PERANCANGAN FASILITAS KERJA DI BAGIAN PRODUKSI
PT. MEWAH INDAH JAYA DENGAN MENGGUNAKAN
MACROERGONOMIC ANALYSIS AND DESIGN (MEAD)
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
JOSEPH KRISTANTO 1 0 0 4 0 3 0 3 2
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
PERANCANGAN FASILITAS KERJA DI BAGIAN PRODUKSI
PT. MEWAH INDAH JAYA DENGAN MENGGUNAKAN
MACROERGONOMIC ANALYSIS AND DESIGN (MEAD)
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
JOSEPH KRISTANTO
Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Mangara Tambunan, M.Sc) (Ir. Dini Wahyuni, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
“SERTIFIKAT EVALUASI TUGAS SARJANA”
No. : ..……/ H5.2.1.4.1.4/KRK/2014
Kami yang bertanda tangan dibawah ini, menyatakan bahwa setelah melakukan : - Evaluasi hasil Seminar DRAFT Tugas Sarjana
- Pemeriksaan Terhadap Perbaikan DRAFT Tugas Sarjana terhadap mahasiswa :
Nama : JOSEPH KRISTANTO
N I M : 100403032
Tempat dan tanggal lahir : MEDAN, 12 DESEMBER 1992
Judul Tugas Sarjana : PERANCANGAN FASILITAS KERJA DI BAGIAN PRODUKSI PT. MEWAH INDAH JAYA DENGAN
MENGGUNAKAN MACROERGONOMIC
ANALYSIS AND DESIGN (MEAD)
menetapkan ketentuan-ketentuan berikut sebagai hasil evaluasi :
Dapat menerima perbaikan Tugas Sarjana Departemen Teknik Industri dan kepada penulisnya diizinkan untuk mengikuti Sidang Sarjana / Ujian Kolokium yang akan diadakan Departemen Teknik Industri FT USU.
Medan, 2015 Tim Pembanding,
Pembanding I, Pembanding II,
Prof. Dr. Ir. A. Rahim Matondang, M.S.I.E. Ir. Ukurta Tarigan, MT
Tanggal, Tanggal
Pembimbing I, Pembimbing II, Ketua,
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan yang Maha Esa yang telah
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler
Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas
sarjana ini adalah “Perancangan Fasilitas Kerja di Bagian Produksi PT. Mewah
Indah Jaya dengan Menggunakan Macroergonomic Analysis And Design
(MEAD)”
Penulis menyadari masih banyak kekurangan dalam penulisan tugas
sarjana ini. Penulis juga mengharapkan saran dan masukan yang bersifat
membangun demi kesempurnaan laporan tugas sarjana ini. Laporan tugas sarjana
ini diharapkan dapat bermanfaat bagi penulis, jurusan teknik industri,
perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Juni 2015
Penulis,
UCAPAN TERIMA KASIH
Segala puji dan syukur penulis ucapkan yang sebesar-besarnya kepada
Tuhan yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk
merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta
telah memberikan nikmat kesehatan dan ilmu kepada penulis selama masa kuliah
dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu penulis ingin mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara, yang telah memberi izin
pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Mangara M. Tambunan, M.Sc selaku Dosen Pembimbing I atas
waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis
dalam penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT. selaku Dosen Pembimbing II atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian Tugas Sarjana ini.
4. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas
Sumatera Utara yang telah memberikan pengajaran selama perkuliahan yang
5. Kedua orangtua tercinta, Rubinsa Lim dan Agustina yang tiada hentinya
mendukung penulis baik secara moral, doa, maupun materil sehingga tugas
sarjana ini dapat diselesaikan.
6. Abang dan kakak tercinta, Harris Kristanto dan Winda Dwiastuti yang telah
banyak memberikan motivasi dan semangat untuk menyelesaikan tugas akhir
ini.
7. Sahabat dekat penulis, Melisa yang selalu mendukung penulis untuk segera
menyelesaikan tugas akhirnya.
8. Andy Suryadi, Ridhaul Fuadi, Jennifer dan Loli Andriani yang telah banyak
membantu penulis menyelesaikan tugas akhirnya.
9. Staff pegawai Teknik Industri, Bang Mijo, Bang Ridho, Kak Dina, Bang
Nurmansyah, Kak Rahma, dan Ibu Ani, penulis ingin berterima kasih atas
bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
10.Bapak Teguh selaku Pembimbing Lapangan di PT. Mewah Indah Jaya yang
telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data
selama melakukan penelitian.
11.Teman-teman seperjuangan dalam penelitian Jusco dan Susanto Salim.
12.Sahabat-sahabat terdekat penulis, Putra Jaya, Jusco, Susanto Salim, Calvin
Setiawan, Andy, Suryadi, Arie Handoko, Ivana, Lisa Maxel dan Ayu Wintia
Azizah yang telah menyemangati penulis untuk menyelesaikan laporannya
hingga akhir.
13.Seluruh keluarga Asisten Laboratorium Ergonomi dan Perancangan Sistem
Willy Ramos, Nadia Comeneci, Gavrilo Jose, Reza Adhi Nugraha, Saryanta
Lumbantoruan, Martha Panggabean, Adra Judika Tondang, Rama Fajar
Saputra, Loli Andriani, Poppy Wijaya, Marina Dewi, Holongan Simanjuntak,
Rian Maulana, Andy Suryadi, Jennifer, Savudan, Tri Yuana, Erin Tania, dan
Sarmida Novianna yang telah membantu penulis menyelesaikan laporan tugas
akhirnya.
14.Rekan-rekan angkatan 2010 Teknik Industri FT USU yang juga membantu
selama penelitian.
15.Seluruh pihak yang telah banyak memberi bantuan kepada penulis dalam
penyelesaian tugas sarjana ini yang tidak dapat disebutkan satu per satu.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI... viii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
I PENDAHULUAN
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-5
1.3. Tujuan dan Manfaat ... I-6
1.4. Batasan Masalah dan Asumsi ... I-6
1.5. Sistematika Penulisan Laporan ... I-7
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi PT Neo National... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-2
2.3.3. Tenaga Kerja dan Jam Kerja ... II-3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Proses Produksi ... II-5
2.4.1. Bahan yang digunakan ... II-5
2.4.2 Uraian Proses ... II-6
III LANDASAN TEORI
3.1. Ergonomi ... III-1
3.2. Metode Ergonomi Makro ... III-2
3.3. Macroergonomic Analysis and Design (MEAD) ... III-4 3.4. Standard Nordic Questionnaire (SNQ) ... III-11 3.5. Metode Samplimg ... III-12 3.5.1 Probability Sampling ... III-13 3.6. Quality Function Deployment... III-14
3.7. Kuesioner ... III-21
3.7.1. Validitas Data ... III-21
3.7.1.1. Intervalisasi Data... III-22
3.8.1. Reliabilitas Data ... III-23
3.8 Antropometri ... III-25
3.8.1. Definisi Antropometri ... III-25
3.8.2. Faktor-faktor yang Mempengaruhi Pengkuran
Antropometri ... III-26
3.8.3. Antropometri Statis (Struktural) ... III-27
3.8.4. Antropometri Dinamis (Fungsional) ... III-28
3.8.5. Prinsip-prinsip Pengunaan Data Antropometri... III-28
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian ... IV-1
4.2 Jenis Penelitian... IV-1
4.3 Objek Penelitian ... IV-1
4.4 Variabel Penelitian... IV-2
4.5 Kerangka Berpikir Penelitian ... IV-2
4.6 Instrumen Penelitian ... IV-2
4.7 Metode Pengumpulan Data ... IV-3
4.8 Pengolahan Data ... IV-4
4.9 Analisis Pemecahan Masalah ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Spesifikasi Responden ... V-1
5.1.2. Pengumpulan Data SNQ ... V-1
5.1.3. Penyebaran Kuesioner Semi Terbuka ... V-5
5.1.4. Penyebaran Kuesioner Tertutup ... V-10
5.1.5. Kuesioner Penilaian ... V-14
5.1.6. Data Pengukuran Antropometri ... V-15
5.2 Pengolahan Data ... V-17
5.2.1. Uji Validitas dan Reliabilitas ... V-17
5.2.1.1. Uji Validitas Data ... V-17
5.2.1.2. Uji Reliabilitas Data ... V-23
5.3.2 Membangun Quality Function Deployment (QFD) ... V-26
