PENERAPAN METODE
TAGUCHI ANALYSIS DAN METODE
FAILURE MODE AND EFFECT ANALYSIS (FMEA) DALAM
PERBAIKAN KUALITAS
CRUMB RUBBER
SIR 20
DI PT ASAHAN CRUMB RUBBER
DRAFT TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
YOLANDA PARAMUDITA L TOBING 1 2 0 4 2 3 0 1 2
P R O G R A M P E N D I D I K A N E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
Abstrak
Produksi crumb rubber yang dihasilkan PT. Asahan Crumb Rubber saat ini masih terdapat produk cacat yang melebihi standar perusahaan yaitu >10%. Untuk mereduksi jumlah cacat yang dihasilkan perlu dilakukan penelitian untuk meningkatkan kualitas dengan mengidentifikasi faktor penyebab kecacatan yang berpengaruh dengan menggunakan metode Taguchi dan metode FMEA. Identifikasi menggunakan cause and effect diagram menunjukkan cacat diakibatkan oleh lama penjemuran, waktu pencucian, lama pengeringan, suhu mesin dryer, keterampilan operator, bahan baku yang digunakan dan kelembaban. Eksperimen dengan metode Taguchi dilakukan dengan menggunakan empat faktor kontrol yaitu (lama penjemuran, waktu pencucian, lama pengeringan, dan suhu mesin dryer). Faktor dan nilai level faktor yang berpengaruh secara signifikan terhadap kualitas produk crumb rubber yaitu lama penjemuran 14 hari, waktu pencucian 12 menit, dan suhu mesin dryer 1350C. Hasil eksperimen konfirmasi menggunakan nilai level faktor yang berpengaruh secara signifikan tersebut menghasilkan produk cacat sebesar 9,28% nilai tersebut telah berada dibawah standar, untuk itu PT. Asahan Crumb Rubber diharapkan menerapkan nilai faktor sesuai hasil eksperimen taguchi untuk meningkatkan kualitas. Hasil analisis menggunakan metode FMEA didapat RPN terbesar 160 yaitu tidak adanya penetapan standar ketebalan blangket yang menyebabkan lama penjemuran tidak sesuai hari jemur yang ditetapkan,, maka perlu dilakukan kontrol dengan menetapkan ketebalan blangket agar hari jemur yang ditetapkan sesuai untuk dapat menghasilkan karet kering yang baik. Upaya penanggulangan yang dilakukan yaitu dengan memperbaiki SOP pada penjemuran.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
DRAFT TUGAS SARJANA ... iii
SERTIFIKAT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan dan Manfaat Penelitian ... I-5 1.4. Batasan Masalah dan Asumsi ... I-6 1.5. Sistematika Penulisan Tugas Sarjana ... I-7
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3. Lokasi Perusahaan ... II-2 2.4. Organisasi dan Mananjemen ... II-2 2.5. Tenaga Kerja dan Sistem Pengupahan ... II-5 2.5.1. Tenaga Kerja... II-5 2.5.2. Jam Kerja ... II-6 2.5.3. Sistem Pengupahan ... II-8 2.6. Proses Produksi ... II-9 2.6.1. Bahan yang Digunakan ... II-9 2.6.2. Uraian Proses Produksi ... II-11 2.7. Utilitas……… ... II-15 2.8. Safety and Fire Protection ... II-16 2.9. Pengolahan Limbah ... II-17
III TINJAUAN PUSTAKA
3.1. Pengendalian Kualitas ... III-1 3.2. Rekayasa Mutu ... III-1 3.3. Pengendalian Mutu Terpadu ... III-3 3.4. Teknik Sampling ... III-4 3.4.1.Probability Sampling ... III-6
BAB HALAMAN
3.4.1.1.Simple Random Sampling ... III-6 3.4.1.2.Systematic Sampling ... III-7 3.6.4. Stratified Random Sampling ... III-7 3.6.4. Cluster Sampling ... III-8 3.6.4. Area Sampling ... III-9 3.4.2. Nonprobability Sampling ... III-9 3.4.2.1. Convenience Sampling ... III-10 3.4.2.2. Purposive Sampling ... III-10 3.5. Desain Eksperimen ... III-11 3.6. Desain Eksperimen dengan Metode Taguchi ... III-14 3.6.1. Tahap Perencanaan Eksperimen ... III-16 3.6.2. Tahap Pelaksanaan Eksperimen ... III-23 3.6.3. Tahap Analisa... III-24 3.6.4.Interpretasi Hasil Eksperimen ... III-30 3.7. Failure Mode and Effect Analysis (FMEA) ... III-33
IV METODOLOGI PENELITIAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Instrument Penelitian ... IV-3 4.6. Pengumpulan Data ... IV-4 4.7. Metode Pengolahan Data ... IV-5 4.7.1. Metode Taguchi ... IV-5 4.6.2. Failure Mode And Effect Analysis (FMEA) ... IV-8 4.8. Analisis Data ... IV-12
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.6. Pemilihan Matriks Ortogonal ... V-7 5.2.7. Penempatan Kolom untuk Faktor dan Interaksi ke
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisia Hasil Penerapan Metode Taguchi... VI-1 6.2. Analisis Failure Mode and Effect Analysis (FMEA) ... V-3
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ……… ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Historis Kegagalan Produksi Crumb Rubber Bulan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.5. Perhitungan Derajat Kebebasan ... V-10 5.6. Pemilihan Orthogonal Array dengan Jumlah Derajat
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Asahan Crumb Rubber ... II-4 2.2. Diagram Proses Produksi Crumb Rubber PT. Asahan Crumb
Abstrak
Produksi crumb rubber yang dihasilkan PT. Asahan Crumb Rubber saat ini masih terdapat produk cacat yang melebihi standar perusahaan yaitu >10%. Untuk mereduksi jumlah cacat yang dihasilkan perlu dilakukan penelitian untuk meningkatkan kualitas dengan mengidentifikasi faktor penyebab kecacatan yang berpengaruh dengan menggunakan metode Taguchi dan metode FMEA. Identifikasi menggunakan cause and effect diagram menunjukkan cacat diakibatkan oleh lama penjemuran, waktu pencucian, lama pengeringan, suhu mesin dryer, keterampilan operator, bahan baku yang digunakan dan kelembaban. Eksperimen dengan metode Taguchi dilakukan dengan menggunakan empat faktor kontrol yaitu (lama penjemuran, waktu pencucian, lama pengeringan, dan suhu mesin dryer). Faktor dan nilai level faktor yang berpengaruh secara signifikan terhadap kualitas produk crumb rubber yaitu lama penjemuran 14 hari, waktu pencucian 12 menit, dan suhu mesin dryer 1350C. Hasil eksperimen konfirmasi menggunakan nilai level faktor yang berpengaruh secara signifikan tersebut menghasilkan produk cacat sebesar 9,28% nilai tersebut telah berada dibawah standar, untuk itu PT. Asahan Crumb Rubber diharapkan menerapkan nilai faktor sesuai hasil eksperimen taguchi untuk meningkatkan kualitas. Hasil analisis menggunakan metode FMEA didapat RPN terbesar 160 yaitu tidak adanya penetapan standar ketebalan blangket yang menyebabkan lama penjemuran tidak sesuai hari jemur yang ditetapkan,, maka perlu dilakukan kontrol dengan menetapkan ketebalan blangket agar hari jemur yang ditetapkan sesuai untuk dapat menghasilkan karet kering yang baik. Upaya penanggulangan yang dilakukan yaitu dengan memperbaiki SOP pada penjemuran.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pada era globalisasi saat ini perusahaan yang bergerak dalam bidang industri manufaktur harus mampu bertahan dalam persaingan yang semakin kompetitif khususnya dinegara-negara maju. Oleh karena itu setiap perusahaan masih terus melakukan evaluasi dan perbaikan secara terus menerus terhadap produknya untuk mampu menghasilkan produk dengan kualitas yang terbaik dan mempunyai daya tarik tersendiri terhadap konsumen sehingga dapat bertahan dalam dunia perindustrian.
Kualitas merupakan faktor yang menyebabkan suatu produk itu bernilai sesuai dengan manfaat produk tersebut diproduksi dan jika produk tersebut kualitasnya tidak sesuai dengan keinginan konsumen maka produk tersebut dapat menimbulkan kerugian bagi perusahaan dan dapat dikatakan sebagain produk cacat. Produk cacat merupakan permasalahan yang sangat penting dan harus segera diatasi karena kerugian yang ditimbulkan tidaklah sedikit. Produk cacat jika lolos kepada pelanggan dan kemudian menimbulkan kerugian, maka perusahaan harus mengganti kerugian yang dialami pelanggan dan hal ini menunjukkan bahwa produk cacat adalah sumber utama pemborosan.
proses peremahan. Crumb Rubber biasanya digunakan sebagai bahan dasar untuk pembuatan sol sepatu, sarung tangan, karet ban dan lainnya. Standar mutu produk yang ditetapkan oleh perusahaan yaitu crumb rubber yang bebas dari kotoran dan jumlah getah kuning. Tetapi dari hasil proses produksi setiap harinya adanya kotoran dan getah kuning pada crumb rubber yang dapat mempengaruhi kualitas produk tersebut sehingga produk tersebut harus disingkirkan dan dikatakan cacat karena tidak layak untuk dikemas sehingga membawa kerugian bagi perusahaan. Nilai toleransi yang ditetapkan perusahaan terhadap produk cacat yang dihasilkan yaitu sebesar 10%. Data historis kegagalan produksi pada bulan Oktober 2014 hingga Februari 2015 di PT. Asahan Crumb Rubber dapat dilihat opada Tabel 1.1.
