STUDY OF THE POTENTIAL APPLICATION OF CLEANER PRODUCTION
STRATEGIES IN THE PLYWOOD INDUSTRY: A CASE STUDY IN
CV MEKAR ABADI, WONOSOBO, CENTRAL JAVA
Lutvia Rosaliana dan Anas Miftah Fauzi
Department of Agroindustrial Technology, Faculty of Agricultural Technology,
Bogor Agricultural University, IPB Darmaga Campus, PO Box 220, Bogor,
West Java, Indonesia.
Phone 62 564 3366160, e-mail: rosaliana.lutvia@gmail.com
ABSTRACT
Plywood industry is an industry that has a problem toward the use of raw materials and large quantities of waste disposal. Therefore, the cleaner production strategies are needed to improve the efficient use of wood logs and energy and minimizing waste is wasted. The analysis includes three aspects. Analysis of technological techniques to see unit processes and machines production which is the source of waste, and produce cleaner production options as a solution. Financial analysis determines the priority of each of these production options and calculate the payback period. Political analysis is done using two methods, the analysis of SWOT (Strength, Weakness, Opportunity, and Threath)
and Analitical Hierarchy Process that will result in cleaner production strategies. Analysis
of technological techniques produces six priority cleaner production options. Financial analysis resulted in a total investment cost for six priority cleaner production options amounting to Rp 206,593,027. Advantages and savings gained Rp 65,210,649, with payback period for 3 months and 5 days.Political analysis produced seven strategies for implementation of cleaner production. Its main strategy is to socialize and training in the implementation of cleaner production and improving the quality of plywood. Thus, CV Mekar Abadi has great potential in the application of cleaner production as an environmental management strategy. The use of cleaner production strategies above can create CV Mekar Abadi as the sustainable plywood industry.1
I.
PENDAHULUAN
1.1 Latar Belakang
Era globalisasi saat ini mendorong industri untuk bersaing, keunggulan komparatif yang menjadi andalan masa lalu sudah tidak mampu menghadapi tantangan pasar bebas. Peningkatan efisiensi merupakan jawaban dalam mengatasi persaingan produk sejenis dari industri pesaing di dalam negeri maupun di luar negeri. Keunggulan kompetitif dan produk yang bermutu juga menjadi kunci untuk memenangkan pasar bebas.
Perkembangan industri dan meningkatnya pola konsumsi masyarakat modern berkaitan dengan peningkatan kebutuhan barang dan jasa, energi, dan sumber daya alam. Penggunaan sumber daya secara besar-besaran akan berdampak negatif dalam waktu singkat maupun jangka panjang. Pembangunan berkelanjutan ialah pembangunan yang berusaha memenuhi kebutuhan hari ini tanpa mengurangi kemampuan generasi yang akan datang untuk rnemenuhi kebutuhan rnereka (Purwanto, 2005).
Industri juga dihadapkan pada masalah limbah dan emisi, salah satunya industri kayu lapis. Industri kayu lapis menghasilkan limbah jenis padat, cair, gas, dan B3 (bahan berbahaya dan beracun). Menurut Indrasti et al. (2007), limbah padat merupakan limbah yang memiliki presentase sangat besar dari industri kayu lapis yaitu sekitar 40% dari volume log yang masuk. Besarnya persentase limbah padat dalam proses produksi kayu lapis mengharuskan setiap perusahaan memanfaatkan limbah padat tersebut secara optimal. Limbah cair yang dihasilkan industri kayu lapis saat ini belum dikelola secara maksimum. Limbah cair industri kayu lapis umumnya masih menghasilkan efluen yang nilainya hanya sesuai dengan persyaratan minimum yang diatur dalam undang-undang.
Limbah dan emisi merupakan hasil yang tidak diinginkan oleh perusahaan. Sebagian besar industri masih menggunakan pendekatan end-of pipe treatment, yang terkonsentrasi pada upaya pengolahan dan pembuangan limbah untuk mencegah pencemaran dan kerusakan lingkungan. Strategi ini dinilai kurang efektif karena kegiatan yang dilakukan sifatnya reaktif, yaitu bereaksi setelah terbentuknya limbah (at the end of pipe), bukan berupa pencegahan atau preventif, tetapi perbaikan setelah terjadi kerusakan atau pencemaran.
Produksi bersih merupakan strategi pengelolaan lingkungan yang mengedepankan pemikiran di pihak manajemen agar dalam setiap kegiatan memiliki efisiensi tinggi sehingga limbah yang dihasilkan dari sumbernya dapat dicegah atau dikurangi. Penerapan produksi bersih akan menguntungkan industri karena dapat menekan biaya produksi, adanya penghematan, dan kinerja lingkungan lebih baik. Produksi bersih memiliki tujuan untuk menerapkan pengukuran pada pengoptimalan produksi dan meningkatkan eko-efisiensi industri yang memberikan peningkatan efisiensi secara ekonomi dan lingkungan.
2
1.2 Tujuan Penelitian
1.Mempelajari potensi penerapan produksi bersih di industri kayu lapis. 2.Menganalisis produksi bersih berdasarkan aspek teknis, finansial, dan politis.
3
II.
TINJAUAN PUSTAKA
2.1 Industri Kayu Lapis
Menurut Tsoumis (1991), kayu lapis adalah produk panel yang terbuat dengan merekatkan sejumlah lembaran vinir. Arah serat pada lembaran vinir untuk face dan core adalah saling tegak lurus, sedangkan antar lembaran vinir untuk face saling sejajar.
Massijaya (2006) mengemukakan bahwa urutan proses dalam pembuatan kayu lapis terdiri dari : (1) seleksi log mulai dari ukuran, bentuk, dan kondisi log, (2) perlakuan awal log dengan pemanasan sehingga memudahkan pengupasan log dan meningkatkan rendemen 3-5%, (3) pengupasan log, (4) penyortiran vinir untuk memisahkan vinir rusak, (5) pengeringan vinir untuk mengurangi kadar air vinir, (6) perekatan, (7) pengempaan, (8) pengkondisian untuk mengurangi sisa tegangan akibat pengempaan selama 1-2 minggu.
Kayu lapis telah menjadi primadona produk industri kayu olahan Indonesia selama beberapa tahun. Angka ekspor tertinggi yang pernah dicapai adalah pada tahun 1992 sebesar 9.7 juta m3 (FAO, 2009a dalam Dwiprabowo, 2009a). Indonesia dapat digolongkan memiliki peranan dominan dalam pasar kayu lapis tropis dunia dengan tingkat volume ekspor tersebut. Kurang lebih 80% produksi kayu lapis Indonesia selama ini dijual untuk tujuan ekspor (Dwiprabowo, 2009a).
Gambar 1. Volume produksi dan ekspor kayu lapis Indonesia (FAO, 2009b dalam Dwiprabowo, 2009b)
4
Berdasarkan penggunaannya, kayu lapis dikelompokkan menjadi dua yaitu interior dan eksterior plywood. Youngquis (1999) dalam Iswanto (2008) mengelompokkan kayu lapis menjadi dua bagian, yaitu :
1. Kayu lapis konstruksi dan industrial. 2. Kayu lapis hardwood dan dekoratif.
Berdasarkan jenis perekat yang dipergunakan, pengelompokan kayu lapis dibedakan menjadi dua:
1. Kayu lapis interior yaitu kayu lapis yang penggunaannya didalam ruangan. 2. Kayu lapis eksterior yaitu kayu lapis yang penggunaannya diluar ruangan.
Berdasarkan vinir mukanya, kayu lapis dikelompokkan menjadi :
1. Ordinary plywood yaitu kayu lapis dimana vinir mukanya dihasilkan dari proses rotary cutting. 2. Fancy plywood yaitu kayu lapis dimana vinir mukanya terbuat dari kayu-kayu indah dan
dihasilkan dari proses slice cutting atau half rotary cutting (Iswanto, 2008).
2.2 Limbah Industri Kayu Lapis
Hampir seluruh bagian dari proses produksi kayu lapis berkontribusi terhadap produksi limbah dengan jumlah dan karakteristik yang berbeda. Jenis dan sumber limbah di industri kayu lapis dapat dilihat pada Tabel 1.
Tabel 1. Jenis dan sumber limbah industri kayu lapis
No Jenis limbah Sumber limbah
1 Limbah cair Air pencucian glue spreader, air pencucian mesin, dan peralatan produksi
2 Limbah padat Log afkir, sisa potongan (log end), serbuk gergaji, kulit kayu, inti kayu, potongan tepi log (edging), sisa potongan log, sisa kupasan, sisa potongan vinir, vinir yang tidak standar, sisa potongan core, core reject, padatan glue, ceceran glue, sisa potongan sisi panel, sebetan, serbuk hasil pengemplasan, kemasan kertas, film face, polyester coating
3 Limbah gas Dust, kebisingan, gas buang
4 Limbah B3 Oli bekas, ceceran minyak atau oli, aki bekas Sumber : Indrasti et al. (2007)
5
Tabel 2. Baku mutu limbah cair industri kayu lapis
No Parameter Kadar Maksimum (mg/l) Beban Pencemaran
Maksimum (g/m3)
1 BOD5 75 22.5
2 COD 125 37.5
3 TSS 50 15
4 Amoniatotal (sebagian N) 4 1.2
5 Fenol 0.25 0.08
6 pH 6.0-9.0
7 Debit Maksimum - 0.3 (m3/M3 produk)
Sumber : Perda Jateng No.10/2004
2.3 Produksi Bersih
Produksi bersih adalah strategi pengelolaan lingkungan yang bersifat pencegahan dan terpadu yang diterapkan pada seluruh siklus produksi untuk meningkatkan produktivitas dengan memberikan tingkat efisiensi yang lebih baik pada penggunaan bahan mentah, energi, dan air, mendorong performansi lingkungan yang lebih baik melalui pengurangan sumber-sumber pembangkit limbah dan emisi serta mereduksi dampak produk terhadap lingkungan dari siklus hidup produk dengan rancangan yang ramah lingkungan, namun efektif dari segi biaya (Osuna, 2007 dalam Akhida, 2007).
Manfaat yang dapat diambil dari penerapan produksi bersih ini adalah (1) Pengurangan biaya operasi, (2) Peningkatan mutu produk, (3) Penghematan bahan baku, (4) Peningkatan keselamatan kerja, (5) Perbaikan kesehatan umum dan lingkungan hidup, (6) Penilaian konsumen menjadi positif, dan (7) Pengurangan biaya penanganan limbah (USAID, 1997 dalam Purnama, 2006).
