PENGARUH TEMPERATUR PENUANGAN TERHADAP SIFAT
KETANGGUHAN IMPAK (IMPACT TOUGHNESS) DAN
KEKERASAN (HARDNESS) ALUMINIUM SEKRAP
YANG DITAMBAH SILIKON 5%
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi
Syarat Memperoleh Gelar Sarjana Teknik
HAMDI ABDUL HAKIM NIM. 060401053
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PENGARUH TEMPERATUR PENUANGAN TERHADAP SIFAT
KETANGGUHAN IMPAK (IMPACT TOUGHNESS) DAN
KEKERASAN (HARDNESS) ALUMINIUM SEKRAP
YANG DITAMBAH SILIKON 5%
HAMDI ABDUL HAKIM NIM. 06 0401 053
Diketahui/Disyahkan: Disetujui oleh:
Ketua Depertemen Teknik Mesin Dosen Pembimbing,
Fakultas Teknik USU
Dr.-Ing. Ir. Ikhwansyah Isranuri Dr.-Ing. Ir. Ikhwansyah Isranuri NIP.196412241992111001 NIP.196412241992111001
DEPARTEMEN TEKNIK MESIN
Sub. Program Studi : Teknik Produksi/ Konversi Energi Bidang Studi : Pengecoran Logam
Judul Tugas : PENGARUH TEMPERATUR PENUANGAN TERHADAP SIFAT KETANGGUHAN IMPAK (IMPACT TOUGHNESS) DAN KEKERASAN (HARDNESS) ALUMINIUM SEKRAP YANG DITAMBAH SILIKON 5%
Diberikan Tgl. : 24 Februari 2011 Selesai Tgl :
Dosen Pembimbing :Dr-Ing.Ir.Ikhwansyah Isranuri Nama Mhs : Hamdi Abdul Hakim N.I.M : 06 0401 053 NO Tanggal KEGIATAN ASISTENSI BIMBINGAN
Tanda Tangan Dosen Pemb. 1. 24-02-2011 Pengajuan Proposal
2. 15-03-2011 Pemberian Spesifikasi Tugas Skripsi 3. 10-05-2011 BAB I
4. 20-05-2011 BAB II
5. 30-05-2011 Tambahan gambar danredaksi BAB II 6. 03-06-2011 BAB III
7. 08-06-2011 BAB IV
8. 14-06-2011 Tambahan diagram phasa BAB IV 9. 18-06-2011 Tambahan struktur mikro BAB IV 10. 21-06-2011 Perbaikan phasa intermetalik BAB IV 11. 24-06-2011 BAB V
1. Kartu ini harus diperlihatkan kepada Dosen Ketua departemenTeknikMesin
Pembimbing setiap Asistensi F.T U.S.U
2. Kartu ini harus dijaga bersih dan rapi. 3. Kartu ini harus dikembalikan ke Jurusan,
bila kegiatan Asistensi telah selesai.
DEPARTEMEN TEKNIK MESIN AGENDA : /TS/2010 FAKULTAS TEKNIK USU DITERIMA : / /20...
MEDAN. PARAF :
TUGAS SKRIPSI
N A M A : HAMDI ABDUL HAKIM
NIM : 06 0401 053
MATA KULIAH : PENGECORAN LOGAM
SPESIFIKASI : Lakukan studi untuk mengetahui pengaruh temperatur penuangan terhadap sifat ketangguhan impak (impact toughness) dan kekerasan (hardness) Aluminium sekrap yang ditambah silikon 5 %
1. Lakukan proses peleburan Aluminium sekrap
2. Lakukan pengkajian komposisi
3. Lakukan pengujian ketangguhan impak dan kekerasan
DIBERIKAN TANGGAL : 24 / 02 / 2011 SELESAI TANGGAL : / / 2011
KETUA DEPARTEMEN TEKNIK MESIN, MEDAN, 24 FEBRUARI 2011 DOSEN PEMBIMBING,
DR-ING.IR. IKHWANSYAH ISRANURI DR-ING.IR.IKHWANSYAH ISRANURI
PENGARUH TEMPERATUR PENUANGAN TERHADAP SIFAT
KETANGGUHAN IMPAK (IMPACT TOUGHNESS) DAN
KEKERASAN (HARDNESS) ALUMINIUM SEKRAP
YANG DITAMBAH SILIKON 5%
HAMDI ABDUL HAKIM NIM. 06 0401 053
Telah Diperiksa dan Disetujui Dari Hasil Seminar Tugas Skripsi Periode Ke – 605 Tanggal 14 Juli 2011
Disetujui Oleh:
Dosen Penguji I Dosen Penguji II
PENGARUH TEMPERATUR PENUANGAN TERHADAP SIFAT
KETANGGUHAN IMPAK (IMPACT TOUGHNESS) DAN
KEKERASAN (HARDNESS) ALUMINIUM SEKRAP
YANG DITAMBAH SILIKON 5%
HAMDI ABDUL HAKIM NIM. 06 0401 053
Telah Disetujui Oleh: Pembimbing/Penguji
Dr.-Ing. Ir. Ikhwansyah Isranuri NIP.196412241992111001
Penguji I Penguji II
Ir.Syahrul Abda,M.Sc. Ir. Mulfi Hazwi,M.Sc. NIP.195708081988111001 NIP.194910121981031002
Disetujui Oleh: Departemen Teknik Mesin
Ketua
KATA PENGANTAR
Rasa syukur yang selalu terucap kehadirat Allah SWT, Rab yang maha segalanya. Shalawat dan salam kepada Nabi Muhammad SAW yang membawa kita ke zaman ilmu pengetahuan, sehingga skripsi ini dapat diselesaikan. Skripsi ini berjudul;
PENGARUH TEMPERATUR PENUANGAN TERHADAP SIFAT KETANGGUHAN IMPAK (IMPACK TOUGHNESS) DAN
KEKERASAN (HARDNESS) ALUMINIUM SEKRAP YANG DITAMBAH SILIKON 5%
Dengan dukungan sepenuh hati dari pihak dibawah ini skripsi ini dapat diselesaikan oleh penulis. Untuk itu dalam kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Bapak Dr.-ing.Ir.Ikhwansyah Isranuri sebagai ketua Departemen Teknik Mesin FT-USU dan dosen pembimbing penulis pada tugas sarjana ini. 2. Bapak Ir.Mulfi Hazwi,M.Sc. Dan Ir.Syahrul Abda,M.Sc selaku dosen
penguji yang telah membimbing penulis dalam menyempurnakan tugas akhir ini.
3. Ibunda tercinta Hj. Asmah A. Karim dan Ayahanda H. Muhammad Ghozali yang telah membimbing dan memberikan semangat serta menjadi motivasi bagi penulis.
4. Bapak Suprianto, ST. MT. yang telah meluangkan waktunya untuk berdiskusi dengan penulis selama penyelesaian tugas akhir ini.
5. Bapak Ir. Marlon. S, Bapak Sarjana,ST, Bapak Rustam, Muhammad Wirza, dan Hendrik Gunawan yang telah memberikan dukungan untuk menyelesaikan skripsi ini.
6. Staf dan pegawai di PT. Radio Bonita Jaya Suara Medan yang tidak sedikit memberikan dukungannya kepada penulis.
7. Teman-teman seperjuangan Teknik Mesin khususnya angkatan 2006 yang selalu memberikan kesempatan bagi penulis untuk berdiskusi, menghibur dan memberikan semangat penulis dalam menyelesaikan skripsi ini.
Bagi pembaca diharapkan saran dan kritik demi kebaikan penulis. Semoga skripsi ini berguna bagi penulis dan juga pembacanya. Amin ya rabbal alamin.
Medan, 25 Maret 2011 Penulis
ABSTRAK
Variasi temperatur penuangan akan mempengaruhi pembekuan coran aluminium, cacat porositas akan meningkat seiring dengan temperatur penuangan. Nilai ketangguhan, kekerasan akan mengalami penurunan karena banyaknya gas hidrogen yang terjebak didalam coran aluminium. Dalam penelitian ini digunakan Aluminium sekrap yang dapat di daur ulang yaitu kaleng bekas minuman. Pengecoran dilakukan dengan temperatur penuangan yang bervariasi yaitu 680°C, 700°C, 720°C, 740°C, dan 760°C. Dipilihnya Aluminium bekas minuman terutama yang diambil adalah bagian tutupnya karena memiliki kandungan Aluminium ±90% pada bagian tutup kaleng. Daur ulang akan menurunkan sifat mekanis dari material, oleh karena itu perlu ditambahkan beberapa unsur seperti Silikon, Copper, Magnesium, Iron, Mangan dan Zincum untuk meningkatkan kembali sifat mekanisnya. Tujuan dari penelitian ini adalah Untuk mengetahui pengaruh temperatur penuangan terhadap ketangguhan impak (Impact Toughness) dan kekerasan (Hardness) Aluminium coran. Untuk melihat struktur mikro dari coran Aluminium sekrap dengan variasi temperatur penuangan. Sebagai data awal yang dapat digunakan untuk pemanfaatan bahan Aluminium sekrap yang ditambah Silikon 5% (Al-Si) sebagai material teknik. Manfaat dari penelitian ini adalah Dengan penelitian ini penyusun dapat menerapkan ilmu dari teori yang dipelajari dengan praktek langsung dalam pengecoran Alumunium. Penyusun dapat memberi pengetahuan tentang hasil penelitian yang telah dilakukan guna referensi penelitian selanjutnya. Metode yang digunakan dalam penelitian ini adalah metode eksperimen, dari jenis penelitian yang digunakan dalam penelitian ini adalah bentuk kualitatif yaitu memaparkan secara jelas hasil eksperimen yang diperoleh dari sejumlah spesimen uji dalam bentuk angka Sampel diambil untuk dilakukan uji kekerasan (Hardness) dan ketangguhan impak (Impact toughness), dalam pengujian kekerasan dilakukan dengan mengunakan Equotip Hardness Tester dan untuk pengujian ketangguhan dilakukan dengan menggunakan Impact Charpy Test. Nilai ketangguhan impak (Impact Toughness) mencapai posisi maksimum pada temperatur tuang 700oC yaitu sebesar 19,13 Joule, kemudian ketangguhan akan terus menurun seiring pertambahan suhu temperatur tuang. Dari uji kekerasan (Hardness) equotip dilihat hasil maksimum juga pada temperatur 700oC yaitu 72 BHN. Dari hasil foto mikro dilihat bahwa semakin tinggi suhu penuangan maka cacat porositas akan semakin banyak terlihat mulai dari 680oC, 720oC, 740oC, 760oC. Tetapi tidak halnya dengan temperatur 700oC, cacat porositas tidak terlalu banyak dan menunjukkan hasil yang paling bagus diantara keempat temperatur tuang lainnya.
