukkan tingkah laku yang tidak random. Dalam banyak hal, pola titik-titik yang digambarkan akan memberikan informasi diagnostik yang berguna pada proses yang sedang diamati.
Dengan peta kontrol ini, kita dapat menganalisis dan mengevaluasi kondisi– kondisi yang dianggap tidak normal.
1. Semua plot data berada diantara batas–batas kontrol.
2. Grup data tidak membentuk kecenderungan gerakan yang khusus. 3. Berapa plot data berada diluar batas kontrol atau persis dalam garis batas.
Apabila ada plot diluar batas kontrol maka hal ini harus dilihat apakah disebabkan assignable atau tidak, plot data yang baik adalah kalau menyebar rata dalam batas kontrol.
Dalam menginterpretasikan pola pada grafik , pertama-tama harus ditentukan dahulu apakah garis R terendah atau tidak. Beberapa sebab terduga
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 11 tampak pada grafik dan R. Bila grafik dan R keduanya menunjukkan pola tidak random, strategi yang terbaik adalah pertama-tama menghilangkan sebab-sebab terduga grafik R. Dalam banyak hal, ini secara otomatis akan menghilangkan pola tak random pada grafik . Perlu diperhatikan bahwa sebaliknya tidak menginterpretasikan grafik x bila grafik R menunjukkan keadaan tidak terkendali.
Menurut Montgomery (1990:226-230) ada beberapa pola yang dapat muncul pada grafik pengendali yaitu:
a. Pola siklis, Pola siklis akan muncul pada grafik pengendali sebagai akibat dari perubahan lingkungan yang sitematis seperti temperatur, kelelahan operator, perputaran operator, perputaran mesin atau variable lain dalam alat produksi. b. Pola campuran, Ditunjukkan apabila titik-titik yang tergambar cenderung jatuh
dekat atau sedikit di luar batas pengendali, dengan titik yang relative sedikit dekat garis pengendali.
c. Pola pergeseran dalam tingkat proses, Pergeseran yang terjadi mungkin disebabkan dari penerapan metode, bahan baku, mesin yang baru, perubahan dalam standar pemeriksaan, atau sebab-sebab lain.
d. Pola trend, Suatu trend atau gerakan kontinyu dalam satu arah biasanya disebabkan oleh kemunduran atau keausan suatu alat atau sesuatu komponen proses yang lain.
Statistik digunakan dalam proses pengendali mutu. Ada empat (4) macam metode statistik yang digunakan secara terpisah maupun bersamaan atau kombinasi antara keduanya, diantaranya adalah :
1. Distribusi frekuensi, dapat digunakan untuk melihat kualitas (mutu) secara sepintas :
a. Kualitas rata–rata. b. Penyebaran kualitas.
c. Perbandingan kualitas dengan spesifikasi yang diinginkan.
2. Gambar kontrol, suatu yang menyajikan secara grafik keadaan produk secara kronologi dengan batas–batas yang menggambarkan kemampuan produk waktu lalu.
3. Tabel sampling, terdiri dari jadwal untuk penggunaan kualitas (100%), dilakukan untuk menjamin kualitas yang dikehendaki.
4. Metode khusus, digunakan untuk kontrol kualitas dalam industri, antara lain korelasi, analisis warna, analisis toleransi.
3.
METODE PENELITIAN
Jenis PenelitianPenelitian ini menggambarkan penerapan suatu alat pengendalian kualitas statistik pada perusahaan manufaktur. Alat statistik ini dapat digunakan untuk membantu manajemen dalam upaya mengendalikan kualitas dan biaya kualitas yang terjadi. Jadi jenis penelitian ini merupakan penelitian deskriptif.
Populasi Dan Sampel Penelitian
Untuk penerapan pengendalian proses pada perindustrian, lebih baik menggunakan sampel kecil. Ada dua alasan utama yaitu; Pertama, sampel diambil memerlukan waktu lama, proses mungkin berubah ketika sampel diambil. Kedua, sampel besar lebih banyak biaya pengambilannya.
Ukuran sampel 4 atau 5 unit tampaknya yang lebih disukai. Rata-rata sampel mempunyai perkiraan distribusi normal. Ukuran sampel lebih besar dari 5 memberikan batas kendali terbatas dan dengan demikian lebih sensitive. Untuk mendeteksi variasi proses lebih baik digunakan sampel besar.
Sekali grafik dibuat, setiap sampel yang diambil dibandingkan dalam grafik dan keputusan dibuat mengenai apakah proses diterima. Untuk membuat grafik disarankan 25 sampel atau lebih. Standar praktis dalam pengendalian proses untuk variable adalah menempatkan batas pengendali 3 standar deviasi di atas rata-rata sampel diharapkan antara batas pengendali tersebut. Dengan demikian jika satu rata-rata sampel jauh di luar, kita mempunyai bukti yang kuat bahwa proses diluar kendali.
