ANALISIS PENYEBAB TERJADINYA PIN HOLE BAJA SPC
PADA PROSES PEMBUATAN BODY OIL FILTER
Oleh :
Ahmad Hidayat
107097000905
PROGRAM STUDI FISIKA
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SYARIF HIDAYATULLAH
JAKARTA
v
LEMBAR PERNYATAAN
DENGAN INI SAYA MENYATAKAN BAHWA SKRIPSI INI BENAR HASIL KARYA SENDIRI YANG BELUM PERNAH DIAJUKAN SEBAGAI SKRIPSI ATAU KARYA ILMIAH PADA PERGURUAN TINGGI ATAU LEMBAGA MANAPUN.
Jakarta, Mei 2011
Ahmad Hidayat
ii
ANALISIS PENYEBAB TERJADINYA PIN HOLE BAJA SPC
PADA PROSES PEMBUATAN BODY OIL FILTER
Skripsi
Di ajukan sebagai salah satu syarat untuk memperoleh
gelar Sarjana Sains ( S.Si )
Oleh :
Ahmad Hidayat
107097000905
PROGRAM STUDI FISIKA
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI
SYARIF HIDAYATULLAH
JAKARTA
iii
LEMBAR PENGESAHAN
ANALISIS PENYEBAB TERJADINYA PIN HOLE BAJA SPC PADA PROSES PEMBUATAN BODY OIL FILTER
Skripsi
Diajukan kepada Fakultas Sains dan Teknologi Untuk memenuhi persyaratan memperoleh
gelar Sarjana Sains ( S.Si ) oleh :
Ahmad Hidayat NIM : 107097000905
Pembimbing I Pembimbing II
( Arif Tjahjono, M.Si ) ( Ari Haryono, M.Si ) NIP : 19751107 200701 1 015
Mengetahui,
Ketua Program Studi Fisika
iv
PENGESAHAN UJIAN
Skripsi berjudul Analisis Penyebab Terjadinya Pin Hole Baja Spc Pada Proses
Pembuatan Body Oil Filter, Telah diajukan dalam sidang munaqasyah Fakultas
Sains dan Teknologi , Universitas Islam Negeri Syarif Hidayatullah Jakarta pada tanggal 14 juni 2011. Skripsi ini telah diterima sebagai salah satu syarat memperoleh gelar Sarjana Sains ( S.Si ) pada Program Studi Fisika.
Jakarta, 14 Juni 2011
Sidang Munaqasyah
Penguji I Penguji II
( Drs.Sutrisno, M.Si ) ( Elvan Yuniarti M.Si )
NIP : 19599202 198203 1 005 NIP: 150408697
Mengetahui,
Dekan Ketua Fakultas Sains dan Teknologi Prodi Fisika
ABSTRAK
Meningkatnya volume kendaraan bermotor berdampak pentingnya menjaga performance mesin dan oil filter merupakan salah satu komponen untuk menyaring kotoran oli pada blok mesin, namun saat produksi masih ditemukan defect pin hole yang mengakibatkan meningkatnya cost defect product. Sehingga telah dilakukan penelitian tentang penyebab terjadinya pin hole baja SPC dalam proses pembuatan body oil filter dengan metode pengujian Komposisi, XRD, Metalografi dan Uji kekerasan. Hasil uji komposisi, unsur bahan sampel non-pin hole sesuai standar JIS G 3141 sedangkan sampel yang memiliki pin hole, unsur sulfur-nya melebihi batas toleransi dan memiliki unsur silika yang lebih sedikit sehingga mengurangi nilai kekuatannya. Pengujian XRD menunjukan kedua sampel memiliki fasa ferit dan Fe-Cr-Ni, memiliki sistem kristal kubik dengan massa jenis rata-rata 7.7815 gr.cm-3. Hasil pengamatan struktur mikro, sampel pin hole matriknya berupa feritik mengalami deformasi struktur akibat deep drawing dan ditemukan banyak cacat dipermukaannya. Sedangkan hasil kekerasan untuk sampel yang terdapat pin hole adalah 120 HV, nilai ini melebihi batas toleransi standar JIS G 3141 yang hanya sebesar ≤ 115 HV sehingga penyebab pin hole dapat disimpulkan akibat
rendahnya kualitas pada bahan.
ABSTRACT
Increasing it impacted motor vehicle volume the importance for looks after performance is machine and oil filter one of component to screen oil filth on engine block, but while production is still to be found defect pin hole's one that begets to increase cost defect production . So was done research about its happening cause pin hole's steel SPC in makings process body oil filter with Composition examination method, XRD, Metalografi and hardness test. Result tests composition, element sample material non - pin hole's accord JIS'S default G 3141 but the sample pin hole's , element its sulphur exceed tolerance bounds and has fewer silica element so reduces its force point. XRD test show bot the sample has phase ferrite and Fe Cr Ni, having cubic crystal system with type mass average 7.7815 gr.cm -3. The Structure micro test, sample pin hole's has a matriks as feritik effect structure deformation deep drawing and is found a lot of blemish at its surface. Meanwhile hardness test result for sample what do exist pin hole's are 120 HV, this point is overshot standard tolerance bounds JIS G 3141 one just as big as = 115 HV so cause of pin hole's can conclude its low effect quality on material.
KATA PENGANTAR
Segala puji serta rasa syukur penulis panjatkan kepada Allah SWT, karena dengan Kepastian dan Ilmu-Nya lah, sehingga penulis dapat menyelesaikan tugas akhir ini dengan tepat waktu. Tugas akhir ini disusun untuk memenuhi salah satu syarat dalam meraih gelar kesarjanaan sains di Universitas Islam Negeri Syarif Hidayatullah Jakarta. Skripsi ini berjudul “ Analisis penyebab terjadinya Pin Hole
baja SPC pada proses pembuatan Body Oil Filter”.
Selama penelitian dan penyusunan laporan skripsi ini, penulis telah banyak menerima bantuan dari banyak pihak. Oleh karena itu, dalam kesempatan ini, penulis ucapkan terima kasih kepada :
1. Kepada Alm.Suherni, Ibunda tersayang, serta Nenek, Paman dan Bibi tercinta, yang telah sabar dalam mendidik, membesarkan, serta doa dan nasehatnya dalam setiap langkah hidup ini.
2. Bapak Dr. Syopiansyah Jaya Putra, M.Sis selaku Dekan Fakultas Sains dan Teknologi, Universitas Islam Negeri Syarif Hidayatulah Jakarta.
3. Bapak Dr.Sutrisno,M.Si, selaku Ketua Prodi Fisika UIN Syarif Hidayatullah 4. Bapak Arif Tjahjono, S.T, M.Si, selaku dosen pembimbing I yang telah banyak bersabar dalam membimbing dan memberikan motivasi serta dedikasihnya dalam menyelesaikan kuliah kepada penulis.
5. Bapak Ari Haryono, M.Si, sebagai dosen pembimbing II yang telah banyak membantu, kepada penulis dalam menyelesaikan Tugas Akhir.
7. Bapak alpriyadi, MT ,serta seluruh karyawan di departemen engineering dan Quality Control PT. Selamat Sempurna,Tbk, yang senatiasa memberikan kemudahan penulis di lapangan.
8. Kepada rekan seperjuangan Material : Nurul anwar (borul), Ardi (ayam), Ahmad Fauzi (habib), yang selalu berbagi rasa serta pengalaman yang tak akan penulis lupakan.
9. Kepada bang Taufik Mahmudin, Agus Abdillah, Suhandono, M.Rinan, Maskur, Absyori, serta rekan instrumentasi: Taufik, Destri, Qolby, Pangky, Mahmudin dan rekan geofisika : Adang, Atar, Tio, David, Fulky, Pendy serta seluruh teman-teman fisika 07’08’09’10 yang tidak dapat disebutkan satu per satu, yang selalu memberikan pengalaman dan semangatnya kepada penulis.
