STUDI KASUS AUDIT MAINTENANCE
ROTATING EQUIPMENT
PADA PT. TOBA PULP LESTARI, Tbk, “Porsea”, Medan
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Untuk Memperoleh Gelar Sarjana Teknik
HARJONO T MANALU
NIM. 080401150
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan ke Hadirat Tuhan Yang Maha Esa atas segala karunia dan rahmat-Nya yang senantiasa diberikan kepada penulis, sehingga penulis dapat menyelesaikan skripsi ini.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Adapun
judul skripsi ini adalah “Studi Kasus Audit Maintenance Rotating Equipmen,Pada PT. Toba Pulp Lestari, Tbk “Porsea” Medan”.
Selama penulisan skripsi ini,sangat banyak yang membantu dalam penyelesaian skripsi ini, sehingga penulis merasa perlu untuk berterima kasih kepada:
1. Kedua orang tua tersayang, B. Manalu dan R. Lumbangaol yang telah memberikan segala dukungan moril dan materil dalam kehidupan saya.
2. Bapak Ir. Alfian Hamsi M.Sc selaku dosen pembimbing yang telah banyak meluangkan waktunya membimbing penulis hingga skripsi ini dapat terselesaikan.
3. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri dan Ir. Syahril Gultom, MT selaku Ketua dan Sekretaris Departemen Teknik Mesin, Fakultas Teknik USU.
4. Bapak/Ibu staf pengajar dan pegawai Departemen Teknik Mesin, Fakultas Teknik USU.
5. Kepada Saudara-saudara saya yang saya sayangi, Marlis A.E Manalu, Toni T Manalu, Sudarmo J.M Manalu, Rosa M manalu, Sondang M Manalu, Junita B Manalu
6. Kakanda Paulus Purba, ST yang telah banyak memberikan masukan selama melakukan penelitian di PT.Toba Pulp Lestari, tbk
Disadari bahwa skripsi ini belum sempurna, baik dari segi teknik maupun dari segi materi. Oleh sebab itu, demi penyempurnaan skripsi ini kritik dan saran sangat diharapkan guna membangun skripsi ini menjadi lebih baik.
Akhir kata, penulis berharap agar laporan ini bermanfaat bagi pembaca pada umumnya dan penulis sendiri pada khususnya.
Medan, september 2012
Penulis,
ABSTRAK
Semakin meningkat kebutuhan akan kertas, secara langsung kebutuhan akan pulp sebagai bahan baku kertas semakin meningkat pula. Dengan meningkatnya kebutuhan akan kertas maka kinerja proses rotating equipment juga akan bertambah. Ini tentu juga akan memaksa untuk melakukan Preventive Maintenance secara rutin terhadap rotating equipment, yang bertujuan untuk mencari masalah-masalah dan cara mengatasi masalah tersebut demi berjalannya proses produksi pulp. Setelah itu, mengamati proses pembuatan pulp dan membuat daftar proses permesinan pada pulp tersebut kemudian membuat daftar rotating equipment yang merupakan Salah satu bagian dari mesin produksi yang sangat berpengaruh pada kinerja mesin tersebut seperti , fan boiler, debarking drum, chipper, poros, blade turbin, bearing, gearbox. Adapun masalah yang sering terjadi pada rotating equipment (peralatan yang berputar) ini meliputi, getaran yang tinggi, bearing aus, kerusakan pada blade, pemasangan yang tidak sesuai, unbalance, pelumasan yang tidak memadai, dan misalignment. Penanganan masalah tersebut dilakukan dengan dua cara rekayasa enngineering dan rekayasa material. Seiring dengan perkembangan zaman dan teknologi, maka cara untuk melakukan perhitungan terhadap poros turbin juga berkembang salah satunya dengan menggunakan software Ansys 5.4 dan perhitungan manual. Dengan penggunaan software ini maka perhitungan dapat dilakukan dengan mudah, cepat dan akurat. Dari hasil perhitungan yang diperoleh dengan menggunakan software ansys 5.4 maka didapat tegangan geser
τ =
4,03.109 N/m2, dan dengan perhitungan manual tegangan geser yang diperolehτ =
4,06 . 109, torsi T = 174,85 .105 N m, Tegangan Geser Ijin Bahanτ
a = 840 kg/mm2 = 8,40.102 N/m2.ABSTRACT
The increasing demand for paper, directly the needs of pulp as the raw material of paper has increased as well. With the increasing demand for paper and the performance process of rotating equipment will also increase. This of course would also be forced to perform Preventive Maintenance on a regular basis to the rotating equipment, which aims to find the problems and how to resolve the issue in favor of passage of the pulp production process. After that, watching the process of making pulp process engineering products and make a list on the pulp and then make a list of rotating equipment which is one part of the production machine that is very influential on the performance of the machine such as boiler, fan, debarking drum, chipper, shafts, bearings, turbine blade, gearbox. As for the problems that often occur in rotating equipment (rotating equipment) This includes, high vibration, bearing wear, damage to the blade, inappropriate installation, unbalance, inadequate lubrication, and misalignment. The handling of the issue is done with two ways of enngineering engineer and engineering materials. Along with the changing times and technologies, then how to do calculations on the turbine shaft is also developed by using software Ansys 6.1 and the calculation manually. With the use of this software then the calculations can be done easily, quickly and accurately. From the results of the calculations are obtained by using software ansys 5.4 then come by the shear stress τ = 4, 03.109 N/m2, and with the manual calculation of shear stress τ = 4.06 earned. 109, the torque T = 174,85 105 N m, the shear stress
τ
a = 840 kg/mm2 = 8,40.102 N/m2..DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SPESIFIKASI TUGAS ... iii
KATA PENGANTAR ... iv
ABSTRAK ... vi
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Batasan Masalah ... 2
1.3 Tujuan Penulisan ... 3
1.4 Metode Pembahasan ... 3
1.5 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1 Sejarah Perkembangan Maintenance (perawatan) ... 5
2.1.1 strategi maintenance (perawatan) ... 6
2.2 Audit Maintenance (perawatan) ... 8
2.2.2 Tujuan Audit Maintenance (perawatan) ... 8
2.4 Tugas- Tugas Bagian Maintenance ... 15
2.5 Instruksi-Instruksi Umum Dalam Maintenance (perawatan) ... 19
2.5.1 Pentingnya Pekerjaan Maintenance (perawatan) ... 19
2.5.2 Perawatan Mesin Yang Beroperasi Terus Menerus ... 21
2.5.3 Perawatan Langsung dan Tidak Langsung ... 21
2.5.4 Man Power ... 22
2.5.5 Man hour ... 23
2.5.6 Equipment, Tool, Material, dan Consumable ... 24
2.6 Failure Defenition ... 24
BAB III METODOLOGI PENELITIAN 3.1 Surat Izin Pengambilan Data ke Perusahaan ... 27
3.2 Waktu dan Tempat ... 27
3.2.1 Waktu ... 27
3.2.2 Tempat ... 28
3.3 Flowchart Metodologi Penelitian ... 28
3.4 Langkah-Langkah Penelitian ... 30
3.5 Rotating Equipment ... 32
3.5.1 Defenisi Rotating Equipment ... 32
3.5.2 Fungsi Rotating Equipment ... 33
BAB IV TEMUAN MASALAH PADA ROTATING EQUIPMENT
4.1 Data Kerusakan Rotating Equipment ... 40
4.2 Metode Pemecahan Masalah Rotating Equipment ... 50
4.3 Analisa Data Rotaing Equipment ... 50
4.4 Analisa Poros Turbin ... 58
4.4.1 Macam-Macam Poros ... 58
4.4.2 Hal-Hal Penting Dalam Perencanaan Poros ... 59
4.5 Rumus Perhitungan Poros ... 62
4.6 Data-Data Poros Turbin ... 66
4.6.1 Torsi ... 68
4.6.2 Momen Kutub Inersia ... 68
4.6.3 Torsi Tegangan Geser ... 69
4.6.4 Regangan Geser ... 69
4.6.5 Modulus Elastisitas Geser ... 70
4.6.6 Sudut Puntir ... 70
4.6.7 Torsi Plastis ... 71
4.7 Perhitungan Dengan Menggunakan Ansis 5.4 ... 73
4.7.1Pemodelan Pada Ansys ... 73
4.7.2 Mendefinisikan Element Type ... 74
4.7.3 Menentukan Material Bahan ... 75
4.7.4 Pembagian element (Mesh) ... 76
4.7.6 Mendefenisikan Beban ... 80 4.8 Perbandingan Perhitungan Manual Dengan Perhitungan Simulasi Ansys 84
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 85
5.2 Saran ... 87
DAFTAR PUSTAKA ... 88
LAMPIRAN
Lampiran I ... 89
Lampiran II ... 90
DAFTAR TABEL
Tabel 4.1 debarking drum ... 52
Tabel 4.2 chipper ... 53
Tabel 4.3 fan boiler ... 54
Tabel 4.4 poros turbin ... 55
Tabel 4.5 sudu turbin... 55
Table 4.6 roller belt conveyor ... 56
Table 4.7 gear box ... 57
Table 4.8 coupling fan... 57
Table 4.9 bearing pompa ... 58
Table 4.10 baja paduan untuk bahan porositas ... 65
