DAFTAR PUSTAKA
Besterfield, D., and Besterfield, M., (1995). Total Quality Management. Ney Jersey, Prentice-Hal. Inc.
Ginting, R., (2007), Sistem Produksi. Yogyakarta : Graha Ilmu
Ishikawa, K., (1989). Teknik Penuntun Pengendalian Mutu. Jakarta : PT. Melton Putra.
Muthu, Savadamuthu, 2013, Quality Improvement in Turning Process Using
Taguchi, India, Anna University Coimbatore.
Peace, G.S. (1993), Taguchi Method a Hands on Approach. Massachusetts, Addison Wesley Publising Company.
Sinulingga, S. (2008), Pengantar Teknik Industri. Yogyakarta, Graha Ilmu. Sinulingga, S. (2013), Edisi Ketiga Metodologi Penelitian. Medan, Usu Pres. Soejanto, I. (2009), Desain Eksperimen dengan Metode Taguchi. Yogyakarta,
Graha Ilmu.
Sudjana, (1985), Edisi Kedua Desain dan Analisis Eksperimen. Bandung, Penerbit Tarsito.
Taguchi, G. (1990), Introduction to Quality Engineering, Tokyo, Asian
BAB III
TINJAUAN PUSTAKA
3.1. Mutu1
1. Fred Smith, CEO Federal Express, mendefinisikan mutu sebagai “dayaguna terhadap standar yang diharapkan pelanggan.”
Mutu didefinisikan dalam berbagai cara oleh beberapa orang dalam organisasi, seperti pada beberapa definisi berikut:
2. GSA mendefinisikan mutu sebagai “memenuhi kebutuhan pelanggan adalah paling utama dan setiap saat.”
3. Boeing mendefinisikan mutu sebagai “menyediakan produk dan layanan bagi yang dapat memenuhi kebutuhan dan ekspektasi pelanggan secara konstan.” 4. Departemen Pertahanan Amerika Serikat mendefinisikan mutu sebagai
“melakukan hal yang benar sejak awal, selalu berusaha melakukan perbaikan dan selalu memuaskan pelanggan.”
Hal ini menunjukkan bahwa mutu memiliki kriteria yang berbeda-beda dan kriteria ini dapat berubah secara terus-menerus. Dengan demikian perlu untuk melakukan pengukuran terhadap preferensi pelanggan terhadap mutu. Setiap preferensi ini menunjukkan variabel yang dapat diukur manufaktur lalu digunakan untuk memperbaiki pengambilan keputusan secara kontinu.
1 David L. Goetsch, Stanley B. Davis, Introduction to Total Quality, (New Jersey: Prentice-Hall,
Walalupun tidak ada definisi universal terhadap mutu, terdapat beberapa kesamaan dalam setiap definisi yang ada yang meliputi beberapa elemen sebagai berikut:
1. Mutu berkenaan dengan memenuhi ekspektasi pelanggan.
2. Mutu diaplikasikan pada produk, jasa, manusia, proses, dan lingkungan. 3. Mutu adalah tingkat yang selalu berubah-ubah, mutu yang dianggap baik saat
ini belum tentu baik di masa yang akan datang.
3.2. Rekayasa Mutu2
Arti kualitas menurut Taguchi adalah untuk menghasilkan produk dan jasa yang dapat memenuhi kebutuhan dan harapan konsumen berkaitan dengan umur produk atau jasa. 3
Rekayasa kualitas dapat diartikan sebagai proses pengukuran yang dilakukan selama perancangan produk atau proses. Kerangka dasar dari rekayasa kualitas merupakan suatu hubungan antara dua disiplin ilmu yaitu teknik perancangan dan manufaktur, dimana mencakup seluruh aktifitas pengendalian kualitas dalam setiap fase dari penelitian dan pengembangan produk, perancangan proses, perancangan produksi, dan kepuasan konsumen. Target dari metodologi Kualitas menurut Taguchi ada dua segi umum, yaitu kualitas rancangan dan kualitas kecocokan. Kualitas rancangan adalah variasi tingkat kualitas yang ada pada suatu produk yang memang disengaja. Kualitas kecocokan adalah seberapa baik produk itu sesuai dengan spesifikasi dan kelonggaran yang diisyaratkan oleh rancangan. Kualitas kecocokan itu dipengaruhi oleh banyak faktor termasuk pemilihan proses perbuatan, latihan dan pengawasan kerja, jenis sitem jaminan kualitas ini diikuti dan motivasi kerja untuk mencapai kualitas.
Sebagian besar usaha rekayasa digunakan untuk emlakukan eksperimen (baik perangkat keras, perangkat lunak atau simulasi) untuk menghasilkan informasi yang diperlukan dalam menarik kesimpulan. Menghasilkan informasi demikian secara efisien adalah kunci untuk memasuki pasar, pengambilan keputusan, pengembangan produk dan penekanan biaya, juga menghasilkan produk yang berkualitas tinggi, rekayasa kualitas adalah salah satu metodologi rekayasa yang dapat digunakan.
kualitas ini adalah untuk mencapai seluruh target dari perbaikan terus-menerus, penemuan yang dipercepat, penyelesaian masalah dengan cepat, dan efektivitas biaya dalam meningkatkan kualitas produk.
Faktor-faktor yang menyebabkan variasi pada produk, fungsi disebut sebagai faktor eror atau noise. Terdapat tiga tipe faktor noise yaitu: 4
1. External noise
Variable pada lingkungan atau kondisi yang mengganggu fungsi produk. Temperatur, kelembapan, debu, dan kemampuan manusia yang berbeda-beda adalah contoh external noise.
2. Deteriorator noise atau internal noise.
Perubahan yang terjadi ketika sebuah produk menurun kuallitasnya selama masa penyimpanan atau selama masa penggunaan, jadi produk tidak lagi mencapai fungsi yang ditargetkan.
3. Variational noise atau unit-to-unit noise
Perbedaan antara produk individual yang diproduksi pada spesifikasi yang sama.
Untuk mengatasi masalah variasi desain dan produksi, departemen rekayasa menggunakan metode off-line dan departemen produksi menggunakan pengendalian kualitas secara on-line.
3.2.1. Rekayasa Kualitas Secara Off-Line (Quality Engineering) 5
Metodologi rekayasa kualitas secara off-line terbagi dalam tiga tahap yaitu:
Sebuah perusahaan menetapkan nilai target, mempersiapkan spesifikasi
dan desain yang diperlukan, kemudian mulai memproduksi produk. Beberapa
unit yang diproduksi dapat memenuhi spesifkasi sementara yang lain tidak. Hal
ini disebabkan unit-to-unit noise. Kemampuan produk dapat menurun setelah
penggunaan jangka panjang. Penurunan fungsi akan menyebabkan kerusakan
yang disebabkan oleh faktor gangguan (noise). Produk dapat berfungsi baik dalam
kondisi normal tetapi tidak dalam kelembapan yang tinggi, suhu yang tinggi atau
ketika voltase dari power supply turun sebanyak 20% dari nilai yang diinginkan.
Masalah tersebut merupakan masalah eksternal noise.
Kualitas fungsi yang baik berarti variasi fungsi yang diakibatkan faktor
noise kecil. Dalam rekayasa kualitas secara off-line, perancangan eksperimen merupakan peralatan yang sangat fundamental terutama pada kegiatan penelitian dan pengembangan produk. Teknik perancangan eksperimen pada dasarnya melalui dua hal yaitu mengidentifikasi sumber dari variasi dan menentukan perancangan proses yang optimal.
6
1 Perancangan konsep
Tahap perancangan konsep berfungsi untuk dapat berhubungan dengan konsumen dan mendapatkan suara konsumen dengan kemampuan daya cipta 4
Genichi Taguchi, Introduction to Quality Engineering, (Tokyo: Asian Productifity Organization, 1990), h.73.
5 Ibid., h. 73-74.
dan kemampuan teknis untuk rancangan konsep produk yang unggul.Tahap ini merupakan tahap pemunculan ide dalam kegiatan.
2 Perancangan parameter
Tahap perancangan parameter berfungsi untuk mengoptimalkan level dari faktor pengendali terhadap efek yang ditimbulkan oleh faktor noise sehingga produk yang dihasilkan dapat kokoh/tangguh. Karena itu perancangan parameter dapat juga disebut sebagai perancangan kokoh.
3 Perancangan toleransi
Tahap terakhir dari rekayasa kualitas secara off-line yaitu parancangan toleransi. Perancangan toleransi ini dilakukan dengan menggunakan matriks ortogonal, fungsi kerugian, analisis varians untuk menyeimbangkan biaya mutu dari suatu produk.
3.2.2. Rekayasa Kualitas Secara On-line7
Rekayasa kualitas secara on-line merupakan suatu aktifitas untuk mengamati dan mengendalikan kualitas pada setiap proses produksi secara langsung. Aktifitas ini sangat penting dalam menjaga agar biaya produksi menjadi rendah dan secara langsung pula dapat meningkatkan mutu produk.
1.
ariasi pada material dan komponen yang dibeli. 2.
ergeseran proses, perkakas, kegagalan mesin, dll. 3.
ariabilitas dalam pelaksanaan. 4.
esalahan manusia.
Sumber variabilitas ini ditangani oleh departemen pengendalian kualitas selama masa produksi. Melalui pengendalian kualitas secara on-line (waktu yang sebenarnya). Berikut tiga bentuk pengendalian kualitas secara on-line.
Proses analisa dan penyesuaian juga dikenal sebagai pengendalian proses. Produk diperiksa pada selang waktu yang tetap. Jika normal maka proses dilanjutkan. Jika tidak, penyebabnya dicari dan proses diulang setelah penyebab masalah dierbaiki dan proses kembali memiliki kemampuan awalnya.
1.
easurement and action. Juga disebut sebagai pemeriksaan. Setiap unit
manufaktur diperiksa , dan jika berada diluar spesifikasi maka produk akan dikerjakan ulang atau diperbaiki. Metode pengendalian kualitas ini dilakukan hanya apabila kedua metode pengendalian kualitas secara on-line diatas telah dilakukan.