5.3.2.1 Menentukan Customer Requirement
(Kebutuhan Pelanggan) ... V-26
5.3.2.2 Menentukan tingkat kepentingan /
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3.2.4 Menetapkan Hubungan antara Karakteristik
Teknis ... V-30
5.3.2.5 Menetapkan Tingkat Hubungan antara
Karakteristik Teknis Produk dengan
Keinginan Konsumen ... V-31
5.3.2.6 Menyusun Matriks Perencanaan/ Planning
Matriks... V-32
5.3.2.7 Membangun Matriks House of Quality
(HoQ) Produk Kursi Kerja ... V-33
5.2.3. Macroergonomic Analysis and Design ... V-38 5.2.4. Pengolahan Data Antropometri ... V-47
5.2.4.1. Perhitungan Rata-rata, Standar Deviasi,
Nilai Maksimum dan Nilai Minimum ... V-47
5.2.4.2. Uji Keseragaman Data... V-48
5.2.4.3. Uji Kecukupan Data ... V-49
5.2.5. Penetapan Data Antropometri... V-51
5.2.5.1. Penetapan Data Antropometri dengan
Prinsip Ekstrim... V-51
5.2.5.2. Penetapan Data Antropometri dengan
Prinsip Disesuaikan ... V-54
5.2.5.3. Penetapan Data Antropometri dengan
Prinsip Rata-rata ... V-54
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Macroergonomic Analysis and Design (MEAD) .... VI-1 6.2. Usulan Rancangan Fasilitas Kerja... VI-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.2.3. Perbandingan Fasilitas Kerja Aktual dan Fasilitas
Kerja Usulan ... VI-5
6.3. Usulan Metode Kerja ... VI-7
6.4. Perhitungan Produktivitas ... VI-10
6.5. Perbaikan Keluhan Pekerjaan ... VI-12
6.5.1. Perbaikan Posisi Duduk Operator ... VI-12
6.5.2. Perbaikan dari Hasil Penilaian SNQ ... VI-12
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL
HALAMAN1.1. Akar-akar Permasalahan Keluhan Operator ... I-4
2.1. Komposisi Tenaga Kerja PT. Mewah Indah Jaya ... II-3
2.2. Jadwal Kerja Karyawan Bagian Pelat ... II-4
2.3. Jadwal Kerja Karyawan Bagian Injection dan Petugas
Keamanan ... II-4
2.4. Jadwal Kerja Karyawan Bagian Non Produksi... II-4
3.1. Perbandingan antara Mikro Ergonomi dengan Makro
Ergonomi ... III-4
5.1. Rekapitulasi Kuesioner SNQ ... V-2
5.2. Persentase Identifikasi Warna Keluhan Musculoskeletal
Operator ... V-3
5.3. Rekapitulasi Kuesioner Semi Terbuka ... V-8
5.4. Rekapitulasi Kuesioner Tertutup ... V-12
5.5. Pertanyaan pada Kuesioner Penilaian ... V-12
5.6. Rekapitulasi Kuesioner Penilaian ... V-15
5.7. Data Antropometri untuk Perancangan Produk ... V-16
5.8. Tabulasi Frekuensi Jawaban Responden ... V-18
5.9. Proporsi dan nilai Z Setiap Skala ... V-19
5.10. Nilai Skala Interval ... V-20
5.11. Skala Interval Kuesioner Tertutup ... V-21
5.12. Uji Validitas Atribut 1 ... V-21
5.13. Hasil Perhitungan Validitas Derajat Kepentingan ... V-23
5.14. Nilai Varians Atribut 1 ... V-24
5.15. Perhitungan Varians Tiap Butir ... V-25
5.16. Customer Requirement (CR) terhadap Proses Perancangan
Kursi Kerja ... V-27
DAFTAR TABEL (LANJUTAN)
TABEL
HALAMAN5.18. Nilai Importance dan Relative Weight ... V-33 5.19. Bobot Tingkat Kesulitan ... V-34
5.20. Bobot Derajat Kepentingan ... V-35
5.21. Kendali Varians dan Analisis Peran Personel... V-43
5.22. Kriteria Penilaian Bobot Alternatif ... V-45
5.23. Perbandingan Harga Setiap Alternatif... V-46
5.24. Rekapitulasi Perhitungan Rata-rata, Standar Deviasi, Nilai
Maksimum, dan Nilai Minimum ... V-48
5.25. Uji Keseragaman Data Antropometri Untuk Perancangan
Fasilitas... V-49
5.26. Uji Kecukupan Data ... V-51
5.27. Perhitungan Persentil Dimensi Antropometri Ekstrim Atas ... V-52
5.28. Perhitungan Persentil Dimensi Antropometri Rata-rata... V-55
6.1. Perbandingan Fasilitas Kerja Aktual dengan Fasilitas Kerja
Usulan ... VI-8
6.2. Perbandingan Langkah Metode Kerja Aktual dengan
Metode Kerja Usulan... VI-10
6.3. Hasil Pengukuran Produktivitas Kerja Operator Sebelum
dan Sesudah Perbaikan ... VI-12
6.4. Perbandingan Sudut Duduk Fasiltias Kerja Aktual dan
Usulan ... VI-14
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1. Operator PT. Mewah Indah Jaya ... I-3
2.1. Struktur Organisasi PT. Mewah Indah Jaya ... II-2
3.1. Langkah-langkah MEAD ... III-5
3.2. Standard Nordic Questionnaire ... III-12 3.3. House of Quality ... III-15 4.1. Kerangka Berpikir Penelitian... IV-2
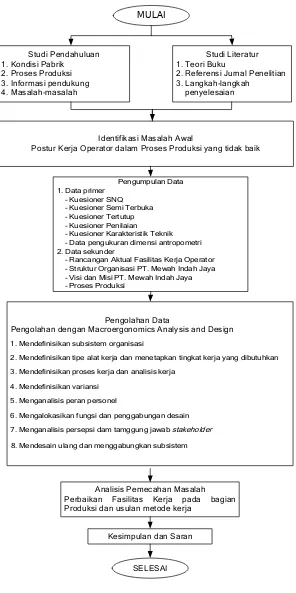
4.2. Langkah-langkah Proses Penelitian ... IV-5
4.3. Blok Diagram Pengolahan Data ... IV-6
5.1. Identifikasi Warna Keluhan Musculoskeletal ... V-4 5.2. Hubungan Antar Karakteristik Kursi Kerja ... V-30 5.3. Matriks Antara CR dengan Karakteristik Teknis Produk
Kursi Kerja ... V-31
5.4. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan
Perkiraan Biaya ... V-36
5.5. QFD Kursi Kerja... V-37
5.6. Proses Kerja Operator Inspeksi ... V-40 5.7. Matriks Variansi Kursi Kerja ... V-42
5.8. Alternatif Perbaikan... V-44
6.1. Rancangan Usulan Kursi Kerja Operator Inspeksi Mesin
Kecil PT. Mewah Indah Jaya ... VI-3
6.2. Rancangan Usulan Meja Kerja Operator Inspeksi Mesin
Besar PT. Mewah Indah Jaya... VI-3
6.3. Proyeksi Dimensi Rancangan Usulan Kursi Kerja Operator
Inspeksi Mesin Kecil PT. Mewah Indah Jaya... VI-4
6.4. Proyeksi Dimensi Rancangan Usulan Meja Kerja Operator
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.6. Rancangan Usulan Meja Kerja Operator Inspeksi Mesin
Besar PT. Mewah Indah Jaya... VI-6
6.7. Proyeksi Dimensi Rancangan Usulan Kursi Kerja Operator
Inspeksi Mesin Kecil PT. Mewah Indah Jaya... VI-6
6.8. Proyeksi Dimensi Rancangan Usulan Meja Kerja Operator
Inspeksi Mesin Kecil PT. Mewah Indah Jaya... VI-7
6.9. Simulasi Perbaikan Metode Kerja Mesin Kecil... VI-11
6.10. Simulasi Perbaikan Metode Kerja Mesin Besar ... VI-11
6.11. Produktivitas Operator Inspeksi Mesin Kecil ... VI-13
6.12. Produktivitas Operator Inspeksi Mesin Besar ... VI-13
DAFTAR LAMPIRAN
LAMPIRAN
1. Uraian Tugas dan Tanggung Jawab Setiap Bagian pada Struktur
Organisasi di PT. Mewah Indah Jaya
2. Dimensi Tubuh Pengukuran Data Antropometri
3. Peta Kontrol Dimensi Antropometri
4. Kuesioner Semi Terbuka
5. Kuesioner Tertutup
6. Kuesioner Penilaian
7. Kuesioner Wawancara Karakteristik Teknik
8. Kuesioner Wawancara Hubungan Karakteristik Teknik
9. Form Tugas Akhir
10. Surat Penjajakan
11. Surat Balasan Perusahaan
12. Surat Keputusan Tugas Akhir
ABSTRAK
Macroergonomic Analysis and Design (MEAD) merupakan suatu metode yang berkaitan dengan mendesain, menganalisis, dan mengevaluasi sistem kerja dalam organisasi sehingga menjadi
efektif dan efisien. Metodologi MEAD dapat memandu
pengumpulan data dan analisis untuk menentukan resiko dan faktor-faktor penyebab permasalahan yang mengarah ke percobaan dengan strategi desain dan intervensi yang baru. Pengamatan dilakukan di PT. XYZ pada bagian inspeksi produk. Operator duduk dengan posisi membungkuk yang disebabkan oleh kursi kerja dan wadah peletekan produk yang rendah. Setelah disebar SNQ maka diperoleh keluhan pada bagian punggung, pinggang dan leher pada operator. Atas dasar tersebut maka dirancang kursi kerja untuk mengurangi keluhan yang ada. Perancangan dilakukan dengan metode
Macroergonomic Analysis and Design (MEAD). Variabel dalam perancangan kursi kerja diperoleh dengan menggunakan Quality Function Deployment (QFD) serta gabungan pendapat dari atasan perusahaan dan dimensi kursi kerja diperoleh dari pengukuran antropometri yang dihubungkan dengan mesin kerja yang ada di lantai produksi. Perancangan kursi kerja dan meja kerja akan dibuat dua sesuai dengan mesin kerja yang ada di lantai produksi yaitu mesin besar dan mesin kecil.
