Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
PERANCANGAN FASILITAS BERDASARKAN PRINSIP-PRINSIP ERGONOMI PADA BAGIAN SORTASI UDANG
DI PT. CENTRAL WINDU SEJATI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
Oleh:
HENDRIK P. SIMBOLON NIM: 050423003
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2009
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
ABSTRAK
PT. Central Windu Sejati adalah salah satu perusahaan yang bergerak di dalam bidang pembekuan udang. Produk-produk yang dihasilkan kebanyakan diekspor ke luar negeri. Kualitas dan ketepatan pengiriman adalah salah satu persyaratan yang harus dicapai agar kepercayaan akan produk yang dihasilkan dapat diterima oleh konsumen di luar negeri.
Produktivitas adalah salah satu yang sangat diperhatikan oleh perusahaan dalam kegiatan produksi agar target produksi dapat dicapai dengan tepat. Salah satu bagian yang penting dalam kegiatan produksi dalam pencapaian target produksi adalah bagian sortasi udang. Bagian ini terdiri atas dua kegiatan yaitu sortasi warna udang dan sortsi grade. Produktivitas produksi pada bagian sortasi ini dipengaruhi oleh metode kerja dan fasilitas kerja. Pada bagian sortasi ini terlihat metode kerja yang kurang efisien sehingga mengakibatkan penyelesaian pekerjaan akan memerlukan waktu yang lebih besar. Selain itu, dalam melakukan pekerjaan para pekerja (operator) melakukanya dalam kondisi berdiri dan membungkuk sehingga mengakibatkan para pekerja sering mengalami keluhan pada bagian kaki dan leher yang berakibat menurunnya produktivitas para pekerja. Penelitian ini bertujuan untuk memberikan suatu solusi mengenai metode dan fasilitas kerja yang lebih efisien untuk meningkatkan produktivitas kerja. Setelah melakukan penelitian dengan menggunakan Peta Tangan Kiri dan Tangan Kanan, penelitian ini memberikan suatu metode kerja usulan sortasi warna dengan waktu baku sebesar 3,4 detik/ekor dan metode kerja usulan sortasi grade dengan waktu baku sebesar 9,6 detik/ekor. Berdasarkan antropometri tubuh para pekerja, penelitian ini merancang suatu meja dengan ukuran 154,1 cm x 58,51 cm x 62,21 cm dan perancangan suatu kursi dengan panjang alas duduk sebesar 41,7 cm, lebar alas duduk sebesar 34,65 cm, tinggi sandaran duduk ke tempat alas duduk sebesar 63,78 cm, tinggi dasar kursi ke alas duduk sebesar 43,95 cm, lebar sandaran duduk sebesar 39,74 cm.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
UCAPAN TERIMA KASIH
Tugas Sarjana ini tidak akan pernah terwujud tanpa bantuan dan dukungan
dari berbagai pihak. Pada kesempatan ini penulis mengucapkan terima kasih yang
tulus kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Jurusan Teknik Industri
Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Sugih Arto Pujangkoro, MM selaku Koordinator Tugas Sarjana
Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Ir. H A Jabbar M Rambe, M.Eng, selaku Ketua Bidang Ergonomi
dan Dasar Perancangan Sistem Kerja Jurusan Teknik Industri Fakultas
Teknik Universitas Sumatera Utara.
4. Bapak Ir. Mangara M. Tambunan, MSc selaku pembimbing I, yang telah
meluangkan banyak waktunya untuk memberikan motivasi, bimbingan
arahan dan koreksi dalam penulisan Tugas Sarjana ini.
5. Bapak Buchari, ST, M.Kes selaku pembimbing II, yang telah begitu sangat
sabar dan telah banyak meluangkan waktu yang sangat terbatas untuk
memberikan motivasi, bimbingan, arahan dan koreksi agar Tugas Sarjana
ini dapat selesai dengan baik.
6. Bapak Polmen Purba, ST selaku Supervisor Plant PT. Central Windu
Sejati Medan, yang banyak membantu penulis selama proses pengambilan
data di lapangan dan memberikan informasi-informasi yang sangat
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
7. Kedua Orang Tuaku Tercinta , U. Simbolon dan N. Marbun, yang selalu
memberikan bantuan moral, serta Adik-adikku tersayang yang juga
merupakan motivasi penulis agar dapat segera menyelesaikan Tugas
Sarjana ini.
8. Seluruh Staf dan karyawan PT. Central Windu Sejati medan yang telah
memberikan bantuan berupa informasi dan dukungan moril selama
penulisan Tugas Sarjana ini.
9. Teman-teman seperjuangan Ekstensi ’05 dan anak-anak Ekstensi ’06 yang
selalu hadir memberikan bantuan dan semangat untuk penulis.
10.Buat semua pihak yang secara langsung atau tidak langsung terlibat dalam
pembuatan laporan ini, terima kasih karena tanpa kalian penulis bukan
siapa-siapa.
Demikian penulis sampaikan untuk memulai pembahasan Tugas Sarjana ini.
Dalam hal ini penulis menyadari bahwa Tugas Sarjana yang disajikan masih
banyak kekurangan. Oleh karena itu penulis mengharapkan saran dan kritik yang
bersifat membangun. Semoga Tugas Sarjana ini dapat memberikan manfaat bagi
kita semua.
Universitas Sumatera Utara Medan, 01 Desember 2009 Penulis,
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kehadiran Tuhan Yang Maha
Esa yang telah memberikan kasih dan setia-Nya kepada penulis sehingga penulis
dapat menyelesaikan Tugas Sarjana ini yang berjudul “Perancangan Fasilitas
Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang di PT. Central Windu Sejati”.
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh ujian
Sarjana pada Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera
Utara.
Dalam penulisan Tugas Sarjana, Penulis telah berusaha untuk membuat
yang terbaik, namun penulis mengharapkan saran dan kritik yang membangun
untuk lebih menyempurnakan Tugas Sarjana ini.
Semoga Tugas Sarjana ini dapat bermanfaat bagi pembaca.
Universitas Sumatera Utara Medan, 01 Desember 2009 Penulis,
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR ISI
BAB HALAMAN
ABSTRAK ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
I. PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-2
1.4. Manfaat Penelitian ... I-3
1.5. Ruang Lingkup ... I-4
1.6. Asumsi yang Digunakan ... I-4
1.7. Sistematika Penulisan Tugas Akhir ... I-5
II. GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Lokasi Perusahaan ... II-2
2.3. Ruanglingkup Bidang Usaha ... II-3
2.4. Organisasi dan Manajemen Perusahaan ... II-5
2.4.1. Struktur Organisasi ... II-5
2.4.2. Uraian Tugas dan Tanggung Jawab ... II-5
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-6
2.4.3.1. Jumlah Tenaga Kerja ... II-6
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-9
2.5. Proses Produksi ... II-11
2.5.1. Standar Mutu Produk ... II-11
2.5.2. Bahan yang Digunakan ... II-14
2.5.2.1. Bahan Baku ... II-14
2.5.2.2. Bahan Penolong ... II-15