DAFTAR ISI
LEMBARAN PENGESAHAN DARI PEMBIMBING LEMBARAN PENGESAHAN DARI PEMBANDING LEMBARAN EVALUASI SEMINAR TUGAS AKHIR
KATA PENGANTAR... i
ABSTRAK ... ii
DAFTAR ISI ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
DAFTAR NOTASI ... x
BAB I PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Perumusan Masalah ... 3
1.3. Hipotesa ... 3
1.4. Tujuan ... 3
1.5. Batasan Masalah... 4
1.6. Manfaat ... 4
1.7. Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1. Riset-Riset yang Telah Dilakukan Sebelumnya... 6
2.2. Landasan Teori ... 7
2.2.1. Aluminium ... 7
2.2.2. Silikon ... 9
2.2.3. Pengecoran ... 11
2.2.3.1. Sejarah Pengecoran ... 11
2.2.3.2. Teori Pengecoran ... 11
2.2.3.4. Sifat Coran Al-Si ... 14
2.2.4.Pengujian Ketangguhan impak (Impact Toughness Test/Impact Charpy Test) ... 15
2.2.5. Pengujian Kekerasan (Hardness Test) ... 18
2.2.5.1. Metode Brinell ... 20
2.2.5.2. Metode Vickers ... 20
2.2.5.3. Metode Rockwell ... 20
2.2.5.4. Metode Mikro Hardness ... 21
2.2.6. Equotip Hardness Tester ... 21
2.2.7. Metallography Test (foto mikro) ... 22
2.2.7.1. Pemotongan (Cutting) Spesimen ... 23
2.2.7.2. Bingkai (mounting) Spesimen ... 24
2.2.7.3.Pengamplasan (Grinding) Spesimen ... 25
2.2.7.4.Pemolesan (Polishing) Spesimen ... 26
2.2.7.5.Etsa (Etching) Spesimen ... 27
BAB III METODOLOGI PENELITIAN 3.1. Diagram Alir Penelitian ... 29
3.2. Bahan Dan Alat Penelitian ... 30
3.2.1. Bahan yang Digunakan ... 30
3.2.2 Alat yang Digunakan ... 33
3.3. Prosedur Penelitian ... 41
BAB IV ANALISA DATA DAN PEMBAHASAN 4.1. Hasil Uji Komposisi ... 43
4.2. Hasil Uji Metalografi ... 50
4.3. Hasil Uji Ketangguhan Impak (Impact Toughness) ... 53
4.3.1. Sifat Mekanis Perpatahan ... 54
4.4.1.Mekanisme Penguatan Logam ... 57
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan ... 59 5.2. Saran ... 60
DAFTAR TABEL
Tabel Halaman
Tabel 2.1. Pengaruh % Si terhadap sifat Aluminium ... 15
DAFTAR GAMBAR
Gambar Halaman
Gambar 2.1. Alat uji Impact Charpy (Lab Ilmu Logam USU)... 16
Gamber 2.2. Spesimen uji (http://www.buzzle.com) ... 16
Gambar 2.3. Skematik kurva transisi ulet ke getas (http://www.buzzle.com) ... 17
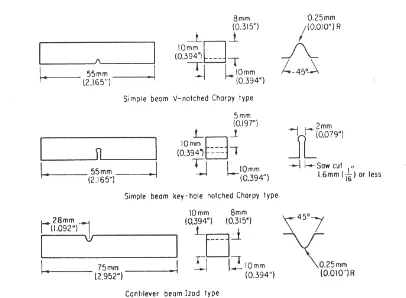
Gambar 2.4. Bentuk dan dimensi benda uji impak berdasarkan ASTM E23-56T Gambar 2.5. Alat uji kekerasan material logam (Lab Ilmu Logam USU) ... 19
Gambar 2.6. Equotip 3 Hardness Tester (Lab Ilmu Logam USU) ... 22
Gambar 2.7. Struktur mikro dari Aluminium murni Gambar 2.8. Struktur mikro dari paduan Aluminium-Silikon. Gambar (a) merupakan paduan Al-Si tanpa perlakuan khusus. Gambar (b) merupakan paduan Al-Si dengan perlakuan termal. Gambar (c) adalah paduan Al-Si dengan perlakuan termal dan penempaan. Perhatikan bahwa semakin ke kanan, struktur mikro semakin baik Gambar 2.9. Alat uji struktur mikro yaitu mikroskop optic (Lab Ilmu Logam USU) 28 Gambar 2.10. Hasil foto mikro dari Al-Si Gambar 3.1. Kaleng bekas minuman dan bagian Tutup Kaleng (Lab Teknologi Mekanik) ... 30
Gambar 3.2. Gambar Silikon dan serbuk Silikon (Lab Foundry) ... 31
Gambar 3.3. Gambar Pasir Silika (Lab Foundry) ... 31
Gambar 3.4. Bentonite (Lab Foundry) ... 32
Gambar 3.5. Arang Kayu (Lab Foundry) ... 32
Gambar 3.6. Gabus untuk membuat die (Lab Teknologi Mekanik) ... 33
Gambar 3.8. Equotip Hardness Tester (Lab Ilmu Logam) ... 34
Gambar 3.9. Impact Charpy Test (Lab Ilmu Logam) ... 34
Gambar 3.10. Thermocouple Type-K (Lab Foundry) ... 35
Gambar 3.11. Mikroskop Optik (Lab Ilmu Logam) ... 35
Gambar 3.12. Polishing Machine (Lab Ilmu Logam) ... 36
Gambar 3.13. Ladel Peleburan (Lab Foundry) ... 36
Gambar 3.14. Crucible dan Penutupnya (Lab Foundry) ... 37
Gambar 3.15. Batu koral dan dudukannya (Lab Foundry) ... 37
Gambar 3.16. Blower dan air sprayer (Lab Foundry) ... 38
Gambar 3.17. Timbangan (Lab Foundry) ... 38
Gambar 3.18. Mikser (Lab Foundry) ... 38
Gambar 3.19. Ayakan Pasir dan Silikon (Lab Foundry) ... 39
Gambar 3.20. Wadah Pasir Cetak (Lab Foundry) ... 39
Gambar 3.21. Serokan Pasir, dan Gayung (Lab Foundry) ... 40
Gambar 3.22. Proses Penyekrapan (Lab Teknologi Mekanik) ... 40
Gambar 3.23. Gelas Ukur (Lab Foundry) ... 40
Gambar 4.1. Diagram Phasa Al-Mg Gambar 4.2. Diagram Phasa Al-Mg Sebenarnya Gambar 4.3. Diagram phasa Al-Si Gambar 4.4. Diagram Phasa Al-Si Sebenarnya Gambar 4.5. Diagram phasa Al-Fe Gambar 4.6. Diagram Al-Fe sebenarnya ... 47
Gambar 4.7. Diagram phasa Al-Fe-Si (Taylor,J.A) ... 48
Gambar 4.8. Phasa Inter-Metalik (www.azom.com) ... 49
Gambar 4.9. Foto mikro Aluminium sekrap dengan temperatur tuang 680oC (pembesaran 200x) ... 50
Gambar 4.10. Foto mikro Aluminium sekrap dengan temperatur tuang 700oC (pembesaran 200x) ... 51
Gambar 4.11. Foto mikro Aluminium sekrap dengan temperatur tuang 720oC (pembesaran 200x) ... 52
Gambar 4.13. Foto mikro Aluminium sekrap dengan temperatur
tuang 760oC (Pembesaran 200x) ... 52
DAFTAR NOTASI
Simbol Arti Satuan
Skala kekerasan Rockwell
A Intan Kg
B Bola 1/16 inch Kg
C Intan Kg
D Intan Kg
E Bola 1/8 inch Kg
F Bola 1/16 inch Kg
G Bola 1/16 inch Kg
H Bola 1/8 inch Kg
K Bola 1/8 inch Kg
Kekerasan Brinell
P Beban N
D Diameter Indenter m
d Diameter Lubang m
Impak
α Sudut Permulaan Derajat
ß Sudut Akhir Derajat
ABSTRAK
Variasi temperatur penuangan akan mempengaruhi pembekuan coran aluminium, cacat porositas akan meningkat seiring dengan temperatur penuangan. Nilai ketangguhan, kekerasan akan mengalami penurunan karena banyaknya gas hidrogen yang terjebak didalam coran aluminium. Dalam penelitian ini digunakan Aluminium sekrap yang dapat di daur ulang yaitu kaleng bekas minuman. Pengecoran dilakukan dengan temperatur penuangan yang bervariasi yaitu 680°C, 700°C, 720°C, 740°C, dan 760°C. Dipilihnya Aluminium bekas minuman terutama yang diambil adalah bagian tutupnya karena memiliki kandungan Aluminium ±90% pada bagian tutup kaleng. Daur ulang akan menurunkan sifat mekanis dari material, oleh karena itu perlu ditambahkan beberapa unsur seperti Silikon, Copper, Magnesium, Iron, Mangan dan Zincum untuk meningkatkan kembali sifat mekanisnya. Tujuan dari penelitian ini adalah Untuk mengetahui pengaruh temperatur penuangan terhadap ketangguhan impak (Impact Toughness) dan kekerasan (Hardness) Aluminium coran. Untuk melihat struktur mikro dari coran Aluminium sekrap dengan variasi temperatur penuangan. Sebagai data awal yang dapat digunakan untuk pemanfaatan bahan Aluminium sekrap yang ditambah Silikon 5% (Al-Si) sebagai material teknik. Manfaat dari penelitian ini adalah Dengan penelitian ini penyusun dapat menerapkan ilmu dari teori yang dipelajari dengan praktek langsung dalam pengecoran Alumunium. Penyusun dapat memberi pengetahuan tentang hasil penelitian yang telah dilakukan guna referensi penelitian selanjutnya. Metode yang digunakan dalam penelitian ini adalah metode eksperimen, dari jenis penelitian yang digunakan dalam penelitian ini adalah bentuk kualitatif yaitu memaparkan secara jelas hasil eksperimen yang diperoleh dari sejumlah spesimen uji dalam bentuk angka Sampel diambil untuk dilakukan uji kekerasan (Hardness) dan ketangguhan impak (Impact toughness), dalam pengujian kekerasan dilakukan dengan mengunakan Equotip Hardness Tester dan untuk pengujian ketangguhan dilakukan dengan menggunakan Impact Charpy Test. Nilai ketangguhan impak (Impact Toughness) mencapai posisi maksimum pada temperatur tuang 700oC yaitu sebesar 19,13 Joule, kemudian ketangguhan akan terus menurun seiring pertambahan suhu temperatur tuang. Dari uji kekerasan (Hardness) equotip dilihat hasil maksimum juga pada temperatur 700oC yaitu 72 BHN. Dari hasil foto mikro dilihat bahwa semakin tinggi suhu penuangan maka cacat porositas akan semakin banyak terlihat mulai dari 680oC, 720oC, 740oC, 760oC. Tetapi tidak halnya dengan temperatur 700oC, cacat porositas tidak terlalu banyak dan menunjukkan hasil yang paling bagus diantara keempat temperatur tuang lainnya.
