P R O C E E D I N G S
American Society of Sugar Cane Technologists
Volume 72 - Papers for 1965
December, 1965
FOREWORD
This is the twelfth volume of proceedings of the Society which has been published since its founding in 1938.
The first volume published in 1941 included papers presented during 1938, 1939 and 1940. Mr. Walter Godchaux, Jr., the then Secretary-Treasurer, edited that edition.
The second volume published in 1946 included papers presented during 1941-1945 inclusive. Dr. E. V. Abbott, Secretary-Treasurer, edited that edition.
The third volume published in 1953 included papers presented during 1946-1950 inclusive. A fourth volume was published in 1955 and presented papers for the years of 1950 through 1953. Volume five contains papers for the years of 1954 and 1955. The sixth volume included papers presented during 1956. The third through the sixth volumes were edited by Dr. Arthur G. Keller.
The seventh volume, which is in two parts, 7A and 7B , contains papers presented during 1957 through 1960 inclusive. The eighth, ninth, tenth and eleventh volumes contain papers presented during 1961, 1962, 1963 and 1964 respectively. These volumes, as well as this, the twelfth volume, which includes papers for the year 1965, have been compiled by the writer.
Denver T. Loupe Secretary-Treasurer December, 1965
I N D E X
Agricultural Section - February 1965 PAGE Difficulties Encountered in Harvesting the 1964 Sugarcane Crop
Ramon E. Billeaud 1 Harvesting Problems After Hilda
Calvin Burleigh 6 The Effects of Hurricane Hilda on the Sugarcane Harvesting
Operation in St. Mary Parish
Minus J. Granger 11 American Society of Sugar Cane Technologists
Douglas P. Stevens, Jr 13 Savoie Farms, Inc. Mosaic Control Program
Raymond B lanchard 18 Mosaic Disease Situation in St. Mary Parish
Minus J. Granger . 20
Manufacturing Section - February 1965 Gatke Moulded Fabric Bearings on Sugar Cane Journals and
Auxiliary Equipment
N. Radloff 24 Application of "Stearns" Magnetic Separators in Sugar Cane
Milling
Wm. J. Bronkala ... ... 31 Some Ideas and Remarks About Evaporation
Carlos M. Alonzo ... 36
Agricultural Section - June 1965 Twelfth Congress - I.S.S.C.T. 1965 A Report
Denver T. Loupe ... 52 A Report on Sugar Cane in Puerto Rico
Lloyd L. Lauden 55 Some Research Papers Related to Louisiana Problems Presented at
the 12th Congress of the International Society of Sugarcane Technologists
R. D. Breaux 59
Agricultural Section - June 1965 PAGE
The Use of Chemical Herbicides in the Culture of Sugarcane for Sugar Production in Louisiana
Ernest R. Stamper 66
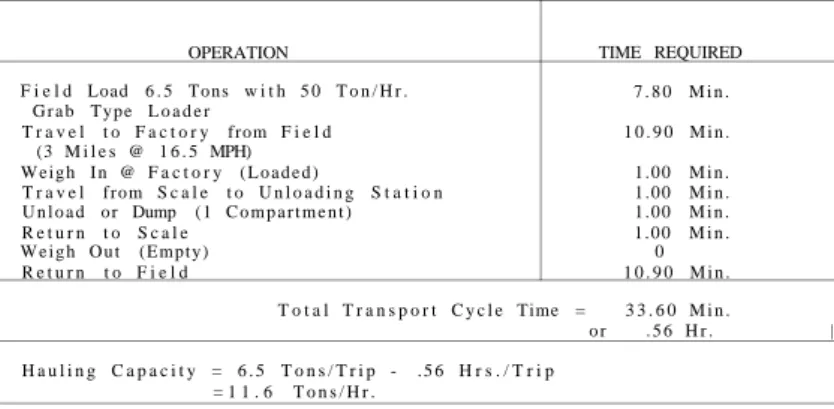
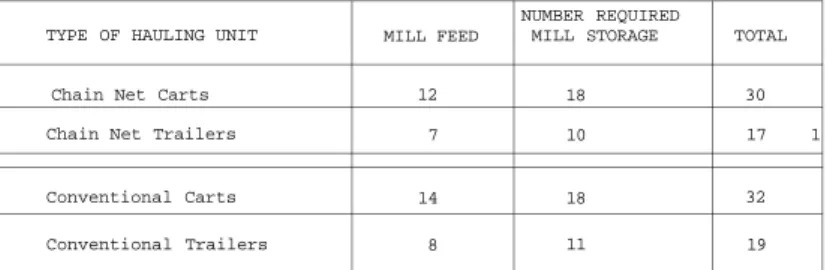
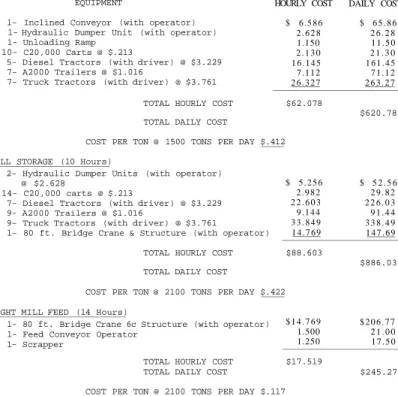
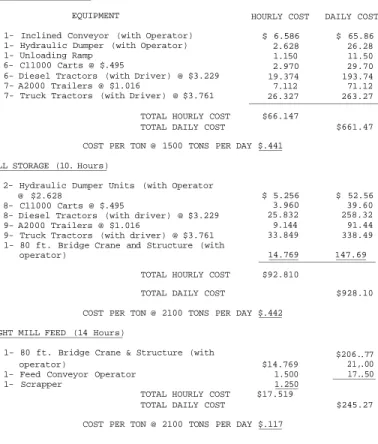
Manufacturing Section - June 1965 Moving Cane Storage Away From the Mill - Is it Feasible?
Harold A. Willett 84 Inclined Feeder Table and Dumping System at the Raceland Factory
J. L. Mathews 89 Cane Handling at Cajun Sugar Cooperative, Inc.
Luis A. Suarez 93 The Side Dump System of Sugar Cane Handling
Larry G. Fowler 96
General Banquet Address
Warren J. Harang, Jr., President, ASSCT, 1964 141 Minutes of the Annual Meeting, February 4, 1965 143 Minutes of the Summer Meeting, June 3, 1965 146 Constitution of the American Society of Sugar Cane
Technologists (As amended, July 22, 1963) 148
DIFFICULTIES ENCOUNTERED IN HARVESTING THE 1964 SUGARCANE CROP by
Ramon E. Billeaud Billeaud Sugar Factory
Prior to Hurricane Hilda, everyone in our area was estimating that their crops would exceed the record-breaking crop of 1963. Probably, this was true throughout the sugar belt.
Then, along came the 'big blow', and we were suddenly in the position of picking up the pieces, and seeing where we stood. Never before in anyone's memory had a hurricane of such force struck the crop on the very eve of harvest.
It is reasonable to say, then, that we entered the 1964 harvest season with many unpredictables.
As had been our custom for many years, we had been taking maturity tests since early September. We found that, despite the fact that the cane was later than normal in maturity, it was nevertheless progressing satisfactorily. By the 1st of October, the cane was gaining about one- half point per week in sucrose, and we began to plan our harvest.
Of course Hilda changed this.
Immediately after the hurricane, we resumed our maturity tests. We found an immediate drop in sucrose, down to the 8.00 to 9.00 levels.
Obviously, our harvest was to be delayed.
Finally, by October 23, the cane again reached desirable sucrose levels of 10.50 and we felt that, although a little lower than normal, it was time to get started. Accordingly, we began our harvest on October 26.
