BAB II
TINJAUAN PUSTAKA
2.1 Sejarah Perkembangan Maintenance (perawatan)
Perawatan (maintenance) pertama sekali dipopulerkan di Jepang pada tahun 1950 dengan menggunakan sistem PM (Preventive Maintenance). Sebelum
mengenal PM (preventive maintenance), Perawatan peralatan di Jepang
menggunakan cara Perawatan lama/metode klasik yaitu dengan memakai sistem
breakdown maintenance (BM), dimana perawatan dilakukan setelah timbul
kerusakan.
Sebelum mengenal PM (preventive maintenance) industri-industri di
Jepang mendapatkan kesulitan dengan kerusakan yang diharapkan, sehingga
perawatan hanya akan segera dilakukan setelah mesin/peralatan mengalami
kerusakan, hal ini juga yang menyebabkan para insinyur perawatan tidak punya
waktu untuk memberikan ide-ide yang baik bagi pengembangan dasar dalam usaha
untuk meminimalkan kerusakan tersebut karena kesibukan dengan pekerjaan
memperbaiki. Namun dengan semakin bertambahnya produksi disaat ini, maka
sejarah sejarah breakdown maintenance telah ditinggalkan, sehingga industri di
Jepang maupun diseluruh dunia pada saat ini telah melakukan perawatan peralatan
dengan sistem preventive maintenance.
Pengertian perawatan (maintenance) menurut JIS adalah semua
peralatan pada kondisi siap operasi atau dengan memperbaikinya sehingga bebas dari
kerusakan. Sedangkan tujuan perawatan mengandung beberapa tujuan, yaitu :
1. Berdasarkan pengertiannya, tujuan maintenance dibagi atas
a. Tujuan perawatan dalam arti sempit
Tujuannya adalah suatu kegiatan untuk menunjang dan menjaga
peralatan/mesin dalam kondisi dapat beroperasi dengan kestabilan
produksi dan bebas dari penurunan mutu baik peralatan /mesin maupun
produk yang dihasilkan.
b. Tujuan perawatan dalam arti luas
Tujuannya adalah semua kegiatan yang dibutuhkan untuk menunjang kelancaran
produksi dan Menyempurnakan peralatan/mesin
Menyempurnakan mutu produk
Penyerahan dan penyelesaian tepat waktu
Meningkatkan efisiensi dan biaya perawatan yang ekonomis
Megurangi kecelakaan dan meningkatkan moral kerja.
2. Tujuan perawatan bila ditinjau dari segi teknik
a. Memelihara keberadaan peralatan dan mesin agar siap pakai dalam kurun
waktu tertentu (availability)
b. menjaga kemampuan peralatan dan mesin demi melaksanakan fungsinya
dalam keadaan dan waktu tertentu.
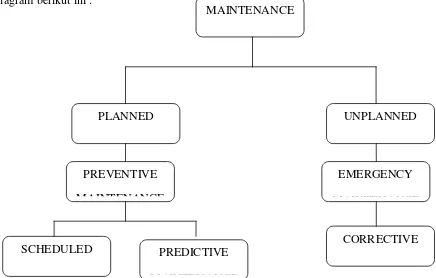
2.1.1 Strategi Maintenance (Perawatan)
Pada dasarnya strategi pemeliharaan (Maintenance Strategy) ada dua
macam yaitu, pemeliharaan yang direncanakan (Planned Maintenance) dan
pemeliharaan diluar dari perencanaan (Unplanned Maintenance), dimana
perencanaan pemeliharaan (Planned Maintenance) dilakukan secara rutin (Preventive
Maintenance) dengan jadwal pemeliharaan yang telah ditentukan (Scheduled
Maintenance) ataupun (Predictive Maintenance) sedangkan pemeliharaan diluar
perencanaan (Unplanned Maintenance) adalah merupakan pemeliharaan darurat yang
tidak diinginkan (Emergency Maintenance) yang terjadi diluar dugaan tetapi harus
segera diperbaiki kembali (Corrective Maintenance), sebab hal tersebut sangat
berpengaruh dalam proses produksi. Untuk lebih jelasnya dapat kita lihat pada
diagram berikut ini :
Gambar 2.1 diagram alir maintenance
2.2 Audit Maintenance (perawatan)
Audit perawatan adalah untuk meninjau kembali dari fungsi
pemeliharaan dalam suatu perusahaan secara keseluruhan dengan mempertimbangkan
semua dari berbagai fungsi perusahaan tersebut. Tujuan dari audit maintenance
adalah untuk mendapatkan strategi dari pemeliharaan, yang bertujuan untuk
memberikan perbaikan pada fungsi pemeliharaan umum, menyediakan komunikasi
yang lebih jelas dan untuk mengembangkan satu set best practices untuk fungsi
pemeliharaan.