10. Kepada My Lovely, wanita yang selalu memberikan semangat serta doa nya kepada penulis untuk menyelesaikan Tugas akhir ini.
Penulis sadari dalam penelitian ini masih banyak kekurangan dan jauh dari kesempurnaan yang diharapkan, Namun semoga dapat bermanfaat dan menjadi langkah awal yang berguna dalam penelitian selanjutnya untuk mengatasi penyebab terjadinya Pin Hole pada Baja SPC.
Jakarta, Mei 2011
DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
LEMBAR PERNYATAAN ... iv
ABSTRAK ... v
KATA PENGANTAR ... vii
DAFTAR ISI ... x
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xvi
DAFTAR LAMPIRAN ... xvii
BAB I PENDAHULUAN 1.1 Latar Belakang ... ... 1
1.2. Perumusan Masalah ... ... 2
1.3. Tujuan Penelitian ... 2
1.4. Batasan Masalah ... 3
1.5 Manfaat Penelitian ... 3
BAB II DASAR TEORI
2.1. Baja SPC (Steel Plate Coiled) ... 5
2.2. Struktur Mikro Baja Karbon ... 6
2.3 Pengerjaan dingin (Cold Working) ... 9
2.4. Proses Pembuatan Body Oil Filter ... 10
2.5. Pengujian Spektroskopi Emisi Atom ... 13
2.6. Pengujian XRD ... 16
2.7. Pengujian Metalografi ... 19
2.7.1. Cutting (Pemotongan) ... 19
2.7.2. Mounting ... 20
2.7.3. Grinding (Pengamplasan) ... 21
2.7.4. Polishing (Pemolesan) ... 22
2.7.5. Etching (Etsa) ... 23
2.8. Pengujian Kekerasan ... 23
BAB III METODE PENELITIAN 3.1. Waktu dan Tempat Penelitian ... 24
3.2. Bahan dan Peralatan Penelitian ... 24
3.2.1. Bahan Penelitian... 24
3.2.3. Peralatan Pengujian ... 24
3.3. Tahapan Penelitian ... 25
3.4. Pengujian Sampel Uji ... 26
3.5.1. Pengujian Komposisi ... 26
3.5.2. Pengujian XRD ... 28
3.5.3. Pengamatan Metalografi ... 30
3.5.4. Pengujian Kekerasan ... 36
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengujian Komposisi Kimia ... 37
4.2 Hasil Pengamatan XRD (X-Ray Diffraction) ... 39
4.3 Hasil Pengamatan Struktur Mikro ... 42
4.4 Hasil Pengujian Kekerasan ... 44
BAB V PENUTUP 5.1 Kesimpulan ... 46
5.2 Saran ... 47
DAFTAR TABEL
Tabel 2.1 Klasifikasi baja karbon berdasar kandungan karbon ... 7 Tabel 2.2 Komposisi kimia lembaran pelat baja karbon rendah
sebagai spesimen penelitian. ... 8 Tabel 4.1. Perbandingan Komposisi Sampel Uji dengan Standar JIS G 3141. ... 37 Tabel 4.2. Tabel Hasil pengujian XRD pada sampel baja SPC non-pin hole. ... 39 Tabel 4.3. Tabel Hasil pengujian XRD pada sampel baja SPC yang terdapat pin
hole ... 40
DAFTAR GAMBAR
Gambar 2.1. Struktur Mikro baja karbon Ultra rendah. Seluruhnya ferrite. ... 7
Gambar 2.2 . Diagram fasa Fe-C ... 8
Gambar 2.3 Struktur Mikro Baja Karbon Rendah ... 8
Gambar 2.4. Body Oil Filter ... 10
Gambar 2.5 Mesin M/C Press Hydroulic ... 10
Gambar 2.6 Hasil tahapan Blanking... 11
Gambar 2.7 Hasil tahapan Drawing ... 11
Gambar 2.8. Hasil tahapan Forming ... 12
Gambar 2.9 Hasil tahapan Trimming ... 12
Gambar 2.10 Lingkaran Rowland ... 14
Gambar 2.11. Mekanisme X-Ray Diffraction (XRD) ... 16
Gambar 2.12. Geometri pemantulan X-Ray Diffraction (XRD) ... 16
Gambar 2.13. Interaksi antar photon dengan atom ... 17
Gambar 2.14. Contoh hasil X-Ray Diffraction (XRD) ... 18
Gambar 2.15. Skematis prinsip indentasi dengan metode Vickers ... 23
Gambar 3.1. Gambar diagram alir penelitian ... 25
Gambar 3.2. Peralatan uji komposisi ... 26
Gambar 3.3. Gambar 3.3. Peralatan XRD (X-Ray Diffraction). ... 29
Gambar 3.5. Sampel hasil pemotongan ... 31
Gambar 3.6. Mencetak sample cara dingin ... 31
Gambar 3.7 Peralatan untuk melakukan proses grinding... 33
Gambar 3.8. Peralatan untuk melakukan proses polishing ... 34
Gambar 3.9. Peralatan mikroskopik untuk pengambilan photo struktur mikro ... 35
Gambar 3.10 Pengujian metode vickers ... 36
Gambar 4.1. Hasil pengujian XRD pada sampel baja SPC non-pin hole. ... 39
Gambar 4.2. Hasil pengujian XRD (X-Ray Diffraction) pada sampel baja SPC yang memiliki pin hole ture ... 40
Gambar 4.3. Sampel tidak terdapat pin hole untuk pengujian metalografi ... 42
Gambar 4.4. Struktur mikro sampel tidak terdapat pin hole. etsa : nital 2% ... 42
Gambar 4.5. Sampel yang terdapat pin hole untuk pengujian metalografi ... 43
Gambar 4.6. Struktur mikro perbesaran cacat pin hole potongan melintang berupaferitik mengalami deformasi cold drawing. etsa : nital 2% ... 43
DAFTAR LAMPIRAN
Lampiran 1 . Hasil Pengamatan Metalografi pada sampel Baja SPC
1 BAB I
PENDAHULUAN 1.1Latar Belakang
Semakin tingginya tingkat kemacetan kendaraan bermotor khususnya di kota-kota besar membawa implikasi pada perlunya perawatan dan pergantian suku cadang komponen kendaraan bermotor secara teratur. Salah satu komponen yang terpenting dalam menjaga performance mesin kendaraan bermotor adalah oil filter
yang berfungsi menyaring kotoran pada oli di dalam blok mesin.
PT.Selamat Sempurna, Tbk merupakan salah satu produsen terbesar dalam memproduksi oil filter di Indonesia, dengan baja SPC (Steel Plate Coiled) yang diimpor dari berbagai negara seperti China, Korea dan Jepang sebagai bahan baku utamanya. Baja ini merupakan bahan dasar untuk pembuatan komponen Body Oil Filter. Namun ternyata, tidak semua baja SPC ini memiliki kualitas yang baik, sehingga sering menimbulkan defect saat proses produksi. Salah satu defect yang sering terjadi adalah pin hole.
Pin hole merupakan salah satu jenis defect yang sangat berbahaya karena kerusakan iniakan menimbulkan lubang kecil/penipisan permukaan pada body oil filter yang dibuat sehingga berpotensi mengakibatkan kebocoran, padahal sesungguhnya body oil filter harus memiliki ketahanan terhadap tekanan, temperatur tinggi dan vibrasi.
2 1.2. Perumusan Masalah
Seperti telah diketahui bahwa saat dibuat menjadi body oil filter, baja SPC
sering mengalami defect terutama pin hole, maka perumusan masalah dalam penelitian ini adalah :
1. Bagaimanakah komposisi kimia dari baja SPC tersebut ?
2. Adakah fasa-fasa yang mengindikasikan sebab-sebab terjadinya pin hole ? 3. Bagaimanakah topografi permukaan baja SPC berdasarkan pengamatan
metalografi ?