Table 4.11 faktor koreksi porositas ... 67
DAFTAR GAMBAR
Gambar 2.1 diagram alir Maintenance... 8
Gambar 2.2 Spider Chart Overview of the Maintenance Management System ... 11
Gambar 2.3 Failure Defenition ... 26
Gambar 3.1 Diagram Alir Pengerjaan Tugas Akhir... 30
Gambar 3.2 Diagram alir pembuatan pulp ... 32
Gambar 3.3 Proses pengolahan pulp ... 33
Gambar 4.1 Debarking Drum ... 41
Gambar 4.2 Chipper ... 42
Gambar 4.3 Fan Boiler ... 43
Gambar 4.4 Poros Turbin ... 44
Gambar 4.5 Sudu Turbin ... 46
Gambar 4.6 Belt Conveyor ... 47
Gambar 4.7 Gear Box ... 48
Gambar 4.8 Coupling Fan ... 49
Gambar 4.9 Bearing Pompa ... 50
Gambar 4.10 Porositas Dengan Sistem 2 Penumpu ... 58
Gambar 4.11 Turbin uap ... 66
Gambar 4.12 Momen Torsi ... 68
Gambar 4.13 Pergerakan Titik Tegangan ... 69
Gambar 4.15 Sudut Puntir ... 71
Gambar 4.16 Tampilan pembuatan gambar spesimen melalui ansys. ... 74
Gambar 4.17Tampilan element type ... 75
Gambar 4.18 pemilihan material bahan ... 76
Gambar 4.19 Proses meshing material (a)... 77
Gambar 4.20 Proses meshing material (b) ... 78
Gambar 4.21Tampilan untuk membuat tumpuan (a) ... 79
Gambar 4.22 Tampilan untuk membuat tumpuan (b) ... 79
Gambar 4.23 Tampilan untuk mendefenisikan beban (a) ... 80
Gambar 4.24 Tampilan untuk mendefenisikan beban (b) ... 81
Gambar 4.25 Proses analisa Ansys ... 82
Gambar 4.26 Hasil analisa ansys ... 82
Gambar 4.27 Tegangan pada poros ... 83
Gambar 4.28 Pergeseran pada poros ... 84
DAFTAR NOTASI
Simbol Arti Satuan
D Diameter mm
σ Tegangan N/m2
ε Regangan _
R Gaya Reaksi N
V Gaya Geser N
M Momen Nm
I Moment Inertia ( m )4
J Moment Inertia Polar ( m )4
τ Tegangan Geser N/ m2
ƒc
Faktor Koreksi _
Pd Daya Rencana HP
τa Tegangan Geser Ijin Bahan Kg/mm²
ABSTRAK
Semakin meningkat kebutuhan akan kertas, secara langsung kebutuhan akan pulp sebagai bahan baku kertas semakin meningkat pula. Dengan meningkatnya kebutuhan akan kertas maka kinerja proses rotating equipment juga akan bertambah. Ini tentu juga akan memaksa untuk melakukan Preventive Maintenance secara rutin terhadap rotating equipment, yang bertujuan untuk mencari masalah-masalah dan cara mengatasi masalah tersebut demi berjalannya proses produksi pulp. Setelah itu, mengamati proses pembuatan pulp dan membuat daftar proses permesinan pada pulp tersebut kemudian membuat daftar rotating equipment yang merupakan Salah satu bagian dari mesin produksi yang sangat berpengaruh pada kinerja mesin tersebut seperti , fan boiler, debarking drum, chipper, poros, blade turbin, bearing, gearbox. Adapun masalah yang sering terjadi pada rotating equipment (peralatan yang berputar) ini meliputi, getaran yang tinggi, bearing aus, kerusakan pada blade, pemasangan yang tidak sesuai, unbalance, pelumasan yang tidak memadai, dan misalignment. Penanganan masalah tersebut dilakukan dengan dua cara rekayasa enngineering dan rekayasa material. Seiring dengan perkembangan zaman dan teknologi, maka cara untuk melakukan perhitungan terhadap poros turbin juga berkembang salah satunya dengan menggunakan software Ansys 5.4 dan perhitungan manual. Dengan penggunaan software ini maka perhitungan dapat dilakukan dengan mudah, cepat dan akurat. Dari hasil perhitungan yang diperoleh dengan menggunakan software ansys 5.4 maka didapat tegangan geser
τ =
4,03.109 N/m2, dan dengan perhitungan manual tegangan geser yang diperolehτ =
4,06 . 109, torsi T = 174,85 .105 N m, Tegangan Geser Ijin Bahanτ
a = 840 kg/mm2 = 8,40.102 N/m2.ABSTRACT
The increasing demand for paper, directly the needs of pulp as the raw material of paper has increased as well. With the increasing demand for paper and the performance process of rotating equipment will also increase. This of course would also be forced to perform Preventive Maintenance on a regular basis to the rotating equipment, which aims to find the problems and how to resolve the issue in favor of passage of the pulp production process. After that, watching the process of making pulp process engineering products and make a list on the pulp and then make a list of rotating equipment which is one part of the production machine that is very influential on the performance of the machine such as boiler, fan, debarking drum, chipper, shafts, bearings, turbine blade, gearbox. As for the problems that often occur in rotating equipment (rotating equipment) This includes, high vibration, bearing wear, damage to the blade, inappropriate installation, unbalance, inadequate lubrication, and misalignment. The handling of the issue is done with two ways of enngineering engineer and engineering materials. Along with the changing times and technologies, then how to do calculations on the turbine shaft is also developed by using software Ansys 6.1 and the calculation manually. With the use of this software then the calculations can be done easily, quickly and accurately. From the results of the calculations are obtained by using software ansys 5.4 then come by the shear stress τ = 4, 03.109 N/m2, and with the manual calculation of shear stress τ = 4.06 earned. 109, the torque T = 174,85 105 N m, the shear stress
τ
a = 840 kg/mm2 = 8,40.102 N/m2..BAB I
PENDAHULUAN
1.1 Latar Belakang
Di era globalisasi ini, kertas merupakan bahan produk yang banyak
dipergunakan oleh manusia. Semakin meningkat kebutuhan akan kertas, secara
langsung kebutuhan akan pulp sebagai bahan baku kertas semakin meningkat pula.
Sejalan dengan kemajuan teknologi, perkembangan industri pulp (bubur kertas) pun
berkembang secara pesat didukung oleh sumber daya yang ada, tenaga kerja yang
melimpah dan pemasaran yang sudah jelas.
Dengan semakin banyaknya industri pulp di Indonesia, kita dapat
menggunakan salah satu sumber daya alam yaitu kayu, yang begitu banyak terdapat
di Indonesia. Kayu tersebut dapat menjadi pulp yang nantinya akan dipergunakan
oleh manusia di Dunia untuk dimanfaatkan sebagai buku tulis, majalah, Koran, dan
masih banyak lagi. Denga semakin meningkatnya kebutuhan manusia akan kertas
merupakan satu faktor yang mendorong berdirinya PT. Toba pulp lestari, Tbk yang
terletak di desa sosor ladang Porsea, Kabupaten Toba Samosir, Sumatera Utara.
Perusahaan ini berlokasi di Porsea kira-kira 220km dari Medan.
PT. Toba pulp lestari merupakan salah satu pabrik pulp berteknologi
tinggi yang mulai beroperasi tahun 2003 dengan kapasitas produksi 750 ton/hari dan
memiliki areal hutan tanaman industri yang luas guna memenuhi persiapan bahan
dan masa depan perusahaan. Bahan baku yang digunakan pada proses pembuatan
pulp di PT. Toba pulp lestari adalah jenis eucalyptus, akasia dan kayu alam.
PT. Toba pulp lestari Tbk, tidak terlepas dari masalah peningkatan
produktivitas dan efisiensi mesin/peralatan dilantai pabrik yang diakibatkan oleh
kinerja mesin yang terus berlangsung dalam pelaksanaan proses produksinya.
Sehingga dibutuhkan langkah-langkah yang efektif dan efisien untuk dapat
menanggulangi dan mencegah masalah-masalah yang mengakibatkan rendahnya
produktivitasnya dan efisiensi mesin/peralatan tersebut. Manajemen pemeliharaan
mesin/peralatan adalah teknik-teknik dan aktivitas-aktivitas untuk menjaga,
mempertahankan dan meningkatkan produktivitas dan efisien mesin dan peralatan
lain yang secara langsung juga akan meningkatkan mutu produk. Hal ini meliputi
teknik-teknik dan aktivitas yang saling berkaitan dan terintegarasi dengan melibatkan
semua pihak, semua departemen dan semua orang mulai dari top management sampai
operator melalui kelompok-kelompok kecil.
1.2 Batasan Masalah
Adapun batasan masalah yang dibahas penulis adalah mengenai
pemeliharaan/maintenance Rotating Equipment audit yang mencakup tentang
standard kerusakan rotating equipment, penanganan masalah rotating equipment,
pada tugas sarjana ini penulis tidak membahas tentang preventive maintenance dari
suatu mesin/peralatan maupun secara menyeluruh, tetapi hanya membahas audit
Tbk. Pembatasan ini dimaksudkan untuk membatasi permasalahan yang akan dibahas
sehingga lebih sistematis.