Tabel 1.1. Data Historis Kegagalan Produksi Crumb Rubber Bulan Oktober
2014 hingga Februari 2015
Sumber: Arsip data PT. Asahan Crumb Rubber
terhadap faktor-faktor yang berpengaruh terhadap kecacatan produk crumb rubber.
Penelitian terhadap kualitas produk dapat dilakukan dengan menganalisis faktor-faktor yang mempengaruhi kualitas crumb rubber untuk melihat interaksi antar faktor tersebut dan menentukan kombinasi faktor dan level faktor agar mengurangi jumlah produk cacat dengan menggunakan metode taguchi. Metode FMEA (Failure Mode and Effect Analysis) juga dilakukan untuk menentukan faktor yang paling mempengaruhi kualitas crumb rubber tersebut dengan melihat potensi kegagalan yang paling besar dan menganalisis efeknya serta memberikan rekomendasi tindakan perbaikan yang dapat mengeleminasi kegagalan. Maka metode Taguchi, dan FMEA digunakan untuk menganalisis faktor dan interaksi yang mempengaruhi kualitas crumb rubber serta menentukan kombinasi faktor dan level faktor yang optimal serta penentuan kegiatan perbaikan prioritas yang dapat mengeleminasi crumb rubber yang cacat.
Penelitian terdahulu yang dilakukan oleh Adi Iswanto dari Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang berjudul
“Aplikasi Metode Taguchi Analysis dan Failure Mode and Effect Analysis
192, kendali yang diusulkan yaitu perusahaan harus menetapkan standar kualitas bahan baku sebagai pedoman bagi pekerja dalam menjalankan proses produksi1.
Penelitian juga dilakukan pada produk paving block oleh Muhaimin dari Jurusan Teknik Industri, Institut AKPRIND Yogyakarta yang berjudul “Analisis
Pengendalian Kualitas Produk dengan Penerapan Metode Taguchi dan 5s”.
Penelitian ini menggunakan metode taguchi untuk mencari komposisi bahan baku yang terbaik yang memberikan pengaruh paling signifikan dalam pembuatan paving blok dan dari hasil eksperimen yang dilakukan didapat persen kontribusi semen dan pasir sebesar 34%, faktor air sebesar 33% oleh karena itu komposisi yang baik digunakan yaitu semen 1 ember, pasir 12 ember dan air 5liter. dan dengan metode 5s perbaikan yang dilakukan untuk meminimalisasi pemborosan-pemborosan yang terjadi dilantai produksi yaitu dengan perbaikan kerja dilantai produksi dengan memperbaiki letak bahan baku dilantai produksi untuk meminimalisasi bahan baku, biaya, dan waktu, serta mempercepat kelancaran produksi2.
1.2. Perumusan Masalah
Berdasarkan latar belakang penelitian dapat dilihat bahwa persentase produk cacat yang dihasilkan melebihi nilai toleransi kecacatan yang ditetapkan perusahaan yaitu 10%. Adanya produk cacat yang dihasilkan merupakan masalah
1Iswanto, Adi. 2013, Aplikasi Metode Taguchi Analysis dan Failure Mode and Effect
Analysis (FMEA) untuk Perbaikan Kualitas Produk di PT. XYZ. Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara; Medan
2Muhaimin. 2013, Analisis Pengendalian Kualitas Produk dengan Penerapan Metode
kualitas yang harus diatasi perusahaan, untuki itu perlu diketahui upaya yang harus dilakukan untuk perbaikan kualitas agar terjadi penurunan jumlah persentase produk cacat.
1.3. Tujuan Penelitian dan Manfaat Penelitian
Tujuan umum dari penelitian ini yaitu untuk perbaikan kualitas produk crumb Rubber dengan mengidentifikasi faktor penyebab kecacatan yang berpengaruh terhadap kualitas produk menggunakan metode Taguchi dan memberikan usulan perbaikan proses produksi menggunakan metode FMEA (Failure Mode and Effect Analysis)
Tujuan khusus dilakukannya penelitian ini adalah sebagai berikut:
1. Mengidentifikasi dan menganalisis faktor yang berpengaruh secara signifikan terhadap kualitas produk.
2. Menentukan kombinasi faktor dan nilai level faktor untuk menurunkan produk cacat melalui peningkatan kualitas produk.
3. Memberikan rekomendasi usulan perbaikan proses produksi dengan menggunakan metode FMEA berdasarkan nilai RPN untuk meningkatkan kualitas produk.
Manfaat yang dapat diperoleh dari penelitian ini adalah: 1. Bagi Mahasiswa
2. Bagi Perusahaan
Hasil penelitian dapat dijadikan sebagai masukan bagi perusahaan untuk mengetahui nilai optimum untuk faktor proses dan penyebab nilai faktor proses tidak tercapai shingga dihasilkan produk cacat.
3. Bagi Departemen Teknik Industri
Sebagai tambahan referensi untuk memperkaya laporan penelitian Teknik Industri dan dapat digunakan sebagai acuan bagi penelitian selanjutnya.
1.4. Batasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini adalah:
1. Pengamatan yang dilakukan ialah terhadap kualitas crumb rubber yang diproduksi oleh PT. Asahan Crumb Rubber.
2. Proses produksi yang dijelaskan hanya proses produksi crumb rubber 3. Biaya-biaya yang dibutuhkan tidak dibahas selama proses penelitian.
4. Faktor-faktor yang digunakan adalah faktor-faktor yang dapat terukur dan disetujui oleh pihak manajemen pabrik.
5. Nilai yang diambil adalah nilai yang sudah digunakan di lantai produksi. 6. Faktor penyebab kecacatan diperoleh dari cause and effect diagram pada
metode kerja yang digunakan. 7. Percobaan dilakukan di pabrik.
Asumsi-asumsi yang digunakan dalam melakukan penelitian ini adalah: 1. Proses produksi yang berlangsung pada perusahaan dianggap berjalan sesuai
2. Faktor-faktor yang tidak terlibat dalam eksperimen dianggap tidak berpengaruh
3. Persen kesalahan dalam penelitian adalah 5% 4. Tingkat ketelitian adalah 95%
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan laporan bertujuan untuk mempermudah dalam menyusun dan mempelajari bagian-bagian dari seluruh rangkaian penelitian. Adapun sistematika penulisan laporan hasil penelitian ini adalah:
BAB I PENDAHULUAN
Pendahuluan berisi tentang latar belakang penelitian, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi penelitian, dan sistematika penulisan laporan tugas sarjana.
BAB II GAMBARAN UMUM PERUSAHAAN
Gambaran umum perusahaan berisi tentang sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan, organisasi dan manajemen, dan proses produksi.
BAB III LANDASAN TEORI
Landasan teori berisi tentang teori-teori pengendalian kualitas, pengolahan data dengan metode taguchi dan metode failure moide and effect analysis (FMEA)
Metodologi penelitian dilakukan menggunakan metode Taguchi dan FMEA dengan pengidentifikasian masalah yaitu besarnya jumlah produk crumb rubber yang cacat, perumusan masalah yaitu dengan menentukan faktor-faktor yang mempengaruhi proses produksi crumb rubber. Tujuannya adalah untuk perbaikan nilai variabel proses. Pengumpulan data baik data sekunder maupun data primer. Analisis hasil pengolahan dan kesimpulan hasil penelitian
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Data primer yaitu urutan proses produksi melalui observasi data hasil eksperimen di laboratorium yang diukur menggunakan instrument tertentu yang sesuai. Data sekunder yang diperoleh dari dokumentasi perusahaan yaitu standar nilai parameter proses, data historis hasil kegiatan pengendalian kualitas untuk parameter proses dan data produksi. Pengolahan data menggunakan metode taguchi untuk menganalisis faktor yang mempengaruhi kualitas dan mengidentifikasi faktor yang paling berpengaruh terhadap jumlah produk cacat menggunakan metode FMEA.
BAB VI ANALISIS PEMECAHAN MASALAH
member tindakan perbaikan yang efektif sebagai solusi pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Asahan Crumb Rubber merupakan perusahaan yang bergerak dibidang perkaretan yang mengolah bahan baku karet yang berasal dari petani karet yang diterima pabrik menjadi produk setengah jadi. PT. Asahan Crumb Rubber ini pada mulanya didirikan pada tahun 1954 dengan nama Naamlazo Vennotschap Techniche Handle Maatschappij En Bounwberijf (VIS EN CO) yang bergerak di bidang pengolahan karet menjadi bahan setengah jadi. Sejak diberlakukannya nasionalisasi terhadap perusahaan-perusahaan asing yang berada di Indonesia, VIS EN CO berubah menjadi Perusahaan Negara dengan nama PT. Asahan Crumb Rubber.