4. Bagaimanakah nilai kekerasan dari baja SPC tersebut ?
1.3.Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk mengetahui faktor-faktor penyebab terjadinya defect pin hole pada baja SPC yang digunakan sebagai bahan baku
body oil filter oleh PT. Selamat Sempurna, Tbk melalui pengujian spektroscopy, XRD (X-Ray Diffraction), metalografi dan pengujian kekerasan.
1.4.Batasan Masalah
Ruang dan lingkup dari penelitian ini hanya terfokus pada faktor-faktor yang dapat mengindikasikan terjadinya pin hole melalui pengujian Spektroscopy,
3 1.5.Manfaat Penelitian
Dengan dilakukan penelitian ini, diharapkan dapat mengetahui penyebab utama terjadinya pin hole pada baja SPC, terutama saat diproduksi menjadi body oil filter, sehingga akan meningkatkan kualitas body oil filter yang dihasilkan serta mengurangi kerugian cost defect production yang ditimbulkan.
1.6. Sistematika Penulisan
Sistematika penulisan dalam penelitian ini terbagi dalam beberapa bab. Penulis membaginya menjadi lima bab, secara singkat akan diuraikan sebagai berikut :
BAB I : PENDAHULUAN
Pada bab ini akan membahas tentang latar belakang permasalahan, perumusan masalah, tujuan penelitian, batasan masalah, manfaat penelitian dan sistematika penulisan.
BAB II : DASAR TEORI
Pada bab ini akan dibahas tentang dasar - dasar teori yang didasarkan dari hasil studi literatur dan jurnal, seperti klasifikasi baja, pengujian
spectroscopy, XRD (X-Ray Diffraction), pengamatan metalografi dan pengujian kekerasan.
BAB III : METODE PENELITIAN
4 BAB IV : HASIL DAN PEMBAHASAN
Pada bab ini berisi tentang hasil yang didapat dari pengujian dan perhitungan, serta pembahasan tentang bagaimana perbandingan sampel
pin hole dengan standar JIS G 3141 yang dilihat dari komposisi kimia fasa-fasanya, metalografi dan nilai kekerasannya.
BAB V : PENUTUP
5 BAB II
DASAR TEORI
2.1. Baja SPC (Steel Plate Coiled)
Baja merupakan paduan yang terdiri dari unsur besi (Fe), karbon (C) dan unsur lainnya. Baja dapat dibentuk melalui teknik pengecoran, pencanaian atau penemperan. Karbon merupakan salah satu unsur terpenting karena dapat meningkatkan kekerasan dan kekuatan baja. Baja merupakan logam yang paling banyak digunakan di bidang teknik dalam bentuk pelat, pipa, batang, profil dan sebagainya. Secara garis besar baja dapat dikelompokan menjadi dua yaitu baja karbon dan baja paduan. Baja karbon terbagi menjadi tiga macam yaitu : baja karbon rendah (≤ 0.25% C), baja karbon sedang (0,25 - 0,55% C) dan baja karbon
tinggi (≥0,55). Sedangkan baja paduan terdiri dari baja paduan rendah dan baja paduan tinggi.
Salah satu jenis baja karbon rendah yang paling sering digunakan dalam industri manufaktur di bidang otomotif adalah baja SPC ( Steel Plate Coiled ) atau yang lebih dikenal dengan nama dagang baja lembaran dingin/baja canai dingin. Baja jenis ini memiliki keunggulaan berupa kemampuan terhadap deep drawing
karena nilai elastisitasnya yang baik.
6
menghasilkan dua jenis baja yang disebut baja slab dan baja billet. Baja slab
selanjutnya menjalani proses pemanasan ulang dan pengerolan di pabrik baja lembaran panas menjadi produk akhir yang dikenal dengan nama baja lembaran panas.
Produk ini banyak digunakan untuk aplikasi konstruksi kapal, pipa, bangunan, konstruksi umum, dan lain-lain. Baja lembaran panas dapat diolah lebih lanjut melalui proses pengerolan ulang dan proses kimiawi di pabrik baja lembaran dingin menjadi produk akhir yang disebut baja lembaran dingin. Produk ini umumnya digunakan untuk aplikasi bagian dalam dan luar kendaraan bermotor, kaleng, peralatan rumah tangga dan sebagainya [1].
2.2. Struktur Mikro Baja Karbon
Baja karbon rendah atau sangat rendah, banyak digunakan untuk proses pembentukan logam lembaran, misalnya untuk badan dan rangka kendaraan serta komponen-komponen otomotif lainnya. Baja jenis ini dibuat dan diaplikasikan dengan mengeksploitasi sifat-sifat ferrite. Ferrite adalah salah satu fasa penting di dalam baja yang bersifat lunak dan ulet. Baja karbon rendah umumnya memiliki kadar karbon di bawah komposisi eutectoid dan memiliki struktur mikro hampir seluruhnya ferrite.
7
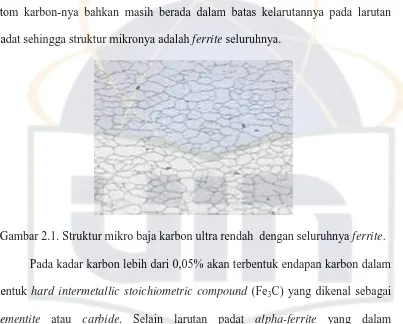
Pada lembaran baja kadar karbon sangat rendah atau ultra rendah, jumlah atom karbon-nya bahkan masih berada dalam batas kelarutannya pada larutan padat sehingga struktur mikronya adalah ferrite seluruhnya.
Gambar 2.1. Struktur mikro baja karbon ultra rendah dengan seluruhnya ferrite. Pada kadar karbon lebih dari 0,05% akan terbentuk endapan karbon dalam bentuk hard intermetallic stoichiometric compound (Fe3C) yang dikenal sebagai
cementite atau carbide. Selain larutan padat alpha-ferrite yang dalam
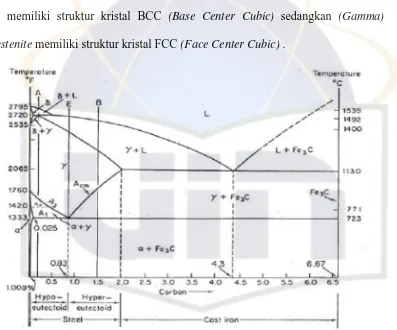
kesetimbangan dapat ditemukan pada temperatur ruang terdapat fase-fase penting lainnya, yaitu delta-ferrite dan gamma-austenite. Logam Fe bersifat
polymorphism yaitu memiliki struktur kristal berbeda pada temperatur berbeda. Pada Fe murni, misalnya, alpha-ferrite akan berubah menjadi gamma-austenite
8
Pada temperatur yang lebih tinggi, mendekati 1400oC gamma-austenite
akan kembali berubah menjadi delta-ferrite. (Alpha dan Delta) Ferrite dalam hal ini memiliki struktur kristal BCC (Base Center Cubic) sedangkan (Gamma) Austenite memiliki struktur kristal FCC (Face Center Cubic) .
Gambar 2.2. Diagram Fasa Fe-C
Pada kadar karbon lebih tinggi akan mulai terbentuk endapan cementite
atau fasa pearlite pada batas butirnya seperti yang ditunjukan pada gambar 2.3. berikut
9
Sifat cementite atau carbide yang keras dan getas berperan penting di dalam meningkatkan sifat-sifat mekanik baja. Salah satu parameter penting yang menunjukkan hal tersebut, sebagaimana telah dijelaskan sebelumnya adalah a mean ferrite path. A mean ferrite path menunjukkan jarak antar cementite, baik pada pearlite maupun sphreodite. Jarak antar carbide di dalam pearlite secara khusus dikenal sebagai interlamellar spacing atau spasi antar lamel atau lembaran.
