PERANCANGAN ULANG TATALETAK PABRIK UNTUK
MEMINIMALISASI MATERIAL HANDLING
DI PTPN III KEBUN RAMBUTAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana
Oleh
NURHAYANI SIREGAR NIM. 060423006
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur saya ucapkan atas kehadirat Allah SWT atas rahmat, nikmat dan karunia yang tak terhingga banyaknya dan atas kesempatan yang diberikan kepada saya untuk menyelesaikan Tugas Sarjana pada waktu yang telah ditentukan.
Penelitian ini dilakukan di PTPN III Kebun Rambutan Pengolahan Lateks Pekat yaitu perusahaan yang bergerak di bidang pengolahan Lateks Pekat dan Block Skim Rubber. Dengan objek penelitian adalah perancangan ulang tataletak
pabrik untuk meminimalisasi material handling
Adapun judul Tugas Sarjana ini adalah “Perancangan Ulang Tataletak Pabrik untuk Meminimalisasi Material Handling di PTPN III Kebun Rambutan ”
Saya menyadari bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini, oleh karena itu saya mengharapkan adanya kritik dan saran dari pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
UNIVERSITAS SUMATERA UTARA, Medan PENULIS.
UCAPAN TERIMA KASIH
Terlalu banyak pihak yang telah memberikan bantuan, saran dan motivasi sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik. Untuk itu pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Kedua orang tua tercinta Ayahanda dan Ibunda yang telah memberikan dukungan moril dan materiil pada penulis.
2. Bapak Ir. Danci Sukatendel, sebagai dosen pembimbing pertama atas bimbingan dan arahan yang diberikan kepada penulis untuk menyelesaikan tugas sarjana ini.
3. Ibu Tuti Sarma Sinaga ST.MT., sebagai dosen pembimbing kedua atas bimbingan dan arahan yang diberikan kepada penulis untuk menyelesaikan tugas sarjana ini.
4. Bapak Zulkarnain Dalimunthe selaku Krani Produksi PT. Perkebunan Nusantara III Kebun Rambutan yang telah banyak meluangkan waktu untuk membantu penulis memperoleh data yang diperlukan.
5. Ibu Ir. Rosnani Ginting, MT., sebagai Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
6. Bapak Ir. Ukurta Tarigan, MT., sebagai Wakil Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
7. My Beloved Ardansyah yang banyak membantu penulis dalam dalam mengajarkan dan bimbingan pada penulis.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMAKASIH ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
RINGKASAN ... xiv
I. PENDAHULUAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi ... II-2 2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-3 2.3.3. Tenaga Kerja dan Kerja Perusahaan ... II-10 2.4. Proses Produksi ... II-12 2.4.1. Spesifkasi Produk ... II-12 2.4.2. Bahan Baku, Bahan Tambahan, dan Bahan Penolong .... II-14 2.4.3. Uraian Proses Produksi ... II-16 2.4.4. Mesin dan Peralatan ... II-20
III. LANDASAN TEORI
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.7. Material handling ... III-14 3.7.1. Definisi Material handling ... III-14 3.7.2. Tujuan Material handling ... III-14 3.8. Pemindahan Bahan ... III-15 3.9. Teknik-teknik Analisis Aliran Bahan ... III-16 3.9.1. Flow Process Chart ... III-18 3.9.2. Activity Relation Chart ... III-21
IV METODOLOGI PEMECAHAN MASALAH
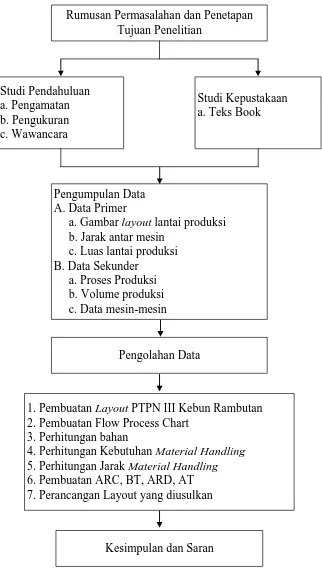
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Pelaksanaan Penelitian ... IV-2 4.4. Pengumpulan Data ... IV-2 4.5. Pengolahan Data ... IV-4 4.6. Analisis Pemecahan Masalah ... IV-5 4.7. Kesimpulan dan Saran ... IV-5
V. PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.2. Data Volume Produksi PTPN III Pabrik Karet ... V-4 5.1.3. Data Efisiensi dan scrap Mesin ... V-3 5.2. Pengolahan Data ... V-5 5.2.1. Flow Process Chart ... V-5 5.2.2. Kondisi Awal Lantai Produksi ... V-6
VI. ANALISIS PEMECAHAN MASALAH
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
RINGKASAN
Kebun Rambutan merupakan salah satu unit PTPN III Medan – Sumatera Utara, yang bergerak dalam usaha Perkebunan Karet dan Kelapa Sawit, serta mempunyai pabrik pengolahan Lateks Pekat dan dari sisa Lateks Pekat didapat produk yang masih mempunyai nilai jual yaitu Block Skim Rubber
Dari hasil pengamatan yang terjadi di PTPN III Kebun Rambutan adalah tataletak pabrik yang ada pada saat ini memiliki beberapa kegiatan – kegiatan yang saling berkaitan, dimana jaraknya terlalu jauh. Hal ini yang menjadi permasalahan di PT. Perkebunan Nusantara III Rambutan. Maka dilakukan penyusunan ulang terhadap tataletak yang telah ada dengan mempertimbangkan frekuensi perpindahan bahan antar departemen dari tataletak awal.
Berdasarkan latar belakang diatas harus ada penyelesaian yang dapat dilakukan melalui perancanaan pengaturan tata letak lantai produksi yang lebih baik dengan memanfaatkan ruang kosong di lantai produksi.Adapun patokan yang dilihat dalam penentuan tataletak yang lebih baik adalah momen material handling yang lebih kecil dimana momen material handling adalah frekuensi perpindahan antar departemen yang berhubungan dikali dengan jarak antar departemen. Dan untuk mengukur jarak pemindahan bahan menggunakan metode rectilinear distance yaitu Jarak diukur sepanjang lintasan dengan menggunakan garis tegak lurus (orthogonal) satu dengan yang lainnya
Cara yang digunakan dalam penyusunan tataletak yang baru adalah dengan menggunakan Systematic Layout Plant dimana dilakukan mengikuti langkah-langkah perancangan dengan menggunakan kondisi lantai pabrik saat ini sebagai data kebutuhan luas lantai. Dari hasil perancangan dihasilkan suatu tataletak yang baik dari tataletak yang saat ini digunakan di perusahaan. Dari perhitungan yang dilakukan tataletak awal memiliki momen material handling 30.493 meter perpindahan perbulan dengan total waktu yang dibutuhkan adalah 15.214 detik. Sedangkan tataletak usulan memiliki momen material handling 19.379 meter perpindahan perbulan sehingga waktu yang diperlukan semakin kecil yaitu 8.650,8 detik.
RINGKASAN
Kebun Rambutan merupakan salah satu unit PTPN III Medan – Sumatera Utara, yang bergerak dalam usaha Perkebunan Karet dan Kelapa Sawit, serta mempunyai pabrik pengolahan Lateks Pekat dan dari sisa Lateks Pekat didapat produk yang masih mempunyai nilai jual yaitu Block Skim Rubber
Dari hasil pengamatan yang terjadi di PTPN III Kebun Rambutan adalah tataletak pabrik yang ada pada saat ini memiliki beberapa kegiatan – kegiatan yang saling berkaitan, dimana jaraknya terlalu jauh. Hal ini yang menjadi permasalahan di PT. Perkebunan Nusantara III Rambutan. Maka dilakukan penyusunan ulang terhadap tataletak yang telah ada dengan mempertimbangkan frekuensi perpindahan bahan antar departemen dari tataletak awal.
Berdasarkan latar belakang diatas harus ada penyelesaian yang dapat dilakukan melalui perancanaan pengaturan tata letak lantai produksi yang lebih baik dengan memanfaatkan ruang kosong di lantai produksi.Adapun patokan yang dilihat dalam penentuan tataletak yang lebih baik adalah momen material handling yang lebih kecil dimana momen material handling adalah frekuensi perpindahan antar departemen yang berhubungan dikali dengan jarak antar departemen. Dan untuk mengukur jarak pemindahan bahan menggunakan metode rectilinear distance yaitu Jarak diukur sepanjang lintasan dengan menggunakan garis tegak lurus (orthogonal) satu dengan yang lainnya
Cara yang digunakan dalam penyusunan tataletak yang baru adalah dengan menggunakan Systematic Layout Plant dimana dilakukan mengikuti langkah-langkah perancangan dengan menggunakan kondisi lantai pabrik saat ini sebagai data kebutuhan luas lantai. Dari hasil perancangan dihasilkan suatu tataletak yang baik dari tataletak yang saat ini digunakan di perusahaan. Dari perhitungan yang dilakukan tataletak awal memiliki momen material handling 30.493 meter perpindahan perbulan dengan total waktu yang dibutuhkan adalah 15.214 detik. Sedangkan tataletak usulan memiliki momen material handling 19.379 meter perpindahan perbulan sehingga waktu yang diperlukan semakin kecil yaitu 8.650,8 detik.
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Perkebunan Nusantara III Rambutan merupakan industri manufaktur yang bergerak dalam bidang pengolahan Lateks. Permintaan pasar terhadap Lateks Pekat dan Block Skim Rubber yang meningkat menyebabkan PT. Perkebunan Nusantara III Rambutan harus dapat melakukan proses produksi yang terbaik untuk menghasilkan produk yang diinginkan oleh pasar. Dengan demikian PT. Perkebunan Nusantara III Rambutan harus melakukan pengelolaan sistem industri secara efektif dan efisien agar dapat bertahan dalam persaingan.