Gambar 2. Teknik pengendalian lingkungan secara preventif (El-Haggar, 2002)
Gambar 2 diatas menjelaskan bahwa produksi bersih dapat dilakukan dengan mengurangi sumber pencemar, modifikasi produk, dan daur ulang. Daur ulang dapat dilakukan dengan cara on site recycle dan pemanfaatan produk samping. Pengurangan sumber pencemar dengan tata cara
Perubahan teknologi
Perubahan material input Produksi bersih
Pengurangan sumber pencemar
Modifikasi produk
Daur ulang
Tata cara operasi
Perubahan proses
On-site recycle Memanfaatkan produk samping
Kontrol proses yang baik
6
operasi yang baik dan perubahan proses seperti pengontrolan proses, modifikasi peralatan, perubahan teknologi, dan perubahan material input (El-Haggar, 2002).
Pemilihan penerapan produksi bersih dapat dikelompokkan menjadi lima bagian, yaitu : 1. Good house-keeping
Mencakup tindakan prosedural, administratif maupun institutional yang dapat digunakan perusahaan untuk mengurangi terbentuknya limbah dan emisi. Konsep ini telah banyak diterapkan oleh kalangan industri agar dapat meningkatkan efisiensi dengan cara good operating practice yang mencakup: pengembangan program cleaner production (CP), pengembangan sumberdaya manusia, tatacara penanganan dan investasi bahan, pencegahan kehilangan bahan atau material, pemisahan limbah menurut jenisnya, tatacara perhitungan biaya, penjadwalan produksi.
2. Perubahan material input
Bertujuan mengurangi atau menghilangkan bahan berbahaya dan beracun yang masuk atau yang digunakan dalam proses produksi, sehingga dapat juga menghindari terbentuknya limbah B3 dalam proses produksi. Perubahan material input termasuk pemurnian bahan dan substitusi bahan.
3. Perubahan teknologis
Mencakup modifikasi proses dan peralatan yang dilakukan untuk mengurangi limbah dan emisi, perubahan teknologi dapat dimulai dari yang sederhana dalam waktu yang singkat dan biaya murah sampai dengan perubahan yang memerlukan investasi tinggi, seperti perubahan peralatan, tata letak pabrik, penggunaan peralatan otomatis dan perubahan kondisi proses.
4. Perubahan produk
Meliputi substitusi produk, konservasi produk, dan perubahan komposisi produk. 5. On-site reuse
Merupakan upaya penggunaan kembali bahan-bahan yang terkandung dalam limbah, baik untuk digunakan kembali pada proses awal atau sebagai material input dalam proses yang lain (Indrasti dan Fauzi, 2009).
Menurut Purwanto (2005), penerapan produksi bersih di industri dilakukan dalam beberapa langkah sebagai berikut.
1. Perencanaan dan organisasi
Pada langkah ini industri menyiapkan perencanaan, visi, misi, dan strategi produksi bersih. Sasaran peluang produksi bersih yang dikaitkan dengan bisnis dan adanya komitmen dari manajemen puncak.
2. Kajian dan identifikasi peluang
Melakukan pemetaan proses atau membuat diagram alir proses sebagai alat untuk memahami aliran bahan, energi dan sumber timbulan limbah. Identifikasi peluang-peluang produksi bersih didasarkan pada temuan hasil kajian dan tinjauan lapangan berupa kemungkinan peningkatan efisiensi dan produktivitas, pencegahan dan pengurangan timbulan limbah langsung dari sumbernya.
3. Analisis kelayakan dan penentuan prioritas
7
4. Implementasi
Membuat perencanaan waktu pelaksanaan secara konket, rencana tindakan yang dilakukan. Menentukan penanggung jawab program pelaksanaan, dan mengalokasikan sumberdaya yang diperlukan.
5. Pemantauan, umpan balik, modifikasi
Mengumpulkan dan membandingkan data sebelum dan sesudah tindakan produksi bersih digunakan untuk mengukur kinerja yang telah dicapai. Pada saat pemantauan dilakukan pendokumentasian program dan melakukan tinjauan ulang secara periodik pelaksanaan produksi bersih, dan kaitkan dengan sasaran bisnis.
6. Perbaikan berkelanjutan
Produksi bersih pada dasarnya adalah bagian dari pekerjaan dan bukan suatu program sehingga industri akan melakukan perbaikan berkelanjutan.
2.4 Pembangunan Berkelanjutan
Menurut Undang-Undang Republik Indonesia Nomor 23 Tahun 1997 tentang Pengelolaan Lingkungan Hidup menyatakan pembangunan berkelanjutan yang berwawasan lingkungan hidup adalah upaya sadar dan terencana yang memadukan lingkungan hidup, termasuk sumber daya, ke dalam proses pembangunan untuk menjamin kemampuan, kesejahteraan, dan mutu hidup generasi masa kini dan generasi masa depan.
Konsep pembangunan berkelanjutan memberikan implikasi adanya batas yang ditentukan oleh tingkat masyarakat dan organisasi sosial mengenai sumber daya alam, serta kemampuan biosfer dalam menyerap berbagai pengaruh aktivitas manusia. Proses pembangunan berlangsung secara berlanjut dan didukung sumber daya alam yang ada dengan kualitas lingkungan dan manusia yang semakin berkembang dalam batas daya dukung lingkupannya. Pembangunan akan memungkinkan generasi sekarang meningkatkan kesejahteraannya, tanpa mengurangi kemungkinan bagi generasi masa depan untuk meningkatkan kesejahteraannya (Sugandhy dan Hakim, 2007).
Selama 25 tahun yang akan datang, permintaan kayu naik 25%, sedangkan persediaan kayu hanya 15%. Industri pengolahan kayu harus membuktikan daya cipta yang bagus untuk mendapatkan lebih banyak produk dari pepohonan yang sedikit sampai daur ulang produk, menggunakan sedikit spesies dan hasil samping yang sudah dibuang untuk menghasilkan “uang dari tempat sampah” dan menyatukan keturunan terdahulu dengan rencana penanaman yang menciptakan hutan baru dengan produktivitas tinggi. Peningkatan kapasitas produksi hutan merupakan terbukanya kebutuhan minimum industri dalam rangka memperoleh keuntungan keberlanjutan untuk masa depan (Polak, 1997).
8
Gambar 3 diatas menjelaskan kriteria yang digunakan dalam pembangunan berkelanjutan yaitu 3-P. Arti dari 3-P adalah planet, profits, dan person. Hal ini berarti keberlanjutan tersebut harus mempertimbangkan keberlanjutan dari sisi lingkungan, ekonomi, dan sosial. Pada Gambar 3 menunjukkan bagaimana integrasi dari nilai lingkungan, nilai ekonomi, dan nilai sosial menghasilkan kehidupan yang sejahtera bagi manusia. Nilai lingkungan diaplikasikan dengan menjaga keutuhan ekosistem, daya dukung alam, dan keanekaragaman hayati. Nilai ekonomi diaplikasikan melalui peningkatan pertumbuhan ekonomi, produktivitas, dan pemerataan ekonomi. Nilai sosial diaplikasikan dengan menjaga identitas budaya, pemberdayaan, kemudahan akses, keseimbangan, dan keadilan. Tiga elemen tersebut harus berjalan simultan. Ketimpangan pembangunan akan terjadi apabila perkembangan aspek yang satu lebih tinggi dari aspek yang lain. Selain itu, peranan teknologi dalam pembangunan berkelanjutan tidaklah dapat diabaikan dan dikesampingkan (Setiadi, 2005).
Berikut ini disampaikan tiga buah contoh inovasi sistem yang lebih rinci dalam rangka teknologi untuk pembangunan yang berkelanjutan (Mulder, 2006).
1. Mengubah penggunaan sumber energi primer dan peningkatan efisiensi energi dalam sistem produksi.
2. Mengubah sumber bahan baku dan penggunaan kembali produk yang tidak termanfaatkan. 3. Menghindari terjadinya produk samping (by-product) dan emisi.
Produksi bersih merupakan strategi baru yang inovatif dengan memanfaatkan teknologi ramah lingkungan dalam menunjang pembangunan yang berkelanjutan (Susanto, 2007).
2.5 Penelitian Terdahulu
ICIP (1998) telah melakukan penelitian tentang penggunaan teknologi produksi bersih di industri kayu lapis. Beberapa peluang telah teridentifikasi dan dapat direkomendasikan menggunakan pangkalan data ICIP tersebut. Peluang-peluang yang direkomendasikan kepada perusahaan memberikan manfaat bagi peningkatan nilai tambah kayu dan biaya implementasinya. Rekomendasi yang pernah diberikan ICIP, termasuk daur ulang limbah cair dan penghematan energi.
ICIP (2001) melakukan kajian produksi bersih pada industri kayu lapis. Kajian ini adalah hasil evaluasi di beberapa industri kayu lapis di Indonesia. Tujuan kajian untuk mengusulkan suatu program produksi bersih yang akan : (1) mengurangi jumlah bahan beracun, bahan baku, dan energi yang dipakai dalam proses pengolahan, (2) mendemonstrasikan nilai ekonomi dan manfaat bagi lingkungan dari metode produksi bersih pada industri kayu lapis, dan (3) meningkatkan efisiensi operasi dan kualitas produk. Tim pengkaji terdiri dari seorang tenaga ahli pada industri kayu lapis dan seorang tenaga ahli produksi bersih serta empat orang konsultan lokal.
Secara keseluruhan, kajian mengidentifikasi dua puluh satu peluang produksi bersih. Tergantung pada pilihannya, biaya implementasi berkisar antara Rp 679,500,000 sampai Rp 2,929,000,000 dengan penghematan tahunan berkisar antara Rp 2,849,000,000 sampai dengan Rp 5,956,000,000 per tahun. Bilamana diimplementasikan, perubahan-perubahan ini dapat mengurangi pemakaian kayu gelondongan, mengurangi pemakaian lem sekitar 130 ton sampai 1600 ton per tahun, mengurangi biaya pengolahan air limbah karena berkurangnya lem yang menjadi limbah sekitar 5 ton sampai 36 ton pertahun, mengurangi pemakaian energi, serta meningkatkan kualitas produk.
9
perusahaan kayu lapis hanya menerapkan satu dari 32 rekomendasi ICIP (Indonesian Cleaner Industrial Production Program).