2.3 Pengerjaan Dingin (Cold Working)
Logam pada umumnya mengalami pengerjaan dingin pada suhu ruang, meskipun perlakuan tersebut mengakibatkan kenaikan suhu. Pengerjaan dingin mengakibatkan timbulnya distorsi pada butir. Pengerjaan dingin dapat meningkatkan kekuatan, memperbaiki kemampuan permesinan, meningkatkan ketelitian dimensi dan menghaluskan permukaan logam. Secara umum, yang dimaksudkan dengan proses pengerjaan dingin adalah : penggilingan, penarikan dan ekstruksi [3]. Sehingga pada proses pengerjaan dingin mengakibatkan :
• Terjadinya tegangan dalam logam, tegangan tersebut dapat dihilangkan dengan suatu perlakuan panas.
• Struktur butir mengalami distorsi atau perpecahan.
• Kekerasan dan kekuatan meningkat, hal ini seiring dengan kemunduran dalam keuletan serta suhu rekristalisasi baja meningkat.
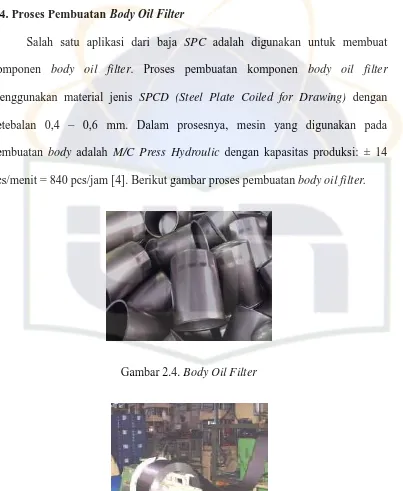
10 2.4. Proses Pembuatan Body Oil Filter
Salah satu aplikasi dari baja SPC adalah digunakan untuk membuat komponen body oil filter. Proses pembuatan komponen body oil filter
menggunakan material jenis SPCD (Steel Plate Coiled for Drawing) dengan ketebalan 0,4 – 0,6 mm. Dalam prosesnya, mesin yang digunakan pada pembuatan body adalah M/C Press Hydroulic dengan kapasitas produksi: ± 14 pcs/menit = 840 pcs/jam [4]. Berikut gambar proses pembuatan body oil filter.
Gambar 2.4. Body Oil Filter
11
Proses pembentukan komponen body ini melalui beberapa tahapan, diantaranya :
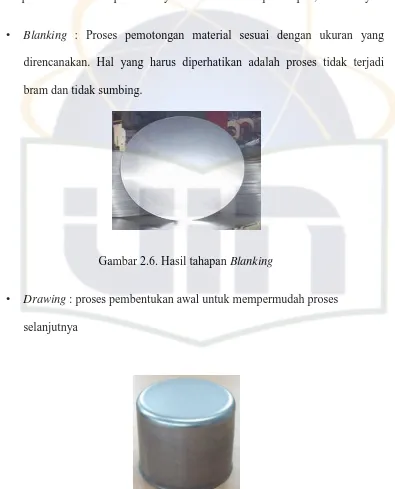
• Blanking : Proses pemotongan material sesuai dengan ukuran yang direncanakan. Hal yang harus diperhatikan adalah proses tidak terjadi bram dan tidak sumbing.
Gambar 2.6. Hasil tahapan Blanking
• Drawing : proses pembentukan awal untuk mempermudah proses selanjutnya
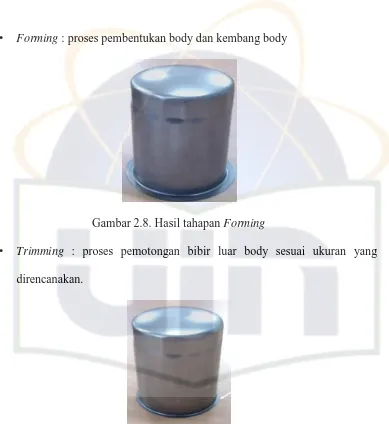
12 • Forming : proses pembentukan body dan kembang body
Gambar 2.8. Hasil tahapan Forming
• Trimming : proses pemotongan bibir luar body sesuai ukuran yang direncanakan.
Gambar 2.9. Hasil tahapan Trimming
Body oil filter dibuat dengan dua kategori proses permesinan, yakni :
A. Proses Mesin Manual transfer
Proses pembuatan body dimana secara umum setiap proses dilakukan secara terpisah.
13
B. Proses mesin dies one stroke
• Dengan trimming : blank- draw-forming-trimming • Tanpa trimming : blank+draw+forming-trimming
Kondisi yang tidak memenuhi standar dalam pembuatan komponen ini adalah body mengalami penyok, keriput, bergaris, berlubang (pin hole), berkarat, pecah, bram dan bergelombang.
2.5. Spektorkopi Emisi Atom (Atomic Emission Spectroscopy)
Spektorkopi emisi atom atau Atomic Emission Spectroscopy (AES) adalah suatu alat yang dapat digunakan untuk analisa logam secara kualitatif maupun kuantitatif yang didasarkan pada pemancaran atau emisi sinar dengan panjang gelombang yang karakteristik untuk unsur yang dianalisa. Sumber dari pengeksitasi dari Atomic Emission Spectroscopy bisa didapat dari nyala api gas atau busur listrik. Sumber eksitasi dari nyala gas biasanya disebut ICP (Inductively Couple Plasma) sedangkan sumber eksitasi dari busur listrik biasa disebut “ARC” atau “SPARK”, sedangkan alat detector sinarnya adalah Tabung Penggandaan Foton atau “Photo Multiplier Tube (PMT)”.
14
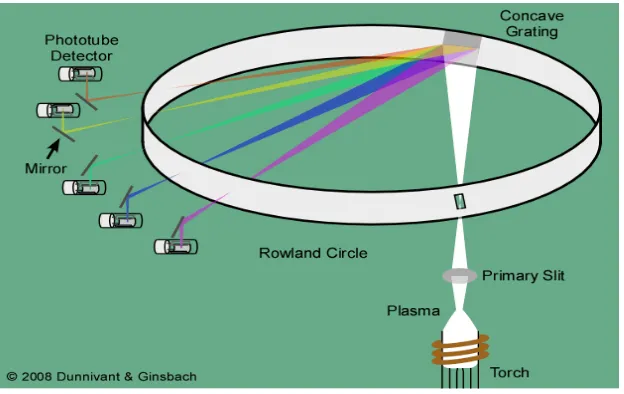
Pada waktu atom yang tereksitasi itu kembali ketingkat energi lebih rendah yang semula, maka kelebihan energi yang dimilikinya sewaktu masih dalam keadaan tereksitasi akan ‘dibuang’ keluar berupa ‘emisi sinar’ dengan panjang gelombang yang karakteristik bagi unsur yang bersangkutan. Dahulu untuk alat Atomic Emission spectrometri digunakan prisma sebagai alat pendispersi sinar dalam monokromatornya. Sekarang banyak digunakan kisi difraksi yang biasanya berbentuk cekung, kisi difraksi ini biasanya ditempatkan pada suatu system susunan yang disebut ‘Lingkaran Rowland’ (Rowland Circle). Lingkaran Rowland = lingkaran panjang radiusnya (jari-jarinya) = ½ X radius kisi difraksi yang cekung. Dengan kisi difraksi ini, sinar yang akan didifraksikan oleh kisi difraksi tersebut akan difokuskan tepat pada bagian lain lingkaran tersebut. Jadi apabila alat detektor ditempatkan tepat pada lingkaran Rowland tersebut, maka sinar yang didifraksikan akan difokuskan tepat pada alat detector tersebut, hal ini secara skematik ditunjukan seperti gambar berikut :
15
Detektor yang digunakan dapat berupa film foto atau tabung penggandaan foton (Photo Multiplier tube / PMT). Karena sinar yang didifraksikan itu tadinya melalui celah masuk sinar yang bentuknya persegi panjang tipis, seperti garis, maka gambar foto yang diperoleh adalah garis-garis hitam pada film foto (apabila detektornya film foto).
