APLIKASI LINEAR PROGRAMING PADA PERENCANAAN PRODUKSI BIJIH NIKEL
Studi Kasus : Proyek Penambangan Bijih Nikel PT X
SKRIPSI Faiz Nur Baskoro
PROGRAM STUDI TEKNIK PERTAMBANGAN FAKULTAS SAINS DAN TEKNOLOGI UNIVERSITAS SYARIF HIDAYATULLAH
JAKARTA
2022 M/1443 H
ii
APLIKASI LINEAR PROGRAMING PADA PERENCANAAN PRODUKSI BIJIH NIKEL
Studi Kasus : Proyek Penambangan Bijih Nikel PT X
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik Program Studi Teknik Pertambangan
Fakultas Sains dan Teknologi
Universitas Islam Negeri Syarif Hidayatullah Jakarta
Oleh
Faiz Nur Baskoro 11160980000002
PROGRAM STUDI TEKNIK PERTAMBANGAN FAKULTAS SAINS DAN TEKNOLOGI UNIVERSITAS SYARIF HIDAYATULLAH
JAKARTA
2022 M/1443 H
iv
LEMBAR PERNYATAAN
DENGAN INI MENYATAKAN BAHWA SKRIPSI INI ADAI.AH HASIL KARYA SAYA SENDIRI DAN BELUM PERNAH DIAJUKAN SEBAGAI SKRIPSI ATAU KARYA ILMIAH PADA PERGURUAN TINGGI ATAU LEMBAGA MANAPUN.
FAIZ NUR BASKORO 11160980000002
v
Kata Pengantar
Puji dan syukur penulis panjatkan kepada Allah SWT atas karunianya penulis masih diberi kesempatan untuk membuat laporan tugas akhir sebagai syarat kelulusan Sarjana Teknik Pertambangan Universitas Islam Negeri Syarif Hidayatullah Jakarta. Laporan ini dapat tersusun tentunya dengan bantuan dari beberapa pihak yang selama ini telah mendampingi, memberi arahan dan memberi semangat penulis sehingga penulis dapat menyelesaikan penelitian dan laporan tugas akhir dengan baik. Untuk itu,penulis ingin memberikan ucapan terimakasih kepada beberapa pihak yang telah berperan pada saat penelitian tugas akhir berlangsung, diantaranya :
1. Keluarga tercinta, terutama kedua orang tua saya yang telah memberikan support dalam bentuk moril maupun materil dari awal kuliah hingga bisa menyelesaikan tugas akhir.
2. Bapak Supriyadi, P.hD selaku pembimbing I yang selalu memberikan support, motivasi dan arahan penuh kepada penulis sepanjang penelitian berlangsung hingga selesai.
3. Bapak Dr. Ambran Hartono, M. Si selaku Ketua Prodi Teknik Pertambangan UIN Syarif Hidayatullah Jakarta sekaligus pembimbing II dari penulis.
4. Abang Dzaki Gunawan, S.T selaku pembimbing lapangan di PT. AKA GEOSAINS sekaligus senior Teknik pertambangan UIN Syarif Hidayatullah Jakarta 2014 yang telah membimbing dan mendampingi saya.
5. Ibu Fadila Rahmana S.Si., M.T yang selalu membimbing dan memberikan arahan serta motivasi penuh kepada penulis selama penelitian berlangsung.
6. Senior-senior Teknik pertambangan 2014, terutama abang abdul rachmat maulana selaku mentor sepanjang saya berkuliah dan berorganisasi Bersama Himpunan Tambang UIN Jakarta, Kak Nisrina Amalia, Kak Bella Puspa dan Abang Fajar Muharram yang bersedia
vi
diganggu waktunya tiada henti sepanjang penulis menyusun laporan tugas akhir.
7. Jelly Cheaza, S.I.Kom Wanita yang tanpa henti menyemangati, mendoakan dan mendesak agar penulis segera menyelesaikan tugas akhir demi masa depan penulis dan beliau.
8. Keluarga seperjuangan Teknik Pertambangan UIN Syarif Hidayatullah Jakarta 2016 yang tidak bisa saya sebut satu-persatu karena terlalu sedikit mahasiswanya, yang telah menyemangati dan membantu penulis tak kenal waktu dan tak kenal tempat.
9. Sahabat-sahabat saya keluarga kebon yang selalu menemani penulis mengerjakan tugas akhir setiap hari, sepanjang waktu.
10. Keluarga Himpunan Mahasiswa Teknik Pertambangan UIN Syarif Hidayatullah Jakarta, Salam Tambang!
Dan seluruh sahabat dan teman dan kerabat yang tidak bisa penulis sebutkan satu-satu. Akhir kata, penulis turut mendoakan kepada Allah SWT, Tuhan Yang Maha Esa agar membalas kebaikan dari segala pihak yang telah membantu penulis dengan balasan sehat selalu, Bahagia, dimudahkan rezekinya dan selalu diberi nikmat iman. Serta, penulis berharap agar Laporan Tugas Akhir ini dapat memberikan manfaat dan ilmu bagi seluruh pembacanya
Ciputat, 20 Januari 2022
Penulis
vii
Abstrak
Penelitian ini bertujuan untuk menyimulasikan pencampuran kadar pada produksi bijih nikel dengan cost yang minimum. Pada rasio pencampuran kadar, diaplikasikan konsep Linear Programming dengan menggunakan software LiPS. Selanjutnya, didapatkan jumlah kebutuhan alat dan biaya produksi tiap tahunnya.
Sebagai hasil, Kompartemen Golf harus berproduksi sebanyak 746,086 ton, Hotel 242,521 ton dan Indie 11,392.7 ton pada tahun pertama.
Kata Kunci : Linear Programming, Operation Research, Penjadwalan produksi bijih nikel.
viii
Abstract
The aim of this study is to set a blending grade ratio for nickel ore production at minimum cost. For this blending ratio, determination a Linear Programming concept has been applied using LiPS Software. Then, a many equipment needs and production costs annually are met.
As a result; The golf Compartment should produce 746,086 tonnes, Hotel 242,521 tonnes and Indie 11,392.7 tonnes for the first year of production.
Keywords: Linear programming, Operation Research, Nickel ore production scheduling
ix
Daftar isi
LEMBAR PENGESAHAN PERMOHONAN ... iii
LEMBAR PENGESAHAN ... iii
Kata Pengantar ... iv
Abstrak ... vii
Abstract ... viii
Daftar isi ... ix
Daftar Gambar ... iv
Daftar Tabel ... v
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Batasan Permasalahan ... 2
1.4 Tujuan Penelitian ... 3
BAB II TINJAUAN PUSTAKA ... 4
2.1 Rencana Penambangan Bijih Nikel ... 4
2.1.1. Cut-Off Grade ... 5
2.1.2. Pencampuran (Blending) ... 6
2.2 Analisa Kelayakan Tambang ... 8
2.3 Rencana Produksi dan Penjadwalan Penambangan ... 9
2.3.1 Penentuan Penjadwalan Penambangan ... 10
2.4 Penentuan Alat Berat ... 11
2.5 Produktivitas Alat ... 13
2.5.1 Produktivitas Dumptruck... 13
2.5.2 Waktu Siklus atau Cycle Time ... 13
2.5.3 Produktivitas Bulldozer ... 14
2.5.4 Produktivitas Backhoe ... 15
2.5.5 Produktivitas Alat Penunjang (support) ... 15
2.5.6 Faktor Keserasian Alat (Match Factor) ... 16
2.5.1 Ketersediaan alat ... 17
2.6 Pembiayaan Tambang ... 18
x
2.6.1 Faktor Ekonomi Pemilihan Alat ... 19
2.6.2 Biaya Kepemilikan (Owning Cost) ... 20
2.6.3 Biaya Operasi (Operation Cost) ... 21
2.7 Metode Linear Programming ... 23
2.8 Implementasi Ayat Al-Qur’an terhadap penelitian ... 25
BAB III METODE PENELITIAN ... 27
3.1 Teknik pengumpulan data ... 27
3.2 Teknik Pengolahan Data ... 28
3.3 Jadwal Penelitian ... 29
3.4 Bagan Alir Penelitian ... 30
BAB IV HASIL PENELITIAN DAN PEMBAHASAN ... 31
4.1 Daerah Penelitian ... 31
4.1.1 Geologi regional ... 31
4.1.2 Geologi local ... 32
4.1.3 Zona mineralisasi ... 32
4.2 Perencanaan penambangan ... 34
4.3 Penjadwalan Penambangan ... 35
4.3.1 Pembagian Kompartemen Pada Pit ... 35
4.4 Perhitungan Produktivitas Alat Bijih Nikel ... 37
4.4.1 Perhitungan Produktivitas Alat Gali Bijih Nikel ... 37
4.4.2 Perhitungan Produktivitas Alat Gusur Bijih Nikel ... 38 4.4.3 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen Alpha` 38
4.4.4 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen
Beta 38
4.4.5 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen Charlie 39
4.4.6 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen Delta 39
4.4.7 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen
Eko 39
4.4.8 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen Fanta 40
4.4.9 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen
Golf 40
xi
4.4.10 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen Hotel 41
4.4.11 Perhitungan Produktivitas Alat Angkut Bijih Nikel Kompartemen Indie 41
4.5 Biaya Operasi (Operating cost) dan Biaya Kepemilikan (Owning cost)
alat penambangan ... 41
4.5.1 Biaya kepemilikan (Owning cost) dan Biaya Operasi (Operating Cost) Excavator Komatsu PC-200 ... 42
