PRA RANCANGAN PABRIK
PEMBUATAN FURFURAL DARI BAHAN BAKU
TANDAN KOSONG KELAPA SAWIT
DENGAN KAPASITAS 700.000 KG/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan
Ujian Sarjana Teknik KimiaOLEH :
YUNITA OLIVIA SYAPUTRI
NIM. 050405029
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah swt yang telah memberikan
kesehatan dan kemampuan, sehingga penulis dapat menyelesaikan tugas akhir ini dengan judul “Pra Rancangan Pabrik Pembuatan Furfural dari Bahan Baku
Tandan Kosong Kelapa Sawit dengan Kapasitas 700 kg/tahun”.
Tugas akhir ini disusun untuk melengkapi salah satu syarat mengikuti ujian sarjana pada Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Dalam menyelesaikan tugas akhir ini penulis banyak menerima bantuan, bimbingan, dan fasilitas dari berbagai pihak, penulis mengucapkan terima kasih kepada :
1. Ibu Dr.Ir. Iriany, MSi, sebagai dosen pembimbing I yang telah membim- bing dan memberikan masukan serta arahan kepada penulis selama
menyele-saikan tugas akhir ini.
2. Bapak Ir. Indra Surya, M.Sc, sebagai dosen pembimbing II yang telah memberikan pengarahan pada penulis selama menyelesaikan tugas akhir ini. 3. Apria Ningsih, sebagai rekan tugas akhir yang selalu memberi semangat,
kerja sama dan persahabatan.
Penulis menyadari tugas akhir ini masih jauh dari sempurna, untuk itu penulis mengharapkan saran dan kritik yang membangun. Akhir kata penulis mengharapkan semoga tulisan ini dapat bermanfaat bagi pembaca.
Medan , Desember 2009
INTI SARI
Furfural dibuat dari reaksi dehidrasi pentosa. Pentosa dapat diperoleh dari tumbuh-tumbuhan yang mengandung pentosan. Pentosan tersebut terlebih dahulu mengalami reaksi hidrolisa untuk memperoleh pentosa yang merupakan bahan baku utama furfural. Reaksi berlangsung didalam 2 reaktor dengan kondisi operasi pada tekanan 1 atm dan suhu 150 oC.
Furfural yang diproduksi 700 ton/tahun dengan 330 hari kerja dalam 1 tahun.
Lokasi pabrik direncanakan di daerah hilir Sungai Silau Asahan, Sumatera Utara, dengan luas areal 24.000 m2, tenaga kerja yang dibutuhkan berjumlah 185 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis .
Hasil analisa terhadap aspek ekonomi pabrik furfural, adalah :
Modal Investasi : Rp 362.995.548.710,-
Biaya Produksi per tahun : Rp 236.590.468.122,-
Hasil Jual Produk per tahun : Rp. 431.516.750.702,-
Laba Bersih per tahun : Rp 137.148.139.795,-
Profit Margin : 45,40 %
Break Event Point : 41,72 %
Return of Investment : 37,78 %
Pay Out Time : 2,65 tahun Return on Network : 62,97 %
Internal Rate of Return : 54,50
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
DAFTAR ISI
Kata Pengantar... i
Intisari ... ii
Daftar Isi... iii
Daftar Tabel... vii
Daftar Gambar ... x
BAB I PENDAHULUAN ... I-1 1.1 Latar Belakang ... I-1 1.2 Rumusan Permasalahan ... I-3 1.3 Tujuan Perencanaan Pabrik... I-3
BAB II TINJAUAN PUSTAKA ... II-1 2.1 Tandan Kosong Kelapa Sawit ... II-1 2.2 Furfural ... II-1 2.3 Kegunaan Furfural... II-2 2.4 Sifat-sifat Bahan Baku dan Produk ... II-3 2.5 Deskripsi Proses ... II-5
2.5.1 Unit Penanganan Awal ... II-5 2.5.2 Unit Reaksi Utama... II-5 2.5.3 Unit Pemurnian... II-6 BAB III NERACA MASSA... III-1
3.1 Mixer Pengenceran (M-101) ... III-1 3.2 Mixer (M-102)... III-1 3.3 Reaktor I (R-201) ... III-2 3.4 Reaktor II (R-202) ... III-2 3.5 Vaporizer (V-301) ... III-3 3.6 Kolom Ekstraksi (V-302)... III-3 3.7 Destilasi (T-301)... III-3
3.9 Flash Drum (T-302) ... III-4 BAB IV NERACA ENERGI ... IV-1 4.1 Heater I (E-201) ... IV-1 4.2 Reaktor I (R-201) ... IV-1 4.3 Reaktor II (R-202) ... IV-1 4.4 Vaporizer (E-101)... IV-2 4.5 Condensor sub-CoolerI (E-301)... IV-2 4.6 Cooler I (E-302) ... IV-2 4.7 Heater II (E-307)... IV-2 4.8 Kolom Destilasi (T-301)... IV-3 4.9 Kondensor II (E-303)... IV-3 BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI INSTRUMENTASI PERALATAN ... VI-1 6.1 Instrumentasi ... VI-1 6.2 Keselamatan Kerja... VI-6 6.3 Keselamatan Kerja pada Pabrik Pembuatan Furfural... VI-7 6.3.1 Pencegahan terhadap kebakaran dan Peledakan... VI-7
6.3.2 Peralatan Perlindungan Diri ... VI-9 6.3.3 Keselamatan Kerja terhadap Listrik ... VI-9 6.3.4 Pencegahan terhadap Gangguan Kesehatan ... VI-9 6.3.5 Pencegahan terhadap Bahaya Mekanis... VI-10 BAB VII UTILITAS... VII-1 7.1 Kebutuhan Uap... VII-1
7.2 Kebutuhan Air ... VII-2 7.2.1 Screening... VII-6 7.2.2 Koagulasi dan Flokulasi... VII-6 7.2.3 Filtrasi ... VII-7 7.2.4 Demineralisasi ... VII-9 7.2.5 Deaerator ... VII-12
7.4.2 Bak Pengendapan Awal ... VII-15
7.4.3 Bak Netralisasi... VII-15 7.4.4 Pengolahan Limbah dengan Sistem
Activated Sludge (Lumpur Aktif)... VII-16 7.4.5 Tangki Sedimentasi ... VII-19 7.5 Spesifikasi Peralatan Utilitas ... VII-21
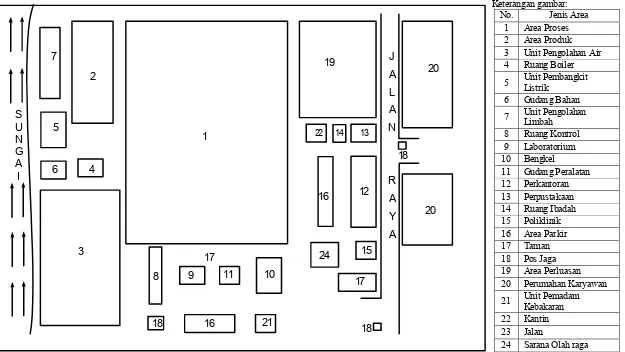
BAB VIII LOKASI DAN TATA LETAK PABRIK... VIII-1 8.1 Lokasi pabrik... VIII-1 8.2 Tata Letak pabrik... VIII-2 8.3 Perincian Luas Areal Pabrik ... VIII-4 BAB IX ORGANISASI DAN MANAJEMEN PERALIHAN ... IX-1
9.1 Pengertian Organisasi dan Manajemen ... IX-1
9.2 Bentuk Badan Usaha ... IX-1 9.3 Bentuk Struktur Organisasi... IX-2 9.4 Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-3 9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-3 9.4.2 Direktur ... IX-3
9.4.3 Sekretaris... IX-4 9.4.4 Manajer Pemasaran... IX-4 9.4.5 Manajer Keuangan... IX-4 9.4.6 Manejer Teknik ... IX-4 9.4.7 Manajer Produksi... IX-4 9.4.8 Manajer Personalia ... IX-5
9.4.9 Kepala Bagian Pembelian dan Penjualan ... IX-5 9.4.10 Kepala Bagian Pembukuan dan Perpajakan... IX-5 9.4.11 Kepala Bagian Kepegawaian dan Humas ... IX-5 9.4.12 Kepala Bagian Mesin dan Listrik ... IX-5 9.4.13 Kepala Bagian Proses ... IX-6
9.5.1 Karyawan Non-Shift ... IX-6
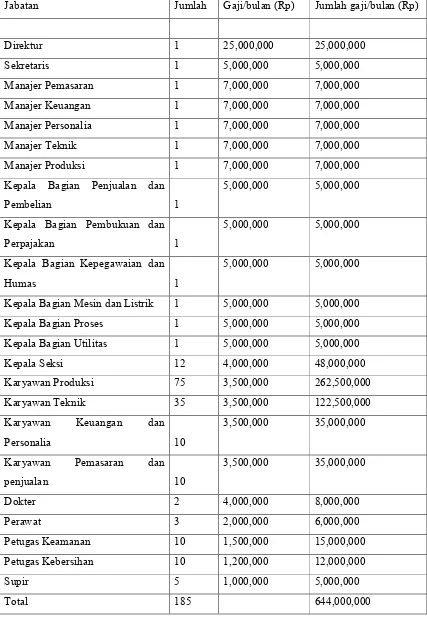