Perusahaan Negara (PN) Asahan Crumb Rubber mulai melakukan usaha pada tahun 1970 yang diawali dengan usaha perdagangan pengolahan bahan-bahan yang bisa merubah sifat fisik dari suatu bahan-bahan. Usaha perdagangan meliputi perdagangan bahan-bahan mentah dan pembelian bahan karet dari masyarakat seperti karet dari hasil masyarakat.
PT. Asahan Crumb Rubber sebagai industri yang juga sudah melewati segala ancaman maupun hal-hal buruk yang menimpa dan terjadi. Di Indonesia dengan pabrik-pabrik yang tersebar di seluruh pelosok nusantara, termasuk di Negara tetangga Malaysia, Singapura, Amerika PT. Asahan Crumb Rubber juga memproduksi berbagai produk karet lainnya, seperti karet cacahan, karet selendang, crumb rubber (bale) : SIR 10, SIR 20.
2.2. Ruang Lingkup Bidang Usaha
PT. Asahan Crumb Rubber memproduksi jenis produk dengan berbagai macam tipe dan variasi yang disesuaikan dengan keinginan konsumen.
2.3. Lokasi Perusahaan
Perusahaan pengolahan karet setengah jadi PT Asahan Crumb Rubber berlokasi di Jalan Sisimanga Raja Km 8 Timbang Deli Amplas-Medan Sumatera Utara dengan kantor pusat yang juga berada di lokasi pabrik. Hal ini dilakukan agar memudahkan aktivitas komunikasi didalam menunjang kelancaran usaha dan pencapaian tujuan perusahaan.
2.4. Organisasi dan Manajemen.
Struktur organisasi merupakan gambaran mengenai pembagian tugas serta tanggung jawab kepada individu maupun bagian tertentu dari organisasi. Struktur organisasi ini mempunyai peranan yang sangat penting dalam menentukan dan memperlancar jalannya roda perusahaan. Pendistribusian tugas-tugas, wewenang dan tanggung jawab serta hubungan satu sama lain dapat digambarkan pada struktur organisasi perusahaan, sehingga para pegawai dan karyawan akan mengetahui dengan jelas apa tugasnya dari mana ia mendapatkan perintah dan kepada siapa ia harus bertanggung jawab.
Gambar 2.1. Struktur Organisasi PT. Asahan Crumb Rubber
2.5. Tenaga Kerja dan Sistem Pengupahan
2.5.1.Tenaga Kerja
Jumlah tenaga kerja pada Pabrik PT. Asahan Crumb Rubber adalah sebanyak 286 orang, dengan perincian yang dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja di PT. Asahan Crumb Rubber
No Bagian Posisi/Jabatan Tenaga Kerja(Orang)
Tabel 2.1. Jumlah Tenaga Kerja di PT. Asahan Crumb Rubber (Lanjutan)
No Bagian Posisi/Jabatan Tenaga Kerja(Orang)
Administrasi 22
Sumber : PT. Asahan Crumb Rubber
2.5.2. Jam Kerja
Adapun pembagian shift pada PT. Asahan Crumb Rubber dapat dilihat pada Tabel 2.2.
Tabel 2.2. Pembagian Shift
Shift Senin Selasa Rabu Kamis Jumat Sabtu
P I I I I I I
M II II II II II II
Keterangan : P = Pagi M= Malam I = Shift I II = Shift II
Karyawan yang bekerja melebihi kerja normal atau kerja shift dihitung sebagai kerja lembur. Hari Minggu dan hari-hari besar lainnya merupakan hari libur bagi perusahaan.
Bagian keamanan (Satpam) dibagi menjadi 2 kelompok dengan anggota kelompok I berjumlah 2 orang untuk berjaga di gerbang depan dan 2 orang berjaga di area produksi, dan dilakukan pergantian setiap 4 jam.
Ketentuan jam kerja lembur pada PT. Asahan Crumb Rubber adalah kerja sifht I dan II adalah melebihi 8 jam sehari atau melebihi 40 jam dalam seminggu.
2.5.3. Sistem Pengupahan
Jumlah gaji yang diterima oleh pegawai tergantung dari gaji pokok dan tunjangan-tunjangan yang diperoleh dan yang ditentukan oleh perusahaan. Upah adalah pembayaran berupa uang yang diberikan kepada karyawan atas pekerjaan yang dilaksanakan. Upah untuk karyawan tetap maupun harian, besarnya didasarkan pada gaji pokok atau tarif upah per hari yang sesuai dengan ketentuan upah minimum yang telah ditetapkan oleh Departemen Tenaga Kerja.
Staff dan karyawan perusahaan digaji menurut gaji sesuai dengan jenjang organ yang telah diatur secara terperinci, yakni:
1. Tingkat eksekutif (Manager PBB) 2. Tingkat staff dan ahli manager PBB 3. Pegawai/karyawan tetap perusahaan 4. Pegawai/karyawan waktu tertentu
Fasilitas yang diberikan oleh PT. Asahan Crumb Rubber kepada tenaga kerja atau karyawannya adalah sebagai berikut :
1. Tunjangan Hari Raya (THR)
THR yang diberikan adalah tambahan satu bulan gaji bagi karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Dana Pensiun
Kepada seluruh staff dan karyawan diberikan dana pensiun (BPLK) dan asuransi untuk batas usia 55 tahun ke atas.
3. Cuti Karyawan
Badan Penyelenggara Jaminan Sosial (BPJS) Ketenagakerjaan adalah suatu bentuk asuransi yang dibuat oleh pemerintah untuk melindungi dan menyejahterakan pekerja. Program BPJS yaitu Jaminan Kecelakaan Kerja, Jaminan Hari Tua dan Jaminan Kematian.
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan
Bahan yang digunakan oleh PT Asahan Crumb Rubber dalam proses produksi untuk memproduksi karet cacahan, karet selendang dan crumb rubber (bale) terbagi atas bahan baku, bahan penolong dan juga bahan tambahan.
1. Bahan Baku
Bahan baku yang digunakan oleh PT. Asahan Crumb Rubber berasal dari perkebunan rakyat (afdeling) yang berupa karet kering (Sheet, Lumps, dan Bale) yang berada di wilayah Sumatera Utara. Karet yang dipergunakan adalah pohon karet yang tumbuh di perkebunan rakyat yang berada di daerah Langkat, Deli Serdang, Simalungun, Tapanuli Selatan dan Aceh, dan diambil oleh suplier yang memasoknya untuk perusahaan karet.
2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan yaitu:
b. Untuk membatasi antara lapisan getah bale pertama dan selanjutnya. c. Untuk mempacking getah untuk jenis SWRINKWRAPE.
2. Pallet besi yang digunakan untuk alas peralatan getah bale yang mana 1 pallet terdiri 36 bale.
3. Bahan Penolong
Bahan penolong adalah suatu bahan yang digunakan untuk memperlancar proses produksi dalam penyelesaian suatu produk tetapi tidak tampak di bagian akhir produk. Bahan penolong juga tidak mengurangi nilai tambah dari produk yang dihasilkan. Bahan penolong yang digunakan adalah air yang digunakan dalam proses pencucian karet cacahan dan diproses distasiun hammer mill dan juga dalam proses gilingan.
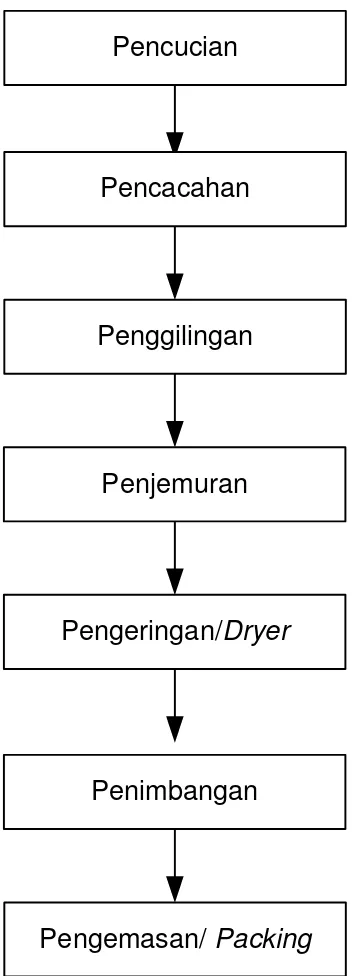
2.6.2. Uraian Proses
PT. Asahan Crumb Rubber memproduksi produk akhir berupa karet setengah jadi. Proses produksi pembuatan karet setengah jadi yang terdiri dari beberapa tahap proses yang harus dilalui yaitu:
1. Pencucian
Bahan baku yang telah diperoleh dari masyarakat berupa getah karet kering dimasukkan ke dalam bak pencucian terlebih dahulu untuk memisahkan kotoran ataupun sampah-sampah yang melekat pada getah karet tersebut. Pencucian bak dilakukan satu kali sehari.