Hal ini hanya mencakup tindakan dasar yang dilakukan pada bagian produksi, tidak perlu berurusan dengan metodologi peta kontrol untuk menemukan penyebab variabilitas dan menghilangkannya secara permanen. Hal yang patut dilakukan pada sistem pengendalian kualitas secara on-line adalah untuk memastikan bagian out-of-control pada peta kontrol tidak tercapai.
3.3. Peningkatan Kualitas8
Peningkatan kualitas harus menjadi tujuan dari semua perusahaan dan individu. Itu meningkatkan tingkat pengembalian atau keuntungan dengan meningkatkan produktivitas dan dengan penurunan biaya. Hal ini mendukung prinsip bahwa tidak ada penyimpangan dari standar yang diterima, yang mirip dengan prinsip fungsi kerugian yang dikembangkan dalam metode Taguchi. Walaupun jika variabilitas produk sekitar nilai target.
3.4. Desain Eksperimen9
1. Bagaimana pengaruh minyak yang diukur?
Desain eksperimen adalah suatu rancangan (dengan tiap langkah tindakan yang betul-betul terdefinisikan) sedemikian sehingga informasi yang berhubungan dengan atau yang diperlukan untuk persoalan yang diselidiki dapat dikumpulkan. Dengan kata lain, desain sebuah eksperimen merupakan langkah-langkah lengkap yang perlu dilakukan sebelum eksperimen dilakukan agar data yang diperlukan dapat diperoleh sehingga akan membawa analisis obyektif dan kesimpulan yang berlaku.
Sebagai contoh misalnya untuk menentukan pengaruh minyak dan oli dalam pembakaran di mesin, maka akan timbul pertanyaan-pertanyaan berikut:
2. Karakteristik apa yang harus dianalisis?
3. Faktor-faktor apa sajakah yang mempengaruhi karakteristik yang harus dianalisis tersebut?
4. Faktor-faktor manakah yang penting untuk dianalisis?
5. Berapa kali eksperimen harus dilakukan? 6. Metode analisis mana yang harus dianalisis ? 7. Berapa besar pengaruh yang dinggap penting?
8. Perlukah eksperimen kontrol dilakukan untuk dijadikan perbandingan? 9. Bagaimana eksperimen harus dilakukan?
Contoh diatas memperlihatkan bahwa suatu desain untuk mengerjakan eksperimen perlu dibuat selengkap mungkin dan dilakukan dengan sebaik-baiknya.
3.4.1. Tujuan Desain Eksperimen
Suatu desain eksperimen bertujuan untuk memperoleh atau mengumpulkan informasi sebanyak-banyaknya yang diperlukan dan berguna dalam melakukan penyelidikan persoalan yang akan dibahas. Meskipun demikian, dalam rangka usaha mendapatkan semua informasi yang berguna itu, hendaknya desain dibuat sesederhana mungkin. Penyelidikan juga hendaknya dilakukan seefisien mungkin mengingat waktu, biaya, tenaga dan bahan yang harus digunakan. Hal ini juga penting mengingat pada kenyataan bahwa desain yang sederhana akan mudah dilaksanakan, dan data yang diperoleh berdasarkan desain demikian akan dapat cepat dianalisis, disamping juga akan bersifat ekonomis. Jadi jelas hendaknya, bahwa desain eksperimen berusaha untuk memperoleh informasi yang maksimum dengan menggunakan biaya minimum.
Prinsip-prinsip dasar eksperimen ialah yang biasa dinamakan replikasi, rendemisasi atau pengacakan dan kontrol lokal. Sebelum memberikan penjelasan ketiga prinsip dasar diatas, terlebih dahulu akan dijelaskan pengertian tentang perlakuan, kekeliruan eksperimen dan unit eksperimen.
1. Perlakuan
Perlakuan merupakan sekumpulan dari pada kondisi-kondisi eksperimen yang akan digunakan terhadap unit eksperimen dalam ruang lingkup desain yang dipilih.
2. Unit eksperimen
Unit eksperimen dimaksudkan sebagai unit terhadap mana perlakuan tunggal (yang mungkin merupakan gabungan beberapa faktor) dikenakan dalam sebuah replikasi eksperimen dasar. Dalam contoh misalnya, seekor sapi merupakan unit eksperimen dalam percobaan menyelidiki efek makanan terhadap sapi.
3. Kekeliruan eksperimen
Kekeliruan eksperimen menyatakan kegagalan daripada dua unit eksperimen identik yang dikenai perlakuan untuk memberikan hasil yang sama ini dapat terjadi misalnya kekeliruan waktu menjalankan eksperimen, kekeliruan pengamatan, variasi dari bahan eksperimen , variasi antara unit eksperimen dan pengaruh gabungan dari semua faktor tambahan yang mempengaruhi karakteristik yang sedang dipelajari.
Replikasi disini diartikan pengulangan eksperimen dasar. Dalam kenyataan replikasi ini diperlukan karena:
1. Memberikan taksiran kekeliruan eksperimen yang dapat dipakai untuk menentukan panjang interval confidence (selang kepercayaan) atau dapat digunakan sebagai “satuan pengukuran“ untuk penetapan taraf signifikan dari pada perbedaan-perbedaan yang diamati.
2. Menghasilkan taksiran yang lebih akurat untuk kekeliruan eksperimen.
3. Memungkinkan kita untuk memperoleh taksiran yang baik mengenai efek rata-rata sesuatu faktor.
Untuk menentukan besar sampel (replikasi) pada model rancangan acak lengkap (RAL) dapat digunakan rumus:
n(r-1) ≥ 15 dimana:
n = banyak interaksi faktor r = jumlah replikasi
Disamping rumus di atas dan untuk rancangan eksperimen lain yang membutuhkan perhitungan besar sampel, dapat digunakan rumus besar sampel seperti pada penelitian observasional baik satu sampel maupun lebih dari 1 eksperimen, untuk mengantisipasi hilangnya unit eksperimen, dilakukan koreksi dengan 1/(1-f), di mana f adalah proporsi unit eksperimen yang hilang atau mengundurkan diri atau drop out.
(t-1)(n-1) ≥ 15 dimana:
t = jumlah perlakuan n = jumlah replikasi
3.4.2.2. Pengacakan
Umumnya pengacakan diperlukan untuk prosedur pengujian, asumsi-asumsi tertentu perlu diambil dan memenuhi agar supaya pengujian yang dilakukan menjadi benar. Salah satu diantaranya adalah bahwa pengamatan-pengamatan (jadi juga kekeliruan) berdistribusi secara independen.
3.4.2.3. Kontrol Lokal
Kontrol lokal merupakan sebagian daripada keseluruhan prinsip desain yang harus dilaksanakan. Biasanya merupakan langkah-langkah atau usaha-usaha yang berbentuk penyeimbang, pemblokan, dan pengelompokan unit-unit eksperimen yang digunakan dalam desain. Jika replikasi dan pengacakan pada dasarnya memungkinkan berlakunya uji keberartian, maka kontrol menyebabkan desain lebih efisien, yaitu menghasilkan proses pengujian dengan kuasa yang lebih tinggi.
3.5. Metode Taguchi10
Metode Taguchi merupakan metodologi baru dalam bidang teknik yang bertujuan untuk memperbaiki kualitas produk dan proses serta dalam dapat
menekan biaya dan resources seminimal mungkin. Metode Taguchi berupaya mencapai sasaran itu dengan menjadikan produk atau proses “tidak sensitif” terhadap berbagai faktor seperti misalnya material, perlengkapan manufaktur, tenaga kerja manusia, dan kondisi-kondisi operasional. Metode Taguchi menjadikan produk atau proses bersifat kokoh (robust ) terhadap faktor gangguan (noise).
Filososfi Taguchi terdiri dari tiga konsep, yaitu:
1. Kualitas harus didesain ke dalam produk dan bukan sekedar memeriksanya. 2. Kualitas terbaik dicapai dengan meminimumkan deviasi dari target. Produk
harus didesain sehingga kokoh terhadap faktor lingkungan yang tidak dapat dikontrol.
3. Kualitas harus diukur sebagai fungsi deviasi dari standar tertentu dan kerugian harus diukur pada seluruh sistem.
Metode Taguchi memiliki beberapa keunggulan, seperti:
1. Desain eksperimen Taguchi lebih efisien karena memungkinkan untuk melaksanakan penelitian yang melibatkan banyak faktor dan jumlah.
2. Desain eksperimen Taguchi memungkinkan diperolehnya suatu proses yang menghasilkan produk yang konsisten dan kokoh terhadap faktor yang tidak dapat dikontrol.
3. Metode Taguchi menghasilkan kesimpulan mengenai respon faktor-faktor dan level dari faktor-faktor kontrol yang menghasilkan respon optimum.
struktur yang sangat komplek, dimana terdapat rancangan yang mengorbankan pengaruh utama dan pengaruh interaksi yang cukup signifikan. Untuk mengatasinya perlu dilakukan pemilihan rancangan percobaan secara hati-hati dan sesuai dengan tujuan penelitian.
Metode taguchi menggunakan seperangkat matriks khusus yang disebut matriks orthogonal. Matriks standar ini merupakan langkah untuk menentukan jumlah eksperimen minimal yang dapat memberikan informasi sebanyak mungkin semua faktor yang mempengaruhi parameter. Bagian terpenting dari metode Matriks orthogonal terletak pada pemilihan kombinasi level variabel-variabel input masing-masing eksperimen.
3.5.1. Tahap Perencanaan Eksperimen
Perencanaan eksperimen merupakan tahap perumusan masalah, penetapan tujuan eksperimen, penentuan variabel tak bebas, identifikasi faktor-faktor (variabel bebas), pemisahan faktor kontrol dan faktor gangguan, penentuan jumlah level dan nilai level faktor, letak dalam kolom interaksi, perhitungan derajad kebebasan, dan pemilihan matriks ortogonal.
1. Langkah pertama adalah merumuskan/mendefenisikan masalah atau fokus yang akan diselidiki dalam eksperimen. Jika respon yang diharapkan lebih dari satu harus dinyatakan dengan jelas.
