PRA RANCANGAN PABRIK
PEMBUATAN PHENOL DARI CUMENE HIDROPEROKSIDA
DENGAN KATALIS ASAM SULFAT
DENGAN KAPASITAS 20.000 TON/TAHUN
TUGAS AKHIR
OLEH :
ARIFIN FERDINAND B. MARPAUNG
NIM. 030405014
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PRA RANCANGAN PABRIK
PEMBUATAN PHENOL DARI CUMENE HIDROPEROKSIDA
DENGAN KATALIS ASAM SULFAT
DENGAN KAPASITAS 20.000 TON/TAHUN
Diajukan Untuk Memenuhi Persyaratan
Ujian Sarjana Teknik Kimia
Oleh :
ARIFIN FERDINAND B MARPAUNG
NIM : 030405014
Diketahui, Telah Diperiksa/Disetujui,
Koordinator Tugas Akhir Dosen Pembimbing I Dosen Pembimbing II
( Dr.Ir. Irvan, Msi ) (Dr. Ir. Salmah, MSc) (Ir. M. Yusuf Ritonga, MT) NIP : 132 126 842 NIP : 131 945 810 NIP : 131 836 667
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
INTI SARI
Pembuatan phenol secara umum dikenal dengan menggunakan katalis asam sulfat. Pra rancangan pabrik phenol ini direncanakan akan berproduksi dengan kapasitas 20.000 ton/tahun dan beropersi selama 330 hari dalam setahun.
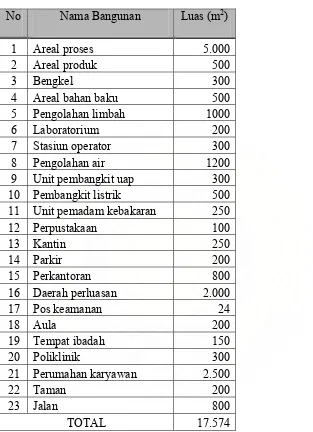
Lokasi pabrik yang direncanakan adalah di daerah Dumai, Riau dengan luas tanah yang dibutuhkan sebesar 17.574 m2.
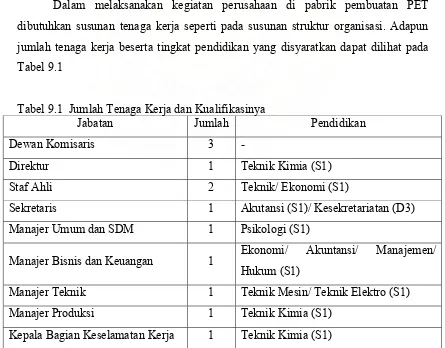
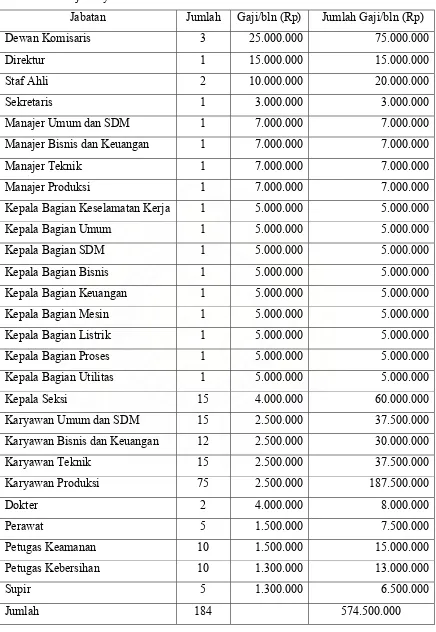
Tenaga kerja yang dibutuhkan untuk mengoperasikan pabrik sebanyak 184 orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan bentuk organisasinya adalah organisasi sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik phenol, adalah : Modal Investasi : Rp 186.214.189.624,-
Biaya Produksi per tahun : Rp 539.614.521.396,- Hasil Jual Produk per tahun : Rp 647.372.585.367,- Laba Bersih per tahun : Rp 75.070.991.556,-
Profit Margin : 16,56 %
Break Event Point : 38,16 %
Return of Investment : 19,37 %
Pay Out Time : 5,16 tahun
Return on Network : 32,29 %
Internal Rate of Return : 20,01 %
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa atas rahmat dan anugerah-Nya sehingga penulis dapat menyelesaikan Tugas Akhir yang berjudul
Pra-Rancangan Pabrik Pembuatan Phenol dari Cumene Hidroperoksida
dengan katalis Asam Sulfat dengan Kapasitas 20.000 Ton/Tahun. Tugas Akhir
ini dikerjakan sebgai syarat untuk kelulusan dalam sidang sarjana.