4.5.2 Biaya kepemilikan (Owning cost) dan Biaya Operasi (Operating Cost) Bulldozer Komatsu D-65 ... 45
4.5.3 Biaya kepemilikan (Owning cost) dan Biaya Operasi (Operating Cost) Hino FM 260 JD ... 49
4.6 Biaya Operasi Alat (Unit Cost) Perkompartemen ... 52
4.5.1 Biaya Operasi Alat Gali Bijih Nikel ... 53
4.5.2 Biaya Operasi Alat Gusur Bijih Nikel ... 53
4.5.3 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Alpha 53 4.5.4 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Beta . 54 4.5.5 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Charlie 54 4.5.6 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Delta 54 4.5.7 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Eko .. 55
4.5.8 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Fanta 55 4.5.9 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Golf . 56 4.5.10 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Hotel 56 4.5.11 Biaya Operasi Alat Angkut Bijih Nikel Pada Kompartemen Indie 56 4.5.12 Biaya Operasi Alat (Unit Cost) Kompartemen ... 57
4.7 Simulasi Penjadwalan Produksi Linear Programming ... 58
4.7.1 Simulasi Produksi Bijih Nikel Tahun 1 ... 58
4.7.2 Simulasi Produksi Bijih Nikel Tahun 2 ... 62
4.7.3 Simulasi Produksi Bijih Nikel Tahun 3 ... 66
4.7.4 Simulasi Produksi Bijih Nikel Tahun 4 ... 70
4.7.5 Simulasi Produksi Bijih Nikel Tahun 5 ... 73
4.7.6 Simulasi Produksi Bijih Nikel Tahun 6 ... 77
4.7.7 Simulasi Produksi Bijih Nikel Tahun 7 ... 80
4.7.8 Rekapitulasi Simulasi Produksi Nikel ... 83
xii
BAB V KESIMPULAN DAN SARAN ... 85
5.1 Kesimpulan ... 85
5.2 Saran ... 87
DAFTAR PUSTAKA ... 88
LAMPIRAN ... 1
iv
Daftar Gambar
Gambar 2. 1 Sistem Penambangan Bijih Nikel ... 5
Gambar 2. 2 Fase Penambangan (Hustrulid,2013) ... 9
Gambar 2. 3 Skema Produksi Bijih Nikel ... 24
Gambar 4. 1 Lokasi IUP PT. X ... 31
Gambar 4. 2 Peta geologi lokal PT X ... 32
Gambar 4. 3 Skema profil nikel laterit ... 33
Gambar 4. 4 Kompartemen Pit... 36
Gambar 4. 5 Pengisian Data Tahun Ke-1 Pada LiPS ... 60
Gambar 4. 6 Hasil LiPS Tahun Ke-1 ... 61
Gambar 4. 7 Pengisian Data Tahun Ke-2 Pada LiPS ... 64
Gambar 4. 8 Hasil LiPS Tahun Ke-2 ... 65
Gambar 4. 9 Pengisian Data Tahun Ke-3 Pada LiPS ... 68
Gambar 4. 10 Hasil LiPS Tahun Ke-3 ... 69
Gambar 4. 11 Pengisian Data Tahun Ke-4 Pada LiPS ... 72
Gambar 4. 12 Hasil LiPS Tahun Ke-4 ... 72
Gambar 4. 13 Pengisian Data Tahun Ke-5 Pada LiPS ... 75
Gambar 4. 14 Hasil LiPS Tahun Ke-5 ... 75
Gambar 4. 15 Pengisian Data Tahun Ke-6 Pada LiPS ... 78
Gambar 4. 16 Hasil LiPS Tahun Ke-6 ... 79
Gambar 4. 17 Pengisian Data Tahun Ke-7 Pada LiPS ... 82
Gambar 4. 18 Hasil LiPS Tahun Ke-7 ... 82
v
Daftar Tabel
Tabel 2. 1 Hubungan Kondisi Blending Dengan Homogenitas dan Akurasinya .... 8
Tabel 2. 2 Kemampuan Alat Berat ... 12
Tabel 3. 1 Rincian Waktu Pelaksanaan Tugas Akhir ... 29
Tabel 4. 1 Ringkasan hasil report cadangan Terkira PT. X ... 34
Tabel 4. 2 Data hasil report tiap kompartemen ... 36
Tabel 4. 3 Perhitungan biaya produksi komatsu PC-200 ... 44
Tabel 4. 4 Perhitungan biaya produksi Bulldozer D-65 ... 48
Tabel 4. 5 Perhitungan biaya produksi Hino FM 260 JD ... 51
Tabel 4. 6 Rekapitulasi Biaya Operasi alat Kompartemen ... 57
Tabel 4. 7 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat Tahun ke-1 ... 61
Tabel 4. 8 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-1... 62
Tabel 4. 9 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-1 ... 62
Tabel 4. 10 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat Tahun ke-2 ... 65
Tabel 4. 11 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-2... 66
Tabel 4. 12 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-2 ... 66
Tabel 4. 13 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat Tahun ke-3 ... 69
Tabel 4. 14 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-3... 69
Tabel 4. 15 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-3 ... 70
Tabel 4. 16 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat Tahun ke-4 ... 72
Tabel 4. 17 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-4... 73
Tabel 4. 18 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-4 ... 73
Tabel 4. 19 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat Tahun ke-5 ... 76
Tabel 4. 20 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-5... 76
Tabel 4. 21 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-5 ... 76
vi
Tabel 4. 22 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat
Tahun ke-6 ... 79
Tabel 4. 23 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-6... 80
Tabel 4. 24 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-6 ... 80
Tabel 4. 25 Rata-rata Jumlah Biaya Operasi, Produktivitas dan Kebutuhan Alat Tahun ke-7 ... 82
Tabel 4. 26 Biaya Operasi Produksi Bijih Nikel /ton tahun ke-7... 83
Tabel 4. 27 Total Biaya Operasi Produksi Bijih Nikel Tahun ke-7 ... 83
Tabel 4. 28 Rekapitulasi Biaya Operasi Produksi Bijih Nikel ... 84
1
BAB I PENDAHULUAN
1.1 Latar Belakang
Mineral dan batubara yang terdapat pada wilayah negara Indonesia merupakan sepenuhnya karunia Tuhan Yang Maha Esa dan memiliki peranan yang sangat besar karena dapat memenuhi hajat seluruh umat manusia di seluruh muka bumi, terutama Indonesia.
Berdasarkan data dari USGS (United States Geologi Survey) Indonesia menempati peringkat nomor satu sebagai produsen nikel dan cadangan terbanyak didunia dengan produksi sebesar 760 ribu ton dan cadangan bijih nikel sebanyak 21 juta ton pada tahun 2020 mengalahkan cadangan brazil sebesar 20 juta ton (Arifin Tasrif, 1/12/2021). Terutama pada Indonesia bagian timur seperti Sulawesi Tenggara, Sulawesi Selatan, Halmahera, Maluku Utara, dan sebagainya. Nikel laterit merupakan bahan galian yang mempunyai nilai ekonomis tinggi, karena pada masa sekarang dan masa akan datang, kebutuhan nikel semakin meningkat. Beberapa manfaat dari nikel adalah campuran dalam pembuatan Stainless steel, berai Nickel-metal Hybride, logam anti karat dan berbagai jenis barang lainnya.
Dalam UU No. 4 tahun 2009 Pertambangan Mineral dan Batubara menyebutkan, Pemegang IUP dan IUPK wajib meningkatkan nilai tambah sumber daya mineral dan atau batubara dalam pelaksanaan penambangan, pengolahan dan pemurnian serta pemanfaatan mineral dan batubara. Nilai tambah yang dimaksud adalah perusahaan tambang wajib meningkatkan produk akhir dari mineral tersebut.
Dalam UU tersebut juga menyatakan bahwa pemegang kontrak karya yang sudah berproduksi wajib melakukan pemurnian paling lambat 5 tahun setelah UU ini diresmikan. Hal ini pemerintah telah mendorong
2
perusahaan pertambangan untuk mencari investor atau berinvestasi dalam pembangunan smelter untuk kegiatan metallurgi.
Smelter memiliki permintaan spesifikasi kadar dari mineral-mineral yang bisa mereka terima (tergantung pada kontrak smelter dengan perusahaan pertambangan). Sehingga diperlukan skenario produksi bijih nikel yang jumlah dan kadar bijih nikel dapat diterima oleh smelter.
1.2 Perumusan Masalah
PT. AKA GEOSAINS CONSULTING Perusahaan konsultan geologi dan pertambangan. Perusahaan ini mengerjakan project sesuai permintaan owner mulai dari eksplorasi hingga menentukan penilaian kelayakan ekonomi.
Untuk itu, diperlukan suatu perencanaan penambangan yang nantinya bisa digunakan sebagai acuan perusahaan dalam beroperasi terutama pada kegiatan produksi bijih nikel.
Dalam penelitian ini akan dibahas mengenai penerapan metode Linear Programming terhadap produksi bijih nikel tiap tahunnya sesuai dengan pasar yang dimiliki oleh perusahaan yaitu 1,000,000 ton dengan kadar nikel 1.7 dan kadar tiap tahunnya.