Indrasti et al. (2007) telah melakukan penelitian dengan studi kasus 3 industri kayu lapis, yaitu PT. Wijaya Tri Utama Plywood Indonesia, PT. Sumalindo Lestari Jaya, dan PT. Kayu Lapis Indonesia. Penelitian ini difokuskan pada proses produksi kayu lapis, penggunaan bahan baku dan energi, serta jenis limbah yang dihasilkan dari proses produksi kayu lapis. Dari data yang didapat bahwa terdapat empat jenis limbah, yaitu limbah cair, padat, gas, dan B3. Seluruh jenis limbah yang dihasilkan akan sangat membahayakan bagi lingkungan jika pembuangannya tanpa melalui pengolahan. Dalam penelitian ini dijelaskan berbagai sistem pengelolaan lingkungan industri kayu lapis, yaitu dengan pendekatan proaktif (preventive approache) dan pendekatan kuratif (end of pipe approache). Sistem pendekatan proaktif menggunakan strategi produksi bersih. Penelitian ini menjelaskan banyak informasi tentang produksi bersih seperti keuntungan, opsi, dan peningkatan efisiensi melalui produksi bersih.
10
III.
METODE PENELITIAN
3.1 Kerangka Penelitian
Industri kayu lapis menghasilkan limbah berupa limbah cair, padat, gas, dan B3, jika limbah tersebut dibuang secara terus-menerus akan terjadi akumulasi limbah dan membahayakan lingkungan terutama untuk kelangsungan hidup manusia. Lingkungan telah menjadi suatu bahasan penting yang wajib diperhatikan oleh industri terutama tentang pengurangan limbah yang dibuang ke lingkungan. Salah satu cara yang efektif adalah mengurangi limbah pada sumbernya dengan pendekatan produksi bersih.
Produksi bersih merupakan strategi pengelolaan lingkungan yang bersifat preventif dan terpadu yang berlangsung terus-menerus pada proses produksi dan siklus hidup produk serta bertujuan untuk mengurangi resiko terhadap manusia dan lingkungan. Selain itu, produksi bersih memiliki tujuan untuk menerapkan pengukuran pada pengoptimalan produksi dan meningkatkan eko-efisiensi industri yang memberikan peningkatan efisiensi secara ekonomi dan lingkungan.
Produksi bersih dipengaruhi oleh tiga aspek penting, yaitu aspek teknis-teknologis, aspek finansial, dan aspek politis. Aspek teknis-teknologis bertujuan untuk pemilihan teknologi yang tepat guna serta ramah lingkungan. Analisis finansial untuk mengetahui kelayakan finansial penerapan produksi bersih. Analisis politis untuk mengkaji peran pemerintah, industri, lembaga terkait, dan masyarakat dalam pengelolaan lingkungan industri kayu lapis. Dalam analisis politis ditentukan faktor-faktor yang terkait dengan industri kayu lapis untuk menentukan alternatif strategi produksi bersih. Diagram alir penelitian dapat dilihat pada Gambar 4.
3.2 Waktu dan Tempat Penelitian
Penelitian dilakukan mulai bulan Maret dan berakhir pada bulan Mei 2011. Penelitian dilakukan di industri kayu lapis, pabrik utama CV Mekar Abadi khususnya pada unit proses plywood dan unit proses vinir, yang berada di Kecamatan Sapuran, Kabupaten Wonosobo, Jawa Tengah.
3.3 Pengumpulan Data
1. Tahap Persiapan
Tahap persiapan dilakukan dengan mencari referensi dan literatur yang berkaitan dengan kegiatan yang dilakukan. Pencarian dan pembelajaran jurnal, buku, atau laporan yang berkaitan dengan tema dan aspek-aspek penelitian.
2. Data Primer
Data primer diperoleh dari sumber data dengan menggunakan metode survei (survey method), dengan melakukan wawancara (interview) secara langsung dan tidak langsung. Metode kedua adalah metode observasi (observation method), pengambilan data dengan melakukan pengukuran, pengamatan proses produksi dan penggunaan bahan, air, energi secara langsung di lapangan. Metode ketiga adalah metode penyebaran kuisioner kepada pihak-pihak yang bersangkutan seperti manager dan pekerja.
3. Data Sekunder
11
dengan industri kayu lapis seperti Badan Pusat Statistika Wonosobo, Dinas Perhutani Wonosobo, Badan Lingkungan Hidup Wonosobo, serta Kementerian Lingkungan Hidup.
v
Gambar 4. Diagram alir penelitian
AHP
Selesai Mengidentifikasi
peran pemerintah daerah, masyarakat,
serta lembaga yang terkait
Analisis teknis-teknologis
Tinjauan umum tentang bahan baku produksi
Identifikasi seluruh tahapan proses produksi
Analisa kualitas dan kuantitas material input
Analisa kualitas dan kuantitas
produk
Analisa kualitas dan kuantitas material output Mulai
Neraca massa
Alernatif teknis-teknologis
Analisis finansial
Faktor internal (kelemahan dan kekuatan) dan faktor
eksternal (peluang dan ancaman)
Program produksi bersih
Analisis SWOT
12
3.4 Teknik Analisis
Teknik analisis produksi bersih meliputi analisis tiga aspek, yaitu analisis teknik-teknologi, analisis finansial, dan analisis politis. Analisis teknik-teknologi melihat peluang opsi produksi bersih dari unit proses dan mesin yang menjadi sumber limbah berdasarkan neraca massa proses produksi. Selanjutnya, opsi-opsi produksi bersih tersebut ditentukan prioritasnya melalui analisis finansial. Selain itu, analisis finansial menghitung biaya untuk penerapan opsi produksi bersih serta menghitung keuntungan dan penghematan dari penggunaan opsi tersebut. Analisis politis merupakan tahap analisis terakhir yang akan menghasilkan strategi produksi bersih melalui analisis SWOT dan AHP.
1. Analisis teknik-teknologi
Analisis teknik-teknologi mempelajari dan mengevaluasi kelayakan teknologi yang digunakan perusahaan berdasarkan kriteria yang ditetapkan. Kriteria evaluasi teknis antara lain: a. Evaluasi proses berdasarkan kesesuaian prosedur operasi dengan kondisi yang ada,
peningkatan efisiensi proses, serta kesesuaian produksi dengan kondisi yang ada.
b. Evaluasi bahan berdasarkan kualitas produk yang dapat dipertahankan, kapasitas utilitas tersedia, serta efisiensi dalam penggunaan bahan.
c. Evaluasi peralatan berdasarkan ketersediaan tempat dan perawatan mesin.
d. Evaluasi tenaga kerja berdasarkan kemanan pekerja dan tersedianya sumber daya manusia (Indrasti dan Fauzi, 2009).
Analisis teknik-teknologi berfungsi untuk mengkaji kesesuaian teknologi dan teknis yang telah diterapkan di industri dengan kapasitas penggunaannya, efisiensi terhadap air dan energi, meminimalkan limbah dan dampak terhadap lingkungan. Hasil dari analisis teknik-teknologi yaitu membuat alternatif teknis dan teknik-teknologi yang dapat diterapkan industri dengan mudah, efisiensi tinggi, less waste, sehingga dapat meningkatkan produktivitas industri. 2. Analisis finansial
Analisis finansial digunakan untuk menentukan biaya yang diperlukan dalam penerapan produksi bersih serta menghitung keuntungan dan penghematan dari penerapan produksi bersih. Analisis finansial juga menentukan keberlangsungan dari penerapan produksi bersih. Metode standar dalam analisis finansial yaitu perhitungan pay back period (PBP).
Payback period adalah suatu periode yang menunjukkan berapa lama modal atau investasi yang ditanam dalam suatu proyek dapat kembali, sedangkan kas bersih adalah manfaat bersih yang dapat diperoleh pada setiap tahunnya. Semakin pendek waktu yang diperlukan untuk pengembalian biaya investasi, rencana investasi tersebut semakin menguntungkan. Hal ini berarti semakin kecil payback period, proyek tersebut semakin baik. Payback period dapat dihitung dengan rumus (1)
(1)
3. Analisis politis
13
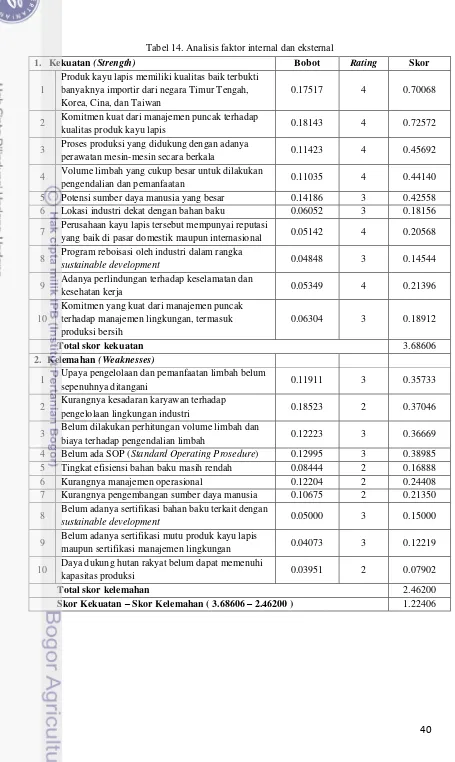
4. Analisis SWOT
Analisis SWOT digunakan untuk mengidentifikasi berbagai faktor secara sistematis dan mengetahui posisi industri kayu lapis pada matriks SWOT dalam rangka merumuskan alternatif strategi perusahaan. Menurut Marimin (2008), analisis SWOT mempertimbangkan faktor lingkungan internal kekuatan (strength) dan kelemahan (weakness) serta lingkungan eksternal peluang (opportunity) dan ancaman (threats) yang dihadapi dunia bisnis, sehingga dari analisis tersebut dapat diambil suatu keputusan strategi suatu perusahaan. Ada dua macam pendekatan dalam analisis SWOT, yaitu :
a. Pendekatan kuantitatif matriks SWOT
Data SWOT dapat dikembangkan secara kuantitatif melalui perhitungan aanalisis SWOT agar diketahui secara pasti posisi organisasi yang sesungguhnya. Perhitungan yang dilakukan melalui tiga tahap, yaitu :
1) Analisis EFE (External Factors Evaluation) dan IFE (Internal Factors Evaluation)
EFE digunakan untuk mengetahui dan mengevaluasi peluang dan ancaman dari lingkungan eksternal industri kayu lapis. IFE digunakan untuk mengetahui dan mengevaluasi kekuatan dan kelemahan dari lingkungan internal industri kayu lapis. Langkah penilaiannya adalah : a) Membuat daftar faktor-faktor penting internal dan eksternal (5 sampai dengan 10 faktor)
dalam kolom 1.