Selama mengerjakan Tugas akhir ini penulis begitu banyak mendapatkan bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini perkenankanlah penulis mengucapkan terima kasih kepada:
1. Ibu Dr. Ir. Salmah, MSc sebagai Dosen Pembimbing I yang telah membimbing dan memberikan masukan selama menyelesaikan tugas akhir ini.
2. Bapak Ir. M. Yusuf Ritonga, MT sebagai Dosen Pembimbing II yang telah memberikan arahan selama menyelesaikan tugas akhir ini.
3. Ibu Ir. Renita Manurung, MT, Ketua Departemen Teknik Kimia FT USU. 4. Bapak Dr. Ir. Irvan, MSi sebagai Koordinator Tugas Akhir Departemen
Teknik Kimia FT USU.
5. Dan yang paling istimewa Orang tua penulis yaitu Ibunda Veronica Sitorus, yang tidak pernah lupa memberikan motivasi dan semangat kepada penulis. 6. Abang dan adik-adik tercinta yang selalu mendoakan dan memberikan
semangat.
7. Teman-teman stambuk ‘03 tanpa terkecuali. Thanks buat kebersamaan dan semangatnya.
8. Teman seperjuangan Mely Gustina dan Nur Ardiyanty sebagai partner penulis dalam penyelesaian Tugas Akhir ini.
Penulis menyadari bahwa Tugas Akhir ini masih terdapat banyak kekurangan dan ketidaksempurnaan. Oleh karena itu penulis sangat mengharapkan saran dan kritik yang sifatnya membangun demi kesempurnaan pada penulisan berikutnya. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, 27 February 2009 Penulis
DAFTAR ISI
Kata Pengantar ... i
Intisari ... iii
Daftar Isi ... iv
Daftar Tabel ... viii
Daftar Gambar... xi BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1 1.2 Rumusan Masalah ... I-2 1.3 Tujuan Pra Rancangan Pabrik... I-2 BAB II TINJAUAN PUSTAKA... II-1
2.1 Phenol... II-1 2.2 Sifat-sifat Reaktan dan Produk ... II-2
2.2.1 Cumene ... II-2 2.2.2 Air ... II-2
2.2.3 Cumene Hydroperoxide ... II-2
2.2.4 Asam Sulfat... II-3 2.2.5 Phenol... II-3 2.2.6 Aseton ... II-4
2.2.7 Amonium Hidroksida... II-4 2.2.7 Amonium Hidrogen Sulfat... II-4 2.3 Deskripsi Proses ... II-5 2.3.1 Proses Pembuatan Phenol ... II-5
2.3.2 Proses Pemurnian ... II-6 2.3.2.1 Tahap Penetralan Katalis... II-6
4.3 Reaktor Netralizer (R-201) ... IV-2 4.4 Vaporizer (VP-201)... IV-2 4.5 Kondensor (CD-201)... IV-2 4.6 Cooler (E-201) ... IV-3 4.7 Heater (E-202) ... IV-3 4.8 Kolom Destilasi (D-201)... IV-3 BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1 6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja ... VI-6 6.3 Keselamatan Kerja pada Pabrik Pembuatan Phenol ... VI-7 6.3.1 Pencegahan terhadap Kebakaran dan Peledakan ... VI-7 6.3.2 Peralatan Perlindungan Diri ... VI-8 6.3.3 Keselamatan Kerja terhadap Listrik... VI-9 6.3.4 Pencegahan terhadap Gangguan Kesehatan... VI-9 6.3.5 Pencegahan terhadap Bahaya Mekanis ... VI-10
BAB VII UTILITAS ... VII-1 7.1 Kebutuhan Uap (Steam) ... VII-1 7.2 Kebutuhan Air... VII-2 7.2.1 Screening... VII-5