2.5.2.3. Bahan Tambahan ... II-17
2.5.3. Proses Produksi ... II-18
2.6. Mesin dan Peralatan ... II-25
2.7. Utilitas ... II-26
2.8. Safety and Fire Protection ... II-31
2.9. Waste Treatment ... II-34
III. LANDASAN TEORI ... III-1
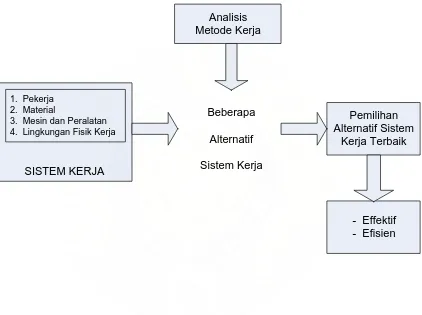
3.1. Analisa Metode Kerja ... III-1
3.2. Ergonomi ... III-4
3.2.1. Defenisi Ergonomi ... III-5
3.2.2. Tujuan dan Pentingnya Ergonomi ... III-6
3.2.3. Bidang Kajan Ergonomi ... III-6
3.3. Antropometri ... III-9
3.3.1. Antropometri Dinamis ... III-10
3.3.2. Antropometri Statis ... III-10
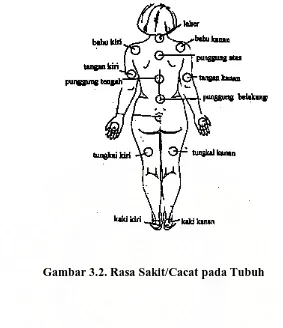
3.3.3. Dampak Postur Kerja terhadap Kesehatan ... III-11
3.3.4. Cara Pengukuran dan Faktor-faktor yang
Mempengaruhi Dimensi Tubuh Manusia ... III-12
3.3.5. Aplikasi Data Antropometri dalam Perancangan
Produk/Fasilitas Kerja ... III-22
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.5. Therblig Chart ... III-25
3.6. Prinsip-prinsip Ekonomi Gerakan ... III-28
3.7. Prosedur Pengukuran Kerja ... III-30
3.8. Tahapan Pengukuran Kerja ... III-34
3.9. Tahapan Setelah Pengukuran Pendahuluan ... III-34
3.10. Kolmogorov Smirnov Test ... III-36
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
4.3. Langkah-langkah Penelitian... IV-1
4.4. Instrumen Penelitian ... IV-4
4.5. Variabel Penelitian ... IV-6
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Kegiatan Sortasi ... V-1
5.1.1.1. Peta Tangan Kiri dan Tangan Kanan Sekarang . V-1
5.1.1.2. Waktu Siklus ... V-5
5.1.2. Pengumpulan Data Antropometri Pekerja ... V-8
5.2. Pengolahan Data ... V-9
5.2.1. Pengolahan Data Kegiatan Sortasi ... V-9
5.2.1.1. Waktu Baku Penyortiran Warna ... V-9
5.2.1.2. Waktu Baku Penyortiran Grade (ukuran) ... V-14
5.2.2. Pengolahan Data Antropometri Pekerja ... V-19
5.2.2.1. Perhitungan Standar Deviasi ... V-19
5.2.2.2. Uji Keseragaman Data ... V-20
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.4. Uji Kolmogorov Smirnov Test ... V-23
5.2.2.5. Perhitungan Persentil ... V-27
VI. ANALISIS DAN PEMECAHAN MASALAH ... VI-1
6.1. Analisa ... ... VI-1
6.1.1. Analisa Metode Kerja ... VI-1
6.1.2. Penentuan Persentil ... VI-1
6.2. Pemecahan Masalah ... VI-3
6.2.1. Pemecahan Masalah Metode Kerja ... VI-3
6.2.1.1. Penyortiran Warna ... VI-3
6.2.1.2. Penyortiran Grade ... VI-10
6.2.2. Pemecahan Masalah Fasilitas Kerja ... VI-17
6.2.2.1. Perancangan Meja Kerja ... VI-17
6.2.2.2. Perancangan Kursi ... VI-21
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTAR PUSTAKA
LAMPIRAN
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR TABEL
TABEL HALAMAN
2.1. Sebaran Tenaga Kerja Berdasarkan Jabatan ... II-6
2.2. Klasifikasi Ukuran Udang ... II-13
3.1. Perhitungan Persentil ... III-25
5.1. Waktu Siklus Penyortiran Warna Udang pada Masing-masing
Pekerja/Operator ... V-6
5.2 Waktu Siklus Penyortiran Grade (ukuran) Udang pada Masing-masing
Pekerja/Operator ... V-7
5.3. Data Antropometri Para Pekerja ... V-8
5.4. Parameter Pengujian Keseragaman Data Waktu Siklus
Penyortiran Warna ... V-9
5.5. Parameter Penguujian Keseragaman data Waktu Siklus Penyortiran
Grade (ukuran) ... V-14
5.6. Perhitungan Standar Deviasi Tinggi Duduk Tegak (TDT) ... V-19
5.7. Hasil Uji Data Keseluruhan Dimensi Tubuh ... V-23
5.8. Hasil Perhitungan Dmaks Dimensi Tinggi Duduk Tegak (TDT) ... V-25
5.9. Hasil Uji Kolmogorov Smirnov untuk Keseluruhan Dimensi Tubuh .. V-27
5.10. Hasil Perhitungan Dimensi Tubuh untuk Persentil 5 ... V-28
5.11. Hasil Perhitungan Dimensi Tubuh untuk Persentil 95 ... V-29
6.1. Hasil Perhitungan Dimensi Tubuh untuk Persentil 5 ... VI-2
6.2. Hasil Perhitungan Dimensi Tubuh untuk Persentil 95 ... VI-2
6.3. Waktu Siklus Penyortiran Warna Udang Usulan ... VI-5
6.4. Parameter Pengujian Keseragaman Data Waktu Siklus Penyortiran
Warna Udang Usulan ... VI-6
6.5. Waktu Siklus Penyortiran Grade Udang Usulan ... VI-12
6.6. Parameter Pengujian Keseragaman Data Waktu Siklus Penyortiran
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Central Windu Sejati ... II-7
3.1. Langkah-langkah Kegiatan Analisa Metode Kerja ... III-2
3.2. Rasa Sakit/Cacat pada Tubuh ... III-12
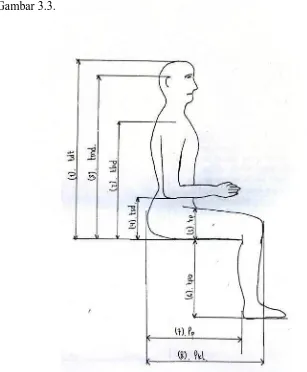
3.3. Pengukuran Dimensi Tubuh Manusia Posisi Duduk ... III-16
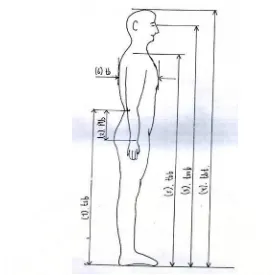
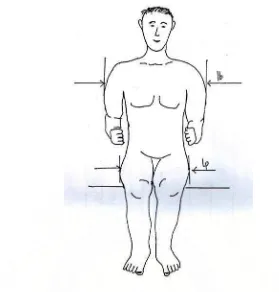
3.4. Pengukuran Dimensi Tubuh Manusia Posisi Berdiri... III-18
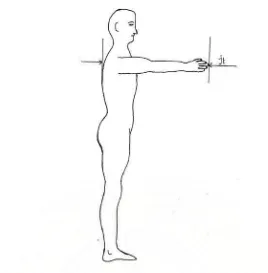
3.5. Pengukuran Dimensi Tubuh Manusia Posisi Berdiri dengan
Tangan ke Depan ... III-19
3.6. Pengukuran Dimensi Tubuh Manusia Posisi Duduk Menghadap
Ke Depan ... III-20
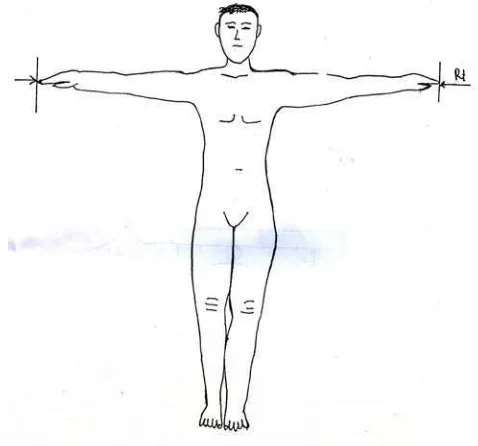
3.7. Pengukuran Dimensi Tubuh Manusia Posisi Berdiri dengan Kedua
Lengan Direntangkan ... III-21
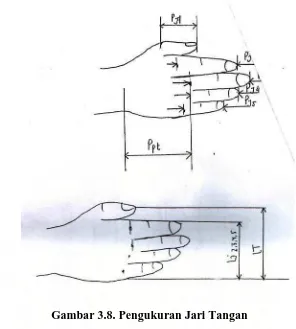
3.8. Pengukuran Jari Tangan ... III-22
3.9. Kurva Distribusi Normal dengan Persentil 95 ... III-24
4.1. Blok Diagram Pengolahan Data ... IV-5
4.2. Blok Diagram Rancangan Penelitian ... IV-6
5.1 Peta Tangan Kiri dan Tangan Kanan Penyortiran Warna ... V-2
5.2. Peta Tangan Kiri dan Tangan Kanan Penyortiran Grade ... V-4
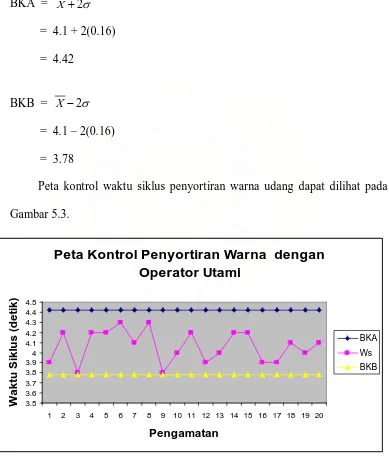
5.3. Peta Kontrol Waktu Siklus Penyortiran Warna Udang ... V-11
5.4. Peta Kontrol Waktu Siklus Penyortiran Grade Udang ... V-16
5.5. Peta Kontrol (Control Chart) Tinggi duduk Tegak ... V-21
6.1. Peta Tangan Kiri dan Tangan Kanan Penyortiran Udang Usulan ... VI-4
6.2. Peta Kontrol Waktu Siklus Penyortiran Warna Udang... VI-7
6.3. Peta Tangan Kiri dan Tangan Kanan Penyortiran Grade Udang Usulan VI-11
6.4. Peta Kontrol Waktu Siklus Penyortiran Grade Udang Susulan ... VI-14
6.5. Sketsa Penentuan Tinggi Meja Kerja Sortasi Usulan ... VI-18
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
6.7. Sketsa Penentuan Panjang Meja Kerja Sortasi Usulan ... VI-20
6.8. Sketsa Meja Kerja Sortasi Usulan ... VI-20
6.9. Kursi Kerja Bagian Sortasi Usulan I... VI-22
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
DAFTAR LAMPIRAN
Lampiran Halaman
1. Perhitungan Standar Deviasi, uji Keseragaman Data dan
Kecukupan Data ... L-1
2. Uji Kolmogorov Smirnov Dimensi Tubuh... L-2
3. Tabel Rating Factor Westinghouse ... L-3
4. Allowance berdasarkan Westinghouse ... L-4
5. Tabel Distribusi Normal ... L-5
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Central Windu Sejati adalah salah satu perusahaan yang bergerak
dibidang pembekuan udang. PT. Central Windu Sejati menghasilkan beberapa
jenis produk yang didasarkan atas pesanan (order) dari pihak konsumen.