1.3 Tujuan penulisan
Adapun tujuan dari penulisan ini adalah:
1. Sistem Preventive Maintenance (pemeliharaan yang dilakukan sebelum terjadi kerusakan) pada kinerja rotatingequipment.
2. Untuk mencari masalah (kerusakan) yang terjadi pada rotating equipment serta mencari solusi untuk mengatasi masalah tersebut.
1.4 Metode Pembahasan
Metode pembahasan yang dilakukan penulis dalam menulis laporan
tugas sarjana ini adalah :
1. Metode wawancara
Penulis melakukan tanya jawab langsung dengan karyawan bagian
pemeliharaan maupun operator mesin/peralatan untuk
mendapatkan informasi tentang topic yang dibahas.
2. Metode Observasi
Penulis melakukan peninjauan langsung pada setiap proses yang
berkaitan dengan Preventive maintenance tentang topic yang
3. Metode Kepustakaan
Penulis mempelajari buku-buku refrensi baik dari perusahaan
maupun perpustakaan kampus.
1.5 Sistematika Penulisan
Untuk mempermudah mengetahui isi laporan tugas sarjana ini, maka
uraian dari bab dapat diringkas secara garis besar sebagai berikut: BAB I :
PENDAHULUAN, merupakan pendahuluan yang berisi latar belakang,batasan
masalah, tujuan pembahasan, metode pembahasan , sitematika penulisan. BAB II:
TINJAUAN PUSTAKA, pada bab ini akan dibahas mengenai teori-teori yang
berhubungan dengan penulisan tugas sarjana. Dasar teori dari berbagai sumber,
diantaranya berasal dari : buku-buku pedoman, jurnal, paper, tugas akhir, e_mail, dan
internet. BAB III : METODOLOGI PENELITIAN, merupakan penjelasan prinsip
kerja mesin/peralatan yang meggunakan rotating equipment,dan bagian-bagian yang
di preventive maintenance kan, serta inspeksi-inspeksi yang dilakukan secara berkala.
BAB IV : ANALISA DATA, bab ini berisikan perumusan masalah dan perencanaan
langkah-langkah yang akan dilakukan dalam memecahkan masalah Rotating
Equpiment Audit, untuk mengetahui berapa besar rugi efisiensi mesin/peralatan
(Equipment Loses). BAB V : KESIMPULAN DAN SARAN, pada bab ini akan
dibahas mengenai kesimpulan dan saran tentang sistem preventive maintenance yang
BAB II
TINJAUAN PUSTAKA
2.1 Sejarah Perkembangan Maintenance (perawatan)
Perawatan (maintenance) pertama sekali dipopulerkan di Jepang pada tahun 1950 dengan menggunakan sistem PM (Preventive Maintenance). Sebelum mengenal PM (preventive maintenance), Perawatan peralatan di Jepang
menggunakan cara Perawatan lama/metode klasik yaitu dengan memakai sistem
breakdown maintenance (BM), dimana perawatan dilakukan setelah timbul
kerusakan.
Sebelum mengenal PM (preventive maintenance) industri-industri di Jepang mendapatkan kesulitan dengan kerusakan yang diharapkan, sehingga
perawatan hanya akan segera dilakukan setelah mesin/peralatan mengalami
kerusakan, hal ini juga yang menyebabkan para insinyur perawatan tidak punya
waktu untuk memberikan ide-ide yang baik bagi pengembangan dasar dalam usaha
untuk meminimalkan kerusakan tersebut karena kesibukan dengan pekerjaan
memperbaiki. Namun dengan semakin bertambahnya produksi disaat ini, maka
sejarah sejarah breakdown maintenance telah ditinggalkan, sehingga industri di Jepang maupun diseluruh dunia pada saat ini telah melakukan perawatan peralatan
dengan sistem preventive maintenance.
peralatan pada kondisi siap operasi atau dengan memperbaikinya sehingga bebas dari
kerusakan. Sedangkan tujuan perawatan mengandung beberapa tujuan, yaitu :
1. Berdasarkan pengertiannya, tujuan maintenance dibagi atas
a. Tujuan perawatan dalam arti sempit
Tujuannya adalah suatu kegiatan untuk menunjang dan menjaga
peralatan/mesin dalam kondisi dapat beroperasi dengan kestabilan
produksi dan bebas dari penurunan mutu baik peralatan /mesin maupun
produk yang dihasilkan.
b. Tujuan perawatan dalam arti luas
Tujuannya adalah semua kegiatan yang dibutuhkan untuk menunjang kelancaran
produksi dan Menyempurnakan peralatan/mesin
Menyempurnakan mutu produk
Penyerahan dan penyelesaian tepat waktu
Meningkatkan efisiensi dan biaya perawatan yang ekonomis
Megurangi kecelakaan dan meningkatkan moral kerja.
2. Tujuan perawatan bila ditinjau dari segi teknik
a. Memelihara keberadaan peralatan dan mesin agar siap pakai dalam kurun
waktu tertentu (availability)
b. menjaga kemampuan peralatan dan mesin demi melaksanakan fungsinya
dalam keadaan dan waktu tertentu.
2.1.1 Strategi Maintenance (Perawatan)
Pada dasarnya strategi pemeliharaan (Maintenance Strategy) ada dua macam yaitu, pemeliharaan yang direncanakan (Planned Maintenance) dan
pemeliharaan diluar dari perencanaan (Unplanned Maintenance), dimana
perencanaan pemeliharaan (Planned Maintenance) dilakukan secara rutin (Preventive Maintenance) dengan jadwal pemeliharaan yang telah ditentukan (Scheduled
Maintenance) ataupun (Predictive Maintenance) sedangkan pemeliharaan diluar perencanaan (Unplanned Maintenance) adalah merupakan pemeliharaan darurat yang
tidak diinginkan (Emergency Maintenance) yang terjadi diluar dugaan tetapi harus segera diperbaiki kembali (Corrective Maintenance), sebab hal tersebut sangat berpengaruh dalam proses produksi. Untuk lebih jelasnya dapat kita lihat pada
diagram berikut ini :
Gambar 2.1 diagram alir maintenance
2.2 Audit Maintenance(perawatan)
Audit perawatan adalah untuk meninjau kembali dari fungsi
pemeliharaan dalam suatu perusahaan secara keseluruhan dengan mempertimbangkan
semua dari berbagai fungsi perusahaan tersebut. Tujuan dari audit maintenance
adalah untuk mendapatkan strategi dari pemeliharaan, yang bertujuan untuk
memberikan perbaikan pada fungsi pemeliharaan umum, menyediakan komunikasi
yang lebih jelas dan untuk mengembangkan satu set best practices untuk fungsi
pemeliharaan.
Audit maintenance ini sangat penting didalam suatu perusahaan,
karena bisa mempengaruhi kinerja-kinerja mesin yang ada di perusahaan atau bisa
juga dikatakan pencapaian produk tidak sesuai dengan yang kita inginkan. Pengaruh
oleh tidak adanya audit maintenance didalam suatu pabrik adalah :
Target produk tidak sesuai karena banyak mengalami kerusakan
Rasio kerusakan untuk pemeliharaan terencana sangat tinggi
Pembelian suku cadang yang berlebihan
Mesin/peralatan tidak terawat dengan sehingga bisa mempengaruhi
2.2.1 Tujuan Audit Maintenance
Tujuan sistem audit pemeliharaan dan prosedur yang digunakan oleh
sebuah industri dalam mengontrol seluruh asetnya, tidak melibatkan individu dan
kinerja mereka, meskipun itu menilai dan melatih personil atau pekerja secara
individu. Sistem Audit menangani tujuh aspek fungsi pemeliharaan , adapun
bagian-bagian yang ditangani tersebut adalah :
1. Manajemen
a. Komitmen manajemen dan kepemimpinan
b. Kebijakan manajemen
c. Peningkatan program pemeliharaan (maintenance) d. Pengendalian keuangan
e. Penjaminan kualitas
f. Peninjauan program perawatan (maintenance) g. Kesehatan, keselamatan, dan pelatihan manajemen
2. Manajemen Suku Cadang
a. Pengadaan suku cadang
b. Pengelolaan gudang suku cadang
3. Personel
a. Struktur organisasi
b. Partisipasi dan keterlibatan tenaga kerja
c. Program pengembangan tenaga kerja
a. Analisa operasi
b. Rencana perawatan (maintenance) dan strategi pengembangan c. Siklus manajemen
d. Pabrik dan pemantauan kondisi peralatan
e. Standar prosedur dan instruktur kerja
f. Pabrik dan perlengkapan analisis pekerjaan
g. Perawatan sistem manajemen
h. Sistem pengendalian dokumen
Sumber, Sample Maintenance Audit Report.docx
2.3 Klasifikasi Maintenance (Perawatan)
Secara garis besarnya perwatan dapat dibagi atas beberapa macam, yaitu :
1. Sistem perawatan rutin (preventive maintenance)
Prinsip kerja dari sistem perawatan ini adalah melakukan
perawatan untuk mencegah atau mengurangi laju penurunan mutu
mesin/peralatan sebelum mengalami kerusakan yang dilakukan
dengan metode :
Perawatan secara berkala (time based)
Perawatan peramalan dengan pengukuran (condition
based)
Biaya perbaikan ini akan dapat diminimalkan apabila kita telah
mengetahui kerusakan secara dini. Tipe pemeriksaan dan
perawatan preventive ini dibuat dengan mempertimbangkan
ketersediaan tenaga kerja, suku cadang, bahan untuk perbaikan dan
faktor lainnya. Keuntungan melakukan pemeriksaan dan perbaikan
secara periodic pada mesin-mesin adalah dapat diramalkannya
total perbaikan dan seluruh equipment disuatu pabrik oleh para
insinyur perawatan. Selanjutnya, kesalahan atau kerusakan dapat
diramalkan lebih awal dengan melihat fenomena kenaikan getaran
perbaikan dapat dilakukan segera sebelum terjadi kerusakan yang
fatal.