b) Pemberian bobot pada kolom 2, mulai dari 1.0 (sangat penting) sampai dengan 0.0 (tidak penting). Total dari seluruh bobot harus sama dengan 1.0. Faktor-faktor tersebut kemungkinan dapat memberikan dampak terhadap faktor strategis.
c) Pada kolom 3, masing-masing faktor diberi peringkat (rating) mulai dari 4 (sangat setuju) sampai 1 (tidak setuju) berdasarkan pada pengaruh faktor tersebut terhadap kondisi perusahaan. Kriteria penilaian mengenai rating adalah sebagai berikut :
Nilai rating 4 : sangat setuju Nilai rating 3 : setuju Nilai rating 2 : kurang setuju Nilai rating 1 : tidak setuju
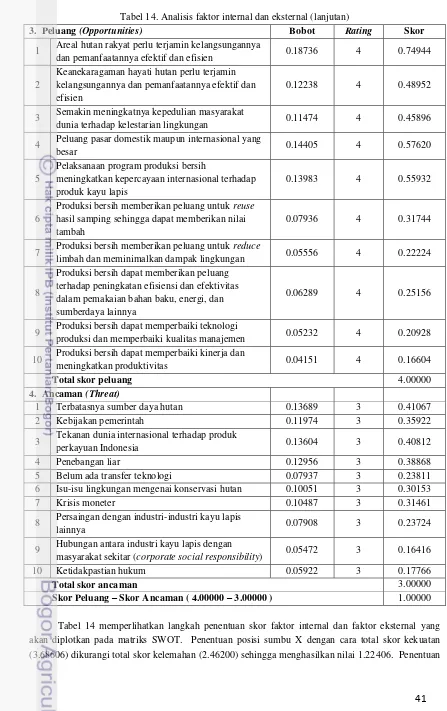
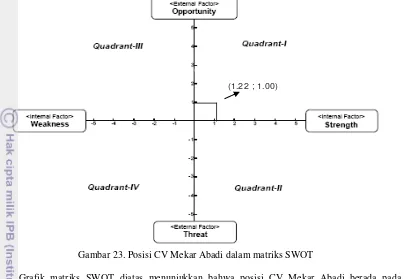
d) Mengalikan bobot dengan rating yang telah ditentukan untuk mendapatkan skor. 2) Melakukan pengurangan antara jumlah total faktor kekuatan dengan kelemahan (d) dan
faktor peluang dengan ancaman (e). Perolehan angka (d) selanjutnya menjadi nilai atau titik pada sumbu X, sementara perolehan angka (e) selanjutnya menjadi nilai atau titik pada sumbu Y.
3) Mencari posisi organisasi yang ditunjukkan oleh titik (x,y) pada kuadran SWOT (Andrianto, 2010).
14
Gambar 5. Posisi perusahaan pada berbagai kondisi dalam matriks SWOT
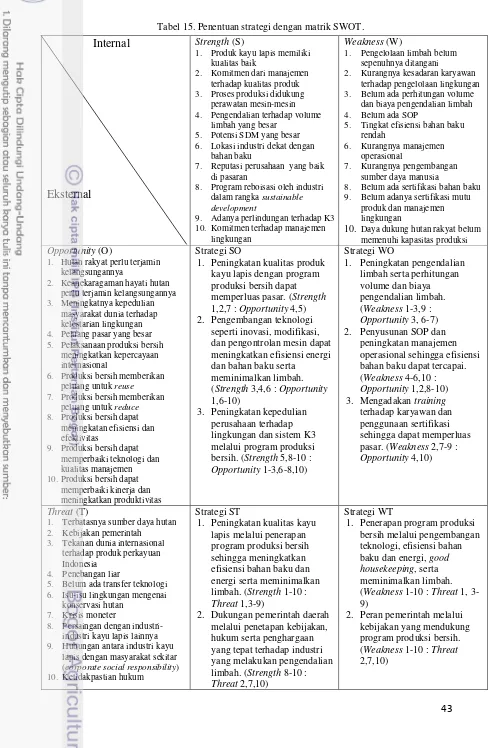
b. Pendekatan kualitatif matriks SWOT
Pendekatan kualitatif matriks SWOT adalah identifikasi berbagai faktor secara sistematika untuk merumuskan strategi perusahaan. Analisis didasarkan pada logika yang dapat memaksimalkan kekuatan (strengths) dan peluang (opportunities), namun secara bersamaan dapat meminimalkan kelemahan (weaknesses) dan ancaman (threats). Proses pengambilan keputusan strategis selalu berkaitan dengan pengembangan misi, tujuan, strategi, dan kebijakan perusahaan. Dengan demikian, perencana strategi harus menganalisis faktor-faktor strategi perusahaan (kekuatan, kelemahan, peluang, dan ancaman) dalam kondisi yang ada saat ini.
Pendekatan kualitatif matriks SWOT dapat menggambarkan secara jelas bagaimana peluang dan ancaman eksternal yang dihadapi perusahaan dapat disesuaikan dengan kekuatan dan kelemahan yang dimilikinya. Pendekatan ini dapat menghasilkan empat set kemungkinan alternatif strategi seperti ditunjukkan pada Gambar 6berikut.
Gambar 6. Matriks strategi SWOT (Iskandarini, 2004) Peluang eksternal
Kelemahan internal Kekuatan internal
Ancaman eksternal Kuadran III
(strategi turn around)
Kuadran I (strategi agresif)
Kuadran IV (strategi defensif)
15
5. Analitical Hierarchy Process (AHP)
Prinsip kerja AHP adalah penyederhanaan suatu persoalan kompleks yang tidak terstruktur, stratejik, dan dinamik menjadi bagian-bagiannya, serta menata dalam suatu hierarki. Kemudian tingkat kepentingan setiap variabel diberi nilai numerik secara subjektif tentang arti penting variabel tersebut secara relatif dibandingkan dengan variabel lainnya. Dari berbagai pertimbangan tersebut kemudian dilakukan sintesa untuk menetapkan variabel yang memiliki prioritas tinggi dan berperan untuk mempengaruhi hasil pada sistem tersebut.
16
IV.
HASIL DAN PEMBAHASAN
4.1 Kondisi Industri Kayu Lapis
4.1.1 Gambaran Umum Industri Kayu Lapis
CV Mekar Abadi merupakan industri yang bergerak dibidang kayu olahan yang masih berupa produk setengah jadi. CV Mekar Abadi didirikan pada tahun 1994, awal mula hanya berupa penggergajian dan memproduksi sawntimber albasia. Pada perkembangannya, awal tahun 2009 CV Mekar Abadi sudah memproduksi, vinir, bare-core,kayu lapis, serta block board sampai sekarang.
CV Mekar Abadi memiliki satu anak cabang dengan produk yang sama, yaitu kayu lapis dan block board. Jumlah pekerjanya mencapai 2896 orang di pabrik utama CV Mekar Abadi. Hari kerja dalam satu minggu yaitu 6 hari kerja (senin-sabtu), sedangkan jam kerja dibagi menjadi tiga shift. Shift A dari pukul 23.00 sampai pukul 07.00, shift B dari pukul 07.00 sampai pukul 15.00, shift C dari pukul 15.00 sampai pukul 23.00.
Kantor pusat dan pabrik utama CV Mekar Abadi terletak di jalan Purworejo km.17, Kecamatan Sapuran, Kabupaten Wonosobo. Jarak dari CV Mekar Abadi ke pusat kota Wonosobo sejauh 18 km. Cabang pabriknya terletak di desa Kedalon, Kecamatan Kalikajar, Kabupaten Wonosobo. Penelitian dilakukan di pabrik utama CV Mekar Abadi karena memiliki kapasitas produksi kayu lapis lebih besar daripada pabrik cabang.
Pabrik utama CV Mekar Abadi terdiri dari beberapa unit bangunan sesuai dengan unit proses masing-masing. Kondisi tanah yang berbukit menjadikan beberapa unit bangunan terpisah satu sama lainnya. Unit proses bare-core I berada pada tingkat 1 dengan ketinggian paling rendah, unit proses vinir berada pada tingkat 2, unit proses kayu lapis dan block-board berada pada tingkat 3, unit proses pengeringan dan penggergajian berada pada tingkat 4, serta unit proses bare-core II dan kantor berada pada tingkat 5 dengan ketinggian paling tinggi. Lay out pabrik dapat dilihat pada Lampiran 1 dan 3.
Topografi tanah di CV Mekar Abadi berombak dengan ketinggian tempat 760 m dpl dengan luas areal 27,393 m2. Jenis tanah di CV Mekar Abadi adalah regosol. Berdasarkan dari data BPS Kabupaten Wonosobo tahun 2009 daerah di sekitar CV Mekar Abadi memiliki curah hujan rata-rata 94 mm/bulan dan jumlah hari hujan dalam tahun 2009 mencapai 125 hari. Suhu udara di CV Mekar Abadi berkisar antara 14.3 – 26.5 0
C.
4.1.2 Jenis Produk, Kapasitas Produksi, dan Sertifikasi
Produk yang dihasilkan CV Mekar Abadi yaitu vinir, bare-core, block-board, dan kayu lapis dengan berbagai ketebalan. Penelitian hanya difokuskan pada proses produksi kayu lapis. Kayu lapis yang dihasilkan yaitu kayu lapis dengan jenis ordinary plywood. Ordinary plywood merupakan kayu lapis murni yang tidak mendapatkan perlakuan tambahan. Produk kayu lapis yang dihasilkan di CV Mekar Abadi tergolong dalam grade B, karena bahan baku yang digunakan juga tergolong grade B. Kapasitas produksi rata-rata mencapai 84,976 m3/tahun untuk semua produk. Kapasitas produksi plywood mencapai 788 m3/tahun.
17
Verifikasi Legalitas Kayu (SVLK). Lembaga yang terkait seperti Indonesian Sawmill and Woodworking Association (ISWA) dan Asosiasi Panel Kayu Indonesia (APKINDO) juga menyarankan sertifikat SVLK. Sertifikat SVLK juga digunakan sebagai standar perdagangan kayu ke negara-negara Timur Tengah dan beberapa negara lainnya di Asia. Sertifikat SVLK merupakan persyaratan untuk memenuhi legalitas kayu atau produk yang dibuat berdasarkan kesepakatan para pihak (stakeholder) kehutanan yang memuat standar legalitas kayu (legal compliance) dalam memperoleh hasil hutan.