9.5.2 Karyawan Shift ... IX-7 9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-8 9.7 Analisa Jabatan... IX-9 9.8 Pengaturan Gaji Staf dan Karyawan... IX-9 9.9 Kesejahteraan Staf dan Karyawan... IX-11
BAB X ANALISA EKONOMI... X-1 10.1 Modal Investasi ... X-1 10.1.1 Modal Investasi Tetap/ Fixed Capital Investment (FCI) ... X-1 10.1.2 Modal Kerja/ Working Capital (WC) ... X-3 10.1.3 Biaya Tetap (BPT)/ Fixed Cost (TC)... X-4 10.1.4 Biaya Variabel (BV)/ Variable Cost (VC) ... X-4
10.2 Total Penjualan (Total sales)... X-5 10.3 Perkiraan Rugi/ Laba Usaha... X-5 10.4 Analisa Aspek Ekonomi ... X-5 10.4.1 Profit Margin (PM) ... X-5 10.4.2 Break Event Point (BEP) ... X-6
10.4.3 Retrun On Investment (ROI) ... X-6 10.4.4 Pay Out Time (POT)... X-7 10.4.5 Return On Network (RON) ... X-7 10.4.6 Internal Rate Of Return (IRR) ... X-7 BAB XI KESIMPULAN... XI-1 DAFTAR PUSTAKA ... DP-1
DAFTAR TABEL
Tabel 1.1 Data Kebutuhan Furfural Di Indonesia ... I-2 Tabel 1.2 Trend Harga Furfural Di Beberapa Pasar Dunia... I-2 Tabel 2.1 Komposisi Tandan Kosong Kelapa Sawit ... II-1 Tabel 3.1 Neraca Massa pada Mixer Pengenceran (M-101)... III-1 Tabel 3.2 Neraca Massa pada Mixer (M-102)... III-1
Tabel 3.3 Neraca Massa pada Reaktor I (R-201) ... III-2 Tabel 3.4 Neraca Massa pada Reaktor II (R-202) ... III-2 Tabel 3.5 Neraca Massa pada Vaporizer (V-301) ... III-3 Tabel 3.6 Neraca Massa pada Kolom Ekstraksi (V-302)... III-3
Tabel 3.7 Neraca Massa pada Kolom Destilasi (T-301)... III-3 Tabel 3.7.1 Neraca Massa pada Kondensor Destilasi (E-302)... III-4 Tabel 3.7.2 Neraca Massa pada Reboiler Destilasi (E-303) ... III-4 Tabel 3.8 Neraca Massa pada Filter Press (FP-301)... III-4 Tabel 3.9 Neraca Massa pada Flash Drum (T-302)... III-4 Tabel 4.1 Neraca Panas pada Heater I (E-201) ... IV-1
Tabel 4.2 Neraca Panas pada Reaktor I (R-201) ... IV-1 Tabel 4.3 Neraca Panas pada Reaktor II (R-202)... IV-1 Tabel 4.4 Neraca Panas Vaporizer (E – 101) ... IV-2 Tabel 4.5 Neraca Panas Kondensor SubCooler (E-301)... IV-2 Tabel 4.6 Neraca Panas Cooler I (E-302) ... IV-2 Tabel 4.7 Neraca Panas pada Heater II (E-307) ... IV-2
Tabel 4.8 Neraca Panas Kolom Destilasi (T-301) ... IV-3 Tabel 4.9 Neraca Panas Kondensor II (E-303)... IV-3 Tabel 6.1 Daftar Penggunan Instrumentasi Pada Pra-Rancangan
Pabrik Pembuatan Furfural dari Tandan Kosong Sawit ... VI-4 Tabel 7.1 Kebutuhan Uap Pada Alat ... VII-1
Tabel 7.6 Perincian Kebutuhan Listrik ... VII-12
Tabel 8.1 Perincian Luas Tanah ... VIII-4 Tabel 9.1 Jumlah Tenaga Kerja dan Latar Belakang Pendidikannya ... IX-8 Tabel 9.2 Perincian Gaji Pegawai... IX-10 Tabel LA.1 Komposisi Tandan Kosong Kelapa Sawit ... LA-1 Tabel LA.2 Komposisi Tandan Kosong Kelapa Sawit yang digunakan dalam
perhitungan Neraca Massa... LA-1 Tabel LA.3 Data Bilangan Antoine ... LA-10 Tabel LA.4 Trial Titik Didih Umpan Masuk Kolom Destilasi ... LA-11 Tabel LA.5 Trial Titik Embun Destilat... LA-11 Table LA.6 Trial Titik Gelembung Bottom... LA-12 Tabel LA.7 Penentuan nilai ... LA-12 Tabel LB.1 Kapasitas Panas Liquid... LB-1 Tabel LB.2 Tabel Kontribusi Unsur Atom dengan Metode Hurst dan
Harrison... LB-2 Tabel LB.3 Kapasitas Panas Gas Cpg T°K = a + bT + cT2 + dT3 [ J/mol K ]... LB-2
Tabel LB.4 Panas Laten [ kkal/mol ] ... LB-3 Tabel LB.5 Kapasitas Panas Penguapan ... LB-4
Tabel LB.6 Tabel Kontribusi Gugus dengan Metode Benson et al... LB-4 Tabel LB.7 Perhitungan Panas Masuk pada Heater I ... LB-9 Tabel LB.8 Perhitungan Panas Keluar pada Heater I ... LB-9 Tabel LB. 9 Neraca Panas Heater I... LB-10 Tabel LB. 10 Perhitungan Panas Keluar pada Reaktor I (R-201) ... LB-11
Tabel LB. 11 Neraca Panas Reaktor I (R-201)... LB-11 Tabel LB. 12 Perhitungan Panas Keluar pada Reaktor I (R-201) ... LB-12 Tabel LB. 13 Neraca Panas Reaktor II (R-202) ... LB-13 Tabel LB. 14 Perhitungan Panas Keluar Alur 9 pada Vaporizer (V-301) ... LB-14 Tabel LB. 15 Perhitungan Panas Keluar Alur 10 pada Vaporizer (V-301) .... LB-14
Tabel LB.20 Neraca Panas pada Cooler I ... LB-16
Tabel LB.21 Perhitungan Panas Masuk Alur 15 pada Heater II ... LB-17 Tabel LB. 22 Perhitungan Panas Keluar Alur 16 pada Heater II ... LB-17 Tabel LB. 23 Neraca Panas pada Heater II ... LB-18 Tabel LB. 24 Perhitungan Panas Masuk Kondensor (E-302) ... LB-18 Tabel LB. 25 Perhitungan Panas Keluar Kondensor (Ld) ... LB-19
Tabel LB.26 Perhitungan Panas Keluar Kondensor (DHD) ... LB-19
Tabel LB.27 Panas Perhitungan Panas Keluar Reboiler (BHB) ... LB-19
Tabel LB. 28 Neraca Panas pada Kolom Destilasi... LB-20 Tabel LB. 29 Perhitungan Panas Keluar Alur 24 pada Kondensor II... LB-20 Tabel LB. 30 Neraca Panas pada Kondensor II ... LB-21 Tabel LC.1 Komposisi bahan pada alur Vd destilasi (T-301)... LC-66
Tabel LC.2 Komposisi bahan pada alur Lb destilasi (T-301) ... LC-66 Tabel LD.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara PendinginLD-31 Tabel LE.1 Perincian Harga Bangunan, dan Sarana Lainnya ... LE-2 Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3 Table LE.3 Estimasi Harga Peralatan Proses ... LE-5
Tabel LE.4 Estimilasi Harga Peralatan Utilitas dan Pengolahan Limbah ... LE-7 Tabel LE.5 Biaya Sarana Transportasi ... LE-10 Tabel LE.6 Perincian Gaji Pegawai... LE-14 Tabel LE.7 Perincian Biaya Kas... LE-16 Tabel LE.8 Perincian Modal Kerja ... LE-17 Tabel LE.9 Aturan Depresi Sesuai UU Republik Indonesia No. 17
Tahun 2000 ... LE-18 Tabel LE.10. Perhitungan Biaya Depresiasi Sesuai UURI No. 17
DAFTAR GAMBAR
Gambar 2.1 struktur Furfural... II-2 Gambar 6.1 Instrumentasi pada alat ... VI-4 Gambar 8.1 Tata letak pabrik furfural ... VIII-5 Gambar 9.1 Struktur organisasi pabrik pembuatan furfural... IX-12 Gambar LD. 1 Sketsa sebagian bar screen, satuan mm (dilihat dari atas) ... LD-2
Gambar LD. 2 Grafik Entalpi dan temperatur cairan pada cooling tower (CT)LD-31 ...