At this time, it was generally felt that a substantial portion of the crop would be lost due to the normal freezes which could be expected in the latter part of the year.
1
Having begun our harvest, we immediately made several observations with regard to mechanical harvesters:
1. The capacity of the harvesters was greatly reduced because of several factors:
A. They could operate in one direction only, most of the time.
B. They had to operate at a slower rate of forward speed.
C. The operators had trouble making the adjustment to the abnormal conditions.
D. There was a much greater amount of stoppage due to chocking than usual.
E. The mechanical break-down time was abnormally high, because of the heavier work being done by the machines.
After several days of trial and error, however, we were able to make certain modifications in the sprockets of the gathering arms which had the result of coordinating the speed of the gathering chains with the forward speed of the machines. Along with this, our operators began to get the feel of the conditions, and consequently, the efficiency of our machines improved somewhat. However, they never operated at a normal rate throughout the season.
Early in the season, we sought to contract on reasonable terms with hand laborers from the St. Landry and Evangeline Parish areas.
However, it was not until the latter part of the season that we were able to obtain any of these hand-cutters in quantity. We won't even mention the quality of the laborers at this time. Even then, we had to accede to their wishes and pay them at the end of each working day. Our rate of pay was $8.10 for a nine-hour day, plus $1.00 per day for trans- portation. When we add normal overhead costs, we can see that the total cost per man approached $10.00 per day. In our heavier cane, they cut
2
an average of 3 1/2 tons per man-day, amounting to a cost of roughly
$3.00 per ton harvested. Ultimately, we had to harvest approximately 20% of our crop at this high cost figure.
This condition, of course, materially affected any profit-motive which we had for the year. In addition, the following conditions adver- sely affected profits:
1. Although the tonnage of cane was above normal, the actual amount harvested and delivered to the mill was reduced considerably by breaking. This was especially true in the variety C.P. 52-68, where we estimate that we lost three to five tons from breaking.
2. The actual weight per stalk of the cane was found to be less than usual, because the cane was pithy in nature, and seemed to lack the normal amount of juice. However, as the season progressed, this condition improved to a degree.
3. The reduced rate of mechanical harvesting resulted in a higher cost per ton for harvesting.
4. AND, as in most years, the price remained below the price-objective of the Sugar Act throughout most of the season.
These factors, then, all added up to less production than anticipated, less income than anticipated, and much higher than anticipated harvesting cost.
Despite these things, however, our area perhaps fared better than some other areas of the Belt, for these reasons:
1. We were on the Westward side of the Hurricane, and the winds were less damaging in our area. Although our cane was very severely whipped by the winds, they were blown in one direction only. It is my understanding that in many other areas, the cane was whipped back and forth by the changing direction of the winds.
3
2. Throughout the season, we experienced very little rainfall, and consequently, mud and boggy conditions were no real problem this year.
3. We escaped early freezes, although we did register a bud-killing freeze on November 30. However, up to the last day of our harvest, on January 16, the eyes on the cane remained sound.
With regard to the trash content of the cane this year, as compared to prior years, we noted the following conditions:
Generally speaking, we had less trash. In a large measure, we feel that this was due to the fact that the storm had stripped most of the bottom leaves off the cane. An exception was found in the variety C . P . 36-13, where the leaves adhered very closely to the stalks. Also, trash in C.P. 52-68 was a problem because of the brittleness of that variety. Many tops found their way into the cane stack.
We were bothered very little by rainfall this year, and trash in the form of mud was no real problem.
From the standpoint of varieties, we found that C.P. 52-68 had the greatest amount of trash, followed by C.P. 36-13, C.P. 44-101, and with N.Co. 310 having the least amount of trash. This is un- doubtedly due to the fact that N.Co. 310 lends itself well to being picked up by mechanical harvesters.
From the standpoint of the maturity of the crop, we found that we were compelled to start the harvest with slightly lower than desirable sucroses. However, about November 11 - 12, we began to get sucroses in the normal range of 12.00 plus. After this, the sucrose showed a marked improvement, hitting its peak range of 12.75 to 13.25 through the
4
period December 15 - 16. We then experienced a slight reduction in sucrose, winding up the season in the range of 12.25 to 12.75.
Throughout the season, we noted that the purity ran higher than usual in relation to sucrose. This is noteworthy, because in our particular area, purity always trails sucrose by some margin. We feel that the favorable purity condition this year was brought about by fresher than usual cane. In many instances, the loading equipment was operating immediately behind the harvesters.
As to whether or not the occurance of Hilda will materially change any of our cultural practices, I must say that we plan no major changes at this time. We will possibly dirt the cane more at lay-by time, although again the season will determine this. However, we will lean more heavily on those varieties which are more adaptable to mechanical harvesting once lodged.
In conclusion then, we feel that as bad a blow as Hilda dealt us, it could have been much worse. While we certainly didn't fare out well financially on this crop, we none the less escaped a real disaster on it.
We can only hope that the situation does not repeat itself for another 80 or 90 years.
Thank you for your attention.
5
HARVESTING PROBLEMS AFTER HILDA by
Calvin Burleigh Southdowns, Inc.
I am sure that there were many of us here, who, on the morning of October 4, 1964, wished that we were in some other line of business.
Today, four months later, most of us can say that the disaster was not quite as great as we expected, and that it could have been worse.
Our pre-Hilda cane estimate at Houma was for an average of 29-30 gross tons of 4200 acres. We shut down on December 20 with an average of 21.3 tons gross, 19.3 tons net, and about 16.8 tons standard. In other words, a loss of about 30% in tonnage, and a conversion much lower than normal.
The hurricane winds very nearly boxed the compass at Houma, beginning in the north and shifting gradually around through East and South to West as the storm passed. Fortunately, most of the cane went down before the north and northeast winds and stayed down, with a minimum of twisting and breakage except around the exposed edges of the fields. Fields lying away from the highway in lower areas were less damaged than those on lighter soils at the front. C.P. 44-101 suffered the greatest damage from breakage, C.P. 48-103 somewhat less, with N. Co. 310 having the least breakage of all.
Our handmill samples from stubble cane on October 5 gave the following average sucrose results:
C.P. 48-103 11.18 C.P. 55-30 10.30 N. Co. 310 9.91 C.P. 36-13 9.25 C.P. 36-105 9.16 C.P. 52-68 8.85 C.P. 44-101 8.57 C.P. 52-68 on heavy soils averaged nearly a point higher.
6
We had planned to start the 1964 harvest on October 5. After assessing the damage, and considering the expected heavy tonnage and slow harvesting, we decided to go ahead with the harvesting on October 8, despite the low sucrose figures. Had we known how much lighter than estimated the crop would turn out, we might have delayed a few days longer. Although I feel that a 50 percent payment for the first cane harvested is better than no payment for cane hauled to the woods after a freeze.
I have been asked by the chairman to comment on several specific problems encountered during the harvest. First of all, there were, with a few exceptions, no great differences in the harvesting problems en- countered on the various Southdown properties. The condition of the cane was just about the same in Terrebonne Parish, in Lafourche Parish and on the river properties. What differences there were, were due to differences in row direction in relation to the way the cane lodged, and to different variety concentrations. For some unexplained reason, the cane at Salsburg Plantation on the river, yielded 5 to 6 tons heavier than on any of the other properties, although it appeared to be just as badly damaged by the storm and they had just as much trouble with the harvest, and the cane estimate was not much different.