Definisi Operasional dan Variabel Penelitian
Definisi operasional berfungsi untuk menjelaskan pengertian yang akan diteliti, sesuai dengan masalah yang ada hubungannya, sehingga tidak menimbulkan interpretasi yang lain. Adapun definisi operasionalnya adalah sebagai berikut: 1. Mutu diartikan sebagai faktor-faktor yang terdapat dalam suatu barang/ hasil
yang menyebabkan barang atau hasil tersebut sesuai dengan tujuan untuk apa barang/ hasil itu dimaksudkan atau dibutuhkan.
2. Standar mutu merupakan suatu pengawasan dari perusahaan untuk pemenuhan kebutuhan-kebutuhan berdasarkan ketentuan mutu produk yang ditetapkan
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 13 dengan harapan supaya hasil produksi sesuai atau sama dengan ketentuan mutu tersebut.
3. Rusak atau cacat adalah hasil produksi perusahaan yang tidak sesuai dengan standar mutu yang ditetapkan perusahaan.
Variabel Penelitian
Dalam penelitian ini menggunakan dua variabel yaitu variabel x dan variable R. Variabel x adalah penerapan statistik quality control, variable R adalah pengendalian kualitas. Cara analisa data yang digunakan adalah kuantitatif dan kualitatif. Dengan grafik pengendali ini akan dapat diketahui apakah proses produksi berada dalam pengendalian ataukah di luar batas pengendalian. Bila ada yang di luar batas pengendalian maka dapat segera diketahiu bagian mana yang memerluka pengendalian dan mendapatkan perhatian atau penanganan yang lebih serius. Sedangkan cara untuk membuat grafik pengendali tersebut adalah:
=
sp = Dimana:
= Mean rata-rata kerusakan x = Banyaknya barang yang rusak n = Banyaknya barang yang diobservasi sp = Standar deviasi
Rumus batas kontrol UCL/LCL = ± 3 Sp
UCL = Batas pengawasan atas LCL = Batas pengawasan bawah
Keputusan ini diterima apabila UCL ≥ P ≥ LCL maka P tingkat kerusakan
masih dalam batas kontrol unit (UCL dan LCL) dan tidak diterima apabila
UCL ≤ P ≤ LCL maka P tingkat kerusakan diluar batas kontrol unit untuk
UCL dan LCL.
Sedangkan untuk menggambarkan data atau masalah yang sama digunakan diagram pareto dengan cara menyusun data atau masalah menurut frekuensi
terjadinya (prioritas penting), lalu buat suatu paragraph dengan bar terbesar atau terpenting sebelah kiri, kemudian ke kanan sesuai prioritas yang makin kecil.
Gambar 2: Diagram Pareto
( Sumber: Douglas Mongomery, Pengantar Statistik Kualitas, 1990:12) 4. ANALISIS DAN INTERPRETASI PENELITIAN
Penyebab timbulnya cacat pada produk karena faktor-faktor sebagai berikut: a. Manusia
b. Metode Kerja c. Bahan Baku d. Lingkungan kerja
Bagan pengendali yang akan digunakan dalam penelitian ini adalah bagan pengendali p yaitu digunakan pada bagian yang ditolak atau yang tidak sesuai dalam suatu produksi. Hal ini sesuai dengan kebijaksanaan manajemen perusahaan Shuttle Cocks Mina 2000 dalam menetapkan karaktristik kualitas secara atiribut yang mengkategorikan suatu hasil produk dengan benar dan cacat.
Dalam memperlakukan produk cacat manajemen memiliki kebijaksanaan untuk memperbaiki produk bagi produk yang mengalami kerusakan tidak parah, yang kemudian dijual dengan harga yang lebih rendah.Hasil proses produksi ternyata juga menghasilkan produk yang tidak dapat diperbaiki lagi. Penerapan pengendalian kualitas statistik ini diarahkan pada produk yang tidak memenuhi karakteristik kualitas tersebut.
Jum lah Pros en ta se
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 15 Tabel 1: Biaya Kualitas Akibat Adanya Produk Cacat Periode Juni 2008-Juli 2009
Biaya-Biaya Kualitas Jumlah
1. Biaya pengerjaan ulang
2. Biaya kerugian akibat penjualan produk rusak 3. Biaya sisa bahan
4.540.960 13.964.406 6.277.110
Total 24.714.480
Sumber data : Perusahaan Shuttle Cocks Mina 2000 Nganjuk
Biaya/kerugian akibat penjualan produk rusak adalah kerugian yang diakibatkan karena produk tidak memenuhi standar sehingga harus dijual dengan harga yang lebih rendah. Sedangkan biaya sisa bahan merupakan biaya akibat produk tidak dijual karena cacat.