Pada dasarnya, CV Mekar Abadi sedang berusaha untuk mendapatkan sertifikasi SVLK, karena dengan sertifikasi tersebut dapat memberikan peluang untuk memperluas perdagangannya ke pasar internasional. Disamping itu, produk yang ditandai dengan sertifikasi tersebut dapat meningkatkan citra perusahaan karena produk yang dihasilkan ramah lingkungan. Sebaiknya, dengan adanya komitmen perusahaan dalam meningkatkan mutu produk kayu lapis diperlukan sertifikasi ISO seri 9000 dan ISO seri 14000 untuk manajemen lingkungan tetapi dengan keterbatasan modal perusahaan belum mampu untuk mendapatkan sertifikasi tersebut.
4.1.3 Sistem Pengadaan Bahan Baku
Tabel3. Bahan baku dan bahan penolong Bahan baku dan
bahan penolong Bentuk fisik Sifat bahan Asal bahan
Cara
penyimpanan
Bahan baku
Log albasia Padat Mudah terbakar Lokal Dikeringkan
Balok albasia Padat Mudah terbakar Lokal Dikeringkan
Face-Back Meranti Padat Mudah terbakar Jawa timur Gudang
Bahan penolong
Lem Cair Mudah terbakar Jawa timur Gudang
Tabel 3 diatas menjelaskan jenis bahan baku dan bahan penolong yang digunakan CV Mekar Abadi. Bahan baku log albasia dan balok albasia berasal dari hutan rakyat daerah Kabupaten Wonosobo dan sebagian kecil dari daerah Kabupaten Banjarnegara. Penggunaan albasia sebagai bahan baku utama kayu lapis didasarkan karena produktivitas kayu albasia di daerah lokal sangat besar dan dominan dari kayu lainnya. Selain itu, keberadaan industri yang dekat dengan bahan baku menjadikan biaya untuk bahan baku dan transportasinya lebih hemat. Pada umumnya petani lokal menjual pada pengumpul kayu, pengumpul kayu selanjutnya menjual pada depo (tempat penggergajian kayu), setelah itu dari depo menjual pada supplier untuk dijual ke industri. Kayu diangkut menggunakan truk dan proses jual-beli dilakukan di pabrik. Jenis dan ukuran log yang digunakan oleh CV Mekar Abadi dapat dilihat pada Tabel 4.
Tabel 4. Jenis-jenis log CV Mekar Abadi
No Jenis log Diameter log (cm)
1 Log reject < 10, 10-14
2 Log medium < 15
18
Log jenis super akan dibuat menjadi vinir, sedangkan log jenis medium dan reject digunakan untuk membuat balken (balok kecil yang sudah dikeringkan) sebagai bahan baku utama pembuatan block board. Kriteria bahan baku yang dapat diterima CV Mekar Abadi adalah log harus lurus, bulat, tanpa mata kayu, bukan kayu yang masih muda, dan kayu berumur lima tahun keatas. Bahan baku kayu albasia di CV Mekar Abadi juga belum bersertifikat dan hanya berupa perijinan. Dokumen yang disertai dalam proses jual beli log albasia dan balok albasia antara lain Surat Keterangan Asal Usul Kayu (SKAU), Faktur Angkutan Kayu Olahan (FAKO), dan Daftar Kayu Olahan (DKO) atas ijin Dinas Kehutanan dan Perkebunan Kabupaten Wonosobo.
Face-back yang digunakan berasal dari kayu meranti dan dibeli dari Surabaya. Face-back berukuran 1.33 x 2.54 m2. Meskipun sudah mempunyai mesin rotary 9 feet yang mampu mengupas kayu dengan ketebalan sangat tipis, tetapi industri belum berani memproduksi face-back karena bahan baku kayu meranti sulit untuk didapat di daerah lokal maupun di pulau Jawa. Hal ini tentu akan meningkatkan biaya produksi.
4.1.4 Teknologi Produksi Kayu Lapis CV Mekar Abadi
Terlepas dari penebangan dan pemilihan kayu yang ditebang dari hutan, digram alir proses produksi kayu lapis dipaparkan pada Gambar 7.
Gambar 7. Diagram alir proses produksi kayu lapis di CV Mekar Abadi Log albasia
Rotary
Vinir
Pengeringan 6 hari 1200C
Perekatan lem
Cold press 35 menit 95 kgf/cm2
Hot press 1060C 12 menit 95 kgf/cm2
Sander kalibrasi Platform plywood Face and back Perekatan lem Cold press 35 menit 95 kgf/cm2
Hot press 1060C 4 menit 95 kgf/cm2
Double sizer
Sander finishing
19
Berdasarkan diagram alir diatas, maka dapat dijelaskan teknik dan teknologi yang digunakan pada proses produksi kayu lapis di CV Mekar Abadi sebagai berikut.
1. Bahan baku kayu gelondongan yang sudah dipotong dengan panjang 1.30 m dan diameter 10-45 cm disortir dibagian logyard seperti yang tampak pada Gambar 8. Penyortiran untuk menentukan jenis dan kualitas bahan baku kayu.
Gambar 8. Penyortiran log di logyard
2. Kayu gelondongan selanjutnya dibersihkan dan dikupas kulit luarnya secara manual menggunakan pisau kupas untuk menghilangkan dan membersihkan dari kotoran, batu, dan logam seperti yang tampak pada Gambar 9.
Gambar 9. Pengupasan kulit luar log
20
Gambar 10. Perendaman log di unit proses rotary
4. Selanjutnya log albasia dikupas menggunakan rotary 3 feet yang menghasilkan lembaran vinir dengan ketebalan sesuai rencana produksi. Ukuran vinir diharuskan memiliki panjang 2.5 m dan lebar 1.27 m. Kupasan pertama dibuang sebagai limbah karena ukurannya tidak mencukupi. Kupasan kedua berupa vinir poly (vinir yang terpotong dengan lebar standar yaitu 1.27 m dan panjang yang tidak mencukupi yaitu 16-20 cm). Kupasan kedua biasanya digunakan untuk membuat short core dan sering disebut sampah yang merupakan bahan baku untuk menambal(patching) kayu lapis yang berlubang atau sobek. Kupasan ketiga digunakan sebagai bahan baku long core. Ukurannya memenuhi standar dan tidak rusak atau retak seperti kupasan sebelumnya. Proses tersebut menyisakan log core dengan diameter 10–11 cm. Kemudian log core dikupas dengan mesin rotary spindeless 3 feet, ketebalannya sesuai dengan rencana produksi. Proses ini menghasilkan limbah yang besar sehingga menurunkan rendeman produksi kayu lapis. Proses pengupasan log dapat dilihat pada Gambar 11.
Gambar 11. Log dikupas dengan mesin rotary menjadi vinir
21
Gambar 12. Vinir di-stik sebelum dimasukkan ke kiln dry
6. Pengeringan menggunakan uap panas, sumber panas berasal dari heating elemen yang dialiri oleh media pemanas (hot water) dari boiler. Selanjutnya, uap panas dialirkan ke kiln dry. Kiln dry merupakan ruang pengeringan yang menyirkulasi uap panas dan mempertahankan panas sehingga dapat mengeringkan vinir pada MC (moisture content) yang dikehendaki. Lembaran vinir yang terdiri dari long core (vinir yang seratnya memanjang atau horizontal) dan short core (vinir yang seratnya pendek dan mengarah vertikal) selanjutnya dikeringkan dalam kiln dry selama 6-16 hari dengan temperatur 1200C. Proses ini menghasilkan produk vinir kering dengan MCmaksimal sebesar 14% yang dapat dilihat pada Gambar 13.
Gambar 13. Vinir kering setelah keluar dari kiln dry
22
Gambar 14. Proses join vinir
8. Vinir yang telah diperbaiki selanjutnya diangkut ke glue spreader menggunakan forklift. Vinir yang terdiri dari long core dan short core disusun secara bersilangan sehingga seratnya tegak lurus. Vinir disusun dengan ketebalan dan lapisan yang sesuai dengan rencana produksi. Vinir ini disebut platform karena belum dilapisi oleh face-back, inilah tahap I proses produksi kayu lapis yaitu tahap pembuatan platform. Selanjutnya vinir diberi perekat urea formaldehida. Perekat adalah suatu bahan yang dapat menahan dua benda berdasarkan ikatan permukaan. Perekatan bertujuan agar produk kayu lapis kuat dan tahan lama. Proses peleburan lem dapat dilihat pada Gambar 15.
Gambar 15. Proses peleburan lem pada vinir
23
Gambar 16. Platform melalui proses pengempaan dingin
10.Setelah keluar dari cold press, vinir di-repair ulang dengan cara ditambal (patching) agar permukaan tetap rata dan tidak berlubang. Proses repair dan patching vinir dapat dilihat pada Gambar 17. Kemudian platform dimasukkan ke dalam mesin hot press selama 12 menit pada temperatur 1060C dengan tekanan 95 kgf/cm2 untuk pengempaan panas. Pengempaan panas berfungsi untuk pelengketan dan pengeringan lem dapat dilihat pada Gambar 18.
Gambar 17. Proses repair platform
24
11.Platform yang sudah selesai di-press harus melalui proses repair dan pendempulan (putty) pada bagian permukaaan yang tidak rata, berlubang atau sobek, kemudian dilakukan pengampelasan (sander). Proses pendempulan dan pengampelasan dapat dilihat pada Gambar 19 dan 20.
Gambar 19. Proses pendempulan
Gambar 20. Pengampelasan platform dengan mesin sander
12.Tahap II yaitu proses produksi kayu lapis dimulai dari penyusunan platform dan face-back sesuai rencana produksi. Kemudian direkatkan dengan lem pada glue spreader.
13.Proses selanjutnya sama dengan proses diatas yaitu dimasukkan ke cold press selama 25–35 menit dengan tekanan 95 kgf/cm2, lalu diperbaiki bagian yang berlubang dan sobek pada kayu lapis. Kayu lapis hasil repair dimasukkan ke dalam hot press selama 4 menit pada temperatur 1060C dengan tekanan 95 kgf/cm2.