3. Dalam merencanakan suatu eksperimen harus dipilih dan ditentukan dengan jelas variabel tak bebas mana yang akan diselidiki. Variabel tak bebas adalah variabel yang perubahannya tergantung pada variabel-variabel lain. Dalam eksperimen taguchi variabel tak bebas adalah karakteristik kualitas yang terdiri dari tiga ketegori, yaitu karakteristik yang dapat diukur contohnya temperatur, berat, tekanan, dan lain-lain. Karakteristik atribut contohnya retak, jelek, baik, dan lain-lain. Karakteristik dinamik merupakan fungsi representasi dari proses yang diamati. Proses yang diamati digambarkan sebagai signal dan
output digambarkan sebagai hasil dari signal.
Identifikasi Variabel bebas (faktor) adalah variabel yang perubahannya tidak tergantung pada variabel lain. Pada tahap ini akan dipilih faktor mana saja yang akan diselidiki pengaruhya terhadap variabel tak bebas yang bersangkutan. Dalam suatu percobaan tidak seluruh faktor yang diperkirakan mempengaruhi variabel yang diselidiki sebab hal ini akan membuat pelaksanaan percobaan dan analisisnya menjadi kompleks. Hanya faktor-faktor yang dianggap penting saja yang diselidiki.
4. Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang diteliti adalah brainstorming, flowchart dan diagram sebab-akibat. Diagram sebab akibat merupakan metode yang paling sering digunakan untuk mengidentifikasi faktor-faktor potensial.
yang nilainya dapat diatur atau dikendalikan dan faktor gangguan adalah faktor yang tidak bisa diatur atau bila diatur akan membutuhkan biaya yang tinggi.
6. Pemilihan jumlah level penting artinya untuk ketelitian hasil eksperimen dan ongkos pelaksanaan eksperimen. Makin banyak level yang diteliti maka hasil eksperimen akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan ongkos eksperimen.
7. Perhitungan derajad kebebasan
Penghitungan derajad kebebasan dilakukan untuk menghitung jumlah minimum eksperimen yang harus dilakukan untuk menyelidiki faktor yang diamati.
8. Pemilihan matriks orthogonal
Pemilihan matriks orthogonal yang sesuai tergantung dari nilai faktor dan interaksi yang diharapkan dan nilia level dari tiap-tiap faktor. Penentuan ini akan mempengaruhi total jumlah derajad kebebasan yang berguna untuk menentukan jenis matriks ortogonal yang dipilih.
9. Penempatan kolom untuk faktor dan interaksi ke dalam matriks ortogonal. Taguchi menyatakan grafik linier dan tabel Triangular untuk memudahkan peletakan faktor dan interaksi untuk setiap matriks ortogonal.
menggambarkan interaksi antar dua faktor utama yang bersangkutan. b. Tabel triangular. Tabel triangular memuat seluruh kemungkinan dan
kolom-kolom interaksi untuk setiap tabel matriks ortogonal.
3.5.1.1. Diagram Sebab-Akibat11
1. Manusia
Diagram sebab-akibat dikenal dengan istilah fish bone diagram yang diperkenalkan pertama kalinya oleh Prof. Kaoru Ishikawa pada tahun 1943. Diagram ini berguna untuk menganalisa dan menemukan faktor-faktor yang berpengaruh secara signifikan dalam menentukan karakteristik kualitas output kerja. Dalam hal ini metode sumbang saran (brainstorming) akan cukup efektif digunakan untuk mencari faktor-faktor penyebab terjadinya penyimpangan kerja secara detail.
Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas hasil kerja maka orang akan selalu mendapatkan bahwa ada 4 faktor penyebab utama yang signifikan yang perlu diperhatikan, yaitu:
2. Metode Kerja 3. Mesin
4. Bahan Baku
Diagram ini digunakan untuk menginvestigasi akibat buruk dan untuk mengambil tindakan mengoreksi penyebab-penyebabnya. Gambar 3.1. mengilustrasikan sebuah diagram sebab-akibat dengan akibat di bagian kanan dan penyebabnya di sebelah kiri. Diagram ini berguna untuk:
1. Menganalisis kondisi aktual untuk tujuan suatu produk atau peningkatan kualitas pelayanan, mengefisiensikan penggunaan sumber daya alam dan sumber daya manusia dan pengurangan biaya-biaya yang tidak perlu.
2. Mengeliminasi kondisi-kondisi yang menyebabkan ketidakseragaman produk atau pelayanan dan keluhan pelanggan.
3. Standarisasi dari keberadaan dan usul-usul terhadap operasi.
Langkah-langkah pembuatan Diagram Sebab-Akibat adalah sebagai berikut:
Langkah 1: Tentukan masalah yang hendak diperbaiki/diamati dan usahakan adanya tolak ukur yang jelas dari permasalahan tersebut sehingga perbandingan sebelum dan sesudah perbaikan dapat dilakukan.
Langkah 2: Tentukan faktor-faktor penyebab utama yang diperkirakan merupakan sumber terjadinya penyimbangan atau yang mempunyai akibat pada permasalahan yang ada tersebut.
Langkah 3: Cari lebih lanjut faktor yang lebih terperinci yang secara nyata berpengaruh atau mempunyai akibat pada faktor-faktor penyebab utama tersebut.Tuliskan detail faktor tersebut di kiri-kanan gambar panah cabang faktor-faktor utama dan buatlah anak panah menuju ke arah panah cabang tersebut. Untuk mencapai detail faktor-faktor penyebab terjadinya penyimpangan kualitas output maka metode brainstorming akan merupakan satu cara yang efektif digunakan. Langkah 4: Periksa apakah semua item yang berkaitan dengan karakteristik
Langkah 5: Carilah faktor-faktor penyebab yang paling dominan.
Gambar 3.1. Diagram Sebab-Akibat
3.5.1.2. Matriks Ortogonal12
Setelah tim eksperimen menyimpulkan fase perencanaan dari eksperimen, aktivitas selanjutnya adalah menyusun percobaan atau mendesain eksperimen. Dalam desain eksperimen akan dilakukan diskusi matriks ortogonal, derajad kebebasan, grafik linier, dan semua struktur matriks eksperimen.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Charoen Pokphand Indonesia Medan yang bergerak dalam bidang produksi makanan olahan ayam, berupa nugget dan sosis. Perusahaan ini berlokasi di Jalan Pulau Solor No. 2 Desa Saentis, Kawasan Industri Medan Tahap II, Kecamatan Percut Sei Tuan, Kabupaten Deli Serdang, Sumatera Utara. Waktu penelitian dilakukan pada bulan April - Agustus 2015.
4.2. Jenis Penelitian13
4.3. Objek Penelitian
Objek penelitian berfokus pada produk sosis yang tidak memenuhi standar perusahaan, yaitu sosis yang keriput dan reject cooking Objek ini dilihat dari pengamatan di lapangan dan data dari PT. Charoen Pokphan Indonesia.
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel Independen (predictor variable) adalah variabel yang mempengaruhi variable dependen baik secara positif maupun negatif. Variabel independen pada penelitian ini adalah kecacatan produk sosis yang dihasilkan, yaitu produk sosis yang keriput dan reject cooking. Produk sosis yang keriput adalah produk sosis yang permukaannya tidak rata atau berkerut. Produk sosis yang reject cooking adalah produk sosis yang tidak matang sempurna, yaitu tekstur sosis yang cenderung lembek atau kurang padat.
2. Variabel Intervening, yaitu suatu faktor yang secara teoritis mempengaruhi fenomena yang diobservasi (hubungan antara variabel dependen dan variabel independen menjadi bersifat tidak langsung). Variabel intervening pada penelitian ini adalah faktor-faktor penyebab kecacatan dan faktor yang berpengaruh secara signifikan. Faktor-faktor penyebab kecacatan tersebut perlu diketahui bagaimana mengatasinya agar kegagalan dapat dieliminasi sehingga dapat dihasilkan produk dengan kualitas baik.
3. Variabel Dependen (criterion variable) adalah variabel yang nilainya dipengaruhi oleh variabel lain. Variabel dependen pada penelitian ini adalah kualitas produk.
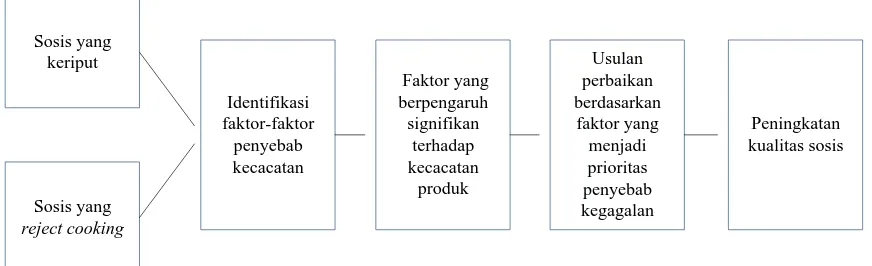
4.5. Kerangka Konseptual Penelitian
Penelitian dapat dilaksanakan apabila tersedia sebuah perancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka berpikir penelitian ini dapat dilihat pada Gambar 4.1.
Peningkatan
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Metode Pengumpulan Data
Data yang dikumpulkan ada dua jenis, yaitu: 1. Data Primer
Data primer yang digunakan dalam penelitian ini adalah: a. Uruian proses produksi sosis.
b. Data kecacatan produk sosis.
d. Penentuan mode kegagalan melalui pengisian kuisioner.
e. Penentuan efek kegagalan ,tidakan kontrol dan penanggulangan terhadap penyebab kecacatan melalui pengisian kuisioner.
f. Pembobotan severity, occurrence, dan detection. 2. Data Sekunder
a. Data produk cacat berdasarkan dokumentasi perusahaan. b. Data jumlah produksi sosis.
c. Data historis nilai parameter-parameter pembuatan sosis.
Teknik pengumpulan data dalam penelitian ini dilakukan dengan cara: 1. Melakukan pengamatan langsung terhadap proses produksi dan pengendalian
kualitas yang dilakukan perusahaan.