Bila film foto digunakan sebagai detector sinar, maka antara kisi difraksi dan detektor tersebut tidak ada celah keluar sinar. Akibatnya semua garis emisi dari cuplikan yang didifraksikan dengan berbagai sudut difraksi oleh kisi difraksi akan tergambar pada film foto berupa garis garis hitam. Setiap garis hitam pada film foto tersebut mewakili suatu nilai panjang gelombang sinar yang telah dipancarkan oleh suatu atom logam dalam cuplikan.
16 2.6. XRD (X-Ray Diffraction)
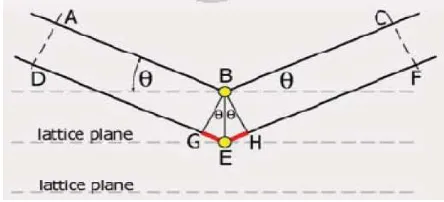
XRD (X-Ray Diffraction) dilakukan dengan menembakan sinar X-Ray pada material, kemudian pantulannya akan ditangkap oleh detektor, ditunjukan pada gambar 2.11. Prinsip dari XRD dimana elektron yang berada pada bidang elektromagnetik akan bertolak dengan frekuensi yang sama, ditunjukan gambar 2.12.
Gambar 2.11. Mekanisme X-Ray Diffraction (XRD)
17
Ketika berkas X-Ray menumbuk atom, elektron disekitar atom akan mulai terpantul kesegala arah dengan frekuensi yang sama sebagai berkas sinar datang, seperti ditunjukan pada gambar 2.13.
Gambar 2.13. Interaksi antar photon dengan atom
Hampir di semua arah mempunyai interferensi yang saling melemahkan, yaitu gelombang gabungan keluar dari fasa dan tidak ada resultan energi meninggalkan sampel padat. Walau bagaimanapun atom pada kristal tergabung pada pola umum dan pada beberapa arah akan menghasilkan interferensi yang saling menguatkan. Oleh sebab itu berkas sinar diffraksi akan digambarkan sebagai sinar dari sejumlah sinar tersebar yang saling menguatkan satu sama lain.
Pada gambar 2.14. dapat terlihat contoh hasil XRD. Hasil dari XRD dapat digunakan untuk mendeteksi secara kualitatif senyawa yang terkandung dalam suatu material. Setiap senyawa pasti memiliki 2Ө yang berbeda. XRD juga dapat
18
Gambar 2.14. Contoh hasil XRD
Hubungan antar intensitas dengan konsentrasi tidak selalu linear, karena intensitas difraksi tergantung dari koefisien absorbsi pada setiap campuran yang bervariasi berdasarkan konsentrasi. Aplikasi XRD biasanya digunakan untuk analisa kimia, meliputi indentifikasi fasa, investigasi fasa temperatur tinggi ataupun rendah, solid solution dan menentukan parameter sel dari material baru [6].
2.7. Metalografi
Pengujian metalografi ini dilakukan untuk menganalisa struktur mikro pada sampel. Prinsip dasar langkah-langkah untuk melakukan pengujian ini adalah sebagai berikut :
2.7.1. Cutting (Pemotongan)
19
mungkin pada daerah kegagalan (pada daerah kritis dengan kondisi terparah), untuk kemudian dibandingkan dengan sampel yang diambil dari daerah yang jauh dari daerah gagal.
Perlu diperhatikan juga bahwa dalam proses memotong, harus dicegah kemungkinan deformasi dan panas yang berlebihan. Oleh karena itu, setiap proses pemotongan harus diberi pendinginan yang memadai. Ada beberapa sistem pemotongan sampel berdasarkan media pemotong yang digunakan, yaitu meliputi proses pematahan, pengguntingan, penggergajian, pemotongan abrasi (abrasive cutter), gergaji kawat, dan EDM (Electric Discharge Machining). Berdasarkan tingkat deformasi yang dihasilkan, teknik pemotonganterbagi menjadi dua, yaitu : a) Teknik pemotongan dengan deformasi yang besar, menggunakan gerinda b) Teknik pemotongan dengan deformasi kecil, menggunakan low speed diamond
saw.
2.7.2 Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dll. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah :
20
3. Viskositas rendah 4. Penyusutan linier rendah 5. Sifat adhesi baik
6. Memiliki kekerasan yang sama dengan sampel
7. Flowabilitas baik, dapat menembus pori, celah dan bentuk ketidakteraturan yang terdapat pada sampel
8. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus kondusif
Media mounting yang dipilih haruslah sesuai dengan material dan jenis reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang dicampur dengan hardener atau bakelit.
Penggunaan castable resin lebih mudah dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan. Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk material yang keras. Teknik mounting yang paling baik adalah menggunakan thermosetting resin dengan menggunakan material bakelit. Material ini berupa bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb/in2) dan panas (149oC) pada mold saat mounting.
2.7.3 Grinding (Pengamplasan)
21
pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan menggunakan kertas amplas silicon karbit (SiC) dengan berbagai tingkat kekasaran yang ukuran butir abrasifnya dinyatakan dengan mesh, yaitu kombinasi dari 220, 330, 500, 600, 800 dan 1000.
Ukuran grit pertama yang dipakai tergantung pada kekasaran permukaan dan kedalaman kerusakan yang ditimbulkan oleh pemotongan. Seperti perubahan struktur akibat panas yang timbul pada saat proses pemotongan dan perubahan bentuk sample akibat beban alat potong.
Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemidah geram, memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas. Hal lain yang harus diperhatikan adalah ketika melakukan perubahan arah pengamplasan, maka arah yang baru adalah 450 atau 900 terhadap arah sebelumnya [7].
2.7.4 Polishing (Pemolesan)
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan. Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus bebas goresan dan mengkilap seperti cermin dan menghilangkan ketidakteraturan sampel hingga orde 0.01 µm. Permukaan sampel yang akan diamati di bawah
22
dahulu kemudian dilanjutkan dengan pemolesan halus [7]. Ada 3 metode pemolesan antara lain yaitu sebagai berikut :
a. Pemolesan Elektrolit Kimia
Hubungan rapat arus & tegangan bervariasi untuk larutan elektrolit dan material yang berbeda dimana untuk tegangan, terbentuk lapisan tipis pada permukaan, dan hampir tidak ada arus yang lewat, maka terjadi proses etsa Sedangkan pada tegangan tinggi terjadi proses pemolesan.
b. Pemolesan Kimia Mekanis
Merupakan kombinasi antara etsa kimia dan pemolesan mekanis yang dilakukan serentak di atas piringan halus. Partikel pemoles abrasif dicampur dengan larutan pengetsa yang umum digunakan.
c. Pemolesan Elektro Mekanis (Metode Reinacher)
Merupakan kombinasi antara pemolesan elektrolit dan mekanis pada piring pemoles. Metode ini sangat baik untuk logam mulia, tembaga, kuningan dan perunggu.
2.7.5 Etching (Etsa)
23 2.8. Kekerasan Bahan
Kekerasan suatu material dapat didefinisikan sebagai ketahanan material tersebut terhadap gaya penekanan dari material lain yang lebih keras. Penekanan tersebut dapat berupa mekanisme penggoresan (scratching), pantulan ataupun indentasi dari material keras terhadap suatu permukaan benda uji. Berdasarkan mekanisme penekanan dikenal 3 metode uji kekerasan yaitu metode gores, elastik/pantulan dan indentasi. Salah satu metode indentasi adalah pengujian vickers.