Dari kenyataan diatas, peneliti ingin melakukan perhitungan terhadap momen perpindahan bahan yang terjadi dilantai produksi. Selain itu, peneliti juga ingin mencoba merancang layout baru yang memiliki momen perpindahan yang lebih minimal.
1.2. Rumusan Permasalahan
Pokok permasalahan yang akan dibahas adalah bagaimana merancang ulang tataletak pabrik yang ada saat ini untuk mendapatkan jarak antar departemen yang lebih baik sehingga kegiatan material handling dapat diminimalisasi.
1.3. Tujuan dan Manfaat Penelitian 1.3.1. Tujuan Umum
Tujuan umum dari penelitian ini adalah untuk merancang tataletak pabrik yang baik dari layout yang saat ini digunakan sehingga kegiatan material handling dapat diminimalisasi.
1.3.2. Tujuan Khusus
Adapun Tujuan khusus dari penelitian ini adalah :
a. Menghitung jarak antar kegiatan dengan menggunakan rectiliner distance. b. Menghitung total material handling rata-rata per bulan.
1.3.3. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori yang didapat di bangku kuliah dengan mengaplikasikannya di lapangan.
b. Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri USU.
c. Sebagai masukan dan sumbangan pemikiran bagi pihak perusahaan untuk perbaikan tataletak. Penelitian ini akan menunjukkan jumlah momen perpindahan yang terjadi pada lantai produksi sekarang. Penelitian ini juga akan memberikan rancangan tataletak. .
1.4. Pembatasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini antara lain: a. Penelitian dilakukan pada lantai produksi.
b. Data produksi lateks dibatasi pada tahun 2008.
c. Tidak memperhitungkan biaya pada perencanaan ulang tataletak pabrik Asumsi yang digunakan dalam penelitian ini antara lain:
a. Kondisi lantai produksi tidak berubah selama penelitian.
b. Proses produksi berlangsung secara normal dan tidak ada gangguan atau perubahan urutan operasi yang mempengaruhi jalannya proses produksi. c. Tidak ada penambahan mesin atau peralatan baru.
1.5. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan tugas sarjana agar mudah dipahami penulisannya maka akan disajikan dalam beberapa bab sebagai berikut:
BAB I : PENDAHULUAN
Bab ini berisi latar belakang permasalahan, perumusan masalah, tujuan dan sasaran penelitian, manfaat penelitian, ruang lingkup dan asumsi, serta sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran perusahaan secara umum meliputi sejarah perusahaan, ruang lingkup usaha, proses produksi, tenaga kerja dan informasi lainnya.
BAB III : LANDASAN TEORI
Bab ini berisikan teori-teori yang digunakan dalam pengambilan data maupun untuk mendapatkan pemecahan dari masalah yang diteliti. BAB IV : METODOLOGI PENELITIAN
Dalam hal ini menguraikan tahapan-tahapan yang dilakukan dalam pelaksanaan penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data detail yang berasal dari perusahaan dan literatur mengenai penelitian yang dilakukan, serta pengolahan data yang dilakukan sebagai dasar pada pembahasan masalah.
Bab ini berisi tentang analisa dan pemecahan masalah dari hasil pengolahan data yang telah dilakukan sebelumnya.
BAB VII : KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pabrik karet Kebun Rambutan Tebing Tinggi merupakan salah satu unit PT. Perkebunan Nusantara III Medan – Sumatera Utara, yang bergerak dalam usaha Perkebunan Karet dan Kelapa Sawit. PT. Perkebunan Nusantara III Pabrik Karet Kebun Rambutan mengolah lateks kebun menjadi lateks pekat dan Block Skim Rubber (BSR).
Kebun Rambutan berasal dari perkebunan milik Maatscappay Hindia Belanda di bawah naungan NV RCMA (Rubber Culltur Maatscappay Amsterdam) yang pada tahun 1958 dinasionalisasikan menjadi PPN baru cabang Sumatera Utara. Dalam perkembanganya perkebunan ini beberapakali mengalami perubahan nama, yaitu pada tahun 1961 menjadi PPN SUMUT IV, selanjutya pada tahun pada tahun 1967 diubah menjadi unit kebun PT. Perkebunann V (Persero). Kemudian pada bulan April 1994 terjadi penggabungan antara PTP II, IV dan V, menjadi suatu perusahaan yang diberi nama PTP. Nusantara III (Persero) yang berkantor pusat di jalan Sei Batang Hari Medan, dimana pabrik karet Kebun Rambutan menjadi salah satu unit didalamnya.
Pakam ± 31 Km, dan dari pusat Kota Tebing Tinggi ± 2 Km. Secara umum Kebun Rambutan berada pada ketinggian 18 m dari permukaan laut, dan bertofografi datar yang didominasi oleh jenis tanah podsolik merah kuning, Aluvial dan hidromorfik kelabu. curah hujan per tahun 1.300 - 2.100 mm, dan bulan basah ± 8
bulan serta bulan kering ± 4 bulan dengan luas Afdeling karet sebesar 1.690.15 Ha dan di bagi menjadi beberapa Afdeling.
PTPN III pabrik karet Kebun Rambutan juga memiliki kesesuaian dokumen kepada konsumen dengan konsisten mengimplementasikan ISO.9002 (Manajemen Mutu) dan ISO 14000 (Manajemen Lingkungan), sehingga menghasikan produk-produk bermutu tinggi serta ramah linggkungan, disamping itu manajemen juga mempunyai komitmen yang tinggi terhadap keselamatan kerja karyawan dengan mengimplementasikan Sistem Manajemen Kesehatan dan Keselamatan Kerja (SMK3) secara konsisten.
Tanggung jawab PTPN III pabrik karet Kebun Rambutan mempunyai manajemen yang telah menyalurkan sebagian labanya untuk dana kemitraan dan bina lingkungan Comunity Development (CD) kepada masyarakat sekitar dan manusia yang sejahtera.
2.2. Ruang Lingkup Bidang Usaha
menghasilkan hasil produksi lateks pekat dan serum sekunder yang kemudian diolah menjadi Block Skim Rubber.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
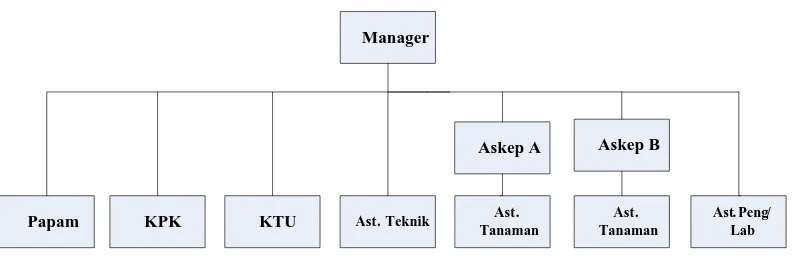
Untuk menjalankan kegiatannya, PTPN III pabrik karet Kebun Rambutan menggunakan struktur organisasi yang disusun sedemikian rupa sehingga jelas terlihat batasan- batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi tersebut. Dengan demikian diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan dan masing-masing pegawai mengetahui dengan jelas darimana mendapatkan perintah dan kepada siapa harus bertanggung jawab atas hasil kerjanya.
Manager
Askep B Askep A
Ast. Teknik
KTU TanamanAst.
KPK TanamanAst.
Papam Ast. Peng/Lab
Gambar 2.1. Struktur Organisasi PTPN III Pabrik Karet Kebun Rambutan
2.3.2. Pembagian Tugas dan Tanggung Jawab
Tugas dan tanggung jawab dari berbagai jabatan yang terdapat dalam struktur organisasi dapat dijelaskan sebagai berikut :
1. Manajer
Tugas dan tanggung jawab Manajer yaitu:
a. Mengkoordinasikan penyusunan rencana anggaran belanja perusahaan
b. Menandatangani dan mengecek dokumen, formulir dan laporan sesuai dengan sistem prosedur yang berlaku.
c. Mengarahkan kegiatan-kegiatan kepada Asisten. d. Melaporkan data serta kegiatan yang ada ke Direksi.
e. Menyusun dan melaksanakan kebijakan umum perkebunan sesuai dengan norma pedoman dan instruksi dari pimpinan umum.
f. Menelaah dan mendisposisi surat-surat masuk untuk penyelesaian selanjutnya. g. Membina dan meningkatkan kesejahteraan sosial karyawan.
i. Membina dan mengawasi serta mempertanggung jawabkan jalannya koperasi.
2. Papam
a. Bertanggung jawab terhadap keamanan pabrik, kebun dan kompleks karyawan.
b. Melakukan pengawasan terhadap keamanan aset perusahaan baik dari pabrik dan kantor.
c. Melakukan dan membuat jadwal pengawasan kebun.
3. Kepala Personalia Kebun (KPK)
a. Meneliti dan mengawasi penanganan yang berhubungan dengan penerimaan dan pengambilan tes aspek karyawan pensiun atau pesangon.
b. Bertanggung jawab mengenai hal-hal yang berhubungan dengan masalah perbaikan hidup karyawan dan masalah perburuhan.
c. Menjadi penghubung antara perusahaan dengan masyarakat yang ada kaitan dengan pekerjaan kedinasan.
d. Memelihara hubungan baik antara karyawan dan pimpinan dan masyarakat sekitarnya.