Konsumen produk PT. Central Windu Sejati meliputi Negara Jepang, Amerika,
Singapura dan Eropa.
Bagian sortasi merupakan bagian yang sangat penting dalam kelancaran
kegiatan produksi di PT. Central Windu Sejati. Target produksi harus terpenuhi
setiap harinya agar kepercayaan konsumen tidak menurun. Pada bagian sortasi
terlihat adanya ketidak seimbangan beban kerja antara tangan kanan dan tangan
kiri dalam melakukan aktivitasnya serta selama ini dari segi kesehatan, banyak
dari pekerja pada bagian sortasi selalu mengalami keluhan terhadap kesehatan
mereka. Para pekerja sering mengeluh akan penyakit varises pada kaki karena
pekerja dalam melakukan pekerjaannya pada posisi berdiri selama beraktivitas.
Selain itu pekerja juga mengeluh akan penyakit hypothermia yang sering terjadi
pada para pekerja karena kondisi lingkungan kerja yang dingin.
Kondisi aktivitas pekerja selama ini pada bagian sortasi yaitu beraktivitas
dengan posisi yang berdiri selama jam kerja. Pada bagian sortasi ini tidak
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
tubuh para pekerja yang ada pada bagian ini. Selain itu, metode kerja yang
dilakukan oleh para pekerja kurang efisien.
Berdasarkan hal tersebut, penulis tertarik untuk melakukan penelitian
dalam merancang suatu fasilitas kerja serta metode kerja yang baik yang berguna
untuk meningkatkan produktivitas dan kesehatan pekerja.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang dikemukakan di atas dimana metode
kerja yang digunakan saat masih kurang efesien terhadap penggunaan waktu kerja
sehingga diperlukan suatu metode kerja yang efisien, serta sikap dan posisi
operator yang ada sekarang menimbulkan penyakit varises, sakit pada bahu,
tangan, punggung baik punggung atas, tengah dan belakang, tungkai dan kaki
serta kelelahan yang cepat pada tenaga kerja yang dapat mengurangi jumlah
produksi dan kualitas produk perusahaan sehingga perbaikan rancangan fasilitas
kerja berdasarkan antropometri perlu dilakukan untuk mendapatkan kondisi kerja
yang lebih baik.
1.3. Tujuan Penelitian
Tujuan penelitian ini terdiri atas 2 (dua) jenis yaitu tujuan umum dan
tujuan khusus.
a. Tujuan Umum
Tujuan umum dari penelitian ini adalah perancangan meja, kursi dan
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
b. Tujuan Khusus
Tujuan khusus dari penelitian ini adalah :
1) Mengukur dimensi tubuh dari setiap operator di bagian sortasi untuk
mendesain meja dan kursi pekerja yang lebih ergonomi.
2) Melakukan perbaikan metode kerja berdasarkan prinsip-pronsip ekonomi
gerakan.
3) Mengukur waktu normal dan waktu baku untuk menentukan secara tepat
waktu kerja yang dibutuhkan setiap pekerja dalam melakukan aktivitasnya.
4) Uji Kolmogorov-Smirnov terhadap dimensi tubuh pekerja yang berguna
untuk menguji apakah data dimensi tubuh pekerja tersebut berdistribusi
normal atau tidak.
5) Menggunakan persentil 95 dari dimensi tubuh untuk mndesain meja dan
kursi kerja agar sebagaian besar pekerja dapat menggunakannya.
1.4. Manfaat Penelitian
Manfaat dari penelitian ini adalah sangat penting, baik bagi mahasiswa,
fakultas dan perusahaan. Adapun manfaat yang diharapkan yaitu :
1. Bagi Mahasiswa
a. Dapat membandingkan teori-teori yang diperoleh pada saat mengikuti
perkuliahan dengan praktek di lapangan.
b. Dapat memahami dan mengetahui aspek-aspek kegiatan perusahaan.
c. Memperoleh kesempatan untuk melatih keterampilan dalam melakuka n
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2. Bagi Fakultas
a. Dapat mempererat kerja sama antara perusahaan dengan Fakultas Teknik,
Program Pendidikan Sarjana Ekstensi, Departemen Teknik Industri,
Universitas Sumatera Utara.
b. Departemen Teknik Industri dapat lebih dikenal secara luas sebagai forum
disiplin ilmu terapan yang sangat bermanfaat bagi perusahaan.
3. Bagi Perusahaan
a. Memudahkan perusahaan dalam mengalokasikan sumberdaya untuk
meningkatkan produktivitas kerja.
b. Sebagai bahan masukan bagi manajemen perusahaan dalam rangka
perbaikan metode kerja dan perancangan fasilitas kerja.
1.5. Ruang Lingkup
Ruang lingkup penelitian adalah sebagai berikut:
1. Objek yang dianalisis adalah bagian sortasi udang.
2. Fasilitas kerja yang dimaksud adalah meja kerja dan kursi kerja yang
digunakan pekerja bagian sortasi udang
1.6. Asumsi yang Digunakan
Beberapa asumsi yang digunakan agar pemecahan masalah dapat
dilakukan dengan baik adalah sebagai berikut:
1. Tidak ada penambahan fasilitas kerja selama pelaksanaan penelitian.
2. Hasil pengukuran yang dilakukan dianggap sudah benar.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
I.7. Sistematika Penulisan Tugas Akhir
Agar lebih mudah dipahami dan ditelusuri maka sistematika penulisan tugas
sarjana ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I : PENDAHULUAN
Bab ini berisi latar belakang permasalahan, perumusan masalah,
tujuan dan sasaran penelitian, manfaat penelitian, ruang lingkup
dan asumsi, serta sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran perusahaan secara umum meliputi
sejarah perusahaan, ruang lingkup usaha, proses produksi, tenaga
kerja dan informasi lainnya.
BAB III : LANDASAN TEORI
Bab ini berisikan teori-teori yang digunakan dalam pengambilan
data maupun untuk mendapatkan pemecahan dari masalah yang
diteliti.
BAB IV : METODOLOGI PENELITIAN
Dalam hal ini menguraikan tahapan-tahapan yang dilakukan
dalam pelaksanaan penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi tata letak dan metode kerja bagian sortasi udang,
proses sortasi, fasilitas kerja dan sikap kerja operator, data
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
BAB VI : ANALISA DAN PEMECAHAN MASALAH
Bab ini berisi analisa dampak pemakaian metode dan fasilitas
kerja yang lama baik bagi produktivitas kerja, kesehatan pada
postur kerja, uji normal Kolmogorof Smirnof Test, perhitungan
persentil, rancangan fasilitas dan metode kerja serta dampak
pemakaiannya.
BAB VII : KESIMPULAN DAN SARAN
Pada bab ini akan dikemukakan beberapa kesimpulan yang
diperoleh berdasarkan hasil analisa dan evaluasi data, dan
memberikan saran-saran untuk menjadi bahan pertimbangan oleh
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Central Windu Sejati adalah sebuah perusahaan swasta nasional
(PMDN) yang bergerak dalam industri perikanan, khususnya ekspor udang beku.
Perusahaan ini terletak di Jl. K.L. Yos Sudarso Km. 10,5 Kawasan Industri Medan
I (KIM I). Produk yang dihasilkan PT. Central Windu Sejati sampai saat ini telah
diakui sebagai komoditi ekspor non-migas yang sudah mendapatkan pasar
internasional terutama Jepang dan Amerika.
PT. Central Windu Sejati didirikan pertama kali pada tanggal 27 April 1988
oleh Direktur Perdata, Nurjali Nartosoewojo, SH. Pendirian perusahaan ini
didasarkan atas keinginan untuk membantu pemerintah dalam memenuhi
permintaan ekspor akan udang keluar negri. Selain itu, perusahaan ini didirikan
karena melihat masa depan yang cerah akan permintaan produk udang keluar
negeri memperlihatkan grafik yang meningkat setiap tahunnya. Berdasarkan hal
tersebut pemilik PT. Central Windu Sejati mengajukan proposal untuk mendirikan
perusahaan kepada pemerintah. Usulan proyek tersebut disetujui melalui surat
ketua BPKM Nomor 785/1/PMDN/1988 tanggal 12 desember 1988 dengan status
Penanaman Modal Dalam Negeri (PMDN).