Pendeteksian keadaan yang tidak normal dari mesin/peralatan
sedini mungkin dilakukan oleh group infeksi yang berada dibawah
bagian perawatan. Bantuan dan laporan dari orang produksi akan
sangat membantu bagian perawatan, sehingga dapat dibuat
perencanaan perawatan yang maksimal. Group perencanaan atau
infeksi adalah merupakan bagian dari sistem perawatan rutin.
Group ini melakukan pemeriksaan rutin pada mesin-mesin dan
pada saat terjadinya pembongkaran mesin seperti menyediakan
infeksi dan membuat rencana perbaikan atau penggantian,
termasuk pengontrolan biaya dan pengembangan teknis dari
peralatan tersebut. Pengurangan kemungkinan kerusakan
mesin/peralatan merupakan tujuan yang paling penting dari
preventive maintenance. Bila perawatan rutin dilakukan dengan baik, maka beberapa mesin cadangan yang ada akan tidak terpakai,
sehingga umur mesin akan bertambah panjang hingga perbaikan
hanya perlu dilkukan pada saat dilakukannya pembongkaran
mesin-mesin cadangan boleh ditiadakan yang artinya akan
mengurangi biaya perawatan.
Breakdown maintenance merupakan perbaikan yang dilakukan
tanpa adanya rencana terlebih dahulu. Dimana kerusakan terjadi
secara mendadak pada mesin/peralatan yang sedang beroperasi.
Jika industri memakai sistem breakdown maintenance maka
kerusakan mesin akan berulang berkali-kali dan frekuensi
kerusakannya sama setiap tahunnya. Industri yang memakai sistem
ini dianjurkan menyiapkan cadangan mesin (stand by machine) bagi mesin-mesin yang vital. Sifat lain dari sistem ini adalah data
dan file informasi, dimana data dan file informasi perbaikan
mesin/peralatan harus tetap dijaga. Pada sistem ini untuk
pembongkaran tahunan tidak karena pada saat dilakukan
penyetelan dan perbaikan, unit-unit cadanganlah yang dipakai.
Sistem breakdown maintenance sudah banyak ditinggalkan
industri-industri karena banyak memakan biaya operasi.
3. Corrective Maintenance(sistem perawatan ulang)
Corrective maintenance merupakan pemeliharaan yang telah
direncanakan yang didasarkan pada kelayakan waktu operasi yang
telah ditentukan pada buku petunkuk mesin/peralatan tersebut.
Perawatan ini merupakan “general overhaul “ yang meliputi pemeriksaan, perbaikan, dan penggantian terhadap setiap
bagian-bagian yang tidak layak pakai lagi, baik karena rusak maupun
infeksi dan perencanaan, bekerja sama dengan bagian produksi dan
pekerja lapangan akan menginformasikan kondisi masing-masing
mesin dengan cara, sebagai berikut :
a. Bagaimana perencanaan aslinya dan apakah kinerja
berubah setelah masa perawatan yang lama, suku
cadang mana yang mudah rusak.
b. Apakah cara lain untuk mencegah kerusakn tersebut.
c. Mencari dimana letak permasalahan dari sistem
tersebut
d. Menetapkan umur dari masing-masing mesin/peralatan
untuk menangkal munculnya masalah yang lebih besar.
Selanjutnya data-data perbaikan dan pemeriksaan rutin akan
memungkinkan kita mendeteksi kemungkinan terjadinya
kerusakan dan mempersiapkan kerja untuk jenis pekerjaan
tersebut, ini akan menghasilkan prosedur perbaikan yang tepat dan
dapat meminimalkan waktu dipakai untuk pekerjaan tersebut.
Sifat-sifat yang menonjol dari sistem perawatan ulang adalah
efisien dan erat hubungan diantara bagian perencanaan , bagian
infeksi, dan para pekerja seperti ahli bahan, insinyur mesin, kimia,
Dll. Disini masalah yang muncul dilapangan dapat diatasi berkat
4. Productive Maintenance(Sistem Perawatan Produktif)
Sistem perawatan yang baik adalah berbeda untuk masing-masing
pabrik. Hal ini disebabkan masing-masing pabrik berbeda
pemakaian bahan dan energinya. Sistem perawatan dimulai dengan
mengoptimalkan sistem perawatan itu sendiri berkait dengan
beberapa kondisi yang dialami pabrik tersebut, ini adalah konsep
perawatan produktif pengurangan kerusakan yang tidak diinginkan
merupakan elemen yang sangat penting bagi semua sistem
perawatan, pengurangan ini dapat diperoleh dengan teknologi yang
dapat mengidentifikasi umur mesin/peralatan tanpa harus
mesinnya dibongkar. Kerjasama yang baik diantara bagian
perencanaan, bagian infeksi, dan bagian produksi harus dijaga
untuk mengoptimumkan sistem yang dipakai pada perawatan
produktif. Tujuan lain dari perawatan ini adalah untuk
merencanakan perawatan dari masing-masing yang ada sesuai
dengan umur masa pakainya dan dengan mengurangi biaya
perawatan tahunan, dengan cara pendekatan infeksi dan pekerjaan
perbaikan pada waktu diadakannya pembongkaran mesin tahunan
atau perawatan lainnya.
2.4 Tugas-Tugas Bagian Maintenance (Perawatan)
1. Bagian perencanaan
b. Mendaftarkan dan mengklarifikasikan semua permintaan-permintaan kerja
yang diterima.
c. Menyiapkan dan membuat perintah kerja.
d. Mempelajari dan membuat pembagian kerja penempatan kerja pada lokasi
yang sesuai.
e. Menyiapkan dan membuat perintah kerja.
f. Mengecek dan menyiapkan bahan-bahan yang diperlukan.
g. Memonitor semua kegiatan-kegitan perawatan.
h. Mengecek laporan dari pekerja perawatan
i. Menerima dan menyimpan laporan status bahan dan permintaan
pembeliaan bahan dari gudang.
2. Bagian Pemeriksaan dan Pengawasan Bahan
a. Menerima permintaan pemeriksaan dari bagian produksi.
b. Melakukan pemeriksaan sesuai dengan permintaan pemeriksaan yang ada
dalam laporan.
c. Membuat aturan pemeriksaan peralatan dalam keadaan darurat.
d. Mempelajari dan membuat rencana pemeriksaan tahunan dan menjaga
biaya pemeriksaan tahunan agar tetap stabil untuk perawatan yang regular.
e. Merencanakan dan membuat tatacara pemeriksaan khusus untuk peralatan
pabrik.
f. Menerima dan memeriksa semua permintaan bahan untuk pekerjaan
g. Meninjau dan mempertimbangkan kembali agar simpanan bahan
seminimun mungkin ada di gudang serta meninjau kembali jumlah dari
pesanan bahan.
3. Bagian Pekerja Lapangan
Bagian pekerjaan lapangan meliputi : pembersihan, penyetelan, perbaikan,
pembongkaran mesin, memodifikasi, dimana tugas-tugas bagian ini adalah :
a. Menerima permintaan kerja, permintaan, perintah kerja, dan pembagian
kerja, dari bagian perencanaan dan pemeriksaan
b. Mempelajari dan menyiapkan tata kerja secara detail dan perintah-perintah
kerja yang diperlukan.
c. Mengatur dan mengkordinasikan semua pekerjaan yang diterima.
d. Mengalokasikan para pekerja pada masing-masing pekerjaan.
e. Menghitung total jam kerja, bahan yang habis dipakai untuk setiap
pekerjaan.
f. Meminta pengesahan terhadap pekerjaan yang sudah selesai dari bagian
pemeriksaan.
4. Bagian Pekerja Bengkel
Bagian ini meliputi : penyetelen, perbaikan, pembongkaran mesin, dan
pekerjaan pabrikasi, diman tugas-tugas bagian ini adalah :
a. Merencanakan, melakukan dan mengawasi perawatan dalam bengkel dan
menjaga peralatan termasuk suku cadang.
b. Membagi, mengatur dan mengkordinasi semua pekerjaan-pekerjaan yang
c. Merencanakan pekerjaan, seperti pembongkaran mesin, perawatan, dan
pembongkaran mesin tahunan.
d. Membagi tugas dalam keadaan darurat.
e. Menerima suku cadang, bahan habis pakai, pelumas, dan bahan lain.
f. Menyiapkan bahan tambahan bila diperlukan.
g. Menghitung total jam kerja dan biaya bahan yang dipakai.