7.2.2 Koagulasi dan Flokulasi... VII-6 7.2.3 Filtrasi ... VII-7 7.2.4 Demineralisasi... VII-8 7.2.5 Deaerator ... VII-12
7.4.5 Tangki Sedimentasi... VII-19 BAB VIII LOKASI DAN TATA LETAK PABRIK... VIII-1
8.1 Landasan Teori... VIII-1 8.2 Lokasi pabrik... VIII-1 8.3 Tata Letak Pabrik ... VIII-4 8.4 Perincian Luas Tanah... VIII-6 BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1 Organisasi dan Manajemen ... IX-1 9.2 Bentuk Badan Usaha ... IX-1 9.3 Struktur Organisasi ... IX-2
9.4 Uraian Tugas, Wewenang Dan Tanggung Jawab ... IX-7 9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-7 9.4.2 Dewan Komisaris ... IX-7 9.4.3 Direktur ... IX-7
9.4.4 Staf Ahli ... IX-8 9.4.5 Sekretaris... IX-8 9.4.6 Manajer ... IX-8
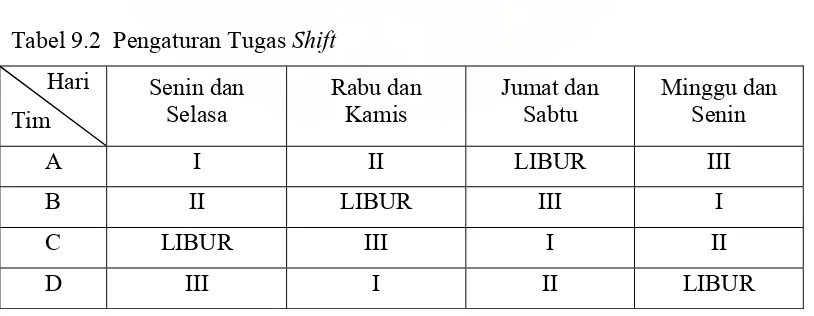
9.4.7 Kepala Bagian ... IX-9 9.5 Sistem Kerja ... IX-11 9.5.1 Tenaga Kerja dan Jam Kerja ... IX-11 9.5.2 Jumlah dan Tingkat Pendidikan Tenaga Kerja ... IX-11 9.3.5 Pengaturan Jam Kerja ... IX-12 9.7 Sistem Penggajian ... IX-13 9.8 Kesejahteraan Tenaga Kerja ... IX-15 BAB X ANALISA EKONOMI ... X-1 10.1 Modal Investasi ... X-1
10.4 Analisa Aspek Ekonomi... X-5 10.4.1 Profit Margin (PM) ... X-5 10.4.2 Break Evan Point (BEP) ... X-6 10.4.3 Retrun On Investmen (ROI)... X-6 10.4.4 Pay Out Time (POT) ... X-7 10.4.5 Return On Network (RON)... X-7 10.4.6 Internal Rate Of Return (IRR) ... X-7 BAB XI KESIMPULAN ... XI-1 DAFTAR PUSTAKA ... xii
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1 LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1
DAFTAR TABEL
Tabel 1.1 Data Impor Phenol di Indonesia ... I-2 Tabel 3.1 Reaktor (R-101) ... III-2 Tabel 3.2 Neraca massa Reaktor Netralizer (R-201) ... III-2 Tabel 3.3 Neraca massa Vaporizer (VP-201) ... III-3 Tabel 3.4 Neraca massa Decanter (DC-201)... III-3 Tabel 3.5 Neraca massa Destilasi (D-201)... III-4 Tabel 3.6 Neraca massa Kondensor (CD-202) ... III-4 Tabel 3.7 Neraca massa Reboiler (RB-201) ... III-4 Tabel 4.1 Neraca Energi pada Heater I (E-101) ... IV-1 Tabel 4.2 Neraca Energi pada Reaktor (R-101)... IV-1 Tabel 4.3 Neraca Energi pada Reaktor Netralizer (R-201)... IV-2 Tabel 4.4 Neraca Energi pada Vaporizer (VP-201) ... IV-2 Tabel 4.5 Neraca Energi pada Kondensor (CD-201) ... IV-2 Tabel 4.6 Neraca Energi pada Cooler (CD-201) ... IV-3 Tabel 4.7 Neraca Energi pada Heater II (E-202)... IV-3 Tabel 4.8 Neraca Energi pada Kolom Destilasi (D-201) ... IV-3 Tabel 6.1 Daftar Instrumentasi pada Pra-Rancangan
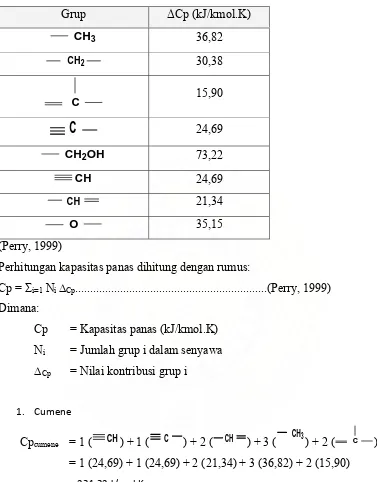