Audit maintenance ini sangat penting didalam suatu perusahaan,
karena bisa mempengaruhi kinerja-kinerja mesin yang ada di perusahaan atau bisa
juga dikatakan pencapaian produk tidak sesuai dengan yang kita inginkan. Pengaruh
oleh tidak adanya audit maintenance didalam suatu pabrik adalah :
Target produk tidak sesuai karena banyak mengalami kerusakan
Rasio kerusakan untuk pemeliharaan terencana sangat tinggi
Pembelian suku cadang yang berlebihan
Mesin/peralatan tidak terawat dengan sehingga bisa mempengaruhi
2.2.1 Tujuan Audit Maintenance
Tujuan sistem audit pemeliharaan dan prosedur yang digunakan oleh
sebuah industri dalam mengontrol seluruh asetnya, tidak melibatkan individu dan
kinerja mereka, meskipun itu menilai dan melatih personil atau pekerja secara
individu. Sistem Audit menangani tujuh aspek fungsi pemeliharaan , adapun
bagian-bagian yang ditangani tersebut adalah :
1. Manajemen
a. Komitmen manajemen dan kepemimpinan
b. Kebijakan manajemen
c. Peningkatan program pemeliharaan (maintenance)
d. Pengendalian keuangan
e. Penjaminan kualitas
f. Peninjauan program perawatan (maintenance)
g. Kesehatan, keselamatan, dan pelatihan manajemen
2. Manajemen Suku Cadang
a. Pengadaan suku cadang
b. Pengelolaan gudang suku cadang
3. Personel
a. Struktur organisasi
b. Partisipasi dan keterlibatan tenaga kerja
c. Program pengembangan tenaga kerja
a. Analisa operasi
b. Rencana perawatan (maintenance) dan strategi pengembangan
c. Siklus manajemen
d. Pabrik dan pemantauan kondisi peralatan
e. Standar prosedur dan instruktur kerja
f. Pabrik dan perlengkapan analisis pekerjaan
g. Perawatan sistem manajemen
h. Sistem pengendalian dokumen
Sumber, Sample Maintenance Audit Report.docx
2.3 Klasifikasi Maintenance (Perawatan)
Secara garis besarnya perwatan dapat dibagi atas beberapa macam, yaitu :
1. Sistem perawatan rutin (preventive maintenance)
Prinsip kerja dari sistem perawatan ini adalah melakukan
perawatan untuk mencegah atau mengurangi laju penurunan mutu
mesin/peralatan sebelum mengalami kerusakan yang dilakukan
dengan metode :
Perawatan secara berkala (time based)
Perawatan peramalan dengan pengukuran (condition
based)
Biaya perbaikan ini akan dapat diminimalkan apabila kita telah
mengetahui kerusakan secara dini. Tipe pemeriksaan dan
perawatan preventive ini dibuat dengan mempertimbangkan
ketersediaan tenaga kerja, suku cadang, bahan untuk perbaikan dan
faktor lainnya. Keuntungan melakukan pemeriksaan dan perbaikan
secara periodic pada mesin-mesin adalah dapat diramalkannya
total perbaikan dan seluruh equipment disuatu pabrik oleh para
insinyur perawatan. Selanjutnya, kesalahan atau kerusakan dapat
diramalkan lebih awal dengan melihat fenomena kenaikan getaran
perbaikan dapat dilakukan segera sebelum terjadi kerusakan yang
fatal.