2. Wawancara dengan pihak perusahaan untuk mendapatkan informasi yang diperlukan.
3. Mengumpulkan data yang berasal dari dokumentasi perusahaan. 4. Melakukan eksperimen di lantai produksi.
4.7. Metode Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode desain eksperimen Taguchi dan Failure Mode And Effect Analysis (FMEA).
4.7.1. Metode Taguchi
1. Tahap perencanaan eksperimen
a. Merumuskan masalah atau fokus pada masalah yang akan diselidiki dalam eksperimen.
b. Menentukan tujuan eksperimen yaitu mencari sebab yang menjadi akibat pada masalah yang diamati.
c. Penentuan variabel tak bebas (karakteristik atribut).
d. Identifikasi faktor-faktor (variabel bebas) melalui diagram sebab-akibat. e. Pemisahan faktor kontrol dan faktor gangguan
Faktor kontrol adalah faktor yang nilainya dapat diatur atau dikendalikan dan faktor gangguan adalah faktor yang tidak bisa diatur atau bila diatur akan membutuhkan biaya yang tinggi.
f. Penentuan jumlah level dan nilai level faktor.
Semakin banyak level yang diteliti maka hasil eksperimen akan semakin akurat tetapi ongkos eksperimen juga akan semakin tinggi.
g. Perhitungan derajad kebebasan.
Menghitung jumlah minimum esperimen yang harus dilakukan. h. Pemilihan matriks ortogonal.
Pemilihan matriks ortogonal yang sesuai tergantung kepada nilai faktor dan interaksi yang diharapkan dan nilai level tiap-tiap faktor.
2. Tahap pelaksanaan eksperimen. a. Jumlah replikasi.
Replikasi adalah pengulangan untuk perlakuan yang sama dalam suatu percobaan dengan kondisi yang sama untuk memperoleh ketelitian yang lebih tinggi.
b. Randomisasi.
Pengacakan urutan percobaan (randomisasi) untuk menjadikan pengujian tersebut valid dengan menghilangkan sifat bias.
3. Tahap analisa.
a. Analisis varians taguchi.
Analisis ini merupakan teknik menganalisis dengan menguraikan seluruh (total) variansi atas bagian-bagian yang diteliti. Pengklasifikasian hasil-hasil percobaan secara statistik sesuai dengan sumber-sumber variasi. Analisis varians digunakan untuk mengidentifikasi kontribusi faktor sehingga akurasi perkiraan model dapat dilakukan.
b. Uji F
Pembuktian adanya perbedaan perlakuan dan pengaruh faktor dalam percobaan dilakukan dengan menggunakan uji hipotesa F.
c. Strategi pooling up
Strategi pooling up dirancang taguchi untuk mengestimasi varians error pada analisis varians.
d. Rasio S/N
memiliki kontribusi pada pengurangan variasi suatu respon. Rasio S/N merupakan rancangan untuk transformasi pengulangan data ke dalam suatu nilai yang merupakan ukuran variasi yang timbul yaitu semakin kecil, semakin baik.
e. Eksperimen Konfirmasi
Pelaksanaan ulang eksperimen dengan menggunakan faktor-faktor yang berpengaruh.
4.7.2. Metode Failure Mode And Effect Analysis (FMEA)
Langkah-langkah yang dilakukan dalam (FMEA) adalah: 1. Mengidentifikasi faktor yang mengakibatkan produk cacat. 2. Menemukan efek yang dapat ditimbulkan setiap faktor. 3. Pemberian nilai Severity (S)
Severity adalah tingkat keparahan atau efek yang ditimbulkan oleh kegagalan
di dalam proses.
4. Pemberian nilai Ocurance (O)
Occurrence adalah tingkat keseringan terjadinya kerusakan atau kegagalan.
5. Pemberian nilai Detection (D)
Deteksi diberikan pada sistem pengendalian yang digunakan saat ini yang memiliki kemampuan untuk mendeteksi penyebab atau mode kegagalan. 6. Menghitung faktor penyebab produk cacat dengan Risk Pirority Number
4.8. Analisis Pemecahan Masalah
Analisis faktor penyebab kecacatan dilakukan dengan diagram sebab-akibat. Analisis pemecahan masalah melalui analisis hasil pengolahan data taguchi untuk menemukan akibat dari interaksi antar faktor dan perbaikan yang dapat diberikan menentukan kombinasi faktor dan level faktor melalui analisis varians dan FMEA untuk mengetahui faktor yang paling berpengaruh dan tindakan perbaikan efektif berdasarkan nilai RPN yang perlu dilakukan sebagai solusi pemecahan masalah.
4.9. Kesimpulan dan Saran
Berdasarkan hasil analisis dan pengolahan data, ditarik kesimpulan yang dapat memberikan gambaran secara umum dari penelitian yang dilakukan. Kesimpulan merupakan rangkuman hasil penelitian. Saran-saran yang diberikan berguna untuk tindak lanjut penelitian dan pemberian saran kepada pihak perusahaan mengenai hal-hal yang berkaitan dengan penelitian.
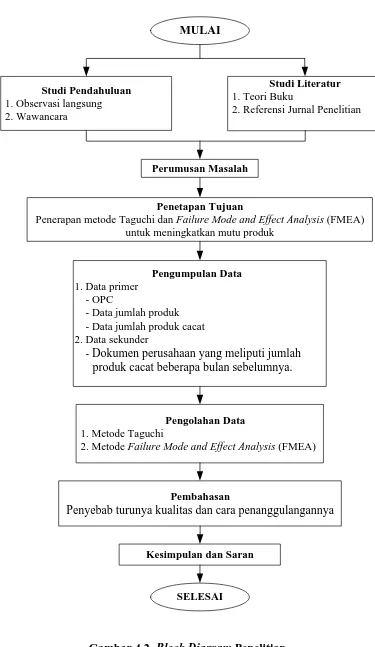
4.10. Block Diagram Penelitian
MULAI
2. Referensi Jurnal Penelitian
Perumusan Masalah
Pengolahan Data 1. Metode Taguchi
2. Metode Failure Mode and Effect Analysis (FMEA)
Pembahasan
Penyebab turunya kualitas dan cara penanggulangannya
Kesimpulan dan Saran
- Dokumen perusahaan yang meliputi jumlah produk cacat beberapa bulan sebelumnya.
Penetapan Tujuan
Penerapan metode Taguchi dan Failure Mode and Effect Analysis (FMEA) untuk meningkatkan mutu produk
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data 5.1.1. Produksi
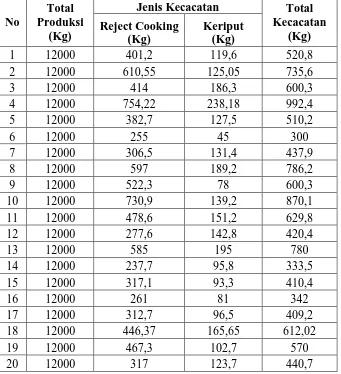
Data yang dikumpulkan adalah data produksi sosis berupa data jumlah produksi dan jumlah produk cacat pada bulan April 2015. Data diperoleh melalui dokumentasi catatan perusahaan yang dapat dilihat pada Tabel 5.1.
Tabel 5.1. Produksi dan Jumlah Produk Cacat pada April 2015
No
Total Produksi
(Kg)
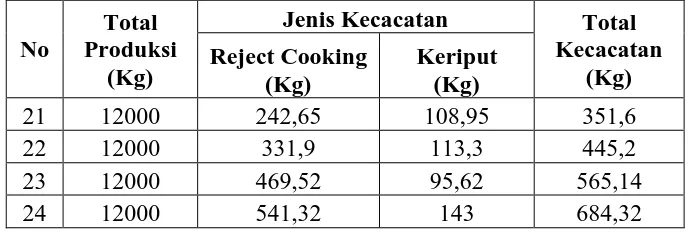
Tabel 5.1. Produksi dan Jumlah Produk Cacat pada April 2015 (Lanjutan)
No
Total Produksi
(Kg)
Jenis Kecacatan Total Kecacatan
5.1.2. Penentuan Populasi dan Jumlah Sampel
Perhitungan jumlah sampel dilakukan dengan menggunakan rumus Slovin:
Dimana: N = Jumlah Populasi e = % galat (0,05) n = jumlah sampel
Populasi adalah banyaknya produk yang diproduksi selama satu hari kerja. Kapasitas produksi per hari adalah sebanyak 12 batch adonan sosis (1 batch = 1000 kg). Tiap 1 kg adonan sosis menghasilkan 30 potong sosis dengan demikian jumlah populasi adalah sebesar 360.000 potong. Perhitungan jumlah sampel menggunakan rumus slovin yaitu:
5.1.3. Data Cacat Produk Sosis
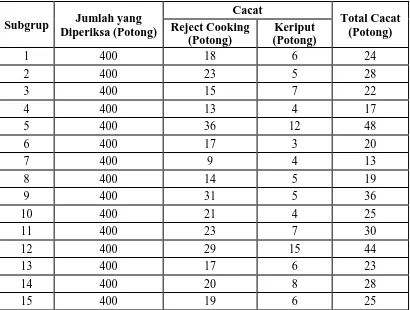
Data cacat pada produk sosis dikumpulkan dan dicatat selama penelitian sedang berlangsung dengan pembagian subgrup per satu kali pengujian kualitas. Tiap subgrup menggunakan sampel sebanyak 400 potong kemudian dihitung jumlah cacat pada masing-masing subgrup tersebut. Data cacat produk sosis dapat dilihat pada Tabel 5.2.
Tabel 5.2. Hasil Pengukuran Kecacatan Produk Sosis pada Sampel Periode Juni-Juli 2015
5.2. Metode Taguchi
5.2.1. Penentuan Variabel Tak Bebas
Variabel tak bebas yang dijadikan karakteristik kualitas adalah karakteristik atribut yaitu sosis yang reject cooking dan keriput. Karakteristik yang digunakan yaitu the smaller the better yang berarti bahwa semakin berkurangnya jumlah produk yang cacat maka akan semakin baik kualitasnya.