At Houma, as elsewhere, the greatest problem was with cutting the cane and scrapping behind the harvesters. We had eleven machines available for use at Southdown, four J & L self-propelled machines, two Thomsons with pickup attachments, and five Thomsons with fixed front ends. We had three of the older Thomsons converted with LaRose pickup attachments as soon as the crop damage became apparent. We actually operated only eight of the harvesters on a full time basis, four J & L's and four Thomsons, and used the remaining three Thomsons only occasionally in the more erect
7
cane. I would estimate that we worked an average of 13 to 14 hours per machine per day to cut about 150 tons. This is only about 1/3 to 1/2 the harvesting rate possible with the same machines in erect cane. Of course, it was a rare day when even one or two of the machines worked a full day without some lost time for repairs.
Lights were installed on all the machines and we operated some of them on a two shift basis during part of the harvest. The quality of the night work was not generally as good as the day work; although, where we were able to use good operators, on a shift basis, under adequate supervision, there was little difference in the work done. Too often, the night work had to be done with a tired operator and a tired overseer after the regular hours, and this is unsatisfactory at any time.
The scrap was very heavy, as you all know, and we never did have enough scrappers to do a thorough job. Unfortunately, the heaviest loss was in the more badly damaged fields along the highway where the mess shows off to the best advantage! I would estimate that the scrap left in the field would average out at about three tons to the acre. During the first weeks of the harvest, it would have cost more to recover than it was worth at the mill; during the last week or two our scrapping crews had dwindled down so that we could not begin to keep up.
Our labor cost for cutting and scrapping behind the harvesters averaged out to $.568 per ton for the crop. This compares rather unfavor- ably with the figure of $.167 per ton for the 1962 crop, the last crop we had with reasonable erect cane. We did not do any hand cutting this year.
The only real problem encountered in loading and hauling the crop was the very light loads due to crooked and lighweight stalks. We hauled most of the cane with three wagons behind each tractor, even old U.C.
tractors, and seldom averaged the tonnage with three wagon loads that 8
we made in 1963 with two wagons. The same was true for the cane hauled in trucks, it took three loads to deliver the tonnage hauled in two loads in previous years. Our labor costs for loading and hauling averaged $.278 per gross ton compared to $.202 in 1962, and the cost of hoisting and loading trucks went from $.091 in 1962 to $.121 in 1964.
As a final comparison, our total labor cost per net ton averaged $1,015 in 1964 as compared to $.476 in 1962.
Repair and maintenance costs were also much higher on the harvesters, although the loading and hauling equipment required less attention than usual because of the light loads being handled. The harvesters operated about double the hours normally required, with a much greater load on the pickup assemblies, chains, sprockets, and gear boxes. Our total repair costs for harvesters and loaders in 1964 was approximately 2 1/2 times the amount spent in 1962. This, of course, reflects some increase in the cost of wages and parts, but is largely due to the longer hours of operation and greater wear. In an effort to cut down on the lost time, we put one mechanic in the field with orders to check over each machine at least once a day to try to make minor repairs before major breakdowns could develop. We feel that this saved us a lot of lost time.
C.P. 52-68 was by far the worst variety to harvest this year. It was extremely brittle with long, light, crooked tops and many uprooted stools in heavier cane. Slightly over half the crop was in this variety.
N. Co. 310 was badly lodged, trashy, and difficult to cut, but handled better than C.P. 52-68 because there was much less breakage in harvesting.
There was apparently less weight loss with N. Co. 310 than with C.P. 52-68 and fields of N. Co. 310 yielded closer to the pre-crop estimates. C.P.
44-101 fields despite greater damage from the storm, broken tops and sprouting eyes, was the easiest variety to harvest. Because of the low
9
sucrose level early in the harvest, C.P. 44-101 fields were harvested late and had more time to straighten up. We were able to cut much of it, even plant cane, without down cane pickup attachments. Many fields of C.P. 44-101 yielded quite close to the earlier estimates.
Our cultivation plans for the 1965 crop will not be greatly affected by the hurricane damage. We were fortunate in having relatively good weather throughout the harvesting period and, as a result, have only a small acreage of rutted and cut up stubble to repair. We do have a lot of long stubble and trash to dispose of and our plans call for shaving nearly all of the stubble and an extra round of early cultivation with disc choppers to break up and incorporate some of this trash. Addi-
tionally, we plan to apply a little heavier dose of nitrogen at fertilizer time to aid in rotting the trash and to insure an adequate supply of nitrogen to the new crop. Other than a concentrated effort to hold all cultivation costs to a rock bottom minimum, no other changes in cultivation work are planned.
10
THE EFFECTS OF HURRICANE HILDA ON THE SUGARCANE HARVESTING OPERATION IN ST. MARY PARISH
by Minus J. Granger
County Agent
The year of 1964 will long be remembered by all farmers and other individuals throughout the Sugarcane Belt. Hurricane Hilda, with winds recorded at over 120 miles per hour, hit the cane belt on October 3, including St. Mary Parish.
Hilda left its ruins, including the heavy breakage of sugarcane, flattening of sugarcane to the ground, beating cane to such an extent that resulted in shredding of leaves and de-rotting a large percentage of cane, October 7, a general meeting of all cane growers was called with at least 95 percent of the cane growers present. The general condition of the crop was explained and all growers encouraged to harvest as much of the crop as possible. Growers were told that there was very little assistance available other than to start harvesting when time came and to get their crop to the mills.
On October 16, a couple of mills started grinding and by October 26, all the sugar mills were in operation. At first, sucrose and purity was rather low but improved gradually about 3 to 5 weeks later. In general the weight of the cane was light throughout the season.
Through hard work, trial and error, most of the cane growers in St. Mary Parish were able to cut their cane by machinery. Very little of the cane acreage was cut by hand. If an estimation would be made, it is doubted if over 20 percent of cane acreage was cut by hand.
The cost of harvest per acre just about doubled as compared to a normal season. This was primarily due to the increase labor used for scrapping.
11
It is estimated that growers of St. Mary Parish lost about 25 to 30 percent of their cane crop from damages caused by Hurricane Hilda.
The 1964 farm gross income from sugarcane will be about $6,375,000 as compared to about $10,000,000 in 1963. Lower farm gross income is primarily due to damages caused by Hilda and lower prices received for sugar. The expected average yields per acre in standard tons for 1964 will be about 21, this compares to 32 in 1963.
12
AMERICAN SOCIETY OF SUGAR CANE TECHNOLOGISTS Douglas P. Stevens, Jr.
Cinclare Central Factory
What are the plans for handling both plant and stubble cane in relation to cultivation as of February 4, 1965:
(A) Plant Cane: Aerial application of 11/4 lb. Silvex about February 15.
This will be followed with off-barring and throwing back, with tandem choppers, immediately following with 6 qt. Fenac with the ground spray rig. We will fertilize with NH3 and dirt the cane at the same time. From here on, probably just work the row and wrap it up using 3-row single choppers.
(B) Stubble Cane: Where the stubble is not pulled up too bad, we are going to clean off the row with shavers. We plan to off- bar with choppers and will be working a wider drill this year, about 4 inches wider than normal, because the ratoon was pulled to one side of the row and is not in the center and not in a straight line.
In the areas that were harvested during wet weather, we plan to leave the cane on the off-bar and build back the row when we fertilize. On the other areas, we plan to off-bar and throw back the row to maintain maximum drainage and also for ease in spraying.
How extensive was the damage to stubble (for this year) from Hurricane Hilda?
(a) Per cent of stools with exposed roots.
(b) Amount of stubble severely injured or pulled from the ground during harvest.
13
(c) What changes in cultivation do you intend to do to care for the uprooted stubble stools.
Up to now there doesn't look to be much damage to the underground eyes except, of course, those eyes on and near the top of the ratoon (exposed side). The stand looked very good up to the 16th of January, at which time it was killed back again. However, recent inspection showed sound eyes as shallow as 1/2 inch within the cluster of stubble that is exposed.
I would say that 35% of the stools were pulled out of the row to some degree by Hurricane Hilda with up to half of the roots being exposed on some stools.