Pengujian vickers menggunakan indentor intan berbentuk piramida dengan sudut 136o, seperti diperlihatkan oleh Gambar 2.15. Prinsip pengujian ini dilakukan dengan menekan sampel uji sehingga dihasilkan jejak berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur dengan skala pada mikroskop pengujur jejak [7]. Nilai kekerasan suatu material diberikan oleh:
dimana d adalah panjang diagonal rata-rata dari jejak berbentuk bujur sangkar.
24 BAB III
METODE PENELITIAN
3.1. Waktu dan Tempat Penelitian
Penelitian tugas akhir ini dilakukan selama 8 bulan dari 6 September 2010 sampai 4 Mei 2011. Persiapan sampel dilakukan di PT.Selamat Sempurna, Tbk. Sedangkan pengujiannya meliputi pengujian komposisi kimia, mikrostruktur serta pengujian kekerasan dilakukan di laboratorium Balai Besar Teknologi Kekuatan Struktur (B2TKS), BPPT, Tangerang-Selatan. Sedangkan pengujian XRD (X-Ray Diffraction) dilakukan di Pusat Laboratorium Terpadu, Universitas Islam Negeri Syarif Hidayatullah Jakarta. Coiled) yang diproduksi oleh pabrik baja China Steel dan merupakan bahan baku material yang digunakan oleh PT.Selamat Sempurna, Tbk, dalam memproduksi
oil filter untuk semua jenis kendaraan bermotor.
3.2.2. Peralatan Pengujian
Peralatan yang digunakan dalam pengujian sampel ini adalah sebagai berikut:
25
b. XRD untuk mengetahui fasa-fasa yang terbentuk. c. Metalografi untuk melihat topografi permukaan.
d. Frank Finotest Hardness Test untuk mengetahui nilai kekerasan bahan.
3.3. Tahapan Penelitian
Tahapan penelitian ini melilputi :
Gambar 3.1. Diagram alir penelitian
Penelitian ini diawali dengan persiapan sampel uji baik yang terdapat pin hole maupun yang non pin-hole ( kondisi yang baik sebagai pembandingnya). Sampel-sampel tersebut dilakukan pengujian yang bersifat Non Destructive Test
26
JIS G 3141 sebagai pembanding dan merupakan acuan dasar untuk kualitas standar baja SPC (Steel Plate Coiled).
3.4. Pengujian Sampel Uji
Pengujian sampel uji meliputi pengujian komposisi kimia, XRD, pengamatan metalografi dan pengujian kekerasan.
3.4.1. Pengujian Komposisi
Penentuan kadar secara kuantitatif dengan analisa Emission spectrometer adalah sebuah metoda yang relatif mudah. Pada dasarnya metoda ini membandingkan intesitas dari sampel yang belum diketahui konsentrasinya dengan intensitas dari sampel standar yang nilai konsentrasinya sudah diketahui dengan pasti. Oleh karena itu, untuk menghasilkan analisa yang akurat tergantung dari stabilitas alat dan sampel standar. Berikut ini gambar Arc-Spark spektrometer.
27
Tahapan dalam pengujian komposisi terdiri dari beberapa langkah yaitu : 1. Pemilihan Sampel standar
Secara umum persyaratan untuk sampel standar adalah sebagai berikut :
• Konsentrasi untuk setiap elemen harus mencakup rentang
• sampel yang akan dianalisa
• Struktur kimia dan sifat-sifat secara metalurgis harus sesuai dengan sampel yang akan dianalisa
• Konsentrasi untuk setiap element harus betul-betul sudah dianalisa dan bersertifikat dari badan yang berhak mengeluarkan sertifikat sampel standar (misalnya : MBH, BAS, NBS atau NIST)
• Harus homogen dan bebas dari segregasi
• Mempunyai base element yang sama
• Jumlah sampel standar harus cukup untuk membentuk kurva kerja
2. Preparasi Sampel
28
3. Prosedur analisa
Sebelum melakukan analisa sampel uji, persiapkan peralatan dengan benar sesuai dengan buku petunjuk alat. Secara umum untuk mempersiapkan alat uji dilakukan urutan sebagai berikut :
• Nyalakan sumber arus dari stabilizer
• Nyalakan main unit spectrometer • Nyalakan pompa vaccum
• Bersihkan spark stand • Buka aliran gas argon
• Nyalakan HV
Setelah urutan diatas dilakukan maka tunggu beberapa menit agar kondisi alat stabil. Setelah beberapa saat, lakukan pemanasan dengan penembakan (sparking) menggunakan benda kerja yang sesuai dengan sampel uji yang akan di analisa sampai minimal tiga kali (N1 sampai N3). Lakukan profiling sesuai dengan buku petunjuk (manual book).
Kalibrasi kurva kerja dengan menggunakan standar kalibrasi yang bersertifikat. Cek hasil kalibrasi tersebut dengan standar sampel dan jika sudah sesuai maka mesin sudah siap melakukan analisa pada sampel uji.
3.4.2. Pengujian XRD
29
Gambar 3.3. Peralatan XRD (X-Ray Diffraction).
X-ray difraksi dirancang untuk dapat menganalisa densitas, sistem kristal, struktur mikro hingga sampai jenis fasa yang terkandung dalam sampel uji.
1. Cara Kerja
a. Bahan yang akan di analisa (sampel)
• Ukuran harus tepat dan specimen (jenis) bahan harus adalah bahan yang bisa di ukur dengan XRD.
• Tempatkan sampel/bahan pada XRD. Tempatkan pada tempat sampel dan cek ulang bahwa letaknya sudah tepat dan aman.
b. Komputer untuk control XRD
• Nyalakan computer dan monitornya.
• Nyalakan mesin XRD.
• Periksa apakah knops dan KV sudah pada posisi nol (0). Set 0 jika posisi belum pada 0
• Jalankan control XRD yang berada pada computer.
• Pilih New kemudian Individual analize dan biarkan proses inisialisasi berjalan. Jika proses inisialisasi gagal maka klik cancel dan ulangi lagi.
30
c. Sesuaikan parameter pada XRD sesuai dengan yang di inginkan. Kemudian pilih mode lambat, sedang atau cepat (waktu analisa). Setelah itu tekan tombol
start pada control XRD.
d. Tunggu sampai proses analisa (scan) selesai. Setelah proses analisa selesai maka akan didapatkan data berupa grafis dengan peak-peak (puncak-puncak) nya. Dari grafis itu fokuskan analisa pada puncak yang paling dominan serta cocokan dengan data base dari jenis software yang digunakan untuk menganalisa sampel uji.
3.5.3. Pengamatan Metalografi
Metalografi dilakukan dengan menggunakan peralatan mikroskop atau Normal-Mikroskop dengan perbesaran lebih dari 20 : 1 (20x). Pada uji metalografi, kerataan dan kehalusan permukaan bahan uji adalah suatu keharusan untuk mendapatkan hasil uji yang akurat. Adapun tahapan pengujian adalah sebagai berikut :
1. Memilih dan mengambil sampel 2. Pemotongan Sampel
31
Gambar 3.4. Alat untuk melakukan pemotongan benda uji
Gambar 3.5. sampel hasil pemotongan 3. Membentuk atau mencetak sampel
Membentuk atau mencetak sampel dilakukan didalam suatu cetakan plastik atau karet yang kemudian dicorkan suatu cairan tertentu. Tujuan mencetak sampel adalah untuk menjamin permukaan sampel rata, disamping mudah pegang selama proses preparasi (grinding dan polishing). Sampel dicetak dengan menggunakan dengan cara dingin, bagian dalam cetakan dioleskan bahan pasta khusus atau disemprotkan silicon spray. Pekerjaan ini bertujuan agar memudahkan mengeluarkan sampel dari cetakan. Seperti terlihat pada gambar
32
Sebagai medium cetak digunakan bubuk technovit atau acryfix yang dicampur dengan cairan pengeras dengan perbandingan 1:2, dimana campuran cairan tersebut menjadi keras didiamkan ± 1 jam.