Tabel 2: Jumlah Dan Penyebab Produk Cacat
Jumlah Prosentase
Bahan Baku 59 20.56
Mesin 201 70.03
Manusia 27 9.41
Penyebab Produk Cacat Jumlah Produk Cacat
TOTAL 287 100
Sumber : Data primer diolah
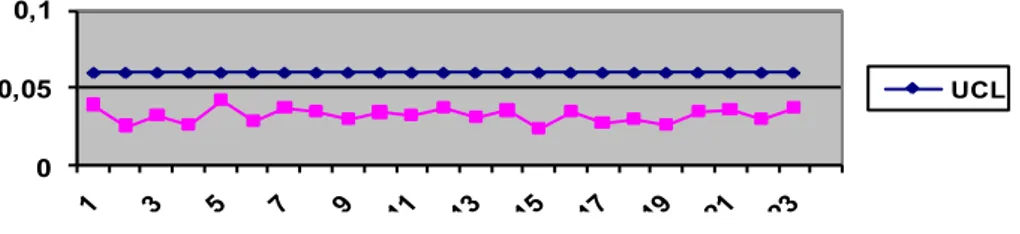
Tingkat kerusakan yang terjadi adalah sebagai berikut: P = P = = 0.032 UCL/LCL = P ± 3 = 0,032 ± 3 = 0,032 ± 0,027 UCL = 0,032 + 0,027 = 0,059 LCL = 0,032 – 0,027 = 0,005
Setelah diketahui tingkat kerusakan yang terjadi dan batasan pengawasannya maka digambarkan grafik tingkat kerusakan sebagai berikut:
0 0,05 0,1
UCL
Gambar 3: Grafik Tingkat Kerusakan
Interpretasi Data
Dari hasil perhitungan yang menunjukkan bahwa tingkat kerusakan yang masih dalam batas pengendalian kontrol unit artinya hasil perhitungan tingkat kerusakan secara keseluruhan masih dibawah yang distandarkan perusahaan dimana tingkat kerusakan masih dalam kontrol dan penyimpangan kualitas masih dapat ditolerir.
Adapun langkah-langkah yang dilakukan manajemen dalam mencapai standar yang ditetapkan maka manajemen dapat melakukan usaha-usaha perbaikan kualitas produk dengan data tambahan berupa alat pengendali proses statistik yang lain yaitu diagram pareto (pareto chart). Alat pengendali ini akan memberikan informasi prosentase penyebab produk cacat. Adapun catatan:
1. Penetapan nilai p (nilai rata-rata bagian/fraksi tidak sesuai) yang merupakan nilai standar dalam proses produksi dan digunakan untuk pembuatan bagan pengendali pada proses produksi berikutnya.
2. Standar pencapaian untuk menurunkan biaya kualitas pada proses produksi berikutnya.
Perusahaan Shuttle Cocks Mina 2000 Nganjuk selama ini belum memiliki nilai standar untuk mengurangi produk cacat, sehingga pencapaian nilai atau nilai standar harus diestimasikan dari data amatan yang ada. Nilai estimasi yang digunakan adalah nilai diperoleh dari hasil bagi antara jumlah produk cacat dan jumlah hasil produksi dalam suatu proses produksi.
Persamaan nilai adalah seperti berikut ini : =
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 17 = total jumlah prosuksi dari sampel ke i sampai dengan sampel m
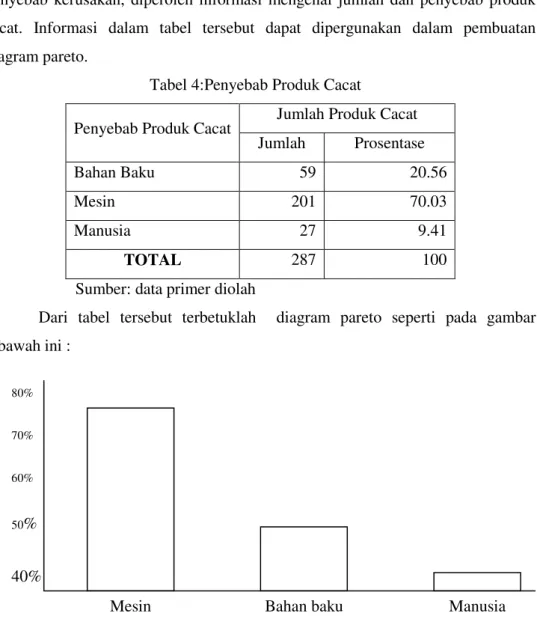
Jika titik sampel berada dalam batas pengendali berarti proses dalam pengendalian statistik. Sehingga batas nilai dapat digunakan untuk pengendalian proses produksi baik untuk sekarang maupun yang akan datang. Dari data penyebab kerusakan, diperoleh informasi mengenai jumlah dan penyebab produk cacat. Informasi dalam tabel tersebut dapat dipergunakan dalam pembuatan diagram pareto.