1.3 Batasan Permasalahan
Untuk membatasi permasalahan pada saat pembahasan, sehingga tujuan penelitian dapat tercapai. Maka terdapat Batasan masalah seperti berikut:
1. Penelitian dilakukan pada suatu perusahaan yang ditentukan oleh PT. AKA Geosains Consulting.
2. Target produksi sebesar 1,000,000 ton dan kadar minimal bijih nikel 1,70, Kadar rasio maksimum pada Fe/Ni sebesar 13%, kadar rasio maksimum Si/Mg sebesar 3% dan kadar maksimum Co sebesar 0.3% sesuai permintaan pasar yang dimiliki perusahaan.
3
3. Data cadangan sumber daya ditentukan oleh estimasi sumberdaya oleh perusahaan.
4. Produksi bijih nikel dilakukan dengan blending berdasarkan kompartemen-kompartemen dan cadangan yang telah ditentukan perusahaan.
5. Kurs dollar sebesar Rp 14.128,01 pada bulan oktober 2021
6. Jenis alat yang digunakan adalah Excavator Komatsu PC-200, Bulldozer Komatsu D-65 dan Dump Truck Hino FM 260 JD
7. Kebutuhan perhitungan produktivitas menggunakan asumsi manual book, literatur dan data perusahaan.
8. Penjadwalan produksi hanya dilakukan terhadap produksi bijih nikel dengan mineral yang terkandung Ni, Fe, Co, Si dan Mg 1.4 Tujuan Penelitian
Tujuan dari dilakukannya penelitian ini adalah:
1. Menentukan simulasi blending produksi kadar dan ton bijih nikel pertahun dengan cost paling minimum pada PT. X tiap tahunnya.
2. Mengetahui kebutuhan alat untuk produksi bijih nikel tiap tahunnya pada PT. X.
3. Mengetahui biaya Produksi bijih nikel tiap tahunnya.
4
BAB II TINJAUAN PUSTAKA
2.1 Rencana Penambangan Bijih Nikel
Alur penambangan bijih nikel dimulai dari perhitungan jumlah cadangan berdasarkan sumberdaya yang dimiliki oleh perusahaan. Selanjutnya proses penambangan pada pit dilakukan secara konvensional dan diangkut menuju stockpile. Selanjutnya, bijih nikel diangkut menuju EFO (Exported Fine Ore) untuk bersiap diantarkan ke jeti atau pengapalan menuju smelter.
Diagram 2. 1 Diagram Alur Penambangan Bijih Nikel
Metode penambangan pada tambang bijih nikel dengan metode konvensional (excavator hidraulic dan pemuatan truck) adalah yang paling efektif untuk menambang nikel laterit (PT. AKA GEOSAINS, 2021).
5
Tambang beroperasi di sejumlah lubang terbuka kecil atau kompartemen di beberapa permukaan penambangan aktif. Lubang-lubang tersebut bukanlah lubang terbuka konvensional, tetapi lebih seperti sistem penambangan terbuka di mana potongan samping dibuat menuruni bukit dengan drainase yang mengalir bebas di satu sisi. Penambangan akan berlangsung dari puncak permukaan yang ditinggikan ke bawah di bangku yang sejajar dengan kontur permukaan. Overburden dan bijih akan ditambang dalam model penggalian overhand dan underhand dengan ekskavator berdiri di bangku yang sama dengan truk pengangkut. Operator akan menggunakan jangkauan penuh alat berat untuk mengerjakan permukaan secara overhand dan memastikannya dipertahankan pada sudut kerja yang aman.
2.1.1. Cut-Off Grade
Bijih (Ore) adalah konsentrasi dari suatu material yang memiliki nilai ekonomis (misalnya bijih nikel). Tingkatan kualitas (grade) untuk menentukan fraksi kandungan material penting yang terkandung pada massa batuan yang diambil secara keseluruhan.
Cut-off grade adalah batas nilai kadar rata-rata minimum pada suatu massa batuan yang memiliki nilai ekonomis dan layak ditambang dengan teknologi masa itu. Material yang tidak memenuhi kriteria ini disebut material buangan (waste). (Thompson & Barr, 2014)
Bedrock/Bluezone Bedrock/Bluezone
Limonite Ore Overburden
"Underhand" Excavating
Saprolite Ore Transition
Transition
Limonite Ore
"Overhand" Excavating
Gambar 2. 1 Sistem Penambangan Bijih Nikel
6 2.1.2. Pencampuran (Blending)
Blending pada bijih nikel adalah proses pencampuran bijih nikel yang memiliki kadar rendah dan kadar tinggi yang berbeda sehingga diperoleh bijih nikel dengan kadar tertentu dengan kualitas yang diinginkan. Pencampuran ini bertujuan untuk membuat bijih nikel menjadi sesuai dengan kebutuhan pabrik pengolahan.
Blending ore atau pencampuran bijih nikel dilakukan dengan menimbun dari dua atau lebih material (Nikel beda kadar) bijih nikel secara terus menerus dalam waktu tertentu, yang dianggap mempunyai komposisi yang konstan (parameter kualitas/kadar konstan) dan dengan proporsi yang terkontrol. Pencampuran dilakukan untuk mendapatkan hasil yang sesuai dengan kadar yang diinginkan dengan komposisi yang homogen. (Musnajam, 2012)
Pencampuran ini bertujuan untuk memperoleh produk akhir dari dua atau lebih tipe bijih nikel dengan kadar yang berbeda, dimana bijih nikel dengan kadar yang berbeda akan terdistribusi secara merata dan tanpa ada lagi jumlah yang cukup besar untuk dikenali dari satu jenis kadar Ketika proses sampling dilakukan.
2.1.2.1. Proses Pencampuran (Blending)
Proses Blending dilakukan dengan cara pencampuran dua atau lebih produk secara bersamaan dengan kualitas/kadar yang berbeda. Proposi dari masing-masing produk di kontrol agar menghasilkan satu produk yang terpisah dengan kualitas yang diinginkan. Hasil pengolahan terhadap endapan bijih nikel biasanya dikelompokan menjadi 3 kelompok (berdasarkan rentang kadar pada cadangan, tergantung penyebutan pada perusahaan): Nikel High grade , Nikel Medium Grade dan Nikel Low Grade. Untuk mendapatkan bijih nikel dengan kadar tertentu dilakukan blending bijih nikel dengan perbandingan rasio tertentu. Tingkat homogenitas suatu pencampuran akan bergantung pada (Ichsan, 2021):
7
1. Tingkat variasi kualitas yang dicampurkan.
Semakin banyak variasi kualitas/kadar dan jenis kualitas yang di blending maka tingkat kesulitan homogenitas akan semakin tinggi.
2. Ukuran partikel yang dicampurkan.
Semakin besar banyak ukuran material maka tingkat kesulitan homogenitas akan makin tinggi.
3. Besar/kecil unit pencampuran.
Hal ini terkait variasi tonase yang akan dicampur, semakin besar variasi massanya maka semakin tinggi tingkat kesulitan homogenitasnya.
Ada beberapa metode yang dapat dilakukan dalam pencampuran (Blending) tergantung pada kebutuhan pasar yang dimiliki perusahaan tambang tersebut. Diantaranya (Ichsan, 2021):
1. Blending di ROM Stockpile
Pada metode ini dilakukan pencampuran (Blending) pada saat penambangan material di dua atau lebih front loading yang memiliki kualitas/kadar yang berbeda, kemudian dicampur pada saat dumping atau penumpukan di ROM Stockpile.
2. Blending di Hopper crusher
Pada metode ini dilakukan pencampuran (Blending) pada saat material akan di Crushing, dua atau lebih material dengan kadar yang berbeda dimasukan ke Hopper Crusher dengan waktu yang bersamaan dengan rasio tertentu untuk mendapatkan kualitas/kadar sesuai target yang diinginkan.
3. Blending di Conveyor
Pada metode ini dilakukan pencampuran (Blending) pada saat material akan melalui kegiatan pengapalan (Barging) dengan cara memasukan material dengan kadar yang berbeda kualitas/kadar kedalam feeder Conveyor yang berbeda pula sesuai dengan komposisi masing-masing untuk mendapatkan kualitas
8
yang diinginkan. Tetapi, harus dilakukan pemisahan material berdasarkan kualitas/kadarnya pada ROM Stockpile dengan sampling.
4. Blending di Tongkang
Pada metode ini dilakkan pencampuran (Blending) pada saat dilakukan loading material ke pengapalan (Barge).
Tabel 2. 1 Hubungan Kondisi Blending Dengan Homogenitas dan Akurasinya
2.2 Analisa Kelayakan Tambang
Untuk memperoleh Ijin Usaha Penambangan (IUP) Sebuah perusahaan pertambangan wajib memenuhi syarat studi kelayakan. Dalam studi kelayakan terdapat kajian secara teknis dan prediksi atau proyeksi perusahaan pertambangan tersebut secara keekonimasannya. Studi kelayakan juga mengkaji hal-hal non teknis seperti aspek kebudayaan, sosial, lingkungan dan hukum.
Menurut Halim (2005) analisis keekonimian pada suatu perusahaan pertambangan juga berguna pada saat pelaksanaan kegiatan penambangan, yaitu:
1. Berfungsi sebagai pengontrol dan pengendalian saat berjalannya proses penambangan.
2. Berfungsi sebagai pedoman atau acuan dalam pelaksanaan kegiatan dilapangan dan staff manajemen dalam melaksanakan pekerjaannya.
9
Gambar 2. 2 Fase Penambangan (Hustrulid,2013)
3. Berfungsi sebagai landasan perusahaan pertambangan dalam melakukan evaluasi prestasi pekerjaan maupun landasan penanggulangan pada saat perusahaan mengalami kendala teknis maupun nonteknis.