4. Asisten Tata Usaha dan Personalia
Tugas dan tanggung jawab Asisten Tata Usaha dan Personalia yaitu : a. Mengkoordinir pekerjaan bidang personalia, umum, jamsostek/dapenbun dan
b. Menjamin bahwa semua personil dibagian personalia dan tata usaha mengerti, menerapkan dan memelihara kebijakan mutu yang telah ditetapkan oleh Top Management.
c. Menjamin bahwa semua aktifitas-aktifitas pelatihan dengan prosedur mutu dan catatan mutu yang telah didokumentasikan dan diterapkan sampai dengan efektif.
d. Mengidentifikasi kebutuhan pelatihan untuk semua personil yang ada di bagian personalia.
e. Mempersiapkan daftar program pelatihan untuk semua personil.
f. Mengkoordinir pelatihan termasuk fasilitas yang dilatih, pelatih dan mampu mempersiapkan materi pelatihan yang diterima pada bagian terkait.
g. Menyusun schedule tanggal pelatihan untuk disampaikan ke bagian terkait. h. Menjamin bahwa daftar hadir pelatihan, identifikasi kebutuhan pelatihan ,
sertifikat dan catatan-catatan mutu lainnya yang berhubungan dengan akifitas-aktifitas pelatihan dipelihara dan disimpan dengan baik di bagian personalia. i. Membuat laporan bulanan pelatihan.
j. Melakukan tindakan perbaikan dan pencegahan bila ada masalah yang berhubungan dengan personalia dan umum dengan persetujuan manajer.
k. Mengkoordinir pekerjaan bidang administrasi dan keuangan. l. Mengkoordinir proses pembukuan untuk laporan bulanan.
m. Mengkoordinir proses pembuatan RKAP/RKO bekerjasama dengan bagian terkait.
o. Melaksanakan dan mengawasi proses permintaan barang, penyimpanan barang dan pengeluaran barang dari gudang.
p. Melaksanakan administrasi kas dan bank. q. Melaksanakan dan mengawasi proses financial. r. Bertanggung jawab kepada Manajer.
5. Asisten Teknik
Tugas dan tanggung jawab Asisten Teknik yaitu :
a. Menerapkan kepada personil yang ada di bawah naungan teknik, bahwa kebijakan mutu dimengerti/dipahami oleh seluruh karyawan bagian Teknik b. Menjamin bahwa semua aktivitas yang dilakukan di bagian teknik sesuai
dengan prosedur mutu dan catatan mutu.
c. Mempersiapkan agenda meeting untuk tinjauan manajemen yang berhubungan dengan problem-problem Teknik
d. Mengajukan permintaan bahan-bahan alat/ mesin untuk kepentingan Teknik sesuai perencanaan yang telah dibuat.
e. Memelihara semua dokumen prosedur mutu dan catatan-catatan mutu di bagian Teknik.
f. Merencanakan semua peralatan/mesin-mesin untuk dipelihara baik secara rutin maupun break down maintenance.
g. Bertanggung jawab terhadap pemakaian spare part dan mencatatnya pada kartu onderdil.
i. Mengidentifikasi kebutuhan pelatihan terhadap semua personil yang ada pada pengawasannya.
j. Bertanggung jawab terhadap pelaksanaan kalibrasi alat-alat pemeriksaan pengukuran dan alat-alat uji yang digunakan di kebun.
k. Menindaklanjuti tindakan-tindakan perbaikan yang ditemukan pada temuan internal quality audit.
6. Asisten Kepala (Askep)
Asisten Kepala terbagi atas dua bagian yaitu Asisten Kepala A dan Asisten Kepala B yang mempunyai tanggung jawab dan tugas yang sama, dimana setiap asisten kepala menaungi beberapa asisten tanaman.
Adapun Tugas dan tanggung jawab Asisten Pengolahan yaitu a. Menerima perintah dan tanggung jawab Manajer.
b. Mengkoordinasi perencanaan dan pelaksanaan kegiatan Asisten. c. Melaporkan data serta kegiatan produksi pada Manajer.
d. Mengawasi kegiatan-kegiatan Asisten.
e. Mengajukan saran dan usulan untuk meningkatkan efesiensi pabrik
7. Asisten Tanaman
a. Bertanggung jawab atas keberhasilan dan peningkatan hasil kebun.
b. Membuat laporan hasil kebun yang dipertanggung jawabkan kepada manager c. Membuat agenda untuk perawatan dan pemupukan pada kebun.
8. Asisten Pengolahan
Tugas dan tanggung jawab Asisten Pengolahan yaitu :
a. Menjamin bahwa kebijakan mutu dimengerti, diterapkan dan dipelihara seluruh mandor-mandor dan pekerja diproses pengolahan.
b. Membuat rencana pemakaian tenaga kerja,peralatan dan bahan-bahan kimia yang digunakan pada proses pengolahan sesuai dengan RKAP (Rencana Kerja Anggaran Pendapatan) dan penjabarannya ke RKO (Rencana Kerja Operasional).
c. Berusaha agar proses pengolahan dilakukan dipengolahan lateks pekat dan BSR efektif dan efisiensi supaya produktifitas dapat tercapai.
d. Mempersiapkan agenda meeting yang berhubungan dengan proses pengolahan seperti produksi, tenaga kerja, peralatan, bahan-bahan kimia yang digunakan. e. Mengendalikan proses pengolahan sesuai dengan spesifikasi yang telah
ditetapkan.
f. Pengawasan barang-barang yang dipasok pelanggan jangan sampai hilang atau rusak.
g. Melakukan pengawasan terhadap identifikasi dan mampu telusur yang berhubungan dengan proses pengolahan sampai pada final produk di gudang. h. Melakukan adjustment sesuai dengan data-data yang telah diberikan oleh
Asisten Laboratorium.
j. Mengawasi penanganan dalam proses pengolahan dan final produksi sesuai dengan kriteria yang telah ditentukan serta penanganan packing dan penyimpanannya.
k. Mengawasi dan mengevaluasi stock produksi yang ada di gudang atau storage tank untuk lateks pekat.
l. Mengendalikan catatan mutu termasuk identifikasi, pengarsipan, pemeliharaan sesuai dengan spesifikasi yang telah ditentukan.
m. Mengorganisasi auditee diproses pengolahan sehingga Instruksi Kerja (IK) dapat dilaksanakan secara efektif.
n. Bertanggung jawab kebersihan terhadapa seluruh lingkungan pabrik.
o. Bertanggung jawab terhadap pencapaian target produksi sesuai bahan baku yang diterima.
p. Melakukan tindakan perbaikan pencegahan yang tidak sesuai yang ditentukan dalam IK.
q. Menandatangani dan mengevaluasi check sheet dalam proses pengolahan. r. Membuat laporan manajemen pengolahan.
2.3.3. Tenaga Kerja dan Kerja Perusahaan
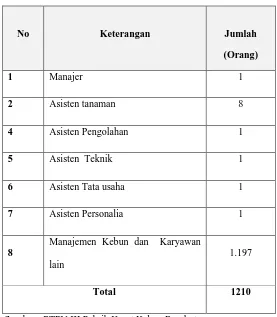
Tenaga kerja pada PTPN III pabrik karet Kebun Rambutan pada bulan September 2009 berjumlah 1210 orang, yang terdiri atas tenaga kerja pria dan wanita dengan tingkat pendidikan yang bervariasi dari SD, SLTP, SMU, dan Sarjana. Tenaga kerja pada perusahaan ini terdiri dari :
1. Tenaga kerja produktif langsung
Tenaga kerja produktif langsung adalah pekerja yang terlibat langsung dalam proses pengolahan Lateks Pekat sampai dihasilkannya produk Lateks Pekat dan Block Skim Rubber (BSR) di pabrik. Contohnya pekerja yang bekerja didalam pabrik mulai dari penerimaan Lateks di pabrik sampai menjadi Lateks Pekat dan Block Skim Rubber (BSR) dan pekerja diluar pabrik yakni para pekerja yang
merawat Perkebunan.
2. Tenaga kerja produktif tidak langsung
Tenaga kerja produktif tidak langsung maksudnya adalah tenaga kerja yang tidak terlibat langsung dalam proses produksi. Contohnya pegawai kantor, satpam, dll
Tabel 2.1. Jumlah Tenaga Kerja di PTPN III Pabrik KaretKebun Rambutan
No Keterangan Jumlah
(Orang)
1 Manajer 1
2 Asisten tanaman 8
4 Asisten Pengolahan 1
5 Asisten Teknik 1
6 Asisten Tata usaha 1
7 Asisten Personalia 1
8
Manajemen Kebun dan Karyawan
lain
1.197
Total 1210
Sumber : PTPN III Pabrik Karet Kebun Rambutan
Berdasarkan peraturan Departemen Tenaga Kerja yang menyatakan bahwa jam kerja seorang karyawan adalah 7 jam per hari dan 40 jam kerja per minggu sehingga selebihnya diperkirakan merupakan jam kerja lembur atau premi.
Waktu kerja di PTPN III Kebun Rambutan terdiri atas tiga bagian yaitu waktu kerja pada karyawan bagian produksi dan waktu kerja karyawan pada bagian kantor dan kebun. Adapun pembagian waktu kerja tersebut adalah sebagai berikut:
a. Waktu kerja karyawan kantor
Sabtu 07.00 – 12.00 b. Waktu kerja karyawan produksi
Untuk karyawan produksi terbagi atas 2 shift, diamana waktu kerja efektif adalah 6 hari dengan jam kerja adalah 40 jam, yaitu:
Shift I : 07.00 – 16.00 WIB Shift II : 19.00 – 07.00 WIB c. Waktu kerja karyawan kebun
Untuk karyawan kebun waktu kerja efektif adalah dari pukul 07.00-12.00 pada Pemanen Kelapa Sawit (senin-sabtu). Sedangkan untuk karyawan Penyadap Karet adalah pukul 07.00-12.00 (senin-minggu).