5.2.2. Identifikasi Faktor-faktor (Variabel Bebas)
Pada tahap ini dipilih faktor-faktor mana saja yang akan diselidiki pengaruhnya terhadap variabel tak bebas yang bersangkutan. Diagram sebab akibat digunakan untuk menggambarkan hubungan kecacatan dengan faktor-faktor penyebabnya. Diagram sebab akibat akan mengidentifikasi berbagai penyebab potensial dari kecacatan yang terjadi. Masalah akan dipecah menjadi sejumlah kategori yang berkaitan, mencakup manusia, mesin, dan metode. Setiap kategori mempunyai sebab-sebab yang perlu diuraikan melalui sesi brainstorming bersama dengan karyawan lantai produksi. Berikut hasil brainstorming tersebut dirangkum dan dikelompokkan berdasarkan kategori tertentu.
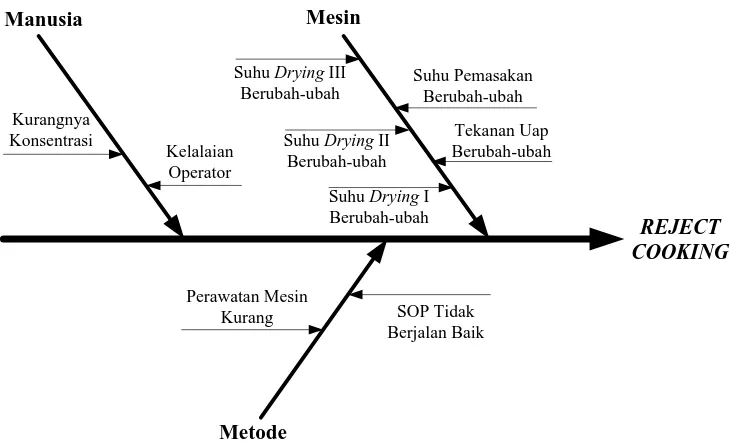
Hasil diskusi tentang penyebab kecacatan reject cooking adalah: 1. Manusia
Ditinjau dari aspek manusia, faktor-faktor yang dapat menyebabkan terjadinya kecacatan reject cooking yaitu, operator tidak berkonsentrasi sehingga kurang teliti dalam bekerja. Operator seringkali tidak memperhatikan tekanan uap
Kondisi kesehatan operator yang disebabkan oleh kelelahan dan penyakit yang diderita operator juga dapat mempengaruhi performa operator saat bekerja. 2. Mesin
Ditinjau dari segi mesin, kecacatan dapat terjadi karena beberapa hal, seperti pengaturan mesin yang kurang optimal dimana parameter mesin tidak sesuai dengan kebutuhan, seperti besar tekanan uap, suhu pengeringan, dan suhu pemasakan. Jika parameter-parameter tersebut kurang optimal dapat menyebabkan produk sosis tidak matang dengan sempurna atau mengalami
casing pecah.
3. Metode
Ditinjau dari segi metode kerja, kecacatan dapat terjadi karena SOP yang tidak dijalankan dengan benar dan kurangnya perawatan mesin.
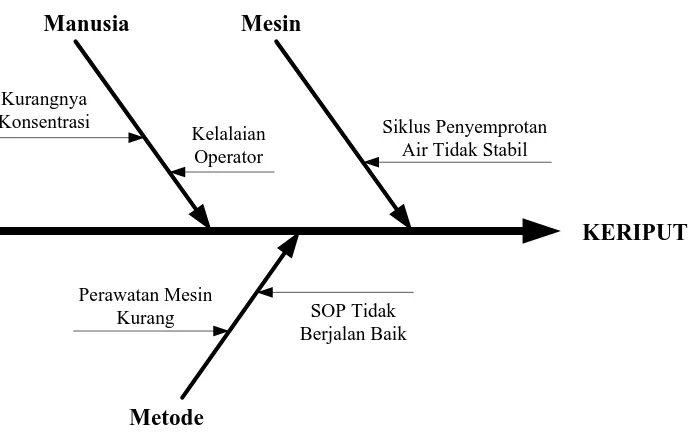
Hasil diskusi tentang penyebab kecacatan keriput adalah sebagai berikut: 1. Manusia
Ditinjau dari aspek manusia, faktor-faktor yang dapat menyebabkan terjadinya kecacatan keriput adalah kelalaian operator dan kurangnya konsentrasi operator dalam memeriksa meteran air pada stasiun smoke house.
2. Mesin
Ditinjau dari segi mesin, kecacatan keriput dapat terjadi karena proses
showering yang kurang optimal sehingga suhu sosis yang semula 80 – 83oC belum mencapai suhu yang diharapkan, yaitu 38 – 40oC untuk menjalani proses cooling down dengan NH3. Jika suhu sosis belum mencapai 38 – 40oC
dan langsung dimasukkan ke dalam proses cooling down akan menyebabkan sosis mengkerut atau keriput. Ditinjau dari segi mesin, proses showering yang kurang optimal dapat disesabkan oleh cycle (siklus) penyemprotan air yang kurang optimal.
3. Metode
Ditinjau dari segi metode kerja, kecacatan dapat terjadi karena SOP yang tidak dijalankan dengan benar dan kurangnya perawatan mesin.
KERIPUT
Gambar 5.2. Diagram Sebab Akibat Kecacatan Keriput pada Sosis
Diagram sebab akibat menunjukkan faktor-faktor yang mempengaruhi kualitas sosis adalah kemampuan operator, parameter mesin, material yang diolah, dan metode kerja. Faktor-faktor yang diidentifikasi tersebut masih tercampur tercampur antar faktor kontrol dan faktor gangguan, maka dilakukan klasifikasi faktor kontrol dan faktor gangguan. Faktor kontrol adalah faktor yang nilainya dapat diatur. Faktor noise (gangguan) adalah faktor yang tidak dapat dikontrol atau memerlukan uasaha dan biaya yang besar untuk dikendalikan. Faktor noise meliputi kelalaian dan kurangnya konsentrasi operator serta pelaksanaan SOP yang kurang berjalan baik.
Faktor kontrol meliputi: 1. Suhu Pemasakan
4. Suhu pada Drying II 5. Suhu pada Drying III 6. Siklus Penyempotan Air
5.2.3. Penentuan Jumlah Level
Penentuan jumlah level penting artinya untuk ketelitian hasil eksperimen dan ongkos pelaksanaan eksperimen. Makin banyak level yang diteliti maka hasil eksperimen akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan ongkos eksperimen.
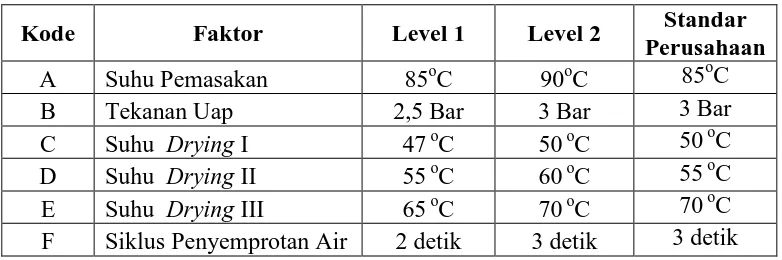
Nilai level faktor yang digunakan perusahaan dapat berubah-ubah sesuai dengan keputusan manajerial namun terdapat batas minimum dan maksimum dari masing-masing faktor. Nilai level yang digunakan adalah nilai ekstrim yaitu nilai minimum dan nilai maksimum (2 level) sehingga didapatkan jumlah dan nilai level untuk setiap faktor. Jumlah level dan nilai level tiap faktor dapat dilihat pada Tabel 5.3.
Tabel 5.3. Penentuan Jumlah Level dan Nilai Level Faktor
Kode Faktor Level 1 Level 2 Standar Perusahaan
A Suhu Pemasakan 85oC 90oC 85oC
B Tekanan Uap 2,5 Bar 3 Bar 3 Bar
5.2.4. Perhitungan Derajad Kebebasan
Perhitungan derajad kebebasan dilakukan untuk menghitung jumlah minimum penelitian yang harus dilakukan untuk menyelidiki faktor yang diamati. Perhitungan derajad kebebasan dan kombinasi yang diusulkan nantinya akan mempengaruhi pemilihan dalam tabel matriks orthogonal.
Pada penelitian ini terdapat 6 faktor dan 2 level maka perhitungan derajad kebebasan dapat dilihat pada Tabel 5.4.
Tabel 5.4. Perhitungan Derajad Kebebasan Faktor Derajad Kebebasan (dof) Hasil
A 2-1 1
B 2-1 1
C 2-1 1
D 2-1 1
E (2-1) 1
F (2-1) 1
Total Derajat Kebebasan (dof) 6
5.2.5. Pemilihan Matriks Ortogonal
Jumlah derajad kebebasan pada penelitian ini adalah 6. Matriks ortogonal standar dengan 2 level mempunyai beberapa pilihan matriks ortogonal seperti pada pada Tabel 5.5. berikut.
Tabel 5.5. Matriks Ortogonal Standar dengan 2 Level Matriks Ortogonal 2 Level
L4(23) L8(27) L12(211) L16(215) L32(231) L64(263)
matriks ortogonal yang memiliki derajad kebebasan yang lebih besar atau sama dengan derajad kebebasan faktor dan level di dalam eksperimen.
Perhitungan derajad kebebasan untuk matriks ortogonal L4(23) adalah
sebagai berikut:
Derajad kebebasan = (banyaknya faktor) x (banyaknya level – 1) = 3 x (2-1)
= 3 derajad kebebasan
Perhitungan derajad kebebasan untuk matriks ortogonal L8(27) adalah
sebagai berikut:
Derajad kebebasan = (banyaknya faktor) x (banyaknya level – 1) = 7 x (2-1)
= 7 derajad kebebasan
Hasil perhitungan derajad kebebasan matriks ortogonal yang lebih besar dari 6 adalah pada matriks ortogonal L8(27) dengan derajad kebebasan 7 maka
dipilihlah matriks ortogonal L8(27).