25
Gambar 21. Proses double sizer pada kayu lapis
15.Selanjutnya dilakukan pendempulan (putty) pada permukaan kayu lapis yang tidak rata dan berlubang, lalu dilakukan pengampelasan terakhir (sander finishing).
16.Proses akhir dari produksi kayu lapis yaitu sortasi yang menentukan kelas kayu lapis sesuai dengan mutunya. Kemudian dilakukan pengepakan dan dimasukkan ke gudang yang merupakan hasil produksi yang siap dijual.
Mutu produk kayu lapis sesuai dengan standar mutu negara-negara yang dituju, antara lain Cina, Malaysia, Singapura, Taiwan, Korea, dan Timur Tengah. Negara-negara tersebut memiliki standar mutu yang tidak terlalu ketat dan tidak mewajibkan untuk bersertifikasi. Mutu yang ditetapkan meliputi pengecekan pelekatan, kadar air, jenis, berat jenis, warna, ketebalan lapisan, ukuran, kelengkungan, karakteristik natural, karakteristik pabrik, inti kayu, dan pengemasan.
Produk yang bermutu didukung oleh prosedur kerja dan peran teknologi pendukung yang baik. CV Mekar Abadi belum memiliki standar operasional prosedur, tetapi perawatan mesin dilakukan secara berkala. Pengecekan mesin dilakukan sebelum melakukan produksi dan setiap minggu dilakukan perawatan mesin didukung oleh tenaga ahli mekanik. Selain itu, dengan adanya perkembangan teknologi pengolahan kayu yang dapat meningkat mutu produk, CV Mekar Abadi berusaha untuk mengadakan restrukturasi mesin kayu lapis. Restrukturasi dimulai dengan penambahan rotary 9 feet yang dapat mengkonversi log menjadi face dan back.
4.1.5 Limbah Proses Produksi Kayu Lapis
Proses produksi di industri kayu lapis menghasilkan sisa produksi berupa limbah. Setiap unit proses menghasilkan limbah, antara lain limbah padat, limbah cair, dan limbah udara. Ketiga jenis limbah tersebut akan dijelaskan dibawah ini.
26
Tabel 5. Jenis dan dampak pencemaran limbah padat di industri kayu lapis
Sumber Limbah Jenis Limbah Dampak Pencemaran
Unit pembersihan log Kulit kayu basah Tanah, air Unit rotary Serbuk kayu sisa potongan log Tanah, udara
Potongan log basah Tanah, air Kayu bulat busuk Tanah Serpihan kayu basah Tanah, air Serpihan kayu kering Tanah Serpihan vinir kering Tanah
Unit stik Sisa tali plastik Tanah
Unit repair vinir dan face-back
Kertas sisa gummed tape Tanah Serpihan vinir kering Tanah Mesin glue spreader Sisa perekat (glue) Tanah
Kerak sisa perekat Tanah Unit repair platform dan kayu
lapis
Kerak sisa dempul Tanah, udara
Mesin double sizer Potongan kayu lapis Tanah
Boiler Jelaga boiler Udara
Abu sisa pembakaran Tanah Kerak sisa pembakaran Tanah
Berdasarkan hasil pengamatan, limbah padat yang paling dominan adalah limbah kayu. Limbah kayu yang terbentuk berupa kulit kayu tidak dapat diolah, serpihan kayu dan vinir, potongan kayu yang tidak sesuai ukurannya, dan serbuk kayu. Proses produksi kayu lapis secara keseluruhan menghasilkan sisa produksi berupa limbah sekitar 40%-50%. Penanganan limbah kayu di CV Mekar Abadi berupa potongan kayu kering, kulit kayu kering, dan serbuk kayu digunakan untuk bahan bakar boiler. Bahan bakar boiler 10% nya merupakan limbah kayu yang dibeli dari luar perusahaan. Serpihan vinir kering digunakan sebagai bahan tambalan untuk repair vinir, face-back, platform, dan kayu lapis.
Kulit kayu basah, potongan log basah, kayu busuk, serta sisa perekat dibuang dan ditimbun di lahan terbuka yang dimiliki perusahaan. Jika pembuangan ini terus berlanjut, maka akan terjadi akumulasi dampak lingkungan. Oleh karena itu, limbah harus diminimalkan dan diolah dengan baik. Semakin meningkatnya limbah yang dibuang maka semakin luas lahan pembuangan yang harus disediakan. Limbah tersebut juga menimbulkan bau yang tidak sedap, gangguan estetika lingkungan, serta terjadinya pencemaran tanah. Selain itu, terdapat limbah dari aktifitas pendukung berupa kerak dan abu sisa pembakaran pada boiler dan limbah domestik. Limbah domestik merupakan limbah padat sisa dari aktivitas para tenaga kerja, mengingat bahwa CV Mekar Abadi adalah industri padat karya.
27
Limbah cair juga dihasilkan dari air perendaman log dan air dari aktivitas pemeliharaan mesin yang mengandung pelumas. Limbah cair domestik juga sangat besar, mengingat jumlah tenaga kerja yang sangat banyak.
Limbah cair sisa pencucian glue spreader serta buangan dari mesin-mesin seperti hot press dan peralatan lainnya dialirkan melalui saluran drainase menuju bak peresapan dengan ukuran sekitar 2 x 3 m2. Apabila ada hujan, maka debit air dari dalam akan menjadi besar dan meluap dari bak peresapan mengalir ke sungai. Pada unit proses rotary, limbah cair perendaman log dan aktivitas lainnya langsung dibuang ke sungai melalui saluran drainase yang ada di pabrik.
Tabel 6. Jenis dan dampak pencemaran limbah udara di industri kayu lapis
Jenis limbah Sumber limbah Pencemaran
Debu kayu Pengampelasan Tanah, udara
Formaldehida Pelaburan perekat, pengempaan panas Udara
Amoniak Pelaburan perekat, pengempaan panas Udara
Gas CL2 Gas dari pengempaan panas Udara
Gas CO2, CO, NOx,VOC Cerobong boiler berbahan bakar kayu Udara
Jelaga Boiler saat blow up Tanah, udara
Uap aseton dan toluen Dempul Udara
Uap air dan VOC Pengeringan vinir Udara
Kebisingan Mesin produksi Udara
Sumber : Nurendah (2006)
Tabel 6 menjelaskan bahwa limbah udara secara spesifik dari produksi kayu lapis dapat dihasilkan dari beberapa bahan kimia. Dalam penanganan debu kayu, CV Mekar Abadi menggunakan mesin penghisap debu (cyclon) yang ditempatkan dibagian pabrik untuk menghisap debu hasil proses produksi. Jumlah mesin cyclon yang terbatas, dua buah, maka bagi pekerja masih dirasa terganggu. Oleh karena itu, CV Mekar Abadi menghimbau pekerja untuk memakai masker.
Pada umumnya pabrik kayu lapis menggunakan cyclon untuk menangkap debu kayu, tetapi debu di atas 400 mesh sulit untuk dipisahkan dengan metode ini. Partikel yang berukuran lebih kecil dari 5 mikron dapat mencapai alveoli dan 1 mikron memiliki peluang besar untuk mengendap di paru-paru, sementara pabrik yang telah menginvestasikan alat ini lima kali lebih mahal (King and Magid, 1980).
Limbah B3 yang terdapat di CV Mekar Abadi yaitu ceceran oli pada mesin glue spreader, sisa cairan pengasahan pisau yang mengandung logam, dan oli bekas pada unit proses rotary. Limbah B3 yang terbuang langsung ke lingkungan akan mengakibatkan pencemaran dan berbahaya bagi kelangsungan ekosistem pada lingkungan tersebut.
4.1.6 Keselamatan dan Kesehatan Kerja
28
dengan hak pekerja karena tidak ada pencegahan maupun penanganan kecelakaan kerja. Hal ini akan memperburuk citra perusahaan dan akan menimbulkan dampak sosial.
K3 (Keselamatan dan kesehatan kerja) merupakan jaminan yang wajib diberikan perusahaan kepada karyawan dalam melakukan hubungan kerja. Sistem K3 ini diimplementasikan dalam Jamsostek (Jaminan Sosial Tenaga Kerja) yang diatur dalam Undang-Undang Republik Indonesia Nomor 3 Tahun 1992 tentang jaminan sosial tenaga kerja dan penyelenggaraannya diatur dalam Undang-Undang Republik Indonesia Nomor 14 Tahun 1993. Menurut UU No 3 Tahun 1992, jaminan sosial tenaga kerja merupakan suatu perlindungan bagi tenaga kerja dalam bentuk santunan berupa uang sebagai pengganti sebagian dari penghasilan yang hilang atau berkurang dan pelayanan sebagai akibat peristiwa atau keadaan yang dialami oleh tenaga kerja berupa kecelakaan kerja, sakit, hamil, bersalin, hari tua, dan meninggal dunia.
Sistem K3 yang baik akan mendukung program produksi bersih. Apabila perusahaan memberikan jamsostek maka produktivitas karyawan akan meningkat sehingga proses produksi dapat berjalan dengan baik. Hal ini akan meningkatkan good housekeeping pada semua unit proses sehingga meningkatkan efisiensi produksi serta limbah yang terbuang dapat diminimalisir. Menurut UU No 14 Tahun 1993, jaminan sosial tenaga kerja yang menanggulangi resiko-resiko kerja sekaligus akan menciptakan ketenangan kerja yang pada gilirannya akan membantu meningkatkan produktivitas kerja.
CV Mekar Abadi telah memakai jamsostek selama lebih dari satu tahun, namun pada kenyataannya implementasi jamsostek ini masih belum dirasakan oleh karyawan. Hal ini terbukti dari kurangnya perlindungan kerja terhadap karyawan yang melakukan aktivitas produksi pada mesin-mesin yang menghasilkan limbah B3 maupun mesin-mesin-mesin-mesin yang berbahaya. Karyawan juga belum mengerti dan peduli dengan pentingnya K3. Apabila dibiarkan terus-menerus akan terjadi dampak sosial dan penurunan produktivitas perusahaan.
CV Mekar Abadi memberikan masker kain sebagai perlindungan pekerja agar tidak mengganggu saluran pernafasan akibat debu kayu, tetapi sebagian besar pekerja pada setiap unit proses tidak menggunakan masker. Hal ini mengartikan bahwa pekerja belum mengerti tentang K3. Beberapa proses yang membutuhkan K3 yang ketat yaitu proses pengupasan pada mesin rotary, peleburan lem, pengempaan panas, pengampelasan, dan pembakaran pada boiler.