Jumlah pengeluaran sepanjang tahun proyek tersebut perlu dilihat sebagai bahan analisis keekonomian;. Dalam melakukan penelitian investasi pertambangan terdapat dua klasifikasi biaya yang perlu diperhatikan yaitu investasi biaya (Cash In) dan pengeluaran (Cash out).
2.3 Rencana Produksi dan Penjadwalan Penambangan
Recana target produksi penambangan menentukan seberapa besar biaya penambangan yang dibutuhkan. Setelah mengetahui target produksi dapat ditentukan batas optimal pit. Lalu, dapat ditentukan jenis dan jumlah alat mekanis yang dibutuhkan, jadwal rencana produksi dan target produksi.
Tujuan dari penjadwalan tambang adalah untuk menyederhanakan seluruh volume yang ada pada overall pit kedalam unit-unit pit yang lebih kecil sehinggal memudahkan proses penambangan dan mengoptimalkan penambangan. Ada dua macam rencana produksi yang dapat dilakukan berdasarkan perbedaan jangka waktu (Couzens, 1979):
1. Operasional atau rencana produksi jangka pendek (Short range =- production plan) dilakukan saat tambang berproduksi.
2. Rencana produksi jangka Panjang (Long-Range production plan) digunakan untuk studi kelayakan dan studi ekonomis. Desain pit dan peng-estimasian cadangan adalah hal penting untuk mengambil keputusan untuk melakukan kegiatan selanjutnya
10 2.3.1 Penentuan Penjadwalan Penambangan
Penentuan penjadwalan penambangan bertujuan untuk menentukan tonase dan volume bijih, waste dan tanah penutup serta kadar bijih yang akan ditambang dalam kurun waktu. Evaluasi dilakukan terhadap tingkat produksi bijih, jadwal pengupasan tanah penutup, strategi kadar batas (Cut off grade).
Asumsi awal yang diperlukan untuk menentukan penjadwalan produksi ialah:
A. Tingkat produksi dapat berubah atau meningkat berdasarkan waktu.
B. Penjadwalan sering dibuat untuk mengevaluasi strategi cut-off grade yang berbeda.
Menurut Dr. IR. Waterman Sulistya Bargawa ada 5 aspek yang harus di perhatikan pada penjadwalan produksi. Yaitu:
1. Pengamatan terhadap tabulasi ton/kadar mineral untuk tiap tahap.
Pada tahap awal penambangan umumnya terdiri dari material penutup (waste), jenjang-jenjang dibawah umumnya terdiri dari bijih. Aspek yang harus di cermati adalah pada elevasi jenjang berapakah akan terjadi peralihan dari penambangan tanah penutup menjadi penambangan bijih. Hal ini dapat di perkirakan berdasarkan nisbah kupas (Stripping ratio) yang akan didapatkan dari proses penambangan.
2. Kebutuhan pengupasan pra produksi
Jumlah material penutup yang harus dikupas selama masa pra-produksi merupakan faktor penting yang harus dipertimbangkan. Proses penjadwalan produksi dapat dipertimbangkan dengan jumlah material pada push back pertama, kedua dan seterusnya.
11
3. Penentuan jadwal pengupasan material penutup (waste).
Penjadwalan pengupasan material penutup disesuaikan dengan urutan tahap penambangan. Tahap penambangan dilakukan perjenjang hingga sasaran produksi bijih tercapai. Tonase bijih dan waste ditabulasikan untuk mengetahui jumlah total material.
4. Menyeimbangkan jadwal.
Setelah ditentukan target produksi bijih dan tingkat pemindahan material total untuk setiap periodenya, Langkah selanjutnya adalah menambang dari push back sumber bijih utama dan dari push back waste yang harus dikupas untuk mencapai target produksi.
2.4 Penentuan Alat Berat
Alat berat yang digunakan pada suatu pertambangan memilik jenis, fungsi dan spesifikasi yang beragam serta memiliki keahliannya masing-masing, sehingga diperlukan seorang operator yang ahli dalam mengoperasikan tiap alat berat agar mempermudah dan memaksimalkan kinerja alat. (Hartman, 1987). Berikut adalah Tabel petunjuk untuk pemilihan alat untuk tiap alat berat menangani material pada tambang terbuka:
12
Tabel 2. 2 Kemampuan Alat Berat
Aktifitas dari setiap alat-alat tersebut tidak lepas dari kondisi medan kerja alat tersebut. Ketidaksesuaian alat dengan kondisi medan kerja dan kondisi material akan menyebabkan kerugian karena banyaknya waktu kerja alat yang hilang atau juga karena adanya kerusakan pada alat. Menurut Indonesianto (2015) sifat-sifat fisik material di medan kerja yang penting untuk diperhatikan dalam hubungannya dengan proses pemilihan alat berat adalah:
A. Bentuk Material
Bentuk atau ukuran material sangat berpengaruh pada spesifikasi alat yang digunakan. Semakin halus material semakin mendekati ukuran spesifikasi, sebaliknya semakin besar ukuran material maka semakin banyak volume angkut alat yang tidak terpakai.
B. Berat Material
Setiap alat memiliki spesifikasi berat dan volume maksimal, hal ini yang menentukan alat dapat membawa banyak volume dan berat dalam jumlah tertentu.
C. Daya Lekat Material
Daya lekat material juga menentukan seberapa banyak material yang dapat terangkut. Semakin tinggi daya lekat maka semakin banyak material yang
13
dapat di angkut oleh alat karena material yang memiliki daya lekat yang tinggi dapat menggunung pada saat pengangkutan.
D. Kekerasan Material
Kekerasan material menentukan produktivitas alat dan umur alat. Semakin keras material, maka semakin sukar alat gali mengambil material tersebut, hal ini juga memperpendek umur alat (misal kuku pada shovel).
2.5 Produktivitas Alat
Poduktivitas alat adalah salah satu hal yang paling vital pada usaha penambangan. Namun menentukan produktivitas alat akan sulit dilakukan apabila alat yang ditentukan belum melakukan kegiatan penambangan pada lokasi perusahaan tersebut.
2.5.1 Produktivitas Dumptruck
Kemampuan produktivitas alat angkut (Dumptruck) sangat mempengaruhi produksi bijih nikel. Perhitungan produktivitas digunakan untuk menghitung besaran produksi yang dapat diperoleh alat sesuai dengan kondisi kerja dilapangan. Menurut (Ir. YANTO INDONESIANTO, 2005) Berikut perhitungan produktivitas alat angkut:
𝑃𝑎 = 60
𝐶𝑇𝑎 𝐾𝑡 𝑥 𝐸𝑘 Dimana:
Pa = Produktivitas alat angkut (Ton/Jam) Kt = Kapasitas vessel (Ton atau Bcm) CTa = Cycle Time alat angkut (Menit) Ek = Efisiensi Kerja
2.5.2 Waktu Siklus atau Cycle Time
Waktu siklus atau waktu edar atau Cycle Time adalah waktu yang dibutuhkan untuk alat angkut melakukan pemuatan. Cycle time terdiri dari pemuatan (Loading Time), Pengangkutan (Hauling Time), Pembuangan
14
(Dumping Time), Pengambilan posisi (Spotting time) dan waktu kembali (Returning Time).
𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 = 𝑆𝑇 + 𝐿𝑇 + 𝐻𝑇 + 𝐷𝑇 + 𝑅𝑇 2.5.3 Produktivitas Bulldozer
Pada dasarnya bulldozer adalah alat yang menggunakan traktor sebagai tempat dudukan dan penggerak utamanya, jadi berupa attachment. (Filiyanti, 2009)
A. Produktivitas Penggusuran (dozing)
𝑇𝑃 = 𝐾𝐵 × 60 × 𝐹𝐾 (𝐽
𝐹) + ( 𝐽 𝑅) + 𝑍
𝑥 𝑆𝐹
Keterangan:
TP= Taksiran produksi dozing (m3/jam)
F= Kecepatan maju (m/menit) KB = Kapasitas blade (m) R= Kecepatan mundur (m/menit) FK= Faktor koreksi Z= Waktu tetap (menit)
J= Jarak dozing (m)
B. Produktivitas Penggaruan (ripping)
𝑇𝑃 = 𝐿𝐾 × 𝑃 × 𝐽 × 60 × 𝐹𝐾 (𝐽
𝐹) + ( 𝐽 𝑅) + 𝑍 Keterangan:
TP = Taksiran produksi ripping (m3/jam) LK = Lebar Kerja (m)
P = Kedalaman penetrasi (m) J = Jarak ripping (m)
FK = Faktor koreksi
F = Kecepatan maju (m/menit) R = Kecepatan mundur (m/menit) Z = Waktu tetap (menit)
15 C. Produktivitas gabung ripping-dozing
𝑇𝑃 =𝑇𝐷 × 𝑇𝑅 𝑇𝐷 + 𝑇𝑅 Keterangan:
TD = Taksiran produksi dozing (m3/jam) TR = Taksiran produksi ripping (m3/jam) 2.5.4 Produktivitas Backhoe
Kemampuan produktivitas alat gali muat merupakan besarnya produktivitas yang terpenuhi secara real oleh alat gali muat berdasarkan pada kondisi yang dapat dicapai. (Permana, 2011).