BAB I
PENDAHULUAN
1.1. LATAR BELAKANG
Aluminium (Al) adalah unsur kimia dengan nomor atom 13 dan massa atom
26, 9815. Unsur ini mempunyai isotop alam: Al-27. Sebuah isomer dari Al-26 dapat
meluruhkan sinar dengan waktu paruh 105 tahun. Aluminium berwarna putih
keperakan, mempunyai titik lebur 659,7 oC dan titik didih 2.057 oC, serta berat
jenisnya 2,699 gr.cm-3 (pada temperatur 20 oC). Termasuk dalam kelompok Boron
dalam unsur kimia (Al-13) dengan massa jenis 2,7 gr.cm-3. Jari-jari atomnya adalah
117,6 pikometer (1x10-10 m). Alumunium adalah unsur terbanyak ketiga yang
ditemukan di bumi setelah Oksigen dan Silikon. Jumlahnya sekitar 7,6% dari berat
kerak bumi. Aluminium mudah dilengkungkan dan dibuat mengkilat, serta larut dalam
asam klorida dan asam sulfat berkonsentrasi di atas 10%, tetapi tidak larut dalam asam
organik.
Aluminium ditemukan pada tahun 1825 oleh Hans Christian Oersted. Baru
diakui secara pasti oleh F. Wohler pada tahun 1827. Sumber unsur ini tidak terdapat
bebas, bijih utamanya adalah Bauksit. Penggunaan Aluminium antara lain untuk
pembuatan kabel, kerangka kapal terbang, mobil dan berbagai produk peralatan rumah
tangga. Senyawanya dapat digunakan sebagai obat, penjernih air, fotografi serta
sebagai ramuan cat, bahan pewarna, ampelas dan permata sintesis (Sudira dan
Sato.1992).
Terdapat beberapa sifat penting yang dimiliki Aluminium sehingga banyak
digunakan sebagai Material Teknik, diantaranya:
− Penghantar listrik dan panas yang baik (konduktor).
− Mudah difabrikasi
− Ringan (besi ± 8,1 gr/cm3)
− Tahan korosi dan tidak beracun
− Kekuatannya rendah, tetapi paduan (alloy) dari Aluminium bisa
meningkatkan sifat mekanisnya .
Aluminium banyak digunakan sebagai peralatan dapur, bahan konstruksi
Walau konduktivitas listriknya hanya 60% dari tembaga, tetapi Aluminium bisa
digunakan sebagai bahan transmisi karena ringan. Aluminium murni sangat lunak dan
tidak kuat, tetapi dapat dicampur dengan Tembaga, Magnesium, Silikon, Mangan, dan
unsur-unsur lainnya untuk membentuk sifat-sifat yang menguntungkan. Campuran
logam ini penting kegunaannya dalam konstruksi mesin, komponen pesawat modern
dan roket. Logam ini jika diuapkan di vakum membentuk lapisan yang memiliki
reflektivitas tinggi untuk cahaya yang tampak dan radiasi panas. Lapisan ini menjaga
logam dibawahnya dari proses oksidasi sehingga tidak menurunkan nilai logam yang
dilapisi. Lapisan ini digunakan untuk memproteksi kaca teleskop dan masih banya
kegunaan lainnya.
Banyaknya penggunaan Aluminium dalam kehidupan sehari-hari baik itu
dalam rumah tangga maupun industri akan membuat limbah Aluminium semakin
banyak. Jika hal ini tidak di tangani denga cepat maka limbah ini akan memberikan
dampak yang buruk bagi lingkungan, limbah Aluminium dapat mencemari tanah dan
juga air. Oleh karena itu perlu dilakukan daur ulang (recycle) dari limbah Aluminium,
hasilnya dapat digunakan dalam keperluan rumah tangga maupun dalam pembuatan
material teknik.
Daur ulang adalah proses untuk menjadikan suatu bahan bekas menjadi bahan
baru dengan tujuan mencegah adanya
yang berguna, mengurangi penggunaan bahan baku yang baru, mengurangi
penggunaa
jika dibandingkan dengan proses pembuatan barang baru. Daur ulang adalah salah
satu strategi pengelolaan
pengumpulan, pemrosesan, pendistribusian dan pembuatan produk/material bekas
pakai, dan komponen utama dalam manajemen sampah modern dan bagian ketiga
adalam proses hierarki sampah
Sato.1992).
Salah satu cara daur ulang adalah dengan proses peleburan. Unsur Silikon
termasuk dalam salah satu campuran yang paling baik untuk Aluminium, diamana
hasil paduan dari kedua unsur ini lebih ringan dibandingkan dengan besi atau baja,
ketahanan korosi yang baik, dan mampu mesin yang baik.
Proses peleburan adalah salah satu cara mendaur ulang limbah Aluminium atau
dapat memperbaiki sifat mekanis Aluminium. Beberapa jenis penggunan hasil paduan
ini pada pembuatan material teknik seperti roda gigi, head cylinder, dan piston
memiliki standar dalam kekuatan dan kekuatan tarik tertentu agar dapat digunakan
dengan aman. Oleh karena itu penting kiranya dilakukan penelitian sifat kekerasan
dan ketangguhan dari Aluminium daur ulang (recycle) ini.
Dari penelitian sebelumnya di Departemen Teknik Mesin yang dilakukan oleh
saudara M. Wirza didapat bahwa unsur Silikon mempengaruhi nilai kekerasan dan
kekuatan tarik Aluminium coran dengan kadar optimum Silikon 5,14%. Dari grafik kekerasan pada penelitian tersebut peningkatan kadar Silikon akan meningkatkan kekerasan, namun meningkatnya kekrasan tersebut disebabkan oleh bertambahnya kadar Fe didalam coran Aluminium. Pada hasil uji tarik penelitian tersebut didapat juga kadar optimum Silikon 5,14% dengan tegangan maksimum 94,31 MPa.
1.2. PERUMUSAN MASALAH
Perubahan temperatur penuangan pada proses pengecoran Aluminium akan
mempengaruhi laju pembekuan dan menyebabkan tejadinya cacat porositas, sehingga
akan mempengaruhi sifat mekanis yaitu ketangguhan impak (impact toughness) dan
kekerasan (hardness) coran Aluminium sekrap. Semakin meningkatnya temperatur
penuangan akan menghasilkan bentuk struktur mikro dan sifat mekanis yang berbeda,
sebab semakin tinggi temperatur penuangan akan menyebabkan banyak gas Hidrogen
yang terjebak.
1.3. HIPOTESA
Riset ini akan mengkaji bagaimana pengaruh penuangan terhadap nilai
ketangguhan impak (impact toughness) dan kekerasan (hardness) coran Aluminium
sekrap. Dengan memvariasikan temperatur penuangan Aluminium coran diduga nilai
ketangguhan impak (impact toughness) dan kekerasan (hardness) akan menurun.
1.4. TUJUAN
1. Untuk mengetahui pengaruh temperatur penuangan terhadap ketangguhan
impak (impact toughness) dan kekerasan (hardness) Aluminium coran.
2. Melihat struktur mikro dari coran Aluminium sekrap dengan variasi temperatur
3. Sebagai data awal yang dapat digunakan untuk pemanfaatan bahan Aluminium
sekrap yang ditambah Silikon (Al-Si) sebagai material teknik.
1.5. BATASAN MASALAH
Dalam penelitian ini, bahan yang digunakan adalah Aluminium sekrap dari
bekas minuman kaleng, masalah yang dibahas hanya ketangguhan dan kekerasan
Aluminium sekrap ditambah 5% Silikon dengan variasi temperatur tuang yaitu :
680°C, 700°C, 720°C, 740°C, dan 760°C.