Tabel 4:Penyebab Produk Cacat
Penyebab Produk Cacat Jumlah Produk Cacat Jumlah Prosentase
Bahan Baku 59 20.56
Mesin 201 70.03
Manusia 27 9.41
TOTAL 287 100
Sumber: data primer diolah
Dari tabel tersebut terbetuklah diagram pareto seperti pada gambar dibawah ini :
Gambar 4: Diagran Pareto Penyebab Produk Cacat
Usaha-usaha perbaikan kualitas yang dapat dilakukan oleh manajemen antara lain sebagai berikut:
1. Usaha-usaha manajemen mula-mula dititik beratkan agar proses berada dalam pengendalian statistik. Hal ini berarti usaha-usaha tersebut diarahkan untuk mengurangi terjadinya sebab-sebab terduga (assignable causes) pada proses
Mesin Bahan baku Manusia
80%
70%
60%
50%
produksi bulan juli 2009 agar tidak terjadi lagi pada bulan-bulan berikutnya. Sebab-sebab terduga sebaiknya diantisipasi lebih baik lagi sehingga hasil dan jalannya proses produksi seperti yang diharapkan.
2. Perbaikan dapat dilakukan apabila akar permasalahan dari sebab-sebab terduga bersifat operator controlable atau dapat diatasi oleh karyawan bagian operasional. Apabila ternyata akar permasalahan bersifat manajemen controlable atau mengharuskan campur tangan manajemen tingkat atas maka data pareto diatas perlu digunakan. Dari data pareto chart di atas perlu dicari akar permasalahan sebenarnya.
3. Manajemen perlu merevisi bagian pengendali pada bulan-bulan berikutnya agar benar-benar diperoleh yang menggunakan kemampuan proses produksi. Terjadinya perbaikan-perbaikan dalam proses produksi akan merubah nilai .
5.
Simpulan
Perusahaan Shuttle Cocks Mina 2000 Nganjuk selama ini belum memiliki nilai standar untuk mengurangi produk cacat, sehingga pencapaian nilai atau nilai standar harus diestimasikan dari data amatan yang ada. Nilai estimasi yang digunakan adalah nilai diperoleh dari hasil bagi antara jumlah produk cacat dan jumlah hasil produksi dalam suatu proses produksi. Sehingga batas nilai dapat digunakan untuk pengendalian proses produksi baik untuk sekarang maupun yang akan datang.
Bahwa jumlah produk cacat yang distandarkan perusahaan sebesar 5% sehingga tingkat kerusakan masih dalam batas pengawasan yang distandarkan yang telah terjadi masih dapat ditolerir. Hal ini dapat dilihat dari hasil perhitungan dimana diperoleh hasil perhitungan untuk:
Batas atas pengawasan = 0,032 + 0,027 = 0,059 Batas bawah pengawasan = 0,032 – 0,027 = 0,005
Sehingga tingkat kerusakan masih dalam batas pengawasan yang distandarkan dan masih ditolerir sesuai dengan standar yang telah ditetapkan oleh perusahaan Shuttle Cocks Mina 2000 Nganjuk.
Penerapan Statistik Quality Control….(Maya Ida, Sundjoto) 1 – 19 19 DAFTAR PUSTAKA
Assaury Sofyan, 1993. Manajemen Produksi dan Operasi. Edisi Keempat. LPFE UI Jakarta.
Budi W. Sutjipto. 1995. Strategi manajemen Kualitas dalam Era Globalisasi, Manajemen dan Usahawan Indonesia, No 10 / Oktober 1995.
Buntje Harbanangin dan Permadanian Ronitua Harahap, 1995. III Hal Penting Tentang ISO 9000. Cetakan Pertama. PT. Iron Damrin Sentosa, Jakarta. Busterfield. Dale H. 1994. Quality Control. Fourth Edition, New Jersey. Prentice
Hall. International.
Feibenbaum, AV, 1989. Kendali Mutu Terpadu. Terjemahan Oleh Hudaya Kandah Jaya, Edisi Ketiga. Penerbit Erlangga. Jakarta.
Hanson Don R and Maryanne M. Mowen. 1997. Manajemen Accounting. Third Edition, South Western College Publiswhing, Cincinnati, Ohio.