Menurut Indonesianto (2015), produktivitas alat gali muat dapat dihitung dengan menggunakan Persamaan 2.4 berikut:
𝑄 =𝐾𝑏 × 𝐹𝑓 × 𝑆𝑓 × 𝐸𝑓𝑓 × 3600 𝐶𝑡
Keterangan:
Q = Produktivitas alat muat, bcm/jam atau ton/jam untuk batubara Kb = Kapasitas bucket specs alat
Ff = Fill factor (faktor koreksi pengisian bucket) Sf = Swell factor
Eff = Efisiensi kerja alat
Ct = Waktu edar alat muat/excavator, detik 2.5.5 Produktivitas Alat Penunjang (support)
Keberlangsungan berjalannya penambangan juga bergantung pada alat penunjang, karena alat penunjang membantu dalam kelancaran pekerjaan alat gali muat dan alat angkut serta seluruh proses kegiatan yang berlangsung di area penambangan.
16
Menurut Tenriajeng (2003), produktivitas alat penunjang (Motor grader dan Water Truck) dapat ditentukan dengan persamaan :
𝑄 = 𝑉 × (𝐿𝑒 − 𝐿𝑜) × 1000 × 𝐹𝐾 Keterangan:
Q = Produktivitas motor grader untuk perawatan jalan (m2/jam) V = Kecepatan kerja (km/jam)
Le = Panjang blade efektif atau panjang penyiraman efektif (m) Lo = Lebar overlap (m)
FK = Faktor koreksi
2.5.6 Faktor Keserasian Alat (Match Factor)
Perhitungan keserasian kerja alat dapat dihitung dengan perbandingan terhadap waktu edar rata-rata alat muat maupun alat angkut. Pada kegiatan produksi alat angkut dan alat muat perlu dikaji faktor keserasian alat, dimana hal ini sangat penting demi peningkatan produktivitas.
Keserasian alat kerja akan berpengaruh pada faktor kerja. Apabila hubungan antara alat gali dan alat angkut tidak serasi, maka faktor kerja akan menurun. Untuk melihat keserasian kerja antara alat gali muat dan alat angkut digunakan persamaan berikut:
𝑀𝐹 = 𝑛𝐻 × 𝑓 × 𝐶𝑡𝐿 𝑛𝐿 × 𝐶𝑡𝐻 Keterangan:
MF = Match Factor Nh = Jumlah truk nL = Jumlah alat muat
CtH = Waktu edar alat angkut (menit) CtL = Waktu edar alat muat (menit) f = Frekuensi pengisian truk
17
(Indonesianto, 2015) Jika MF < 1 maka ada waktu tunggu (Wt) untuk alat gali muat, yaitu selama persamaan berikut:
𝑊𝑡 = 𝑛𝐿 × 𝐶𝑡𝐻
𝑛𝐻 − 𝐶𝑡𝐿
Faktor kerja akan sempurna apa bila MF = 1. Apabila MF < 1, maka faktor kerja alat angkut = 100% namun faktor kerja alat muat < 100% (Alat angkut menunggu alat muat). Apabila MF > 1, maka faktor kerja alat muat < 100%
dan faktor kerja alat muat =100% (Terjadi antrian pada alat muat).
2.5.1 Ketersediaan alat
1. Mechanical Availibility (MA)
Merupakan perhitungan untuk mengetahui ketersediaan alat dengan memperhitungkan waktu yang hilang karena kerusakan atau gangguan alat, seperti kerusakan mesin atau perawatan alat.
𝑀𝐴 = 𝑊
𝑊 + 𝑅 𝑋 100%
Dimana:
W = Working Hours atau waktu kerja alat R = Repair Hours atau waktu perbaikan alat 2. Physical Availibility (PA)
Merupakan perhitungan untuk mengetahui ketersediaan alat dengan memperhitungkan waktu yang hilang disebabkan oleh banyak hal selain kerusakan mekanikal. Contohnya seperti hujan, jalan licin, breakdown, blasting, insiden dll.
𝑃𝐴 = 𝑊 + 𝑆
𝑊 + 𝑅 + 𝑆 𝑋 100%
Dimana:
W = Working Hours atau waktu kerja alat
18
R = Repair Hours atau waktu perbaikan alat S = Stanby Hours
3. Use Of Availibility (UA)
Merupakan perhitungan untuk mengetahui ketersediaan alat untuk beroperasi dengan mempertimbangkan waktu yang hilang akibat standby.
𝑃𝐴 = 𝑊
𝑊 + 𝑆 𝑋 100%
Dimana:
W = Working Hours atau waktu kerja alat S = Stanby Hours
4. Effective Utilization (EU)
Merupakan perhitungan untuk mencari waktu ketersediaan alat beroperasi yang dibandingkan dengan waktu kerja, waktu waktu perbaikan dan standby
𝑃𝐴 = 𝑊
𝑊 + 𝑅 + 𝑆 𝑋 100%
Dimana:
W = Working Hours atau waktu kerja alat R = Repair Hours atau waktu perbaikan alat S = Stanby Hours
2.6 Pembiayaan Tambang
Menurut Fhury (2009) investasi yaitu setiap pengeluaran yang akan menghasilkan pengembalian selama lebih dari satu periode (biasanya 1 tahun).
19
Investasi dapat dibedakan menjadi dua jenis yaitu investasi kapital dan investasi non kapital.
Biaya operasi merupakan biaya-biaya yang dikeluarkan dalam kegiatan produksi. Biaya investasi ditentukan berdasarkan kegiatan-kegiatan yang dilakukan oleh suatu perusahaan sebeum memulai kegiatan operasional seperti, pembangunan kantor, perumahan, bengkel, pembuatan jalan masuk tambang, pembelian peralatan, transportasi dan pembangkit, dan lain sebagainya.
2.6.1 Faktor Ekonomi Pemilihan Alat
Dalam suatu rencana penambangan permodalan dapat bersumber dari modal sendiri atau modal pinjaman. Modal sendiri pada dasarnya merupakan modal yang bersumber dari pemilik perusahaan yang tersusun di dalam perusahaan untuk waktu tidak tertentu, sedangkan modal pinjaman merupakan modal yang bersumber dari luar perusahaan, dan bagi perusahaan yang bersangkutan modal tersebut merupakan hutang, yang pada waktu tertentu aliran dibayarkan kembali.
Dalam menganalisis peralatan berat/peralatan Pemindahan Tanah Mekanis (PTM) untuk mengukur kemampuan alat (equipment performance), maka sangat penting untuk memperhitungkan biaya yang dikeluarkan untuk memperkerjakan suatu peralatan (cost of the job). Dengan demikian dapat mengetahui efisiensi dari segi biaya yang harus kita tinjau dari faktor biaya suatu alat pemindahan tanah mekanis yang diestimasi (Jokowiyono, 1983).
Faktor-faktor yang mempengaruhi cost adalah:
a. Biaya pemilikan (Owning Cost) b. Biaya operasi (Operating Cost) c. Biaya tak langsung (Indirect Cost)
20 2.6.2 Biaya Kepemilikan (Owning Cost)
Biaya kepemilikan adalah biaya atau ongkos yang dikeluarkan perusahaan untuk memiliki mulai dari segi perawatan peralatan serta maintenance hingga segi kepajakan alat (perpanjangan). Dengan begitu Owning cost termasuk dalam fixed price (Biaya tetap) dan Variable cost (Biaya yang dikeluarkan namun besarnya bergantung lama alat bekerja/umur alat). Biaya pemilikan ini sendiri sensitive terhadap biaya depresiasi dan interest, taxes, insurance (Haryanto, 2010). Berikut adalah penjelasan dari depresiasi, Interest, taxes dan insurance :
1. Penyusutan/Depresiasi
Depresiasi disini merupakan dari pemakaian suatu alat sehubungan dengan menyusutnya nilai pakai atau kemampuan alat tersebut. Cara-cara perhitungan depresiasi umumnya dipakai dengan tiga cara, yaitu:
1. Straight Line Depreciation (SLD)
Metode penyusutan dengan asumsi nilai benda modal akan berkurang secara tetap pertahun.
𝐷𝑒𝑝𝑟𝑒𝑠𝑖𝑎𝑠𝑖 𝑝𝑒𝑟 𝑡𝑎ℎ𝑢𝑛 =𝐶 − 𝐿 𝑛
Dimana: C = Harga Alat
L = Taksiran Nilai Akhir (Salvage value) alat N = Umur Pemakaian alat
2. Double Declining Balance
Metode penyusutan dengan perhitungan nilai benda mengalami penyusutan lebih cepat di awal waktu pakai dibandingkan di akhir umur waktu pakai.
𝐷𝑒𝑝𝑟𝑒𝑠𝑖𝑎𝑠𝑖 𝑡𝑎ℎ𝑢𝑛 𝑘𝑒 − 𝑚 = 2
𝑛. 𝐶. (1 − 2)𝑚−1 3. Some of the Years Digits
Nilai dari benda modal menyusut dengan tingkat penyusutan yang makin menurun.
21
𝐷𝑒𝑝𝑟𝑒𝑠𝑖𝑎𝑠𝑖 𝑡𝑎ℎ𝑢𝑛 𝑘𝑒 − 𝑚 =(𝑛 − 𝑚 + 1)
∑𝑛𝑚−1𝑚 (𝐶 − 𝐿)
∑ 𝑚
𝑛 𝑚−1
= 𝑛(𝑚 + 1) 2
2. Nilai Sisa / Trade In Value
Resale or Trade In Value adalah nilai yang tersisa dari alat apabila alat ingin dijual Kembali.