INTI SARI
Furfural dibuat dari reaksi dehidrasi pentosa. Pentosa dapat diperoleh dari tumbuh-tumbuhan yang mengandung pentosan. Pentosan tersebut terlebih dahulu mengalami reaksi hidrolisa untuk memperoleh pentosa yang merupakan bahan baku utama furfural. Reaksi berlangsung didalam 2 reaktor dengan kondisi operasi pada tekanan 1 atm dan suhu 150 oC.
Furfural yang diproduksi 700 ton/tahun dengan 330 hari kerja dalam 1 tahun.
Lokasi pabrik direncanakan di daerah hilir Sungai Silau Asahan, Sumatera Utara, dengan luas areal 24.000 m2, tenaga kerja yang dibutuhkan berjumlah 185 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis .
Hasil analisa terhadap aspek ekonomi pabrik furfural, adalah :
Modal Investasi : Rp 362.995.548.710,-
Biaya Produksi per tahun : Rp 236.590.468.122,-
Hasil Jual Produk per tahun : Rp. 431.516.750.702,-
Laba Bersih per tahun : Rp 137.148.139.795,-
Profit Margin : 45,40 %
Break Event Point : 41,72 %
Return of Investment : 37,78 %
Pay Out Time : 2,65 tahun Return on Network : 62,97 %
Internal Rate of Return : 54,50
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
BAB I
PENDAHULUAN
1.1Latar Belakang
Pengelolaan bahan buangan (limbah) adalah upaya terpadu untuk
melestarikan fungsi lingkungan hidup yang meliputi kebijaksanaan penataan,
pemanfaatan, pengembangan, pemeliharaan, pemulihan, pengawasan dan
pengendalian lingkungan hidup (UU. RI No.23/1997). Dengan adanya kegiatan peningkatan produksi pertanian, mengandung resiko pencemaran limbah padat berupa bahan buangan (limbah) tandan kosong kelapa sawit. Minimalisasi limbah tandan kosong kelapa sawit dengan pemanfaatan menjadi suatu produk dapat
mengurangi beban pencemaran lingkungan.
Secara nasional terdapat sekitar 205 Pabrik Kelapa Sawit (PKS) di Indonesia
dimana sekitar 86 persen berada di luar Jawa. Produksi tandan buah segar (TBS) tahun 2004 diperkirakan mencapai 53,8 juta ton dan limbah padat organik berupa tandan kosong kelapa sawit (TKKS) sebesar 12,4 juta (Dirattanhun, 2008).
Seperti halnya biomassa pada umumnya, tandan kelapa sawit memiliki kandungan
polisakarida yang dapat dikonversi menjadi produk atau senyawa kimia yang dapat digunakan untuk mendukung proses produksi sektor industri lainnya. Salah satu polisakarida yang terdapat dalam tandan kosong kelapa sawit adalah pentosan, dengan persentase sebesar 25,90% (Purwito dan Firmanti, 2005). Kandungan
pentosan yang cukup tinggi tersebut memungkinkan tandan kosong kelapa sawit untuk diolah menjadi furfural. Selain tandan kosong kelapa sawit , bahan baku lain yang dapat digunakan untuk memproduksi furfural adalah : tongkol jagung, sekam padi, kayu, rami dan sumber lainnya yang mengandung pentosan.
(Wijanarko, dkk, 2006). Data kebutuhan furfural di Indonesia dari tahun
1997-2010 dapat dilihat pada Tabel 1.1.
Tabel 1.1 Data Kebutuhan Furfural di Indonesia.
Tahun Kebutuhan Furfural
(Kg)
1997 1998 1999
2000 2001 2002 2004 2006 2008 2010
139.068,00 116.668,00 211.387,00
365.005,00 308.355,00 335.568,00 500.000,00 550.000,00 610.000,00 650.000,00
(Wijanarko, dkk. 2006)
Pengembangan industri yang memproduksi furfural dan turunannya diharapkan dapat memenuhi kebutuhan dalam negeri sehingga mengurangi angka impor dan meningkatkan nilai investasi di Indonesia. Diharapkan pengembangan industri ini dapat memberi nilai tambah bagi hasil-hasil samping pengolahan hasil
pertanian yang tersedia dalam jumlah banyak di Indonesia. Tabel 1.2 Harga Furfural di Pasar Dunia.
Tahun USA EROPA JEPANG
1965
1970 1975 1980 1985 1990 1995
1998
275
352 815 1211 1454 1740 1740
1170
-
- - - 1934 1024 910
1450
-
- - - 1070
950 950
1.2Rumusan Masalah
Furfural masih merupakan produk yang diimpor di Indonesia dan pabrik pembuatan furfural dari tandan kosong kelapa sawit belum ada, sehingga perlu adanya studi pra perancangan pabrik pembuatan furfural dari tandan kosong kelapa sawit untuk memenuhi kebutuhan industri di Indonesia.
1.3Tujuan Pra Rancangan Pabrik
Tujuan pembuatan suatu pra rancangan pabrik pembuatan furfural dari tandan kosong kelapa sawit adalah untuk menerapkan disiplin ilmu teknik kimia khususnya dibidang perancangan, proses dan operasi teknik kimia sehingga akan memberikan gambaran kelayakan pra perancangan pabrik pembuatan furfural dari tandan kosong
BAB II
TINJAUAN PUSTAKA
2.1 Tandan Kosong Kelapa Sawit
Komoditas kelapa sawit memiliki berbagai macam kegunaan baik untuk industri pangan maupun non pangan/oleochemical serta produk samping/limbah. Limbah kelapa sawit di antaranya adalah pelepah daun, bungkil intisawit, sludge, tandan kosong sawit, cangkang dan serat (Dirattanhun, 2008).
Luas area pertanaman kelapa sawit di Indonesia terus mengalami peningkatan sejak tahun 1999 hingga tahun 2006. Peningkatan tertinggi terjadi dalam kurun waktu 2000 – 2001 yaitu seluas 555,358 Ha (13.36%) dan kurun waktu 2005 – 2006 yaitu seluas 621,109 Ha (11.39%). Saat ini luas area pertanaman kelapa sawit mencapai 7 juta Ha dan produksi 18 juta ton CPO (Dirattanhun, 2008).
Tandan kosong kelapa sawit (TKKS) atau Empty Fruit Bunch (EFB) adalah
limbah padat yang dihasilkan oleh pabrik minyak sawit mentah atau Crude Palm Oil (CPO). Dalam satu hari pengolahan bisa dihasilkan ratusan ton TKKS. Komponen utama TKS adalah selulosa, hemiselulosa, dan lignin. TKKS dapat diolah menjadi pulp atau furfural (Dirattanhun, 2008).
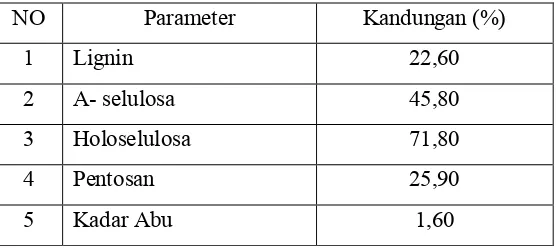
Tabel 2.1 Komposisi Tandan Kosong Kelapa Sawit
NO Parameter Kandungan (%)
1 Lignin 22,60
2 Α- selulosa 45,80
3 Holoselulosa 71,80
4 Pentosan 25,90
5 Kadar Abu 1,60
(Sumber : Purwito dan Firmanti, 2005)
2.2 Furfural
Furfural (C5H4O2) atau sering disebut dengan 2-furankarboksaldehid,
asam
asam
asam
titik didih 161,7oC, densitas (20oC) adalah 1,16 g/cm3. Furfural merupakan senyawa
yang kurang larut dalam air namun larut dalam alkohol, eter, dan benzena.