2. Pencacahan
tersebut dialirkan ke bak sirkulasi I untuk dicuci dengan cara penyemprotan air yang deras dan sirkulasi keluar masuk air yang lancar. Dari bak sirkulasi I dimasukkan kedalam mesin breaker II untuk dicacah menjadi diameter yang lebih kecil. Kemudian hasil cacahan dari mesin breaker II dimasukkan ke dalam bak sirkulasi II untuk dicuci dengan cara penyemprotan air yang deras dan sirkulasi keluar masuk air yang lancar. Selanjutnya hasil cacahan getah tersebut dibawa ke mesin hammer mill menggunakan conveyor untuk dicacah menjadi cacahan-cacahan yang berdiameter lebih kecil lagi dan kemudian hasil cacahan dialirkan kembali kedalam bak sirkulasi III dan IV untuk memisahkan kotoran-kotoran yang menempel pada hasil akhir cacahan menjadi lebih bersih. 3. Penggilingan
alat penggulungan secara manual. Kemudian hasil gulungan ditimbang dengan menggunakan timbangan duduk dengan berat gulungan 16-17 kg .
4. Penjemuran
Melalui proses penggilingan hasil karet selendang kemudian dijemur selama 14 hari atau lebih untuk mendapatkan kualitas karet kering yang baik. Pada proses penjemuran ini dilakukan pemeriksaan tanggal pengiriman, jenis produksi SIR, type kemasan, costumer dan ukuran nomor lot oleh bagian quality control. Blangket yang telah dijemur selama 17 hari diturunkan/diangkat dari tempat penjemuran, dimana penurunan blangket berdasarkan instruksi mandor crumb dan diperiksa kebersihannya secara visual. Selanjutnya blangket yang sudah diturunkan dipotong kembali sesuai standar lalu dimasukkan ke dalam bak cutter untuk dicuci agar bersih dari kotoran-kotoran yang menempel pada blangket tersebut.
5. Pengeringan/Dryer
Blangket yang sudah dipotong dan dicuci kemudian disusun dalam continer box untuk dimasak/dikeringkan di dalam dryer sampai kering. Bale yang sudah kering di dalam dryer dibongkar lalu diletakkan di atas meja bongkar. Lalu bale diperiksa kualitasnya secara visual.
6. Penimbangan
Bale ditimbang seberat @ 35 ± 0,05Kg. Kemudian dipress untuk membentuk bandala(balok). Lalu bandala ditimbang dan diperiksa kerataan permukaannya dengan permukaan atas kemasan oleh operator finishgood.
Proses selanjutnya yaitu mengemas crumb yang dilakukan oleh operator packing. Dimana selama proses pengemasan juga diperhatikan/diperiksa kerapiannya. Selanjutnya crumb yang sudah dikemas disusun pada pallet sesuai dengan customer di gudang penyimpanan sebelum dikirim ke para customer.
Pencucian
Pengemasan/
Packing
Pengeringan/
Dryer
Penimbangan
Penjemuran
Penggilingan
Pencacahan
Gambar 2.2. Diagram Proses Produksi Crumb Rubber PT. Asahan Crumb
2.7. Utilitas
Sistem utilitas yang PT. Asahan Crumb Rubber untuk membantu didalam proses produksi dapat berjalan lancer dapat dirincikan sebagai berikut : 1. Listrik
Perusahaan menggunakan tenaga listrik dari PT. Perusahaan Listrik Negara (PLN) untuk menjalankan mesin-mesin dan peralatan produksi dan generator dengan merek cumming singapore dengan daya 1029kVa.
2. Air (H2O)
Air yang digunakan perusahaan berasal dari PDAM. Air tersebut digunakan untuk membantu proses produksi dalam pengolahan mulai dari pencucian bahan baku dan sebagai media transportasi untuk pengolahan bahan pada setiap mesin produksi. Air juga digunakan sebagai bahan pendingin dan pencuci mesin dalam masa perawatan mesin.
3. Laboratorium
Laboratorium merupakan tempat yang penting untuk digunakan dalam menganalisa mutu produk yang dihasilkan. Hasil analisa dari laboratorium sangat berpengaruh dalam produksi karena dari hasil analisa yang dilakukan dapat diketahui mutu produk sudah sesuai dengan yang diharapkan.
4. Bengkel
2.8. Safety and F ire Protection
PT. Asahan Crumb Rubber sangat mengutamakan keselamatan pekerja. PT. Asahan Crumb Rubber tidak hanya memberikan jaminan jamsostek dan jaminan pemeriksaan berkala tetapi juga memberikan perlindungan saat pekerja ada di pabrik dengan memberi peralatan pelindung seperti masker, penutup kepala, sepatu boots, sarung tangan, dan baju pelindung. Kegiatan keamanan dilaksanakan oleh satpam yang bekerja secara bergantian yakni petugas keamanan dibagi atas 3 shift dalam waktu 24 jam.
Hasil pengamatan diperoleh bahwa potensi bahaya yang ada di lingkungan kerja berhubungan dengan gangguan terhadap kebisingan (noise) yang terdapat di area kerja PT. Asahan Crumb Rubber sebenarnya telah memiliki kebijakan dalam hal Safety terhadap bahaya, tetapi pelaksanaannya belum maksimal karena para pekerja belum seluruhnya yang memenuhi kebijakan yang telah dibuat. Kemudian terjadinya potensi kebisingan adalah dibagian power house dan sebagian besar berasal dari mesin-mesin yang terdapat pada departemen produksi. Kesadaran para pekerja akan pentingnya kebijakan yang dibuat masih sangat rendah. Sama halnya dengan sistem manajemen yang belum maksimal dan mensosialisasikan pentingnya kebijakan yang telah dibuat.
2.9. Pengolahan Limbah
BAB III
LANDASAN TEORI
3.1. Pengendalian Kualitas3
Pengendalian kualitas merupakan suatu sistem verifikasi dan penjagaan/ perawatan dari suatu tingkat kualitas produk atau proses yang dikehendaki dengan perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus menerus serta tindakan korektif bilamana diperlukan. Jadi, pengendalian kualitas tidak hanya kegiatan inspeksi ataupun menentukan apakah produk itu baik (accept) atau jelek (reject).
Pengendalian kualitas dilakukan mulai dari proses input informasi/bahan baku dari pihak marketing dan purchasing hingga bahan baku tersebut masuk ke pabrik dan bahan baku itu diolah di pabrik yang akhirnya dikirim ke pelanggan. Bahkan pengendalian kualitas juga dilakukan setelah adanya purna jual. Untuk memenuhi semua kebutuhan ini tentunya perlu adanya berbagai macam tool yang mampu merepresentasikan data yang dibutuhkan dan menganalisis data tersebut hingga didapat suatu kesimpulan.
3
3.2. Rekayasa Mutu4
Pangsa pasar dan tingkat profitabilitas adalah dua determinan pokok dari keberhasilan setiap perusahaan dalam menjalankan misinya di dunia bisnis. Perusahaan yang mampu memelihara pangsa pasar dan profitabilitas yang tinggi merupakan kekuatan perusahaan tersebut dalam membangun daya saing. Faktor-faktor yang sangat menentukan daya saing ialah waktu ancang-ancang, unit biaya dan mutu produk. Oleh karena itu, upaya perbaikan mutu telah mendapat perhatian semakin serius. Salah satu pendekatan yang efektif dalam perbaikan mutu produk adalah pembangunan mutu ke dalam proses dan produk secara tepat pada setiap tahapan desain produk dan proses nya.
Kualitas menurut taguchi adalah untuk menghasilkan produk dan jasa yang dapat memenuhi kebutuhan dan harapan konsumen berkaitan dengan umur produk atau jasa. Rekayasa kualitas dapat diartikan sebagai proses pengukuran yang dilakukan selama perancangan produk atau proses. Kerangka dasar dari rekayasa kualitas merupakan suatu hubungan antara dua disiplin ilmu yaitu teknik perancangan dan manufaktur, dimana mencakup seluruh aktifitas pengendalian kualitas dalam setiap fase dari penelitian dan pengembangan produk, perancangan proses, perancangan produksi, dan kepuasan konsumen.5
Target metodologi rekayasa kualitas adalah untuk mencapai seluruh target dari perbaikan terus-menerus, penemuan yang dipercepat, penyelesaian masalah
4
Sinulingga, Sukaria, Pengantar Teknik Industri ( medan, USU Press ) hal 347-348
5 Soejanto, irwan.Desain Eksperimen dengan Metode Taguchi ( Yogyakarta, Graha ilmu,
dengan cepat, dan efektifitas biaya dalam meningkatkan kualitas produk. Metodologi rekayasa kualitas dapat dibedakan menjadi dua bagian, yaitu rekayasa kualitas secara off-line dan rekayasa kualitas secara on-line. 6
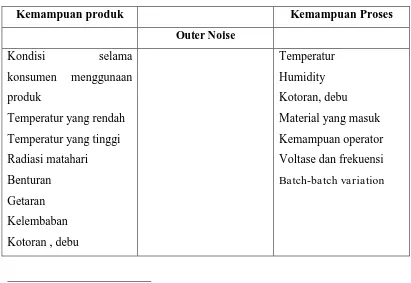
Faktor-faktor yang menyebabkan variasi pada produk, fungsi disebut sebagai faktor eror atau noise. Terdapat tiga tipe faktor noise yaitu:
1. Externalnoise
Variable pada lingkungan atau kondisi yang mengganggu fungsi produk. Temperatur, kelembapan, debu, dan kemampuan manusia yang berbeda-beda adalah contoh externalnoise.