3. Bunga, Pajak dan Asuransi (Interest, Tax and Insurance) A. Interest
adalah bunga yang dikehendaki oleh pemilik alat PTM sebagaimana kalau menanamkan modalnya di bank. Hanya saja di sini menanamkan modalnya dalam bentuk alat PTM (Hartman, 1987), (Martin, 1981). Hanya saja disini menanamkan modalnya dalam bentuk alat.
B. Taxes
adalah pajak-pajak yang akan dibebankan pada average annual investment (Haryanto, 2010).
C. Insurance
adalah premi yang harus ditambahkan dan diperhitungkan untuk menjaga kemungkinan kebakaran, kecelakaan dan lain-lain (Hartman, 1987).
Perhitungan Interest,Taxes,Insurance sesuai dengan Komatsu hand book 30th edition, 2009 adalah:
𝐼𝑛𝑡𝑒𝑟𝑒𝑠𝑡, 𝑡𝑎𝑥𝑒𝑠, 𝑖𝑛𝑠𝑢𝑟𝑎𝑛𝑐𝑒 =𝑓𝑎𝑘𝑡𝑜𝑟 × 𝐷𝑒𝑙𝑖𝑣𝑒𝑟𝑒𝑑 𝑃𝑟𝑖𝑐𝑒 × 𝐴𝑛𝑛𝑢𝑎𝑙 𝑟𝑎𝑡𝑒𝑠 𝐴𝑛𝑛𝑢𝑎𝑙 𝑢𝑠𝑒 𝑖𝑛 ℎ𝑜𝑢𝑟𝑠
2.6.3 Biaya Operasi (Operation Cost)
Biaya operasi adalah biaya yang dikeluarkan perusahaan untuk membiayai produksi batubara. Menurut Stermole (1974) biaya operasi dibagi menjadi dua,
22
yaitu biaya tetap (fixed costs) dan biaya tidak tetap (variable costs). Biaya tidak tetap adalah biaya yang terpengaruh dari kegiatan produksi, biaya tidak tetap meliputi:
A. Biaya ban (tires cost) diperuntukkan bagi kendaraan yang memakai ban:
𝐻𝑜𝑢𝑟𝑙𝑦 𝑇𝑖𝑟𝑒 𝐶𝑜𝑠𝑡 = 𝑇𝑖𝑟𝑒 𝑃𝑟𝑖𝑐𝑒 𝐸𝑠𝑡𝑖𝑚𝑎𝑡𝑒𝑑 𝐿𝑖𝑓𝑒 𝑇𝑖𝑟𝑒 𝑃𝑟𝑖𝑐𝑒 = 𝐽𝑢𝑚𝑙𝑎ℎ 𝑏𝑎𝑛 𝑥 ℎ𝑎𝑟𝑔𝑎 𝑏𝑎𝑛 B. Bahan bakar (fuel) yang dibutuhkan mesin setiap jamnya
C. Biaya Lubricator untuk lubrikasi setiap jamnya seperti oil, grease, filter.
Sedangkan biaya tetap meliputi gaji, tarif kereta api, surveyor, bunga pinjaman, royalti, retribusi, dll.
D. Lubricator, Biaya untuk lubrikasi setiap jamnya seperti oil, grease, dan filter (Komatsu hand book 31st edition, 2013).
E. Operator, Biaya seorang operator merupakan biaya yang harus dikeluarkan sehubungan dengan dipakainya tenaga kerja/buruh (Giatman, 2011). Biaya untuk operator antara daerah satu dengan lainnya tentunya tidak sama, karena didasarkan atas kondisi ekonomi (nilai uang) setempat, meskipun demikian biaya untuk operator harus meliputi:
1. Upah dasar/pokok untuk operator (base rate of operator) 2. Upah dasar untuk asisten (base rate of assistant)
3. Tambahan upah lembur (overtime charge) 4. Kesejahteraan sosial (social security) 5. Asuransi karyawan (employee insurance) 6. Biaya untuk pelatihan (training cost)
7. Kemungkinan adanya perawatan terhadap karyawan (hospitalization) F. Royalti, Biaya yang dikeluarkan berdasarkan Peraturan Pemerintah
Republik Indonesia nomor 13 tahun 2000 tentang tarif atas jenis penerimaan negara bukan pajak.
23 2.7 Metode Linear Programming
Linear Programming adalah suatu metode optimasi yang dapat digunakan untuk mendapatkan solusi dari berbagai macam permasalahan, dimana realita dan problem dijadikan fungsi matematik. Unsur utama dalam Linear Programming adalah sebagai berikut (Drs Siswanto, 2007):
1. Variabel keputusan 2. Fungsi Tujuan 3. Fungsi Kendala
Variabel keputusan adalah penetapan permasalahan untuk mencapai suatu tujuan yang akan dioptimalkan. Fungsi tujuan adalah pencapaian yang objektif berdasarkan sumberdaya yang ada. Fungsi tujuan yang akan dicapai pada penelitian ini adalah meminimumkan biaya produksi alat angkut bijih nikel.
𝐹𝑢𝑛𝑔𝑠𝑖 𝑡𝑢𝑗𝑢𝑎𝑛 (𝑍) = ∑𝑖𝑚∑𝑗𝑚𝐶𝑖𝑗𝑋𝑖𝑗 Dimana :
Z = Nilai optimal yang ingin di tuju (minimal atau maksimal) Cij = Kenaikan Z jika ada penambahan J
Xij = Jenis Unit yang digunakan
Fungsi Tujuan dapat digunakan menjadi fungsi tujuan untuk memaksimalkan atau meminimumkan. Namun, pada penelitian ini penulis menggunakan fungsi tujuan minimum dengan tujuan menimumkan biaya produksi bijih nikel dari tiap kompartemen.
Fungsi Batasan adalah fungsi yang menjelaskan keterbatasan sumberdaya yang tersedia yang akan diperhitungkan secara matematis. Fungsi Batasan yang digunakan pada penelitian ini adalah kemampuan produksi (produktivitas) tiap tahunnya dari tiap kompartemen penambangan. Fungsi Batasan dapat dirumuskan sebagai berikut (Eddy Herjanto, 2007) :
24
∑𝑖=1𝑚 ∑𝑗=1𝑚 𝑎𝑖𝑗𝑥𝑖𝑗 ≤ 𝑏𝑖 Xj ≥ 0 (j=0,1,2,3,…n)
Bi ≥ 0 (j=0,1,2,3,…n) Dimana :
aij = kebutuhan sumberdaya untuk menghasilkan kegiatan Xj = Jenis unit yang digunakan
Bi = Banyak sumber daya
Sesuai tujuan dari penelitian ini, akan dilakukan simulasi produksi dari tiap tahunnya yang dimana simulasi adalah metode pelatihan yang meragakan sesuatu dalam bentuk tiruan yang mirip dengan keadaan sesungguhnya.
Fungsi tujuan meminimumkan biaya produksi dapat dijelaskan pada gambar berikut:
Gambar 2. 3 Skema Produksi Bijih Nikel
Dalam penggunaan metode Linear Programming untuk pemecahan suatu masalah terdapat aspek yang harus dipertimbangkan, diantaranya sebagai berikut:
1. Fungsi Tujuan harus tercapai (dalam penelitian ini adalah meminimumkan biaya)
2. Fungsi Kendala atau Fungsi Batasan harus dinyatakan dalam bentuk persamaan
3. Variable tidak boleh negative
4. Konstanta dalam persamaan tidak boleh negative
25
2.8 Implementasi Ayat Al-Qur’an terhadap penelitian
Ayat alquran yang dijadikan pedoman pada penelitian ini adalah ayat yang membahas tentang memanfaatkan waktu yang ada semaksimal mungkin dan tidak berlebihan dalam hal apapun. Beberapa ayat yang digunakan adalah sebgai berikut:
1. Surat Al-isra’ ayat 26.
رِّ ذَبُت َل َو ِّليِّبَّسلٱ َن بٱ َو َنيِّك سِّم لٱ َو ۥُهَّقَح ىَب رُق لٱ اَذ ِّتاَء َو اًريِّذ بَت
Artinya: “ Dan berikanlah kepada keluarga-keluarga yang dekat akan haknya, kepada orang miskin dan orang yang dalam perjalanan dan janganlah kamu menghambur-hamburkan (hartamu) secara boros.
2. Surat Al-Hasyr Ayat 18
ۖ دَغ ِّل تَمَّدَق اَّم س فَن رُظنَت ل َو ََّللّٱ اوُقَّتٱ اوُنَماَء َنيِّذَّلٱ اَهُّيَأَٰٓ َي َنوُلَم عَت اَمِّب ريِّبَخ ََّللّٱ َّنِّإ ۚ ََّللّٱ اوُقَّتٱ َو
Artinya : “Hai orang-orang yang beriman, bertakwalah kepada Allah dan hendaklah setiap diri memperhatikan apa yang telah diperbuatnya untuk hari esok (akhirat); dan bertakwalah kepada Allah, sesungguhnya Allah Maha Mengetahui apa yang kamu kerjakan.”
Berdasarkan surat al-isra’ ayat 26, manusia tidak boleh diberperilaku boros demi menuruti hawa nafsu sama halnya dengan target produksi yang harus dicapai seefektif mungkin dengan menentukan kebutuhan alatnya sehingga kita bisa lebih menghargai waktu dan cost, juga menghindari hal-hal yang mubadzir. Karena sesungguhnya allah tidak menyukai segala sesuatu yang berlebihan.