Kata Kunci: Macroergonomic Analysis and Design (MEAD),
ABSTRAK
Macroergonomic Analysis and Design (MEAD) merupakan suatu metode yang berkaitan dengan mendesain, menganalisis, dan mengevaluasi sistem kerja dalam organisasi sehingga menjadi
efektif dan efisien. Metodologi MEAD dapat memandu
pengumpulan data dan analisis untuk menentukan resiko dan faktor-faktor penyebab permasalahan yang mengarah ke percobaan dengan strategi desain dan intervensi yang baru. Pengamatan dilakukan di PT. XYZ pada bagian inspeksi produk. Operator duduk dengan posisi membungkuk yang disebabkan oleh kursi kerja dan wadah peletekan produk yang rendah. Setelah disebar SNQ maka diperoleh keluhan pada bagian punggung, pinggang dan leher pada operator. Atas dasar tersebut maka dirancang kursi kerja untuk mengurangi keluhan yang ada. Perancangan dilakukan dengan metode
Macroergonomic Analysis and Design (MEAD). Variabel dalam perancangan kursi kerja diperoleh dengan menggunakan Quality Function Deployment (QFD) serta gabungan pendapat dari atasan perusahaan dan dimensi kursi kerja diperoleh dari pengukuran antropometri yang dihubungkan dengan mesin kerja yang ada di lantai produksi. Perancangan kursi kerja dan meja kerja akan dibuat dua sesuai dengan mesin kerja yang ada di lantai produksi yaitu mesin besar dan mesin kecil.
Kata Kunci: Macroergonomic Analysis and Design (MEAD),
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sistem kerja yang baik merupakan salah satu faktor terpenting dalam
kemajuan perusahaan, dan merupakan kunci utama keberhasilan dalam rangka
meningkatkan produktivitas, efisiensi perusahaan, serta dapat mengurangi risiko
cidera. Pada mulanya rancangan sistem kerja berawal dari sebuah analisis dalam
skala mikro. Seiring dengan perkembangan teknologi serta terjadinya persaingan
global di segala aspek, penilaian ergonomi yang bersifat mikro sulit dijalankan
bahkan banyak terjadi kegagalan dalam penyelesaian masalah pada lingkungan
yang kompleks sehingga diperlukan pendekatan holistik (Purnomo, 2012).
Perbaikan sistem kerja yang bersifat makro meliputi perbaikan lingkungan kerja,
organisasi kerja perusahaan, alat kerja dan postur kerja. Hendrick dan Kleiner
(2001) berpendapat bahwa dalam ergonomi makro kajian yang dibahas meliputi
struktur organisasi, interaksi antara orang-orang yang ada dalam organisasi dan
aspek motivasi dari pekerja. Menurut Widodo et al. (2012), sebuah sistem kerja
harus dapat menjamin keamanan, kesehatan dan keselamatan kerja, serta mampu
memenuhi kebutuhan hidup mendasar. Sistem kerja tidak ergonomis akan
menyebabkan penurunan produktivitas dan peningkatan kelelahan kerja.
Kelelahan kerja dapat terjadi apabila otot menerima beban statis secara berulang
sendi, ligamen dan tendon yang dikenal dengan Musculoskeletal disorsders
(MSDs) atau cedera pada sistem musculoskeletal (Tumanggor, et al., 2013).
PT. Mewah Indah Jaya merupakan sebuah perusahaan swasta yang
bergerak di bidang industri pembuatan produk berbahan plastik seperti jeriken,
toples plastik ataupun celengan plastik. Perusahaan ini beralamat di Jalan Binjai
Km. 14, Gang Kenduri Kecamatan Deli Serdang. Perusahaan memiliki beberapa
operator yang bekerja di bagian produksi. Operator bertugas untuk menginspeksi
langsung hasil produk yang dihasilkan oleh mesin injection moulding di lantai
produksi. Mesin produksi dibagi menjadi dua tipe yaitu mesin tipe besar dan tipe
kecil. Mesin produksi tipe besar untuk membuat produk dengan ukuran yang
besar seperti ember dan jeriken. Mesin produksi tipe kecil membuat produk
dengan ukuran kecil seperti toples dan celengan plastik.
Permasalahan terlihat pada posisi duduk operator ketika menginspeksi
produk-produk yang dihasilkan mesin injection moulding. Operator duduk dengan
postur kerja yang dapat melelahkan operator. Menurut Grandjean, posisi duduk
rendah dengan tanpa sandaran dapat memberikan pengaruh ke tulang belakang
lebih besar daripada posisi berdiri tegak. Hal ini dapat memberikan pengaruh ke
tulang lumbran 3 dan lumbran 4 yang dapat mengakibatkan terjadinya kifosis
ataupun lordosis terhadap tulang belakang operator dalam jangka panjang1.
Gambar 1.1. Operator PT. Mewah Indah Jaya
Untuk melihat seberapa besar keluhan operator dilakukan wawancara
tentang fasilitas kursi kerja yang ada di lantai produksi. Dari hasil wawancara, 13
dari 15 operator mengeluh sakit punggung yang disebabkan kursi kerja yang ada.
Dari hasil wawancara terdapat permasalahan dari keluhan operator adalah fasilitas
kerja tidak memadai, pekerjaan statis terlalu lama, dan kedudukan mesin terlalu
tinggi/rendah.
Untuk menentukan seberapa besar pengaruh permasalahan terhadap
produksi dan 1 kepala bidang produksi. Hasil penilaian dapat dilihat pada Tabel
1.1.
Tabel 1.1. Penilaian Permasalahan Keluhan Operator
No Akar Permasalahan Responden
1
Responden
2
Responden
3
Rata-rata
1 Fasilitas kerja tidak
memadai
60% 65% 60% 61,67%
2 Pekerjaan statis
terlalu lama
25% 25% 30% 26,67%
3 Kedudukan mesin
terlalu tinggi/rendah
15% 10% 10% 11,66%
Dari hasil penilaian tersebut, diperoleh fasilitas kerja tidak memadai
menjadi akar permasalahan utama dengan nilai lebih dari 50%. Pekerjaan statis
yang terlalu lama juga menyebabkan sakit tulang belakang pada operator. Selain
itu PT. Mewah Indah Jaya juga memiliki misi yaitu meningkatkan kesejahteraan
dan kenyamanan kerja terhadap semua personel yang ada di PT. Mewah Indah
Jaya. Dengan menggabungkan misi di PT. Mewah Indah Jaya dengan keluhan
yang dialami operator maka diusulkan suatu peracangan fasilitas kerja dengan
metode Macroergonomic Analysis and Design (MEAD) sedangkan untuk
memperbaiki pekerjaan statis yang terlalu lama akan diusulkan metode kerja
usulan terhadap operator.
Macroergonomic Analysis and Design (MEAD) merupakan suatu metode
memandu pengumpulan data dan analisis untuk menentukan resiko dan
faktor-faktor penyebab permasalahan yang mengarah ke percobaan dengan strategi
desain dan intervensi yang baru. Studi mengenai MEAD telah dilakukan pada
UKM Tahu oleh Teguh Aprianto dan Hari Purnomo yang membahas tentang hasil
variansi dari MEAD untuk mendesain alat pencetakan dan pengepres tahu.
Variansi tersebut digunakan sebagai dasar perbaikan alat yang mengacu pada
dimensi tubuh untuk mendapatkan alat yang ergonomis, kemudahan dalam
penggunaan alat serta keamanan dalam penggunaannya2.
Studi menggunakan metode MEAD di PT. Mewah Indah Jaya diharapkan
dapat mengevaluasi dan memberikan masukan bagi perusahaan dalam
perancangan fasilitas yang dapat digunakan untuk meningkatkan kenyamanan dan
produktivitas operator.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, maka rumusan
permasalahan adalah ketidaknyamanan operator terhadap fasilitas kerja yang
menyebabkan operator bekerja dengan posisi membungkuk di PT. Mewah Indah
Jaya dan dikeluhkan oleh sebagian besar operator sehingga perlu dirancang
fasilitas kerja dan metode kerja agar dapat meningkatkan kenyamanan dan
produktivitas operator.
2
1.3. Tujuan dan Manfaat
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah
mendapat rancangan fasilitas kerja untuk mengurangi keluhan operator mesin
injection moulding dengan menggunakan metode Macroergonomic Analysis and
Design serta mendapatkan rancangan metode kerja yang baik yang untuk
meningkatkan produktivitas operator di lantai produksi PT. Mewah Indah Jaya.