2.4. Proses Produksi
PTPN III pabrik karet Kebun Rambutan adalah proses produksi yang terus menerus (continuous process), dimana terdapat waktu panjang tanpa adanya perubahan-perubahan dari pengaturan dan penggunaan mesin dan peralatannya. Pengolahan Lateks Kebun adalah suatu proses kerja untuk memperoleh Lateks Pekat dan block skim rubber (BSR).
2.4.1. Spesifikasi Produk
Produk akhir yang dihasilkan juga mempunyai standard mutu untuk menentukan apakah produk itu bias langsung dimasukkan ke gudang produk jadi.
1. Total Solid Content (TSC)
Uji mutu Total Solid Content (TSC) berfungsi untuk mengetahui kekentalan pada lateks primer, hal ini mengetahui kwalitas karet dari afdeling.
2. Dry Rubber Content (DRC)
Uji mutu Dry Rubber Content (DRC) untuk mengetahui kadar kering dari lateks, dimana kadar kering yang baik adalah diatas sama dengan 28%. 3. Kadar Amoniak
Uji mutu kadar amoniak berfungsi sebagai pengawet lateks agar lateks yang diangkut dari afdeling tidak mudah rusak dan berubah warna.
4. Volatile fatty Acid (VFA)
Uji mtu Volatile fatty Acid (VFA) untuk mengetahui asam lemak bebas yang terkandung didalam lateks.
Analisa mutu produksi dilakukan tiap hari untuk mengetahui kualitas bahan, kualitas produk yang dihasilkan dna dikirim sudah sesuai dengan nilai mutu yang diharapkan, sehingga dapat diketahui seberapa kehandalan pabrik dalam mendapatkan lateks pekat dan Block Skim Rubber (BSR) sesuai permintaan pasar.
Tabel 2.2. Standar Mutu Lateks Pekat
No Parameter Lateks Pekat
Medium Amoniak High Amoniak
1 Ttotal Solid Content
(TSC) Min 61,3% Min 61,50%
2 Dry Rubber Content
(DRC) 60% - 60,2 % 60% - 60,2 %
3 NH3 (Amoniak) 4,5 gr/ liter lateks 7,0-7,5 gr/ liter lateks
4 Volatile Fatty Acid
(VFA) Maks 0,02 Maks 0,02
( Sumber : PTP.Nusantara - III (Persero), Kebun Rambutan )
2.4.2. Bahan Baku, Bahan Tambahan, dan Bahan Penolong
Bahan-bahan yang digunakan dalam proses produksi pada PTPN III Kebun Rambutan khususnya pada proses produksi dapat dikelompokan menjadi 3 jenis yaitu:
2.4.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, dimana sifat dan bentuknya akan mengalami perubahan fisik maupun kimiawi dan ikut dalam proses produksi dan memiliki persentase yang besar dibandingkan bahan-bahan lainya. Jadi bahan baku pembuatan karet pada pabrik Kebun Rambutan adalah Lateks Kebun. Lateks yang didapat dari kebun PTPN III Kebun Rambutan.
Bahan tambahan adalah suatu bahan yang ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak jelas dibedakan pada produk, tetapi pemakaiannya dapat meningkatkan kualitas produk. Bahan tambahan yang diperlukan adalah sebagai berikut :
1. TZ (Tizen) dengan kadar 25 % sebanyak 1 cc/liter lateks untuk mencegah bakteri berkembang.
2. Amoniak (NH3) dengan kadar dibawah 1 % sebanyak 4.5 gr/liter lateks.
3. Lauric Acid kadar 20% sebanyak 0,5cc/liter lateks yang digunakan untuk menaikan MST (Mechanical Stability Time).
4. Tepung Tohor untuk menghilangkan bau pada Block Skim Rubber (BSR). 5. DAP (Diamonium Posfat) kosentrasi 10% komposisi 1cc/liter lateks untuk
menurunkan kadar non karet seperti magnesium dan kapur serta air. 6. Air yang digunakan pada pencucian.
2.4.2.3. Bahan Penolong
Bahan penolong adalah bahan yang diperlukan dalam proses produksi untuk menambah mutu produk, tetapi tidak terdapat dalam produk akhir.Bahan penolong yang digunakan adalah plastik untuk membungkus Block Skim Rubber (BSR).
2.4.3. Uraian Proses Produksi
1. Penerimaan Lateks
Kegiatan awal dari proses produksi pembuatan lateks pekat dan Block Skim Rubber (BSR) ini dimulai dari penerimaan Lateks. Di Afdeling yang
diangkut dengan truk menggunakan tangki-tangki. Kemudian di timbang dengan Jembatan Timbang, kemudian diukur berat lateks. Sebelum lateks kebun dipompakan ke Over Tank diambil contoh dan diperiksa mutunya. Cara menentukan kadar karet kering dengan mengambil sampel sebanyak 500 cc kemudian diuji DRC (Dry Rubber Content) untuk melihat apakah kadar keringnya diatas sama dengan 28% atau dibawah 28%. Jika dibawah 28% maka lateks tersebut tidak layak untuk diolah dan langsung ditempatkan di penampungan Slab. Sedangkan Lateks yang diatas atau sama dengan 28 % langsung ditransfer ke Over Tank. Selain Dry Rubber Content (DRC) ada beberapa syarat lagi yang
harus dipenuhi untuk menjadi lateks pekat yaitu uji mutu gas NH3 0.5-0.7 % dan
Volatile Fatty Acid (VFA) adalah kurang dari 0.050%
2. Pengendapan Lateks
Dialirkan Lateks ke bak sedimentasi melalui pipa dengan bantuan angin melalui kompresor dan diendapkan selama 3 jam untuk menurunkan kadar Magnesium, kapur dan air. Dialirkan kembali ke mesin centrifuge (sparator) dengan pipa dan melewati floater untuk menstabilkan aliran yang memiliki kapasitas 300-400 liter/jam ke lantai dua.
3. Pemisahan Lateks dan Penampungan Lateks Pekat
Lateks Pekat dan Serum Primer dipisahkan dengan mesin centrifuge (sparator) dengan putaran 6000-7000 rpm yang memiliki kapasitas 300-400 liter/jam, Di tangki timbang ini dilakukan analisa lagi terhadap DRC, VFA dan kadar Amoniak. untuk Lateks Pekat kemudian dialirkan ke WT (Weight Tank) melalui talang dan pada WT (Weight Tank) diberikan penambahan bahan kimia antara lain :
a. Lauric Acid 20% dengan komposisi 2 cc/liter lateks b. TZ (Tizen) 25 % dengan komposisi 0.5cc/ liter lateks c. Amoniak dengan komposisi 4-5 gr/liter lateks.
kemudian ditransfer ke Mixing Tank (MT) untuk diputar dengan fan dengan putaran 75 rpm agar homogen dan kemudian dialirkan ke Storage Tank melalui pipa dan diendapkan selama 7 hari untuk menaikan MST (Mechanical Stability Time). Sedangkan untuk Serum Primer dialirkan ke bak pengipasan melalui talang
untuk proses penghilangan amoniak dari Serum.
4. Pengipasan Serum Primer
dari serum, dimana kipas ini berada diatas bak primer sebanyak 9 kipas dengan ukuran diameter 2 meter dan memiliki poros yang sama dengan digerakan oleh motor penggerak. Serum primer akan dialirkan kedalam bak pembekuan lateks (main bak) melalui talang.
5. Bak Pembekuan
Setelah serum primer turun ke bak pembekuan maka serum dibiarkan selama 2 hari agar serum tersebut memadat. Dan setelah memadat baru dapat dipotong sebagai bahan untuk Block Skim Rubber (BSR), ukuran potongannya adalah lebih kurang 30x30x10 (cm) dengan menggunakan pisau potong dan potongan ini yang akan dibawa ke pengepresan dengan menggunakan kereta sorong.
6. Pengepresan
Pengepresan dilakukan untuk menggepengkan agar serum yang padat menjadi tipis yang dilakukan dengan mesin Macerator dengan tujuan agar memudahkan proses selanjutnya dengan ketebalan lebih kurang 50x50x2(cm).
7. Penampungan dan Pembilasan
Setelah dilakukan pengepresan dengan Macerator maka serum akan dibawa dengan konveyer ke soaking bak (bak pencucian) dimana bak ini berfungsi untuk menampung serum yang telah ditipiskan sekaligus tempat pembilasan atau pembersihan dari proses pengepresan. Dan juga pada proses mesin Crepper I dan Crepper II hasilnya akan ditampung dan dicuci pada bak ini.
Pengilingan dilakukan pada mesin Crepper I dan Crepper II, setelah dari Soaking Bak maka serum akan dibawa dengan Bucket Elevator ke mesin Crepper
I dan digiling hinga timbul butiran halus dengan ukuran lebih kurang 3x3x0.5 (cm). Setelah dari Crepper I maka hasil potongan tersebut akan dibawa ke bak penampungan (Soaking Bak) dengan Bucket Elevator dan dipisahkan antara potongan karet dengan kotoran, Crepper II akan menggiling kembali hingga timbul butiran halus dengan ukuran lebih kurang 2x2x0.05 (cm).
9. Pembutiran
Pembutiran ini dilakukan oleh mesin Hammer Mill, mesin ini memiliki prinsip kerja memukul hingga berbentuk butiran halus dan karet dipisahkan dengan kotoran setelah dari mesin Hammer Mill dijatuhkan ke bak air. Maka setelah pencucian dipindahkan ke box Pompa Static.