Gambar 2.1 Struktur molekul furfural (Anonim,2009a)
Furfural dihasilkan dari biomassa lewat 2 tahap reaksi, yaitu hidrolisis dan dehidrasi. Untuk itu digunakan bantuan katalis asam, misalnya: asam sulfat, dan lain-lain (Wijanarko,dkk, 2006).
Reaksi utama pembuatan Furfural adalah sebagai berikut (Wijanarko,dkk, 2006):
1. Hidrolisis pentosan menjadi pentosa :
(C5H8O4)n + nH2O nC5H10O5 ………..( i )
2. Hidrolisis selulosa menjadi glukosa :
(C6H5O6)n + nH2O nC6H12O6 ………..( ii )
3. Dehidrasi pentosa membentuk Furfural:
nC5H10O5 nC5H10O5 + 3nH2O ………..( iii )
2.3 Kegunaan Furfural
Dalam bentuk baku, furfural banyak digunakan :
1. Sebagai pelarut dalam industri penyulingan minyak bumi
2. Industri pembuatan minyak-minyak pelumas
Senyawa turunan yang dapat disintesis dari furfural diantaranya adalah furfuril
alkohol dan furan. Furfuril alkohol umumnya digunakan dalam industri yang memproduksi serat sintetik dan untuk mensintesis senyawa yang digunakan dalam industri pelapisan (coating), industri cat, dan beberapa industri farmasi. Sedangkan furan dipakai dalam industri farmasi, industri yang memproduksi serat sintetik, herbisida, dan untuk mensintesis pelarut yang digunakan dalam industri pembuatan
PVC (Wijanarko, dkk. 2006).
2.4 Sifat-sifat Bahan Baku dan Produk
1. Pentosa C5H10O5
1. Berat molekul : 150,13 gr/gmol
2. Titik cair : 153C
3. Spesifik graviti : 1,535
4. Densitas : 1,84 gr /cm3
5. Kelarutan : 117 mg pada 20oC per 100 ml air dingin.
6. wujud : kristal berbentuk jarum
(Anonim, 2009b)
2. Asam Sulfat H2SO4
1. Berat molekul : 98,08 gr/gmol
2. Titik lebur : 10C
3. Titik Didih : 290C
4. Spesifik graviti : 1,843 18/4
5. Densitas : 1,84 gr /cm3
6. Terdekomposisi pada : 340C.
7. Kapasitas Panas : 1389 J/Kmol
3. Air H2O
1. Berat molekul : 18,015 gr/gmol
2. Titik lebur : 0C
3. Titik Didih : 100C
4. Densitas : 0,988 gr /cm3
5. Kalor Jenis : 4184 J/(kg·K)
6. Kapasitas Panas : 4,22 kJ/Kg.K
(Himmelblau, 1996)
4. Furfural C5H4O2
1. Berat molekul : 96,08 gr/gmol
2. Titik lebur : -36,5C
3. Titik Didih : 161,7C
4. Densitas : 1,16 gr /cm3
5. Kapasitas Panas : 1,74 J/g.K
6. Entalpi pembentukan :-151 kJ/mol
(Anonim, 2009a)
5. Toluena
1. Berat molekul : 92,13 gr/gmol
2. Titik lebur : 178,169C
3. Titik Didih : 383,78 K
4. Densitas : 0,866 gr /cm3
5. Entalpi pembentukan : 11,99 kJ/mol
asam
asam
2.5 Deskripsi Proses
Proses pembuatan furfural terdiri dari beberapa unit, yaitu :
1. Unit Penanganan Awal
2. Unit Reaksi Utama 3. Unit Pemurnian Furfural
2.5.1 Unit Penanganan Awal
Pada unit penanganan awal, bahan baku tandan kosong kelapa sawit dimasukkan ke dalam Crusher (CR-101) dengan menggunakan Bucket Elevator (BF-101). Tandan kosong kelapa sawit dicacah dengan Crusher (CR-101) yang selanjutnya dimasukkan ke dalam tangki pencampur (M-102). Pada Mixer (M-102), tandan kosong kelapa sawit diaduk dengan menambahkan asam sulfat (H2SO4) untuk
memperoleh pentosan yang ada di dalamnya.
Pentosan yang terkandung dalam tandan kosong kelapa sawit larut dalam asam sulfat. Keluaran dari Mixer (M-102) merupakan pentosan yang sudah larut dan masih mengandung tandan kosong kelapa sawit. Selanjutnya keluaran ini dimasukkan ke dalam Reaktor I (R-201) (Wijanarko, dkk. 2006).
2.5.2 Unit Reaksi Utama
Unit reaksi utama dimana keluaran dari Mixer (M-102) siap untuk direaksikan. Kondisi operasi Reaktor I (R-201) adalah suhu 150oC dan tekanan 1 atm. Reaksi berlangsung selama 3 jam, setelah itu dilanjutkan dengan penguapan. Yield
pembentukan furfural dari pentosan adalah 73% (Wijanarko, dkk. 2006). Dimana
pada Reaktor I (R-201) terjadi reaksi hidrolisis dan pada Reaktor II (R-202) terjadi reaksi dehidrasi dengan mekanisme reaksi sebagai berikut.
1. Hidrolisis pentosan menjadi pentosa :
(C5H8O4)n + nH2O nC5H10O5
2. Hidrolisis selulosa menjadi glukosa :
asam
3. Dehidrasi pentosa membentuk Furfural:
nC5H10O5 nC5H10O5 + 3nH2O
(Wijanarko,dkk, 2006)
Rasio stokiometri antara pentosa dengan furfural adalah 64% (Wijanarko,dkk. 2006). Pada reaksi hidrolisis dalam Reaktor I (R-201) pentosan akan bereaksi
menghasilkan pentosa. Hasil dari Reaktor I (R-201) kemudian dimasukkan ke dalam Reaktor II (R-202) untuk mengalami reaksi dehidrasi membentuk furfural. Keluaran dari Reaktor II (R-202) masih mengandung zat-zat pengotor seperti pentosa sisa, pentosan (volatil), air, dan asam sulfat. Untuk menguranginya, campuran tersebut melalui beberapa tahap pemurnian.
2.5.3 Unit Pemurnian
Campuran keluaran Reaktor II (R-202) diumpankan ke dalam Vaporizer (V-301). Suhu dalam Vaporizer (V-301) adalah 170oC. Pada suhu tersebut furfural, air, pentosan dan pentosa menguap. Jadi produk atas dari Vaporizer (V-301) mengandung furfural, air, pentosan dan pentosa. Untuk memisahkan air, pentosan
dan pentosa dari Vaporizer (V-301) dimasukkan ke dalam Ekstraktor (V-302) dengan suhu operasi 30oC dengan menggunakan pelarut toluena. Selanjutnya campuran masuk kedalam Kolom Destilasi (T-301) untuk memisahkan furfural dari toluena dan mendapatkan konsentrasi furfural yang diinginkan. Sebelum masuk ke Kolom Destilasi (T-301), campuran dimasukkan ke dalam Heater II untuk menaikkan suhu sampai 114,732oC.