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
1. Dapat memperoleh kesempatan untuk menerapkan ilmu pengetahuan yang
telah diperoleh dalam perkuliahan, menambah pengetahuan dan memperoleh
pengalaman dalam bidang ergonomi dengan cara melihat serta
membandingkan ilmu yang diperoleh di perkuliahan dengan keadaan di
lapangan.
2. Laporan penelitian ini dapat berguna dan bermanfaat bagi evaluasi kerja
perusahaan, sehingga dapat mempertahankan hal-hal yang baik dan
memperbaiki kekurangan yang ada selama ini.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan pada operator yang bekerja di bagian produksi.
2. Kuesioner yang disebarkan untuk melihat keluhan operator adalah Standard
3. Penentuan variabel matriks variansi dilakukan dengan menyebar kuesioner
semi terbuka.
4. Pengolahan matriks variansi dilakukan dengan menggunakan metode Quality
Function Deployment (QFD).
5. Pengukuran produktivitas operator diperoleh dengan menghitung jumlah
produk yang diinspeksi per jam.
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Operator pada bagian produksi bekerja secara normal
2. Proses produksi berjalan normal selama penelitian
3. Tidak terjadi perubahan kebijakan manajemen selama penelitian
1.5. Sistematika Penulisan Laporan
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari dilakukannya penelitian, perumusan permasalahan, tujuan dan manfaat
penelitian, batasan dan asumsi yang digunakan dalam penelitian serta sistematika
penulisan laporan penelitian.
Bab II Gambaran Umum Perusahaan, berisi ruang lingkup perusahaan,
lokasi, struktur organisasi, tugas dan tanggung jawab, jumlah tenaga kerja, jam
kerja karyawan, dan sistem pengupahan PT. Mewah Indah Jaya.
Bab III Landasan Teori, berisi teori tentang metode Macroergonomic
Analysis and Design (MEAD), kuesioner, teknik sampling, uji validitas dan reliabilitas data, ergonomi, kuesioner SNQ, Quality Function Deployment (QFD),
Bab IV Metodologi Penelitian, menguraikan tahap-tahap dalam penelitian
yaitu tempat dan waktu penelitian, jenis penelitian, objek penelitian, variabel
penelitian, kerangka konseptual penelitian, definisi operasional, instrumen
penelitian, metode pengumpulan data, pengolahan data, dan analisis pemecahan
masalah.
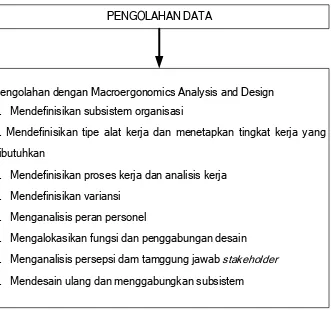
Bab V Pengumpulan dan Pengolahan Data, berisi pengumpulan data
spesifikasi responden, pengumpulan data SNQ, penyebaran kuesioner terbuka,
penyebaran kuesioner tertutup, kuesioner penilaian, pengumpulan data
antropomoteri yang kemudian dilakukan pengolahan data yaitu uji validitas dan
reliabilitas kuesioner, membangun Quality Function Deployment (QFD),
Macroergonomic Analysis and Design, mendefinisikan subsistem organisasi,
mendefinisikan tipe alat kerja dan menetapkan tingkat kerja yang diinginkan,
mendefinisikan proses kerja dan analisa kerja, mendefinisikan variansi aktual dan
harapan, membuat matriks variansi, menganalisa peran personel, mengalokasikan
fungsi dan penggabungan desain, menganalisis persepsi dan tanggung jawab
stakeholder, mendesain ulang dan menggabungkan subsistem, dan pengolahan
data antropometri.
Bab VI, Analisis Pemecahan Masalah, berisi tentang analisis kondisi awal
dan analisis kondisi usulan. Analisis kondisi usulan meliputi perbaikan fasilitas
kerja, usulan metode kerja serta perhitungan produktivitas operator.
Bab VII, Kesimpulan dan Saran, berisi tentang kesimpulan yang diperoleh
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
P.T. Mewah Indah Jaya merupakan salah satu perusahaan manufaktur
yang bergerak di bidang pengolahan alat-alat rumah tangga. Perusahaan ini
didirikan oleh Bapak Susanto dan Bapak Effendi pada tahun 1980 dan berlokasi di
daerah Sunggal. Pada tahun 1983 P.T. Mewah Indah Jaya pindah ke Jalan
Medan-Binjai KM 14 Gang Kenduri No 86, Deli Serdang, Sumatera Utara.
P.T. Mewah Indah Jaya merupakan usaha keluarga yang turun-temurun.
Saat ini, P.T. Mewah Indah Jaya dipimpin oleh anak dari Bapak Effendi yaitu
Thomas Effendi.
2.2. Ruang Lingkup Bidang Usaha
PT. Mewah Indah Jaya memproduksi barang kebutuhan rumah tangga
berbahan plastik. Produk yang dihasilkan dari PT. Mewah Indah Jaya bervariasi
dari produk ember, piring, keranjang, kursi, celengan, mangkok dan lainnya.
Produk-produk yang dihasilkan PT. Mewah Indah Jaya dipasarkan di
wilayah Sumatera antara lain Medan, Binjai, Pematang Siantar, Rantau Prapat,
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
PT. Mewah Indah Jaya menggunakan struktur organisasi fungsional
dimana wewenang dan kebijakan dari pimpinan tertinggi dilimpahkan kepada
kepala bagian yang mempunyai jabatan fungsional untuk dikerjakan kepada
pelaksana yang mempunyai keahlian khusus. Pembagian atau pemisahan tugas
dilaksanakan berdasarkan fungsi-fungsi yang ada pada perusahaan, yaitu bagian
produksi, gudang, keuangan, administrasi, dan petugas keamanan. Struktur
organisasi PT. Mewah Indah Jaya dapat dilihat pada Gambar 2.1.
Direktur Kabid. Produksi Kabid. Gudang Kabid. Keuangan Kabid. Administrasi Petugas Keamanan Supervisor Injection Supervisor Pelat Supervisor Boker Operator Bagian Injection Operator Bagian Pelat Operator Bagian Boker Karyawan Gudang Karyawan Penjualan Karyawan Pemasaran Keterangan: Lini Fungsional
Gambar 2.1. Struktur Organisasi PT. Mewah Indah Jaya
2.3.2. Uraian Tugas dan Tanggung Jawab
2.3.3. Tenaga Kerja dan Jam Kerja
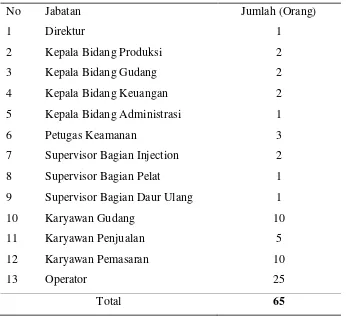
Tenaga kerja pada PT. Mewah Indah Jaya terdiri dari tenaga kerja tetap
dan tenaga kerja outsourcing. Tenaga kerja tetap meliputi kepala bidang, staf dan
supervisor. Tenaga kerja outsourcing yaitu operator yang bekerja di lantai
produksi. Perusahaan tidak secara langsung mengadakan kontrak kerja kepada
tenaga kerja outsourcing melainkan kepada pihak yang menjadi perusahaan
[image:30.595.141.487.359.677.2]penyalurnya. Alokasi tenaga kerja di PT. Mewah Indah Jaya dapat dilihat pada
Tabel 2.1.
Tabel 2.1. Alokasi Tenaga Kerja PT. Mewah Indah Jaya
No Jabatan Jumlah (Orang)
1 Direktur 1
2 Kepala Bidang Produksi 2
3 Kepala Bidang Gudang 2
4 Kepala Bidang Keuangan 2
5 Kepala Bidang Administrasi 1
6 Petugas Keamanan 3
7 Supervisor Bagian Injection 2
8 Supervisor Bagian Pelat 1
9 Supervisor Bagian Daur Ulang 1
10 Karyawan Gudang 10
11 Karyawan Penjualan 5
12 Karyawan Pemasaran 10
13 Operator 25
Total 65
Pembagian jam kerja tenaga kerja pada PT. Mewah Indah Jaya adalah
1. Operator bagian pelat
Jadwal kerja operator bagian pelat terdiri dari satu shift kerja yang dapat
dilihat pada Tabel 2.2.
Tabel 2.2. Jadwal Kerja Karyawan Bagian Pelat
Hari Kerja Jam Kerja (WIB) Jam Istirahat (WIB)
Senin-Sabtu 08.00-16.00 12.00-13.00
2. Supervisor injection, operator injection, dan petugas keamanan
Jadwal kerja bagian injection dan petugas keamanan terdiri dari tiga shift kerja
yang dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jadwal Kerja Karyawan Bagian Injection dan Petugas Keamanan
Hari Kerja Shift Jam Kerja (WIB) Jam Istirahat
(WIB)
Senin-Sabtu
1 07.00-15.00 12.00-13.00
2 15.00-23.00 18.00-19.00
3 23.00-07.00 03.00-04.00
3. Karyawan non produksi.
Jadwal kerja untuk karyawan non produksi dapat dilihat pada Tabel 2.4.