Pada awal saat persetujuan pendirian perusahaan, nama dari perusahan ini
adalah PT. Udang Mas Intipertiwi. Dalam memulai prosesnya pada tanggal 19
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
karyawan dengan kapasitas produksi sebesar 4-5 ton/hari. Untuk permulan ekspor
produk pertama kali dilakukan ke negara jepang pada akhir pebruari 1991.
Pada perjalanan produksinya, PT. Udang Mas Intipertiwi dijual kepada PT.
Central Windu Intipertiwi pada tanggal 21 juni 1993 melalui perjanjian jual beli
aktiva yang disahkan dengan akte Notaris H. Rokayah Sulaeman, SH. Dengan
dibelinya PT Udang Mas Intipertiwi ini, pihak manajemen merubah nama
perusahaan menjadi PT. Central Windu Sejati. Seiring dengan perkembangan
perusahaan serta permintaan akan produk PT. Central Windu Sejati semakin
meningkat, maka perusahaan mendirikan pabrik tambahan yang berjarak 2 Km
dari perusahaan sebelumnya, tepatnya terletak di Kawasan Industri Medan II
(KIM II).
2.2. Lokasi Perusahaan
PT. Central Windu Sejati terletak di kawasan Industri Medan, jalan kolonel
Laut Yos Sudarso (Medan-Belawan) Km 10,5 Kecamatan Medan Deli,
Kotamadya Medan, Sumatera Utara. Kawasan ini merupakan tempat khusus bagi
pabrik sehingga sarana transporatasi dan fasilitas yang dibutuhkan tersedia dengan
baik.
PT. Central Windu Sejati menempati tanah seluas 4263 m2 dengan luas
bangunan 1718 m2 yang terdiri dari ruang kantor, ruang penerimaan bahan baku,
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Perusahaan ini berbatasan dengan :
Sebelah Timur : Pengolahan Limbah KIM
Sebelah Barat : Gudang Ban
Sebelah Utara : Gudang
Sebelah Selatan : Tanah Kosong
2.3. Ruang Lingkup Bidang Usaha
PT. Central Windu Sejati adalah salah perusahaan yang bergerak dibidang
budidaya, pengolahan dan pembekuan udang. Produk yang dihasilkan ada
beberapa jenis yang mempunyai berbagai macam size (ukuran) yang disesuaikan
terhadap permintaan konsumen. Bahan baku yang digunakan dalam memproduksi
yaitu udang yang berasal dari hasil budidaya sendiri dan dari tambak masyarakat.
Pada saat ini PT. Central Windu Sejati hanya memiliki sekitar 100 hektar tambak
budidaya udang. Tambak budidaya ini hanya mampu memasok sekitar 20% dari
bahan baku yang dibutuhkan oleh perusahaan. Untuk itu, untuk memenuhi bahan
baku yang diinginkan perusahaan telah memiliki pemasok (supplier) dari tambak
milik masyarakat. Pemasok ini telah memiliki standar kualitas udang yang telah
ditetapkan oleh perusahaan. Pemasok yang telah menjadi langganan tetap untuk
PT. Central Windu Sejati berasal dari Aceh, Deliserdang dan Langkat.
Produk yang dihasilkan oleh PT. Central Windu Sejati diproduksi
berdasarkan atas permintaan (make to order) dari konsumen dan sebagian
diproduksi untuk mengantisipasi peningkatan pasar (make to stock). Konsumen
dari produk yang dihasilkan keseluruhan produk berasal dari luar negeri.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Jepang, Australia, Hongkong, Singapura serta negara-negara Eropa lainnya.
Negara yang memiliki permintaan produk terbesar adalah negara Jepang.
Permintaan produk ke negara jepang berkisar 90% dari dari total produksi dan
sisanya 10% diekspor ke negara lainnya.
Berdasarkan jenisnya, PT. Central Windu Sejati menghasilkan beberapa
jenis produk. Adapun produk-produk yang dihasilkan yaitu :
1. Produk Headless (H/L)
Produk headless (H/L) merupakan produk yang memiliki karakteristik udang
tanpa kepala yang dibekukan melalui pendingin Individual Quick Freezer
(IQF).
2. Produk Head-On (H/O)
Produk ini memiliki karakteristik udang yang masih utuh dengan ekor dan
kepala dan dibekukan dengan pendingin Individual Quick Freezer (IQF).
3. Produk peeled Deveined (PD)
Produk ini mengalami perlakuan pengupasan kulit, pembuangan ekor dan
pembersihan usus dengan cara disudet (diambil dengan menggunakan pin).
4. Produk Peeled Tail On (PTO)
Produk ini memiliki karakteristik tanpa kepala dan usus yang telah
dibersihkan, akan tetapi masih memiliki ekor.
5. Produk Cooked Peeled Prawn (CPP)
Produk mengalami pembuangan kepala, pembuangan ekor dan pembuangan
usus kemudian direbus terlebih dahulu pada suhu 900C selama ± 90 detik
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2.4. Organisasi dan Manajemen Perusahaan
Sebelum menjalankan suatu aktivitas dalam perusahaan, sangat penting
untuk mencantumkan suatu struktur organisasi dan uraian tugas dan tanggung
jawab bagi seluruh pegawai yang ada dalam perusahaan.
2.4.1. Struktur Organisasi
Struktur organisasi merupakan salah satu hal mutlak yang harus dimiliki
oleh setiap perusahaan. Hal ini dilakukan agar dalam pelaksanaan pekerjaan
batas-batas tugas, wewenang dan tanggung jawab dari setiap personil terlihat dalam
organisasi. Sehingga dalam pelaksanaannya ttidak terbentur sama lain dan hasil
yang diperoleh lebih terarah.
Struktur organisasi yang digunakan PT. Central Windu Sejati adalah
struktur organisasi berbentuk gabungan lini dan fungsional di mana wewenang
dari pucuk pimpinan dilimpahkan kepada satuan-satuan di bawahnya dalam
bidang kerja tertentu. Pada level terakhir dari struktur organisasi terlihat bahwa
pembagian kerja sudah berdasarkan fungsinya masing-masing. Struktur organisasi
pabrik udang PT. Central Windu Sejati dapat dilihat pada Gambar 2.1.
2.4.2. Uraian Tugas dan Tanggung Jawab
Untuk menjalankan suatu organisasi dibutuhkan adanya personil yang
memegang jabatan tertentu seperti yang terdapat dalam struktur organisasi,
dimana masing-masing personil mempunyai tugas dan wewenang yang seimbang
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
yang diterima. Organisasi yang baik adalah organisasi yang jelas dan teratur
sehingga dalam melaksanakan tugas dan tanggung jawabnya setiap pemangku
jabatan memiliki gambaran dan batasan tugas dan tanggung jawab yang
diembannya.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja 2.4.3.1. Jumlah Tenaga Kerja
Tenaga kerja merupakan salah satu aset yang dimili oleh perusahaan.
Untuk menjalankan perusahaan dengan baik maka perusahaan harus memiliki
tenaga kerja (SDM) yang mencukupi. Dalam menjalankan manajemen dan
produksi PT. Central Windu Sejati memperkerjakan sekitar 430 0rang tenaga
kerja mulai dari level General Manajer sampai tingkat pekerja paling bawah.
Perincian sebaran tenaga kerja berdasarkan jabatan di PT. Central Windu Sejati
dapat dilihat pada Tabel 2.1.
Tabel 2.1. Sebaran Tenaga Kerja Berdasarkan Jabatan
Jabatan Jumlah (orang)
General Manager 1
Manager 7
Section Head 10
Supervisor 14
Staff Administrasi 2
Mandor 11
Satpam 9
Daily Worker (Pekerja Harian) 171
Hired Worker (Pekerja Borongan) 193
Jumlah 418
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2.4.3.2. Jam Kerja
Sesuai dengan peraturan pemerintah PT. Central Windu Sejati memiliki
jam kerja selama 7 jam perhari dengan waktu istirahat 1 jam. Dan terdiri atas tiga
sift/hari dan kerja akan libur pada hari besar. Pengaturan jam kerja karyawan
setiap harinya adalah sebagai berikut:
1. Karyawan kantor (Staff).
Jam bekerja karyawan kantor mulai pukul 08.00 WIB s/d 16.00 WIB dengan
waktu istirahat pukul 12.00 WIB s/d 13.00 WIB, kecuali hari Jumat mulai
pukul 12.00 WIB s/d 13.30 WIB dan hari Sabtu jam kerja dimulai pukul 08.00
WIB s/d 13.00. Untuk hari Minggu dan hari libur nasional karyawan kantor
tidak bekerja.