Percentage wise, only a small amount of the stubble was pulled out of the ground by the harvesters. This was due to the lack of experience and lack of constant concern of the harvester operators in practically every instance. The better operators had to adapt and adjust their machine differently for practically every different cut of cane they went into in order to even attempt to do a good job under the circum- stances. The amount of stubble severely injured probably will not be completely detectable until the cane suckers. There could be a late penetration of some primary shoots in turn, causing a late or longer period of suckering, depending upon variety.
All our off-barring will be done with reversed choppers using new scalloped blades. We feel that it will be necessary to have a wider drill by 4 to 6 inches, because of the cane laying all over the top of the row. The ground spray rigs will be set to give a complete cover of material to this wider drill too. In some cases we might have to do some early dirting of the cane if it looks like we might lose the stubble that germinates from the uprooted stubble stocks without any soil to
14
root in. This could cause some change in the herbicide program because of putting new dirt on top of the drill.
3. Were there any differences in handling of varieties in harvesting of sugarcane following Hurricane Hilda.
At first, all the cane was very brittle and there seemed to be very little, if any, difference between varieties. After about the third week, we found that we could do a much better job and have easier cutting in the N.Co. 310 and 52-68, if we could cut it at all. Generally, in these two varieties the heavier the yield, the harder to cut, 44-101 was disappointing in that it remained very brittle for a long time and was breaking in two alot. 36-105 and 47-193 was the hardest to cut and in a lot of acreage, where it was not completely down, we were unable to cut it, even after burning the cane ahead of the harvesters, 48-103 was somewhat of a different story. Although it was the best testing cane at the beginning, we did not do a good job in cutting it mainly because it was in this variety that we had to learn how to cut severely lodged cane. This was a new and very hard fight to most of the operators and it took them about three weeks to either learn how or leave.
4. What was the greatest loss from Hurricane Hilda?
(a) As its affect on quality of cane, (b) Cost, in handling in the field,
(c) How was the sugarcane different from a normal year?
Hilda hit the cane so hard and so quick that it not only threw it back into a negative state of growth from a maturing state of growth, but it disrupted the physiological function of the plant. In a sense, the cane didn't know whether to start growing again or start maturing again. As a result, it lost a lot of its weight and the brix, or start sucrose and purity in the samples were completely out of balance and on
15
top of this, the broken top stalks scattered through out the cane weren't helping matters any. The cane improved at about a normal pace after October, but because it started out so low and was actually growing at first and for so long, we were unable to reach an above par level in Brix, Sucrose and Purity for any length of time during the remainder of grinding. There was one other thing that affected cane quality. It was very hard to maintain any uniform height in topping the cane because of the way it was lodged. In some cases we had no control over where we topped so naturally this played a major role in quality of cane to
the mill.
The cost of handling in the field was much higher than normal.
The light weight of the cane alone was enough to add 20% additional cost to handling. Trucks carrying 20 tons of cane in 1963 were doing good to get 15-16 tons on a load in 1964. Yet, they still carried about the same volume of cane stalks and the trucks were just as full with the same number of bundles. Rail car loading was the same thing. This lack of weight problem plus the low sampling qualities of the cane at the mill was affecting our cost of handling throughout the field operation. One scrapper would have to save about 1-1/3 tons of par cane to balance out a days wage with the $6.00 sugar we were faced with.
Other than the fact that all the cane was abnormally brittle at first, the biggest difference from a normal year was that we were unable to follow the normal procedure in harvesting by varieties as they matured, first in the stubble than in the plant cane. We were constantly taking special samples and they would vary from cut to cut, within a variety. This caused the harvesters to jump about in the fields trying to cut more matured cane when possible, if we could cut it.
16
5. Out of curiosity, after Hilda, we wanted to know and follow the change in the difference between cane that had broken tops compared to cane with normal tops. So, at weekly intervals, we took like samples of damaged cane and normal cane in three varieties from the same cut and in the same general area until the cane was cut. In all weekly samples, the damaged or broken top sample tested lower in brix, sucrose and purity.
The average of all the weekly samples is listed below:
36-105 Plant Cane: Brix - 1.26 Sucrose - 1.66 Purity - 5.46 52-68 Plant Cane: Brix - 1.16 Sucrose - l.88 Purity - 6.92 N.Co. 310 Plant Cane: Brix - 0.69 Sucrose - 1.33 Purity - 4.79
17
SAVOIE FARMS, INC. MOSAIC CONTROL PROGRAM by
Raymond Blanchard
The following is a summary of the Savoie Farms, Inc. roguing program for the control of mosaic in sugarcane:
Crew (Roguing)
1 Foreman (school teacher) 6 to 9 Laborers
Wages
$2.00 per hour - foreman
$1.00 per hour - laborers Method of Roguing
a. One man per row
b. Diseased cane dug out with shovel
c. Rogued after school - 4:00 p.m. to 6:00 p.m. and 7:00 a.m.
to 12 Noon during vacation Date of Roguing
First roguing started in the middle of April when cane was tall enough to identify mosaic
Second roguing was approximately one month following the first roguing
Third roguing was in the latter part of June Results
Mosaic Infestation Per Variety Per Year Variety
44-101 N.Co. 310 52-68 48-103 55-30 Cost per Acre Roguing
1961 61 acres .44%
21 acres .41%
36 acres .24%
Trace
$2.08
1962 68 acres .49%
38 acres .86%
61 acres .87%
Trace
$2.35 18
1963 65 acres 1%
14 acres 1.9%
72 acres 1.3%
Trace
$2.51
1964 67 acres 1.1%
Too high 48 acres 4.8%
55 acres .22%
20.13 acres 2.7%
$2.87
Remarks
1. Foreman supervised and checked laborers' work.
2. All plantations did not have the same amount of infestation, 3. The number of mosaic stools rogued decreased with each time
of roguing within a season (example, 1st - 100 stools; 2nd - 75 stools; 3rd - 25 stools),
4. In 1963-64 an experiment was conducted using 6 cuts of 55-30, a. Three cuts were rogued once in the fall and again in spring, b. The other 3 cuts were rogued in the spring only, (The
first spring roguing,) The results were as follows:
a. The cane rogued in the fall and again the first time in the spring had a combined total of 208 stools,
b. The cane rogued in the spring only had 1194 stools in first roguing,
5. The mosaic infestation was greater near a line of vegetation, especially bamboo.
19
MOSAIC DISEASE SITUATION IN ST. MARY PARISH by
Minus J. Granger County Agent
For the past six years, cane growers from St. Mary Parish have been planting approximately 75 to 90 percent of their cane acreage to C.P. 44-101, N. Co. 310 and C P . 52-68. All three of these varieties have given satisfactory results in yields. In the last two to three years N. Co. 310 has not given satisfactory stands in stubble cane in some of the areas in the parish. In years past, when droughts occured, yields of C.P. 44-101 have also been affected.
In the year of 1959, mosaic was found in only a few cases in the parish. During the month of April, 1959, agents from throughout the cane belt met in St. Mary Parish, along with representatives from the Louisiana Experiment Station and the specialist in sugarcane from the Louisiana State University Agricultural Extension Service. The purpose of this meeting was to adopt a uniform program of roguing in an effort to control the mosaic disease.
In May of 1959, six field meetings were held in the various areas of the parish for the purpose of teaching cane growers the identification and methods used in roguing for mosaic„ In the selection of specific farms for field meetings, it was difficult to locate even one cane stool affected with mosaic. Several farms had to be checked in all areas before one or more cane stools could be found with mosaic. In most cases, the only variety where only a trace could be found was in N. Co. 310.
However, mosaic was found in a very few cases in some of the other varieties, but only in traces.