5.2.6. Penempatan Kolom untuk Faktor dan Interaksi ke Dalam Matriks Ortogonal
Penelitian ini menggunakan 6 faktor, yaitu A, B, C, D, E, dan F dan memiliki 2 level serta memiliki nilai derajad kebebasan 7 dengan matriks ortogonal L8(27). Dengan demikian grafik yang sesuai dengan penelitian ini
A
Gambar 5.3. Grafik linier L8(27)
Faktor A ditempatkan pada kolom 1, faktor B pada kolom 2, faktor C pada kolom 3, faktor D pada kolom 4, faktor E pada kolom 5, faktor F pada kolom 6, dan error pada kolom 7. Hal ini dapat dilihat pada Tabel 5.6.
Tabel 5.6. Penempatan Kolom untuk Faktor dan Interaksi ke Dalam Matriks Ortogonal L8(27)
Matriks Ortogonal L8(27)
Eksperimen 1 2 3 4 5 6 7
5.2.7. Persiapan dan Pelaksanaan Eksperimen Taguchi
Tahapan persiapan percobaan meliputi pengamatan mesin smoke house dan melakukan penyetelan masing-masing faktor pada mesin sesuai dengan tabel
Tabel 5.7. Data Hasil Percobaan Terhadap Kualitas Sosis
Eksperimen
MatriksOrtogonal L8(27) Jumlah cacat (Potong)
5.2.8. Perhitungan Efek Faktor dari Rata-rata
Analisis nilai rata-rata level bertujuan untuk mengidentifikasi efek yag paling kuat dan menemukan kombinasi faktor dan interaksi yang memberikan hasil paling sesuai dengan yang diharapkan. Untuk mengidentifikasi pengaruh level dari faktor terhadap kualitas produk sosis maka dilakukan perhitungan nilai rata-rata tiap level dengan rumus:
Dimana:
Rata-rata tiap kondisi eksperimen Y1...n = nilai variabel tak bebas
n =Banyaknya replikasi
Dimana:
Rata-rata total pengaruh faktor untuk setiap level
A1...An = Rata-rata kondisi eksperimen pada level dan faktor tertentu
n = Banyaknya replikasi Contoh untuk faktor A:
Rata-rata pengaruh faktor A pada level 1:
= 20,125
Rata-rata pengaruh faktor A pada level 2:
=30,625
Tabel hasil perhitungan seluruh faktor dan interaksi respon dari pengaruh faktor interaksi dapat dilihat pada Tabel 5.8.
Tabel 5.8. Tabel Respon dari Pengaruh Faktor
A B C D E F e
Level 1 20.125 23.500 24.875 31.625 27.000 21.875 25.750
Level 2 30.625 27.250 25.875 19.125 23.750 28.875 25.000
Selisih 10.500 3.750 1.000 12.500 3.250 7.000 0.750
Rank 2 4 6 1 5 3 7
5.2.9. Perhitungan Efek Faktor dari Rasio S/N
respon. Signal to noise ratio merupakan persamaan yang mereprentasikan kemampuan proses dalam memproduksi produk dengan baik. Rumus yang digunakan untuk menghitung semakin kecil, semakin baik Signal to Noise Ratio adalah:
= -10
Dimana:
= Signal to Noise ke-n σ = Simpangan baku y = rata-rata
Contoh perhitungan untuk nilai adalah sebagai berikut: S/N1 = -10 (0,72 + 22,52) = -27,048
Perhitungan pengaruh faktor dan interaksi berdasarkan Signal to Noise
Ratio dapat dilihat pada contoh perhitungan berikut ini:
1. Pengaruh faktor A
Rata-rata pengaruh faktor A pada level 1:
= -25,338 Rata-rata pengaruh faktor A pada level 2:
=-29,618
Tabel 5.9. Signal to Noise Ratio
Eksperimen
MatriksOrtogonal L8(27)
Rata-Peringkat dan selisih setiap faktor berdasarkan perhitungan Signal to noise dapat dilihat pada Tabel 5.10.
Tabel 5.10. Peringkat dan Selisih Faktor dan Interaksi Signal to Noise
A B C D E F e
Analisis varians digunakan untuk mengidentifikasi pengaruh level dari faktor sehingga akurasi perkiraan model dapat dilakukan berdasarkan nilai rata-rata.
1. Perhitungan jumlah kuadrat level faktor (sum of square)
SSn = Dimana:
SSn = Jumlah kuadrat fakor ke-n. = Jumlah level faktor A.
= Jumlah percobaan faktor A level ke-i. T = Jumlah seluruh nilai data.
N = Banyak data keseluruhan.
Contoh perhitungan nilai rata-rata tiap level adalah sebagai berikut. Faktor A
= + -
= + - = 220,5 2. Perhitungan derajat kebebasan
Perhitungan derajat kebebasan dilakukan pada tiap faktor dengan rumus: = - 1
Dimana: = Derajat kebebasan faktor x = Jumlah level dari setiap faktor
Dengan menggunakan rumus tersebut diatas maka dapat diperoleh derajat kebebasan dari setiap faktor:
= 2-1 = 1 = 2-1 = 1
Derajat kebebasan untuk setiap eksperimen adalah sebanyak 1 untuk setiap eksperimen dimana dilakukan 16 eksperimen. Derajat kebebasan untuk rata-rata adalah 1 sehingga derajat kebebasan total adalah 16-1 = 15. Derajad kebebasan untuk error adalah derajad kebebasan total dikurang derajad kebebasan setiap faktor sehingga derajat kebebasan untuk error adalah 15-6=9. 3. Perhitungan kuadrat rata-rata (Mean Square)
Kuadrat rata-rata dihitung dengan rumus: = Dimana: = Rata-rata kuadrat faktor n
= Jumlah kuadrat faktor n = Derajat kebebasan faktor n
Contoh perhitungan rata-rata kuadrat untuk setiap faktor: Faktor A
= = 8
4. Perhitungan jumlah kuadrat total.
Jumlah kuadrat total dihitung dengan rumus: = =
5. Perhitungan rata-rata kuadrat
Kuadrat karena rata-rata dapat dihitung dengan rumus: SSm = n.
Dimana: n = Jumlah eksperimen
y = Rata-rata persen banyaknya cacat SSm = 8 x (25,38)2
= 5151,13
6. Perhitungan jumlah kuadrat error (sse) Jumlah kuadrat error dihitung dengan rumus:
= Nilai F-rasio dihitung dengan rumus: F = MS/M
Dimana: MS = Rata-rata kuadrat M = Rata-rata kuadrat error
Perhitungan F-rasio untuk setiap faktor dilakukan seperti contoh perhitungan berikut ini:
F-rasio A = = 1764
8. Perhitungan persen kontribusi
P = x 100%
Sebelum persen kontribusi dihitung terlebih dahulu SS’ dengan menggunakan rumus sebagai berikut:
= - MSe (
Perhitungan persen kontibusi untuk setiap faktor dilakukan seperti contoh perhitungan di bawah ini:
Untuk karakteristik faktor A yaitu: = - M (
= 220,5 – 0.13 (1) = 220,38
Maka persen kontribusi faktor A yaitu: P = x 100%
= 32.30%
Hasil perhitungan analisis varians dilihat pada Tabel 5.11.
Tabel 5.11. Analisis Varians Rata-rata
Sumber SS v MS F-rasio SS' p%
A 220.50 1 220.50 1764 220.38 32.30
B 28.13 1 28.13 225 28.00 4.10
C 2.00 1 2.00 16 1.88 0.27
D 312.50 1 312.50 2500 312.38 45.79
F 98.00 1 98.00 784 97.88 14.35
SSe 1.13 9 0.13 1 0.75 0.11
St 682.25 15 45.48 - 682.25 100
Mean 5151.13 1 - - - -
ST 5834.50 16 - - - -
Dari tabel F, dengan α=0,05, v1=1, v2=9, didapatkan nilai F0,05;1;9 = 5,12.
Nilai F-ratio dari masing-masing faktor lebih besar dari 5,12. Hal tersebut menunjukkan semua faktor penting.
5.2.11. Pooling Faktor-faktor yang Tidak Signifikan
Analisis varians menunjukkan bahwa semua faktor penting namun untuk menghindari kesalahan, digunakan setengah derajad kebebasan dari matriks ortogonal yang digunakan dalam eksperimen maka akan digunakan 3 faktor utama untuk perkiraan. Pooling dilakukan terhadap 4 faktor dengan nilai F-ratio terkecil ke dalam error. Faktor yang akan di poling up di beri tanda “Y” pada kolom Pool. Nilai SSe dihitung kembali dengan menjumlahkan nilai SSfaktor yang
di pooling up.
SSe pool= SSe + SSC
SSe pool=1,13 + 2 = 3,13
Nilai MSe yang baru dihitung menggunakan rumus
MSe pool =
MSe pool = = 0.31
F-ratio = MSfaktor/MSe pool
Hasil pooling terhadap faktor C dapat dilihat pada Tabel 5.12.
Tabel 5.12. Hasil Pooling terhadap Faktor C
Pooling juga dilakukan terhadap 2 faktor lain dengan nilai jumlah kuadrat
error terkecil, yaitu faktor E dan B. Hasil perhitungan analisis varians akhir dapat dilihat pada Tabel 5.13.
Tabel 5.13. Analisis Varians Penggabungan
Sumber Pool SS v MS F-rasio SS' p%
Analisis varians akhir dapat dilihat pada Tabel 5.14.