Tabel 2.4. Jadwal Kerja Karyawan Non Produksi
Hari Kerja Jam Kerja (WIB) Jam Istirahat
(WIB)
Senin-Jumat 08.00-12.00 12.00-13.00
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya.
Sistem pengupahan di PT. Mewah Indah Jaya didasarkan pada kategori
tenaga kerja. Upah tenaga kerja outsourcing diberikan setiap dua minggu sekali.
Besarnya upah ditentukan berdasarkan jumlah hari kerja. Upah tenga kerja tetap
diberikan secara bulanan sesuai dengan tingkat jabatan. Selain upah pokok yang
diberikan kepada karyawan, perusahaan juga memberikan tunjangan dan fasilitas
antara lain:
1. Upah lembur
Upah lembur diberikan kepada tenaga kerja yang bekerja melebihi jam kerja
normal. Lembur biasanya dilakukan untuk mengganti operator yang tidak
dapat hadir pada salah satu shift kerja dan ketika perusahaan sedang
memerlukan tenaga kerja untuk mengejar jumlah produk yang harus
diselesaikan.
2. Tunjangan Hari Raya (THR)
THR diberikan pada tenaga kerja pada hari besar keagamaan.
3. Cuti
Cuti diberikan oleh perusahaan kepada tenaga kerjanya sebanyak 12 hari
setiap tahunnya. Perusahaan juga memberikan cuti melahirkan selama 3 bulan
2.4. Proses Produksi
2.4.1. Bahan yang Digunakan
Bahan yang digunakan terdiri dari bahan baku, bahan tambahan, dan
bahan penolong.
1. Bahan Baku
Bahan baku yang digunakan untuk produksi plastik yaitu bijih plastik. Bahan
baku bijih plastik dipasok dari PT. Chandra Petrochemical Tbk, PT. Bintang
Terang, dan PT. Sempurna. Bahan baku yang digunakan bermacam-macam
yaitu polyethylene, polypropylene dengan variasi warna, dan cacahan dari
produk plastik bekas yang akan didaur ulang kembali.
2. Bahan tambahan
Bahan tambahan yang digunakan antara lain:
a. Zat pewarna untuk mewarnai bahan baku
b. Label, berupa merek produk.
c. Plastik dan kardus untuk proses pengemasan.
3. Bahan Penolong
Bahan penolong yang digunakan PT. Mewah Indah Jaya dalam proses
produksinya yaitu air. Air ini digunakan dalam proses pencucian cacahan
plastik.
2.4.2. Uraian Proses Produksi
dan bahan baku yang berasal dari produk plastik yang cacat. Daur ulang
memerlukan beberapa proses pengolahan terlebih dahulu sebelum menjadi bahan
baku siap pakai, yaitu:
1. Pencacahan
Pada tahap ini bahan baku daur ulang dicacah menjadi berukuran lebih kecil
lagi untuk memudahkan dalam proses pemanasan di dalam mesin injection
moulding. Proses ini dilakukan dengan mesin crusher di bagian daur ulang.
2. Pencucian dan penyaringan
Pada tahap ini cacahan bahan baku dimasukkan ke dalam bak pencucian
dengan proses pencucian sebanyak empat tahap. Proses pencucican ini
dilakukan secara manual oleh operator di bagian daur ulang. Proses ini
bertujuan untuk memisahkan kotoran yang menempel pada bahan. Bahan baku
yang bersih akan terapung di air, sedangkan kotoran yang sebelumnya
menempel pada bahan baku akan mengendap di bawah air. Bahan baku yang
terapung disaring secara manual menggunakan saringan.
3. Penjemuran
Hasil penyaringan bahan baku merupakan bahan baku yang masih dalam
keadaan basah. Bahan baku yang dimasukkan ke dalam mesin harus dalam
keadaan kering sehingga perlu dilakukan proses pengeringan dengan
penjemuran dibawah sinar matahari.
Bahan hasil daur ulang yang siap pakai dan bahan baru selanjutnya diproses
1. Pencampuran warna
Tahap pencampuran warna dimulai dengan memasukkan bahan baku dan zat
pewarna ke dalam mesin mixer warna. Hasil dari proses ini adalah bahan baku
yang sesuai dengan warna produk yang akan diproduksi. Proses pencampuran
warna ini dilakukan apabila warna bahan baku tidak sesuai dengan warna
produk yang akan diproduksi.
2. Pencetakan
Tahap ini dilakukan pada mesin injection molding dan mesin blow molding.
Bahan baku dimasukkan ke dalam mesin melalui hopper. Pada mesin terjadi
proses pemanasan untuk mengubah wujud bahan baku dari cacahan/butiran
padat menjadi cairan. Bahan baku yang telah mencair kemudian diinjeksikan
ke cetakan dan dihasilkan produk dengan bentuk yang sesuai dengan cetakan.
Cetakan produk dapat diganti atau diubah sesuai dengan bentuk produk yang
akan diproduksi.
3. Inspeksi
Inspeksi dilakukan dengan melihat dan meratakan pinggiran hasil produk
injection moulding yang tidak rata dengan menggunakan pisau.
4. Perakitan
Tahap ini merupakan tahapan untuk sebagian produk yang memerlukan proses
perakitan seperti ember.
5. Pengemasan
BAB III
LANDASAN TEORI
3.1. Ergonomi
Ergonomi atau ergonomics sebenarnya berasal dari kata Yunani yaitu Ergo
yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi
dimaksudkan sebagai disiplin keilmuan yang mempelajari manusia dalam
kaitannya dengan pekerjaannya.3 Istilah ergonomi lebih dikenal sebagai Human
Factors Engineering atau Human Engineering. Disiplin ergonomi secara khusus
akan mempelajari keterbatasan dari kemampuan manusia dalam berinteraksi
dengan teknologi dan produk-produk buatan, batas kemampuan baik jangka
pendek maupun jangka panjang pada saat berhadapan dengan keadaan lingkungan
sistem kerjanya yang berupa perangkat keras (hardware) dan perangkat lunak
(software). Dengan demikian terlihat jelas bahwa ergonomi adalah suatu keilmuan
yang multidisiplin karena akan mempelajari pengetahuan-pengetahuan dari ilmu
kehayatan (kedokteran dan biologi), ilmu kejiwaan (psikologi) dan
kemasyarakatan (sosiologi). Pada prinsipnya disiplin ergonomi akan mempelajari
akibat-akibat (dampak) dari jasmani, kejiwaan dan sosial dari teknologi dan
produk-produknya, maka pengetahuan yang dipelajari akan berkaitan dengan
teknologi seperti Biomekanika, Antropometri Teknik, Teknologi Produksi,
Lingkungan Fisik (temperatur, pencahayaan, dsb) dan lain-lain.
3
Maksud dan tujuan dari disiplin ergonomi adalah mendapatkan suatu
pengetahuan yang utuh tentang permasalahan-permasalahan interaksi manusia
dengan teknologi dan produk-produknya, sehingga dimungkinkan adanya suatu
rancangan sistem manusia-mesin (teknologi) yang optimal. Dengan demikian
disiplin ergonomi melihat permasalahan interaksi tersebut sebagai suatu sistem
dengan pemecahan-pemecahan masalahnya melalui proses pendekatan sistem
pula.
3.2. Metode Ergonomi Makro (Macroergonomic Methods)
Makro ergonomi adalah suatu cabang ilmu yang pertama kali
diperkenalkan oleh Hal W. Hendrick pada tahun 1980. Cabang ergonomi ini
muncul diakibatkan oleh perkembangan teknologi yang begitu pesat, melebihi
kecepatan perkembangan organisasi, selain itu juga disebabkan terdapatnya
kelemahan dalam mikro ergonomi.
Makro ergonomi juga meneliti tentang pekerjaan, namun makro ergonomi
memeriksa pekerjaan dan sistem kerja secara lebih luas. Beberapa hal yang
dibahas dalam makro ergonomi adalah struktur organisasi, interaksi antara
orang-orang yang ada dalam organisasi dan aspek motivasi dari pekerja. Dengan kata
lain, ergonomi hanya melihat dari tingkat pekerjaan, namun makro ergonomi
Hendrick mendeskripsikan ergonomi dalam sebuah seri dari tiga generasi:
a. Generasi pertama
Ergonomi berkaitan dengan kemampuan fisik, fisiologis, lingkungan, dan
karakteristik perseptual dalam merancang dan mengaplikasikan sistem antar
manusia dan mesin. Hal ini meliputi control, display, penyusunan ruang kerja
dan lingkungan kerja.
b. Generasi kedua
Generasi ini ditandai ketika beralihnya perhatian para ahli dengan
berkembangnya sistem komputer. Disini para ahli ergonomi menekankan
penelitian pada bagaimana manusia menerima, mempersepsikan, mengolah,
dan menyimpulkan data dan informasi. Hendrick menjelaskan bahwa generasi
kedua meningkatkan penekanan pada pengembangan dan aplikasi penggunaan
sistem antar teknologi dan pengguna.
c. Generasi ketiga
Generasi ini ditandai dengan masuknya unsur eksternal yaitu organisasi dan
sistem sosioteknik ke dalam ergonomi. Generasi ini menekankan perhatian
pada aspek penerapan pengetahan tentang individu dan organisasi pada
perancangan, implementasi dan penggunaan teknologi baru. Atau dengan kata
lain, generasi ketiga fokus pada mikro ergonomi, atau keseluruhan organisasi
sistem kerja dan berkonsentrasi pada pengembangan dan aplikasi dari
teknologi dihubungkan dengan organisasi.