Pendeteksian keadaan yang tidak normal dari mesin/peralatan
sedini mungkin dilakukan oleh group infeksi yang berada dibawah
bagian perawatan. Bantuan dan laporan dari orang produksi akan
sangat membantu bagian perawatan, sehingga dapat dibuat
perencanaan perawatan yang maksimal. Group perencanaan atau
infeksi adalah merupakan bagian dari sistem perawatan rutin.
Group ini melakukan pemeriksaan rutin pada mesin-mesin dan
pada saat terjadinya pembongkaran mesin seperti menyediakan
infeksi dan membuat rencana perbaikan atau penggantian,
termasuk pengontrolan biaya dan pengembangan teknis dari
peralatan tersebut. Pengurangan kemungkinan kerusakan
mesin/peralatan merupakan tujuan yang paling penting dari
preventive maintenance. Bila perawatan rutin dilakukan dengan
baik, maka beberapa mesin cadangan yang ada akan tidak terpakai,
sehingga umur mesin akan bertambah panjang hingga perbaikan
hanya perlu dilkukan pada saat dilakukannya pembongkaran
mesin-mesin cadangan boleh ditiadakan yang artinya akan
mengurangi biaya perawatan.
Breakdown maintenance merupakan perbaikan yang dilakukan
tanpa adanya rencana terlebih dahulu. Dimana kerusakan terjadi
secara mendadak pada mesin/peralatan yang sedang beroperasi.
Jika industri memakai sistem breakdown maintenance maka
kerusakan mesin akan berulang berkali-kali dan frekuensi
kerusakannya sama setiap tahunnya. Industri yang memakai sistem
ini dianjurkan menyiapkan cadangan mesin (stand by machine)
bagi mesin-mesin yang vital. Sifat lain dari sistem ini adalah data
dan file informasi, dimana data dan file informasi perbaikan
mesin/peralatan harus tetap dijaga. Pada sistem ini untuk
pembongkaran tahunan tidak karena pada saat dilakukan
penyetelan dan perbaikan, unit-unit cadanganlah yang dipakai.
Sistem breakdown maintenance sudah banyak ditinggalkan
industri-industri karena banyak memakan biaya operasi.
3. Corrective Maintenance (sistem perawatan ulang)
Corrective maintenance merupakan pemeliharaan yang telah
direncanakan yang didasarkan pada kelayakan waktu operasi yang
telah ditentukan pada buku petunkuk mesin/peralatan tersebut.
Perawatan ini merupakan “general overhaul “ yang meliputi
pemeriksaan, perbaikan, dan penggantian terhadap setiap
bagian-bagian yang tidak layak pakai lagi, baik karena rusak maupun
infeksi dan perencanaan, bekerja sama dengan bagian produksi dan
pekerja lapangan akan menginformasikan kondisi masing-masing
mesin dengan cara, sebagai berikut :
a. Bagaimana perencanaan aslinya dan apakah kinerja
berubah setelah masa perawatan yang lama, suku
cadang mana yang mudah rusak.
b. Apakah cara lain untuk mencegah kerusakn tersebut.
c. Mencari dimana letak permasalahan dari sistem
tersebut
d. Menetapkan umur dari masing-masing mesin/peralatan
untuk menangkal munculnya masalah yang lebih besar.
Selanjutnya data-data perbaikan dan pemeriksaan rutin akan
memungkinkan kita mendeteksi kemungkinan terjadinya
kerusakan dan mempersiapkan kerja untuk jenis pekerjaan
tersebut, ini akan menghasilkan prosedur perbaikan yang tepat dan
dapat meminimalkan waktu dipakai untuk pekerjaan tersebut.