1.6. MANFAAT
1. Bidang Akademis
a. Dengan penelitian ini penyusun dapat menerapkan ilmu dari teori yang
dipelajari dengan praktek langsung dalam pengecoran Alumunium.
b. Penyusun dapat memberi pengetahuan tentang hasil penelitian yang telah
dilakukan guna referensi penelitian selanjutnya.
2. Bidang Industri
Setelah mengetahui temperatur penuangan optimum dari Aluminium
sekrap yang ditambah Silikon 5%, maka diharapkan dapat memberikan
manfaat bagi industri pengecoran Aluminium dan untuk mengetahui seberapa
besar pengaruh temperatur penuangan yang sesuai dengan kebutuhan
konsumen.
1.7. SISTEMATIKA PENULISAN
Tugas Akhir ini dibagi menjadi beberapa Bab dengan garis besar tiap bab
adalah sebagai berikut :
Bab I Pendahuluan, Bab ini berisikan latar belakang, perumusan masalah,
batasan masalah, tujuan, manfaat, dan sistematika penulisan.
Bab II Tinjauan Pustaka, Bab ini berisikan kajian pustaka dan landasan teori
diantaranya mengenai Aluminium, Silikon, teori pengecoran, uji ketangguhan impak
(impact toughness), uji kekerasan (hardness) dan foto mikro (metallography).
Bab III Metodologi Penelitian, Bab ini berisikan urutan dan cara yang
Bab IV Analisa Data dan Pembahasan, Bab ini berisikan penyajian data-data
hasil penelitian peleburan Aluminum sekrap.
Bab V Kesimpulan dan Saran, Bab ini sebagai penutup berisikan kesimpulan
yang diperoleh dari penelitian dan saran untuk pengembangan peleburan
Aluminium-Silikon
Daftar Pustaka, Daftar pustaka berisikan literatur yang digunakan dalam
penelitian dan penyusunan laporan ini.
Lampiran, pada bagian ini berisikan lampiran-lampiran dan data-data sebagai
BAB II
TINJAUAN PUSTAKA
2.1. RISET-RISET YANG TELAH DILAKUKAN SEBELUMNYA
Aluminium merupakan salah satu material yang sangat banyak dipergunakan
dalam bidang teknik, namun sangat jarang dipergunakan dalam kondisi Aluminium
murni. Aluminium yang dijumpai dalam bidang teknik kebanyakan dalam bentuk
alloy dengan unsur penambah utama seperti Silicon, Copper, Magnesium, Iron,
Mangan dan Zincum (NADCA, 1997).
Pengecoran Aluminium akan berakibat penurunan sifat mekanis (tarik dan impak) dari logam, yang terjadi akibat peningkatan porositas ( Purnomo,2004). Porositas yang terjadi pada saat pengecoran Aluminium dapat dieleminir dengan mengontrol gas/oksigen dan variable pengecoran lainnya seperti, temperatur, laju pembekuan, laju pendinginan ( Melo,M.L.N.M.,etl., 2005) yang dapat dilakukan dengan tersedianya dapur peleburan yang memadai. Parameter pembekuan sangat dipengaruhi laju pendinginan, keadaan temperatur pada berbagai fasa berubah dengan peningkataan laju pendinginan, peningkatan laju pendinginan secara signifikan meningkatkan temperatur pengintian Aluminium ( Dobrzanski, dkk, 2006).
Penambahan Si dan Cu pada Aluminium akan meningkatkan kekerasan dan kekuatan tarik Aluminium dan penambahan unsur Ti juga dapat meningkatkan kekerasan dan menghaluskan butir dari Aluminium. Komposisi paduan dan pemilihan proses pengecoran dapat mempengaruhi struktur mikro dari Aluminium paduan. Struktur mikro dapat dirubah dengan penambahan elemen tertentu pada paduan aluminium seperti mampu cor, sifat mekanis dan mampu mesin yang baik dapat diperbaiki (Brown, 1999).
Alloy juga dapat dipadukan dengan Tembaga. Sebagai contoh
Aluminium-Silikon dipadukan dengan unsur Tembaga yang menghasilkan perbedaan pengaruh
yang signifikan, yaitu pada variasi penambahan tembaga terhadap kekerasan paduan
Aluminium-Silikon. Pengecoran Aluminium akan berakibat penurunan sifat mekanis
(tarik dan impak) dari logam, yang terjadi akibat peningkatan porositas. Kadar
Tembaga yang dibuat bervariasi untuk mendapatkan nilai optimum dari campuran.
meningkatkan kekerasan paduan. Dengan perlakuan pengerasan presipitasi kekerasan
meningkat hingga sebesar 97,10 HBN (Sidiq Pramono, 2004).
Aluminium yang dipadukan dan di heat treatment dan melalui proses aging
akan dapat meningkatkan kekerasan dan kekuatan tarik Aluminium. Penambahan
Silikon dan Tembaga pada Aluminium akan meningkatkan kekerasan dan kekuatan
tarik Aluminium dan penambahan unsur Titanium juga dapat meningkatkan kekerasan
dan menghaluskan butir dari Aluminium (Basuki, dkk, 2005).
Sifat-sifat mekanis seperti tensile strength, hardness dan impact energy dari
coran meningkat setelah dilakukan proses age hardening untuk semua kandungan
mangan yang terdapat pada Aluminium alloy hingga 4% dan energi impak umumnya
turun dengan peningkatan kandungan Mangan (Abdul wahab. M, 2008).
Aluminium sekrap yang selama ini memiliki nilai ekonomis yang lebih rendah
jika dibandingkan dengan Aluminium murni dikarenakan proses pegecoran yang tidak
sempurna. Aluminium sekrap telah digunakan untuk pembuatan sudu impeller dan
brake disc melalui proses pengecoran, dimana hasilnya bagus dengan casting yield
73,59% untuk impeller dan 85,1% untuk disc brake (Abolarin,etl, 2007).
2.2. LANDASAN TEORI
2.2.1. Aluminium
Aluminium adalah logam yang paling banyak terdapat di kerak bumi, dan
unsur ketiga terbanyak setelah Oksigen dan Silikon. Aluminium terdapat di kerak
bumi sebanyak kira-kira 8,07% hingga 8,23% dari seluruh massa padat dari kerak
bumi, dengan produksi tahunan dunia sekitar 30 juta ton pertahun dalam bentuk
bauksit dan bebatuan lain (Corrundum, Gibbsite, Boehmite, Diaspore, dan lain-lain).
Sulit menemukan Aluminium murni di alam karena Aluminium merupakan logam
yang cukup reaktif.
Aluminium tahan terhadap korosi karena fenomena pasivasi. Pasivasi adalah
pembentukan lapisan pelindung akibat reaksi logam terhadap komponen udara
sehingga lapisan tersebut melindungi lapisan dalam logam dari korosi. Selama 50
tahun terakhir, Aluminium telah menjadi logam yang luas penggunaannya setelah
baja. Perkembangan ini didasarkan pada sifat-sifatnya yang ringan, tahan korosi,
kekuatan dan ductility yang cukup baik (Aluminium paduan), mudah diproduksi dan
Aluminium sebagai bahan pembuat komponen pesawat terbang, yang memanfaatkan
sifat ringan dan kuatnya.
Aluminium murni adalah logam yang lunak, tahan lama, ringan, dan dapat
ditempa dengan penampilan luar bervariasi antara keperakan hingga abu-abu,
tergantung kekasaran permukaannya. Kekuatan tensil Aluminium murni adalah 90
MPa, sedangkan aluminium paduan memiliki kekuatan tensil berkisar 200-600 MPa.
Aluminium memiliki berat sekitar satu pertiga baja, mudah ditekuk, diperlakukan
dengan mesin, dicor, ditarik (drawing), dan diekstrusi. Resistansi terhadap korosi
terjadi akibat fenomena pasivasi, yaitu terbentuknya lapisan Aluminium Oksida
ketika Aluminium terpapar dengan udara bebas. Lapisan Aluminium Oksida ini
mencegah terjadinya oksidasi lebih jauh. Aluminium paduan dengan tembaga kurang
tahan terhadap korosi akibat reaksi galvanik dengan paduan Tembaga.
Aluminium juga merupakan konduktor panas dan elektrik yang baik. Jika
dibandingkan dengan massanya, Aluminium memiliki keunggulan dibandingkan
dengan Tembaga, yang saat ini merupakan logam konduktor panas dan listrik yang
cukup baik, namun cukup berat. Aluminium murni 100% tidak memiliki kandungan
unsur apapun selain Aluminium itu sendiri, namun Aluminium murni yang dijual di
pasaran tidak pernah mengandung 100% Aluminium, melainkan selalu ada pengotor
yang terkandung di dalamnya. Pengotor yang mungkin berada di dalam Aluminium
murni biasanya adalah gelembung gas di dalam yang masuk akibat proses peleburan
dan pendinginan/pengecoran yang tidak sempurna, material cetakan akibat kualitas
cetakan yang tidak baik, atau pengotor lainnya akibat kualitas bahan baku yang tidak
baik (misalnya pada proses daur ulang Aluminium). Umumnya Aluminium murni
yang dijual di pasaran adalah Aluminium murni 99%, misalnya Aluminium Foil.
Pada Aluminium paduan, kandungan unsur yang berada di dalamnya dapat
bervariasi tergantung jenis paduannya. Pada paduan 7075, yang merupakan bahan
baku pembuatan pesawat terbang, memiliki kandungan sebesar 5,5% Zn, 2,5% Mg,
1,5% Cu, dan 0,3% Cr. Aluminium 2014, yang umum digunakan dalam penempaan,
memiliki kandungan 4,5% Cu, 0,8% Si, 0,8% Mn, dan 1,5% Mg. Aluminium 5086
yang umum digunakan sebagai bahan pembuat badan kapal pesiar, memiliki
kandungan 4,5% Mg, 0,7% Mn, 0,4% Si, 0,25% Cr, 0,25% Zn, dan 0,1% Cu.