At all of the field meetings, growers were encouraged to rogue their sources of seed cane at least four times. Follow-up visits were made and
20
fields spot checked for mosaic in an effort to convince growers to rogue sources of seed cane.
The following year, 1960, the mosaic disease started to show up more frequently in all of the three major varieties, C.P. 44-101, N. Co. 310, and C.P. 52-68, but still in traces only except in some very few isolated areas where 1 to 2 percent was found.
During the month of May, another series of seven field meetings were held for the purpose of teaching growers the identification and methods used in roguing for mosaic. There was an over-all attendance of 80 growers present at all of the seven meetings. Every grower present at these meetings expressed his intention to carry out recommendations for roguing mosaic.
It was the intention to have every grower in the parish to rogue his sources of seed cane. Several farm visits were made, radio and TV programs presented, circular letters sent to growers, and news articles written in an effort to stimulate interest among growers to control mosaic in their sources of seed cane.
In the early spring of 1961 several fields of sugarcane were spot checked for mosaic, including some of the cane, that had been planted from cane rogued the previous year. In most cases, mosaic was found from a trace to 2 percent in cane planted from rogued cane and up to 30 percent in the varieties of C.P. 52-68 and N. Co, 310 which were not rogued. During the middle part of May a series of four (4) field meetings were held to continue stressing the importance of roguing sources of seed cane and to present, the status of mosaic at that time, Roguing demonstrations were also given at each field meeting. There were 42 growers present at all of the four meetings. Growers had 86 percent of their cane acreage planted to the three previously mentioned varieties which are susceptible to mosaic. Again an all out campaign was made
21
to encourage growers to continue roguing their sources of seed cane.
It was estimated at that time that at least 30 percent of the cane growers were roguing their sources of seed cane.
In the spring of 1962, growers were encouraged to continue roguing their sources of seed cane whenever it was economical to do so. The mosaic disease by that time had taken over and was so heavy in some of the areas that in some cases it was not economical to rogue sources of seed cane. This was especially true in some fields of N. Co. 310 and C.P. 52-68 and in several areas, C.P. 44-101 was included in the areas too heavy to rogue.
It was felt that N. Co. 310 was the source of mosaic by personnel from both the U.S.D.A. Station and Louisiana State University. It had been pointed out before and was highly recommended that cane planted as a source for seed, should be isolated from N. Co. 310. This was encouraged in St. Mary Parish through field meetings, personal contact and other media.
In 1963 and 1964, field meetings were continued for the purpose of showing how to identify mosaic, methods of roguing and to present the status of the mosaic situation in. the parish. In most cases, mosaic was so wide spread in the parish in 1964 that only a few farmers could actually rogue their sources of seed cane of these three varieties.
The variety C.P. 55-30 which was released in 1963 and checked in 1964 resulted in the following: during the month of May the cane had an average infestation of 18 percent and in June the infestation had reached 19 percent. In most cases where the mosaic infestation of this variety was 4 percent and above, the adjoining varieties were highly infested with mosaic.
22
CONCLUSION
Whenever sources of seed cane can be economically rogued, roguing will be recommended. Isolation of cane to be used for seed will continue
to be recommended, especially away from N. Co. 310 or any other variety with a high mosaic infection. Growers will be encouraged to continue
the consideration of planting the present minor varieties which are less susceptible to mosaic.
At the present time growers have not experienced too much lost, in yields which can be directly attributed to m o s a i c It is hoped that they never do. This, in my opinion, is the main reason why so many
growers are not following a complete roguing program and other recommendations to control mosaic.
On some farms where a good roguing program has been followed, mosaic can still be controlled at least to a minimum. This is especially true for the growers who are not planting N. Co. 310 and keep their sources of seed cane away from N. Co. 310 and other highly infested varieties.
In the last four years, seed cane that had been rogued and free of RSD was made available through the American Sugar Cane League committee.
This program has meant a lot to several growers in the parish, especially small growers who cannot afford to heat treat their own seed cane.
It is understood that this seed program has been discontinued.
However, a similar program should be considered by individual parishes if it is possible.
We, in St. Mary Parish, like agents in other parishes in the cane belt, will continue to follow recommendations as given by the research personnel from U.S.D.A. and L.S.U. so growers can keep mosaic disease to a minimum.
23
GATKE MOULDED FABRIC BEARINGS ON SUGAR CANE JOURNALS AND AUXILIARY EQUIPMENT
by N. Radloff Gatke Corporation
presented by A. W. Norman Voorhies Supply Co., Inc.
Mr. Chairman, .
The use of non-metallic bearing liners in sugar mill journals is not particularly new, however, it is only in the past three years that a sustained and completely successful effort has been made to use such liners in regular production. The files of the Gatke Corporation, who are the originators and manufacturers of these liners, show that the first actual use was in a Cuban sugar operation during the 1948-49 seasons. Two liners were installed in a special mill known as a Kopke mill, which was dismantled after the second season due to other operation- al difficulties, although the liner and the journal were in perfect condi- tion. Unfortunately, with the dismantling of the mill, the successful application of the bearing liner went unrecognized.
To those not familiar with the material, it consists of specially woven cloth saturated with a phenolic laminating resin, and then moulded under heat and high pressure to the required size and shape. Special moulds have been developed to assure uniform high density throughout
the finished product. The physical properties of this material are as follows:
Compressive Strength 40,000 to 43,000 p.s.i.
Tensile Strength 11,000 to 13,000 p.s.i.
Shear Strength 10,000 to 12,000 p.s.i.
Flexural Strength 20,000 to 23,000 p.s.i.
24
By comparison, the normal babbitt material used has a compressive strength of 12,000 to 15,000 p.s.i. and cast brass 20,000 p.s.i. at its proportional limit.
This material is a heat insulator, having a thermal conductivity of .17 BTU/Hr./Sq. Ft./° F,/Ft, and for this reason requires cooling water applied directly at the journal and bearing surface. The edges of the liner are chamfered to collect the water and allow it to drain into a receiving pan away from the mill rolls. Water jacketing of the quarter boxes or chairs is not required, as there is no opportunity to transfer heat through the liner. Ihe amount of water used with this liner is considerably less than what is normally used for a water jacketed bronze or babbitt; bearing.
Lubrication of the Gatke liners is provided by a suitable oil or grease, introduced directly into the bearing or on the journal. The lubricant should be of a type that will allow the creation of a lubri- cating film under extreme pressures and water conditions, but at the same time will not cake or harden so as to cut off water flow. There are several excellent lubricants on the market that fulfill these require- ments. An oil groove or chamfer is usually provided before the pressure area, and the flow should be such to assure an adequate supply of the lubricant. Coefficient of friction varies with loads, journal finish, speeds and lubricant temperature, but is generally in the range of .05 to .09. While the liner material does not absorb oil or grease, it has been demonstrated that a film will remain on the surface even when the supply of lubricant is cut off.
Installation of the liners can be made to existing quarter boxes by direct replacement or by machining a recess to receive a liner of
25
5/8 to 3/4" thickness. The majority of the liners installed to date have been approximately 180°, however, since the effective bearing area is probably no more than 150°, it is recommended that a liner of 160°
to 170° be used in future installations vherever possible. In all the present installations dowel pins of the same material have been used to hold the liner in place, however, it would be possible to machine the quarter box so as to have a lip of metal retain the liner on the mill side and use brass keeper strips bolted to the box on the other three sides. This arrangement would considerably reduce the number of dowels, if not eliminate them altogether.