4. Memberi Tanda
Pekerjaan ini dilakukan sebelum sampel mengalami preparasi, tujuannya untuk membedakan antara contoh yang satu dengan yang lain dan untuk memudahkan dalam dokumentasi. Memberi tanda pada umumnya dikerjakan dengan grafik elektrik pada bagian belakang sampel, sebelum dicetak atau sesudah dicetak.
5. Grinding
Pada tingkat pekerjaan ini dipakai mesin grinding putar atau grinding manual. Sebagai medium grinding dipakai kertas amplas silicon karbit (SIC) dengan berbagai tingkat kekerasan, yaitu kombinasi 80, 220, 330,500, 600, 800, 1000, 1200, ketika sampel mengalami grinding diatas kertas amplas, harus dialiri air bersih secara continue. Tujuan yang untuk menghindari timbulnya panas di pemakaian sampel yang kontak langsung dengan kertasamplas.
33
sehingga diperoleh goresan baru yang tegak lurus dan relatif lebih halus dari goresan sebelumnya. Demikian seterusnya posisi sampel selalu diubah 900 pada tingkat kekasaran berikutnya.
Hasil akhir dari proses grinding diperoleh permukaan sampel dengan goresan yang searah, halus, dan homogen (akibat kekasaran amplas gradasi 1000 dan 1200). Untuk mengetahui arah goresan sampel digunakan mikroskop dengan pembesaran rendah. Sebelumnya sampel perlu dicuci dengan air dan alkohol lalu dikeringkan dengan alatpengering (drayer).
Gambar 3.7. Peralatan untuk melakukan proses grinding 6. Pencucian
34
7. Polishing
Media polishing yang bisa dipakai adalah diamond pasta, alumunium oksida suspense dan lain-lain.
Tujuan polishing adalah :
a. Bebas dari goresan akibat grinding
b. Bebas dari flek-flek yang timbul selama grinding
c. Tidak ada perubahan logam, khususnya pada permukaan logam preparat yang akan diselidiki.
Yang perlu diperhatikan selama polishing adalah:
a. Media poles tidak boleh terlalu kering dan tidak boleh terlalu basah, hal ini bertujuan untuk menghindari terjadinya gesekan yang berlebihan.
b. Setiap penggantian tingkat kekasaran telebih dahulu harus dicuci.
c. Setiap polishing tidak boleh terlalu lama untuk menghindari timbulnya relief-relief
Gambar 3.8. Peralatan untuk melakukan proses polishing 8. Etsa
35
medium etsa tertentu untuk jenis material tertentu pada dasarnya ada perubahan atau struktur mikro yang terjadi selama proses etsa, yang disebabkan oleh : a. Perbedaan warna akibat distribusi sturktur mikro.
b. Jenis kekasaran yang beda, akibat perbedaan orientasi kisi-kisi kristalnya. c. Perbedaan kemampuan larut struktur mikro dan sifat anisotropy kristal
terdapat agresifitas medium etsa yang dapat menimbulkan relief pada permukaan.
Beberapa faktor yang harus diperhatikan selama proses etsa adalah:
• Kemampuan medium etsa
• Konsentras larutan medium etsa
• Kemampuan larut logam dalam medium etsa.
Larutan etsa disesuaikan dengan medium dietsa, misalnya untuk baja digunakan medium nital (campuran HNO3 dengan alkohol) biasanya 95%
setelah proses selesai specimen kemudian dicuci dengan air bersih dan alcohol, selanjutnya dikeringkan dengan pengering kemudian siap untuk dianalisis struktur mikronya dengan menggunakan mikroskop mikro.
9. Analisis Struktur Mikro
36
Gambar 3.9. Peralatan mikroskopis untuk pengambilan photo struktur mikro
3.4.4. Pengujian Kekerasan
Pengujian kekerasan menggunakan metode vickers yang dilakukan dengan cara penekanan benda uji dengan indentor dengan gaya tekan dan waktu indentasi yang ditentukan. Pengujian kekerasan dilakukan dengan memakai bola baja yang diperkeras (hardened steel ball) dengan beban 30 kgf dan waktu 15 detik serta sudut identor 136o, hasil penekanan adalah jejak berbentuk diamond, yang harus dihitung luasnya di bawah mikroskop khusus pengukur jejak.
37 BAB IV
HASIL DAN PEMBAHASAN
4.1. Hasil Pengujian Komposisi Kimia
Pengujian komposisi kimia ini menggunakan arc-spark spektrometer
untuk mengetahui komposisi unsur sampel uji. Teknik pengujian ini sangat sederhana dan mudah dilakukan serta bersifat tidak merusak. Berikut adalah data hasil pengujian sampel baja SPC baik yang terdapat pin hole maupun yang tidak terdapat pin hole untuk kemudian dibandingkan dengan standar JIS G 3141. Tabel 4.1. Perbandingan Komposisi Sampel Uji dengan Standar JIS G 3141.
Berdasarkan tabel 4.1, terdapat enam unsur utama yang menyusun pada kedua sampel baja SPC, yakni unsur Fe (besi), C (karbon), Si (silika), Mn (mangan), S (Sulfur) dan P (posfor). Keenam unsur yang diketahui tersebut tentunya memberikan pengaruh terhadap sifat mekanik di kedua sampel tersebut.
NO Unsur
Nilai Kandungan Unsur (% berat)
Sampel uji Non-Pin Hole
Sampel uji yang terdapat
Pin Hole
Standar JIS G 3141 untuk baja
38
Berdasarkan tabel 4.1, juga diketahui bahwa sampel yang tidak terdapat
pin hole memiliki unsur-unsur yang masih sesuai dengan standar JIS G 3141 diantaranya nilai sulfur sebesar 0.001% dengan standar acuan sebesar ≤ 0.05 %.
Sedangkan unsur lainnya seperti karbon, silika, dan posfor masih sesuai standar JIS G 3141 , Namun hasil yang berbeda didapatkan pada sampel yang terdapat pin hole yakni memiliki unsur silikon yang lebih rendah 0.004% dibandingkan dengan sampel yang non-pin hole sebesar 0,2154%. Hal ini jelas akan mempengaruhi sifat ketahanan korosi dari sampel uji, selain itu unsur silikon juga dapat meningkatkan kekuatan bahan tanpa menurunkan nilai keuletannya. Unsur ini juga berfungsi sebagai deoksidasi. Dengan semakin meningkatnya unsur silikon, permukaan sampel uji akan lebih sulit terkikis dibandingkan dengan sampel yang memilki unsur silikon yang lebih rendah, sehingga kemungkinan terjadinya cacat berupa pin hole juga semakin rendah [11].
Dari tabel 4.1, juga diketahui bahwa sampel yang terdapat pin hole
memiliki unsur sulfur yang lebih tinggi yaitu sebesar 0.0509% dibandingkan dengan sampel yang non pin hole yang hanya sebesar 0.0001%. Tingginya unsur sulfur ini dapat memicu kegetasan seperti yang terjadi pada sampel yang terdapat
39 4.2. Hasil Pengujian XRD (X-Ray Diffraction)
Pengujian dengan menggunakan XRD (X-ray diffraction) untuk mengetahui senyawa (fasa) , bidang hkl, serta struktur kristal dan parameter kisi dari sampel uji. Berikut adalah gambar hasil pengujian X-Ray Diffraction pada sampel baja SPC baik yang terdapat pin hole maupun yang tidak terdapat pin hole.
Gambar 4.1. Hasil pengujian XRD pada sampel baja SPC non-pin hole.
Tabel 4.2. Tabel Hasil pengujian XRD pada sampel baja SPC non-pin hole.