Metoda pengolahan logam Aluminium adalah dengan cara mengelektrolisis
tahun 1886 dan pada saat yang bersamaan oleh Heroult di Perancis. Cryolite, bijih
alami yang ditemukan di Greenland sekarang ini tidak lagi digunakan untuk
memproduksi Aluminium secara komersil. Penggantinya adalah cariran buatan yang
merupakan campuran Natrium, Aluminium dan Kalsium Fluorida. Aluminium
murni, logam putih keperak-perakan memiliki karakteristik yang diinginkan pada
logam. Unsur ini ringan, tidak magnetik dan tidak mudah terpercik, merupakan
logam kedua termudah dalam soal pembentukan, dan keenam dalam soal ductility.
Aluminium banyak digunakan sebagai peralatan dapur, bahan konstruksi bangunan
dan ribuan aplikasi lainnya dimana logam yang mudah dibuat, kuat dan ringan
diperlukan.
optik dan dalam operasi plastik digunakan untuk mengisi bagian tubuh pasien dalam
bentuk
Silikon juga berasal dari bahasa Latin: Silex, Silicis, Flint. Pada tahun 1800, Davy
menganggap Silika sebagai senyawa, tetapi suatu unsur. Sebelas tahun kemudian
pada tahun 1811, Gay Lussac dan Thenard mungkin mempersiapkan Amorphous
Sillikon tidak murni dengan cara memanaskankalium dengan Silikon Tetrafluorida.
Menurut Annonymous (2007), Silikon (Latin: Silicium) merupakan unsur
kimia yang mempunyai simbol Si. Silikon adalah sejenis metaloid tetravalen yang
kurang reaktif dibandingkan dengan analog kimianya, karbon. Ia merupakan unsur
kedua paling berlimpah di dalam kerak Bumi, yaitu mencapai hampir 25.7%. Silikon
di dalam tanah liat, Feldspar, Granit, Kuartza dan pasir, kebanyakannya dalam
bentuk Silikon Dioksida (juga dikenali sebagai Silika) dan dalam bentuk Silikat.
Berat jenis Silikon adalah 2.57 g·cm−3 dan jari-jari atomnya 111 pikometer
(1x10-10 m). Silikon adalah suat
lambang Si dan
Amethyst, Agate, Flint, Jasper dan Opal adalah beberapa macam bentuk Silikon
Oksida. Granit, Hornblende, Asbestos, Feldspar, Tanah liat, Mica, dsb merupakan
contoh beberapa mineral Silikat.
Silikon (Si) merupakan salah satu unsur yang terdapat ada kerak bumi secara
berlimpah. Di alam Silikon tidak ditemukan dalam bentuk elemen bebas, melainkan
berikatan dengan Oksigen dan elemen lain. Silikon banyak ditemuka dalam bentuk
Silika (SiO2). Menurut (Effendi, 2003), silika bersifat tidak larut dalam air maupun
asam dan biasanya berada dalam bentuk koloid. Silika terdapat pada hampir semua
batuan dan mudah mengalami pelapukan. Sumber alami Silika adalah mineral kuarsa
dan Feldspar. Sumber antropogenik silika relatif sangat kecil.
Atom Silikon (Si) mempunyai 14 buah elektron, yang terdiri dari 2 elektron
pada lintasan pertama, 8 elektron pada lintasan kedua, dan 4 elektron pada lintasan
ketiga atau terakhir. Jadi, atom Silikon memiliki 10 elektron yang terikat kuat
kepada inti atom, dan 4 elektron valensi yang ikatannya kepada inti atom tidak kuat
dan mudah lepas dengan sedikit energi tertentu. Karena atom Silikon memiliki 4
buah elektron valensi, maka ia dikenal dengan istilah atom tetravalen. Untuk menjadi
stabil secara kimiawi, sebuah atom Silikon membutuhkan delapan elektron di
lintasan valensinya. Maka, setiap atom Silikon akan bergabung dengan atom Silikon
lainnya, sedemikian rupa sehingga menghasilkan delapan elektron di dalam lintasan
valensinya. Ketika ini terjadi, maka Silikon akan membentuk benda padat, yang
disebut kristal. Gambar 2.7 mengilustrasikan gambar 3 Dimensi sebuah atom Silikon
yang berikatan dengan 4 atom Silikon tetangganya, sehingga jumlah total elektron
atom tersebut pada lintasan valensinya menjadi tetap 8. Hal ini terjadi pula dengan
atom-atom Silikon yang lainnya. Karena pusat-pusat atom yang berdekatan
mempunyai muatan total positif, maka akan menarik elektron-elektron yang dimiliki
bersama tersebut. Gaya-gaya ini akan mengikat kuat atom satu sama lain dengan
suatu ikatan yang disebut ikatan kovalen (covalen bonds).
Silikon membentuk 25.7% kerak bumi dalam jumlah berat, dan merupakan
unsur terbanyak kedua, setelah oksigen. Silikon dipersiapkan secara komersil dengan
memanaskan Silika dan karbon di dalam tungku pemanas listrik, dengan
menggunakan elektroda karbon. Beberapa metoda lainnya dapat digunakan untuk
mempersiapkan unsur ini. Amorphous Silikon dapat dipersiapkan sebagai bubuk
untuk memproduksi kristal-kristal Silikon yang digunakan untuk peralatan
semikonduktor. Silikon super murni dapat dipersiapkan dengan cara dekomposisi
termal triklorosilan ultra murni dalam atmosfer hidrogen dan dengan proses vacuum
float zone.
2.2.3. Pengecoran
2.2.3.1. Sejarah Pengecoran
Coran dibuat dari logam yang dicairkan, dituang ke dalam cetakan, kemudian
dibiarkan mendingin dan membeku. Oleh karena itu sejarah pengecoran dimulai
ketika orang mengetahui bagaimana mencairkan logam dan bagaimana membuat
cetakan. Hal itu terjadi kira-kira 4.000 tahun sebelum masehi, sedangkan tahun
yang lebih tepat masih belum diketahui.
Awal penggunaan logam adalah ketika orang membuat perhiasan dari emas
atau perak. Kemudian secara kebetulan orang menemukan tembaga mencair,
selanjutnya mengetahui cara untuk menuang logam cair kedalam cetakan.
Pengecoran perungu dilakukan pertama di Mesopotamia kira-kira 3.000 SM,
teknik ini diteruskan ke Asia Tengah, India, dan China. Sementara itu pengecoran
ini diteruskan ke Eropa pada tahun 1.500 SM.
Walaupun sejak masa kuno baja dipakai dalam bentuk tempaan, namun pada
saat H. Bessemer dan W. Siemens membuat baja dari besi yang kasar, dan coran
baja di produksi pada pertengahan abad ke-19.
2.2.3.2. Teori Pengecoran
Proses pengecoran merupakan proses pembuatan tertua yang sampai saat ini
masih terus diterapkan, keunggulan proses pengecoran adalah kemampuannya
untuk memproduksi komponen dengan bentuk kompleks secara masal. Terdapat
tiga bagian utama proses pengecoran, yang pertama proses pembuatan cetakan
pasir. Kedua adalah proses pembuatan inti dan yang ketiga adalah proses
peleburan logam. Proses pembuatan cetakan pasir adalah hal terpenting, apabila
cetakan sudah siap maka dipasangkan inti dan kemudian dilanjutkan dengan
penuangan logam cair. Cairan dibiarkan beberapa lama didalam cetakan sampai
Ilmu pengecoran logam terus berkembang dengan pesat. Berbagai macam
metode pengecoran logam telah ditemukan dan terus disempurnakan, diantaranya
adalah centrifugal casting, investment casting, dan sand casting serta masih
banyak lagi metode-metode lainnya.
Pengecoran adalah suatu proses manufaktur yang menggunakan logam cair
dan cetakan untuk menghasilkan parts dengan bentuk yang mendekati bentuk
geometri akhir produk jadi. Logam cair akan dituangkan atau ditekan ke dalam
cetakan yang memiliki rongga sesuai dengan bentuk yang diinginkan. Setelah
logam cair memenuhi rongga dan kembali ke bentuk padat, selanjutnya cetakan
disingkirkan dan hasil cor dapat digunakan untuk proses sekunder.
Untuk menghasilkan tuangan yang berkualitas maka diperlukan pola yang
berkualitas tinggi, baik dari segi konstruksi, dimensi, material pola, dan
kelengkapan lainnya. Pola digunakan untuk memproduksi cetakan. Pada
umumnya, dalam proses pembuatan cetakan, pasir cetak diletakkan di sekitar pola
yang dibatasi rangka cetak kemudian pasir dipadatkan dengan cara ditumbuk
sampai kepadatan tertentu. Pada lain kasus terdapat pula cetakan yang
mengeras/menjadi padat sendiri karena reaksi kimia dari perekat pasir tersebut.
Pada umumnya cetakan dibagi menjadi dua bagian yaitu bagian atas dan bagian
bawah sehingga setelah pembuatan cetakan selesai pola akan dapat dicabut dengan
mudah dari cetakan.
Inti dibuat secara terpisah dari cetakan, dalam kasus ini inti dibuat dari pasir
kuarsa yang dicampur dengan Air kaca (Water Glass/Natrium Silikat), dari
campuran pasir tersebut dimasukan kedalam kotak inti, kemudian direaksikan
dengan gas CO2 sehingga menjadi padat dan keras. Inti diseting pada cetakan.
Kemudian cetakan diasembling dan diklem.