2. Karyawan pengolahan, pengemasan, dan penyimpanan.
Karyawan ini bekerja selama 6 hari dengan jam kerja yang sama dengan
karyawan kantor.
3. Karyawan peralatan, mesin, dan satuan pengaman.
Karyawan bagian ini dibagi menjadi tiga shift dengan jam kerja selama 8 jam
untuk masing-masing shift, yaitu:
Shift I : Pukul 07.00 WIB s/d 15.00 WIB
Shift II : Pukul 15.00 WIB s/d 23.00 WIB
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Upah merupakan salah satu bagian yang menciptakan hubungan kerja
dengan pihak pekerja dan perusahaan. Syarat perjanjian pemberian upah telah
diatur oleh perusahaan, pengusaha, karyawan dan pemerintah. Secara umum dapat
diketahui bahwa bagi perusahaan upah merupakan salah satu elemen penting
pabrik, sebaliknya bagi karyawan upah merupakan pendapatan atau penghasilan.
Upah juga merupakan suatu sarana untuk memotivasi karyawan untuk bekerja
secara maksimal. Karyawan akan merasa puas bila memperoleh penghasilan pada
tingkat yang wajar dengan suatu penilaian kerja yang adil. PT. Central Windu
Sejati memiliki tiga jenis karyawan yang dipekerjakan yaitu karyawan harian,
karyawan borongan dan karyawan tetap.
Perincian pemberian upah karyawan di PT. Central Windu Sejati yaitu :
a. Karyawan Tetap
Karyawan tetap merupakan karyawan yang resmi perusahaan. Karyawan ini
memperoleh upah sebesar Rp.1.050.000,-/bulan dan dibayarkan setiap
bulannya. Karyawan ini memperoleh tunjangan jabatan, tunjangan hari
raya/tahun baru, JAMSOSTEK, bus karyawan, bonus dan tunjangan lainnya
sesuai dengan kecakapan dan prestasi kerja yang dilaksanakan karyawan
tersebut.
Untuk karyawan yang bekerja lembur, upah lembur akan dibayar dengan
ketentuan sebagai berikut:
1. Apabila jam kerja dilakukan pada hari biasa:
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
- Tiap jam berikutnya dibayar upah 2 kali upah per jam.
2. Apabila jam kerja lembur dilakukan pada hari minggu atau hari raya
resmi:
- Untuk setiap jam hingga batas 7 jam upah dibayar 2 kali upah sejam.
- Jam kerja lembur setelah 7 jam upah dibayar 3 kali upah sejam.
b. Karyawan Kontrak
Karyawan kontrak merupakan karyawan lepas perusahaan melakukan ikatan
kerja selama dua tahun. Upah yang diberikan kepada karyawan ini sebesar
Rp.31.500,-/hari dan upah dibayarkan setiap dua minggu sekali. Karyawan ini
memperoleh fasilitas bus karyawan, JAMSOSTEK dan tunjangan hari
raya/tahun baru.
c. Karyawan Borongan
Upah karyawan borongan diberikan berdasarkan hasil kerja yang diperoleh.
Pemberian upah kerja yang diberikan yaitu sebesar Rp.1.900,-/kg dan
dibayarkan setiap dua minggu sekali.
Untuk meningkatkan timgkat produktivitas dan kesejahteraan karyawan
PT. Central Windu Sejati menyediakan insentif dan fasilitas sebagai berikut :
1. Pengobatan dengan tanggung jawab suami/isteri serta anak 3 orang dirumah
sakit yang ditunjuk perusahaan.
2. Mushalla bagi karyawan muslim
3. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
4. Perlindungan Keselamatan dan Kesehatan Kerja (K3) dengan memberikan
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
5. Tunjangan hari raya/tahun baru
6. Tunjangan jabatan dan bonus sesuai dengan kecakapan dan prestasi kerja yang
dihasilkan.
7. Bus karyawan yang berfungsi untuk mengantar jemput karyawan ketempat
kerja.
8. Kantin disediakan untuk tempat karyawan makan siang dan malam. Di kantin
ini juga disediakan makanan bagi karyawan yang tidak membawa makanan
dari rumah.
2.5. Proses Produksi 2.5.1. Standar Mutu Produk
Peranan Quality Control (QC) dalam dunia industri sangat berperan. Hal
ini dikarenakan mutu dari barang yang dihasilkan harus dapat dijamin.
Pengendalian mutu dilakukan mulai dari bahan baku (raw material) sampai ke
tahap yang paling akhir yaitu pengepakan (packing).
Pengendalian ini dilakukan oleh departemen QC berdasarkan standar
spesifikasi yang sudah ditetapkan. Dalam hal ini, QC tidak terlepas dari analisis
produk yang akan dipasarkan dan juga analisis terhadap bahan yang sedang
berada dalam proses.
Parameter yang digunakan untuk mutu udang dengan tingkatan mutu
terbagi atas tiga, yaitu:
A. Mutu udang kelas satu (first Grade), dengan ciri-ciri antara lain :
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
- Kondisi udang masih utuh, kuat dan tidak pecah ataupun cacat lain.
- Tidak terdapat bintik-bintik hitam (black Spot) pada badan udang.
B. Mutu udang kelas dua (Second Grade), dengan ciri-ciri antara lain :
- Kulit dan daging udang sudah melunak (soft shell)
- Terdapat black spot dan luka pada badan udang (injuries).
- Back broken tetapi tidak sampai pada broken depth, artinya meskipun
antar segmen pada tubuh pecah tapi masih terdapat selaput putih.
C. Mutu udang kelas tiga (broken), dengan ciri-ciri antara lain :
- Ruas badan udang pecah hingga lebih dari 3 mm (black broken depth)
- Banyak terdapat black spot pada badan dan ekor udang.
- Banyak terdapat injuries badan dan ekor udang, daging udang sudah
melunak serta ekor udang patah.
Sedangkan parameter yang digunakan untuk mutu udang dengan sortasi
warna dibedakan dalam 2 kelompok besar:
1. Warna Hitam (black), dibedakan atas :
a. First black (warna udang paling hitam)
b. Second black (warna udang agak hitam)
2. Warna Biru (blue), dibedakan atas :
a. Blue (warna udang paling biru)
b. White Blue (warna udang putih kebiruan)
Selain untuk tujuan estetika, sortasi warna dilakukan untuk memenuhi
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
terdapat perbedaan antara produk yang dikirim ke Jepang dengan produk yang
akan dikirim ke Amerika dan Eropa.
Untuk produk yang dikirim ke Jepang , ciri-cirinya antara lain:
- Tidak terdapat blackspot, injuries dan cacat lainnya.
- Anggota badan lengkap, tekstur daging keras, tidak soft ataupun semi soft.
- Lebar pecah antar ruas <3 mm, dan masih terdapat selaput putih.
Sedangkan untuk produk yang dikirim ke Amerika Serikat dan Eropa,
memiliki ciri-ciri antara lain:
- Tidak terdapat blackspot pada bagian daging, kulit dan ekor.
- Anggota badan lengkap, tekstur daging agak lunak.
- Lebar pecah antara ruas < 4 mm.
Berdasarkan ukuran udang dapat diklasifikasikan seperti didalam Tabel 2.2.
Tabel 2.2. Klasifikasi Ukuran Udang
Ukuran Pcs/lbs Pcs/4 lbs Gram/pcs
21-25 23 92-96 18-22
26-30 28 112-116 15-17
31-40 36 114-148 12-14
41-50 45 180-184 9-11
51-60 54 216-220 5,9-8,9
61-70 63 252-264 6,5-7,4
71-90 82 320-332 5-6,4
91-110 98 392-404 4-4,9
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Dari Tabel di atas terlihat bahwa satuan yang digunakan untuk ukuran
udang adalah pcs/lbs. Satuan ukuran udang ini pada umumnya digunakan
konsumen dalam melakukan pemesanan terutama konsumen luar negeri,
walaupun perusahaan tidak menutup kemungkinan untuk dilakukannya
pemesanan dengan ukuran udang pcs/kg.
2.5.2. Bahan Yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi dapat
dikelompokkan atas bahan baku, bahan penolong dan bahan tambahan.
2.5.2.1. Bahan Baku
Bahan baku adalah bahan utama yang diproses dan memiliki persentase
terbesar dalam produk akhir.
Bahan baku yang digunakan oleh PT. Central Windu Sejati dalam
pembuatan produk adalah udang segar dari jenis:
a. Udang tiger (Penaeus Monodon)
b. Udang Swallow (Metapanaeus Monoceros)
Bahan baku ini diperoleh dari beberapa pemasok udang, dimana
berdasarkan sumbernya dapat dikelompokkan menjadi dua kelompok besar, yaitu:
a. Udang laut (Udang tradisi)
b. Udang tambak (Udang Intensif)
Udang merupakan spesies hewan air yang tergolong ke dalam phylum
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
bagian atas yaitu cepholothorax (merupakan gabungan antara kepala, dada serta
perut), dan bagian ekor. Seluruh bagian tubuh beserta anggotanya terdiri dari
ruas-ruas (segmen). Kepala-dada terdiri dari 13 ruas-ruas, yaitu kepala 5 ruas-ruas dan dada 8
ruas. Sedangkan bagian ekor terdiri dari 6 ruas. Bagian kepala udang memiliki
berat antara 36 – 49 %, bagian daging antara 24 – 41 % dan bagian kulit antara 17
– 23 % dari berat total badannya.