2. Deteriorator noise atau internalnoise.
Perubahan yang terjadi ketika sebuah produk menurun kuallitasnya selama masa penyimpanan atau selama masa penggunaan, jadi produk tidak lagi mencapai fungsi yang ditargetkan.
3. Variationalnoise atau unit-to-unitnoise
Perbedaan antara produk individual yang diproduksi pada spesifikasi yang sama.
Untuk mengatasi masalah variasi desain dan produksi, departemen rekayasa menggunakan metode off-line dan departemen produksi menggunakan pengendalian kualitas secara on-line.
6 Taguchi, Genichi. Introduction to Quality Engineering ( Tokyo, Asian Productifity
3.3. Pengendalian Mutu Terpadu7
Pengendalian terpadu terhadap mutu (total control of quality) seperti dijelaskan oleh namanya ialah keterpaduan kegiatan dalam pengendalian mutu. Pengendalian terpadu berkenaan dengan keterpaduan semua kegiatan yang mempengaruhi tingkat kualitas yang diinginkan, sedangkan mutu terpadu adalah keterpaduan semua faktor yang masuk dalam dimensi kualitas misalnya faktor ukuran, warna, berat, daya tahan, kelenturan, dan lain-lain dalam proses pengendalian (control of total quality).
Seperti telah dijelaskan sebelumnya, yang dimaksud dengan mutu terpadu ialah semua keinginan dan harapan pelanggan terhadap kinerja produk yang diterimanya tercermin dalam keempat indikator di atas. Berikut ini akan diuraikan secara garis besar hal-hal pokok tentang pengendalian mutu terpadu disertai contoh dalam implementasi di sektor manufaktur. Pada prinsipnya tidak ada perbedaan mendasar tentang implementasi pengendalian mutu terpadau pada sektor manufaktur dan jasa karena walaupun tidak identik tetapi langkah-langkahnya tidak berbeda (Kelada, J.N, 1997). Sistem pengendalian mutu terpadu sebagai bagian dari proses manajemen pada dasarnya memberikan jawaban yang akurat terhadap what, who, how, where, when, dan how many.
7
3.4. Teknik Sampling8
Populasi ialah keseluruhan anggota atau kelompok yang membentuk objek yang dikenakan investigasi oleh peneliti. Elemen adalah setiap anggota dari populasi. Dengan kata lain, seluruh elemen yang membentuk satu kesatuan karakteristik adalah populasi dan setiap unit dari populasi tersebut adalah elemen dari populasi. Sampel adalah sebuah subset dari populasi. Sebuah subset terdiri dari sejumlah elemen dari populasi yang ditarik sebagai sampel melalui mekanisme tertentu dengan tujuan tertentu. Elemen yang ditarik dari populasi disebut sebagai sebuah sampel apabila karakteristik yang dimiliki oleh gabungan seluruh elemen-elemen yang ditarik tersebut merepresentasikan karakteristik dari populasi.
Sampling ialah proses penarikan sampel dari populasi melalui mekanisme tertentu melalui makna karakteristik populasi dapat diketahui atau didekati. Kata mekanisme tertentu mengandung makna bahwa baik jumlah elemen yang ditarik maupun cara penarikan harus mengikuti atau memenuhi aturan tertentu agar sampel yang diperoleh mampu merepresentasikan karakteristik populasi dari mana sampel tersebut diambil atau ditarik. Sampling adalah metode pengumpulan data yang sangat populer karena manfaatnya yang demikian besar dalam penghematan sumber daya waktu dan biaya dalam kegiatan pengumpulan data. Sampling sering dilawankan dengan sensus yaitu suatu pengumpulan data secara menyeluruh yaitu seluruh sumber data ditelusuri dan setiap elemen data yang dibutuhkan diambil.
8
Secara garis besar metode penarikan sampel dapat diklasifikasi atas dua bagian yaitu probability sampling (penarikan sampel yang terkait dengan faktor probabilitas) dan non-probability sampling (penarikan sampel yang tidak terkait dengan faktor probabilitas). Perbedaan prinsipil dari dua tipe sampling ini selain dalam hal teknis/mekanisme pelaksanaan, juga dari sasaran pokok yaitu probability sampling lebih melihat kemungkinan area baru untuk diteliti sedangkan non-probablility sampling lebih ditekankan pada eksplorasi dan kelayakan penerapan suatu ide.
3.4.1. Probability Sampling
Dalam probability sampling, setiap elemen dari populasi diberi kesempatan untuk ditarik menjadi anggota dari sampel. Rancangan atau metode probabilitysampling ini digunakan apabila faktor keterwakilan (represntiveness) oleh sampel terhadap populasi sangat dibutuhkan dalam penelitian antara lain agar hasil penelitian dapat digeneralisasi secara lebih luas. Probabilitysampling terdiri dari simple random sampling, systematic sampling, stratified random sampling, cluster sampling, dan area sampling. Pemilihan atas lima metode penarikan sampel tergantung pada banyak faktor, antara lain yang utama ialah luasnya cakupan generalisasi yang diinginkan, ketersediaan waktu, maksud dan tujuan penelitian (tipe masalah yang ingin dicari jawabannya).
Dalam simple random sampling yang sering juga disebut unrestricted probability sampling, setiap elemen dari populasi mempunyai kesempatan atau peluang yang sama untuk terpilih menjadi anggota sampel. Dikatakan tidak terbatas (unrestricted) karena semua elemen diperlakukan sama dalam arti semuanya mempunyai kesempatan terpilih yang sama walaupun karakteristik masing-masing mungkin tidak sama. Cara penarikan sampel berdasarkan simple random sampling memiliki bias yang relatif kecil dan memberikan kemampuan generalisasi yang tinggi. Namun, penggunaan metode ini terbatas pada kondisi populasi yang memiliki elemen dengan karakteristik atau property yang tidak berfluktuasi besar. Simple random sampling mensyaratkan bahwa elemen populasi haruslah relatif homogen, jika terdapat strata antara elemen maka metode simplerandomsampling tidak tepat untuk digunakan.
3.4.1.2.Systematic Sampling
Systematic sampling adalah suatu metode pengambilan sampel dari populasi dengan cara menarik elemen setiap kelipatan ke n dari populasi tersebut mulai dari urutan yang dipilih secara random diantara nomor 1 hingga n. Seperti halnya simple random sampling, systematic sampling juga mempunyai keterbatasan jika digunakan secara luas karena metode ini tetap mensyaratkan homogenitas elemen populasi walaupun tidak sekeras yang dipersyaratkan metode simplerandomsampling.
sejenisnya. Sementara proses berjalan, bahan dan produk mengalir secara kontinu, sampel perlu diambil secara periodik dalam selang waktu tertentu. Misalnya proses berlangsung 24 jam sehari dan dalam sehari diperlukan pemeriksaan sebanyak 48 sampel, maka penarikan sampel silakukan setiap stengah jam.
3.4.1.3.Stratified Random Sampling
Penarikan sampel menurut metode stratified random sampling merupakan perluasan sekaligus mengatasi kelemahan dari metode simple random sampling. Pada metode stratified random sampling, strata elemen dalam populasi mendapat perhatian sehingga populasi dibagi sesuai dengan strata yang ada. Beberapa contoh strata yang dimaksud antara lain ialah strata dalam pendapatan, pendidikan, jabatan, usia, status, dan lain-lain. Stratified random sampling sesuai dengan sebutannya berkenaan dengan proses stratifikasi populasi dan penarikan sampel dari setiap strata dilakukan dengan metode simple random sampling. Keunggulan dari metode stratified random sampling ini ialah kemampuannya menghasilkan informasi yang dibutuhkan menurut stratanya.
Tergantung pada besarnya jumlah elemen dalam masing-masing strata, stratified random sampling dapat dilakukan secara proporsional (proportionate random sampling) ataupun secara tidak proporsional (disproportionate random sampling). Pada metode proportionate random sampling, proporsi elemen dalam sampel sebanding dengan proporsi besar strata dalam populasi.
besar strata lainnya atau juga dalam strata tertentu masih ditemukan variabilitas yang cukup besar.