Proses pengecoran dilakukan melalui beberapa tahap mulai dari pembuatan
cetakan, persiapan dan peleburan logam, penuangan logam cair ke dalam cetakan,
pembersihan coran dan proses daur ulang pasir cetakan. Hasil pengecoran disebut
dengan coran atau benda cor. Proses pengecoran bisa dibedakan atas 2 yaitu
proses pengecoran dan proses pencetakan.
sembari cetakan dibuat dan diasembling, bahan-bahan logam seperti ingot,
hingga cairan logam tersebut membeku karena proses pendinginan. Setelah cairan
membeku, cetakan dibongkar. Pasir cetak, inti, dan benda tuang dipisahkan. Pasir
cetak bekas masuk ke instalasi daur ulang, inti bekas dibuang, dan benda tuang
diberikan ke bagian fethling untuk dibersihkan dari kotoran dan dilakukan
pemotongan terhadap sistem saluran pada benda tersebut. Setelah fethling selesai
apabila benda perlu perlakuan panas maka diproses di bagian perlakuan panas.
2.2.3.3. Pembuatan coran
Untuk membuat coran, harus dilakukan beberapa proses seperti pencairan,
pembuatan cetakan, penuangan, pembongkaran dan pembersihan coran. Untuk
mencairkan logam bermacam-macam dapur yang dipakai. Umumnya kupola
(dapur induksi frekwensi rendah) dipergunakan untuk besi cor, dapur busur listrik
(dapur induksi frekwensi tinggi) digunakan untuk baja tuang dan dapur krus untuk
paduan tembaga atau coran paduan ringan, karena dapur ini dapat memberikan
logam cair yang baik dan sangat ekonomis untuk logam-logam tersebut.
Cetakan biasanya dibuat dengan cara memadatkan pasir. Pasir yang dipakai
adalah pasir alam atau pasir buatan yang mengandung tanah lempung. Biasanya
dicampurkan pengikat khusus seperti air-kaca, semen, resin furan resin fenol
(minyak pengering), dan bentonit karena penggunaan zat-zat tersebut memperkuat
cetakan atau mempermudah pembuatan cetakan. Selain dari cetakan pasir, dapat
juga dipergunakan cetakan logam. Pada penuangan, logam cair mengalir melalui
pintu cetakan, maka bentuk pintu cetakan harus dibuat sedemikian rupa sehingga
tidak mengganggu aliran logam cair. Pada umumnya logam cair dituangkan
dengan pengaruh gaya berat, walaupun dapat juga dipergunakan tekanan pada
logam cair selama atau setelah penuangan. Pengecoran cetak adalah suatu cara
pengecoran dimana logam cair di tekan ke dalam cetakan logam dengan tekanan
tinggi.
Pengecoran tekanan rendah adalah suatucara pengecoran dimana diberikan
tekanan yang sedikit lebih tinggi dari tekanan atmosfir pada permukaan logam
dalam dapur, tekanan ini mengakibatkan mengalirnya logam cair ke atas melalui
pipa kedalam cetakan. Pengecoran sentrifugal adalah suata cara pengecoran
dimana cetakan diputar dan logam cair dituangkan kedalamnya, sehingga logam
dibuat dengan jalan tersebut. Setelah penuangan, coran di keluarkan dari cetakan
dan dibersihkan, bagian-bagian yang tidak perlu dibuang dari coran. Kemudian
dilakukan pemeriksaan dengan penglihatan terhadap rupa, kerusakan, dan
dilakukan pemeriksaan dimensi.
Disamping itu berbagai macam pemeriksaan metalurgi dilakukan untuk
memeriksa kerusakan dalam, mupamanya dengan pengujian getaran supersonik,
atau pemeriksaan radiografi. Selanjutnya dilakukan pengujian kekuatan, struktur
mikro dan komposisi kimia di uji pada spesimen. Mudah atau tidaknya pembuatan
coran tergantung pada bentuk dan ukuran benda coran. Disamping itu coran-coran
yang memerlukan ketelitian atau sudut-sudut tajam susah untuk dibuat. Oleh
karena itu untuk membuat coran yang baik, perencanaan dan pembuatan coran
perlu dimengerti dengan sebaik-baiknya.
2.2.3.4. Sifat coran Al-Si
Paduan Al-Si biasa disebut dengan Silumin. Penambahan unsur Mg dan Cu
akan meningkatkan kekerasan pada saat panas sehingga dapat digunakan untuk
permesinan. Paduan ini juga banyak digunakan sebagai elektroda terutama untuk
pengelasan yang mengandung Silikon. Paduan Al-Si ini sifat fluiditasnya baik,
memiliki permukaan bagus tanpa kegetasan panas dan sangat baik untuk paduan
coran, memiliki ketahanan korosi yang baik, sangat ringan, koefesien pemuaian
kecil. Silumin alloy Al, Si ditambah dengan Mg, Mn, Cu, cast alloy jenis ini juga
ada yang no heat treatable dan high treatable dimana Cu dan Si merupakan unsur
paduan utama pada non heat-treatable cost alloy.
Komposisi 5% Silikon dan Tembaga dalam Aluminium memiliki
karakteristik fluiditas yang baik dan titik didih rendah, sedangkan untuk komposisi
12-13% Silikon dan Tembaga memiliki karakterisitik titik cair didih yang tinggi,
Tabel 2.1. Pengaruh % Si terhadap sifat Aluminium
Type Komposisi Karakteristik
Low Si 5% Si Cu, balance
Al
Alloy yang berfluidity baik dan titik didih rendah
High Si 12-13%Si, 0,5 Na
sisa Al
Alloy yang titik cair didih tinggi, penyusutan besar, permukaan bagus, sifat tahan korosi baik
Sumber :
2.2.4. Pengujian Ketangguhan Impak (Impact Toughness Test/Impact Charpy Test)
Bahan-bahan digunakan untuk membangun struktur yang menahan suatu
beban. Seorang insinyur perlu mengetahui jika bahan akan bertahan pada kondisi
dimana struktur akan dipergunakan. Faktor yang penting yang mempengaruhi
ketangguhan dari sebuah struktur meliputi pengujian temperatur rendah,
pembebanan lebih, dan laju regangan tinggi terhadap angin atau impak (benturan)
dan efek dari konsentrasi tegangan seperti takikan dan retakan. Hal tersebut
cenderung untuk mendorong terjadinya perpatahan. Untuk hal yang lebih luas,
interaksi kompleks dari faktor-faktor ini dapat dimasukkan dalam proses desain
dengan menggunakan teori mekanisme perpatahan.
Pengujian untuk ketangguhan impak, seperti halnya pengujian Impact
Charpy, telah dikembangkan sebelum teori mekanika perpatahan tersedia. Pengujian
impak adalah sebuah metode untuk mengevaluasi ketangguhan relatif dari
bahan-bahan teknik. Pengujian Impact Charpy secara kontinyu digunakan pada saat ini
sebagai metode kontrol kualitas yang ekonomis untuk memperkirakan sensitifitas
takikan dan ketangguhan impak dari bahan-bahan teknik. Hal ini biasanya digunakan
untuk menguji ketangguhan logam-logam. Pengujian yang serupa dapat digunakan
Gambar 2.1. Alat uji Impact Charpy Gamber 2.2. Spesimen uji (Lab Ilmu Logam USU) (http://www.buzzle.com)
Benda uji dipatahkan dengan benturan dari sebuah palu pendulum yang berat,
yang jatuh dari jarak tetap (energi potensial yang konstan) untuk membentur benda
uji dengan kecepatan yang tetap (energi kinetik yang konstan). Bahan-bahan yang
tangguh (tough) menyerap banyak energi ketika dipatahkan dan bahan-bahan yang
getas (brittle) menyerap energi sangat sedikit.
Energi impak yang diukur dengan pengujian Charpy adalah usaha yang
dilakukan untuk mematahkan benda uji. Pada Impak, spesimen berubah bentuk
secara elastis sampai peluluhan tercapai (deformasi plastik); dan sebuah zona plastis
berkembang pada takikan. Ketika pengujian dilanjutkan, perubahan spesimen oleh
impak menyebabkan usaha pada zona plastis mengeras. Hal ini mengingkatkan
tegangan dan regangan pada zona plastis sampai specimen patah. Energi impak total
tergantung pada ukuran dari benda uji, dan standar ukuran benda uji yang digunakan
untuk dibandingkan diantara bahan-bahan yang berbeda. Energi impak dipengaruhi
oleh sejumlah faktor, seperti halnya:
- Kekuatan peluluhan dan keuletan
- Takikan
- Mekanisme perpatahan
Peningkatan kekuatan luluh oleh mekanisme tersebut kemudian akan
menurunkan energi impak ketika usaha plastis yang kecil dapat terjadi sebelum
regangan pada zona plastis yang cukup untuk mematahkan benda uji. Peningkatan
kekuatan luluh dapat juga mempengaruhi energi impak disebabkan oleh perubahan
mekanisme perpatahan.
Takikan pada benda uji mempunyai dua efek. Keduanya dapat menurunkan
energi impak.Pertama, konsentrasi tegangan dari takikan menyebabkan peluluhan
atau deformasi plastis terjadi pada takikan. Suatu daerah plastis dapat berkembang
pada takikan, dimana akan menurunkan jumlah total deformasi plastik pada benda
uji. Hal ini menurunkan usaha yang dilakukan oleh deformasi plastik sebelum
perpatahan. Kedua, pembatasan deformasi pada takikan meningkatkan tegangan
tarik di zona plastis. Tingkat pembatasan tergantung pada kerumitan takikan
(kedalaman dan keruncingan). Peningkatan tegangan tarik mendorong perpatahan
dan menurunkan usaha yang dilakukan oleh deformasi plastis sebelum perpatahan
terjadi.