Sifat-sifat yang menonjol dari sistem perawatan ulang adalah
efisien dan erat hubungan diantara bagian perencanaan , bagian
infeksi, dan para pekerja seperti ahli bahan, insinyur mesin, kimia,
Dll. Disini masalah yang muncul dilapangan dapat diatasi berkat
4. Productive Maintenance (Sistem Perawatan Produktif)
Sistem perawatan yang baik adalah berbeda untuk masing-masing
pabrik. Hal ini disebabkan masing-masing pabrik berbeda
pemakaian bahan dan energinya. Sistem perawatan dimulai dengan
mengoptimalkan sistem perawatan itu sendiri berkait dengan
beberapa kondisi yang dialami pabrik tersebut, ini adalah konsep
perawatan produktif pengurangan kerusakan yang tidak diinginkan
merupakan elemen yang sangat penting bagi semua sistem
perawatan, pengurangan ini dapat diperoleh dengan teknologi yang
dapat mengidentifikasi umur mesin/peralatan tanpa harus
mesinnya dibongkar. Kerjasama yang baik diantara bagian
perencanaan, bagian infeksi, dan bagian produksi harus dijaga
untuk mengoptimumkan sistem yang dipakai pada perawatan
produktif. Tujuan lain dari perawatan ini adalah untuk
merencanakan perawatan dari masing-masing yang ada sesuai
dengan umur masa pakainya dan dengan mengurangi biaya
perawatan tahunan, dengan cara pendekatan infeksi dan pekerjaan
perbaikan pada waktu diadakannya pembongkaran mesin tahunan
atau perawatan lainnya.
2.4 Tugas-Tugas Bagian Maintenance (Perawatan) 1. Bagian perencanaan
b. Mendaftarkan dan mengklarifikasikan semua permintaan-permintaan kerja
yang diterima.
c. Menyiapkan dan membuat perintah kerja.
d. Mempelajari dan membuat pembagian kerja penempatan kerja pada lokasi
yang sesuai.
e. Menyiapkan dan membuat perintah kerja.
f. Mengecek dan menyiapkan bahan-bahan yang diperlukan.
g. Memonitor semua kegiatan-kegitan perawatan.
h. Mengecek laporan dari pekerja perawatan
i. Menerima dan menyimpan laporan status bahan dan permintaan
pembeliaan bahan dari gudang.
2. Bagian Pemeriksaan dan Pengawasan Bahan
a. Menerima permintaan pemeriksaan dari bagian produksi.
b. Melakukan pemeriksaan sesuai dengan permintaan pemeriksaan yang ada
dalam laporan.
c. Membuat aturan pemeriksaan peralatan dalam keadaan darurat.
d. Mempelajari dan membuat rencana pemeriksaan tahunan dan menjaga
biaya pemeriksaan tahunan agar tetap stabil untuk perawatan yang regular.
e. Merencanakan dan membuat tatacara pemeriksaan khusus untuk peralatan
pabrik.
f. Menerima dan memeriksa semua permintaan bahan untuk pekerjaan
g. Meninjau dan mempertimbangkan kembali agar simpanan bahan
seminimun mungkin ada di gudang serta meninjau kembali jumlah dari
pesanan bahan.
3. Bagian Pekerja Lapangan
Bagian pekerjaan lapangan meliputi : pembersihan, penyetelan, perbaikan,
pembongkaran mesin, memodifikasi, dimana tugas-tugas bagian ini adalah :
a. Menerima permintaan kerja, permintaan, perintah kerja, dan pembagian
kerja, dari bagian perencanaan dan pemeriksaan
b. Mempelajari dan menyiapkan tata kerja secara detail dan perintah-perintah
kerja yang diperlukan.
c. Mengatur dan mengkordinasikan semua pekerjaan yang diterima.
d. Mengalokasikan para pekerja pada masing-masing pekerjaan.
e. Menghitung total jam kerja, bahan yang habis dipakai untuk setiap
pekerjaan.
f. Meminta pengesahan terhadap pekerjaan yang sudah selesai dari bagian
pemeriksaan.