5. Bagian Produksi
a. Mengawasi kondisi operasi pabrik dan meminta pekerja perawatan dengan
berkonsultasi pada bagian lain yang terkait.
b. Mensahkan permintaan pekerja perawatan dan pengawasan.
c. Member izin kerja, izin masuk untuk pekerjaan di daerah berbahaya.
d. Melaksanakan semua persiapan yang diperlukan untuk perawatan.
e. Mensahkan laporan pekerjaan yang sudah selesai.
6. Bagian teknikal
a. Menerima informasi yang masuk, termasuk pekerjaan modifikasi dan
biaya perwatan dari bagian perencanaan.
b. Mempelajari hal-hal yang dapat meningkatkan efisiensi operasi pabrik dan
yang dapat menurunkan biaya perawatan.
c. Mempelajari dan menyiapkan modifikasi mesin/peralatan melalui
penyelidikan, pengetesan dan pengujian.
d. Menyimpan data-data teknik dari semua mesin/peralatan secara baik.
e. Menjaga informasi terahir dari teknologi produksi dan perawatan.
a. Menyimpan bahan yang diperlukan untuk bagian operasi didalam gudang.
b. Menyimpan bahan yang masuk ke gudang
c. Memeriksa stock minimum bahan, dan melaporkan kebagian pengawasan
bahan maupun bagian pembelian.
d. Memeriksa semua bahan yang ada di gudang.
e. Menyimpan dan mencatat semua bahan yang masuk ke gudang.
8. Bagian Penyimpanan Bahan (suku cadang)
Tugas dari bagian ini adalah :
a. Menyimpan bahan yang diperlukan untuk bagian operasi didalam gudang.
b. Menyimpan bahan yang masuk ke gudang
c. Memeriksa stock minimum bahan, dan melaporkan kebagian pengawasan
bahan maupun bagian pembelian.
d. Memeriksa semua bahan yang ada di gudang.
e. Menyimpan dan mencatat semua bahan yang masuk ke gudang.
9. Bagian Keselamatan Kerja
Adapun tugas dari bagian ini adalah :
a. Menjaga keselamatan kerja pada saat berada di pabrik khususnya pada
b. Memeriksa semua peralatan keselamatan kerja sebelum pekerjaan
dimulai
c. Mempelajari dan membuat saran untuk meningkatkan peralatan,
fasilitas, dan peralatan keselamatan kerja dan bahan yang baru.
d. Meninjau langsung kelapangan jika pekerjaan tersebut berbahaya.
e. Melakukan permintaan pemadam kebakaran tambahan sebagai bahan
pendukung.
2.5 Instruksi-Instruksi Umum Dalam Maintenance (perawatan)
2.5.1 Pentingnya Pekerjaan Maintenance (perawatan)
Produksi yang tinggi, mesin beroperasi secara kontiniu dan pada
kapasitas penuh akan menghasilkan keuntungan yang tidak hanya untuk pabrik tetapi
pada masyarakat sekitar. Oleh sebab itu orang yang terlibat pada operasi pabrik harus
berusaha dengan segala upaya agar menjaga dan merawat kesinambungan dari
beroperasinya mesin-mesin di pabrik.
Untuk mendapatkan operasi pabrik yang paling ekonomis maka
factor-faktor penting yang harus diperhatikan, yaitu :
a) Memastikan kapasitas operasi sesuai dengan perencanaan dan
perawatannya.
b) Menjaga kesinambungan operasi dan perawatan.
Didalam merencanakan perawatan, haruslah memiliki lima(5) unsur yang
terkandung didalamnya, yaitu :
1. Sasaran
a. Mengurangi pekerjaan ulang dalam dua tahun kedepan sebanyak 10%
dari yahun tahun lalu sambil mempertahankan keadaan nihil keluhan
pelanggan.
b. Keberadaan peralatan siap diopresikan sebesar 85%
c. Rasionalisasi pemakaian suku cadang yang banyak dipakai.
2. Sandaran
a. Rencana manajemen tahunan
b. Kebijakan perusahaan dalam hal kesadaran akan anggaran.
c. Kebijakan perusahaan dalam hal sumber daya manusia (SDM)
3. Sarana
b. SMART (specific, measurable, attanaible, reasonable, time oriented).
Pelatihan yang berkesinambungan pada bagian perawatan merupakan hal
yang penting untuk mendapatkan pengalaman dan pengumpulan informasi
untuk merencanakan perawatan mesin maupun pabrik yang lebih
sistematis.
2.5.2 Perawatan Mesin Yang Beroperasi Terus Menerus
Untuk mendapatkan produktivitas tahunan yang tinggi, maka
kelangsungan operasi sepanjang tahun harus tetap dijaga. Dimana seluruh jajaran
manajemen harus meningkatkan teknik-teknik pengawasan pabrik dan memberikan
pelatihan pada para pekerja dengan teknik-teknik perawatan dan operasi.
Factor-faktor yang harus dipertimbangkn untuk mendapatkan operasi dan perawatan yang
baik pada suatu pabrik, yaitu :
1. Organisasi dan sistematisi dari perawatan dan operasinya.
2. Pengawasan operasi mesin dan pabrik tersebut.
3. Pengawasan perawatan mesin.
4. Pengawasan keselamatan kerja.
5. Pengawasan gudang (suku cadang, bahan, pelumas)
6. Pegawasan personel (pekerja)
2.5.3 Perawatan Langsung dan Tidak Langsung
Perawatan langsung adalah pekerjaan yang berhubungan dengan
perawatan dan perbaikan dari mesin/peralatan produksi. Dalam defenisi ini termasuk
1. Pembongkaran berskala besar dari peralatan maupun mesin-mesin
produksi
2. Perbaikan berskala dari sebuah peralatan maupun mesin yang
penting dalam keadaan terjadwal.
3. Perawatan skala kecil, perawatan rutin seperti perbaikan dan
penyetelan yang kecil, pemeriksaan, pekerjaan servis yang
terjadwal.
Perawatan tidak langsung dapat didefenisikan sebagai pekerjaan
perawatan yang berhubungan dengan peralatan/mesin produksi, tetapi tidak lansung
mempengaruhi operasi itu sendiri. Dalam defenisi ini termasuk hal-hal sebagai
berikut :
1. Peremajaan dari peralatan maupun mesin seperti mengecat dan
mengisolasi.
2. Memperbaharui fasilitas-fasilitas, menukar peralatan, mengatur
tata letak peralatan, dan memindahkan peralatan.
3. Penambahan kecil seperti pemasangan peralatan untuk mesin
cadangan.
2.5.4 Man Power
Man power atau tenaga kerja manusia dalam suatu perusahaan
perawatan, ada banyak factor yang harus diperhatikan. Masing-masing pabrik akan
mempunyai persoalannya sendiri dan berbeda antara pabrik satu dengan pabrik yang
pekerja-pekerja perawatan yang bisa diperoleh , merupakan kajian yang sangat
penting bagi direksi, sedikit jumlah tenaga kerja dengan kapasitas dan kualitas hasil
kerja yang memuaskan adalah tujuan manajemen.
Dalam manajemen produksi khususnya bagi perawatan pabrik, man power,merupakan bidang keputusan yang sangat penting, hal ini disebabkan bahwa tidak akan terjadi suatu proses produksi dan operasi tanpa adanya man power yang
mengejakan kegiatan menghasilkan produk.
2.5.5 Man Hour
Dalam praktik perawatan dan pemeliharaan pabrik, man hour adalah waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan sangat bergantung pada
pengalaman yang ada. Menyadari akan hal tersebut, dimana pengalaman memerlukan
waktu yang lama, maka terdapat dua metode yang dapat dipakai, yaitu :
a. Waktu yang maksimal untuk pekerjaan yang khusus
b. Menegunakan data standar yang berskala dari konsultan,
maupun jurnal pendukung yang releven.
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadwal. Tenaga kerja bagian perawatan biasanya tersedia untuk pekerjaan yang
terjadwal, perbedaan antara jam rutin yang tersedia dan jam kerja yang terjadwal
disebut sebagai persentase jam rutin yang ada. Indikator pengawasan merupakan jam
kerja yang dibayarkan untuk pekerja tersebut. Hal ini merupakan informasi yang
penting sebab semua laporan pengawasan berdasarkan jam kerja yang dilaporkan.
2.5.6 Equipment, Tool, Material and consumable
Equipment adalah peralatan-peralatan yang besar seperti crane, mobil,
Derek, Dll. Tool adalah peralatan kerja seperti obeng, tang, martil, dan yang lainnya. Material adalah bahan-bahan yang tidak habis pakai seperti packing, bantalan, dan
yang lainnya. Consumable adalah bahan-bahan yang habis pakai, seperti minyak, oli, sabun, dan yang lainnya. Setiap jenis peralatan biasanya ditempatkan pada
tempat-tempat strategis agar pada saat diperlukan dengan cepat dapat langsung digunakan.