3.4.1.4.Cluster Sampling
Dalam banyak kejadian, populasi berada dalam keadaan seperti terkotak-kotak dimana masing-masing terkotak-kotak menunjukkan karakteristik yang berbeda. Prosedur penarikan sampel dengan metode cluster sampling terdiri dari dua tahap. Tahap pertama, pemilihan cluster dilakukan secara random. Tahap kedua, terhadap setiap cluster yang terpilih dilakukan penarikan elemen untuk menjadi anggota sampel. Metode cluster sampling ini sangat efisien dari segi waktu dan pembiayaan tetapi mengandung bias yang lebih besar dibanding dengan metode lain dan hasilnya juga sangat sulit digeneralisasi.
Dalam prakteknya, cluster sampling sering dilakukan dengan multi stage (multistage cluster sampling). Misalnya, penelitian tentang pola hidup para nasabah di suatu provinsi dilakukan. Jumlah perusahaan perbankan yang beroperasi di provinsi tersebut demikian banyak sehingga perlu dipilih secara random perusahaan bank apa saja yang akan diteliti.
3.4.1.5.Area Sampling
investigasi dan pada area terpilih dilakukan pengambilan sampel dengan menggunakan salah satu metode simple random sampling, systematic sampling, atau stratified randomsampling, sesuai dengan kondisinya. Dalam area sampling dapat dilakukan multi-sta ge sampling kalau diperlukan.
3.4.2. Nonprobability Sampling
Berbeda halnya dengan probability sampling, pada non-probability sampling, setiap elemen populasi yang akan ditarik menjadi anggota sampel tidak berdasarkan probabilitas yang melekat pada setiap elemen tetapi berdasarkan karakteristik khusus masing-masing elemen. Hal ini mengindikasikan bahwa temuan-temuan dari analisis terhadap sampel terpilih tidak dimaksudkan untuk digeneralisasi tetapi untuk mendapatkan informasi awal yang cepat dengan cara yang murah. Dalam banyak kejadian non-probability sampling sering merupakan metode yang terpaksa dilakukan karena kondisi tertentu metode lain tidak mungkin digunakan. Beberapa model dari metode sampling yang non-probabilistik ini adalah convenience sampling dan purposive sampling.
3.4.2.1.Convenience Sampling
produk-produk tersebut ke pasar dan menawarkan kepada siapa saja yang bersedia mencicipi dan memberikan informasi tentang mutu produk tersebut menurut penilaian masing-masing.
3.4.2.2. Purposive Sampling
Purposive sampling adalah metode sampling non-probability yang menggunakan orang-orang tertentu sebagai sumber data/informasi. Orang-orang tertentu yang dimaksud di sini adalah individu atau kelompok yang karena pengetahuan, pengalaman, jabatan, dan lain-lain yang dimilkinya menjadikan individu atau kelompok tersebut perlu dijadikan sumber informasi. Individu atau kelompok khusus ini langsung dicatat namanya sebagai responden tapa melalui proses seleksi secara random. Biasanya jumlah responden dalam purposive sampling sangat terbatas. Purposive sampling dapat dibedakan dalam dua bentuk yaitu judgement sampling dan quota sampling.
Judgement sampling adalah suatu tipe pertama purposivesampling dimana responden terlebih dahulu dipilih berdasarkan pertimbangan tertentu karena kemampuannya atau kelebihannya diantara orang-orang lain dalam memberikan data dan informasi yang bersifat khusus yang dibutuhkan peneliti.
3.5. Desain Eksperimen9
Desain eksperimen, yaitu suatu rancangan percobaan (dengan tiap langkah tindakan yang betul-betul terdefenisikan) sedemikian sehingga informasi yang berhubungan dengan atau diperlukan untuk persoalan yang sedang diselidiki dapat dikumpulkan sebanyak-banyaknya. Desain eksperimen perlu dimengerti prinsip-prinsip dasar yang lazim digunakan dan dikenal yaitu: replikasi, randomisasi atau pengacakan dan kontrol lokal. Sebelum memberikan penjelasan ketiga prinsip dasar diatas, terlebih dahulu akan dijelaskan pengertian tentang perlakuan, kekeliruan eksperimen dan unit eksperimen.
1. Perlakuan
Perlakuan adalah sekumpulan daripada kondisi-kondisi eksperimen yang akan digunakan terhadap unit eksperimen dalam ruang lingkup desain yang dipilih. Perlakuan ini bisa berbentuk tunggal atau terjadi dalam bentuk kombinasi.
2. Unit eksperimen
Unit terhadap perlakuan tunggal (yang mungkin merupakan gabungan beberapa faktor) dikenakan dalam sebuah replikasi eksperimen dasar.
3. Kekeliruan eksperimen
Kekeliruan eksperimen menyatakan kegagalan daripada dua unit eksperimen identik yang dikenai perlakuan untuk memberikan hasil yang sama. Ini bisa terjadi karena, misalnya kekeliruan waktu menjalankan eksperimen, variasi antara unit eksperimen dan pengaruh gabungan dari semua faktor tambahan
yang mempengaruhi karakteristik yang sedang dipelajari. Prinsip dasar yang digunakan dan dikenal yaitu:
1. Replikasi
Replikasi diartikan dengan pengulangan dari eksperimen dasar. Replikasi diperlukan karena dapat:
a. Memberikan taksiran kekeliruan eksperimen yang dapat dipakai untuk menentukan panjang interval konfidensi atau dapat digunakan sebagai satuan dasar pengukuran untuk penetapan taraf signifikansi daripada perbedaan-perbedaan yang diamati.
b. Menghasilkan taksiran yang lebih akurat untuk kekeliruan eksperimen. c. Memungkinkan kita untuk memperoleh taksiran yang lebih baik mengenai
efek rata-rata daripada suatu faktor 2. Pengacakan atau Randomisasi
kekeliruan sekecil-kecilnya, pengacakan juga merupakan suatu cara untuk
”menghilangkan” bias.
3. Kontrol lokal
Kontrol lokal merupakan sebagian daripada keseluruhan prinsip desain yang harus dilaksanakan. Biasanya merupakan langkah-langkah atau usaha-usaha yang berbentuk penyeimbangan, pengkotakan atau pemblokan dan pengelompokan daripada unit-unit eksperimen yang digunakan dalam desain. Jika replikasi dan pengacakan pada dasarnya akan memungkinkan berlakunya uji signifikansi, maka kontrol lokal menyebabkan desain lebih efisien, yaitu menghasilkan prosedur pengujian dengan kuasa yang lebih tinggi.
3.6. Desain Eksperimen Dengan Metode Taguchi10
Metode taguchi merupakan suatu metodologi dalam bidang teknik yang bertujuan untuk memperbaiki kualitas produk dan proses dalam waktu yang bersamaan menekan biaya dan sumber daya seminimal mungkin. Metode taguchi
berupaya mencapai sasaran itu dengan menjadikan produk atau proses “tidak sensitif” terhadap berbagai faktor misalnya material, perlengkapan manufaktur,
tenaga kerja manusia, dan kondisi-kondisi operasional. Metode taguchi menjadikan produk atau proses bersifat kokoh (robust) terhadap faktor gangguan (noise), karenanya metode ini disebut juga sebagai perancangan kokoh (robust design). Suatu rancangan dianggap kokoh (robust design) apabila spesifikasi
(kemampuan) produk menjadi tidak sensitif terhadap lingkungan dan faktor lainnya yang tidak mampu atau tidak ingin dikontrol oleh konsumen.11
Insinyur terkadang menggunakan eksperimen untuk memeriksa faktor-faktor yang berpengaruh secara signifikan untuk mendapatkan faktor-faktor kunci. Eksperimen merupkan alat untuk mengidentifikasi faktor input yang memberikan pengaruh terbesar pada proses (the vital few from the trivial many). Metode eksperimen taguchi dapat digunakan untuk mengoptimalkan dan menemukan setingan dari faktor vital tersebut.
Faktor-faktor yang mempengaruhi kemampuan produk dan proses dapat dilihat pada Tabel 3.1.
Tabel 3.1. Faktor yang Mempengaruhi Kemampuan Produk dan Proses
Kemampuan produk Kemampuan Proses
11 Bagchi. P,Tapan .Taguchi Method Explained Practical Steps to Robust Design ( New
Inner noise
Sumber : Bagchi.P.Tapan. Taguchi Methid explained Practical Steps to Robust Design
3.6.1. Tahap Perencanaan Eksperimen
Perencanaan eksperimen merupakan tahap perumusan masalah, penetapan tujuan eksperimen, penentuan variabel tak bebas, identifikasi faktor-faktor (variabel bebas), pemisahan faktor kontrol dan faktor gangguan, penentuan jumlah level dan nilai level faktor, letak dalam kolom interaksi, perhitungan derajad kebebasan, dan pemilihan matriks ortogonal.
1. Langkah pertama adalah merumuskan/mendefenisikan masalah atau fokus yang akan diselidiki dalam eksperimen.
akibat pada masalah yang kita amati.
3. Dalam merencanakan suatu eksperimen harus dipilih dan ditentukan dengan jelas variabel tak bebas mana yang akan diselidiki.