4. Bagian Pekerja Bengkel
Bagian ini meliputi : penyetelen, perbaikan, pembongkaran mesin, dan
pekerjaan pabrikasi, diman tugas-tugas bagian ini adalah :
a. Merencanakan, melakukan dan mengawasi perawatan dalam bengkel dan
menjaga peralatan termasuk suku cadang.
b. Membagi, mengatur dan mengkordinasi semua pekerjaan-pekerjaan yang
c. Merencanakan pekerjaan, seperti pembongkaran mesin, perawatan, dan
pembongkaran mesin tahunan.
d. Membagi tugas dalam keadaan darurat.
e. Menerima suku cadang, bahan habis pakai, pelumas, dan bahan lain.
f. Menyiapkan bahan tambahan bila diperlukan.
g. Menghitung total jam kerja dan biaya bahan yang dipakai.
5. Bagian Produksi
a. Mengawasi kondisi operasi pabrik dan meminta pekerja perawatan dengan
berkonsultasi pada bagian lain yang terkait.
b. Mensahkan permintaan pekerja perawatan dan pengawasan.
c. Member izin kerja, izin masuk untuk pekerjaan di daerah berbahaya.
d. Melaksanakan semua persiapan yang diperlukan untuk perawatan.
e. Mensahkan laporan pekerjaan yang sudah selesai.
6. Bagian teknikal
a. Menerima informasi yang masuk, termasuk pekerjaan modifikasi dan
biaya perwatan dari bagian perencanaan.
b. Mempelajari hal-hal yang dapat meningkatkan efisiensi operasi pabrik dan
yang dapat menurunkan biaya perawatan.
c. Mempelajari dan menyiapkan modifikasi mesin/peralatan melalui
penyelidikan, pengetesan dan pengujian.
d. Menyimpan data-data teknik dari semua mesin/peralatan secara baik.
a. Menyimpan bahan yang diperlukan untuk bagian operasi didalam gudang.
b. Menyimpan bahan yang masuk ke gudang
c. Memeriksa stock minimum bahan, dan melaporkan kebagian pengawasan
bahan maupun bagian pembelian.
d. Memeriksa semua bahan yang ada di gudang.
e. Menyimpan dan mencatat semua bahan yang masuk ke gudang.
8. Bagian Penyimpanan Bahan (suku cadang)
Tugas dari bagian ini adalah :
a. Menyimpan bahan yang diperlukan untuk bagian operasi didalam gudang.
b. Menyimpan bahan yang masuk ke gudang
c. Memeriksa stock minimum bahan, dan melaporkan kebagian pengawasan
bahan maupun bagian pembelian.
d. Memeriksa semua bahan yang ada di gudang.
e. Menyimpan dan mencatat semua bahan yang masuk ke gudang.
9. Bagian Keselamatan Kerja
Adapun tugas dari bagian ini adalah :
a. Menjaga keselamatan kerja pada saat berada di pabrik khususnya pada
b. Memeriksa semua peralatan keselamatan kerja sebelum pekerjaan
dimulai
c. Mempelajari dan membuat saran untuk meningkatkan peralatan,
fasilitas, dan peralatan keselamatan kerja dan bahan yang baru.
d. Meninjau langsung kelapangan jika pekerjaan tersebut berbahaya.
e. Melakukan permintaan pemadam kebakaran tambahan sebagai bahan
pendukung.
2.5 Instruksi-Instruksi Umum Dalam Maintenance (perawatan) 2.5.1 Pentingnya Pekerjaan Maintenance (perawatan)
Produksi yang tinggi, mesin beroperasi secara kontiniu dan pada
kapasitas penuh akan menghasilkan keuntungan yang tidak hanya untuk pabrik tetapi
pada masyarakat sekitar. Oleh sebab itu orang yang terlibat pada operasi pabrik harus
berusaha dengan segala upaya agar menjaga dan merawat kesinambungan dari
beroperasinya mesin-mesin di pabrik.
Untuk mendapatkan operasi pabrik yang paling ekonomis maka
factor-faktor penting yang harus diperhatikan, yaitu :
a) Memastikan kapasitas operasi sesuai dengan perencanaan dan
perawatannya.
b) Menjaga kesinambungan operasi dan perawatan.