The first of the current installations was made in September, 1961, at the Olokele Sugar Company in Hawaii, on the off-side of the discharge roll of No. 4 mill. This installation was the subject of a paper pre- sented to the Hawaiian Sugar Technologists Meeting by Mr. W. S. Patout, III, in November, 1962. At the time of the report, the liner had been in operation 3,585 hours with 389,000 tons of cane crushed. The install- ation was using only 1.5 gallons per minute for cooling water in contrast to the 4 to 6 gallons per minute that were required for the other bearings in this mill. Examination at that time revealed that the liner and the journal were in excellent condition.
The first installation in Louisiana was made in late 1962 at Sterling Sugars, Inc. on the discharge roll of No. 5 mill on a 17" x 23 journal.
During the 1963 season this mill ground a record of 408,000 tons and inspection at the end of the season revealed both liner and journal to be in perfect condition, with no apparent wear.
This installation was reported in the Louisiana Sugar Journal of December, 1963, and Mr. Charles Avrill, Chief Engineer of Sterling, advised that the Gatke liners operated considerably cooler than any other bearing,
26
and also used less water and lubricant than any other bearing in the mill.
During the 1964 season, installations were made in a number of sugar mills and in one cane crusher in Louisiana, In each instance the liners were doweled to the housing and a metal keeper strip was also used. These mills are as follows:
Billeaud Sugar Factory
1 liner for 16-5/8 x 22" journal 1 liner for 16-3/4 x 22" journal Louisa Sugar Co-op, Inc.
2 liners for 16 x 22" journal 2 liners for 16-3/8 x 22" journal Sterling Sugars, Inc.
4 liners for 16-1/4 x 24" journal
(This is in addition to those previously mentioned) M. A. Patout &. Sons, Ltd,
Installed by Dibert, Bancroft, & Ross, Ltd, 2 liners for 18 x 26" journal
Dugas & LeBlanc, Ltd.
2 liners for 15-7/16 x 20" journal
2 liners for 15-3/4 x 2C-1/2 journal (these particular liners were made with a thrust flange or collar at each end),
Albania Sugars, Inc,
2 liners for 16-3/4 x 20" journal (this installation was on a two- roll crusher.
All the foregoing organizations have graciously given permission for the use of their names and have allowed us to say that thus far the installations appear to be completely satisfactory.
A more definite appraisal will be made when the mills are dismantled and all parts inspected. Detailed information can be included in future reports to this society.
Gatke Bearing Liners have not yet been used on the top rolls of sugar mills. The use of Gatke Bearings on the top rolls presents a considerable problem because of the floating action of the top rolls
27
and the difficulty of applying the cooling water to the mill journals.
In a discussion with Mr. Charles Avrill, Chief Engineer of Sterling Sugars, Inc. at Franklin, Louisiana, we talked about the feasibility of using Gatke Liners on top rolls and Mr. Avrill expressed the opinion that he did not feel that the method of introducing the water to the journal was an insurmountable problem and he proposed to use Gatke Bearing Liners on top roll journals when he needed to replace those bearings in the future.
In summary, the use of the Gatke Moulded Fabric Liners in cane mills and crushers provide a number of direct and indirect benefits;
1. Its direct cost is substantially less than that of an equiva- lent babbitt or bronze liner.
2. The weight of the material is 1/6 that of bronze and can easily be handled by one man in less time than a metal liner.
3. Being non-metallic, it cannot gall or score journals and with an elastic modulus of approximately 1,000,000 it is sufficiently resilient to allow for some degree of self-alignment. This characteristic also allows it to absorb high shock loads with- out permanent deformation, and without cold flow.
4. The quarter boxes or chairs do not require water jacketing which reduces their cost, and also eliminates the maintenance expenses required to prevent water leakage.
5. The installation uses less cooling water and lubricant than is used by a metal bearing. The lower friction of the liner results in a reduction of the power requirements.
6. If accidentally all lubrication and cooling systems fail simultaneously, the liner will still not score or seize the
28
journal and, furthermore, the operator will be immediately warned by a distinctive pungent odor which is given off by the material at excessive temperature. This enables corrective action much sooner than would be possible with a metal liner.
The Gatke Moulded Fabric Bearing has a long history of successful service in heavy duty applications outside the sugar industry. Steel rolling mills the world over use these bearings in essentially the same manner as outlined in this paper. They are also used in ore crushers,
large grinding mills, diesel locomotives, ships and in an endless variety of construction equipment.
Within the sugar industry, in addition to mill journal bearing liners, these bearings have been widely used for many years in screw conveyors, both on raw and refined sugars in wet and dry service and on filter press mud conveyors, They have been used as bushings on wire rope sheaves of cane derricks, both at the factories and in the fields, They have re- placed babbitt in pillow blocks, on return idler shafts of main cane carriers, on head and tail shafts of intermediate carriers and in count- less other pillow block applications. We have also used the material as wear strips on juice drags and cane tables by cementing the strip directly to the metal members. Results have been excellent. Generally, the material can replace babbitt or bronze with improved performance and wearing qualities in various types of bearing applications in sugar pro- cessing equipment.
It is hoped that this presentation will stimulate further thinking and investigations on sugar mill and crusher bearings and it is further hoped that the many advantages offered by Gatke Moulded Fabric Liners will lead to their wider acceptance and usage in the industry,
29
We would be less than gracious if we did not express our deep appreciation to our many friends in the engineering departments of sugar mills who have accepted our assurance that Gatke products would render satisfactory service in their mills in very many applications. We must express our extreme gratitude to Mr. Charles Avrill, Chief Engineer of Sterling Sugars, Inc. at Franklin, Louisiana who installed the very first Gatke Sugar Mill Journal Liner to be used in a Louisiana Mill and to the management of his company for their confidence in the judgement of Mr. Avriil and ourselves. Both Mr. Avriil and Mr. Thomas H. Allen have told us of their satisfaction with Gatke products.
If there are any questions or comments, I will be glad to hear from you, or answer as many as time will allow. Thank you.
30
APPLICATION OF "STEARNS" MAGNETIC SEPARATORS IN
SUGAR CANE MILLING by Wm. J. Bronkala Indiana General Corporation INTRODUCTION
Sugar cane millers have long been aware of the damage that tramp iron can do in their plants. With the increased use of mechanical harvesting and cane handling equipment, this tramp iron problem has be- come more serious than ever before. The crushing roll damage caused by tramp iron is quite evident when the rolls are inspected. Critical down time and maintenance and repair costs are the primary compulsion which leads cane millers to the installation of tramp iron removal equip- ment in the form of magnetic separators. A factor that is not as readily evident is the loss of sugar extraction in plants where heavy tramp iron damage has been sustained. It would also seem that serious accidents might occur when tramp iron gets into the mills and magnetic protection will prevent such accidents.
The savings affected in maintenance alone will in most instances repay the cost of the magnetic tramp iron removal equipment, within 3 to 5 years time. No studies have been made as to improved sugar extrac- tion but obviously this makes tramp iron removal even more attractive.
Extraction reduction would be expected to be proportional to amount of roll surface damaged.
BASIC MILLING PROCESS AND FACTORS RELATING TO MAGNET APPLICATION The writer does not consider himself to be an expert on sugar cane milling but was fortunate to be able to inspect a number of Louisiana sugar mills recently. The basic process observed was very similar in
31
all mills and is shown in Sketch #1. Two of the mills inspected had installed tramp iron removal drums in the position shown in the dotted section.
Several factors affecting magnetic separator selection and installation were noted. The cane is fed at a somewhat irregular rate to the primary cane carrier. A set of cutting knives rotating at about 550 R.P.M. reduce the cane to a smaller size. Since no tramp iron removal is attempted ahead of the knives, the presence of large tramp iron can cause the knives to break off and they will move with the cut cane to the primary crusher.
The condition of the cane will vary, depending on field conditions, and a slight variation in the cut cane condition does develop.