Dewasa ini udang windu/tiger merupakan jenis udang yang paling banyak
dibudidayakan karena spesies ini memiliki ukuran cukup besar dan rasanya manis.
Udang jenis ini memiliki ciri-ciri kulit tebal, berwarna abu-abu kebiruan dan
memiliki cincin yang berwarna gelap. Dalam proses produksi, udang ini akan
dibedakan berdasarkan warna hitam (black) dan biru (blue). Warna hitam dibagi
lagi menjadi first black, second black dan white black sedangkan warna biru
(blue) dibedakan atas blue dan white blue. Penggolongan ini hanya berlaku untuk
udang pasokan dari tambak, sedangkan udang laut hanya dikenal udang dengan
warna hitam. Pembedaan ini dilakukan untuk menambah nilai estetika produk.
2.5.2.2. Bahan Penolong
Bahan penolong merupakan bahan yang digunakan dalam proses produksi
yang fungsinya untuk memperbaiki kualitas produk serta membantu proses
produksi agar produk dapat dihasilkan sesuai dengan yang ditetapkan. Dalam
produksi, bahan penolong sangat dibutuhkan dalam proses produksi. Bahan
penolong ini dibutuhkan dalam jumlah yang jauh lebih kecil dibandingkan dengan
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Bahan penolong memegang peranan yang cukup penting dalam proses
pengolahan untuk memperlancar proses produksi dan menjaga agar kondisi udang
tetap segar. Bahan penolong yang digunakan antara lain:
1. Air, digunakan untuk:
a. Membilas dan membersihkan udang, serta menjaga kesegaran udang.
b. Media pemindahan udang dari satu tempat ke tempat berikutnya.
c. Proses sterilisasi udang yaitu: perendaman udang dalam air yang telah
dicampur dengan Khlorin.
d. Campuran bahan kimia STPP (Sodium Tri Poly Phospat) yang digunakan
selama pengolahan, khususnya udang Peeled.
e. Proses pembekuan, khususnya pembekuan udang dalam bentuk blok.
f. Sanitasi ruangan, peralatan dan perlengkapan kerja serta mesin.
Air diperoleh dari sumur bor yang dibangun oleh perusahaan di lokasi
pabrik dan PDAM Tirtanadi Medan.
2. Khlorin
Khlorin merupakan bahan kimia yang digunakan dalam proses desinfeksi yang
bertujuan untuk mematikan bakteri-bakteri. Bakteri-bakteri yang biasanya ada
adalah Pseudomonas, Achromobacter, Flavobacterium, Alcaligenes dan
Arthrobacter. Bakteri ini dapat hidup hingga suhu -5o C dan pada suhu ini
bakteri akan membentuk pertahanan tubuh sehingga digunakan larutan khlorin
dengan kandungan yang cukup tinggi pada tahap awal proses pengolahan.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
pengolahan serta sarung tangan dan sepatu pekerja dengan konsentrasi yang
berbeda-beda.
2.5.2.3. Bahan Tambahan
Bahan tambahan adalah bahan yang tidak ikut dalam proses produksi
tetapi ikut dalam produk, atau dengan kata lain bahan tambahan berfungsi
memperbaiki tampilan produk sehingga menghasilkan produk akhir yang siap
untuk dipasarkan.
Bahan tambahan yang digunakan PT. Central Windu Sejati adalah :
1. Sodium Tri Poly Phospat (STTP)
Bahan kimia ini dikenal dengan rumus kimia Na5P3O10 dalam bentuk
serbuk putih dengan titik lebur 622 0C. Bahan ini digunakan dalam proses
pengolahan udang Peeled. Fungsi utama zat ini adalah sebagai water holding
agent, yaitu untuk menahan kandungan air yang ada di dalam udang, sehingga
berat udang tidak susut. Selain itu zat ini berfungsi untuk:
a. Mencegah hilangnya zat-zat gizi yang terdapat dalam udang.
b. Menjaga kestabilan bentuk tubuh (tekstur) udang, sehingga daging udang
tidak menjadi lunak.
c. Untuk produk udang Tempura, zat ini berguna untuk mencegah timbulnya
bintik-bintik hitam pada ekor udang setelah direbus.
2. Es, digunakan untuk mempertahankan suhu udang selama proses pengolahan
(antara 0–4o C), sehingga kesegaran dan kualitas udang tetap terjaga serta
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Untuk keperluan ini digunakan hancuran es yang disebut Es Curai. Kebutuhan
es diperoleh dari pabrik-pabrik es yang terdapat di sekitar PT. Central Windu
Sejati dan mesin pembuat es milik PT. Central Windu Sejati. Untuk membuat
es curai perusahaan menyediakan mesin pemecah es yang disebut Ice Flake
Machine.
2.5.3. Proses Produksi
Secara umum proses produksi produk Headless (H/L), Head On (H/O),
Peleed Deveined (PD), Peled Tail On (PTO) dan Cooked Peeled Prown (CPP)
memiliki uraian proses yang sama. Perbedaan hanya berada pada perlakuan
pembuangan kepala, pembuangan ekor, pengupasan kulit dan pembuangan usus.
Untuk uraian proses produksi pada produk-produk diatas secara umum yaitu :
1. Penerimaan (Receiving)
Bagian ini menerima kedatangan bahan baku dan memisahkannya
menurut jenis asal bahan baku, apakah bahan baku berasal dari tambak atau
dari laut. Udang yang berasal dari laut diterima dan dimasukkan kedalam
tong-tong berjenis kayu. Kapasitas dari tong-tong ini mencapai 100 Kg/tong.
Untuk udang yang berasal dari tambak diterima dan di tempatkan di dalam
tong yang berbahan dasar Fiberglass. Kapasitas dari tong ini mencapai 1-1,2
ton/tong. Udang-udang yang telah diterima kemudian dimasukka ke dalam
keranjang kemudian dibilas dengan air dingin dengan suhu ± 50C. Perlakuan
ini bertujuan untuk mrnghilangkan kotoran-kotoran yang melekat pada udang,
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2. Perendaman dengan Air Chlorine (Soaking)
Udang yang telah dibilas kemudian dimasukka ke dalam washing tank
untuk mendapatkan perlakuan pembilasan sekali lagi. Hal ini untuk
menghilagkan kotoran yang masih melekat dan untuk mendapatkan udang
yang lebih bersih lagi. Tahap selanjutnya adalah memasukkan udang ke dalam
tangki penampungan dan di rendam dengan air khlorin dengan suhu < 40C
yang mempunyai konsentrasi 100 ppm. Perendaman ini bertujuan untuk
membunuh bakteri-bakteri yang melekat pada udang, serta sekaligus untuk
menjaga agar tidak terkontaminasi dari bakteri-bakteri lain.
3. Sortasi Ukuran dan Warna (Grading and Coloring)
Pada tahap ini produk yang telah direndam dengan air khlorin, kemudian
dimasukkan ke dalam mesin penyortir (Grading Machine) untuk memisahkan
berdasarkan besar kecilnya udang. Mesin ini dilengkapi dengan ban berjalan
(Belt Conveyor). Dengan menggunakan ban berjalan, udang yang berada
diatas ban dijatuhkan pada pasangan roller berbentuk silinder panjang yang
berfungsi sebagai alat sortasi. Masing-masing roller pada tiap pasangannya
memiliki arah putaran yang berlawanan. Jumlah roller silinder yang terdapat
pada alat ini adalah empat pasang dimana ruang antara sepanjang roller dapat
diatur sesuai dengan yang diinginkan. Pengaturan ruang antar roller dilakukan
mulai dari jarak yang kecil kemudian makin besar. Hasil dari msin penyortiran
ini kemudian ditampung kedalam tong penampungan yang kemudian
dilakukan lagi penyortiran tahap lanjutan secara manual berdasarkan kualitas
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
dimasukkan ke dalam tong yang berisi air khlorine dengan suhu < 40C dan
konsentrasi 30 ppm. Hal ini untuk menjaga agar bakteri-bakteri yang ada pada
saat proses penyortiran tidak terkontaminasi pada udang.
4. Penimbangan (Weighting)
Udang yang telah disortasi berdasarkan ukuran dan warnanya kemudian
dibawa ke bagian penimbangan untuk ditimbang untuk menentukan size dari
udang apakah telah sesuai dengan standar yang telah ditentukan perusahaan.