Didalam merencanakan perawatan, haruslah memiliki lima(5) unsur yang
terkandung didalamnya, yaitu :
1. Sasaran
a. Mengurangi pekerjaan ulang dalam dua tahun kedepan sebanyak 10%
dari yahun tahun lalu sambil mempertahankan keadaan nihil keluhan
pelanggan.
b. Keberadaan peralatan siap diopresikan sebesar 85%
c. Rasionalisasi pemakaian suku cadang yang banyak dipakai.
2. Sandaran
a. Rencana manajemen tahunan
b. Kebijakan perusahaan dalam hal kesadaran akan anggaran.
c. Kebijakan perusahaan dalam hal sumber daya manusia (SDM)
3. Sarana
a. Manusia
b. Material
c. Mesin
d. Modal
e. Metode
4. Sistem/Strategi
a. 5W + 1H (what, where, when, who, why, and how)
b. SMART (specific, measurable, attanaible, reasonable, time oriented).
Pelatihan yang berkesinambungan pada bagian perawatan merupakan hal
yang penting untuk mendapatkan pengalaman dan pengumpulan informasi
untuk merencanakan perawatan mesin maupun pabrik yang lebih
sistematis.
2.5.2 Perawatan Mesin Yang Beroperasi Terus Menerus
Untuk mendapatkan produktivitas tahunan yang tinggi, maka
kelangsungan operasi sepanjang tahun harus tetap dijaga. Dimana seluruh jajaran
manajemen harus meningkatkan teknik-teknik pengawasan pabrik dan memberikan
pelatihan pada para pekerja dengan teknik-teknik perawatan dan operasi.
Factor-faktor yang harus dipertimbangkn untuk mendapatkan operasi dan perawatan yang
baik pada suatu pabrik, yaitu :
1. Organisasi dan sistematisi dari perawatan dan operasinya.
2. Pengawasan operasi mesin dan pabrik tersebut.
3. Pengawasan perawatan mesin.
4. Pengawasan keselamatan kerja.
5. Pengawasan gudang (suku cadang, bahan, pelumas)
6. Pegawasan personel (pekerja)
2.5.3 Perawatan Langsung dan Tidak Langsung
Perawatan langsung adalah pekerjaan yang berhubungan dengan
perawatan dan perbaikan dari mesin/peralatan produksi. Dalam defenisi ini termasuk
1. Pembongkaran berskala besar dari peralatan maupun mesin-mesin
produksi
2. Perbaikan berskala dari sebuah peralatan maupun mesin yang
penting dalam keadaan terjadwal.
3. Perawatan skala kecil, perawatan rutin seperti perbaikan dan
penyetelan yang kecil, pemeriksaan, pekerjaan servis yang
terjadwal.
Perawatan tidak langsung dapat didefenisikan sebagai pekerjaan
perawatan yang berhubungan dengan peralatan/mesin produksi, tetapi tidak lansung
mempengaruhi operasi itu sendiri. Dalam defenisi ini termasuk hal-hal sebagai
berikut :
1. Peremajaan dari peralatan maupun mesin seperti mengecat dan
mengisolasi.
2. Memperbaharui fasilitas-fasilitas, menukar peralatan, mengatur
tata letak peralatan, dan memindahkan peralatan.
3. Penambahan kecil seperti pemasangan peralatan untuk mesin
cadangan.
2.5.4 Man Power
Man power atau tenaga kerja manusia dalam suatu perusahaan
perawatan, ada banyak factor yang harus diperhatikan. Masing-masing pabrik akan
mempunyai persoalannya sendiri dan berbeda antara pabrik satu dengan pabrik yang
pekerja-pekerja perawatan yang bisa diperoleh , merupakan kajian yang sangat
penting bagi direksi, sedikit jumlah tenaga kerja dengan kapasitas dan kualitas hasil
kerja yang memuaskan adalah tujuan manajemen.