BAB III
NERACA MASSA
Kapasitas Produksi : 700.000 kg/tahun = 88,3311 kg/jam
Basis Tandan Kosong Kelapa Sawit : 2708 kg/jam
Tabel 3.1 Neraca Massa pada Mixer Pengenceran (M-101)
Alur Masuk Keluar
komponen Alur 2 Alur 29 Alur 30 Alur 3
Asam Sulfat 4,8750 92,6250 0,0000 97,5000
Air 8,6667 53,8679 1464,9654 1527,5000
Total 13,5417 146,4929 1464,9654 1625,0000
Total Alur 1625,0000 1625,0000
Tabel 3.2 Neraca Massa pada Mixer (M-102)
Alur Masuk Keluar
komponen Alur 4 Alur 1 Alur 5
Pentosan 0,0000 701,4583 701,4583
Lignin 0,0000 612,0833 612,0833
A-Selulosa 0,0000 1240,4167 1240,4167
Abu 0,0000 43,3333 43,3333
Asam Sulfat 97,5000 0,0000 97,5000
Air 1527,5000 111,0417 1638,5417
Total 1625,0000 2708,3333 4333,3333
Tabel 3.3 Neraca Massa pada Reaktor I (R-201)
Alur Masuk Keluar
komponen Alur 6 Alur 7
Pentosan 701,4583 189,3938
Lignin 612,0833 612,0833
A-Selulosa 1240,4167 496,1667
Abu 43,3333 43,3333
Asam Sulfat 97,5000 97,5000
Air 1638,5417 1486,0202
Pentosa 0,0000 581,8916
Glukosa 0,0000 826,9444
Total 4333,3333 4333,3333
Tabel 3.4 Neraca Massa pada Reaktor II (R-202)
Alur Masuk Keluar
komponen Alur 7 Alur 8
Pentosan 189,3938 189,3938
Lignin 612,0833 612,0833
A-Selulosa 496,1667 496,1667
Abu 43,3333 43,3333
Asam Sulfat 97,5000 97,5000
Air 1486,0202 1620,0881
Pentosa 581,8916 209,4810
Furfural 0,0000 238,3428
Glukosa 826,9444 826,9444
Tabel 3.5 Neraca Massa pada Vaporizer (V-301)
Alur Masuk Keluar
komponen Alur 8 Alur 9 Alur 10
Pentosan 189,3938 189,3938 0,0000
Lignin 612,0833 0,0000 612,0833
A-Selulosa 496,1667 0,0000 496,1667
Abu 43,3333 0,0000 43,3333
Asam Sulfat 97,5000 0,0000 97,5000
Air 1620,0881 1539,0836 81,0044
Pentosa 209,4810 209,4810 0,0000
Furfural 238,3428 238,3428 0,0000
Glukosa 826,9444 0,0000 826,9444
Total 4333,3333 2176,3012 2157,0322
Total Alur 4333,3333 4333,3333
Tabel 3.6 Neraca Massa pada Kolom Ekstraksi (V-302)
Alur Masuk Keluar
komponen Alur 12 Alur 13 Alur 31 Alur 15
Pentosan 189,3938 0,0000 189,3938 0,0000
Air 1539,0836 0,0000 1539,0836 0,0000
Pentosa 209,4810 0,0000 209,4810 0,0000
Furfural 238,3428 0,0000 0,3377 238,0051
Toluena 0,0000 7109,7057 0,0000 7109,7057
Total 2176,3012 7109,7057 1938,2960 7347,7109
Total Alur 9286,0069 9286,0069
Tabel 3.7 Neraca Massa pada Kolom Destilasi (T-301)
Alur Masuk Keluar
komponen Alur 16 Alur 20 Alur 23
Furfural 238,0051 151,3685 86,6366
Toluena 7109,7057 7108,0113 1,6944
Total 7347,7109 7259,3798 88,3311
Tabel 3.7.1 Neraca Massa pada Kondensor Destilasi (E-302)
Alur Masuk Keluar
komponen Alur 17 Alur 21 Alur 20
Furfural 239,5428 88,1744 151,3685
Toluena 11248,5325 4140,5212 7108,0113
Total 11488,0754 4228,6956 7259,3798
Total Alur 11488,0754 11488,0754
Tabel 3.7.2 Neraca Massa pada Reboiler Destilasi (E-303)
Alur Masuk Keluar
komponen Alur 18 Alur 22 Alur 23
Furfural 19327,9277 19241,2911 86,6366
Toluena 378,0122 376,3178 1,6944
Total 19705,9399 19617,6089 88,3311
Total Alur 19705,9399 19705,9399
Tabel 3.8 Neraca Massa pada Filter Press (FP-301)
Alur Masuk Keluar
komponen Alur 10 Alur 25 Alur 26
Lignin 612,0833 612,0833 0,0000
A-Selulosa 496,1667 496,1667 0,0000
Abu 43,3333 43,3333 0,0000
Asam Sulfat 97,5000 4,8750 92,6250
Air 81,0044 4,0502 76,9542
Glukosa 826,9444 41,3472 785,5972
Total 2157,0322 1201,8558 955,1764
Total Alur 2157,0322 2157,0322
Tabel 3.9 Neraca Massa pada Flash Drum (T-302)
Alur Masuk Keluar
komponen Alur 26 Alur 28 Alur 27
Asam Sulfat 92,6250 0,0000 92,6250
Air 76,9542 23,0863 53,8679
Glukosa 785,5972 785,5972 0,0000
Total Alur 955,1764 955,1764
Tabel 3.10 Neraca Massa pada Driftloss Point
Alur Masuk Keluar
komponen Alur 20 Alur 32 Alur 33
Toluena 7108,0113 - 7108,0113
Furfural 151,3685 151,3685 -
Total 7259,3798 151,3685 7108,0113
Total Alur 7259,3798 7259,3798
Tabel 3.11 Neraca Massa pada Mixing Point
Alur Masuk Keluar
komponen Alur 33 Alur 34 Alur 13
Toluena 7108,0113 1,6944 7109,7057
Total 7108,0113 1,6944 7109,7057
BAB IV
NERACA ENERGI
Basis perhitungan : 1 jam operasi
Satuan operasi : J/jam
Temperatur basis : 25oC
4.1 Heater I (E-201)
Tabel 4.1 Neraca Panas pada Heater I (E-201)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 50749428,96 -
Produk - 763950841,8
Q Steam 713201412,8 -
Total 763950841,8 763950841,8
4.2 Reaktor I (R-201)
Tabel 4.2 Neraca Panas pada Reaktor I (R-201)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 763950841,8 -
Produk - 18706652421
Panas reaksi - -4279009908
Q Steam 13663691672 -
Total 14427642513 14427642513
4.3 Reaktor II (R-202)
Tabel 4.3 Neraca Panas pada Reaktor II (R-202)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 18706652421 -
Produk - 19015017315
Panas reaksi - 28534415910
Q Steam 28226051016 -
4.4 Vaporizer (V – 301)
Tabel 4.4 Neraca Panas Vaporizer (E – 101)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 19015017315 -
Produk - 21564601884
Steam 2549584570 -
Total 21564601884 21564601884
4.5 Kondensor SubCooler (E-301)
Tabel 4.5 Neraca Panas Kondensor SubCooler (E-301)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 4422532665 -
Produk - 435224824,6
Air Pendingin - 3987307840
Total 4422532665 4422532665
4.6 Cooler I (E-302)
Tabel 4.6 Neraca Panas Cooler I (E-302)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 435224825 -
Produk - 33478833
Air Pendingin - 401745992
Total 435224825 435224825
4.7 Heater II (E-307)
Tabel 4.7 Neraca Panas pada Heater II (E-307)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 11177249,64 -
Produk - 421855708,3
Q Steam 410678458,6 -
4.8 Kolom Destilasi (T-301)
Tabel 4.8 Neraca Panas Kolom Destilasi (T-301)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 434519775,6 -
Produk - 434519775,6
Total 434519775,6 434519775,6
4.9 Kondensor II (E-303)
Tabel 4.9 Neraca Panas Kondensor II (E-303)
Komponen Masuk (J/jam) Keluar (J/jam)
Umpan 20033261 -
Produk - 734255
Air Pendingin - 19299006
BAB V
SPESIFIKASI PERALATAN
5.1 Gudang Tandan Kosong Kelapa Sawit (G-101)
Fungsi : Menyimpan bahan baku Tandan Kosong Kelapa Sawit
Bentuk : Prisma siku-siku dengan tutup limas sisi empat
Bahan : Beton
Jumlah : 1 unit
Lama penyimpanan : 7 hari Kapasitas : 455.000 kg
Jumlah : 1 unit
Kondisi penyimpanan :
Temperatur : 30 °C
Tekanan : 1 atm
Kondisi Fisik :
Tinggi gudang : 7,1086 m Panjang gudang : 14,2172 m
Volume Gudang : 1436,8421 m
5.2 Tangki Penyimpanan H2SO4 (TK-101)
Fungsi : Untuk menyimpan larutan asam sulfat untuk kebutuhan 10 hari
Bentuk : Tangki silinder vertikal dengan alas datar dan tutup ellipsoidal
Bahan : Carbon steel, SA – 285 Grade. C
Jumlah : 1 unit
Lama Penyimpanan : 10 hari Kondisi Operasi :
- Temperatur (T) = 30 0C
- Tekanan ( P) = 1 atm
Kondisi Fisik :
Tinggi : 4,7820 m
Tebal : ¼ in
Tutup
Diameter : 3,1880 m Tinggi : 0,5313 m Tebal : ¼ in
5. 3 Bucket Elevator
Fungsi : Transportasi tandan kosong kelapa sawit dari Crusher
(CR-101) menuju mixer (M-101) Bahan konstruksi : Baja karbon
Jumlah : 1 unit
Daya motor : 20 Hp
5.4 Crusher (CR-101)
Fungsi : Mengecilkan ukuran tandan kosong kelapa sawit sebelum masuk kedalam tangki pencampur
Jenis : Rotary Knife
Bahan Konstruksi : Baja karbon
Jumlah : 1 unit
Daya : 11 Hp
5.5 Pompa Asam Sulfat (P – 101)
Fungsi : Memompa asam sulfat menuju mixer pengenceran (M-101)
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
5.6 Tangki pencampur H2SO4 dan air proses (M-101)
Fungsi : Mengencerkan asam sulfat 36% menjadi asam sulfat 6%
Bahan konstruksi : Carbon Steel SA-283 Grade C
Bentuk : Tangki silinder vertikal berpengaduk marine propeller tiga
daun dengan tutup berbentuk ellipsoidal.