Tabel LB.3 Kontribusi unsur untuk estimasi Cp... LB-2 Tabel LB.4 Kontribusi unsur untuk estimasi Cp... LB-3 Tabel LB.5 Estimasi Cp Cumene... LB-4 Tabel LB.6 Estimasi Cp Cumene Hidroperoksida... LB-4 Tabel LB.7 Nilai Panas laten ... LB-4 Tabel LB.8 Nilai Panas pembentukkan... LB-5 Tabel LB. 9 Neraca panas masuk Heater (E-101) ... LB-5 Tabel LB. 10 Neraca panas keluar Heater (E-101)... LB-6 Tabel LB. 11 Neraca panas masuk alur 3 (R-101)... LB-7 Tabel LB. 12 Neraca panas keluar reaktor (R-101) ... LB-7 Tabel LB. 13 Neraca panas masuk alur 5 (R-201)... LB-9 Tabel LB. 14 Neraca panas keluar reaktor netralizer (R-201) ... LB-10 Tabel LB. 15 Neraca panas alur 7... LB-12 Tabel LB. 16 Neraca panas alur 9... LB-13 Tabel LB. 17 Neraca panas alur 8... LB-14 Tabel LB. 18 Neraca panas alur 10... LB-16 Tabel LB. 19 Neraca panas masuk heater (E-202) ... LB-17 Tabel LB.20 Neraca panas keluar heater (E-202)... LB-18 Tabel LB.21 Titik didih umpan masuk destilasi ... LB-20 Tabel LB. 22 Dew point destilasi... LB-20 Tabel LB. 23 Panas kondensor ... LB-21 Tabel LB. 24 Panas keluar kondensor (L) ... LB-21 Tabel LB. 25 Panas keluar kondensor (D) ... LB-22 Tabel LB.26 Boiling point reboiler... LB-23 Tabel LB. 27 Panas Masuk (L) ... LB-23 Tabel LB. 28 Panas Keluar Reboiler (V*) ... LB-24 Tabel LB. 29 Panas Keluar Reboiler (B*) ... LB-24 Tabel LD.1 Perhitungan Entalpi dalam Penentuan
Tabel LE.4 Estimasi Harga Peralatan Proses Non-Impor... LE-8 Tabel LE.5 Estimisi Harga Peralatan Utilitas dan
Pengolahan Limbah Impor... LE-8 Tabel LE.6 Estimisi Harga Peralatan Utilitas dan
Pengolahan Limbah Non-Impor... LE-9 Tabel LE.7 Biaya Sarana Transportasi... LE-11 Tabel LE.8 Perincian Gaji Pegawai ... LE-15 Tabel LE.9 Perincian Biaya Kas ... LE-17 Tabel LE.10 Perincian Modal Kerja ... LE-18 Tabel LE.11 Aturan Depresi Sesuai UU Republik Indonesia No. 17
Tahun 2000 ... LE-19 Tabel LE.12 Perhitungan Biaya Depresiasi Sesuai UURI No. 17
DAFTAR GAMBAR
Gambar 2.1 Struktur Phenol... II-1 Gambar 6.1 Instrumentasi Alat-alat Proses pada Pra Rancangan
Pabrik Pembuatan Phenol... VI-6 Gambar 9.1 Struktur Organisasi Pabrik Pembuatan Phenol... IX-6 Gambar LD. 1 Sketsa sebagian bar screen, satuan mm (dilihat ari atas) ... LD-2 Gambar LD. 2 Grafik Entalpi dan Temperatur
Cairan pada Cooling Tower (CT)LD-31 ... LD-31 Gambar LD.3 Kurva Hy terhadap 1/(Hy*-Hy)... LD-32 Gambar LE.1 Harga peralatan untuk Tangki Penyimpangan (storage)
dan Tangki Pelarutan... LE-5 Gambar LE.2 Harga Peralatan untuk Kolam Destilasi. Harga Tidak
Termasuk Trays, Packing atau Sambungan... LE-6 Gambar LE.3 Harga Tiap Tray dalam Kolom Distilasi. Harga
Termasuk Tanggul, Permukaan Saluran Limpah,
BAB I
PENDAHULUAN
1.1Latar Belakang
Sebagai negara berkembang, Indonesia melaksanakan pembangunan dan pengembangan di berbagai sektor, salah satunya adalah sektor industri. Dengan kemajuan dalam sektor industri diharapkan akan meningkatkan kesejahteraan rakyat. Dalam pembangunanya, sektor industri ini dikembangkan dalam beberapa tahap dan secara terpadu melalui peningkatan hubungan antara sektor industri dengan sektor lainnya.