10. Pengeringan
Tujuan pengeringan adalah untuk menghilangkan kadar air sehingga di dapat Block Skim Rubber (BSR) yang kering, pengeringan ini dilakukan di mesin Dryer. Dan agar kondisi mutu dapat dipertahankan selama penyimpanan dan
pengangkutan, dan untuk mencegah pertumbuhan spora/jamur. Pengeringan ini dilakukan selama 20 menit setiap box dengan suhu 110 0C dan setelah pengeringan inilah yang dikatakan serum primer menjadi Block Skim Rubber (BSR).
di keluarkan dan dilakukan pendinginan selama 15 menit dengan kipas pendingin setelah itu Block Skim Rubber (BSR) siap untuk di packing.
11. Penyortiran
Penyortiran dilakukan untuk memastikan bahwa Block Skim Rubber (BSR) yang telah dipanaskan sesuai yang diinginkan. Block Skim Rubber (BSR) yang kurang baik atau reject dibawa ke bak kompo dengan menggunakan kereta sorong.
12. Penimbangan
Penimbangan dilakukan untuk memastikan bahwa ukuran dan berat Block Skim Rubber (BSR) dalam satu bal 25 kg, dalam penimbangan ini digunakan
dengan timbangan duduk.
13. Pengepresan dan Pengepakan
Setelah proses penimbangan selesai dilakukan maka Block Skim Rubber (BSR) tersebut masuk pada proses pengepresan serta pengepakan, dimana Block Skim Rubber (BSR) yang sudah dingin dipres dengan mesin pres, dimana berat
untuk satu bal adalah 25 Kg dan ukuran 70x35x20 (cm) dan disusun di dalam gudang produk jadi.
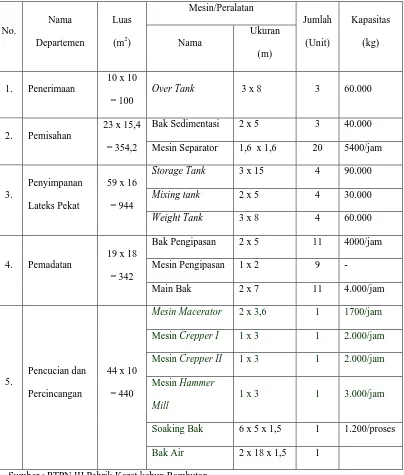
Beberapa Mesin yang digunakan dalam proses produksi Lateks Pekat dan Block Skim Rubber (BSR) antara lain dapat dilihat pada Tabel 2.3.
Tabel 2.3. Spesifikasi dan Kapasitas Mesin PTPN III Kebun Rambutan
No Nama
Dimensi
(p x l )/diameter
(m)
Jumlah
(Unit)
Kapasitas
(kg/jam)
1. Macerator 2x 2.5 1 1700
2. Crepper I 2x 4,5 1 2000
3. Crepper II 2 x 4,5 1 2000
4. Hammer Mill 2 x 4,5 1 3000
5. Dryer 2x 14.5 3 4000
6. Pengipasan 1 x 2 11 4000
7. Separator 1 x 1 20 5400
Sumber : PTPN III Kebun Rambutan
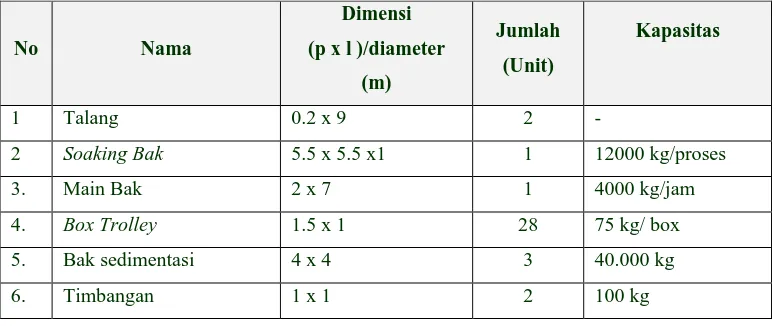
2.4.4.2.Peralatan (Equipment)
[image:40.595.119.507.593.756.2]Peralatan yang digunakan dalam kegiatan produksi dapat dilihat pada Tabel 2.4.
Tabel 2.4. Spesifikasi dan Kapasitas Peralatan PTP.N III Kebun Rambutan
No Nama
Dimensi
(p x l )/diameter
(m)
Jumlah
(Unit)
Kapasitas
1 Talang 0.2 x 9 2 -
2 Soaking Bak 5.5 x 5.5 x1 1 12000 kg/proses
3. Main Bak 2 x 7 1 4000 kg/jam
4. Box Trolley 1.5 x 1 28 75 kg/ box
5. Bak sedimentasi 4 x 4 3 40.000 kg
7. Kereta sorong 0.7 x 0.5 4 100 kg
8 Over Tank 3 x 8 3 60.000 kg
9 Weight Tank 3 x 7 2 25.000 kg
10 Mixing Tank 3 x 9 12 60.000 kg
11 Storage Tank 3 x 12 9 90.000 kg
BAB III
LANDASAN TEORI
3.1. Pengertian Tataletak Pabrik1
Perencanaan tataletak pabrik produksi merupakan suatu persoalan yang penting, karena pabrik atau industri akan beroperasi dalam jangka waktu yang lama, maka kesalahan di dalam analisis dan perencanaan tataletak akan
Tataletak pabrik adalah perancangan susunan fisik suatu unsur kegiatan yang berhubungan dengan industri manufaktur. Perencanaan Tataletak mencakup desain atau konfigurasi dari bagian-bagian, pusat kerja, dan peralatan yang membentuk proses perubahan dari bahan mentah menjadi barang jadi. Rekayasawan rancang fasilitas menganalisis, membentuk konsep, merancang dan mewujudkan sistem bagi pembuatan barang atau jasa. Dengan kata lain, merupakan pengaturan tempat sumber daya fisik yang digunakan untuk membuat produk. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu suatu susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk mengoptimumkan hubungan antara petugas pelaksana, aliran bahan, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan usaha secara efesien ekonomis dan aman.
1
menyebabkan kegiatan produksi berlangsung tidak efektif dan tidak efesien. Perencanaan tataletak merupakan salah satu tahap perencanaan fasilitas yang bertujuan untuk mengembangkan suatu sistem produksi yang efisien dan efektif sehingga dapat tercapai suatu proses produksi dengan biaya yang paling ekonomis. Studi mengenai pengaturan tataletak fasilitas selalu berkaitan dengan minimisasi total cost. Yang termasuk dalam elemen-elemen cost yaitu Construction cost, installation cost, material handling cost, production cost,
safety cost dan in-process storage cost. Disamping itu, perencanaan yang teliti
dari tataletak fasilitas akan memberikan kemudahan-kemudahan saat diperlukannya ekspansi pabrik atau kebutuhan supervisi.
3.2. Tujuan Tata Letak Pabrik
Tataletak berfungsi untuk menggambarkan sebuah susunan yang ekonomis
dari daerah kerja yang berkaitan, dimana barang-barang dapat diproduksi secara ekonomis. Sehingga tujuan utama yang ingin dicapai dari suatu tataletak pabrik adalah:
1. Memudahkan proses manufaktur
Tataletak harus dirancang sedemikian rupa termasuk susunan mesin-mesin, perencanaan aliran, sehingga proses manufaktur dapat dilaksanakan dengan cara yang efesien.
Tataletak harus dirancang sedemikian rupa sehingga pemindahan barang diturunkan sampai batas minimum, jika mungkin komponen dalam keadaan diproses ketika dipindahkan.
3. Memelihara fleksibilitas susunan fasilitas
Dalam suatu pabrik ada keadaan dimana dibutuhkan perubahan kemampuan produksi, dan hal ini harus direncanakan dari awal.
4. Memelihara perputaran barang setengah jadi yang tinggi
Efisiensi yang tinggi dapat tercapai bila bahan berjalan melalui proses operasi dalam waktu yang sesingkat mungkin.
5. Menurunkan penanaman modal pada peralatan
Susunan mesin yang tepat dan susunan departemen yang tepat dapat membantu menurunkan jumlah peralatan yang dibutuhkan.
6. Menghemat pemakaian ruang bangunan
Setiap meter persegi luas lantai dalam sebuah pabrik memakan biaya. Sehingga tiap meter persegi tersebut harus digunakan sebaik-baiknya.
7. Meningkatkan efisiensi tenaga kerja
Tataletak yang baik antara lain dapat mengurangi pemindahan bahan yang dilakukan secara manual, meminimumkan jalan kaki.
Hal-hal seperti penerangan, kebisingan, pergantian udara, debu, kotoran, harus menjadi perhatian perencana. Susunan mesin yang tepat juga dapat mencegah terjadinya kecelakaan kerja.
3.3. Prinsip Dasar Dalam Tataletak Pabrik2
1. Integrasi keseluruhan dari manusia, mesin, material, dan aktivitas pendukung Enam tujuan dasar dalam tataletak pabrik, yaitu:
2. Jarak minimun perpindahan antar operasi. 3. Aliran logis dari material melalui urutan operasi 4. Utilisasi efektif dari ruangan
5. Kepuasan dan keamanan pekerja
6. Fleksibilitas untuk menyesuaikan diri terhadap perubahan
Menurut Sritomo Wignjosoebroto Tujuan-tujuan tersebut juga dinyatakan sebagai prinsip dasar dari proses perencanaan tataletak pabrik yang selanjutnya dapat dijelaskan sebagai berikut:
a. Prinsip integrasi secara total
“That layout is best which integrates the men, material, machinery supporting activities, and any other considerations in way that result in
Prinsip ini menyatakan bahwa tataletak pabrik adalah merupakan integrasi secara total dari seluruh elemen produksi yang ada menjadi satu unit operasi yang besar.
b. Prinsip jarak perpindahan bahan yang paling minimal.
“Other things being equal, the layout is best permits the materials to move the minimum distance between operations”.