4
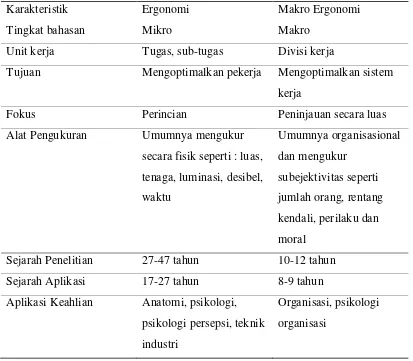
Makro ergonomi dapat dimulai pada tingkat organisasi dari atas ke bawah.
Ergonomi dan makro ergonomi tidak bertentangan, dalam kenyataanya keduanya
saling melengkapi satu sama lain. Perbandingan antara kedua konsep ini dapat
[image:39.595.107.520.250.611.2]dilihat pada Tabel 3.1.
Tabel 3.1. Perbandingan antara Mikro Ergonomi dengan Makro Ergonomi
Karakteristik Ergonomi Makro Ergonomi
Tingkat bahasan Mikro Makro
Unit kerja Tugas, sub-tugas Divisi kerja
Tujuan Mengoptimalkan pekerja Mengoptimalkan sistem
kerja
Fokus Perincian Peninjauan secara luas
Alat Pengukuran Umumnya mengukur
secara fisik seperti : luas,
tenaga, luminasi, desibel,
waktu
Umumnya organisasional
dan mengukur
subejektivitas seperti
jumlah orang, rentang
kendali, perilaku dan
moral
Sejarah Penelitian 27-47 tahun 10-12 tahun
Sejarah Aplikasi 17-27 tahun 8-9 tahun
Aplikasi Keahlian Anatomi, psikologi,
psikologi persepsi, teknik
industri
Organisasi, psikologi
organisasi
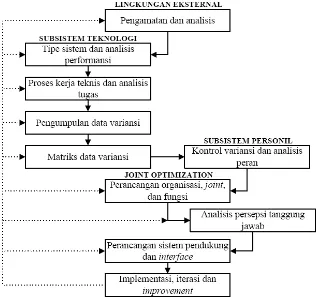
3.3. Macroergonomic Analysis And Design (MEAD)
MEAD merupakan suatu metode yang berkaitan dengan mendesain,
efektif dan efisien5.Tahapan pada Macroergonomic Analysis and Design dapat
[image:40.595.155.472.172.469.2]dilihat pada Gambar 3.1.
Gambar 3.1. Langkah-langkah MEAD
a. Pengamatan dan Analisis Lingkungan
Pada tahap ini, hal yang dilakukan adalah pengamatan pada sistem
keseluruhan, subsistem lingkungan, dan organisasi dari sistem tersebut. Untuk
menilai varian antara yang telah ditetapkan dan yang dipraktikan, diperlukan
identifikasi misi, visi, prinsip, dan kriteria target yang ditetapkan dalam sistem
tersebut.
5
Dalam mengamati sistem secara keseluruhan hal yang perlu dilakukan adalah
mengidentifikasikan tempat kerja dimana sistem berjalan dan prosesnya
termasuk batasan yang ada. Detail dari misi sistem ini dapat berupa input,
output, proses, supplier, customer, intenal control, dan mekanisme feedback.
Selain itu batasan yang dimaksud dapat berupa batasan throughput, territorial,
sosial, dan waktu. Dalam pengamatan lingkungan, organisasi dan major
stakeholder diperlukan identifikasi dan evaluasi ekspetasi organisasi, entitas
diluar batasan (external environmet), dan konflik yang ada.
b. Tipe Sistem dan Analisis Performansi
Performa dari sistem yang diamati di tahap sebelumnya dievaluasi pada tahap
ini. Key performance criteria yang berkaitan dengan tujuan organisasi dan
posisi teknikal diperinci pada tahap ini. Untuk mengukur performa dari sistem
yang berjalan, diperlukan data specific standarized performance criteria
untuk menentukan jenis pengukuran proses kerja.
Performa organisasi dapat diukur dan dinilai dengan menggunakan seven
performance criteria atau pengelompokan ukuran, yang terdiri dari efisiensi,
efektivitas, produktivitas, kualitas, quality of work life, inovasi dan profabilitas
atau budgetabilitas (Sink and Tuttle, 1989). Kriteria efisiensi berfokus pada
input atau utilisasi sumber daya. Efektivitas berfokus untuk melihat apakah
hal dilakukan sesuai tujuan. Produktivitas didefiniskan melalui output/input.
Inovasi berpacu pada perubahan kreatif pada proses atau produk sehingga
untuk profit, Sink and Tuttle (1989) memperkenalkan budgetabilitas atau
pengeluaran relatif pada budget untuk menggantikan kriteria profitabilitas.
c. Menentukan proses kerja teknis dan analisis tugas
Unit operasi adalah kelompok langkah-langkah yang membentuk suatu kerja
dan mengikat langkah lainnya dengan batasan teritorial, teknologi, dan
temporal. Unit operasi sering diidentifikasi dari perbedaan subproduk dan
biasanya membutuhkan tiga sampai lima belas pekerja. Selain itu, unit operasi
bisa diidentifikasi berdasarkan pembagian proses (Hendrick and Kleiner,
2002). Untuk tiap unit operasi atau departemen, dilakukan identifikasi
terhadap tujuan, input, transformasi, dan output. Aliran kerja dari proses
transformasi (mengkonversikan input menjadi output) dibuat dengan bentuk
flow chart, termasuk aliran material, workstation, dan batasan fisik atau
imajiner. Pada sistem linear, output dari satu langkah merupakan input dari
langkah selanjutnya. Pada sistem nonlinear, langkah-langkah dilakukan secara
paralael atau berulang-berulang. Dengan begitu, unit operasi akan
teridentifikasi. Selain itu, diidentifikasi pula fungsi dan subfungsi (contoh:
tugas) dari sistem tersebut.
d. Pengumpulan Data Varians
Pada tahap ini dianalisis data yang sudah diperoleh pada langkah-langkah
sebelumnya untuk mengidentifikasi kelemahan, penyimpangan ataupun
permasalahan lain yang dapat menyebabkan penurunan kinerja sistem kerja
ataupun mengidentifikasi hal-hal yang menyebabkan adanya gap antara
e. Membuat matriks variansi
Key variance adalah varian-varian yang secara signifikan mempengaruhi
kriteria performa dan saling berinteraksi dengan varian lainnya, sehingga
menghasilkan compound effect. Tujuan dari tahap ini adalah untuk
menampilkan interrelasi diantara varian-varian pada proses kerja sehingga
dapat ditentukan varian mana yang mempengaruhi varian lainnya.
Pada variance matrix, setiap kolom mewakili setiap varian. Sehingga setiap
sel mewakili hubungan dari dua varian. Sel yang kosong mengartikan bahawa
tidak ada hubungan antara kedua varian tersebut.
Varian dipertimbangkan sebagai “key” jika varian tersebut secara signifikan
mempengaruhi kuantitas produksi, kualitas produksi, biaya operasi (alat,
material mentah, overtime, dan lain-lain), biaya sosial (ketidakpuasan,
keamanan, dan lain-lain), atau bila varian tersebut memiliki hubungan dengan
varian lain (matriks).
f. Kontrol varians dan analisis peran
Tujuan dari tahap ini adalah untuk menemukan bagaimana varian yang ada
dapat dikendalikan dan apakah personel yang bertanggung jawab terhadap
pengendalian varian ini membutuhkan dukungan. Konten pada key variance
control table ini terdiri dari: unit operasi dimana varian akan dikendalikan dan
dikoreksi; siapa yang bertanggung jawab; aktivitas kendali apa yang sedang
dilakukan; interfaces, alat, atau teknologi apa yang dibutuhkan untuk
“Role” dari pekerja merupakan perilaku aktual dari seorang pekerja dalam
menjalankan suatu jabatan atau pekerjaan dalam hubungannya dengan orang
lain.