Penimbangan dilakukan per pan dan menggunakan timbangan digital
dengantampilan 4 digit. Untuk produk yang dikirim ke Amerika Serikat dan
Eropa per inner pan adalah sekitar 1,8000 kg. Untuk produk yang dikirim ke
Jepang berat per inner pan juga sebesar 1,8000 kg. Untuk kepastian ukuran
produk maka jumlah udang harus sesuai dengan size yang diminta. Sisa udang
yang tidak mencukupi dalam jumlah penimbangan akan ditampung sementara
pada meja material carry over (MCO) menunggu untuk digabungkan dengan
udang berikutnya yang memiliki ukuran, mutu dan warna yang sama.
5. Pemotongan Kepala (Deheading)
Untuk produk yang memiliki karakteristik tanpa kepala akan melalui
tahap ini. Udang yang telah disortasi dan ditimbang kemudian dibawa ke
bagian pemotongan kepala dengan menggunakan keranjang. Udang kemudian
di berikan kepada pekerja pada bagian ini dengan meletakkannya diatas meja
kerja. Untuk menjaga agar kondisi udang tetap segar, maka udang ditaburi es
curai di atas meja. Pemotongan kepala dilakukan dengan menggunakan alat
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
kuku macan. Pemotongan kepala udang ini dilakukan dengan meletakkan
kuku macan di bagian ibu jari dan dilakukan pemotongan secara cepat kepada
bagian kepala udang. Udang yang tanpa kepala kemudian dimasukkan
kembali ke dalam tong penampungan yang berisi air khlorin dengan suhu <
40C dan konsentrasi 30 ppm.
6. Pengupasan dan Pembersihan (peeling and de veining)
Produk yang memiliki karakteristik pengupasan dan pembersihan akan
melalui tahap ini. Udang dibawa ke bagian pengupasan dan pembersihan dan
diletakkan diatas meja yang ditaburi dengan es untuk menjaga kesegaran
udang. Udang kemudian dikupas dengan menggunakan pisau pemotong dan
usus dibersihkan dengan mencabutnya menggunakan pin khusus.
7. Pembekuan (freezing)
Proses pembekuan udang dilakukan agar sifat alami udang dapat
dipertahankan sebelum akhirnya dikonsumsi. Pembekuan bukanlah untuk
mensterilkan udang, tetapi hanya menghambat pertumbuhan mikroorganisme
dan memperlambat reaksi kimia dan aktivitas enzim.
Sebelum dilakukan pembekuan udang-udang dalam pan diberi air
berkhlorin 5 ppm dan bersuhu < 4 0C. Untuk pembekuan ini, digunakan long
pan dimana 1 buah long pan terdiri 3 blok. Kemudian udang ditutup dengan
selembar plastik yang sebelumnya telah direndam dalam air yang mengandung
khlorin 200 ppm dan 500 ppm. Pemberian plastik ini dimaksudkan agar
permukaan blok es yang akan terbentuk tidak melekat dengan plat penutup di
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
dimasukkan ke dalam Contact Plate Freezer (CPF). Temperatur pembekuan
diatur antara -35 0C hingga -45 0C dengan lama pembekuan kurang lebih 1
jam 45 menit.
Untuk produk yang disusun dalam polybag, terlebih dahulu dibawa ke
mesin vacuum and seal. Proses vacuum and seal dilakukan dengan
menggunakan pengatur waktu (timer). Lamanya waktu untuk proses vakum 4
detik dan untuk proses seal adalah 3,5 detik dengan kepasitas mesin adalah 8
polybag. Selanjutnya kemasan yang telah divakum dan seal ini dibawa ke
ruang Individual Quick Freezer (IQF) dan disusun dalam tray yang berukuran
50 x 90 cm2, lalu dimasukkan ke mesin IQF dengan ban berjalan. Suhu
pembekuan yang biasa digunakan adalah -30 0C selama kurang lebih 45 menit.
8. Pengepakan (packing)
Setelah pembekuan, pan-pan yang berisi produk udang tersebut diberi
lapisan es tipis dan dilepaskan dari inner pan dengan cara mencelupkan udang
beku dalam air dingin yang bersuhu 0 – 5 0C. proses ini disebut dengan
peng-glazing-an. Adapun tujuan peng-glazing-an adalah:
a. Untuk mencegah terjadinya oksidasi
b. Melindungi produk dari kekeringan selama proses penyimpanan
c. Menambah nilai estetika produk
Selanjutnya produk udang dibawa ke ruang pengemasan. Bahan
pengemasan yng digunakan harus menjamin sanitasi dan kesehatan konsumen.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
a. Kemasan primer, berupa bahan plastik yang terbuat dari polyetilen dengan
ketebalan 0,03 mm dan berukuran 38 cm x 15 cm x 5 cm. Kemasan ini
langsung digunakan untuk membungkus blok udang.
b. Kemasan sekunder, kemasan ini berupa inner carton yang terbuat dari
kertas karton dengan lapisan lilin pada bagian dalam dan luar berukuran 25
x 20 x 5 cm.
c. Kemasan tertier, kemasan ini merupakan kemasan terluar (master carton)
yang terbuat dari bahan corrugated paperboard dengan tipe single wall
ataupun double wall. Ukurannya tergantung dari jumlah inner carton yang
akan dikemas. Pada master carton tercantum antara lain merk, jenis
produk akhir, ukuran, tipe, grade (tingkatan mutu), asal produk, berat
bersih produk akhir, bahan tambahan, tanggal kaluarsa, suhu penyimpan
dan kode produksi yang berisi tanggal, bulan, dan tahun produk tersebut
dihasilkan. Selanjutnya produk dalam master carton ini diikat dengan
strapping band (tali pengikat kemasan).
9. Penyimpan (Cold Storage)
Produk udang yang telah dikemas, selanjutnya disimpan dalam ruang
penyimpan (Cold Storage) yang bersuhu -18 sampai -20 0C, selama menunggu
pendistribusian. Jika waktu penyimpan cukup lama disarankan manggunakan
suhu -30 sampai -35 0C. Penyusunan dilakukan secara bertumpuk dan serapi
mungkin serta diberi jarak sehingga suhu ruangan merata ke seluruh kotak.
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Udang dalam inner carton yang jumlahnya belum mencukupi untuk
dikemas dalam master karton juga disimpan dalam ruangan ini, menunggu
digabung dengan produk yang sama pada hari berikutnya. Hal ini juga berlaku
untuk produk hasil Contact Plate Freezer yang belum sempat diproses.
Khusus untuk produk CPP, tahapan pengolahan adalah sebagai berikut:
Perendaman dengan air garam
1) Udang yang diperoleh dari hasil penyortiran mutu dan warna selanjutnya
direndam dengan air garam yang bertujuan untuk mencegah semakin
menurunnya kualitas udang dan memberikan citarasa tambahan pada
udang. Perendaman dilakukan kurang kebih 24 jam untuk menyakinkan
bahwa air garam meresap ke dalam tubuh udang.
2) Perebusan
Perebusan merupakan prosedur yang mutlak bagi produk CPP (Cooked
Peeled Prawn). Perebusan dilakukan kurang lebih 10 menit atau hingga
udang berubah warna merah.
3) Pembersihan dan Finishing produk
Dalam tahapan ini dilakukan pengupasan kulit dan pemotongan kepala
udang yang masih terlihat utuh. Kemudian dilakukan finishing produk
berupa pembersihan untuk menghilangkan noda-noda hitam pada tubuh
udang dan membersihkan sisa usus yang masih terdapat dalam tubuh
udang. Setelah dilakukan finishing maka udang selanjutnya direndam
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
4) Penimbangan dan pengepakan awal
Setelah dilakukan pembersihan, selanjutnya dilakukan penimbangan untuk
mendapatkan jumlah udang yang tepat sesuai dengan ukuran yang
ditentukan. Setelah penimbangan maka udang-udang disusun dalam
polybag yang telah disediakan.
5) Vacum Packing
Untuk mencegah kontaminasi udang CPP dengan udara bebas maka
dilakukan proses vacum packing terhadap produk udang yang telah
disusun rapi dalam polybag dengan menggunakan mesin khusus untuk
vacum packing. Selanjutnya udang yang telah divakum packing dibekukan
bersama produk udang lainnya.
2.6. Mesin dan Peralatan
Spesifikasi mesin dan peralatan merupakan hal yang penting didalam suatu
pabrik,dimana jika terjadi perubahan pada alat maka mudah diadakan
penggantian. Mesin adalah semua peralatan yang memerlukan penggerak (power)
sedangkan peralatan adalah semua peralatan yang memerlukian penggerak
(power). Mesin dan peralatan merupakan salah satu faktor utama dalam proses
produksi. Pemilihan mesin dan peralatan yang tepat akan dapat meningkatkan
produktifitas kerja. Mesin dan peralatan yang digunakan dalam proses produksi
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2.7. Utilitas
Utilitas adalah alat perlengkapan yang mendukung pelaksanaan produksi
dalam kegiatan perusahaan. Sarana utilitas digunakan untuk meningkatkan mutu,
memelihara peralatan, menjaga keseimbangan dalam proses pengolahan di
samping kegunaan pokoknya sebagai penggerak peralatan.