Jumlah : 1 unit
Lama pencampuran : 15 menit = ¼ jam
Kapasitas : 0,4741m3 Kondisi penyimpanan :
Temperatur : 30 °C
Tekanan : 1 atm
Kondisi fisik : Silinder
Diameter : 0,8453 m Tinggi : 0,8453 m Tebal : 0,073 in
Tutup
Diameter : 0,8453 m Tinggi : 0,2113 m Tebal : 0,5291 in
Pengaduk
Jenis pengaduk : Marine propeller tiga daun Diameter impeller : 0,9242 ft
Daya motor : 0,125 Hp
5.7 Pompa mixer(P – 102)
Fungsi : Memompa larutan asam sulfat dari mixer pengenceran (M-101)
menuju mixer (M-102)
Bahan konstruksi : Commercial Steel
Daya motor : 0,25 Hp
5.8 Tangki pencampur H2SO4 dan tandan kosong kelapa sawit (M-102)
Fungsi : Mencampur larutan asam sulfat 6 % dengan TKKS yang
telah dicacah
Bahan konstruksi : Carbon Steel SA-283 Grade C
Bentuk : Tangki silinder vertikal berpengaduk marine propeller tiga
daun dengan tutup berbentuk ellipsoidal.
Jumlah : 1 unit
Lama pencampuran : 30 menit = ½ jam Kapasitas : 5,2246 m3
Kondisi penyimpanan :
Temperatur : 30 °C
Tekanan : 1 atm
Kondisi fisik : Silinder
Diameter : 1,8810 m Tinggi : 1,8810 m Tebal : 0,1113 in
Tutup
Diameter : 1,8810 m Tinggi : 0,4703 m Tebal : 0,5651 in
Pengaduk
Jenis pengaduk : Marine propeller tiga daun Diameter impeller : 2,056 ft
Daya motor : 3,5 Hp
Fungsi : Mengangkut campuran TKKS dan Asam sulfat ke dalam
reaktor R-201
Jenis : Horizontal screw conveyor
Bahan konstruksi : Self lubricated bronze dengan motor penggerak V-belt
Kondisi operasi : Temperatur = 30°C
Tekanan = 1 atm
Daya motor : 0,25 Hp
5.10 Heater I
Fungsi : Menaikkan temperatur bahan sebelum masuk kedalam Reaktor I (R-201)
Jenis : 1-4 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 30 0C
Suhu umpan keluar : 100 0C
Suhu steam masuk : 200 0C
Suhu steam keluar : 200 0C
Diameter shell : 10 in
Pitch (PT) : 1 9/16 in square pitch
Diameter tube : 1 ¼ in
Jenis tube : 12 BWG
Jumlah tube : 10
Panjang tube : 12 ft
5.11
Reaktor
I (R –201)
Fungsi : Tempat terjadinya reaksi hidrolisa
Jenis : Mixed Flow Reactor
Bentuk : Silinder vertikal, tutup dan alas ellipsoidal
Bahan konstruksi : Stainless Steel SA-316, grade C
Kondisi operasi :
Temperatur masuk : 100 °C
Temperatur keluar : 150 °C
Tekanan operasi : 1 atm
Kondisi Fisik :
Silinder
Diameter : 12,36 m Tinggi : 16,48 m Tebal : 1,3348 in
Tutup
Diameter : 12,36 m Tinggi : 3,0911 m
Pengaduk
Jenis pengaduk : Propeller 3 blades
Jumlah baffle : 4 buah
Diameter impeller : 13,52 ft
Daya motor : 1 hp
Jaket Pemanas
Diameter : 12,4156 m Tebal Jaket : 1,6 in
5. 12 Screw Conveyor (SC-201)
Fungsi : Mengangkut campuran hasil reaksi dari R-201 ke Reaktor R-202
Jenis : horizontal screw conveyor
Bahan konstruksi : self lubricated bronze dengan motor penggerak V-belt
Kondisi operasi : Temperatur = 150°C
Tekanan = 1 atm
5.13 Reaktor II (R –202)
Fungsi : Tempat terjadinya reaksi dehidrasi pentosa menjadi
furfural
Jenis : Mixed flow reactor
Bentuk : Silinder vertikal dengan alas dan tutup ellipsoidal
Bahan konstruksi : : Stainless steel SA-316 Grade C
Kapasitas : 3,6777 m3
Jumlah : 1 unit
Kondisi operasi :
Temperatur masuk : 150 °C
Temperatur keluar : 150 °C
Tekanan operasi : 1 atm
Kondisi Fisik :
Silinder
Diameter : 8,5198 m Tinggi : 11,3597 m Tebal : 0,8284 in
Tutup
Diameter : 8,5198 m Tinggi : 2,1299 m
Pengaduk
Jenis pengaduk : Propeller 3 blades
Jumlah baffle : 4 buah
Diameter impeller : 9,3173 ft
Daya motor : 0,125 hp
Jaket Pemanas
Diameter : 8,5706 m
5. 14 Screw Conveyor (SC-202)
Fungsi : Mengangkut hasil reaksi dari R-202 ke vaporizer
Jenis : Horizontal screw conveyor
Bahan konstruksi : Self lubricated bronze dengan motor penggerak V-belt
Kondisi operasi : Temperatur = 150°C
Tekanan = 1 atm
Jumlah : 1 unit
Daya motor : 0,25 Hp
5.15 Vaporizer (V-301)
Fungsi : Menguapkan furfural, air, pentosan dan pentosa
Jenis : 1-4 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 150 0C
Suhu umpan keluar : 170 0C
Suhu steam masuk : 200 0C
Suhu steam keluar : 200 0C
Diameter shell : 13,25 in
Pitch (PT) : 1,875 in square pitch
Diameter tube : 1 ½ in
Jenis tube : 12 BWG
Jumlah tube : 22
Panjang tube : 20 ft
5.16 Filter Press (FP-301)
Fungsi : Memisahkan campuran lignin,A-selulosa,dan abu dari glukosa dan asam sulfat
Jenis : Plate and frame filter press
Bahan Konstruksi : Carbon-steel SA-36
Jumlah : 1 buah
Luas efektif penyaringan : 30,5458 m2
Jumlah Plate : 34 buah
5.17 Kondensor Subcooler (E-301)
Fungsi : menurunkan temperatur cairan sebelum masuk ke
dalam flash drum 1 (D-310)
Jenis : 1-4 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 1700C
Suhu umpan keluar : 900C
Suhu air pendingin masuk : 28 0C Suhu air pendingin keluar : 60 0C
Diameter shell : 25 in
Pitch (PT) : 1 in square pitch
Diameter tube : ¾ in
Jenis tube : 16 BWG
Jumlah tube : 370
Panjang tube : 15 ft
5.18 Cooler (E-302)
Fungsi : Menurunkan temperatur bahan sebelum masuk ke
dalam Kolom Ekstraksi (V-302)
Jenis : 1-4 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 90 0C
Suhu umpan keluar : 30 0C
Suhu air pendingin masuk : 28 0C Suhu air pendingin keluar : 60 0C
Diameter shell : 8 in
Pitch (PT) : 1 ¼ in square pitch
Jumlah tube : 14
Panjang tube : 15 ft
5.19 Tangki Penampung sesudah Cooler
Fungsi : Untuk menampung kondensat keluaran kondensor sub cooler
Bentuk : Tangki silinder vertikal dengan alas datar dan tutup ellipsoidal
Bahan : Carbon steel, SA – 285 Grade C
Jumlah : 1 unit
Kebutuhan perancangan :1 jam Kondisi Operasi :
Temperatur (T) = 30 0C
Tekanan ( P) = 18,0030 Psi
Kondisi fisik :
Silinder
Diameter : 1,2204 m Tinggi : 1,8306 m
Tebal : 0,0853 in
Tutup
Diameter : 1,2204 m Tinggi : 0,2034 m Tebal : 0,0852 in
5.20 Pompa ekstraksi (P – 301)
Fungsi : Memompa bahan menuju kolom ekstraksi (V-302)
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
5.21 Ekstraktor (V-302)
Fungsi : Tempat terjadi reaksi ekstraksi
Bentuk : Silinder vertikal, tutup dan alas ellipsoidal
Bahan konstruksi : Stainless steel, SA-316 Grade C
Jumlah : 1 unit
Kapasitas : 10,887 m3
Kondisi operasi :
Temperatur : 30 °C
Tekanan : 1 atm
Kondisi Fisik :
Silinder
Diameter : 12,33 m
Tinggi : 16,31 m Tebal : 1,1523 in
Tutup
Diameter : 12,33 m Tinggi : 3,058 m Tebal : 1,1523 in
Pengaduk
Jenis pengaduk : Propeller 3 blades