Hampir semua proses yang terjadi dalam suatu industri mancakup beberapa gerakan perpindahan dari material, yang tidak bisa dihindari secara keseluruhan. Dalam proses pemindahan bahan dari satu operasi ke operasi lain, waktu dapat dihemat dengan cara mengurangi perpindahan jarak tersebut. Hal ini dapat dilaksanakan dengan menerapkan operasi yang berikutnya sedekat mungkin dengan operasi sebelumnya.
c. Prinsip aliran suatu proses kerja
“Other things being equal, than layout is best that arranges the work area for each operations or process in the same order or sequence that forms,
treats, or assembles the materials”.
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik (back tracking), gerak memotong (cross movement), kemacetan (congestion), dan sedapat mungkin material bergerak terus tanpa ada interupsi. Ide dasar dari prinsip aliran konstan dengan minimum interupsi, kesimpangsiuran dan kemacetan.
“Economy is obtained by using effectively all available space-both vertical and horizontal”.
Pada dasarnya tataletak adalah suatu pengaturan ruangan yang akan dipakai oleh manusia, bahan baku, dan peralatan penunjang proses produksi lainnya, yang memilki tiga dimensi yaitu aspek volume (cubic space), dan bukan hanya sekedar aspek luas (floor space). Dengan
demikian, dalam perencanaan tataletak, faktor dimensi ruangan ini juga perlu diperhatikan.
e. Prinsip kepuasan dan keselamatan kerja
“Other things being equal, that layout is best which makes works satisfying and safe for workers”.
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap sebagai dasar utama untuk mencapai tujuan. Dengan membuat suasana kerja menyenangkan dan memuskan, maka secara otomatis akan banyak keuntungan yang bisa kita peroleh. Selanjutnya, keselamatan kerja juga merupakan faktor utama yang harus diperhatikan dalam perencanaan tataletak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak menjamin atau bahkan justru membahayakan keselamatan orang yang bekerja di dalamnya.
f. Prinsip fleksibilitas
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi, dan transportasi bergerak dengan cepat, yang mana hal ini akan mengakibatkan dunia industri harus ikut berpacu mengimbanginya. Untuk ini, kondisi ekonomi akan bisa tercapai apabila tataletak yang ada telah direncanakan cukup fleksibel untuk diadakan penyesuaian/pengaturan kembali (tataletak ulang) dengan cepat dan biaya yang relatif murah.
3.4. Langkah-Langkah Perencanaan Tataletak Pabrik
Prosedur berikut ini adalah suatu hal yang umum dilaksanakan sebagai langkah-langkah didalam proses perencanaan tataletak pabrik, baik yang merupakan pengaturan fasilitas produksi daripada pabrik yang baru ataupun yang sudah ada (tataletak ulang)
Langkah-langkah yang diperlukan dalam perencanaan layout pabrik tersebut dapat diuraikan sebagai berikut :
a. Analisa Produk
Merupakan aktivitas untuk menganalisa macam dari jumlah produk yang harus dibuat. Dalam langkah ini analisis akan didasarkan pada pertimbangan kelayakan teknis dan ekonomis.
b. Analisa proses
Merupakan langkah untuk menganalisis macam dari urutan proses pengerjaan produksi atau komponen yang telah ditetapkan untuk dibuat
Merupakan langkah untuk mengidentifikasi macam dan jumlah produk yang dibutuhkan. Informasi tentang volume produk akan sangat penting dalam rangka menetapkan kapasitas produksi, yang pada gilirannyaakan memberi keputusan tentang banyaknya mesin dan fasilitas produksi lainnya yang harus dipasang dan diatur tataletaknya.
d. Analisa Macam dan Jumlah Mesin dan Luas Area yang Dibutuhkan
Merupakan kelanjutan dari langkah sebelumnya. Dengan memperhatikan volume produk yang harus dibuat, waktu standar untuk menghasilkan satu unit produk, jam kerja efisiensi mesin, maka jumlah mesin termasuk operator yang diperlakukan dapat dikalkulasi. Selanjutnya luas area dari stasiun kerja dapat dipasang dan kebutuhan area untuk jalan lintasan dapat dianalisis agar proses pemindahan material bisa berlangsung lancar.
e. Pengembangan Alternatif Tataletak
Merupakan pokok pembahasan dari permasalahan yang ada. Dari mesin-mesin atau fasilitas produksi yang telah dipilih macam/ jenis dan dihitung jumlah yang diperlukan maka persoalan yang dihadapi adalah bagaimana harus diatur tataletaknya didalam pabrik.
f. Perancangan Tataletak Mesin dan Departemen dalam Pabrik
3.5. Jenis Persoalan Tataletak Pabrik
Jenis dari persoalan tataletak pabrik antara lain: 1. Perubahan rancangan
Perubahan rancangan mungkin hanya memerlukan penggantian sebagian kecil tataletak yang telah ada, atau berbentuk perancangan ulang tataletak. Hal ini bergantung kepada perubahan yang terjadi.
2. Perluasan departemen
Dapat terjadi bila ada penambahan produksi suatu komponen produk tertentu. Perubahan ini mungkin hanya berupa penambahan sejumlah mesin yang dapat diatasi dengan membuat ruangan atau mungkin diperlukan perubahan seluruh tataletak jika pertambahan produksi menuntut perubahan proses.
3. Pengurangan departemen
Jika jumlah peroduksi berkurang secara drastis dan menetap, perlu dipertimbangkan pemakaian proses yang berbeda dari proses sebelumnya. Perubahan seperti mungkin menuntut disingkirkannya peralatan yang telah ada dan merencanakan pemasangan jenis peralatan lain.
4. Penambahan produk baru
memerlukan penyiapan departemen baru, dan mungkin juga dengan pabrik baru.
5. Memindahkan satu departemen
Memindahkan satu departemen dapat menimbulkan masalah yang besar. Jika tataletak yang ada masih memnuhi, hanya diperlukan pemindahan ke lokasi lain. Jika tataletak yang ada sekarang tidak memenuhi lagi, hal ini menghadirkan kemungkinan untuk perbaikan kekeliruan yang lalu. Hal ini dapat berubah ke arah tataletak ulang pada wilayah yang baru.
6. Penambahan departemen baru
Masalah ini dapat timbul karena adanya penyatuan, seperti pekerjaan mesin bor dari seluruh departemen disatukan ke dalam satu departemen terpusat. Masalah ini dapat juga terjadi karena kebutuhan pengadaan suatu departemen untuk pekerjaan yang belum pernah ada sebelumnya. Hal ini dapat terjadi untuk membuat suatu komponen yang selama ini dibeli dari perusahaan lain. 7. Perubahan metode produksi
Setiap perubahan kecil dalam suatu tempat kerja seringkali mempunyai pengaruh terhadap tempat kerja yang berdekatan. Hal ini menuntut peninjauan kembali atas wilayah yang terlibat.
8. Penurunan biaya
Hal ini merupakan akibat dari setiap keadaan pada masalah-masalah sebelumnya.
Merupakan persoalan tataletak terbesar. Perancangan umumnya tidak dibatasi oleh kendala fasilitas yang ada. Perancangan bebas merencanakan tataletak yang paling baik yang dapat dipakai. Bangunan dapat dirancang untuk menampung tataletak setelah diselesaikan. Fasilitas dapat ditata untuk kegiatan manufaktur terbaik.
3.6. Tipe Tataletak dan Dasar Pemilihannya
Susunan mesin dan peralatan pada suatu perusahaan akan sangat mempengaruhi kegiatan produksi, terutama pada efektivitas waktu proses produksi dan kelelahan yang dialami oleh operator di lantai produksi.
Tataletak pabrik yang baik dapat diartikan sebagai penyusunan yang teratur dan efisien dari semua fasilitas-fasilitas pabrik dan tenaga kerja yang ada di pabrik. Fasilitas pabrik disini tidak hanya mesin-mesin tetapi juga service area, termasuk tempat penerimaan dan pengiriman barang, maintenance, gudang dan sebagainya. Di samping itu juga, sangat penting diperhatikan keamanan dan kenyamanan pekerja dalam melaksanakan pekerjaannya. Oleh karena itu,tataletak pabrik yang baik adalah tataletak yang memiliki daerah kerja yang memiliki interrelasi, sehingga bahan-bahan dapat diproduksi secara ekonomis.
a. Kegiatan produksi akan lebih ekonomis bila aliran suatu bahan dirancang dengan baik.
b. Pola aliran bahan menjadi dasar terhadap suatu susunan peralatan yang efektif. c. Alat pemindahan bahan (material handling) akan mengubah pola aliran bahan yang stasis menjadi dinamis dengan melengkapinya dengan alat angkut yang sesuai.
d. Susunan fasilitas-fasilitas yang efektif disekitar pola aliran bahan akan memberikan operasi yang efektif dari berbagai proses produksi yang saling berhubungan.
e. Operasi yang efisien akan meminimumkan biaya produksi.
f. Biaya produksi yang minimum akan memberikan profit yang lebih tinggi. Ada 4 tipe tataletak pabrik yang utama, yaitu:
1. Layout by Product (Tataletak berdasarkan produk)
Bubut
Bubut
Bubut Bor
Bor Frais
Frais Bor
A
B
C
A
B
[image:54.595.174.468.114.237.2]C
Gambar 3.1. Layout by Product 2. Layout by Process (Tataletak berdasarkan proses)
Tataletak proses adalah penyusunan tataletak dimana alat yang sejenis atau yang mempunyai fungsi yang sama ditempatkan dalam bagian yang sama. Misalnya, mesin potong ditempatkan pada bagian pemotongan. Jadi, hanya terdapat satu jenis proses di setiap bagian atau departemen. Tipe ini cocok untuk proses produksi yang tidak baku yaitu perusahaan membuat berbagai macam produk yang berbeda atau suatu produk dasar yang diproduksi dalam berbagai macam variasi. Berikut ini merupakan Gambar 3.2.