Industri kimia merupakan salah satu contoh sektor industri yang sedang dikembangkan di Indonesia, dan diharapkan dapat memberikan kontribusi yang besar bagi pendapatan negara. Dalam mengembangkan dan meningkatkan industri ini diperlukan ilmu pengetahuan dan teknologi. Untuk itu Indonesia harus mampu memanfaatkan potensi yang ada, karena industri kimia membutuhkan perangkat-perangkat yang memang dibutuhkan dan juga membutuhkan sumber daya alam seefisien mungkin. Disamping itu perlu juga penguasaan teknologi baik yang sederhana maupun yang canggih, sehingga bangsa Indonesia dapat meningkatkan eksistensinya dan kredibilitasnya sejajar dengan bangsa-bangsa lain yang telah maju.
Dengan kebutuhan industri-industri kimia saat ini, maka kebutuhan akan bahan baku industri kimia tersebut pun semakin meningkat. Bahan baku industri ada yang berasal dari dalam negeri dan ada juga yang masih di impor. Salah satu bahan baku yang masih di impor adalah phenol.
Phenol pertama kali dikenal pada tahun 1834 melalui eksperimen pembuatan
phenol yang dilakukan oleh F. Ronge, yang diperoleh dari tar batubara. Tar batubara merupakan satu-satunya bahan baku pembuatan phenol sampai pada Perang Dunia I. Penggunaan awal dari phenol dibatasi pada penggunaannya sebagai bahan pengawet kayu, dan sebagai fumigator atau desinfektan (pembunuh kuman).
Phenol sintetik pertama kali diproduksi dengan cara sulfonasi benzen dan
melibatkan bahan baku kimia yang mahal, resiko korosi dan secara umum tidak ekonomis untuk industri skala besar.
Secara komersial, produksi phenol sintetik ditemukan di Jerman oleh Dr.
Heinrich Hock dan koleganya Shon Lang pada tahun 1949 dan dipublikasikan di
sebuah koran yang membuat tentang auto oksidasi senyawa organik. Dari laporan tersebut menunjukkan bahwa pada kondisi-kondisi yang telah ditetapkan cumene akan teroksidasi menjadi cumene peroksida, yang selanjutnya akan terdekomposisi menjadi phenol dan aseton.
Berdasarkan data impor statistik tahun 2001-2003, kebutuhan phenol di Indonesia adalah sebagai berikut :
Tabel 1.1 Data Impor Phenol di Indonesia Tahun Jumlah Impor (Ton)
2001 44.640 2002 49.060 2003 53.640
Sumber : Biro Pusat Statistik Tahun (2001 – 2003)
Untuk memproduksi phenol ini digunakan bahan baku cumene dan udara yang terdapat di sekitar lokasi pabrik. Dengan memperhatikan kebutuhan dalam negeri dan kegunaannya yang banyak menguntungkan maka pabrik pembuatan
phenol ini sangat potensial untuk didirikan di Indonesia
1.2Rumusan Masalah
Kebutuhan phenol di Indonesia sangatlah besar dan pemenuhan terhadap kebutuhan phenol tersebut dilakukan dengan cara mengimpor. Untuk memenuhi kebutuhan phenol dalam negeri dilakukan pra rancangan pabrik kimia phenol di Indonesia dengan menggunakan proses Cumene Hidroperoksida(proses CHP)
1.3Tujuan Pra Rancangan Pabrik
sehingga akan memberikan gambaran kelayakan pra rancangan pabrik pembuatan
phenol.
BAB II
TINJAUAN PUSTAKA
2.1 Phenol
Phenol, juga dikenal dengan nama lamanya asam karboksilat, merupakan
padatan kristal bening yang beracun dengan bau yang khas. Rumus kimianya adalah C6H5OH dan memiliki struktur grup hidroksil (-OH) yang terikat dengan sebuah cincin phenyl; yang juga merupakan senyawa aromatis.
Phenol dapat dibuat dari oksidasi parsial benzen atau asam benzoat, dengan proses cumene, atau dengan proses Raschig. Dapat juga ditemukan sebagai produk dari oksidasi batu.