Dalam manajemen produksi khususnya bagi perawatan pabrik, man
power,merupakan bidang keputusan yang sangat penting, hal ini disebabkan bahwa
tidak akan terjadi suatu proses produksi dan operasi tanpa adanya man power yang
mengejakan kegiatan menghasilkan produk.
2.5.5 Man Hour
Dalam praktik perawatan dan pemeliharaan pabrik, man hour adalah
waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan sangat bergantung pada
pengalaman yang ada. Menyadari akan hal tersebut, dimana pengalaman memerlukan
waktu yang lama, maka terdapat dua metode yang dapat dipakai, yaitu :
a. Waktu yang maksimal untuk pekerjaan yang khusus
b. Menegunakan data standar yang berskala dari konsultan,
maupun jurnal pendukung yang releven.
Indikator yang biasa ditemukan adalah persentase jam kerja yang
terjadwal. Tenaga kerja bagian perawatan biasanya tersedia untuk pekerjaan yang
terjadwal, perbedaan antara jam rutin yang tersedia dan jam kerja yang terjadwal
disebut sebagai persentase jam rutin yang ada. Indikator pengawasan merupakan jam
kerja yang dibayarkan untuk pekerja tersebut. Hal ini merupakan informasi yang
penting sebab semua laporan pengawasan berdasarkan jam kerja yang dilaporkan.
2.5.6 Equipment, Tool, Material and consumable
Equipment adalah peralatan-peralatan yang besar seperti crane, mobil,
Derek, Dll. Tool adalah peralatan kerja seperti obeng, tang, martil, dan yang lainnya.
Material adalah bahan-bahan yang tidak habis pakai seperti packing, bantalan, dan
yang lainnya. Consumable adalah bahan-bahan yang habis pakai, seperti minyak, oli,
sabun, dan yang lainnya. Setiap jenis peralatan biasanya ditempatkan pada
tempat-tempat strategis agar pada saat diperlukan dengan cepat dapat langsung digunakan.
Setiap pemakaian dari peralatan tersebut harus memiliki laporan baik secara lisan
maupun tulisan, hal ini dilakukan untuk pengontrolan.
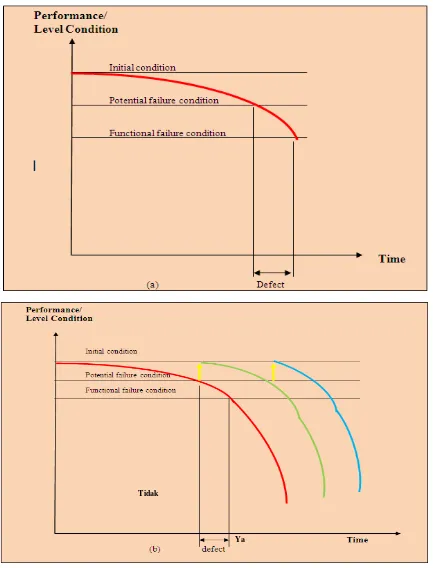
2.6 Failure Definision
Failure definition adalah merupakan gambaran tentang pengaruh
kerusakan terhadap performance/level condition sebuah mesin terhadap waktu (umur
sebuah mesin). Failure definition ini biasanya ditunjukkan dalam grafik yaitu sebagai
Sumber, usurespository.com Tidak
Keterangan grafik :
Initial condition : Merupakan batas kondisi awal dari
sebuah mesin sebelum pemakaian.
Potential failure condition : Merupakan batas terjadinya kerusakan atau
keausan pada sebuah mesin yang diakibatkan
oleh pemakaian normal.
Functional condition : Merupakan batas terjadinya cacat (defect)
pada
sebuah mesin yang diakibatkan oleh diluar
pemakaian normal.
Dari grafik failure definition diatas maka dapat kita lihat bahwa
pemeliharaan/perawatan sudah harus dilakukan pada saat batas Potential failure
condition tanpa harus menunggu terjadinya kerusakan/cacat (Functional failure
condition). Sehingga dengan demikian performance/level condition akan kembali