Setiap pemakaian dari peralatan tersebut harus memiliki laporan baik secara lisan
maupun tulisan, hal ini dilakukan untuk pengontrolan.
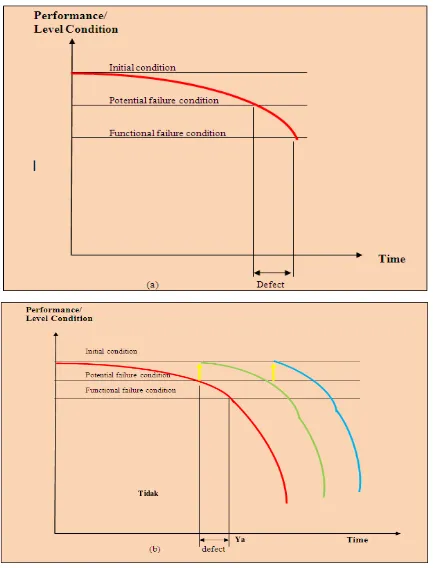
2.6 Failure Definision
Failure definition adalah merupakan gambaran tentang pengaruh
kerusakan terhadap performance/level condition sebuah mesin terhadap waktu (umur
Sumber, usurespository.com
Grafik 2.5.5 Failure definition
Tidak
Keterangan grafik :
Initial condition : Merupakan batas kondisi awal dari
sebuah mesin sebelum pemakaian.
Potential failure condition : Merupakan batas terjadinya kerusakan atau
keausan pada sebuah mesin yang diakibatkan
oleh pemakaian normal.
Functional condition : Merupakan batas terjadinya cacat (defect) pada
sebuah mesin yang diakibatkan oleh diluar
pemakaian normal.
Dari grafik failure definition diatas maka dapat kita lihat bahwa
pemeliharaan/perawatan sudah harus dilakukan pada saat batas Potential failure condition tanpa harus menunggu terjadinya kerusakan/cacat (Functional failure condition). Sehingga dengan demikian performance/level condition akan kembali
BAB III
METODOLOGI PENELITIAN
Bab ini akan membahas tentang metodologi penelitian yang digunakan
dalam menyelesaikan permasalahan pada skripsi ini. Penelitian ini terdiri dari
beberapa tahapan yakni :
a. Surat izin pengambilan data ke perusahaan
b. Pengambilan data – data yang diperlukan untuk mencari permasalahan yang
ada pada rotating equipment.
c. Melakukan analisa dan pembahasan terhadap data yang didapat
d. Hasil
3.1 Surat Izin Pengambilan Data Ke Perusahaan
Dalam hal ini, surat permohonan pengambilan data di buat agar
mendapatkan izin dari pihak perusahaan. Yakni pembuatan surat izin yang diawali
dari Departemen Teknik Mesin untuk selanjutnya ke Fakultas Teknik, hinggar akhir
nya surat dikirim ke perusahaan dan mendapatkan izin untuk melakukan survey ke
perusahaan.
3.2 Waktu dan Tempat
3.2.1 Waktu
Adapun waktu penelitian dilakukan oleh penulis selama 3 minggu,
dari tanggal 15 mei sampai dengan tanggal 3 juni 2012, dengan mengikuti semua
3.2.2 Tempat
Tempat penelitian ini dilakukan penulis di PT. TOBA PULP
LESTARI, tbk yang beralamat di Desa Sosor Ladang Porsea Tobasa , Medan
3.3 Flowcart Metodologi Penelitian
Dalam proses penyusunan laporan tugas akhir mengenai Audit
Maintenance Rotating Equipment di PT. TOBA PULP LESTARI, Tbk. Penulis
melakukan observasi lapangan , pengumpulan data, penyusunan serta pengolahan
data dengan langkah-langkah sistematis yang disusun dalam suatu metodologi
penelitian. Adapun langkah-langkah metodologi penelitian penyusunan laporan tugas
Gbr. 3.2 Diagram alir pengerjaan tugas akhir MULAI
STUDI LITERATUR Buku referensi, jurnal, paper,
Ruang lingkup maintenance
Pengambilan data masalah rotating equipment
Pengolahan data rotating equipment
Pembuatan analisa pembahasan
Rekayasa material, rekayasa engineering, rekayasa proses
Validasi sesuai?
Analisa data
Kesimpulan dan saran
3.4 Langkah-Langkah Penelitian
Adapun langkah-langkah penelitian ini adalah sebagai berikut :
1. Mulai
Tahap awal proses penelitian, penulis mengakukan pendaftaran penyusunan
tugas akhir pada Departemen Teknik Mesin Fakultas Teknik Universitas
Sumatera Utara. Dimana tugas akhir tersebut merupakan salah satu syarat
yang harus dilakukan sebagai kelulusan dan menyelesaikan studi pada jurusan
Teknik Mesin, setelah itu penulis melakukan pencarian pabrik dan
mengajukan surat permohonan ke pabrik tersebut. Akhirnya penulis memilih
PT. TOBA PULP LESTARI, Tbk sebagai tempat untuk melakukan observasi
dan penelitian oleh penulis.
2. Studi Literatur
Studi literatur dilakukan untuk mendukung penelitian yang dilakukan secara
teori. Dimana penggunaan studi literatur dimulai pada saat mengindentifikasi
masalah, dengan melakukan studi literatur, penulis dapat mempelajari serta
menganalisa dari hasil observasi yang dilakukan sehingga dapat memberikan
solusi dari datyang telah diolah dengan menggunakn metode-metode yang
dipelajari
3. Ruang Lingkup Maintenance
Dalam melakukan penelitian ini, penulis melakukan pembatasan masalah
sesuai dengan yang dimaksudkan. Dimana pembatasan masalah tersebut
adalah masalah-masalah yang terjadi ROTATING EQUIPMENT produksi beserta observasinya.
4. Pengambilan Data Masalah Rotating Equipment
Data yang dikumpulkan selama observasi terbagi menjadi dua jenis data.
Yang pertama adalah data umum perusahaan. Pengumpulan data umum
perusahaan bertujuan untuk mengetahui gambaran umum perusahaan.
Pengumpulan data yang kedua adalah dilakukan secara wawancara langsung
terhadap yang bersangkutan, seperti operator yang ada pada bagian produksi
perusahaan dan bagian maintenance perusahaan. Selain itu pengumpulan data
juga dilakukan dengan cara pencatatan data-data yang diperlukan dalam
bentuk arsip-arsip.
5. Pengolahan Data
Pada pengolahan data, penulis melakukan pengolahan setelah mendapatkan
data-data yang diperlukan. Pengolahan data mengenai pembahasan
masalah-masalah yang terjadi pada ROTATING EQUIPMENT beserta cara
menanggulangi masalah tersebut, adapun cara penanganan masalah tersebut
penulis terapkan adalah sebagai berikut :
A. Rekayasa Material
Rekayasa material adalah rekayasa dimana alat atau bahan yang mengalami kerusakan tersebut didaur ulang, seperti : coating, pengecatan
Rekayasa engineering adalah rekayasa dimana para engineers
perusahaan melakukan perombakan terhadap alat, bila alat tersebut mengalami kesalahan dalam proses. Misalnya : pada belt conveyor, belt
nya sering lari dari jalur atau tidak seimbang. 6. Analisa
Setelah melakukan pengolahan data, penulis melakukan analisa terhadap
hasil perhitungan pada pengolahan data tersebut. Hal ini agar penulis dapat menyimpulkan secara keseluruhan terhadap hasil penelitian yang dilkukan.
7. Kesimpulan dan Saran
Berdasarkan dari hasil pengolahan data serta analisa yang dilkukan, maka dapat diambil kesimpulan serta saran yang berguna untuk meningkatkan
kualitas dari produk yang dihasilkan. Hal ini dapat berguna bagi perusahaan sebagai bahan masukan ataupun pertimbangan demi perkembangan dan
kemajuan perusahaan ke arah yang lebih baik.
3.5 Rotating Equipment
3.5.1 Definisi Rotating equipment
Rotating equipment adalah klasifikasi umum dari perlengkapan
mekanik yang digunakan untuk menambah energi kinetik ke suatu proses.
Penambahan energi kinetik mungkin diperlukan untuk memindahkan material dari
satu titik ke titik yang lain. Berikut ini adalah contoh-contoh Alat-alat yang termasuk
3.5.2 Daftar Rotating Equipment beserta fungsinya
1. Fan boiler
Alat ini berfungsi untuk menyuplai udara ke boiler dan
mempertahankan pressure pada furnace boiler supaya bernilai
negatif dengan cara mengalirkan gas hasil pembakaran pada
furnace menuju stack dengan cara paksa oleh fan.