Gambar 2.3. Skematik kurva transisi ulet ke getas
(http://www.buzzle.com/articles/aluminum)
Transisi suhu bisa didefinisikan dengan menggunakan energi impak rata-rata
menggunakan ekspansi lateral benda uji (suatu pengukuran sejumlah deformasi
plastis), atau perubahan dalam bentuk permukaan perpatahan.
Harga impak dapat dihitung dengan formula:
E = P . D (Cos β – Cos α)
Dimana : E = Energi yang diserap dalam satuan (Joule)
A = Sudut Pemukulan (147o rad)
B = Sudut akhir pemukulan (rad)
P = Konstanta (251,3 N)
D = Konstanta (0,6495 m)
Atau bisa juga dengan formula:
Hi = E/A
Dimana: E = Energi yang diserap dalam satuan (Joule)
A = Luas penampang dibawah takik dalam satuan mm2
2.2.5. Pengujian Kekerasan (Hardness Test)
Kekerasan (Hardness) adalah salah satu sifat mekanik (Mechanical
properties) dari suatu material. Kekerasan suatu material harus diketahui khususnya
untuk material yang dalam penggunaanya akan mangalami pergesekan (Frictional
force), dalam hal ini bidang keilmuan yang berperan penting mempelajarinya adalah
Ilmu Bahan Teknik (Metallurgy Engineering). Kekerasan didefinisikan sebagai
kemampuan suatu material untuk menahan beban identasi atau penetrasi
(penekanan). Didunia teknik, umumnya pengujian kekerasan menggunakan 4 macam
metode pengujian kekerasan, yakni :
- Brinell (HB/BHN)
- Rockwell (HR/RHN)
- Vickers (HV/VHN)
- Micro Hardness (Namun jarang sekali dipakai-red)
Gambar 2.5. Alat uji kekerasan material logam (Lab Ilmu Logam USU)
Pengujian kekerasan Brinnel merupakan pengujian standar skala industri,
tetapi karena penekannya terbuat dari bola baja yang berukuran besar dan beban
besar maka bahan yang sangat lunak atau sangat keras tidak dapat diukur
penekan tertentu kepada benda uji dengan beban tertentu dan dengan mengukur
ukuran bekas penekanan yang terbentuk diatasnya, cara ini dinamakan cara
kekerasan dengan penekanan (brinnel).
Pemilihan masing-masing skala (metode pengujian) tergantung pada :
- Permukaan material
- Jenis dan dimensi material
- Jenis data yang diinginkan
- Ketersedian alat uji
2.2.5.1. Metode Brinell
Pengujian kekerasan dengan metode Brinell bertujuan untuk menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja
(identor) yang ditekankan pada permukaan material uji tersebut (speciment).
Idealnya, pengujian Brinell diperuntukan bagi material yang memiliki kekerasan
Brinell sampai 400 HB, jika lebih dati nilai tersebut maka disarankan
menggunakan metode pengujian Rockwell ataupun Vickers. Angka Kekerasan
Brinell (HB) didefinisikan sebagai hasil bagi (Koefisien) dari beban uji (F) dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka
tekan (injakan) bola baja (A) dalam milimeter persegi.
2.2.5.2. Metode Vickers
Pengujian kekerasan dengan metode Vickers bertujuan menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap intan
berbentuk piramida dengan sudut puncak 136 Derajat yang ditekankan pada
permukaan material uji tersebut. Angka kekerasan Vickers (HV) didefinisikan
sebagai hasil bagi (koefisien) dari beban uji (F) dalam Newton yang dikalikan
dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola
baja (A) dalam milimeter persegi.
2.2.5.3. Metode Rockwell
Skala yang umum dipakai dalam pengujian Rockwell adalah :
- HRb (Untuk material yang lunak).
- HRc (Untuk material dengan kekerasan sedang).
2.2.5.4. Metode Micro Hardness
Pada pengujian ini identor-nya menggunakan intan kasar yang di bentuk
menjadi piramida. Bentuk lekukan intan tersebut adalah perbandingan diagonal
panjang dan pendek dengan skala 7:1. Pengujian ini untuk menguji suatu material
adalah dengan menggunakan beban statis. Bentuk identor yang khusus berupa
knoop meberikan kemungkinan membuat kekuatan yang lebih rapat di bandingkan
dengan lekukan Vickers. Hal ini sangat berguna khususnya bila mengukur
kekerasan lapisan tipis atau emngukur kekerasan bahan getas dimana
kecenderungan menjadi patah sebanding dengan volume bahan yang ditegangkan.
Rumus perhitungan Brinell Hardness Number(BHN) :
Dimana: P = beban penekan (Kg)
D = diameter bola penekan (mm)
d = diameter lekukan (mm)
2.2.6. Equotip Hardness Tester
Equotip Hardnes Terster adalah salah satu alat uji kekerasan (hardness)
dengan menggunakan alat uji Equotip tipe 3. Alat ini menggunakan perangkat
canggih dengan perhitungan komputerisasi. Dengan metode pantulan dinamis dari
bola yang terdapat pada salah satu perangkatnya, hasilnya akan langsung kelur pada
layar display dan bisa dibaca. Penggunaannya sangat praktis, bisa dibawa
kemana-mana (portable) dan akurat. Terdapat beberapa kelebihan-kelebihan pada alat ini,
diantaranya:
- Cocok untuk hampir semua jenis logam
- Digunakan dalam pengujian untuk maintenance peralatan teknik untuk
tingkat produksi
- Bisa digunakan dalam pengujian yang memiliki dimensi yang besar
- Bisa juga digunakan untuk menguji komponen mesin yang terletak pada
Equotip 3 adalah solusi pengujian kekerasan portabel yang serba guna yang
menggunakan teknik pantulan dinamis Leeb yang ditemukan oleh Proceq. Proceq
telah menggabungkan teknologi saat ini dan pengetahuan Equotip yang telah
diperolehnya selama lebih dari 35 tahun untuk menciptakan Equotip 3 – sebuah
instrumen portabel yang menawarkan kemampuan yang beragam dan pengoperasian
yang mudah.
Gambar 2.6. Equotip 3 Hardness Tester (Lab Ilmu Logam USU)
2.2.7. Metallography Test (foto mikro)
Hubungan antara struktur mikro dengan sifat mekanik logam dipengaruhi
oleh kuantitas fasa, ukuran fasa dan pengaruh bentuk fasa. Paduan Al-Si memiliki
kombinasi karakteristik yang baik antara lain castability, ketahanan korosi yang baik
(good corossion resistance), ketahanan aus (wear resistance), dan mampu mesin
yang baik (machinability). (Granger dan Elliott, 1998).
Gambar 2.8. Struktur mikro dari paduan Aluminium-Silikon. Gambar (a) merupakan paduan Al-Si tanpa perlakuan khusus. Gambar (b) merupakan paduan Al-Si dengan perlakuan termal. Gambar (c) adalah paduan Al-Si dengan perlakuan termal dan penempaan. Perhatikan bahwa semakin ke kanan, struktur mikro semakin baik
Setiap spesimen yang akan di lakukan pengujian seharusnya dilakukan foto
mikro, tujuannya adalah untuk menganalisa struktur pada benda uji atau spesimen.
Pengambilan foto dilakukan dengan menggunakan mikroskop optic tipe MM 10 A
serta didukung oleh software-nya, sebelum dilakukan pengambilan gambar spesimen
terlebih dahulu di polishing sedemikian rupa agar foto yang didapat menjadi
maksimal. Adapun langkah-langkah yang harus dilakukan pada metalografi adalah
sebagai berikut:
2.2.7.1. Pemotongan (Cutting) Spesimen
Secara teknis proses permesinan mulai dilakukan orang sejak diperkenalkan
mesin koter (boring machine) oleh Wilkinson pada tahun 1775 yang digunakan
untuk membuat komponen mesin uap James Watt. Pada saat itu konsep ketelitian
ketepatan pembuatan yang tinggi. Dalam perkembangannya, sesuai dengan
kemajuan teknologi pembuatan komponen logam yang lain.
Setelah dilakukan proses pencetakan dan spesimen dikeluarkan dari cetakan
maka hal yang dilakukan selanjutnya adalah proses pemotongan. Tujuan dari
proses pemotongan (Cutting) ini adalah untuk membentuk spesimen uji yang kita
inginkan. Pemotongan dalam penelitian ini dilakukan dengan menggunakan proses
sekrap (shaping/planing). Proses sekrap merupakan proses yang hampir sama
dengan proses bubut, dalam hal ini gerak potongannya bukan gerakan rotasi,
melainkan gerakan translasi yang dilakukan oleh pahat (pada mesin sekrap) atau
oleh benda kerja (pada mesin sekrap meja).
Cara kerjanya yaitu, benda kerja dipasang pada meja sementara pahat (serupa
dengan pahat bubut) dipasangkan pada pemegangnya. Kedalaman potong dapat
ditetapkan dengan cara menggeser pahat melalui skala pada pemutar. Gerak
makan seperti halnya pada proses bubut dapat dipilih dan pada saat langkah baik
berakhir di meja atau pahat bergeser sejauh harga yang dipilih tersebut. Panjang
langkah pemotongan diatur sesuai dengan panjang benda kerja ditambah dengan
jarak pengawalan dan jarak pengakhiran. Apabila hal ini talah ditetapkan maka
perbandingan kecepatan menjadi tertentu harganya (tergantung dari konstruksi
mesin). Dalam hal ini kecepatan mundur (tidak memotong) harus lebih tinggi
daripada kecepatan maju (memotong). Kecepatan potong rata-rata dan kecepatan
makan ditentukan oleh jumlah langkah per menit yang akan dipilih dan diatur pada
mesin perkakas yang bersangkutan.