Jumlah baffle : 4 buah
Diameter impeller : 13,378 ft
Daya motor : 1 hp
5.22 Heater II
Fungsi : Menaikkan temperatur bahan sebelum masuk ke dalam
Kolom Destilasi (T-301)
Jenis : 1-4 Shell and Tube Exchanger
Jumlah : 1 unit
Suhu umpan masuk : 30 0C
Suhu steam keluar : 200 0C
Diameter shell : 10 in
Pitch (PT) : 1 9/16 in square pitch
Diameter tube : 1 ¼ in
Jenis tube : 12 BWG
Jumlah tube : 10
Panjang tube : 12 ft
5.23 Kolom Destilasi (T-301)
Fungsi : Memisahkan campuran furfural dengan toluena Jenis : Sieve – Tray
Bentuk : Silinder vertikal dengan alas dan tutup ellipsoidal
Bahan konstruksi : Carbon steel SA-283 grade C
Jumlah : 1 unit
Kapasitas : m3
Tray spacing : 0,4 m
Hole diameter : 4,5 mm
Pitch : triangular ¾in
Kondisi operasi :
Temperatur : 113,3°C
Tekanan : 1 atm
Kondisi Fisik :
Kolom
Diameter : 4,4 m Tinggi : 1,0846 m Tebal : 0,2053 in
Tutup
5.24 Pompa reboiler destilasi (P-305)
Fungsi : Memompa keluaran dari kolom destilasi menuju reboiler
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
Daya motor : 1,5 Hp
5.25 Kondensor (E-303)
Fungsi : Mengubah fasa uap bahan menjadi fasa cair
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 1 ½ 1 1/4 in IPS, 12 ft
Jumlah : 1 unit
Suhu umpan masuk : 114,732 0C
Suhu umpan keluar : 113 0C
Suhu air pendingin masuk : 28 0C
Suhu air pendingin keluar : 60 0C
Jumlah hairpin : 2
5.26 Tangki Penampung destilat sesudah kondensor
Fungsi : Untuk menampung kondensat keluaran kondensor detilasi
Bentuk : Tangki silinder vertikal dengan alas datar dan tutup ellipsoidal
Bahan : Carbon steel, SA – 285 Grade. C
Jumlah : 1 unit
Kebutuhan perancangan : 1 jam
Kondisi Operasi : - Temperatur : 30 0C - Tekanan :19,3179 Psi
Kondisi fisik :
Silinder
Tebal : 0,1298 in
Tutup
Diameter : 2,3101 m Tinggi : 0,3580 m Tebal : 0,1297 in
5.27 Pompa refluks destilasi (P-303)
Fungsi : Memompa keluaran dari kondensor destilasi kembal ke kolom
destilasi (T-301)
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
Daya motor : 0,5 Hp
5.28 Pompa destilat destilasi (P-304)
Fungsi : Memompa keluaran dari penampung destilat
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
Daya motor : 0,75 Hp
5.29 Reboiler (E-303)
Fungsi : Menaikkan temperatur campuran toluena dan furfural
Jenis : DoublePipe Heat Exchanger
Dipakai : Pipa 2 1 ½ in IPS, 15 ft
Suhu umpan masuk : 114,732 0C
Suhu umpan keluar : 160,6 0C
Suhu steam masuk : 200 0C
Suhu steam keluar : 200 0C
5.30 Pompa bottom destilasi (P-306)
Fungsi : Memompa keluaran dari reboiler (T-302) menuju cooler (E-305)
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
Daya motor : 0,125 Hp
5.31 Pompa (P-301)
Fungsi : Memompa filtrat dari filter press (FP-301) menuju Flash Drum
(T-302)
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
Daya motor : 0,25 Hp
5.32 Flash Drum (T-302)
Fungsi : Memisahkan Glukosadari asam sulfat dan air
Bentuk : Silinder vertikal, tutup dan alas ellipsoidal
Bahan konstruksi : Stainless steel, SA-203 Grade A
Jumlah : 1 unit
Kapasitas : 0,765 m3
Kondisi operasi :
Temperatur : 150°C
Tekanan : 1 atm
Kondisi Fisik :
Silinder
Diameter : 0,810 m Tinggi : 1,62 m Tebal : 1 ¼ in
Tebal : 1 ¼ in
5.33 Tangki Penyimpanan Furfural (F-336)
Fungsi : Untuk menyimpan furfural untuk kebutuhan 10 hari
Bentuk : Tangki silinder vertikal dengan alas datar dan tutup ellipsoidal
Bahan : Carbon steel, SA – 285 Grade. C
Jumlah : 1 unit
Lama Penyimpanan : 10 hari Kapasitas : 21,9305 m3
Kondisi penyimpanan :
Temperatur : 25 °C
Tekanan : 1 atm
Kondisi Fisik :
Silinder
Diameter : 2,5592 m Tinggi : 3,8388 m Tebal : 0,1496 in
Tutup
Diameter : 2,5592 m
Tinggi : 0,4265 m
Tebal : 0,1495 in
5.34 Pompa dari Flash Drum menuju cooler (P – 307)
Fungsi : Memompa keluaran dari flash drum (T-302) menuju cooler (E-305)
Jenis : Pompa Sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Steel
5.35 Kondensor (E-305)
Fungsi : Mengubah fasa uap bahan menjadi fasa cair
Jenis : Double Pipe Heat Exchanger
Dipakai : Pipa 1/8 1/4 in IPS, 5 ft
Jumlah : 1 unit
Suhu umpan masuk : 160,6 0C
Suhu umpan keluar : 30 0C
Suhu air pendingin masuk : 28 0C Suhu air pendingin keluar : 60 0C
Jumlah hairpin : 2
5.36 Tangki Penyimpanan Glukosa (TK-302)
Fungsi : Untuk menyimpan larutan glukosa
Bentuk : Tangki silinder vertikal dengan alas datar dan tutup ellipsoidal
Bahan : Carbon steel, SA – 285 Grade. C
Jumlah : 1 unit
Lama Penyimpanan : 10 hari Kondisi Operasi :
- Temperatur (T) = 30 0C
- Tekanan ( P) = 1 atm
Kondisi Fisik :
Silinder
Diameter : 4,8713 m Tinggi : 8,1188 m Tebal : 1/2 in
Tutup
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Alat-alat instrumentasi dipasang pada setiap peralatan proses dengan tujuan agar para engineer dapat memantau dan mengontrol kondisi di lapangan. Dengan adanya istrumentasi ini pula, para engineer dapat segera melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya, tujuan pengendalian
tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses dan dikontrol secara manual atau disatukan dalam suatu ruang kontrol yang dikontrol secara otomatis (Perry,1999).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah (Considine,1985):
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
Pada dasarnya sistem pengendalian terdiri dari (Considine,1985): 1. Sensing Elemen/Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol. 3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada
dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang terjadi pada variabel yang dikontrol. Untuk mengubah variabel-variabel ke nilai yang diinginkan dilakukan usaha secara manual, instrumen ini bekerja sebagai pencatat (indicatorer).
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah (Peters et.al.,2004):
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine,1985):
1. Untuk variabel temperatur:
Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperatur suatu alat. Dengan menggunakan Temperature Controller, para engineer juga dapat melakukan pengendalian terhadap peralatan sehingga temperatur peralatan tetap berada dalam range yang diinginkan. Temperature Controller kadang-kadang juga dapat mencatat temperatur dari suatu peralatan secara berkala (Temperature Recorder).