26
Berdasarkan surat Al-Hasyr Ayat 18, kita sebagai manusia yang beriman diperintahkan untuk bertakwa kepada allah dan allah telah memerintahkan untuk setiap diri kita untuk memperhatikan apa yang telah kita perbuat untuk hari esok. Pada hal ini, allah telah memerintahkan kita untuk memperhatikan persiapan perencanaan terbaik yang akan dilakukan, rencana kebutuhan alat dan rencana simulasi pencampuran bijih nikel pada rencapa produksi yang lebih baik di hari esok.
27
BAB III
METODE PENELITIAN
3.1 Teknik pengumpulan data
Penelitian ini menggunakan metode penelitian dengan data kuantitatif yaitu dengan cara mengumpulkan data sekunder yang disediakan dari perusahaan, internet serta referensi-referensi lainnya. Setelah didapatkan data sekunder selanjutnya dilakukan pengolahan data dan analisis berdasarkan teori yang berkaitan untuk menyelesaikan masalah serta dapat melakukan penarikan kesimpulan.
Data sekunder yang diperoleh dari PT. AKA Geosains Consulting yang digunakan pada penelitian ini adalah sebagai berikut :
1. Data sekunder
Data sekunder adalah data yang didapatkan dari literatur dan yang diarsipkan oleh perusahaan. Data sekunder yang digunakan adalah sebagai berikut :
• Data cadangan sumber daya pada pit PT. X
• Data hasil Design geometri jalan
• Data batas dan keterdapatan cadangan pada kompartemen penambangan.
• Peta topografi tambang terbuka PT. X
• Spesifikasi alat gali-muat, alat angkut dan alat penunjang kegiatan penambangan PT. X
• Faktor koreksi pada produktivitas (swell factor, bucket fill factor, efisiensi kerja alat, Physical Availibility dan Machine Availibility).
• Harga beli alat berat.
• Insurance, Interest dan Tax pada biaya kepemilikan alat.
• Kebutuhan biaya operasi alat.
• Waktu kerja perusahaan
• Data permintaan kadar smelter (Kadar Ni, rasio Fe/Ni, SiO/Mg dan Co)
28
• Data nilai kurs dollar terhadap rupiah dan data nilai bunga bank yang didapatkan dari laporan kurs Bank Indonesia, Oktober 2021.
3.2 Teknik Pengolahan Data
Metode penelitian ini dilakukan dengan metode operation research dengan teori Linear Programming. Operation research adalah sebuah cabang ilmu yang mulai berkebmbang sejak perang dunia ke-2 dan digunakan untuk mengusahakan pencarian cara pengoperasian yang optimal dari suatu sistem kerja, sistem produksi, dsb. Pendekatan khusus ini bertujuan untuk membentuk suatu model ilmiah dari sistem dengan menggabungkan faktor seperti kesempatan dan resiko, untuk meramalkan dan membandingkan hasil- hasil dari beberapa keputusan, strategi atau pengawasan. (Operation Research Society of Great Britain)
Teori yang digunakan oleh penulis pada metode operation research adalah Teori keputusan oleh Peter Ducker, yang terdiri dari (STERMOLE, 1974):
1. Mendefinisikan problema 2. Analisa Problema
3. Pengembangan alternatif solusi terbaik
4. Pengambilan keputuan berdasarkan penyelesaian terbaik 5. Implementasikan keputusan terhadap tindakan
Simulasi pencampuran pada produksi bijih nikel dengan metode Linear Programming dilakukan menggunakan software LiPS sehingga didapatkan urutan penambangan dengan jumlah ton bahan galian (ore) sesuai dengan target produksi bijih nikel dan kadar Ni, rasio Fe/Ni, Si/Mg dan kadar Co dengan biaya paling minimum tiap tahunnya.
29 3.3 Jadwal Penelitian
1. Lokasi Kegiatan
Lokasi penelitian tugas akhir ini dilaksanakan di PT AKA Geosains Consulting. Beralamat di Ruko Golden Madrid 2 Blok H No 23 BSD City Serpong. Jl. Letnan Sutopo No.2, Lengkong Gudang Timur, Kota Tangerang Selatan, Banten 15311.
2. Waktu Pelaksanaan
Tugas akhir ini dilaksanakan pada Januari – Maret 2021, dengan rincian waktu atau timeline sebagai berikut:
2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1 Studi Literatur 2 Pengambilan Data 3 Pengolahan Data 4 Penyusunan laporan
Minggu ke-
MEI
No. Uraian Kegiatan Januari Febuari Maret April
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
AGUSTUS SEPTEMBER OKTOBER NOVEMBER Minggu ke-
JUNI JULI
Tabel 3. 1 Rincian Waktu Pelaksanaan Tugas Akhir
30 3.4 Bagan Alir Penelitian
Bagan 3. 1 Alur penelitian
Studi Literatur
Pengumpulan Data
Data Sekunder
1. Data hasil optimasi final desain pit.
2. Data model blok.
3. final pit desain
4. Peta Topografi tambang terbuka PT. X
5. Spesifikasi alat gali-muat, alat angkut dan alat penunjang kegiatan penambangan PT X 6. Faktor koreksi pada produktivitas
7.Harga Nikel berdasarkan CMO World Bank 8. Data nilai kurs dollar terhadap rupiah
1. Menentukan simulasi blending produksi kadar minera dan tonasel pada produksi bijih nikel pertahun dengan cost paling minimum pada PT. X tiap tahunnya.
2. mengetahui jumlah kebutuhan alat
3. mengetahui biaya operasi produksi bijih nikel tiap tahunnya
Pembahasan:
simulasi blending produksi bijih nikel
Kesimpulan dan saran
31
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1 Daerah Penelitian
4.1.1 Geologi regional
Daerah Proyek berlokasi sekitar ± 300 kilometer sebelah tenggara Kota Palu, ibu kota Provinsi Sulawesi Tengah, Indonesia (Gambar 2-1). Koordinat pusat wilayah adalah X: 319179 dan Y: 9763284, diambil menggunakan sistem koordinat proyeksi WGS 1984 UTM Zona 51S. Secara administratif IUP PT. X terletak di Kecamatan Lembo Raya, Lembo, dan Petasia Timur, Kabupaten Morowali Utara, Provinsi Sulawesi Tengah, Indonesia. (BPS Sulawesi Tengah, 2017).
Topografi Wilayah Proyek didominasi oleh garis punggungan berarah timur laut hingga barat daya yang memiliki ketinggian di wilayah ini antara 20 - 600 m di atas permukaan laut (ASL). Drainase terjadi melalui serangkaian anak sungai yang hampir paralel di kedua sisi garis punggungan. (PT. AKA GEOSAINS, 2021)
Gambar 4. 1 Lokasi IUP PT. X
32 4.1.2 Geologi local
Morfologi dari area proyek penambangan ini berupa dataran bergelombang, perbukitan bergelombang dan bukit terjal. Hasil pemetaan geologi permukaan, litologi di kawasan konsesi terbagi menjadi 2 (dua) jenis batuan yaitu batuan ultrabasa dan batuan Aluvial. Batuan ultrabasa didominasi oleh peridotit. Peridotit umumnya muncul dalam kondisi segar berwarna hijau tua sampai abu-abu dan coklat kemerahan sampai coklat tua pada kondisi lapuk. Didominasi oleh mineral primer olivin, piroksen, dan sedikit kromit dan magnetit. Sebagian besar batuan ultrabasa di areal konsesi telah mengalami serpentinisasi dengan derajat yang bervariasi, retak dan breksiasi. Umumnya proses laterisasi di area konsesi lemah - sedang. Ciri permukaan unit ini adalah tanah laterit (limonit).
Gambar 4. 2 Peta geologi lokal PT X 4.1.3 Zona mineralisasi
Deposit pada proyek penambangan PT. X merupakan deposit nikel laterit.
Komposisi ini terdiri dari oksida besi di permukaan (limonit) dan magnesium silikat di bawah (saprolit). Endapan nikel PT. X terbentuk di atas batuan
33
ultrabasa melalui proses lateralisasi. Profil laterit berkembang dengan baik dan terlindung dari erosi dengan adanya Iron Cap (Gossan). Di beberapa daerah Iron cap telah hancur, sehingga menunjukan keberadaan laterit. Secara umum, profil laterit dari konsesi PT. X ini terdiri dari campuran limonit (lapisan penutup dan limonit) dengan saprolit kadar rendah hingga tinggi yang terletak di atas batuan dasar harzburgite.
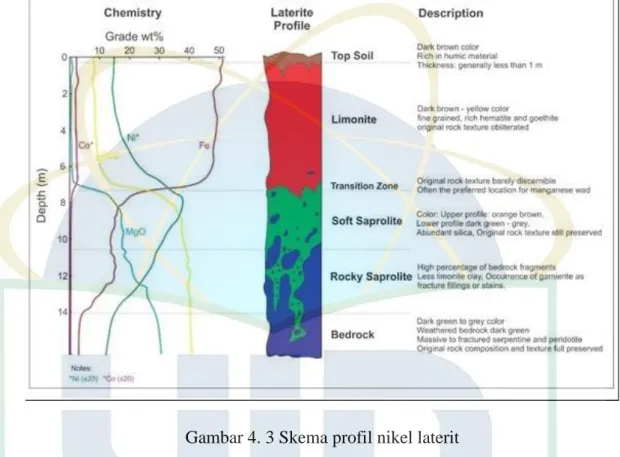
Gambar 4. 3 Skema profil nikel laterit
Nikel laterit adalah produk laterisasi atau pelapukan kimiawi yang intens dari batuan ultrabasa, terutama varietas yang kaya olivin seperti peridotit harzburgit dan dunit. Curah hujan yang tinggi dan pelapukan yang intens memecah harzburgit dan dunit peridotit yang mudah lapuk dan elemen Mg dan Si yang lebih bergerak cenderung meninggalkan profil pada tingkat yang jauh lebih cepat daripada Fe dan Ni/Co yang kurang bergerak. Dengan demikian, zona Fe laterit dan limonit yang tinggi melapisi saprolit pelapukan batuan ultrabasa dan di mana erosi laterit Fe bagian atas rendah, kedalaman cukup dalam dapat terbentuk.