Beberapa utilitas yang digunakan perusahaan antara lain:
a. Air
Air memegang peranan penting dalam proses produksi udang. Air
digunakan untuk kebutuhan air pendingin , air boiler dan air proses.
Air ini berasal dari sumur bor sebanyak 4 (empat) buah dengan
menggunakan pompa dan pipa pada kedalaman 200 m di dalam tanah. Untuk
memenuhi persyaratan sesuai dengan kebutuhan yang ada maka air sumur bor ini
terlebih dahulu diproses agar tidak merusak instalasi pabrik. Kebutuhan air untuk
kantor, kantin dan WC karyawan berasal dari PDAM.
b. Unit Generating Set
Merk : Caterpilar
Fungsi : Sebagai cadangan pensuplai energi listrik
Kapasitas : 590 kVA, 220V/380 V, 3 fasa, 50 Hz
Jumlah : 1 unit
Model : 3412
c. Kompresor
Tipe : GST - 41
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Kapasitas : 275.200 kg uap/jam
Jumlah : 4 unit
Merk : GRAM
Refrigan : Amonia
Daya : 110 kW
d. Teknologi Refrigasi
Refrigasi adalah pengusahaan dan pemeliharaan tingkat suhu dari suatu
bahan atau ruangan pada tingkat yang lebih rendah daripada suhu lingkungan atau
atmosfir sekitarnya dengan cara penarikan atau penyerapan panas yang dilakukan
oleh suatu bahan yang disebut refrigerant. Sistem refrigannya amonia, amonia ini
berfungsi sebagai medium pendingin yang akan mengadakan keseimbangan
dengan fase uap cair di dalam deretan penekanan yang sempit dan termanpatkan.
Amonia bersifat toksit, mudah terbakar, mudah meledak pada kondisi tertentu.
Alasan pemakaian amonia adalah karena mempunyai efek refrigasi yang tinggi
untuk setiap satuan berat. Volume spesifiknua rendah, efesiensinya tinggi dan
biaya pemakaiannya rendah.
Pada sistem kompresi amonia cair dalam tangki penerima berada pada
tekanan tinggi, sehingga mendorong amonia cair tersebut melaluui pipa cairan dan
kran ekspansi menuju bagian yang bertekanan rendah yang dihasilkan oleh kerja
kompresor. Kemudian amonia cair tersebut mendidih dan menguap dalam
evaporator.
Panas yang diperlukan untuk penguapan diambil dari sekitarnya atau dari
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
Selanjutnya uap amonia mengalir pada tekanan rendah melalui pipa-pipa uap
menuju ke kompresor. Di dalam kompresor karena adanya pendinginan dengan
semprotan air dan udara yang ditiupkan maka amonia menjadi cair kembali karena
menyerap panas latennya dari sekitarnya. Kemudian amonia cair mengalir menuju
tangki penerima, selanjutnya mengalir menuju evaporator, demikian seterusnya
siklus ini berlangsung.
Bila terjadi kebocoran amonia dalam sistem pendinginan dapat diketahui
dengan mendeteksi dari baunya, selain itu juga dipakai batang belerang yang
dibakar hingga keluar asapnya, apabila asap belerang tersebut berpapasan dengan
aminia maka akan terbentuk asap yang berwarna putih.
Komponen-komponen utama penyusun sistem pendingin kompresor
adalah tangki penerima, klep ekspansi, evaporator, kompresor dan kondensor.
- Tangki penerima (liquid receiver)
Tangki penerima berfungsi menampung amonia cair yang berasal dari
kondensor dan dialirkan masuk ke evaporator melalui klep ekspansi.
- Klep Ekspansi
Klep ini mempunyai dua fungsi, pertama yaitu mengatur kecepatan aliran
amonia cair. Apabila amonia cair yang mengalir evaporator terlalu banyak, maka
sebagian tidak dapat menguap tetapi mengalir ke kompresos sehingga dapat
merusak kompresor. Fungsi kedua adalah untuk menjaga perbedaan tekanan
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
- Evaporator
Evaporator merupakan bagian dari sistem pendingin dimana zat pendingin
mendidih, menguap dan menyerap panas. Evaporator biasanya berupa pipa yang
berkelok-kelok berupa koil yang bahannya terbuat dari baja. Pipa-pipa tersebut
berisi amonia yang menguap dengan mengambil panas dari ruangan serta bahan
udang yang didinginkan, sehingga suhu udang menjadi turun atau rendah. Uap
amonia ini kemudian dihisap oleh kompresor secara terus menerus
- Kompresor
Kompresor mempunyai dua fungsi, pertama yaitu menghisap uap dingin
dari evaporator sehingga tekanan dalam evaporator dapat dipertahankan tetap
rendah dan yang kedua untuk memompa uap zat pendingin (amonia) ke kondensor
untuk dicairkan kembali pada tekanan tertentu dengan pendinginan yang
menggunakan air.
Kompresor harus dapat menghisap seluruh uap yang berasal dari
evaporator, karena setiap lb zat pendingin mempunyai volume tertentu, banyaknya
gas yang dapat dipompa kompresor tersebut menentukan kapasitas sistem
pendinginannya.
Prinsip kerja:
Pada bagian dalam kompresor terdapat suatu bagian yang disebut piston
yang dapat bergerak naik turun di dalam silinder oleh adanya es yang diputar oleh
motor penggerak. Pada saat terjadi penghisapan (suction), piston bergerk ke
bawah sehingga terjadi tekanan rendah dalam ruangan antara puncak piston
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
tersebut memlalui klep penghisapan yang terdapat pada kepala silinder. Pada saat
itu klep pengeluaran atau pemampatan menutup secara otomatis. Kemudian piston
naik sehingga uap amonia termampatkan. Apabila tekanan tertentu yang
dikehendaki, maka klep pemampatan kan terbuka secara otomatis sehingga uap
amonia yang telah termampatkan akan menjadi panas dan akan mengalir ke
kondensor. Pada saat itu klep penghisapan akan menutup. Setelah semua uap
amonia termampatkan, maka piston akan bergeraak naik turun kembali ke posisi
semula.
- Kondensor
Fungsi kondensor adalah mendinginkan uap amonia dan mengubahnya
menjadi cairan, uap amonia tersebut berasal dari kompresor.
Prinsip kerjanya:
Uap amonia mula-mula dikompresikan ke kondensor, uap amonia yang
bersuhu dan bertekanan tinggi ini mengalir melalui koil-koil atau pipa-pipa
kondensor. Air berfungsi sebagai pendingain dipompa dari tangki air dan
disemprotkan melaluui sprayer secara terus-menerus di atas pipa kondensor,
sehingga uap amonia melepaskan panasnya dan mencairkan kembali. Titik-titik
air yang menerima panas dari uap amonia selanjutnua didinginkan oleh udara
yang dihembuskan oleh fan atau blower. Adanya kontak antara titik air dengan
udara tersebut menyebabkan terjadinya perpindahan panas dari titik-titik cair ke
udara, sehinga titik-titik air menjadi dingin. Amonia cair tersebut kemudian
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
2.8. Safety and Fire Protection
Keselamatan kerja merupakan bagian dari berlangsungnya produksi pabrik.
Oleh sebab itu, keselamatan kerja harus diperhatikan secara serius. Dalam hal ini,
cara pengendalian keselamatan kerja dan keamanan pabrik sangat penting
ditinjau.
PT. Central Windu Sejati memiliki kebijaksanaan yang mengutamakan
kesehatan dan keselamatan kerja dari pekerja. Perhatian perusahaan yang cukup
besar ini disebabkan beberapa kondisi kerja yang ditimbulkan oleh
berlangsungnya prosses produksi seperti :
- Bau yang berasal dari udang dan bahan kimia
- Penggunaan air yang cukup besar sehingga ruangan terutama lantai menjadi
basah dan licin
- Suara yang ditimbulkan oleh mesin dan generator dan kompresor.
- Suhu udara yang cukup tinggi terutama di bagian pembekuan dan cold
storage
Untuk meminimalisasi kecelakaan kerja di bagian pembekuan untuk
meningkatkan hiegienitas dari produk yang dihasilkan perusahaan mewajibkan
pekerja menggunakan perlengkapan kerja yang disediakan oleh perusahaan.
Perlengkapan kerja yang digunakan disesuaikan dengan kebutuhan kerja yang
berbeda-beda untuk masing-masing bagian.
Perlengkapan yang digunakan berbeda-beda berdasarkan bagian
Hendrik P. Simbolon : Perancangan Fasilitas Berdasarkan Prinsip-Prinsip Ergonomi Pada Bagian Sortasi Udang DI PT. Central Windu Sejati, 2010.
a. Untuk pekerja produksi.
1. Afron, berfungsi sebagai penutup bagian dada sampai lutut, terbuat dari
plastik berwarna putih untuk melindungi pakaian pekerja dan percikan air
dan kotoran udang pada saat bekerja
3. Masker, berguna sebagai penutup m