No Jenis Fasa % Berat (RIR) 1. Iron (ferit) 28.4 2. Chromium Iron Nickle(Fe-Cr-Ni) 71.6
40
Berdasarkan gambar 4.1, pada sampel yang tidak terdapat pin-hole
terdapat dua fasa utama sebagai penyusunnya yakni fasa iron-ferrite (feritik) dan fasa chromium iron nickle (Fe-Cr-Ni). Pada tabel 4.2, menunjukan hasil analisa quantitatif perbandingan keberadaan fasa keduanya adalah 28.4 % untuk fasa iron
(feritik) dan 71.6% untuk fasa chromium iron nickle (Fe-Cr-Ni) sedangkan massa jenis sampel yang tidak memiliki pin hole sebesar 7.781 gr/cm3.
Gambar 4.2. Hasil pengujian XRD (X-Ray Diffraction) pada sampel baja SPC yang memiliki pin hole
Tabel 4.3. Tabel Hasil pengujian XRD pada sampel baja SPC yang terdapat pin hole..
No Jenis Fasa % Berat (RIR) 1. Iron (ferit) 28.6 2. Chromium Iron Nickle(Fe-Cr-Ni) 71.4
41
Berdasarkan gambar 4.2, sampel yang terdapat pin-hole juga terdapat dua fasa utama sebagai penyusunnya yakni fasa iron-ferrite (feritik) dan fasa
chromium iron nickle (Fe-Cr-Ni). Pada tabel 4.3, menunjukan hasil analisa quantitatif perbandingan keberadaan fasa keduanya adalah 28.6 % untuk fasa iron
(feritik) dan 71.4% untuk fasa chromium iron nickle (Fe-Cr-Ni) sedangkan massa jenis sampel yang tidak memiliki pin hole sebesar 7.782 gr/cm3.
Tabel 4.4. Kartu identitas untuk Fasa Ferit dan Fe-Cr-Ni
42 4.3. Hasil Pengamatan Struktur Mikro dengan Metalografi
Pemeriksaan metalografi dilakukan untuk mengetahui topografi permukaan sampel baja SPC baik yang terdapat pin hole maupun yang tidak terdapat pin hole. Hasil pengujian tersebut dapat dilihat dari gambar dibawah ini :
Gambar 4.3. Sampel yang tidak terdapat pin hole untuk pengujian metalografi
Gambar 4.4. Struktur mikro sampel yang tidak terdapat pin hole. etsa : nital 2%
Berdasarkan gambar 4.4, Struktur mikro sampel yang tidak terdapat pin hole yang diperbesar 500x, tidak ditemukan cacat dan struktur permukaan halus tanpa adanya pengotor.
d)
43
Gambar 4.5. Sampel yang terdapat pin hole untuk pengujian metalografi
Gambar 4.6. Struktur mikro perbesaran cacat pin hole potongan melintang berupa feritik mengalami deformasi cold drawing. etsa : nital 2%
Berdasarkan gambar 4.6. menunjukan hasil pengamatan sampel baja SPC yang terdapat pin hole memiliki kondisi struktur mikro plate berupa feritik yang mengalami deformasi struktur, serta memiliki cacat pin hole dengan lebar 0.450 mm, kedalaman 0.063 mm dan tebal plate setelah proses cold drawing 0.415 mm dari tebal awal 1.00 mm dan banyak ditemukan pengotor sulfid . Hasil gambar selengkapnya dapat dilihat pada lampiran 1-4.
44 4.4. Hasil dan Pembahasan Pengujian Kekerasan
Pengujian kekerasan dilakukan untuk mengetahui nilai perbandingan kekerasan dari sampel yang terdapat defect pin hole dengan standar JIS G 3141 yang menjelaskan tentang spesifikasi untuk baja SPC (Steel Plate Coiled) atau baja lembaran gulungan yang biasanya digunakan untuk pembuatan jenis produk automotive. Berikut adalah hasil pengujian kekerasan terhadap sampel yang terdapat pin hole yang dibandingkan dengan standar JIS G 3141 untuk baja SPC .
Gambar 4.7. Lokasi uji kekerasan Vickers (HV)
Tabel 4.5. Nilai Kekerasan Sampel Baja SPC yang Terdapat Pin Hole.
No.
45
Berdasarkan tabel 4.4, diketahui bahwa sampel baja yang tidak terdapat pin hole memiliki nilai kekerasan yang cukup tinggi yakni rata-rata 256 HV, namun hal ini tidak layak dijadikan acuan karna pengujian dilakukan pada sampel yang belum terkena proses deep drawing.
Dari tabel 4.4 diketahui pula bahwa SPC yang terdapat pin hole memiliki nilai kekerasan rata-ratanya 120 HV. Hal ini menunjukan bahwa sampel uji yang terdapat pin hole memiliki nilai kekerasan yang lebih keras dari standarnya.
46 BAB V
PENUTUP
5.1 Kesimpulan
Faktor penyebab terjadinya pin hole pada proses pembuatan Body Oil Filter adalah akibat rendahnya kualitas bahan yang masih di bawah standar hal ini dibuktikan dari :
1. Hasil spektrometer menunjukan sampel yang terdapat pin hole memiliki unsur sulfur (S) yang melebihi batas toleransi serta unsur silika (Si) yang lebih sedikit dibandingkan dengan sampel yang tidak terdapat pin hole. 2. Hasil pengujian XRD menunjukan kedua sampel memiliki fasa ferit dan
fasa Fe-Cr-Ni dan memiliki sistem kristal yang sama yakni sistem kristal kubik serta massa jenis rata-rata kedua sampel 7.7815 gr.cm-3 3. Hasil pengamatan struktur mikro pada sampel yang terdapat pin hole
matriknya berupa feritik yang mengalami deformasi struktur akibat proses cold drawing dan ditemukan banyak cacat dipermukaannya. 4. Hasil kekerasan untuk sampel yang terdapat pin hole adalah 120 HV,
nilai ini melebihi batas toleransi standar JIS G 3141 yang hanya sebesar
47
5.2 Saran
1. Sebaiknya pemeriksaan metalografi dilakukan tidak hanya satu sampel dan perlu dilakukan pemeriksaan unsur kimia pada daerah cacat dengan menggunakan SEM untuk mengetahui jenis cacat tersebut.
DAFTAR PUSTAKA
[ 1.] Vlack ,Van,1992,” Ilmu dan Teknologi Bahan”, Erlangga, Jakarta. [ 2.]
http://erdie.wordpress.com/metallurgy/klasifikasi-logam-dan-paduannya/Asyari
[ 3.] Daryus, 2010 , ”Proses Produksi” , Universitas Darma Persada , Jakarta. [ 4.] Dept. Engineering, 2005, Component Production, Version 1.0, PT.selamat
Sempurna, Tbk, Tangerang.
[ 5.] http://romznevhttp://jokoaprilanto.wordpress.com/2008/11/15/teory-atomic-emission-spectrometer/
[ 6.] Astini, Vita, 2008, ”Efektivitas Penambahan Karbon”, FT-UI, Depok. [ 7.] http://ft.unsada.ac.id/wp-content/uploads/2008/03/bab4-mt.pdf
[ 8.] dr.-ing. Bambang suharno dan dr. Ir. Sri harjanto, “Pengaruh Unsur Paduan Pada Baja Paduan dan Super Alloy”, FT-UI, Depok.
[ 9.] Handbook of JIS standard Ferrous Material & metallurgy I & II, Tokyo, 2005
[ 10.] ASM. 1992, Metal Handbook, Vol 01,“Properties and Selection Irons, Steels, and High Performance Alloys”, Metal Park, Ohio.
[ 11.] Martin, J.Daniel. 2004, Using Xpowder a software package for powder X-Ray Diffraction Analysis.