Bubut
Bor Bor Bor
Bubut Bubut
Frais Frais Frais
A
B
C
B A
C
Gambar 3.2. Layout by Process 3. Fixed Position Layout
[image:54.595.168.473.499.611.2]dipindahkan. Pada umumnya digunakan untuk produk akhir yang dimensinya besar, salah satu contohnya adalah pembuatan galangan kapal. Fixed Position Layout dapat dilihat pada Gambar 3.3.
Bubut
Bor
Frais
[image:55.595.160.486.205.300.2]Gerinda Produk
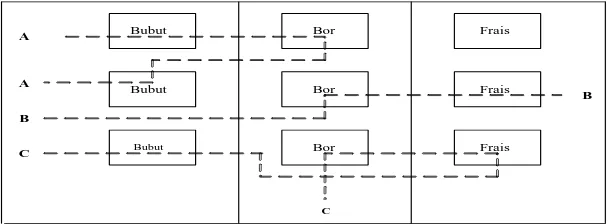
Gambar 3.3. Fixed Position Layout 4. Group Technology Layout
[image:55.595.133.530.515.631.2]Merupakan susunan dimana mesin-mesin dan perlatan dikelompokkan berdasarkan bentuk komponen yang dikerjakannya, bukan berdasarkan produk akhir. Sehingga untuk pengerjaan part/bagian yang prosesnya hampir sama dikerjakan di satu departemen. Group Technology Layout dapat dilihat pada Gambar 3.4.
Bubut
Bubut
Bor
Frais
Bubut
Frais Frais
Bor Frais Frais
Bor Bubut
A B
C
A
B
C
3.7. Material handling 3
1. Menjaga atau mengembangkan kualitas produk, mengurangi kerusakan, dan memberikan perlindungan terhadap material.
3.7.1. Definisi Material handling
Material Handling dirumuskan oleh American Material Handling Society
(AMHS), yaitu sebagai suatu seni dari ilmu yang meliputi penanganan (handling), pemindahan (moving), pembungkusan/ pengepakan (packaging), penyimpanan (storing) sekaligus pengendalian/ pengawasan (controlling) dari bahan atau material dengan segala bentuknya.
3.7.2. Tujuan Material handling
Tujuan utama dari perencanaan material handling adalah untuk mengurangi biaya produksi. Selain itu, material handling sangat berpengaruh terhadap operasi da perancangan fasilitas yang diimplementasikan. Beberapa tujuan dari system material handling antara lain menurut Francis, R L. adalah
2. Meningkatkan keamanan dan mengembangkan kondisi kerja 3. Meningkatkan produktivitas :
a. Material akan mengalir berbentuk garis lurus
b. Material akan berpindah dengan jarak sedekat mungkin c. Perpindahan sejumlah material pada satu waktu bersamaan d. Mekanisasi penanganan material
e. Otomasi penanganan material
3
4. Meningkatkan tingkat penggunaan fasilitas 5. Sebagai pengawasan persediaan
6. Mengurangi bobot mati
3.8. Jarak Pemindahan Bahan1
1. Rectilinear Distance
Material dapat dipindahkan secara manual maupun dengan menggunakan metode otomatis, material dapat dipindahkan satu kali ataupun beribu kali, material dapat dialokasikan pada lokasi yang tetap maupun secara acak, atau material dapat ditempatkan pada lantai maupun di atas.
Apabila terdapat dua buah stasiun kerja/departemen i dan j yang koordinatnya ditunjukkan sebagai (x,y) dan (a,b), maka untuk menghitung jarak antar dua titik tengah dij dapat dilakukan beberapa metode, yaitu:
Jarak diukur sepanjang lintasan dengan menggunakan garis tegak lurus (orthogonal) satu dengan yang lainnya. Sebagai contoh adalah material yang berpindah sepanjang gang (aisle) rectilinear di pabrik.
dij = x−a + y−b
2. Euclidean Distance
1
p.80-Jarak diukur sepanjang lintasan garis lurus antara dua buah titik. p.80-Jarak euclidean dapat diilustrasikan sebagai conveyor lurus yang memotong dua buah
stasiun kerja.
dij =
[
(
) (
)
]
2 2
b y a
x− + −
3. Squared Euclidean Distance
Jarak diukur sepanjang lintasan sebenarnya yang melintas antara dua buah titik. Sebagai contoh, pada sistem kendaraan terkendali (guided vehicle system), kendaraan dalam perjalanannya harus mengikuti arah-arah yang sudah ditentukan pada jaringan lintasan terkendali. Oleh karena itu, jarak lintasan aliran bisa lebih panjang dibandingkan dengan rectilinear atau euclidean.
dij = (x-a)2 + (y-b)2
3.9. Teknik-Teknik Analisis Aliran Bahan
Pengaturan departemen-departemen dalam suatu pabrik didasarkan pada aliran bahan (material) diantara fasilitas-fasilitas produksi atau departemen-departemen tersebut. Untuk mengevaluasi alternative perencanaan tataletak departemen atau tataletak fasilitas produksi, maka diperlukan aktivitas pengukuran aliran bahan dalam sebuah analisis teknis.
Ada banyak teknik analisis yang dapat digunakan untuk mengevaluasi dan menganalisis aliran bahan. Teknik-teknik ini dibagi kedalam dua kategori :
1. Teknik analisis kuantitatif
diklasifikasikan sebagai penelitan operasional, dan seringkali harus menggunakan program-program komputer khusus untuk melakukan perhitungan yang rumit.
2. Teknik analisis konvensional
Metode ini relatif mudah digunakan, bertitik berat pada cara grafis. Secara keseluruhan teknik konvensional merupakan alat terbaik yang dapat digunakan terutama untuk tujuan analisis aliran bahan. Beberapa teknik yang termasuk kedala teknik konvensional antara lain : Assembly Chart, Peta Proses Operasi, Multi Product Process Chart, Diagram Tali, Peta Proses, Flow Diagram, Flow Process Chart, Travel Chart dan Peta Prosedur.
Dalam penelitian ini akan digunakan dua macam teknik konvensional yang saling melengkapi dalam penggunaannya untuk menganalisis aliran bahan sehinggadiharapkan tujuan penelitian ini tercapai. Teknik konvensional tersebut adalah Flow Process Chart dan Travel Chart
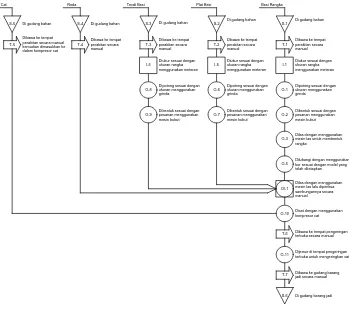
3.9.1. Flow Process Chart
Flow Process Chart adalah sebuah peta yang menggambarkan suatu
proses secara keseluruhan dengan memperlihatkan aliran dan urutan kegiatan operasi, pemeriksaan, transportasi, menunggu dan penyimpanan serta informasi-informasi yang terdapat pada masing-masing kegiatan.
2. Menunjukkan jumlah yang diproses, jarak perpindahan bahan, waktu yang digunakan, jumlah tenaga kerja serta peralatan yang dipakai pada setiap kegiatan.
3. Sebagai dasar untuk melakukan perbaikan terhadap aliran bahan, metode kerja, tataletak, maupun keseluruhan proses.
4. Sebagai dasar untuk melakukan perhitungan biaya untuk mencari dan mengetahui biaya-biaya tersembunyi yang menyebabkan pemborosan biaya dan ketidakefisienan pekerjaan.
Simbol-simbol yang digunakan pada Flow Process Chart adalah : 1. Operation
Berarti suatu kegiatan yang menyebabkan terjadinya perubahan karakteristik fisik maupun kimia dari objek serta terjadinya perakitan (assembly) maupun pembongkaran (disassembly) objek.
2. Transportation
Berarti suatu kegiatan yang menyebabkan objek berpindah dari satu tempat ke tempat lain, kecuali perpindahan tersebut merupakan bagian dari kegiatan operasi maupun inspeksi yang sedang dilakukan oleh operator. 3. Inspection
4. Delay
Berarti tidak ada kegiatan yang dilakukan terhadap objek (menunggu) karena tidak memungkinkan segera dilakukan pekerjaan berikutnya. 5. Storage
Berarti objek dalam keadaan disimpan. 6. Operation and Inspection
Berarti objek mengalami operasi sambil diperiksa kualitas atau kuantitasnya pada waktu yang bersamaan.