2.2.7.2. Bingkai (Mounting) Spesimen
Dalam pemilihan material untuk mounting, yang perlu diperhatikan adalah
perlindungan dan pemeliharaan terhadap spesimen. Bingkai haruslah memiliki
kekerasan yang cukup, meskipun kekerasan bukan merupakan suatu indikasi, dari
karakteristik abrasif. Material bingkai juga harus tahan terhadap distorsi fisik yang
disebabkan oleh panas selama pengamplasan, selain itu juga harus dapat melkukan
penetrasi ke dalam lubang yang kecil dan bentuk permukaan yang tidak beraturan.
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan
akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan
lembaran metal tipis, potongan yang tipis, dan lain-lain.Untuk memudahkan
penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu
media (media mounting).
Media mounting yang dipilih haruslah sesuai dengan material dan jenis
reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan
material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang
dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah
dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak
diperlukan aplikasi panas dan tekanan.Namun bahan castable resin ini tidak
memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk
material-material yang keras.Teknik mounting yang paling baik adalah menggunakan
thermosetting resin dengan menggunakan material bakelit. Material ini berupa
bubuk yang tersedia dengan warna yang beragam.Thermosetting mounting
membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb.in-2) dan
panas (1490˚C) pada mold saat mounting.
2.2.7.3. Pengamplasan (Grinding) Spesimen
Perbedaan antara pengerindaan dan pengamplasan terletak pada batasan
kecepatan dari kedua cara tersebut. Pengerindaan adalah suatu proses yang
memerlukan pergerakan permukaan abrasif yang sangat cepat, sehingga
menyebabkan timbulnya panas pada permukaan spesimen. Sedangkan
pengamplasan adalah proses untuk mereduksi suatu permukaan dengan pergerakan
permukaan abrasif yang bergerak relatif lambat sehingga panas yang dihasilkan
tidak terlalu signifikan.
Pada proses ini dilakukan penggunaan partikel abrasif tertentu yang berperan
sebagai alat pemotongan secara berulang-ulang. Pada beberapa proses,
partikel-partikel tersebut dsisatukan sehingga berbentuk blok dimana permukaan yang
ditonjolkan adalah permukan kerja. Partikel itu dilengkapi dengan partikel abrasif
yang menonjol untuk membentuk titik tajam yang sangat banyak.
Pengamplasan dilakukan dengan menggunakan kertas amplas yang ukuran
butir abrasifnya dinyatakan dengan mesh. Urutan pengamplasan harus dilakukan
dari nomor mesh yang rendah (hingga 150 mesh) ke nomor mesh yang tinggi (180
permukaan dan kedalaman kerusakan yang ditimbulkan oleh pemotongan. Hal
yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air
berfungsi sebagai pemidah geram, memperkecil kerusakan akibat panas yang
timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa
pemakaian kertas amplas.
2.2.7.4. Pemolesan (Polishing) Spesimen
Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus bebas
goresan dan mengkilap seperti cermin dan menghilangkan ketidakteraturan
sampel. Permukaan sampel yang akan diamati di bawah mikroskop harus
benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka
pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang
dari mikroskop dipantulkan secara acak oleh permukaan sampel. Perbedaan antara
pengerindaan dan pengamplasan terletak pada batasan kecepatan dari kedua cara tersebut. Pengerindaan adalah suatu proses yang memerlukan pergerakan permukaan abrasif yang sangat cepat, sehingga menyebabkan timbulnya panas pada permukaan spesimen. Sedangkan pengamplasan adalah proses untuk mereduksi suatu permukaan dengan pergerakan permukaan abrasif yang bergerak relatif lambat sehingga panas yang dihasilkan tidak terlalu signifikan.
Dari proses pengamplasan yang didapat adalah timbulnya suatu sistim yang
memiliki permukaan yang relatif lebih halus atau goresan yang seragam pada
permukaan spesimen. Pengamplasan juga menghasilkan deformasi plastis lapisan
permukaan spesimen yang cukup dalam. Proses pemolesan menggunakan partikel
abrasif yang tidak melekat kuat pada suatu bidang tapi berada pada suatu cairan di
dalam serat-serat kain.
Tujuannya adalah untuk menciptakan permukaan yang sangat halus sehingga
bisa sehalus kaca sehingga dapat memantulkan cahaya dengan baik. Pada
pemolesan biasanya digunakan pasta gigi, karena pasta gigi mengandung Zn dan
Ca yang akan dapat mengasilkan permukaan yang sangat halus. Proses untuk
pemolesan hampir sama dengan pengamplasan, tetapi pada proses pemolesan
hanya menggunakan gaya yang kecil pada abrasif, karena tekanan yang didapat
2.2.7.5. Etsa (Etching) Spesimen
Etsa dilakukan dalam proses metalografi adalah untuk melihat struktur mikro
dari sebuah spesimen dengan menggunakan mikroskop optik. Spesimen yang
cocok untuk proses etsa harus mencakup daerah yang dipoles dengan hati-hati,
yang bebas dari deformasi plastis karena deformasi plastis akan mengubah struktur
mikro dari spesimen tersebut. Etsa dapa dibagi menjadi dua jenis, yitu:
a. Etsa Kimia merupakan proses pengetsaan dengan menggunakan larutan
kimia dimana zat etsa yang digunakan ini memiliki karakteristik
tersendiri sehingga pemilihannya disesuaikan dengan sampel yang akan
diamati. Contohnya antara lain : Nitrid Acid / Nital (Asam Nitrit + Alkohol 95%),
Picral (Asam Picric + Alkohol), Ferric chloride, Hydroflouric acid, dll.
Perlu diingat bahwa waktu etsa jangan terlalu lama (umumnya sekitar 4 ±
30 detik), dan setelah dietsa, segera dicuci dengan air mengalir lalu
dengan Alkohol kemudian dikeringkan dengan alat pengering.
b. Elektro Etsa (Etsa Elektrolitik) merupakan proses etsa dengan
menggunakan reaksi elektoetsa. Cara ini dilakukan dengan pengaturan
tegangan dan kuat arus listrik serta waktu pengetsaan. Etsa jenis ini
biasanya khusus untuk stainless steel karena dengan etsa kimia susah
untuk medapatkan detil strukturnya
Etsa merupakan proses penyerangan atau pengikisan batas butir secara
selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik
menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur
yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material,
mikrostruktur baru muncul jika diberikan zat etsa.Sehingga perlu pengetahuan
yang tepat untuk memilih zat etsa yang tepat.Pengamatan struktur makro dan
mikro. Pengamatan metalografi dengan mikroskop optik dapat dibagi dua, yaitu:
a. Metalografi makro yaitu pengamatan struktur dengan perbesaran 10-100
kali.
b. Metalografi mikro yaitu pengamatan struktur dengan perbesaran diatas
Gambar 2.9. Alat uji struktur mikro yaitu mikroskop optic (Lab Ilmu Logam USU)
Gambar diatas yaitu alat uji struktur mikro, yang fungsinya untuk mengambil
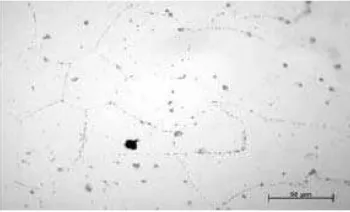
gambar dari spesimen yang di uji dengan ukuran 200 x pembesaran (Metalografi).
Berikut ini adalah contoh gambar hasil pengujian metalografi pada Al-Si.
BAB III
METODOLOGI PENELITIAN
3.1. DIAGRAM ALIR PENELITIAN
3.2. BAHAN DAN ALAT PENELITIAN
3.2.1. Bahan yang digunakan
a. Aluminium Sekrap
Dalam proses peleburan ini, digunakan bahan Aluminium sekrap berbahan
dasar dari kaleng bekas minuman berbahan Aluminium. Kaleng bekas tersebut
didapat dari pengumpul kaleng di toko penadah bahan bekas. Bagian yang diambil
adalah tutup kaleng tersebut, oleh karena itu perlu dilakukan pemisahan antara
badan dan tutup kaleng. Pemisahan dapat dilakukan dengan menggunakan gunting
logam atau mesin gerinda potong.
Gambar 3.1. Kaleng bekas minuman dan bagian Tutup Kaleng (Lab Teknologi Mekanik)
b. Silikon
Unsur yang dicampurkan adalah silikon, mencampurkan silikon
kedalam Aluminium bisa memperbaiki sifat Aluminium tersebut dan mendapatkan
sifat yang kita inginkan. Sebelum dilakukan peleburan terlebih dahulu silikon
padat atau bongkahan di haluskan sampai pada besar butir yang diinginkan. Besar
butiran silikon berpengaruh terhadap sifat campuran, semakin kecil besar butiran
maka campuran akan semakin baik. Besar butiran serbuk silikon jika dihitung
berdasarkan mesh 400, maka ukurannya adalah < 0,0025 in3.
Gambar 3.2. Gambar Silikon dan serbuk Silikon (Lab Foundry)
c. Pasir Silika
Untuk bahan cetakan digunakan pasir silika, yang sebelumnya dicampur
dengan bentonit dan air, pasir silika digunakan secara bertahap untuk tiap 15 kg
dalam sekali campuran. Besar butiran pasir silika jika dihitung berdasarkan mesh
40, maka ukurannya adalah < 0,025 in3.
Gambar 3.3. Gambar Pasir Silika (Lab Foundry)
d. Bentonite
Sebagai bahan perekat pasir silika digunakan Bentonite, selain Bentonite
bahan lain yang bisa digunakan untuk mengikat Pasir Silika adalah air kaca atau
Water Glass. Jika cetakan dipakai dalam waktu yang cepat maka air kaca bisa
digunakan sebagai alternatif. Pengeringan air kaca ini dilakukan dengan gas
karbondioksida. Bentonit ditambahkan sebanyak 5% dari jumlah pasir silika yang