Temperature Indicator (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat
2. Untuk variabel tinggi permukaan cairan
Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat Dengan menggunakan Level Controller, para engineer juga dapat melakukan pengendalian ketinggian cairan dalam peralatan tersebut.
Level Indicator (LI) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat. Para engineer juga dapat melakukan perubahan tekanan dari peralatan operasi. Pressure Controller dapat juga dilengkapi pencatat tekanan dari suatu peralatan secara berkala (Pressure Recorder).
Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat.
Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Flow Indicator (FI) adalah instrumentasi yang digunakan untuk mengamati laju aliran atau cairan suatu alat.
LC
Mixer
FC
PI
Air pendingin/ steam
B
a
h
a
n
m
a
s
u
k
B
a
h
a
n
ke
lu
a
r
Air pendingin bekas/ Kondensat bekas
TC FC
Gambar 6.1 Instrumentasi pada Alat
Tangki
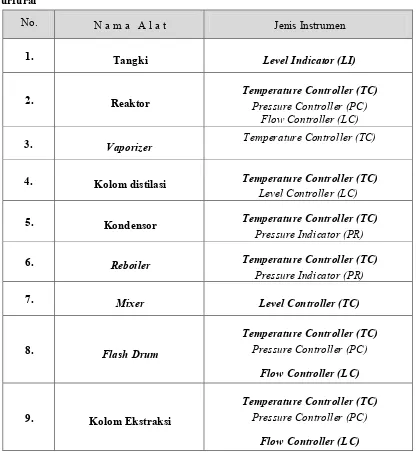
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan Furfural
No. N a m a A l a t Jenis Instrumen
1. Tangki Level Indicator (LI)
2. Reaktor Temperature Controller (TC)
Pressure Controller (PC) Flow Controller (LC)
3. Vaporizer Temperature Controller (TC)
4. Kolom distilasi Temperature Controller (TC) Level Controller (LC)
5. Kondensor Temperature Controller (TC)
Pressure Indicator (PR)
6. Reboiler Temperature Controller (TC)
Pressure Indicator (PR)
7. Mixer Level Controller (TC)
8. Flash Drum
Temperature Controller (TC) Pressure Controller (PC)
Flow Controller (LC)
9. Kolom Ekstraksi
Temperature Controller (TC) Pressure Controller (PC)
Flow Controller (LC)
1. Tangki dapat berfungsi untuk tempat penyimpanan atau penampungan zat cair.
Sistem pengendalian pada tangki menggunakan Level Indicator (LI) sehingga para engineer dapat mengetahui ketinggian cairan dari tangki tersebut. Apabila ketinggian cairan dalam tangki menurun, maka supply bahan harus segara ditambahkan.
2. Dengan adanya Level Controller (LC) pada tangki pencampur (mixer), maka dapat dijaga agar pemasukan bahan melewati batas yang diizinkan (sehingga efektifitas pencampuran akan menurun). Bila ketinggian bahan melewati batas yang dimasuksud, maka valve pemasukan bahan akan menutup atau mengecil secara otomatik, dan sebaliknya. Perputaran turbin juga menentukan apakah pencampuran berlangsung dengan baik; oleh karena itu, Rpm controller juga diperlukan.
3. Apabila laju produk atas dari reaktor menurun, maka kemungkinan besar reaksi
didalam reaktor tidak berlangsung pada suhu dan tekanan yang diinginkan, sehingga apabila hal ini terjadi, maka Flow Controller (FC) akan menggerakkan
Temperature Controller (TC) sehingga meningkatkan daya pembakaran dalam reaktor, sehingga temperatur tetap berada dalam kondisi 150°C. Selama proses
reaksi, maka tekanan perlu diamati melalui Pressure Indicator (PI), dan pengeluaran bahan diatur sesuai dengan pemasukan bahan secara kontinu melalui
Flow Controller (FC).
4. Pada pompa, apabila laju fluida didalam pompa berada diatas batas yang
ditentukan, maka Flow Controller (PC) akan menutup atau mengecilkan aliran dalam pipa. .
5. Apabila suhu dalam kolom distilasi meninggi, maka Temperature Controller
(TC) akan menggerakan Flow Controller (FC) pada reboiler bottom sehingga
steam yang disuplai menjadi menurun. Apabila ketinggian fluida dalam kolom terlalu besar, maka efektifitas distilasi akan menurun, sehingga dengan adanya
akan menggerakkan Flow Controller(FC) air pendingin yang disuplai pada unit ini.
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja
adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain (Peters et.al., 2004):
1. Meningkatkan spesialisasi ketrampilan karyawan dalam menggunakan peralatan secara benar sesuai tugas dan wewenangnya serta mengetahui cara-cara
mengatasi kecelakaan kerja.
2. Melakukan pelatihan secara berkala bagi karyawan. Pelatihan yang dimaksud dapat meliputi :
Pelatihan untuk menciptakan kualitas Sumber Daya Manusia (SDM) yang tinggi dan bertanggung-jawab, misalnya melalui pelatihan kepemimpinan dan pelatihan pembinaan kepribadian.
Studi banding (workshop) antar bidang kerja, sehingga karyawan diharapkan memiliki rasa kepedulian terhadap sesama karyawan.
3. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja,
menyenangkan.
Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut (Peters et.al., 2004):
1. Penanganan dan pengangkutan bahan menggunakan manusia harus seminimal mungkin.
2. Adanya penerangan yang cukup dan sistem pertukaran udara yang baik. 3. Jarak antar mesin-mesin dan peralatan lain cukup luas.
4. Setiap ruang gerak harus aman, bersih dan tidak licin .
5. Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran. 6. Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. 7. Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Keselamatan Kerja Pada Pabrik Pembuatan Furfural
Dalam rancangan pabrik pembuatan furfural, usaha-usaha pencegahan
terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut :
6.3.1 Pencegahan Terhadap Kebakaran dan Peledakan
Proses produksi furfural menggunakan reaktor yang beroperasi pada suhu 150°C dengan menggunakan bahan bakar minyak. Bahaya yang kemungkinan timbul adalah kebakaran atau peledakan yang berasal dari reaktor dan pada kolom distilasi. Selain itu unit penghasil uap (boiler) juga dapat menciptakan hal yang serupa apabila pengendalian tidak berjalan optimal.
Dari uraian di atas maka perlu dilakukan upaya pencegahan dan penanganan terhadap kebakaran dan ledakan sebagai berikut :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang strategis dan penting seperti laboratorium dan ruang proses.
2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
keadaan siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detector yang bekerja berdasarkan terjadinya akumulasi asap dalam jumlah tertentu.
b. Gas detector adalah detector yang bekerja berdasarkan kenaikan konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan mata secara jelas (visible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan kerja sistem dan terletak di ruang operator.
6.3.2 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah melengkapi karyawan dengan peralatan perlindungan diri sebagai berikut :
1. Helm
3. Sepatu pengaman.
4. Pelindung mata. 5. Masker udara. 6. Sarung tangan.
6.3.3 Keselamatan Kerja Terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut :
1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekring atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi. 5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
7. Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada
suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan,
(Peters et.al., 2004)
6.3.5 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah
kemungkinan terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada
atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran. 5. Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung untuk
menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu (Peters et.al., 2004):
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. 2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada
atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Setiap kontrol secara priodik terhadap alat instalasi pabrik oleh petugas
BAB VII
UTILITASUtilitas merupakan unit penunjang utama dalam memperlancar jalannya suatu proses produksi. Dalam suatu pabrik, utilitas memegang peranan yang penting. Karena suatu proses produksi dalam suatu pabrik tidak akan berjalan dengan baik jika utilitas tidak ada. Oleh sebab itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu
pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan Furfural dari tandan kosong kelapa sawit adalah sebagai berikut:
1. Kebutuhan uap (steam) 2. Kebutuhan air
3. Kebutuhan tenaga listrik
7.1 Kebutuhan uap (steam)
Uap digunakan dalam pabrik sebagai media pemanas. Kebutuhan uap pada pabrik pembuatan Furfural dari tandan kosong kelapa sawit dapat dilihat dari Tabel
7.1.
Tabel 7.1 Kebutuhan Uap pada Alat
Nama Alat Kebutuhan Uap (kg/jam)
Heater 1 367,8950
Reaktor 1 7.048,2264
Reaktor 2 14.560,018
Vaporizer 1.315,1679
Heater 2 212,0000
Reboiler 28,3600
Total 23.531,5101
Tambahan untuk faktor keamanan diambil sebesar 20 % d