Tabel 5.14. Analisis Varians Akhir
Sumber Pool SS v MS F-rasio SS' p%
dan F. Nilai F-tabel yang digunakan adalah F0,05;1;12 = 4,75. Apabila uji F lebih
kecil dari nilai F tabel maka Ho diterima atau berarti tidak ada pengaruh
perlakuan. Namun jika uji F lebih besar dari nilai F tabel, maka Ho ditolak berarti
ada pengaruh perlakuan. 1. Faktor A
: Tidak ada pengaruh faktor A terhadap kualitas produk sosis : Ada pengaruh A terhadap kualitas produk sosis
Kesimpulan : = 50,52 > F0,05;1;12 = 4,75 maka Ho ditolak artinya ada
pengaruh suhu pemasakan terhadap kualitas sosis. 2. Faktor D
: Tidak ada pengaruh faktor D terhadap kualitas produk sosis : Ada pengaruh D terhadap kualitas produk sosis
Kesimpulan : = 71,60 > F0,05;1;12 = 4,75 maka Ho ditolak artinya ada
pengaruh Suhu Drying II terhadap kualitas sosis. 3. Faktor F
: Tidak ada pengaruh faktor F terhadap kualitas produk sosis : Ada pengaruh F terhadap kualitas produk sosis
Kesimpulan : = 22,45 > F0,05;1;12 = 4,75 maka Ho ditolak artinya ada
pengaruh siklus penyempotan air terhadap kualitas sosis.
5.2.12. Perhitungan Interval Kepercayaan
Model persamaan rata-rata kualitas produk sosis menurut Glen Stuart Peace adalah sebagai berikut:
= + ( - ) + ( - ) + ( - ) Dimana:
= Rata-rata jumlah reject
= Respon rata-rata dari pengaruh faktor A pada level 1 = Respon rata-rata dari pengaruh faktor D pada level 2 = Respon rata-rata dari pengaruh faktor F pada level 1
= + ( - ) + ( - ) + ( - )
= 25,38 + (20,125 - 25,38) + (19,125 - 25,38)+( 21,875 - 25,38) = 10,375
Interval kepercayaan rata-rata pada tingkat kepercayaan 95% menurut Irwan Soejanto adalah:
Diketahui : F0,05;1;12 = 4,75 dan Variansi pooled error (Ve) = 4,365
=
= = = 4
Selang kepercayaan prediksi optimal yaitu: CI = ±
= ± = ± 2,28
- CI ≤ ≤ + CI 10,375 – 2,28 ≤ 10,375+ 2,28
8,098 ≤ 12,652
5.2.13. Eksperimen Konfirmasi
Pada eksperimen konfirmasi, faktor dan level ditetapkan pada faktor dan level yang menghasilkan kondisi optimal. Faktor dan level yang digunakan dapat dilihat pada tabel faktor dan level eksperimen konfirmasi pada Tabel 5.15.
Tabel 5.15. Faktor dan Level Eksperimen Konfirmasi
Kode Faktor Level
A Suhu Pemasakan 85oC
D Suhu Drying II 60oC
F Siklus Penyemprotan 2 detik
Eksperimen konfirmasi dilakukan sebanyak 8 kali dengan sampel yang diperiksa sebanyak 400 potong.
Hasil dari percobaan tersebut terdapat pada Tabel 5.16.
Tabel 5.16. Hasil Eksperimen Konfirmasi
8 11 Nilai rata-rata eksperimen konfirmasi :
Nilai rata-rata ( )
Interval kepercayaan rata-rata untuk eksperimen konfirmasi adalah: CI = ±
= ± = ± 2,79
- CI ≤ ≤ + CI
– 2,79 ≤ + 2,79
8,837 ≤ 14,413
Perhitungan interval kepercayaan menunjukkan bahwa interval kepercayaan dari rata-rata yang diprediksi (8,098 ≤ 12,652) tumpang tindih dengan interval kepercayaan dari eksperimen konfirmasi (8,837 ≤ 14,413). Rata-rata hasil eksperimen konfirmasi juga berada pada interval kepercayaan eksperimen Taguchi. Dengan demikian dapat disimpulkan bahwa hasil eksperimen dapat direproduksi.
5.3. Metode Failure Mode and Effect Analysis (FMEA)
Kegagalan yang terjadi diidentifikasi efek yang disebabkannya dengan melakukan pengamatan dan wawancara terhadap setiap responden yang telah ditetapkan. Penilaian untuk setiap faktor dalam FMEA meliputi keseriusan efek yang diakibatkan kegagalan (severity), frekuensi kegagalan (occurrence), dan tingkat pendeteksian (detection). Wawancara dilakukan terhadap kepala produksi departemen sosis dan kepala quality control.
Tahap-tahap dalam proses FMEA adalah sebagai berikut: 1. Penentuan Jenis Kegagalan Potensial
Jenis kegagalan potensial pada produksi sosis yang berpengaruh signifikan terhadap kualitas sosis adalah suhu pemasakan, suhu Drying II, dan siklus penyemprotan yang kurang optimal.
2. Penentuan Efek yang Ditimbulkan oleh Kegagalan
Dari ketiga jenis kegagalan yang ada, ditemukan efek yang dapat ditimbulkan adalah sosis yang tidak matang sempurna, casing sosis pecah dan sosis yang mengalami pengkerutan. Berdasarkan hasil wawancara, dapat ditentukan nilai efek kegagalan (severity) dari ketiga jenis kegagalan tersebut, yaitu:
a. Suhu pemasakan yang kurang optimal mengakibatkan beberapa sosis tidak matang sempurna sehingga produk harus disortir dan
di-rework. Hal ini juga sedikit mengganggu kelancaran produksi. Dengan
demikian kepala produksi dan kepala quality control memberikan nilai
severity 7.
mengakibatkan produk harus disortir dan di-rework serta dapat megganggu kelancaran produksi maka diberikan nilai severity 7.
c. Siklus penyemprotan yang kurang optimal pada saat Showering mengakibatkan sosis keriput. Hal tersebut mengakibatkan produk harus disortir dan di-rework serta dapat megganggu kelancaran produksi maka diberikan nilai severity 7.
3. Identifikasi Penyebab Potensial dari Kegagalan
a. Sosis tidak matang dengan sempurna dapat diakibatkan oleh beberapa penyebab potensial, yaitu kadar air sosis yang terlalu tinggi akibat proses drying yang terjadi sebelumnya tidak sempurna, dan suhu pemasakan yang berubah sewaktu-waktu karena kerusakan . Kadar air sosis yang terlalu tinggi sering terjadi, yaitu dapat mencapai 1 kali dalam 100 kali proses pemasakan maka diberi nilai occurance 7. Suhu pemasakan yang berubah-ubah dapat terjadi 1 kali dalam 50 kali proses pemasakan maka diberi nilai occurance 8.
b. Proses Drying II yang tidak optimal dapat disebabkan kerusakan pada mesin dengan nilai occurance 8, operator yang kurang teliti atau kurang terampil mengontrol mesin dengan nilai occurance 6.
4. Identifikasi Metode Pengendalian Kegagalan
Dengan memperhatikan penyebab kegagalan, maka dapat dilakukan kendali atau kontrol penyebab terjadinya kegagalan yang dapat dilakukan oleh pekerja atau perusahaan untuk meminimumkan resiko kegagalan tersebut. Kendali yang dilakukan antara lain:
a. Mengontrol proses Drying II dengan teliti agar kadar air sosis telah mencapai standar yang ditetapkan pada saat memasuki proses pemasakan. b. Perawatan dan kontrol secara berkala dilakukan terhadap mesin smoke
house agar tidak terjadi perubahan suhu saat proses pemasakan
berlangsung sehingga sosis masak sempurna.
c. Perawatan dan kontrol secara berkala dilakukan terhadap mesin smoke
house agar suhu tidak berubah-ubah sehingga proses drying II dapat
berlangsung sempurna.
d. Perusahaan memberikan pelatihan keterampilan dan motivasi kerja terhadap operator agar teliti dan terampil dalam mengontrol mesin.
e. Memeriksa dan mengontrol meteran air secara berkala agar proses penyemprotan dapat berjalan dengan sempurna.
f. Perusahaan meningkatkan kedisiplinan operator dalam penggunaan dan pengendalian mesin.
5. Perhitungan Risk Priority Number (RPN)
Risk priortiy number adalah nilai yang merepresentasikan nilai severity,
Potensial Kegagalan
Kadar air sosis yang terlalu tinggi akibat proses drying yang terjadi
sebelumnya tidak sempurna
7
Mengontrol proses Drying II dengan teliti agar standar kadar air sosis
tercapai
1 47
Suhu pemasakan yang
berubah-ubah 8
Perawatan dan kontrol mesin secara
berkala 3 168
Suhu drying II tidak optimal
Sosis lembek dan lengket 7
Suhu drying II yang berubah-ubah 7 Perawatan dan kontrol mesin secara
berkala 3 147
Operator kurang teliti/terampil 6 Memberikan pelatihan keterampilan
dan motivasi kerja 2 84
Siklus
Sosis keriput 7 Meteran air berubah-ubah 6 Memeriksa dan mengontrol meteran
penyemprotan
BAB VI
HASIL DAN PEMBAHASAN
6.1. Hasil dan Pembahasan Cause and Effect Diagram
Diagram sebab akibat menggambarkan hubungan kecacatan dengan faktor–faktor penyebabnya. Diagram ini bertujuan untuk mengetahui penyebab dalam terjadinya suatu kecacatan sehingga dapat dilakukan perbaikan untuk meminimalkan jumlah produk sosis yang keriput dan reject cooking.
Hasil cause and effect diagram untuk kecacatan sosis tersebut adalah sebagai berikut
1. Manusia
Proses produksi sosis di PT. Charoen Pokphand Indonesia adalah semi otomatis sehingga dibutuhkan manusia untuk mengendalikan mesin selama proses produksi berlangsung. Operator pada mesin smokehouse seringkali lalai atau kurang konsentrasi selama proses pengeringan dan pemasakan
2. Mesin
Kecacatan reject cooking pada sosis dapat disebabkan beberapa parameter mesin yang tidak sesuai dengan kebutuhan, seperti besar tekanan uap, suhu pengeringan dan suhu pemasakan. Jika parameter-parameter tersebut tidak sesuai akan menyebabkan sosis tidak matang dengan sempurna atau mengalami casing pecah. Kecacatan keriput pada sosis dapat disebabkan proses showering yang kurang optimal sehingga suhu sosis yang semula 80 – 83oC belum mencapai suhu yang diharapkan, yaitu 38 – 40oC untuk menjalani proses cooling down dengan NH3. Jika suhu yang diharapkan tidak tercapai dan
langsung dimasukkan ke dalam proses cooling down, maka sosis akan mengalami pengerutan. Oleh karena itu perlu diperhatikan siklus penyemprotan air pada saat showering tetap stabil.