Pada role network, tanggung jawab sebuah peran dalam mengendalikan varian
diidentifikasi. Dengan mengidentifikasi suatu peran utama dalam sebuah
lingkungan, peran lainnya akan dapat diidentifikasi dan ditempatkan pada
suatu diagram yang berhubungan dengan peran utama. Panjang garis
penghubung pada diagram dapat bervariasi bergantung pada frekuensi dan
kepentingan dari hubungan atau interaksi antar peran, dimana garis yang lebih
pendek mewakili interaksi yang lebih dekat. Panah satu arah mengindikasi
komunikasi satu arah, sedangkan panah dengan dua arah mengindikasi
interaksi dua arah. Role network dibuat untuk mengidentifikasi tujuan dari
mengendalikan varians, adaptasi pada fluktuasi jangka pendek,
pengintegrasian aktivitas untuk mengatur konflik internal dan mendukung
interaksi yang mulus diantara pekerja dan tugas; pengembangan jangka
panjang pada pekerja dalam pengetahuan, keahlian dan motivasi.
g. Perancangan organisasi, joint dan fungsi
Dalam mengalokasikan fungsi dan tugas pada manusia dan mesin atau
komputer dapat dimulai dengan mengulas data pengamatan lingkungan untuk
memeriksa kendala pada lingkungan (Clegg et al, 1989). Dalam
mengembangkan kebutuhan dapat menggunakan empat kategori kriteria:
informal, performa); dan karakteristik fungsi (kritikal, tidak dapat diprediksi,
psikologis).
Pada perubahan teknikal, desain dengan mengutamakan manusia dibutuhkan
dalam membantu operator untuk mencegah atau mengontrol key variances,
berupa interface, sistem informasi, job aids, process control tools, teknologi
yang lebih fleksibel, perancangan ulang stasiun kerja dan sistem penanganan,
atau mekanisme terintegrasi. Selanjutnya dilakukan penentuan pengetahuan
atau keahlian yang dibutuhkan pada key variances dan isu yang nyata. Setelah
membuat key variance control table pada tahap sebelumnya, selanjutnya
perubahan sistem personel direkomendasikan untuk mencegah atau
mengendalikan key variances. Hal ini berujung pada penentuan pengetahuan
atau keahlian khusus yang didapatkan melalui pelatihan teknikal, formal
courses,workshop, atau pembelajaran jarak jauh.
h. Analisis persepsi dan tanggung jawab
Varians dapat diatur melalui pelatihan dan seleksi serta technological support.
Terdapat dua role network yang beroperasi: yang dibutuhkan dan yang
dipersepsikan. Semua varian diantara dua role network tersebut dapat
dikurangi melalui parcipatory ergonomics, pelatihan, komunikasi, interface
design, atau tool design.
i. Perancangan sistem pendukung dan interface
Pada tahap sebelumnya proses kerja telah dianalisis dan didesain bersama,
yang diberikan berdampak pada sistem produk sociotechnical; sifat varians;
sejauh mana varians dikendalikan; dan sejauh mana tugas harus
diperhitungkan dalam desain ulang peran beroperasi di unit subsistem
pendukung. Selain audit alokasi fungsi, interface antara subsistem harus
diperiksa dan didesain ulang pada saat ini. Lingkungan fisik internal dirancang
secara ergonomis untuk mendukung kesejahteraaan manusia, keamanan, dan
keefektivitasan. Untuk mengetahui apakah ada perubahan lingkungan dalam
bentuk fisik yang mendukung peningkatan dapat dilakukan dengan melakukan
penilaian pada analisis teknikal dan personel varian.
j. Implementasi, iterasi dan improvement
Tahap ini mengimplementasi perubahan proses kerja, perancangan interface,
dan alokasi fungsi.
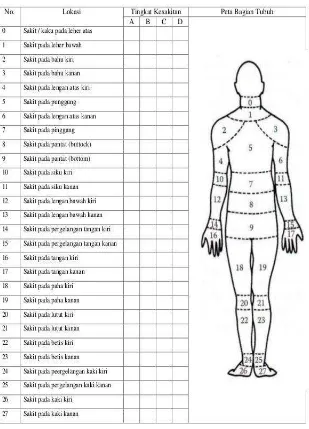
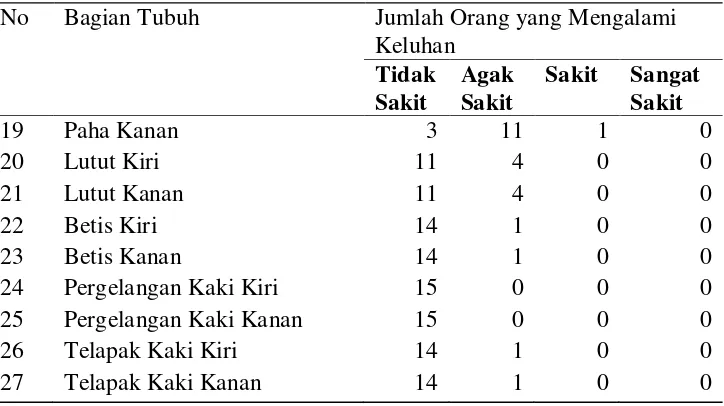
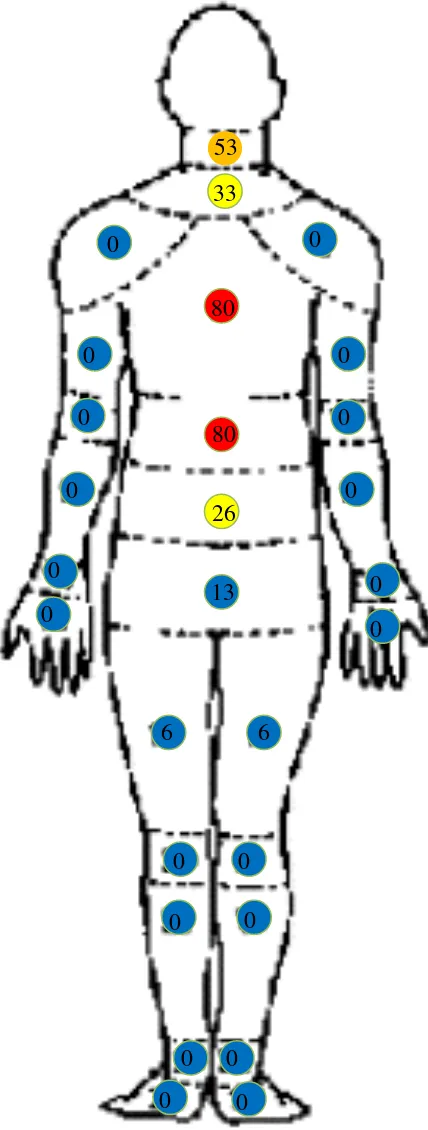
3.4. Standard Nordic Questionnaire (SNQ)
Melalui Standard Nordic Questionnaire seperti pada Gambar 3.3. dapat
diketahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan
mulai dari rasa tidak nyaman (agak sakit) sampai sangat sakit. Dengan melihat
dan menganalisis peta tubuh SNQ maka dapat diestimasi jenis dan tingkat keluhan
otot skeletal yang dirasakan oleh pekerja6.
6
Gambar 3.2. Standard Nordic Questionnaire
3.5. Metode Sampling
Sampling adalah metode pengumpulan data yang sangat populer karena
[image:47.595.160.469.154.583.2]Sampling ialah proses penarikan sampel melalui mekanisme tertentu
melalui mana karakteristik populasi dapat diketahui atau didekati. Secara garis
besar metode penarikan sampel dapat diklasifikasi atas dua bagian yaitu7:
1. Probability Sampling
2. Nonprobability Sampling
3.5.1. Probability Sampling
Dalam probability sampling, setiap elemen dari populasi diberi
kesempatan yang sama untuk ditarik menjadi anggota dari sampel
1. Simple Random Sampling
Simple random sampling yang sering juga disebut unrestricted probability
sampling, setiap elemen dari populasi mempunyai kesempatan atau peluang
yang sama untuk terpilih menjadi anggota sampel.
2. Systematic Sampling
Systematic sampling adalah suatu metode pengambilan sampel dari populasi
dengan cara menarik elemen setiap kelipatan ke n dari populasi tersebut mulai
dari urutan yang dipilih secara random diantara nomor 1 hingga n.
3. Stratified Random Sampling
Stratified random sampling menentukanstrata elemen dalam populasi menjadi
perhatian sehingga populasi dibagi sesuai dengan strata yang ada.
4. Cluster Sampling
7
Cluster sampling digunakan dengan multi stage, misalnya penelitian tentang
pola hidup pada nasabah bank di suatu propinsi dilakukan.
5. Area Sampling
Area sampling digunakan dengan pengambilan sampel berdasarkan perbedaan
lokasi geografis dari populasi.