2. Debarking drum
Debarking drum merupakan alat yang berfungsi untuk
memisahkan kayu (serat) dari kulitnya, karena akan mempersulit
pembuatan pulp dan menyebabkan bintik hitam pada pulp yang
dihasilkan
3. Chipper
Penyerpihan dilakukan untuk menghasilkan spesifikasi ukuran
serpihan kayu yang nantinya dapat mempermudah proses
pemasakan pulp dan penyerapan bahan kimia pada kayu dapat
terjdi secara merata. Alat penyerpihan ini disebut chipper dengan
jumlah mata pisau sebanyak 10 buah. Ukuran masing-masing mata
pisau, panjang = 1000mm dan lebar = 152 mm dengan kecepatan
potong 2500 rpm.
4. Shaft/poros
Poros adalah alat untuk menopang bagian mesin yang diam,
adalah tekukan. Poros bisa juga disebut sebagai suatu alat untuk
mendukung momen putar dan mendapat tegangan punter dan
tegangan tekuk
5. Sudu/blade turbin
Sudu turbin adalah Alat yang menerima gaya, dari energy kinetic
uap melalui nosel. Sudu juga merupakan bagian dari turbin dimana
konversi energi terjadi, sudu terdiri dari bagian akar sudu, badan
sudu, dan ujung sudu. Sudu kemudian dirangkai sehingga
membentuk satu lingkaran penuh.
6. Roller pada belt conveyor
Belt conveyor adalah alat trasportasi yang paling efisien dalam
pengoperasiannya jika disbanding dengan alat berat, karena dapat mentransport material lebih dari dua kilometer, tergantung desain belt itu sendiri . material yang di transport dapat berupa
powder, serat tandan kosong, dengan kapasitas lebih dari 2000 ton per jam.
7. Gearbox
Gear box atau transmisi salah satu komponen utama motor yang
disebut sebagai sistem pemindah tenaga, transmisi berfungsi untuk
memindahkan dan mengubah tenaga dari motor yang berputar,
yang digunakan untuk memutar spindel mesin, transmisi juga
berfungsi untuk mengatur kecepatan gerak dan torsi serta berbalik
8. Bearing (bantalan)
Bantalan merupakan salah satu bagian dari elemen mesin yang
memegang peranan penting karena fungsi dari bantalan yaitu untuk
menumpu sebuah poros, agar poros dapat berputar tanpa
mengalami gesekan yang berlebihan. Bantalan harus kuat untuk
memungkinkan poros serta elemen mesin lainnya bekerja dengan
baik.
3.6 Proses Pengolahan Pulp
Proses produksi dilakukan melalui beberapa tahapan pengolahan
pengolahan, seperti yang diuraikan berikut ini.
1. Wood storage
Wood storage ini merupakan tempat penyimpanan gelondongan kayu
di tempat terbuka dan berlokasi diunit persiapan kayu. 2. Loading deck
Loading deck merupakan alat digunakan sebagai material handling menuju slasher deck, dengan tujuan supaya gelondongan kayu tidak mengalami over load.
Slasher deck juga merupakan material handling dari loading deck
menuju chain inti drum, dengan tujuan memisahkan gelondongan kayu
dari lumpur dan tanah.
4. Chain inti drum
Chain inti drum disini hanya berfungsi senagai tempat berkumpulnya kayu yang bergerak dari slasher deck .
5. Debarking drum
Debarking drum merupakan alat yang berfungsi untuk memisahkan serat (kayu) dn kulitnya, karena akan mempersulit dalam proses
pembuatan pulp.
6. Washing station
Melalui drum orbit chain yang terus bergerak, kayu dicuci dengan
cara menyemprotkan air dari atas .
7. Infeed chute (infeed belt)
Infeed chute merupakan material handling kayu dari debarking drum menuju mesin chipper. Pada infeed chute terdapat metal detector yang
berfungsi untuk mengetahui benda-benda yang terikut pada kayu.
8. Chipping
Tahap selanjutnya kayu akan bergerak ke bagian pemotongan melalui
chain conveyor. Penyerpihan dilakukan untuk menhasilkan spesifikasi
pemasakan pulp dan penyerapan bahan kimia pada kayu dapat terjadi
secara merata. Alat penyerpihan ini disebut chipper, dimana jumlah
mata pisau 10 buah, ukuran pisau panjang 1000mm dan lebar 152mm,
dengan kecepatan potong 2500rpm.
9. Schreening
Pada bagian schreening serpihan kayu atau chip tersebut disaring,
dimana saringan disini memiliki tiga tingkatan lapisan penyaringan,
yaitu :
A. Lapisan 1 : Untuk memisahkan chip yang oversize (ukuran lebih
besar 35mm)
B. Lapisan 2 : Untuk bagian chip yang memenuhi syarat (ukuran
5mm-35mm)
C. Lapisan 3 : Untuk memisahkan abu (chip yang berukuran
dibawah 5mm)
10.Timbangan chip
Chip yang berada di belt conveyor akan melewati timbangan chip,
untuk menimbang dan mengukur ketebalan chip yang lewat. Alat
untuk mengukur berat dan tebal chip adalah wheigtometer dan gamma
ray yang telah dipasang pada belt conveyor.
11.Bark storage
Merupakan tempat penimbunan kulit kayu, debu kayu, atau serbuk
12.Chip filling (pengisian chip)
Proses pengisian dimulai dengan pengangkutan serpihan kayu dari
storage dengan menggunakan long arm ke tunnel. Kemudian dari
tunnel chip dibawa oleh belt conveyor dan dimasukkan ke digester
oleh shutthel conveyor.
13.Liquor filling
Tahapan ini merupakan tahap pemasukan cairan pemasak yaitu white
liquor dan black liquor.
14.Kraft ramping
Merupakan proses yang bertujuan untuk menaikkan temperatur di
dalam digester dengan menggunakan panas yang berasal dari black
liquor, temperatur yang harus dicapai dalam proses ini adalah
minimum 165 ͦ C, proses ini berjalan selama ± 105 menit.
15.Kraft cook
Disebut juga sebagai masa pemasakan chip-chip kayu. Proses ini
biasanya berlangsung selama ±90 menit, temperatur yang sudah
mencapai ketentuan akan menghasilkan uap panas. Uap panas ini yang
akan meratakan pemasakan chip-chip tersebut menjadi bubur kayu
(pulp).
16.Blowing
Setelah bubur pulp masak secara merata, maka bubur pulp dialirkan ke
dalam blow tank yang berjumlah 2 buah dengan kapasitas 600m³.
Proses pencucian dilakukan sebanyak 4 x tahapan dengan
menggunakan empat buah drum pencuci
18.Bleaching
Tahap pemutihan (bleaching) merupakan proses selanjutnya dari
tahapan pembuatan pulp. Setelah melewati proses pencucian sebanyak
empat tahap bubur pulp masih berwarna coklat.
19.Pulp machine
Pulp machine merupakan merupakan proses produksi tahap akhir dari
proses pembuatan pulp. Fungsi utamanya adalah untuk mengurangi
kadar air sebanyak dan seefisien mungkin tanpa merusak struktur
BAB IV
TEMUAN MASALAH PADA ROTATING EQUIPMENT
4.1 Data Kerusakan Rotating Equipment
Data kerusakan yang terjadi pada rotating equipment ini didapat dari hasil wawancara terhadap operator dan bagian maintenance PT. Toba Pulp Lestari,
Tbk. Adapun kerusakan yang sering timbul pada alat-alat rotating equipment adalah
sebagai berikut :
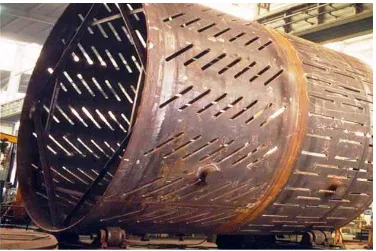
1. Debarking drum
Debarking drum merupakan alat yang berfungsi untuk memisahkan kayu
(serat) dari kulitnya, karena akan mempersulit pembuatan pulp dan
menyebabkan bintik hitam pada pulp yang dihasilkan.
Adapun temuan masalah yang pernah terjadi pada debarking drum, terjadinya
penipisan pada dinding-dinding debarking drum yang diakibatkan oleh
gesekan yang terjadi sewaktu memutar kayu atau mengupas kulit kayu.
Dengan spesifikasi debarking drum sebagai berikut : Drum cylinder : θ
5,6 x 33m
Inklinasi : 0,570
Kapasitas : 22 m³/jam
Motor power drive unit : 500kW
Motor sliding gate :2,45kW ;n=2995 rpm
Sumber, usiminas.com
Gambar. 4.1 Debarking drum
2. Chipper
Penyerpihan dilakukan untuk menghasilkan spesifikasi ukuran serpihan kayu
yang nantinya dapat mempermudah proses pemasakan pulp dan penyerapan
bahan kimia pada kayu dapat terjdi secara merata. Alat penyerpihan ini
disebut chipper dengan jumlah mata pisau sebanyak 10 buah. Ukuran masing-masing mata pisau, panjang = 1000mm dan lebar = 152 mm dengan kecepatan
potong 3000 rpm.