Proses pengupasan log pada mesin rotary dan proses pengampelasan pada mesin sander menghasilkan kebisingan sehingga dapat mengurangi kenyamanan pekerja dalam melaksanakan proses produksi. Selain itu, pekerja pada unit-unit tersebut tidak memakai alat perlindungan pendengaran karena tidak tersedianya alat tersebut. Jika hal ini berlangsung secara terus-menerus maka indra pendengaran pekerja akan mengalami penurunan fungsi. Oleh karena itu, diperlukan perlindungan saluran pendengaran bagi pekerja berupa pemberian earplug.
Pada proses pelaburan lem terdapat gas yang mengandung formaldehida dan amonia. Dampak formaldehida pada kesehatan manusia dapat bersifat (Amiruddin, 2006) :
1. Akut
Akut berarti akibat jangka pendek yang terjadi biasanya bila terpapar formaldehida dalam jumlah yang banyak. Tanda dan gejala akut atau jangka pendek yang dapat terjadi adalah iritasi, alergi, sakit kepala, mual, diare, dan muntah. Pada konsentrasi yang sangat tinggi dapat menyebabkan kematian.
2. Kronik
29
pencernaan, dan sistem syaraf pusat. Efek samping ini terlihat setelah jangka panjang karena terjadi akumulasi formaldehida didalam tubuh.
3. Karsinogenik
Penelitian laboratorium menunjukkan bahwa formaldehida merupakan bahan yang memiliki potensi karsinogenik. Paparan formaldehida diikuti peningkatan resiko kanker nasal dan tumor nasal diamati pada tikus yang menghirup formaldehida jangka panjang. Meningkatnya leukimia dan tumor saluran cerna pada tikus yang mengandung formaldehida. Menurut Hopp (1983), amonia merupakan bahan beracun korosif yang bersifat iritan terhadap manusia. Efek amonia terhadap manusia meliputi saluran pernafasan, mata, kulit, dan saluran cerna. Cairan amonia dapat terurai menjadi gas amonia yang merupakan gas beracun. Jika terhirup gas amonia ini akan mengakibatkan iritasi maupun infeksi paru-paru.
Para pekerja pada proses peleburan lem memakai pelindung berupa masker kain, celemek, dan sepatu boot. Sebaiknya perusahaan memberikan masker filter udara atau masker corong dan kacamata safety agar meminimalkan resiko terhadap kesehatan pekerja.
Pada proses pengempaan panas juga menghasilkan gas formaldehida, amonia dan gas Cl2. Klorin sangat potensial untuk terjadinya penyakit di kerongkongan dan hidung. Terjadi iritasi tinggi ketika gas tersebut dihirup serta dapat menyebabkan kulit terbakar dan iritasi mata. Jika berpadu dengan udara lembab, asam hidroklorik dan hipoklorus dapat mengakibatkan peradangan jaringan tubuh yang terkena. Akibat-akibat yang kronis untuk jangka panjang dari pengaruh gas klorin, ada kemungkinan menjadi tua sebelum waktunya, menimbulkan masalah dengan cabang tenggorok, kecenderungan munculnya penyakit paru-paru seperti TBC dan emphisema (Widyastuti, 2005). Pekerja pada proses pengempaan panas hanya memakai masker kain. Sebaiknya perusahaan juga memberikan masker filter udara dan pelindung mata agar meminimalkan resiko terhadap kesehatan pekerja.
30
4.2 Strategi Produksi Bersih
.4.2.1 Pengelolaan Lingkungan di CV Mekar Abadi
[image:31.595.97.523.164.824.2]CV Mekar Abadi belum memiliki sertifikat ISO seri 14000 tentang sistem manajemen lingkungan karena keterbatasan modal, tetapi perusahaan berkomitmen untuk menjaga dan memelihara lingkungan yang berkelanjutan. Terbukti bahwa perusahaan telah melakukan beberapa alternatif pengelolaan lingkungan yang dapat dilihat pada Tabel 7.
Tabel 7. Pengelolaan lingkungan yang diterapkan CV Mekar Abadi
Unit proses Pengelolaan lingkungan
Rotary Penggunaan sisa core untuk dijadikan balken Penggunaan vinir sampah untuk joincore Penggunaan limbah untuk bahan bakar boiler
Boiler Recycle air untuk pengisian boiler dengan memanfaatkan kondensat dari uap panas
Double sizer Penggunaan limbah untuk bahan bakar boiler Join core Penggunaan limbah untuk bahan bakar boiler
4.2.2 Analisis Penerapan Produksi Bersih
31
14.245 m3
14.385 m3
13.325 m3
12.995 m3
12.015 m3
16.768 m3
15.698 m3
14.048 m3
[image:32.595.38.556.66.522.2]13.058 m3
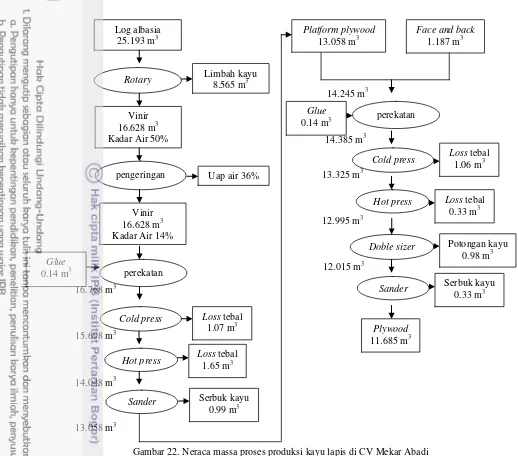
Gambar 22. Neraca massa proses produksi kayu lapis di CV Mekar Abadi
Neraca massa diatas dapat menghasilkan perhitungan rendemen sebesar 44%. Berarti masih banyak limbah yang dihasilkan dari proses produksi kayu lapis di CV Mekar Abadi. Berdasarkan neraca massa dapat dilihat bahwa jumlah limbah terbesar ada di unit proses rotary, sedangkan unit-unit proses lain yang menghasilkan loss dan limbah adalah cold press, hot press, double sizer, dan sander. Sumber-sumber limbah yang telah diketahui melalui neraca massa selanjutnya dikaji dengan analisis teknik-teknologi yang akan menghasilkan opsi-opsi produksi bersih yang tepat.
4.2.2.1 Analisis Teknik-Teknologi
Pada CV Mekar Abadi terdapat beberapa teknik-teknologi yang kurang tepat dan cenderung merugikan perusahaan pada beberapa unit proses dan aktivitas produksi. Teknik-teknologi tersebut selanjutnya dianalisis sehingga dapat dicari solusi untuk teknik-teknologi yang tepat dan berguna meningkatkan produktivitas perusahaan. Tabel 8 dan 9 menjelaskan tentang peluang opsi produksi bersih pada unit proses dan aspek kegiatan di CV Mekar Abadi.
Platform plywood 13.058 m3
Face and back 1.187 m3 Log albasia
25.193 m3
Rotary
Vinir 16.628 m3 Kadar Air 50%
pengeringan
perekatan Vinir 16.628 m3 Kadar Air 14%
Limbah kayu 8.565 m3
Uap air 36%
Glue 0.14 m3
Cold press Loss tebal 1.07 m3
Hot press Loss tebal 1.65 m3
Sander Serbuk kayu
0.99 m3
Glue
0.14 m3 perekatan
Cold press Loss1.06 m tebal 3
Hot press Loss tebal 0.33 m3
Doble sizer Potongan kayu 0.98 m3
Sander Serbuk kayu
0.33 m3
32
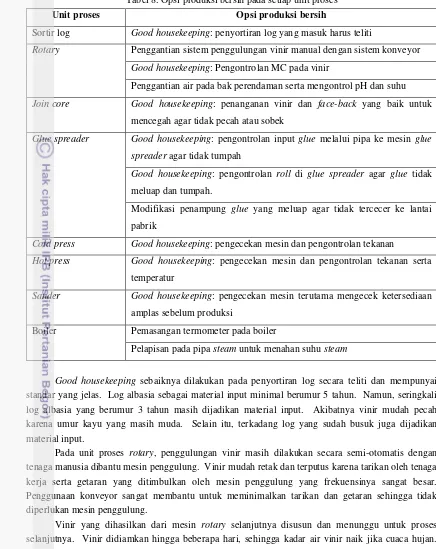
Tabel 8. Opsi produksi bersih pada setiap unit proses
Unit proses Opsi produksi bersih
Sortir log Good housekeeping: penyortiran log yang masuk harus teliti
Rotary Penggantian sistem penggulungan vinir manual dengan sistem konveyor Good housekeeping: Pengontrolan MC pada vinir
Penggantian air pada bak perendaman serta mengontrol pH dan suhu Join core Good housekeeping: penanganan vinir dan face-back yang baik untuk
mencegah agar tidak pecah atau sobek
Glue spreader Good housekeeping: pengontrolan input glue melalui pipa ke mesin glue spreader agar tidak tumpah
Good housekeeping: pengontrolan roll di glue spreader agar glue tidak meluap dan tumpah.
Modifikasi penampung glue yang meluap agar tidak tercecer ke lantai pabrik
Cold press Good housekeeping: pengecekan mesin dan pengontrolan tekanan
Hot press Good housekeeping: pengecekan mesin dan pengontrolan tekanan serta temperatur
Sander Good housekeeping: pengecekan mesin terutama mengecek ketersediaan amplas sebelum produksi
Boiler Pemasangan termometer pada boiler
Pelapisan pada pipa steam untuk menahan suhu steam
Good housekeeping sebaiknya dilakukan pada penyortiran log secara teliti dan mempunyai standar yang jelas. Log albasia sebagai material input minimal berumur 5 tahun. Namun, seringkali log albasia yang berumur 3 tahun masih dijadikan material input. Akibatnya vinir mudah pecah karena umur kayu yang masih muda. Selain itu, terkadang log yang sudah busuk juga dijadikan material input.
Pada unit proses rotary, penggulungan vinir masih dilakukan secara semi-otomatis dengan tenaga manusia dibantu mesin penggulung. Vinir mudah retak dan terputus karena tarikan oleh tenaga kerja serta getaran yang ditimbulkan oleh mesin penggulung yang frekuensinya sangat besar. Penggunaan konveyor sangat membantu untuk meminimalkan tarikan dan getaran sehingga tidak diperlukan mesin penggulung.