Dalam eksperimen taguchi variabel tak bebas adalah karakteristik kualitas yang terdiri dari tiga ketegori, yaitu karakteristik yang dapat diukur contohnya temperatur, berat, tekanan, dan lain-lain. Karakteristik atribut contohnya retak, jelek, baik, dan lain-lain. Karakteristik dinamik merupakan fungsi representasi dari proses yang diamati. Proses yang diamati digambarkan sebagai signal dan output digambarkan sebagai hasil dari signal. Sebagai contoh adalah sistem transmisi otomatis dengan input putaran mesin dan output adalah perubahan getar.
4. Identifikasi Variabel bebas (faktor) adalah variabel yang perubahannya tidak tergantung pada variabel lain. Pada tahap ini akan dipilih faktor mana saja yang akan diselidiki pengaruhya terhadap variabel tak bebas yang bersangkutan. Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang diteliti adalah brainstorming,flowchart dan diagram sebab-akibat. Diagram sebab akibat merupakan metode yang paling sering digunakan untuk mengidentifikasi penyebab-penyebab (faktor-faktor) potensial.
tinggi.
6. Pemilihan jumlah level penting artinya untuk ketelitian hasil eksperimen dan ongkos pelaksanaan eksperimen. Makin banyak level yang diteliti maka hasil eksperimen akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan ongkos eksperimen.
7. Perhitungan derajad kebebasan
Penghitungan derajad kebebasan dilakukan untuk menghitung jumlah minimum eksperimen yang harus dilakukan untuk menyelidiki faktor yang diamati. Bentuk umum persamaan umum dari derajad kebebasan matrik ortogonal (Ortognal Array), (Voa), dalam menentukan jumlah eksperimen yang akan diamati adalah sebagai berikut:
Voa = banyaknya eksperimen – 1 Dimana:
Voa = Derajad kebebasan matrik ortogonal
Derajat kebebasan faktor dan level (Vlf) untuk menghitung jumlah level yang harus diuji atau diadakan pengamatan pada sebuah faktor, bentuk persamaanya adalah sebagai berikut:
Vlf = banyaknya eksperimen – 1 Dimana:
Vlf = Derajat kebebasan faktor dan level
Untuk mengetahui derajad kebebasan dari sebuah matriks eksperimen atau total derajat kebebasan adalah:
Dimana:
Vlf = Derajat kebebasan faktor dan level 8. Pemilihan matriks ortogonal
Bentuk umum dari model matriks ortogonal adalah:
La(bc)
Dimana:
L = Rancangan bujur sangkar latin a = Banyak baris/eksperimen b = Banyak level
c = banyak kolom/faktor
Untuk memilih matriks ortogonal yang cocok atau sesuai dengan eksperimen dilakukan perhitungan derajat kebebasan untuk eksperimen yang akan dilakukan dan terhadap matrik ortogonal pada level tertentu dengan menggunakan rumus sebagai berikut:
Derajad kebebasan = (banyaknya faktor) x (banyaknya level – 1) Matriks ortogonal standar dengan 2 level mempunyai beberapa pilihan matriks ortogonal seperti dalam Table 3.2.
Tabel 3.2. Matriks Ortogonal Standar dengan 2 Level
Matriks Ortogonal 2 level
L4(23) L8(27) L12(211) L16(215) L32(231) L64(262) Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
tidak bercampur. Pada Tabel 3.3, level 1 terjadi empat kali, dan level 2 terjadi empat kali juga.
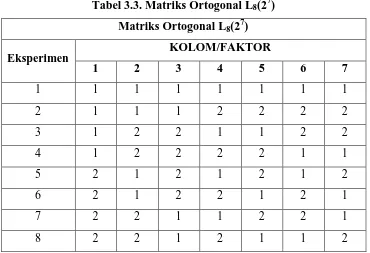
Matriks ortogonal L8(27) dapat dilihat pada Tabel 3.3. Tabel 3.3. Matriks Ortogonal L8(27)
Matriks Ortogonal L8(27)
Eksperimen KOLOM/FAKTOR
1 2 3 4 5 6 7
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
Memilih matriks ortogonal yang cocok/sesuai dengan eksperimen adalah derajad kebebasan pada matriks ortogonal standar harus lebih besar atau sama dengan perhitungan derajad kebebasan pada eksperimen.
Pada Tabel 3.4. terlihat faktorial penuh yang terdiri dari dua faktor dan interaksi
Tabel 3.4. Matriks Ortogonal L4(23)
Matriks Ortogonal L4(23)
Eksperimen 1 2 3
1 1 1 1
3 2 1 1
4 2 2 1
Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
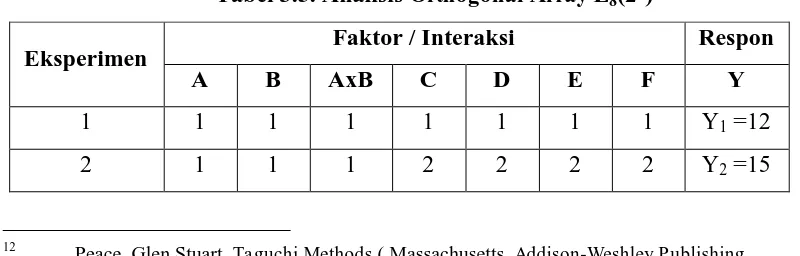
Selain menentukan efek faktor secara individual, dengan menggunkan teknik yang sama kita dapat mengetahui efek yang disebabkan oleh interaksi. Pada tabel analisis orthogonal array terdapat interaksi faktor A dan B perhitungan efek dari interaksi dapat dilakukan seperti menghitung efek faktor secara individual. 12
Efek faktor A dapat dihitung dengan cara sebagai berikut:
A
Tabel orthogonalarray yang melibatkan interaksi dapat dilihat pada Tabel 3.5.
Tabel 3.5. Analisis Orthogonal Array L8(27)
Eksperimen Faktor / Interaksi Respon
A B AxB C D E F Y
1 1 1 1 1 1 1 1 Y1 =12
2 1 1 1 2 2 2 2 Y2 =15
12 Peace. Glen Stuart .Taguchi Methods ( Massachusetts, Addison-Weshley Publishing
3 1 2 2 1 1 2 2 Y3 =10
Untuk menghitung pengaruh interaksi maka perhatikan tabel 3.5 pada kolom 3 yaitu interaksi AxB. Kemudian hitung dengan cara yang sama untuk menentukan efek faktor A. Perhitungan interaksi AxB adalah sebagai berikut.
Tidak ada setingan level pada percobaan untuk interaksi. Interaksi merupakan hasil dari reaksi pengaturan faktor A dan B secara individual. Jika kita berpikir interaksi merupakan persilangan hasil faktor A dan B maka hal tersebut adalah mungkin.
9. Penempatan kolom untuk faktor dan interaksi ke dalam matriks ortogonal Taguchi menyatakan grafik linier dan tabel Triangular untuk memudahkan peletakan faktor dan interaksi untuk setiap matriks ortogonal.
Grafik linier adalah representasi grafik dari informasi interaksi dalam suatu matriks eksperimen. Setiap titik pada grafik linier mewakili suatu faktor utama dan garis yang menghubungkan dua titik menggambarkan interaksi antar dua faktor utama yang bersangkutan. Grafik linier L4(23) menunjukkan interaksi tunggal terlihat pada Gambar 3.1.
1 3 2
Gambar 3.1. Grafik linier L4(23)
Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
Grafik linier L8(27) menunjukkan interaksi tunggal terlihat pada
Sumber: Soejanto Irwan, Desain Eksperimen dengan metode Taguchi
b. Tabel triangular
Tabel triangular memuat seluruh kemungkinan dan kolom-kolom interaksi untuk setiap tabel matriks ortogonal.
3.6.2. Tahap Pelaksanaan Eksperimen
dan randomisasi pelaksanaan eksperimen. 1. Jumlah replikasi13
Replikasi dapat dilakukan sebanyak faktor noise yang ada ataupun dapat dilakukan dengan memasukkan faktor noise yang diidentifikasi ke dalam outer array.
2. Randomisasi14
Pengaruh faktor-faktor yang tidak diketahui diperkecil dengan menyebarkan pengaruh tersebut selama eksperimen melalui randomisasi (pengacakan) urutan percobaan. Pengacakan dapat dilakukan dengan 3 cara yaitu:
a. Acak lengkap
Pengacakan dilakukan untuk setiap replikasi percobaan. b. Pengulangan sederhana
Setiap percobaan memiliki kesempatan yang sama untuk dipilih sebagai percobaan pertama, tetapi sekali percobaan tersebut terpilih maka percobaan dilakukan untuk seluruh replikasi yang dimilikinya.
c. Acak lengkap dengan pengelompokan
Pengacakan dilakukan dengan mempertimbangkan perubahan seting faktor tersebut apabila terdapat faktor yang sangat sulit ataupun mahal bila dilakukan perubahan.
Pelaksanaan eksperimen taguchi adalah melakukan pengerjaan berdasarkan seting faktor pada matriks ortogonal dengan jumlah eksperimen
13 Ross. Phillips .Taguchi Techniques for Quality Engineering ( Singapore, McGraww-Hill
Book Co, 1988) hal 170-171
sesuai jumlah replikasi dan urutan seperti pada randomisasi.