Spesifikasi chipper :
Kapasitas : 250 m³/jam
Disc. Diameter : 3352 mm
Motor power : 2250 kW/rpm
Kecepatan : 3000rpm
Masalah-masalah yang tejadi pada chipper ini adalah
a. Mata pisau chipper tumpul, kerusakan seperti ini disebabkan oleh batu kerikil yang masuk atau terbawa kayu akibat dari kelalaian
operator dan bisa juga karena limit time chipper sudah tiba.
b. Kerusakan pada disc chipper, masalah yang sering dihadapi disc
chipper ini adalah gesekan, oleh sebab itu lama kelamaan disc
chipper ini akan mengalami penipisan.
3. Fan Boiler
Alat ini berfungsi untuk menyuplai udara ke boiler dan mempertahankan
pressure pada furnace boiler supaya bernilai negatif dengan cara mengalirkan
gas hasil pembakaran pada furnace menuju stack dengan cara paksa oleh fan. Spesifikasi Fan Boiler : Diameter : 2449 mm
Impeller power : 616,4 kW
Speed : 995 rpm
Temperature : 30◦ C
Masalah yang sering terjadi pada fan flaks boiler ini adalah :
a. Less flow
b. High current motors
c. Getaran yang tinggi
d. Tekanan kurang
4. Poros turbin
poros adalah alat untuk menopang bagian mesin yang diam, berayun dan
berputar, dan dengan demikian tegangan utamanya adalah tekukan. Poros bisa
juga disebut sebagai suatu alat untuk mendukung momen putar dan mendapat
tegangan puntir dan tegangan tekuk.
Data spesifikasi poros ini adalah : Diameter : 280 mm
Panjang : 3700 mm
Putaran :3000 rpm
Daya : 53800 kW
Masalah yang mungkin terjadi pada poros turbin uap ini adalah
a. Permukaan poros retak, masalah ini diakibatkan oleh bearing yang telah
rusak sehingga labirin menyentuh permukaan poros yang bisa membuat
permukaan poros retak.
5. Sudu turbin
Sudu turbin adalah Alat yang menerima gaya, dari energi kinetik uap melalui
nosel. Sudu juga merupakan bagian dari turbin dimana konversi energi terjadi,
sudu terdiri dari bagian akar sudu, badan sudu, dan ujung sudu. Sudu
kemudian dirangkai sehingga membentuk satu lingkaran penuh.
Masalah yang terjadi pada sudu turbin ini adalah blade nya , dan akan
mengakibatkan boros steam.
Spesifikasi turbin : putaran : 3000 rpm
Blade : 650 buah
Nosel :320 buah
Tekanan uap masuk : 81,39 bar
Tekanan uap keluar : 4,9 bar
Suhu uap masuk : 477◦ C
Sumber.httpgunawananeva.wordpres,.com Gambar 4.5 sudu turbin
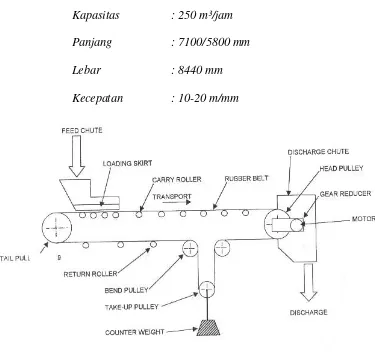
6. Roller Belt conveyor
Belt conveyor adalah alat trasportasi yang paling efisien dalam pengoperasiannya jika disbanding dengan alat berat, karena dapat
mentransport material lebih dari dua kilometer, tergantung desain belt itu sendiri . material yang di transport dapat berupa powder, serat tandan kosong, dengan kapasitas lebih dari 2000 ton per jam.
Masalah yang sering terjadi pada belt conveyor ini adalah pada roller belt nya dimana posisi bearing tidak memungkinkan selalu untuk selalu dilumasi
sehingga dapat menyebabkan bearing cepat rusak akibat gesekan dan korosi pada bearing.
Kapasitas : 250 m³/jam
Panjang : 7100/5800 mm
Lebar : 8440 mm
Kecepatan : 10-20 m/mm
Sumber Just another WordPress.com site Gambar 4. 6 belt conveyor
7. Gear box
Gear box atau transmisi salah satu komponen utama motor yang disebut
sebagai sistem pemindah tenaga, transmisi berfungsi untuk memindahkan dan
mengubah tenaga dari motor yang berputar, yang digunakan untuk memutar
spindel mesin, transmisi juga berfungsi untuk mengatur kecepatan gerak dan
Masalah yang terjadi pada gearbox ini adalah
a. Bearing aus atau rusak,kerusakan ini disebabkan minimnya minyak pelumas, kerusakan bearing ini bisa menyebabkan gear
yang ada dalam box mengalami kerusakan.
b. Rubber atau oil seal, penyebab kerusakan rubber ini kebanyakan mengalami limit time, atau bisa juga karena bearing.
Gambar 4. 7 gear box
8. Coupling fan
Coupling adalah suatu alat yang berfungsi untuk menghubungkan dua shaft
guna menyalurkan suatu gerak (torsi), secara sederhana coupling berfungsi
Masalah yang terjadi pada coupling ini terletak pada rubber yang sering
mengalami keausan ini disebabkan oleh getaran yang terlalu tinggi atau bisa
juga karena poros tidak center dan bearing yang rusak.
Gambar 4. 8. coupling fan
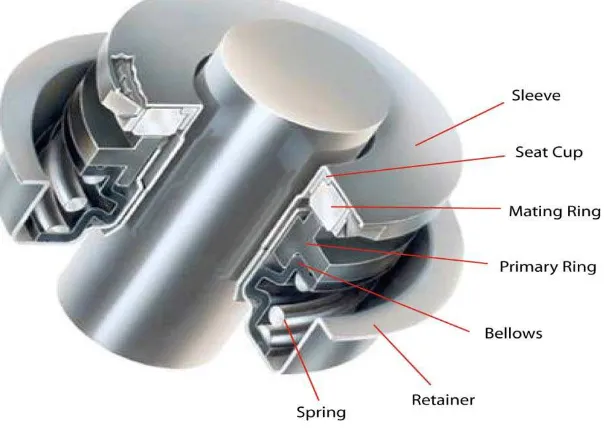
9. Bearing pompa
Bantalan merupakan salah satu bagian dari elemen mesin yang memegang
peranan penting karena fungsi dari bantalan yaitu untuk menumpu sebuah
poros, agar poros dapat berputar tanpa mengalami gesekan yang berlebihan.
Bantalan harus kuat untuk memungkinkan poros serta elemen mesin lainnya
bekerja dengan baik.
Spesifikasi pompa : Tipe : Vertical
Kapasitas : 1800m³/jam
Daya : 355 kW
Adapun penyebab kerusakan yang sering terjadi pada bearing ini adalah a. Motor dan pompa tidak seimbang
b. Poros tidak center
c. Pelumasan yang tidak memadai
d. Pemasangan tidak tepat
e. Impeller rusak atau tidak seimbang
4.2 Metode Pemecahan Masalah Rotating Equipment
Pengolahan data masalah rotating equipment ini dilakukan dengan dua metode, yaitu dengan cara rekayasa material dan rekayasa engineering :
a. Rekayasa material
Rekayasa material adalah rekayasa dimana alat atau bahan yang mengalami kerusakan tersebut didaur ulang, seperti : coating, pengecatan
b. Rekayasa engineering
Rekayasa engineering adalah rekayasa dimana para engineers perusahaan melakukan perombakan terhadap alat, bila alat tersebut mengalami
kesalahan dalam proses. Misalnya : pada belt conveyor, belt nya sering lari dari jalur atau tidak seimbang,
4.3 Analisa Data Rotating Equipment
Analisa data ini akan membahas tentang solusi dari masalah-masalah
Tabel 4.1 Debarking Drum
diakibatkan oleh gesekan
yang terjadi sewaktu
memutar kayu atau
mengupas kulit kayu.
Melakukan penempelan logam yang berupa besi plat pada dinding
debarking yang telah mengalami penipisan
(rekayasa material)
Tabel 4.2 Chipper
Masalah Penyebab Solusi
Mata pisau chipper
tumpul
Kerusakan pada disc chipper
disebabkan oleh batu
kerikil yang masuk atau
terbawa kayu akibat
dari kelalaian operator
ini disebabkan oleh
gesekan
Menggunakan bahan yang lebih kuat atau
melakukan pembersihan terhadap chipper
Ditimbun atau proses
coating karena disc chipper ini mengalami
Tabel 4.3 Fan Boiler
Masalah Penyebab Solusi
a. Less flow
b. High current motors
c. Getaran yang
tinggi
Akibat dari saringan
udara kotor.
Ini disebabkan oleh
unbalance poros,
Check bearing dan copling, menngecek
damper opening.
Check kondisi bearing,
check ketidakseimbangan, check blade, check
Tabel 4.4 Poros Turbin
Masalah Penyebab Solusi
Permukaan poros retak Ini diakibatkan oleh bearing yang telah rusak, sehingga labirin
menyentuh poros
Ganti bearing, selalu ada pengecekan terhadap bearing,
melakukan penempelan (coating) terhadap
permukaan poros yang telah retak.
Tabel 4.5 Sudu Turbin
Masalah Penyebab Solusi
Kerusakan pada Blade Diakibatkan oleh poros yang tidak center, sehingga blade tidak
seimbang.
Pemasangan tidak tepat