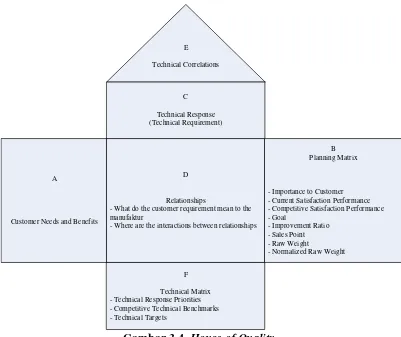
3.6. Quality Function Deployment
The House of Quality adalah suatu kerangka kerja atas pendekatan dalam
desain manajemen yang dikenal sebagai Quality Function Deployment (QFD)8
The House of Quality memperlihatkan struktur untuk mendesain dan
membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam
membangun HoQ adalah difokuskan kepada kebutuhan pelanggan, sehingga
proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan
oleh pelanggan daripada teknologi inovasi. Hal ini dimaksudkan untuk
mendapatkan informasi yang lebih penting dari pelanggan. Adapun komponen
penting dalam menyusun QFD-The House of Quality dapat dilihat pada Gambar
A
Customer Needs and Benefits
D
Relationships
- What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships
F
Technical Matrix - Technical Response Priorities - Competitive Technical Benchmarks - Technical Targets
B Planning Matrix
- Importance to Customer - Current Satisfaction Performance - Competitive Satisfaction Performance - Goal
- Improvement Ratio - Sales Point - Raw Weight
- Normalized Raw Weight C
Technical Response (Technical Requirement)
E
Technical Correlations
Gambar 3.4. House of Quality
Keterangan dari setiap bagiannya adalah sebagai berikut (Lou Cohen, 1995) :
1. Customer need and benefits
Customer need and benefit berisi daftar semua kebutuhan dan harapan
pelanggan yang biasanya ditentukan dengan penelitian secara kualitatif. Cara
mengetahui suara pelanggan dapat dilakukan dengan wawancara langsung
dengan pelanggan untuk mengetahui keinginan, harapan, keluhan, maupun
[image:50.595.113.514.110.447.2]2. Planning matrix
Planning matrix merupakan matriks perencanaan produk yang berisikan data
kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak
dicapai.
3. Technical response
Technical response merupakan parameter teknik yang memberikan gambaran
bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon
kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif
maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice
of developer).
4. Relationship
Relationship menunjukkan hubungan antara parameter teknik dengan
kebutuhan dan keinginan konsumen yang telah dimodelkan dalam QFD.
Hubungan tersebut diperoleh dari wawancara dengan produsen pembuat atau
perancang produk yang dapat bersifat kuat, moderat, dan lemah atau tidak
ada hubungannya.
5. Technical corelation
Technical corelation menggambarkan hubungan yang terjadi antar respon
teknis yang dapat dibedakan menjadi korelasi positif sangat kuat, positif
6. Technical matrix
Technical Matrix berisi informasi berupa prioritas dari aspek teknis produk
serta target teknis yang direncanakan berdasarkan competitive benchmark
untuk tujuan pengembangan kualitas produk.
Prosedur penggunaan matriks HoQ adalah9 :
a. Diidentifikasi keinginan responden (customer requirements).
Keinginan responden (Customer Requirements) dibuat ke dalam bentuk
atribut. Hal itu dilaksanakan dengan menyebarkan kuesioner terbuka
b. Diidentifikasi tingkat kepentingan(customer importance).
Tingkat kepentingan konsumen (customer importance) yang dibuat dalam
bentuk penilaian. Penilaian diperoleh dari modus hasil penyebaran kuesioner
tertutup.
c. Menentukan karakteristik teknis produk.
Karakteristik teknis produk diperoleh dari hasil wawancara dengan para ahli
yang mengerti dan memahami produk yang diteliti. Karakteristik teknis yang
digunakan pada umumnya bersifat kuantitatif.
d. Menetapkan hubungan antar karakteristik teknis
Hubungan antar karakteristik teknis dibuat dalam bentuk skala hubungan.
Tahapan ini digunakan untuk dianalisis apakah antara karakteristik teknis
tersebut terdapat hubungan yang positif (saling mempengaruhi) atau negatif
(saling bertolak belakang). Simbol-simbol yang digunakan untuk
V : tingkat hubungan positif kuat : 4
√ : tingkat hubungan positif sedang : 3
x : tingkat hubungan negatif sedang : 2
o : tingkat hubungan negatif kuat : 1
e. Menetapkan tingkat hubungan karakteristik teknis produk dengan keinginan
konsumen.
Tingkat hubungan karakteristik teknis dengan keinginan konsumen dibuat
dengan menggunakan relation matrix. Keterangan simbol-simbol yang
digunakan relation matrix untuk penilaian tingkat hubungan yakni :
Nilai 0 : Tidak ada hubungan sama sekali
Nilai 1 : Hubungan lemah
Nilai 3 : Hubungan sedang
Nilai 9 : Hubungan kuat
f. Menyusun matriks perencanaan (planning matrix).
Menyusun matriks perencanaan (planning matrix) berfungsi untuk
memperoleh informasi nilai kompetitif dari atribut kebutuhan responden yang
dibuat dalam bentuk titik jual (sales point). Titik jual adalah kontribusi suatu
customer requirement terhadap daya jual produk/jasa. Untuk penilaian
terhadap titik jual terdiri dari:
1 = Tidak jual Rendah
1.2 = Titik jual Menengah
Titik jual ditentukan dengan melakukan diskusi atau wawancara terhadap
orang yang ahli dalam bidang tersebut.
g. Perhitungan Bobot Kepentingan (Importance Weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap
suatu atribut proses perakitan yang dihitung dengan rumus:
Importance Weight = CIi x Rij
Keterangan: CI = Customer Importance
Rij = Hubungan antara CR dengan karakteristik teknis
h. Perhitungan bobot kepentingan relatif (relative weight)
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap
suatu atribut dihitung dengan rumus:
Relative Weight =
i. Membangun matriks house of quality (HoQ)
Matriks HoQ sering disebut dengan istilah rumah kendali mutu. Ukuran
kinerja dari HoQ diperoleh berdasarkan tiga aspek yaitu tingkat kesulitan,
tingkat kepentingan dan perkiraan biaya. Perhitungan ketiga aspek tersebut
dapat dilihat seperti di bawah ini:
1) Penentuan tingkat kesulitan
Tingkat kesulitan ditentukan dari hubungan karakteristik teknis.
Perhitungan dibuat dengan mengartikan semua bobot nilai hubungan
kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan
Company, 1995) h. 68-122
Importance Weight atribut ke-i
jumlah bobot tadi. Selanjutnya, tingkat kesulitan diberikan berdasarkan
rentang persentase yang diperoleh. Tingkat kesulitan dihitung dengan
rumusan :
Tingkat Kesulitan =
2) Penentuan derajat kepentingan
Nilai derajat kepentingan dihitung dengan menghitung terlebih dahulu
total bobot untuk masing-masing hubungan antara atribut produk dengan
karakteristik teknis. Selanjutnya, derajat kepentingan dihitung dengan
rumusan :
%
100
Atribut
dengan
Teknis
tik
Karakteris
Bobot
Total
Atribut
dengan
Teknis
tik
Karakteris
Tiap
Bobot
x
3) Perkiraan biaya
Dasar dalam penentuan nilai perkiraan biaya adalah faktor tingkat
kesulitan. Kedua variabel ini memiliki hubungan yakni : semakin sulit
suatu karakteristik teknik dibuat, akan semakin tinggi pula biaya yang
dibutuhkan. Perkiraan biaya dinyatakan dalam persentase dan dipengaruhi
berbagai pertimbangan dari si perancang sendiri. Perkiraan biaya dihitung
dengan rumusan :
Perkiraan biaya =
100
%
Kesulitan
Tingkat
Total
Atribut
Kesulitan
Tingkat
Derajat KepentinganBobot Tiap Karakteristik Teknis
3.7. Kuesioner
Kuesioner ialah suatu bentuk instrumen pengumpulan data dalam format
pertanyaan tertulis yang dilengkapi dengan kolom dimana responden akan
menuliskan jawaban atas pertanyaan yang diarahkan kepadanya.10
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang
terkait dengan cara penulisan pertanyaan (wording of quetions), cara pengukuran
yaitu mengkatagorikan, membuat skala dan mengkodekan (catagorized, scaled
and coded) jawaban dari responden dan kerapian (general appearance) kuesioner
tersebut.
3.7.1. Validitas Data
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian
antara data yang dikumpulkan dan data sebenarnya dalam sumber data. 11 Data yang valid akan diperoleh apabila instrumen pengumpulan data juga valid.
Beberapa literatur membedakan validitas instrumen atas dua tipe yaitu validitas
internal dan validitas eksternal. Validitas internal berkenaan dengan derajat
keakurasian rancangan penelitian. Rancangan penelitian yang baik termasuk
rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat
dan alat/instrumen pengumpulan data yang juga tepat. Validitas eksternal
berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan
diterapkan pada populasi dari mana data penelitian diambil.
10
Sukaria Sinulingga, Op Cit hal 178-179.
11
Salah satu cara yang umum yang digunakan untuk menguji validitas
instrumen ialah melalui analisis korelasi (correlational analysis). Analisis korelasi
dilakukan dengan menggunakan rumus Korelasi Product Moment yang
dikembangkan oleh Pearson, yaitu sebagai berikut :
Dimana, r = koefisien korelasi antara X dan Y
X = skor variabel independen X
Y = skor variabel independen Y
3.7.1.1. Intervalisasi Data
Angket yang digunakan dengan model skala likert memiliki opsi dari
favourable hingga unfavourable yang diwujudkan dengan opsi sangat setuju