O-8 Terali Besi
O-9
Plat Besi
Diukur sesuai dengan ukuran rangka menggunakan meteran
Dipotong sesuai dengan ukuran menggunakan grinda
O-5 Besi Rangka
Dilas dengan menggunakan mesin las untuk membentuk rangka
Roda
Dibentuk sesuai dengan pesanan menggunakan mesin bubut
OI-1
S-4 S-3
I-5
Di gudang bahan
Dibawa ke tempat perakitan secara manual
S-2 S-1
O-6
O-7
Diukur sesuai dengan ukuran rangka menggunakan meteran
Dipotong sesuai dengan ukuran menggunakan grinda
Dibentuk sesuai dengan pesanan menggunakan mesin bubut I-5
O-1
O-2
Diukur sesuai dengan ukuran rangka menggunakan meteran
Dipotong sesuai dengan ukuran menggunakan grinda
Dibentuk sesuai dengan pesanan menggunakan mesin bubut I-1
O-3
Dilubangi dengan menggunakan bor sesuai dengan model yang telah ditetapkan
Dilas dengan menggunakan mesin las lalu diperiksa sambungannya secara manual
O-10 Dicat dengan menggunakan kompresor cat
O-11 Dijemur di tempat pengeringan terbuka untuk mengeringkan cat
Dibawa ke gudang barang jadi secara manual Dibawa ke tempat pengeringan terbuka secara manual
S-6 Di gudang barang jadi T-1 T-2 T-3 T-4 T-6 T-7 Dibawa ke tempat perakitan secara manual
Dibawa ke tempat perakitan secara manual Dibawa ke tempat
perakitan secara manual Di gudang bahan
Di gudang bahan Di gudang bahan Cat
S-5
T-5
[image:62.595.156.505.114.425.2]Dibawa ke tempat perakitan secara manual kemudian dimasukkan ke dalam kompresor cat Di gudang bahan
Gambar 3.5. Contoh Flow Process Chart
3.10. Systematic Layout Planning (SLP)2
Richard Muther mengembangkan metode perencanaan tataletak yang disebut Systematic Layout Planning (SLP). Prosedur perencanaan tataletak pabrik menurut Muther’s Systematic Layout Planning Procedure adalah :
1. Melakukan pengumpulan data awal, yaitu data rancangan produk, rancangan proses dan rancangan jadwal produksi
2. Menentukan aliran material
2
3. Menentukan hubungan aktivitas atau kegiatan 4. Membuat diagram hubungan aktivitas dan aliran
5. Menentukan jumlah kebutuhan ruangan dan disesuaikan dengan ukuran ruangan yang tersedia
6. Membuat diagram hubungan ruangan
7. Membuat modifikasi dan batasan dalam pembuatan alternatif layout 8. Pembuatan alternatif layout
9. Mengevaluasi dan memilih alternatif layout
Langkah-langkah dalam perencanaan tataletak dapat dikategorikan ke dalam tiga tahapan, yaitu:
a. Tahap analisis, yang meliputi :
1. Data masukan, yaitu data yang berhubungan dengan rancangan produk, rancangan proses.
2. Analisis aliran material merupakan analisis pengukuran kuantitatif untuk setiap gerakan perpindahan material diantara departemen-departemen atau aktivitas-aktivitas operasional. Perhitungan yang dilakukan adalah:
- menghitung jarak antar departemen dengan menggunakan rumus rectilinear distance :
dij = |x-a| + |y-b|
3. Analisis hubungan aktivitas merupakan analisis pengukuran kualitatif dengan menggunakan Activity Relationship Chart (ARC).
4. Diagram hubungan ruangan yang merupakan kombinasi dari analisis aliran material secara kuantitatif dengan ARC secara kualitatif.
b. Tahap penelitian, yang meliputi :
1. Pembuatan diagram hubungan ruangan untuk mengevaluasi luas area yang dibutuhkan untuk semua aktivitas perusahaan dan area yang tersedia.
2. Pembuatan rancangan alternatif tataletak dalam bentuk block layout dengan dasar dari diagram hubungan ruangan. Perhitungan yang dilakukan adalah menghitung total momen perpindahan bahan dari setiap alternatif tataletak dengan menggunakan rumus :
Mo = F x d
c. Tahap seleksi, dengan cara mengevaluasi alternatif tataletak yang telah dirancang. Alternatif tataletak yang memiliki total momen perpindahan bahan minimum dipilih sebagai layout usulan.
mendukung penerapan metode SLP, yaitu ukuran yang tidak terlalu besar, layout yang relatif sederhana, serta adanya ketidakteraturan dalam aliran bahan.
3.10.1 Activity Relationship Chart (ARC)
Activity Relationship Chart yang dikembangkan oleh Richard Muther
merupakan teknik yang sederhana dalam merencanakan tataletak fasilitas. Metode ini menghubungkan aktivitas-aktivitas secara berpasangan sehingga setiap aktivitas akan diketahui tingkat hubungannya. Hubungan keterkaitan bisa diekspresikan secara kualitatif meskipun ada beberapa pihak yang memberi nilai keterkaitan secara kuantitatif.
Pada ARC terdapat variabel untuk menggantikan angka-angka yang bersifat kuantitatif. Variabel tersebut berupa suatu simbol-simbol yang melambangkan derajat keterdekatan (closeness) antara departemen satu dengan departemen lainnya. Simbol-simbol yang digunakan untuk menunjukkan derajat keterkaitan aktivitas adalah :
A = Mutlak perlu E = Sangat penting I = Penting
O = Cukup/biasa U = Tidak penting X = Tidak dikehendaki
tersebut. Sedangkan derajat keterkaitan E diberikan kepada dua departemen yang dinilai sangat erat terkait, hanya saja keterkaitan hubungan dua departemen tidak sepenting derajat keterkaitan A. Begitu pula dengan derajat keterkaitan I, dimana dua departemen penting pula untuk didekatkan jika kondisi area memungkinkan. Sedangkan nilai O diberikan kepada dua departemen yang kaitannya tidak terlalu dekat. Khusus untuk nilai U dan X, sangat penting sekali membedakannya, dimana nilai atau derajat keterkaitan U mengandung arti bahwa dua departemen tidak perlu untuk didekatkan, hanya saja dalam keadaan tertentu masih dapat didekatkan berdampingan. Sedang derajat keterkaitan X mempunyai arti bahwa dua departemen harus dipisahkan antara satu dengan yang lainnya, karena kemungkinan akan mengganggu kelancaran proses operasi, baik pada masing-masing departemen sekaligus atau bahkan ada kemungkinan dapat mengganggu kelancaran proses operasi secara keseluruhan.
Secara umum alasan keterkaitan dibagi dalam tiga macam yaitu keterkaitan untuk produksi, keterkaitan untuk pegawai dan aliran informasi. Pembagian alasan-alasan tersebut adalah sebagai berikut.
1. Keterkaitan produksi a. Urutan aliran kerja
2. Keterkaitan pegawai
a. Menggunakan pegawai yang sama b. Melaksanakan pekerjaan yang sama c. Pentingnya berhubungan
d. Derajat hubungan kepegawaian e. Kemudahan pengawasan f. Perpindahan pegawai g. Disenangi pegawai h. Gangguan pegawai 3. Aliran informasi
a. Menggunakan catatan/berkas yang sama b. Derajat hubungan kertas kerja
c. Menggunakan alat komunikasi yang sama
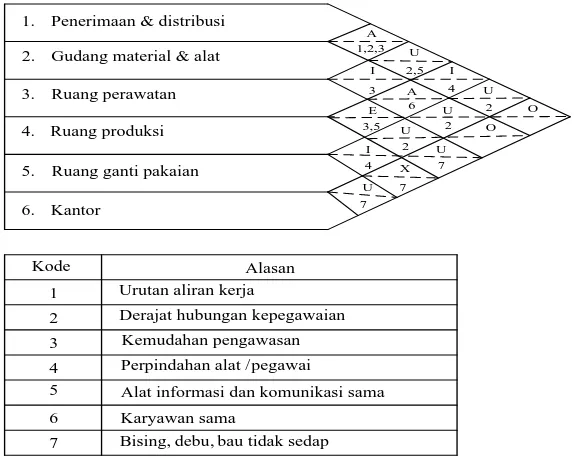
Pada peta keterkaitan aktivitas terdapat sejumlah belah ketupat menunjukkan hubungan keterkaitan antara dua departemen. Bagian atas dari masing-masing belah ketupat diberi simbol yang menunjukkan derajat keterkaitan dari dua departemen. Sedang bagian bawah merupakan alasan yang dipakai untuk mengukur derajat keterkaitan tersebut. Misalnya pada belah ketupat paling atas merupakan keterkaitan antara Departemen 1 (penerimaan dan pengiriman) dengan Departemen 2 (gudang material dan alat). Kedua departemen tersebut mempunyai derajat keterkaitan A (mutlak didekatkan) karena alasan 1 (urutan aliran kerja), 2 (derajat hubungan kertas kerja) dan 3 (kemudahan pengawasan).
1. Penerimaan & distribusi
2. Gudang material & alat
3. Ruang perawatan
4. Ruang produksi
5. Ruang ganti pakaian
6. Kantor A U I U O O U I A U U I E X U 1,2,3 4 7 7 7 4 3,5 6 3 Kode Alasan
Urutan aliran kerja
Derajat hubungan kepegawaian
Kemudahan pengawasan
Perpindahan alat /pegawai
Alat informasi dan komunikasi sama
Karyawan sama
[image:68.595.168.455.113.342.2]Bising, debu, bau tidak sedap 1 2 3 4 5 6 7 2,5 2 2 2
BAB IV
METODOLOGI PEMECAHAN MASALAH
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PTPN III Kebun Rambutan Pengolahan Lateks Pekat yang berlokasi di jalan Lintas Sumatera Tebing Tinggi Kota Madya Tebing Tinggi, Provinsi Sumatera Utara. Kantor pusatnya berada di jalan Sei Batanghari. Penelitian dilaksanakan lebih kurang 1 bulan, yaitu dari bulan Desember 2009 sampai dengan bulan Januari 2010.
4.2. Jenis Penelitian
Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian deskriftif (descriptive research) yaitu penelitian yang melakukan pemecahan terhadap suatu masalah yang ada sekarang secara sistematis dan faktual berdasarkan data yang ada dan bisa dikatakan juga penelitian deskriptif merupakan metode penelitian yang berusaha menggambarkan dan menginterpretasi objek sesuai dengan apa adanya
4.3. Pelaksanaan Penelitian
informasi tentang perusahaan dan proses produksi serta informasi mengenai mesin dan peralatan yang dipakai oleh perusahaan. Penelitian dlanjutkan dengan mengolah data dan menganalisis data/ informasi yang telah dikumpulkan. Selanjutnya, ditarik kesimpulan.
4.4. Pengumpulan Data
Setelah melakukan studi pendahuluan dan studi pusta