The loading of the cane conveyor is quite deep. After the knives, the load will usually be between 18" and 36" deep as it goes over the head end of the carrier. The carrier moves at a slow speed and after cutting the cane, is quite damp. Discharge from the head end of the carrier is difficult to control and is influenced by the knife action, condition of the cane, and the feeding of the cane onto the carrier by the cane tables.
In the milling operation, the cane moves through a series of crushing rolls which vary in face configuration with the roll setting progressively reduced at each succeeding mill.
When considering a magnetic separator for effective tramp iron re- moval in this service, the following points should be noted:
1. Cane loading is deep. Any magnet installed must have a deep field pattern to effect maximum tramp iron removal.
2. The cut cane is mat-like and interferes with movement of the tramp iron as it is attracted to the magnet face.
3. The shape and size of the tramp iron varies widely. Since the last roll setting will be in the 1/2" range or f i n e r , all tramp coarser than this size must be removed.
32
4. The installation point for tramp iron removal should be just ahead of the first roll. It would be desirable to have tramp iron removal of the large tramp ahead of the knives so as to protect them against damage, but to date a suitable magnetic device to accomplish effective tramp removal at this point has not been developed.
MAGNETIC SEPARATOR SELECTION
The magnetic separator we have recently introduced for more effec- tive removal of tramp iron is the "LD" magnetic drum» Previous to 1960 the tramp iron magnet most frequently used in sugar mills was the spout or plate magnet. These units were installed in and/or above the chute leading to the first roll. Spout separators have several limitations:
1. The depth of magnetic field obtained is insufficient to protect through the full burden on the magnet face.
2. These spout magnets are static separating devices which collect, the tramp iron on their face„ They require periodic interruption of the feed for manual cleaning.
3. Collected tramp iron interferes with cane flow.
With the development of the "Stearns" Type "LD" magnetic drum, we obtained a heavy duty unit that could stand the rough service encountered in sugar cane milling while developing a field pattern that would more effectively cover the normal cane loading. It also provides an essentially automatic operation since the tramp iron is continuously discharged.
The internal design of this unit is shown in Sketch #2. The magnet assembly is held in a stationary position by clamp bearings and the cylinder is driven around this assembly by means of a sprocket and chain at a speed of from 25 to 35 R.P.M. Pole design is such as to provide a large collecting surface and to orient the longer pieces of tramp iron so that they will not jam or be knocked off the she11.
33
Principle of operation is shown in Sketch #3. The unit is top fed and the relatively high surface speed thins the load as the cane passes through the influence of the magnetic field. This drum speed also serves to throw the non-magnetic cane from the shell surface.
The magnet field developed by the "Stearns" 36" diameter "LD" drum produces a field of 300 gauss at 13" from the drum face. The surface holding force at the drum surface is in the 1700-1800 gauss range. Deeper field patterns are available on larger diameter "LD" drums. This type of field will secure effective removal of both large and small tramp iron.
To insure dependable operation, the "LD" drum incorporates an " 0 "
ring seal on a machined head giving a watertight drum. A 1/4" manganese steel cylinder insures satisfactory operation in this rugged cane handling service.
PLANT INSTALLATIONS
Two installations of this "LD" drum separator have been made in Louisiana sugar mills. The first made in 1961 was at St. Mary's Sugar Co-op. Two barrels of tramp iron were removed in the first season it operated and removal during this last season is shown in the next slide.
This plant uses a unique installation of the second set of knives just ahead of the magnetic drum which serves to produce a smoother and thinner feed to the magnet. This is the preferred type of installation.
The second installation made during 1964 was at Iberia Sugar Co-op.
and the next slide shows the tramp iron removed this season. Feed to this unit is direct from the head end of the carrier and has greater fluctuation in depth than at St. Mary's. This condition would lead us to suggest that when the drum type magnetic separator is installed, the possibility of positioning a set of knives near the discharge end
34
of the main cane carrier should be considered. If the expense of this change is beyond the money appropriated, a leveler should be installed at the discharge of the carrier to insure that all cane is brought with- in range of the magnetic field.
SUMMARY
The introduction of the "LD" drum in existing sugar cane milling plants has shown that a better removal of tramp iron can be obtained.
Proper installation of the drum insures virtually complete tramp iron removal.
35
SOME IDEAS AND REMARKS ABOUT EVAPORATION Carlos M. Alonzo
Duhe & Bourgeois Sugar Company
A lot has been written about evaporators in the sugar industry, but we believe that much more should be said about. this subject. In order to clarify and amplify these, we would like to present some of our observations in this matter.
It is our desire that someone could work over these ideas and develop them in favor of Sugar Technology.
ENTRAINMENT
POSSIBLE CAUSES OF ENTRAINMENT AND HOW TO PREVENT IT
We first want to examine a problem that has always existed in evaporation, but which is getting worse every day. As it is generally known, entrainment is mainly produced in the last body of the evaporators.
We have found that some separators or catchalls, which were very efficient several years ago, are no longer achieving their task. With this in mind we have arrived at the following conclusions, which we would like you to consider.
Approximately 15 years ago a 9 foot diameter evaporator did not have more than 3,000 sq. ft. of heating surface. It was common, practice for the tubes to be 1 3/4" or 2" diameter, spaced 3/4" to 7/8" apart, and 48" to 54" long. The downtakes were generally 30" in diameter.
An evaporator as described above has an actual free space above the calandria, or liquor belt, of approximately 11 feet in height. The evaporation rate of a triple effect, for instance, was seldom better than 9 pounds per sq. ft. of H.S. per Hr., with a 25" vacuum and had very little non-condensable gases.
36
Today this practice has greatly changed. Sometimes due to lack of room or even with the purpose of re-using the same body, it has been possible to build a 9 foot diameter evaporator body with 5,500 sq. ft.
of heating surface. To accomplish this, 1 1/2" diameter tubes are used, spaced 3/8" apart in copper bearing steel tube sheets and 1/2" apart when copper tube sheets are used. This is predicated on the tube sheet
thickness. The downtake diameter had been reduced in some instances to 10" or even less (to do so certain changes are requires.) The length of the tubes have been increased up to 6 or 7 feet. Together these have resulted in an increase of the heating surface. Added to this, is the more efficient removal of non-condensable gases and condensate water; better utilization of vapors due to a better baffling design, automatic level and density controls; sealed downtakes, etc. The whole efficiency of this equipment has improved to achieve evaporation rates of 12 pounds per sq. ft. of H.S. per Hr., or more.
If we add to the mechanical effect of more heating surface and the thermal effect of better heat transfer, we find that evaporation has been increased tremendously for the same size body.
Let's take a look at the physical affect of vapor volume increase, due to a better vacuum and more non-condensable gases. The difference in vapor volume between 26" of mercury vacuum, and 26.5" vacuum is from 182 to 201 cubic feet per pound.
This means a 107c increase in velocity, assuming that the other values remain constant.
Besides raising the vacuum, the temperature differential between the calandria and the liquor belt is increased and consequently the evaporation rate is increased too. For example: if all the other factors remain constant
37
At 26" Hg vacuum T = 50°F At 26.5" Hg vacuum T = 55°F
This 5°F differential in the last body will mean a 3% increase of which does not necessarily mean a 3%, increase of evaporation since this is affected by the higher viscoscity due to temperature drop, but it means an increase in evaporation.
Let's calculate the velocity of the vapors leaving an evaporator of the same diameter with 63.5 sq. ft. of sectional area. One with A-3000 sq. ft. of heating surface, 146 cubic feet per pound of steam
(25" Hg) and 8 pounds per sq. ft. hour evaporation.
B-5,240 sq. ft. of heating surface 12 pounds per sq. ft. hour evaporation and 214 cubic feet per pound of steam.