Vinir yang dihasilkan dari mesin rotary selanjutnya disusun dan menunggu untuk proses selanjutnya. Vinir didiamkan hingga beberapa hari, sehingga kadar air vinir naik jika cuaca hujan. Oleh karena itu, perlu dilakukan pengontrolan MC vinir untuk memudahkan penanganan pada proses selanjutnya.
Air pada bak perendaman tidak pernah diganti sehingga warna air menjadi hitam dan keruh. Suhu dan pH pada bak perendaman juga tidak pernah dikontrol. Jika dibiarkan maka akan berakibat log menjadi rusak karena zat dan kotoran pada air. Selain itu mutu produk juga akan menurun.
33
karena mutu produk kayu lapis turun serta meningkatnya biaya produksi untuk menambahkan dempul. Oleh karena itu, pelatihan untuk pekerja menjadi sangat penting.
Pipa yang mengalirkan glue menuju glue spreader berupa pipa plastik setengah lingkaran untuk memudahkan pembersihan pipa. Namun terkadang pekerja lalai dalam pengontrolan kran untuk aliran glue sehingga glue tumpah karena laju alir yang besar. Oleh karena itu, sebaiknya pekerja melakukan pengontrolan dengan baik. Selain itu, glue sering tumpah di mesin glue spreader karena melebihi kapasitas roll. Oleh karena itu, pekerja sebaiknya mengatur dan mengontrol roll sebelum dialirkan glue. Tumpahan glue di lantai produksi dan mesin meningkatkan limbah yang dibuang. Modifikasi mesin untuk menampung dan me-reuse glue yang tumpah dapat meminimalkan limbah.
Tekanan di cold press terkadang tidak terkontrol dan tekanannya sangat besar karena kerusakan pada pressure gage. Akibatnya mengurangi ketebalan kayu lapis yang dihasilkan karena tekanan yang besar. Hal ini dapat merugikan perusahaan karena kayu lapis tidak dapat dijual dengan ketebalan yang kurang dari standar. Oleh karena itu, sebaiknya dilakukan pengecekan sebelum produksi. Sama halnya dengan hot press juga sebaiknya dilakukan pengecekan sebelum produksi.
Proses produksi kayu lapis sering terhenti bahkan sampai satu hari karena tidak tersedianya amplas pada sander. Penurunan produktivitas dapat menurunkan keuntungan perusahaan. Seharusnya dilakukan pencegahan dengan pengecekan ketersediaan amplas sebelum berproduksi.
Temperatur pada boiler tidak bisa diketahui karena tidak adanya termometer pada boiler. Oleh karenanya perlu dipasang hygro-termometer pada boiler. Temperatur pada ruang pengeringan (kiln dry) biasanya tidak memenuhi standar yaitu 1200C. Hal ini dikarenakan pipa besi yang mengalirkan steam tidak dilapisi sehingga panas steam keluar ke lingkungan sekitar. Sebaiknya pipa steam dilapisi glasswhole agar menahan panas steam.
Tabel 9. Opsi produksi bersih pada aspek kegiatan
Aspek kegiatan Aktivitas perbaikan
Lay out Tata letak pabrik diperbaiki dengan memindahkan mesin doble sizer sebelum sander finishing.
SOP Membuat SOP dan menempelkan pada setiap unit proses dan mesin IPAL Pembuatan IPAL untuk pengolahan limbah cair
K3 Pemberian masker filter udara atau masker corong, kacamata safety, baju anti api, dan earplug pada pekerja di unit proses yang dapat membahayakan keselamatan dan kesehatan pekerja
Lay out ruang proses produksi kayu lapis pada Lampiran 3 menunjukkan letak double sizer setelah sander finishing. Menurut diagram alir proses produksi seharusnya double sizer merupakan tahap proses sebelum tahap proses sander finishing. Hal ini berakibat ketidakteraturannya proses distribusi bahan dan menyebabkan voluminous pada ruang pabrik. Oleh karena itu, sebaiknya dilakukan pemindahan mesin.
CV Mekar Abadi belum memiliki standar operasional prosedur, akibatnya banyak pekerja yang belum mengerti pentingnya tata cara operasi untuk meningkatkan mutu produk dan mengurangi limbah. Oleh karena itu, sangat penting untuk membuat SOP dan menempelkan pada setiap unit proses dan mesin. Standar operasional prosedur juga mencegah terjadinya pemborosan energi dan bahan baku.
34
dengan lumpur aktif dengan melihat kondisi lahan CV Mekar Abadi yang tidak luas untuk IPAL. IPAL dengan lumpur aktif memiliki beberapa kriteria yang diinginkan perusahaan, yaitu :
1. Efisiensi pengolahan dapat mencapai standar baku mutu air limbah yang disyaratkan. 2. Pengelolaan harus mudah.
3. Konsumsi energi sedapat mungkin rendah. 4. Biaya operasinya rendah.
5. Lumpur yang dihasilkan kecil.
6. Dapat digunakan untuk air limbah dengan BOD yang cukup besar.
7. Dapat menghilangkan amonia sampai mencapai standar baku mutu yang berlaku. 8. Perawatan mudah dan sederhana.
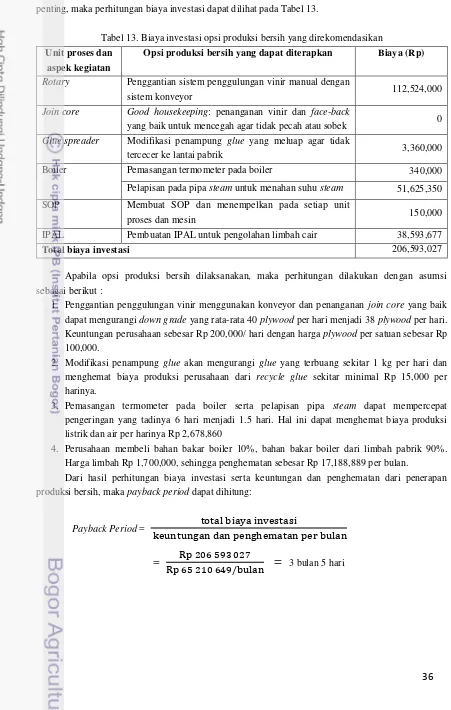
Pada kenyataannya, CV Mekar Abadi belum mampu untuk melaksanakan semua opsi produksi bersih karena keterbatasan modal dan waktu. Oleh karena itu, diperlukan pemilihan beberapa opsi yang berpotensi untuk diterapkan pada CV Mekar Abadi dengan besarnya modal dan waktu yang sesuai. Pemilihan opsi produksi bersih didasarkan pada unit proses dan mesin yang menjadi sumber limbah terbesar dalam neraca massa. Selain itu, opsi yang dipilih juga berpotensi untuk menghasilkan keuntungan paling besar. Tabel 10 menjelaskan beberapa potensi opsi produksi bersih yang direkomendasikan untuk diterapkan di CV Mekar Abadi.
Tabel 10. Potensi opsi produksi bersih di CV Mekar Abadi Unit proses dan
aspek kegiatan
Opsi produksi bersih yang dapat diterapkan
Rotary Penggantian sistem penggulungan vinir manual dengan sistem konveyor Join core Good housekeeping: penanganan vinir dan face-back yang baik untuk
mencegah agar tidak pecah atau sobek
Glue spreader Modifikasi penampung glue yang meluap agar tidak tercecer ke lantai pabrik
Boiler Pemasangan termometer pada boiler
Pelapisan pada pipa steam untuk menahan suhu steam
SOP Membuat SOP dan menempelkan pada setiap unit proses dan mesin IPAL Pembuatan IPAL untuk pengolahan limbah cair
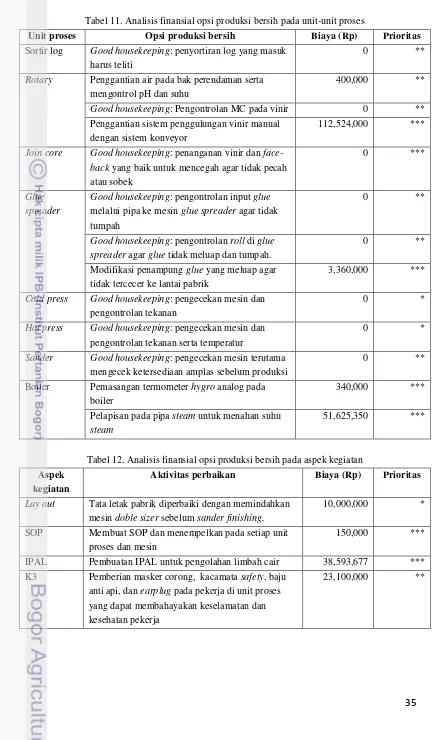
4.2.2.2 Analisis Finansial
35
Tabel 11. Analisis finansial opsi produksi bersih pada unit-unit proses
Unit proses Opsi produksi bersih Biaya (Rp) Prioritas
Sortir log Good housekeeping: penyortiran log yang masuk harus teliti
0 **
Rotary Penggantian air pada bak perendaman serta mengontrol pH dan suhu
400,000 **
Good housekeeping: Pengontrolan MC pada vinir 0 **
Penggantian sistem penggulungan vinir manual dengan sistem konveyor
112,524,000 ***
Join core Good housekeeping: penanganan vinir dan face-back yang baik untuk mencegah agar tidak pecah atau sobek
0 ***
Glue spreader
Good housekeeping: pengontrolan input glue melalui pipa ke mesin gluespreader agar tidak tumpah
0 **
Good housekeeping: pengontrolan roll di glue spreader agar glue tidak meluap dan tumpah.
0 **
Modifikasi penampung glue yang meluap agar tidak tercecer ke lantai pabrik
3,360,000 ***
Cold press Good housekeeping: pengecekan mesin dan pengontrolan tekanan
0 *
Hot press Good housekeeping: pengecekan mesin dan pengontrolan tekanan serta temperatur
0 *
Sander Good housekeeping: pengecekan mesin terutama mengecek ketersediaan amplas sebelum produksi
0 **
Boiler Pemasangan termometer hygro analog pada boiler
340,000 ***
Pelapisan pada pipa steam untuk menahan suhu steam
51,625,350 ***
Tabel 12. Analisis finansial opsi produksi bersih pada aspek kegiatan Aspek
kegiatan
Aktivitas perbaikan Biaya (Rp) Prioritas
Lay out Tata letak pabrik diperbaiki dengan memindahkan mesin doble sizer sebelum sander finishing.
10,000,000 *
SOP Memb