3.6.3. Tahap Analisa
Pada analisis dilakukan pengumpulan dan pengolahan data yang meliputi pengumpulan data, pengaturan data, perhitungan serta penyajian data dalam matriks orthogonal yang dipilih.
1. Analisis varians taguchi
Analisis ini merupakan teknik menganalisis dengan menguraikan seluruh (total) variansi atas bagian-bagian yang diteliti. Pada analisis varians dilakukan pengklasifikasian hasil-hasil percobaan secara faktornya dengan sumber-sumber variasi. Analisis varians digunakan untuk membantu mengidentifikasi kontribusi faktor sehingga akurasi perkiraan model dapat ditentukan.
Misalkan suatu eksperimen melibatkan dua faktor A dan B yang
masing-masing mempunyai taraf i , , …, a dan j , , … ,b. eksperimen
dilakukan dengan menggunakan desain acak sempurna untuk tiap kombinasi perlakuan telah digunakan n buah observasi. Pengacakan dilakukan sempurna dalam tiap sel untuk n buah unit yang diambil secara acak dari populasinya. Pengamatan Yijk merupakan pengamatan ke k dari sejumlah n yang diambil secara acak dari populasi yang terjadi karena kombinasi perlakuan taraf I faktor A dan taraf j faktor B. skema data untuk desain ini Nampak seperti dalam Tabel 3.6 berisi skema data sampel eksperimen faktorial a x b.
Tabel 3.6. Skema Data Sampel untuk Eksperimen Faktorial a x b (n
faktor B
Sumber: Sudjana, Desain dan Analisis Eksperimen
dan dua level atau lebih. a. Sr – Jumlah kuadrat total
Jumlah kuadrat total adalah sebagai berikut:
r ∑y
i
Dimana:
N = Jumlah percobaan
Y = Data yang diperoleh dari percobaan b. SA– Jumlah kuadrat faktor A
Jumlah kuadrat faktor A sebagai berikut :
[∑
Dengan cara yang sama, jumlah kuadrat interaksi AxB sebagai berikut:
A [Total A n ] [Total A n ] [Total A n n ]
Dimana:
A = Faktor A B = Faktor B
B1,B2 = Faktor B pada level 1 dan 2
Jumlah kuadrat error sebagai berikut
r A A e
e r A A Dimana:
SSr = Jumlah kuadrat total SSA = Jumlah kuadrat faktor A SSB = Jumlah kuadrat faktor B SAxB= Jumlah interaksi AxB
2. Uji F
Hasil analisis varians tidak membuktikan adanya perbedaan perlakuan dan pengaruh faktor dalam percobaan, pembuktian ini dilakukan dengan uji hipotesa F.
Uji hipotesa F dilakukan dengan cara membandingkan variasi yang disebabkan masing-masing faktor dan variansi error. Variansi error adalah variansi setiap individu dalam pengamatan yang timbul karena faktor-faktor yang tidak dapat dikendalikan. Dalam hal ini:
Fsumber variansi karena perlakuan variansi karena errorvariansi karena error
Nilai Fsumber tersebut dibandingkan dengan nilai F dari tabel pada harga α tertentu dengan derajad kebebasan ((k-1).(N-k)). Dimana k adalah jumlah level suatu faktor dan N adalah jumlah total perlakuan.
Hipotesa pengujian dalam suatu percobaan adalah:
Hi : ada pengaruh perlakuan, sehingga sedikit ada satu μ1yang tidak sama. Apabila nilai F test lebih kecil nilai Ftabel (Fhitung <Ftabel), maka hipotesa (Ho) diterima atau berarti tidak ada perlakuan.Namun jika nilai F test lebih besar dari nilai Ftabel (Fhitung > Ftabel), maka hipotesa (Ho) ditolak dan berarti ada perbedaan perlakuan.
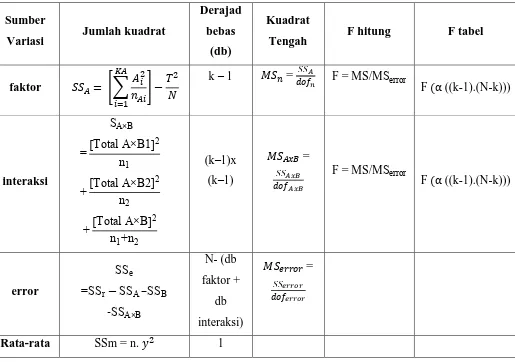
Berdasarkan tahapan perhitungan analisis varians untuk taguchi maka dapat disusun tabel analisis varians untuk taguchi.
Tabel analisis varians untuk matriks ortogonal ditampilkan pada Tabel 3.7.
Tabel 3.7. Daftar Analisis Varians untuk Matriks Ortogonal
total r ∑y
i
N-1
3. Strategi pooling up
Strategi pooling up dirancang taguchi untuk mengestimasi varians error pada analisis varians. Sehingga estimasi yang dihasilkan akan lebih baik, karena startegi ini akan mengakumulasi beberapa varians error dari beberapa faktor yang kurang berarti.
4. Rasio S/N
Rasio S/N ( Signal-To-Noise ) digunakan untuk memilih faktor-faktor yang memiliki kontribusi pada pengurangan variasi suatu respon. Rasio S/N merupakan rancangan untuk transformasi pengulangan data kedalam suatu nilai yang merupakan ukuran variasi yang timbul. Rasio S/N terdiri dari beberapa tipe karakteristik kualitas, yaitu:
a. Semakin kecil, semakin baik
Adanya karkteristik kualitas dengan batas nilai 0 dan non negative. Nilai semakin kecil (mendekati nol dalah yang diinginkan).
b. Tertuju pada nilai tertentu
Karakteristik kualitas dengan nilai atau target tidak nol dan terbatas. Atau dengan kata lain nilai yang mendekati suatu nilai ditentukan adalah yang terbaik.
c. Semakin besar, semakin baik
Nilai semakin besar adalah semakin diinginkan
log(n∑
Yi r
i
)
Dimana:
n = jumlah pengulangan dari suatu percobaan y =data yang diperoleh dari percobaan
3.6.4. Intrepretasi Hasil Eksperimen
Interpretasi hasil eksperimen delakukan dengan menghitung persen kontribusi dan interval kepercayaan.
1. Persen kontribusi
Persen kontribusi merupakan fungsi jumlah kuadrat untuk masing-masing item yang signifikan.Persen kontribusi mengindikasikan kekuatan relatife dari suatu faktor dan/atau interaksi dalam mengurangi variasi.
A’ A-vA.Ve Dimana:
SA = jumlah kuadrat deviasi dari target
A’ jumlah kuadrat sesungguhnya dari faktor A
vA =derajad kebebasan A
Ve varian (σ2 )
ρA A t
Dimana:
ρA persentase dari jumlah kuadrat A yang sesungguhnya terhadap jumlah kuadrat total
A’ jumlah kuadrat sesungguhnya dari faktor A St = jumlah kuadrat total
Persen kontribusi dari semua sumber (termasuk error) berjumlah 100%.
2. Interval kepercayaan
Estimasi dari nilai rata-rata µ didasarkan pada nilai rata-rata yang diperoleh dari eksperimen. Interval kepercayaan merupakan nilai maksimum dan minimum di mana diharapkan nilai rata-rata sebenarnya akan tercakup dengan beberapa persentase kepercayaan tertentu.
Ada tiga jenis interval kepercayaan (Convidence Interval, CI) yang berbeda, bergantung pada sasaran estimasi, yaitu: Disekitar nilai rata-rata untuk kondisi perlakuan tertentu dalam eksperimen yang ada. Disekitar estimasi nilai rata-rata dari kondisi perlakuan yang diperkirakan dari eksperimen. Disekitar nilai estimasi rata-rata dari kondisi perlakuan yang digunakan di dalam eksperimen konformasi untuk memperjelas perkiraan Ada tiga kasus dimana kita perlu menghitung interval kepercayaan: a. Interval kepercayaan untuk level faktor
√F ,v ,v Ve (n)
Dimana:
CI = Interval kepercayaan
F ,v1,v2 =Nilai F-ratio dari tabel
=Resiko, level kepercayaan = 1- resiko
v1 =Derajat kebebasan untuk pembilang yang berhubungan dengan suatu rata-rata dan selalu sama dengan 1 untuk suatu interval kepercayaan.
V2 =Derajat kebebasan untuk penyebut yang berhubungan dengan derajad kebebasan dari variansi pooled error Ve =Variansi pooled error
N =Jumlah pengamatan yang digunakan untuk menghitung rata-rata (mean)
Sehingga jika rata-rata sesungguhnya adalah µ ̅̅̅̅, maka: µ ̅̅̅̅ = ̅1 ± CI...(1)
̅1 – ≤ µ ̅̅̅̅≤ ̅1 + CI...(2) Dimana:
µ ̅̅̅̅ = rata-rata sesungguhnya
̅1 = interval kepercayaan b. Interval kepercayaan untuk Perkiraan rata-rata