A = 15.3 feet per sec = 10 miles per hour B = 58.9 feet per sec = 40 miles per hour
We can see that the speed of the vapors leaving the boiling surface of the liquid, has been increased more than three times.
In the above case we have not considered the effect of the non- condensable gases because of the lack of data that would enable us to know the quantity of non-condensables in the vapors of the last body.
Apparently, the general practice of using certain types of fertilizer lately has caused an increase in the amount of non-condensable gases in the juice. This has not had a detrimental effect on the vacuum itself due to better and larger vacuum equipment. Still, we can figure out that according to the law of mixtures of gases, an increase, let's say, of 5% in the amount of non-condensables would represent, at 26" of vacuum, an increase of 47, in the volume of the mixture. This is due to the fact that the actual pressure over the "stean part of the mixture" (or what we call vapors) is lowered from 2.0 psia to 1.8 psia. As you can see,
38
the increase in non-condensable gases has a noticeable effect on the velocity of the vapors.
As far as we know, the trend on the design of the catchall or entrainment separator has been in the design or modifications of the catchall itself, and to prevent the small droplets of juice from reaching it, the catchall has been raised higher, and higher above the tubes.
In our opinion, if a droplet is surrounded by a fast moving stream traveling at nearly 50 miles per hour, it is going to continue traveling in that same direction. On the contrary, if the vapor stream is slowed down it is going to be easier for these droplets to fall.
With this in mind, we designed an evaporator in which the diameter of the liquor belt is larger than that of the calandria.
The question would arise that it would be simpler to make the whole body larger, but besides increasing the cost of the equipment, especially the cost of the bottom and tube sheets. it would impair the work or efficiency of the evaporator in many ways. For instance:
First: There would be a greater volume of juice in the body, thus a longer time under the effect of the heat, which is detrimental to the juice.
Second: The tubes would have to be made shorter or spaced further. In order to have the same heating surface) In either case that would mean lowering the efficiency of the evaporator.
Third: A larger unit would require heavier support beams and increased cost: of foundation and erection.
Besides all the other reasons, in a larger diameter cell, if the catchall used is of the centrifugal type, and made to fit the entire
39
diameter of the c 11, the vapors going through the separator are going to be more times under the effect of the centrifugal force with- out noticeable increase in friction due to the velocity.
THINGS THAT IMPROVE EVAPORATION
Among the things chat improved the evaporation we think that a sealed downtake and copper bearing steel tube sheets are advantageous in designing evaporators for the following reasons:
A) Sealed downtake: Although the use of sealed downtake seems rather new, we have seen drawings of a Belgian evaporator made in 1907, that had an attachment to use the downtake sealed, semi-sealed, or open.
So it is nothing new to be afraid of.
We believe that the sealed downtake increases the capacity of the evaporator to a large degree. The best statement illustrating this came from an evaporator operator who made the following comment when asked how the evaporator was working: "It is alright now because you are not grinding much, but we will see when you speed up." At that moment we were grinding 12% more than the evaporators had been able to handle before the sealed downtakes had been installed.
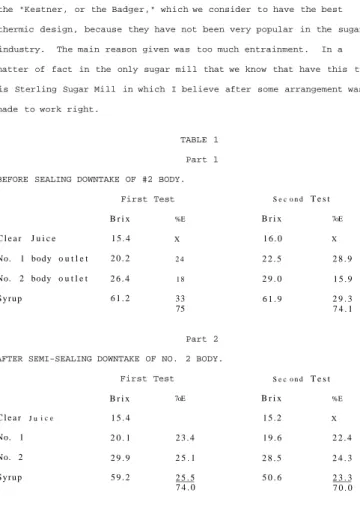
There are few arguments against the sealed downtake. One of them is that the liquid only passes through the tubes once. We believe that this is better than not passing at all, as you can see on table #1.
With the open DT. the juice sometimes flashes in a body and goes out again to the next one without passing through the tubes. We have proof of this because in every sugar factory that we have, worked, we have installed a device to take samples of the juice going in and out of each body. In one triple in which the inlet manifold and outlet pipe were 18"
apart, the evaporation in the body was only 16%. It was increased to 25% when the downtake was sealed.
40
Another complaint about sealed downtake is that you get entrainment because of surges and violent boiling.
(1) The first can be solved by the proper type of juice baffle and the right type of level control. The second; "violent boiling," should not be solved because that is precisely what we are looking for so just use an effective type of catchall.
It has been argued that it is impossible to use the level-control, if you have the downtake sealed.
In the first place I do not think that this is a fair reason because they are implicit in accepting that the sealed downtake is better than an open one.
In the second place it does not sound logical to substitute a cheap efficiency gadget (sealed D.T.) by a more expensive one (automatic level control) to accomplish the same thing.
We believe that it is not a problem of removing the level controls, but to install them properly and we have seen them working together efficiently in a quadruple with sealed downtake and with the simplest level control that exists, the direct actuated valve by a ball float.
There are various combinations of arranging the level controls and in each case it should be studied which one to use.
Copper bearing steel tube sheet;
We favor the use of copper bearing steel tube sheets instead of copper ones. We believe that copper bearing steel simplifies the design of an evaporator and makes its manufacture more economical.
The reason for not using copper bearing steel is because of corrosion.
We do not think that it is corrosion alone, but galvanic action, because it is localized around tubes. We believe this can be prevented economically
41
and completely by the use of plastic, or clad steel. Besides, there are so many advantages in the use of copper bearing steel that we think they overcome those of copper. Some of these are as follows:
1 - The tubes can be located closer together which means more heating surface in the same diameter evaporator.
2 - Calandria flanges and gaskets, which are both expensive and prone to develop leaks are avoided.
3 - The construction and placing of the downtake is greatly/ simplified.
4 - It is easier to use small downtake, 10" diameter.
5 - The outside connection for condensate drain is easily and reliably made, thus avoiding the inside connection which is a source of considerable trouble.
6 - If there is a necessity of steam baffles these can be placed and secured much better in a copper bearing steel tube sheet than in a copper one.
7 - If an extra non-condensable gas outlet, or any other fixture is required, it is easier to install, and without any inside arrange- ment you can be sure that the space under the tube sheet will be kept free of gases.
The results of open and sealed downtake can be seer, in table #1 in which you can see how the work is better distributed among the three bodies which necessarily means more capacity.
Please note that even the total evaporation is bigger in the first case this is not comparable since we were slowed down. ir. the first case and not in the second.
Following the preceding reasoning, we designed an evaporator with these specifications:
42
Calandria 9' - 0" diameter, 6' - 0" face to face of tube sheets.
Downtake - 14" diameter Liquor belt - 11' - 0" diameter
Height up to the base of the catchall 12' - 6"
Catchall type: Centrifugal
Level control: Automatic inlet control Attachment for sealing or opening the downtake Number of tubes: 2,256
Size of tubes: 1 1/2" O.D.'x 6' - 0 1/2" long Heating surface: 5,240 square feet
There are no steam baffles on the steam side of the calandria because the velocity of the steam is lowered before entering the calandria shell.
Consequently, there is no lost space in the tube sheet for steam baffles.
Due to this, the tubes are very close to the steam inlet and there is no sign of the slightest wear on the outside of the tubes. Due to localized problems we could not make the tube sheets of copper bearing steel, therefore, the design of an outside condensate drain, was very difficult but was finally worked out so that there would be no inside connections.
There is a sight glass in the calandria so that the flow of the condensate can be checked, We didn't have enough height for draining the condensate when the vacuum in the calandria was above 20", but, when it was below 20" the level gauge never showed more than one inch of condensate inside the calandria, (For 1964 crop the condensate tanks were lowered and even with 25" of vacuum in the calandria of the last body there was no water in it.
43