34
Mineralisasi nikel terutama berada di dasar laterit dan bagian atas saprolit dan yang lebih primer, tanah liat kaya Mg dalam saprolit ultrabasa. Ketika pelapukan sangat dalam maka lebih banyak Ni dapat ditemukan di laterit Fe, tetapi pengayaan Ni terbesar terutama di dalam saprolit batuan ultrabasa yang mendasari dekat zona kontak dengan Fe laterit.
4.2 Perencanaan penambangan
Berdasarkan laporan estimasi sumber daya mineral yang disusun oleh PT.
AKA GEOSAINS CONSULTING sebagai dasar laporan pembuatan JORC Report PT. X didapatkan cadangan sebagai berikut:
Tabel 4. 1 Ringkasan hasil report cadangan Terkira PT. X
Cadangan bijih PT. X ini diklasifikasikan berdasarkan tahapan tingkat rincian yang telah dilakukan dalam perencanaan penambangan seperti desain pit dan tingkat keyakinan terhadap sumber daya tersebut sehingga cadangan bijih tersebut dianggap sebagai cadangan terkira (Probable). Berdasarkan kode KCMI 2011 cadangan bijih terkira pada PT. X dapat di klasifikasikan sebagai sumber daya mineral terunjuk (Indicated) yang ekonomis untuk ditambang dan dalam beberapa kondisi juga merupakan bagian dari sumberdaya terukur. (KCMI, 2011)
Pada hasil laporan cadangan terkira (Probable) PT. X ini didapatkan cadangan bijih ore nikel sebesar 7.096.065 wmt dengan densitas 1.63 ton/m3 pada lapisan limonit dan 1.59 ton/m3 pada lapisan saprolite. Jumlah ton bijih tersebut sudah termasuk perhitungan mining recovery pada lapisan limonit dan saprolite sebesar 90% untuk limonit dan 85% pada saprolite. Cut Of Grade yang digunakan pada penambangan PT. X adalah sebesar 1.48 sehingga didapatkan Ni dengan kadar 1.70 (sudah termasuk dilusi 1%). Faktor dilusi diterapkan dalam proses estimasi ini untuk mengkonversikan 71 tonase nikel
Waste Ni Fe Co SiO2 Mgo Cao
(bcm) (bcm) (wmt) (%) (%) (%) (%) (%) (%)
Lim 1.48 383,836 625,653 1.52 40.50 0.11 10.45 2.37 0.03
Sap 1.48 4,069,441 6,470,412 1.72 16.35 0.04 39.25 17.61 0.73
18,920,000 4,453,277 7,096,065 1.70 18.37 0.04 36.84 16.33 0.67 18,920,000
Class Material CoG ORE
Probable
Total
35
insitu menjadi tonase nikel berdasarkan kadar air yang diterima, kemudian mengasumsikan kualitas dilusi juga diterapkan sebagai faktor untuk memperkirakan kualitas kadar nikel produk.
4.3 Penjadwalan Penambangan
Penjadwalan produksi penambangan dinyatakan dalam waktu tertentu dengan meliputi data tonase bijih (Ore) dan waste, kadar (kualitas) dan pemindahan material total dari tambang tersebut. penjadwalan produksi penambangan dilakukan untuk memaksimalkan net present value (NPV), Rate of return (ROR) dan Payback Period (PBP) (Dr. IR. WATERMAN SULISTYA BARGAWA, 2018).
Berdasarkan estimasi sumber daya yang dibuat oleh PT. AKA GEOSAINS CONSULTING dengan total cadangan bijih nikel sebesar 7,095,453 wmt, PT.
X menargetkan produksi bijih nikel sebesar 1.000.000 Ton per tahunnya.
Umur tambang (Life Of Mine) ditargetkan selama 7 tahun.
4.3.1 Pembagian Kompartemen Pada Pit
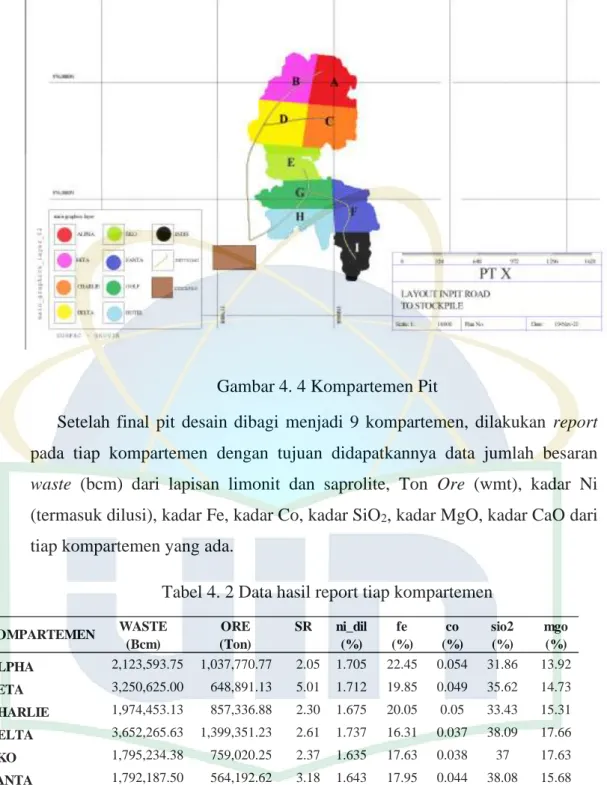
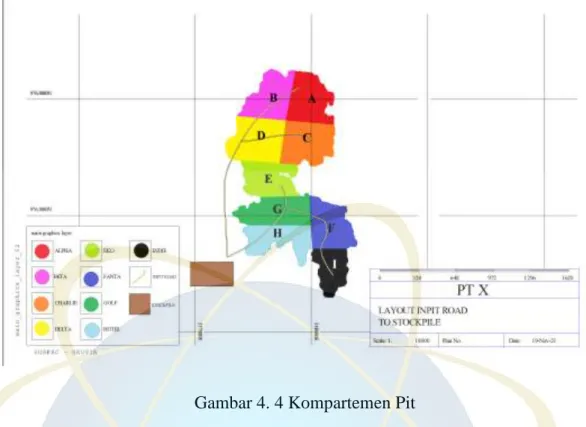
Pit desain akhir dibagi menjadi beberapa bagian kecil dalam bentuk kompartemen-kompartemen dengan tujuan untuk mempermudah blending kadar dari tiap kompartemen. Setiap kompartemen dilakukan blending kadar berdasarkan tonas-tonase dari tiap kompartemen agar tercapai kadar Ni dengan nilai 1.70. Tiap kompartemen diberi nama berbeda yaitu; Alpha (1), Beta (2), Charlie (3), Delta (4), Eko (5), Fanta (6), Golf (7), Hotel (8), Indie (9).
36
Gambar 4. 4 Kompartemen Pit
Setelah final pit desain dibagi menjadi 9 kompartemen, dilakukan report pada tiap kompartemen dengan tujuan didapatkannya data jumlah besaran waste (bcm) dari lapisan limonit dan saprolite, Ton Ore (wmt), kadar Ni (termasuk dilusi), kadar Fe, kadar Co, kadar SiO2, kadar MgO, kadar CaO dari tiap kompartemen yang ada.
Tabel 4. 2 Data hasil report tiap kompartemen
WASTE ORE SR ni_dil fe co sio2 mgo cao
(Bcm) (Ton) (%) (%) (%) (%) (%) (%)
ALPHA 2,123,593.75 1,037,770.77 2.05 1.705 22.45 0.054 31.86 13.92 0.636 BETA 3,250,625.00 648,891.13 5.01 1.712 19.85 0.049 35.62 14.73 0.664 CHARLIE 1,974,453.13 857,336.88 2.30 1.675 20.05 0.05 33.43 15.31 0.705 DELTA 3,652,265.63 1,399,351.23 2.61 1.737 16.31 0.037 38.09 17.66 0.854 EKO 1,795,234.38 759,020.25 2.37 1.635 17.63 0.038 37 17.63 0.713 FANTA 1,792,187.50 564,192.62 3.18 1.643 17.95 0.044 38.08 15.68 0.804 GOLF 1,591,953.13 746,085.77 2.13 1.716 16.16 0.039 41.35 17.37 0.612 HOTEL 1,399,921.88 525,712.57 2.66 1.645 16.5 0.036 39.46 16.58 0.528 INDIE 1,339,765.63 557,071.60 2.41 1.823 17.97 0.045 39.44 17.86 0.292 TOTAL 18,920,000.00 7,095,432.82 2.67 1.702 18.384 0.044 36.823 16.306 0.674 KOMPARTEMEN