3. Metode kerja
Ditinjau dari segi metode kerja, kecacatan dapat terjadi karena operator tidak menjalankan SOP dengan baik serta kurangnya perawatan mesin smokehouse.
Dari hasil cause and effect diagram kedua kecacatan terlihat bahwa sebagian besar kecacatan disebabkan oleh faktor suhu pemasakan, tekanan uap, suhu pada drying I, suhu drying II, suhu drying III, dan siklus penyemprotan air.
6.2. Perencanaan dan Pelaksanaan Metode Taguchi
Metode Taguchi digunakan untuk menyelidiki penyebab terjadinya
Pada metode ini digunakan enam faktor dan 2 level sehingga berdasarkan perhitungan derajat kebebasan yang sesuai dipilihlah matriks orthogonal L8(27).
6.3. Perhitungan Pengaruh Nilai Level dan Faktor
Analisis perhitungan pengaruh nilai level dan faktor dilakukan untuk mengetahui nilai respon rata-rata dan respon signal to noise ratio dari setiap faktor yang mempengaruhi kualitas produk sosis. Hasil dari perhitungan nilai respon rata-rata dapat diketahui bahwa faktor-faktor berikut secara berurutan berdasarkan besar pengaruhnya terhadap kualitas sosis, yaitu faktor D level 2 (suhu drying II, 60oC), A level 1 (suhu pemasakan, 85oC), F level 1 (siklus penyemprotan air, 2 detik), B level 1 (tekanan uap, 2,5 Bar), E level 2 (suhu
drying III, 70oC), C level 1 (suhu drying I, 47oC).
Proses produksi sebaiknya dijalankan dengan memperhatikan pegaruh faktor dan interaksi terhadap kualitas dan variabilitas produk.
6.4. Perhitungan Analisis Varians
faktor C (suhu drying I), kemudian dilakukan lagi pooling terhadap faktor E (suhu drying III), dan faktor B (tekanan uap). Sehingga didapatkan 3 faktor utama yang digunakan dalam perkiraan, yaitu A (suhu pemasakan), D (suhu
drying II) dan F (siklus penyemprotan air). Berdasarkan uji F yang dilakukan
terhadap ketiga faktor utama tersebut didapatkan bahwa ketiga faktor tersebut memiliki pengaruh terhadap kualitas sosis.
Hasil pemilihan faktor dan level faktor yang berpengaruh signifikan terhadap kualitas sosis baik berdasarkan perhitungan rata-rata dan SNR adalah suhu pemasakan 85oC, suhu drying II 60oC dan siklus penyemprotan 2 detik. Menggunakan kombinasi nilai level faktor yang optimal sesuai hasil perhitungan analisis varians pada proses dapat menghasilkan produk yang lebih berkualitas.
6.5. Perhitungan Eksperimen Konfirmasi
Pada eksperimen konfirmasi, faktor dan level ditetapkan pada faktor dan level yang menghasilkan kondisi optimal dan dilakukan sebanyak 8 kali. Hasil percobaan dengan metode taguchi ke eksperimen konfirmasi menunjukkan bahwa rata-rata hasil eksperimen konfirmasi berada pada interval kepercayaan eksperimen Taguchi. Dengan demikian dapat disimpulkan bahwa hasil eksperimen dapat direproduksi.
6.6. Failure Mode and Effect Analysis (FMEA)
dengan sempurna. Pada pengeringan tahap II suhu pengeringan juga berubah-ubah sehingga menyebabkan sosis lembek dan lengket. Pada penyemprotan, siklus air tidak stabil sehingga dapat menyebabkan sosis keriput.
Pembobotan berdasarkan severity, occurrence, dan detection dilakukan sehingga didapatkan peyebab kegagalan terbesar dengan nilai RPN (Risk Priority
Number) sebesar 168 , yaitu suhu pemasakan yang berubah-ubah menyebabkan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Charoen Pokphand Indonesia merupakan perusahaan tempat dilakukannya penelitian Tugas Sarjana. Pertumbuhan jumlah penduduk yang meningkat per tahun menjadi langkah utama PT. Charoen Pokphand Indonesia
Food Division semakin berpacu dalam bisnis makanan olahan. Hal ini disebabkan
banyaknya permintaan konsumen akan kebutuhan pangan di pangsa pasar semakin bertambah, dan hal tersebut mendorong PT. Charoen Pokphand Indonesia Food Division untuk semakin di depan dan menjadi produsen kelas dunia dalam bidang makanan olahan daging ayam.
PT. Charoen Pokphand Indonesia Food Division mengembangkan bisnis di bidang industri pengolahan makanan berbahan baku ayam dengan membuka pabrik pertama kali di Cikande yang merupakan salah satu pabrik pengolahan ayam termodern di Indonesia yang juga merupakan pusat dari PT. Charoen Pokphand Indonesia Food Division yang ada di Indonesia. PT. Charoen Pokphand kemudian membuka cabang lain di Salatiga, Surabaya dan Medan.
PT. Charoen Pokphand Indonesia Food Division dibangun di Medan pada tahun 2011 bulan 5, berkedudukan di Jalan Pulau Solor No. 2, Kawasan Industri Medan II, Pada awal produksi di Medan, PT Charoen Pokphand Indonesia Food
Division ini terdiri dari tiga plant utama yaitu Cut Up, Further Processing, dan
daging ayam, sedangkan Sausage Plant dan Further Processing Plant menghasilkan daging ayam lanjutan.
PT. Charoen Pokphand Indonesia memiliki visi dan misi dalam menjalankan usahanya. Visi dari PT. Charoen Pokphand Indonesia adalah:
1. Menjadi produsen kelas dunia dalam bidang makanan olahan dari daging ayam khususnya dan bahan lain umumnya.
2. Menjadi perusahaan yang bertanggung jawab, peduli terhadap dampak sosial dan lingkungan di dalam menjalankan kegiatan tersebut.
Misi dari PT. Charoen Pokphand Indonesia untuk mewujudkan visi tersebut adalah :
1. Membantu meningkatkan kualitas bangsa Indonesia dan dunia serta memuaskan pelanggan dan pemegang saham dengan memproduksi makanan olahan bermutu tinggi, halal, dan aman untuk dikonsumsi dengan menerapkan GMP (Good Manufacturing Procedures), SSOP (Sanitation Standard
Operating Procedures), Sistem Jaminan Halal, HACCP, dan ISO 9001:2008.
2. Menjaga dan menerapkan prinsip-prinsip kelestarian hidup sesuai peraturan perundangan yang berlaku.
dengan pendistribusiannya dilakukan oleh sumber daya manusia yang baik dan didukung oleh mesin-mesin modern yang berteknologi tinggi.
PT. Charoen Pokphand Indonesia Food Division mengeluarkan kebijakan mutu yang merupakan kebijakan perusahaan yaitu: Senantiasa menghasilkan produk yang bermutu tinggi, halal dan aman untuk dikonsumsi dalam rangka pencapaian visi & misi perusahaan sehingga dapat memberikan jaminan kepuasan kepada pelanggan. Menggalang kerjasama, partisipasi aktif dan positif semua karyawan dalam mengembangkan dan meningkatkan mutu kerja secara terus-menerus.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha pada PT. Charoen Pokphand Indonesia Food
Division meliputi :
1. PT. Charoen Pokphand Indonesia Food Division merupakan industri manufaktur yang memproduksi makanan olahan daging ayam yaitu sausage dan further.
2. Bahan baku utama adalah ayam yang sudah beku yang berasal dari PT. Charoen Pokphand Indonesia Food Division dari Cikande dan Salatiga.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
organisasi dimana wewenang mengalir dari pimpinan kepada bawahannya dan dari bawahan ini kepada bawahannya lagi yaitu dimana perusahaan dipimpin oleh
Plant Head.
Bentuk atau hubungan garis ditunjukkan dengan adanya spesialisasi atau pembagian tugas setiap unit organisasi (departemen) sehingga pelimpahan wewenang dari pimpinan dalam bidang pekerjaan tertentu dapat langsung dilimpahkan kepada departeman yang menangani pekerjaan tersebut. Yang termasuk dalam garis hubungan lini adalah Plant Head dengan Plant Manager. Sedangkan bentuk fungsional merupakan hubungan kinerja yang diatur berdasarkan pengelompokkan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja. Hubungan fungsional dijumpai pada hubungan Further Manager,
Sausage Manager, Cut Up Manager, Warehouse Manager, Engineering
Manager, PPIC Manager, Purchasing Manager, Finance & Accounting
Manager, dan Personal & General Affair Manager. Berikut ini merupakan
2.3.2. Uraian Tugas dan Tanggung Jawab
Struktur organisasi merupakan pembagian kerja dan menunjukkan bagaimana fungsi-fungsi atau kegiatan-kegiatan yang berbeda-beda tersebut saling diintegrasikan (koordinasi). Dalam menjalankan aktivitas sehari-hari pada suatu organisasi dibutuhkan personil-personil untuk menduduki jabatan tertentu yang mampu menjalankan tugas, wewenang, dan tanggung jawab yang dibebankan sesuai dengan jabatan tersebut. Uraian tugas dan tanggung jawab masing-masing jabatan pada PT Charoen Pokphand Indonesia Food Division adalah sebagai berikut:
1. Kepala Unit (Plant Head)
Head of Unit adalah merupakan pimpinan puncak dari PT. Charoen Pokphand Indonesia Food Division yang bertugas untuk :
a. Memimpin, mengkoordinir dan mengawasi pelaksanaan tugas para manager bagian.
b. Merencanakan dan menerapkan kebijaksanaan mengenai perbaikan dan perkembangan umum perusahaan.
c. Bertanggungjawab kepada presiden direktur (pimpinan perusahaan induk) atas jalannya perusahaan.
2. Plant Manager
a. Merencanakan dan mengatur jadwal produksi untukk semua jenis produk agar tidak terjadi kelebihan atau kekurangan persediaan di gudang.