Phenol memiliki sifat antiseptik, dan digunakan oleh Sir Joseph Lister (1827-1912) pada teknik pembedahan antiseptiknya. Phenol juga merupakan bahan aktif anastesi oral seperti Chloraseptic spray. Phenol juga merupakan bahan utama dari
Carbolic Smoke Ball, sebuah alat yang dipasarkan di London pada abad ke 19 sbagai pengaman pengguna terhadap influenza dan penyakit lainnya.
Gambar 2.1 Struktur Phenol
(http://en. wikipedia.org/wiki/Phenol, 2008)
Phenol juga digunakan dalam proses produksi obat obatan (merupakan bahan awal pada produksi aspirin), herbisida, dan resin sintetis (Bakelite, salah satu resin sintetis awal yang diproduksi, merupakan sebuah polimer dari phenol dengan formaldehid).
2.2 Sifat-sifat Reaktan dan Produk
Pada pra rancangan pabrik pembuatan phenol bahan-bahan yang digunakan adalah cumene, cumene hydroperoxyde, air, aseton, asam sulfat, amonium hidroksida, sedangkan produk yang dihasilkan adalah phenol. Sifat-sifat fisika dan kimia bahan-bahan tersebut diuraikan sebagai berikut :
2.2.1 Cumene
1. Rumus molekul : C9H12
2. Berat molekul : 120,19 g/mol
3. Wujud : Cair
4. Warna : Bening
5. Titik didih : 152 oC 6. Titik beku : - 96,9 oC 7. Densitas (20 oC) : 0,862 kg/m3 8. Viskositas (20 oC) : 0,791 9. Tidak larut dalam air
10.Merupakan senyawa hidrokarbon aromatis yang mudah terbakar (Perry, 1999 & Kirk Othmer, 1969)
2.2.2 Air
1. Rumus molekul : H2O 2. Berat molekul : 18 gr/mol
3. Wujud : Cair
4. Warna : Bening
5. Titik didih : 100 oC 6. Titik leleh : 0 oC 7. Densitas : 999 kg/m3
8. Specific Gravity (60 oF) : 1
(Perry, 1999 & Kirk Othmer, 1969)
2.2.3 Cumene Hydroperoxide
3. Wujud : Cair
4. Warna : Bening
5. Titik didih : 153 oC 6. Titik leleh : -10 oC 7. Densitas : 653 kg/m3
8. Specific Gravity (60 oF) : 1,055524
(http://en. wikipedia.org/wiki/Phenol, 2008)
2.2.4 Asam Sulfat
1. Rumus molekul : H2SO4 2. Berat molekul : 98,079 g/mol
3. Wujud : Cair
4. Warna : Bening
5. Titik didih : 340 oC 6. Titik leleh : 10,49 oC 7. Densitas : 1,9224 gr/cm3
8. Specific Gravity (60 oF) : 1,824
9. Merupakan senyawa asam kuat yang higroskopis dan sangat stabil (Perry, 1999 & Kirk Othmer, 1969)
2.2.5 Phenol
1. Rumus molekul : C6H5OH 2. Berat molekul : 94,113 gr/mol
3. Wujud : Cair
4. Warna : Tak berwarna
5. Densitas : 1.07 gr/cm³ 6. Titik didih : 182 oC
7. Titik leleh : 41 oC 8. Kelarutan dalam air (20 oC) : 8,3 g/100 ml 9. Bersifat korosif
2.2.6 Aseton
1. Rumus molekul : C3H6O 2. Berat molekul : 58,08 gr/mol
3. Wujud : Cair
4. Warna : Bening
5. Titik didih : 56 oC 6. Titik leleh : -94,6 oC 7. Densitas : 790 kg/m3 (http://en. wikipedia.org/wiki/Phenol, 2008)
2.2.7 Amonium Hidroksida
1. Rumus molekul : NH4OH 2. Berat molekul : 35,046 gr/mol
3. Wujud : Cair
4. Densitas : 1024,6 kg/m3
5. Specific Gravity (20 oC) : 0,89
6. Mudah larut dalam air 7. Tidak mudah terbakar 8. Bersifat korosif (Perry, 1999)
2.2.8 Amonium Hidrogen Sulfat
1. Rumus molekul : NH4HSO4 2. Berat molekul : 115,11 gr/mol
3. Specific Gravity : 1,78
4. Wujud : Cair
5. Titik didih : 490 oC 6. Titik leleh : 40 oC 7. Larut dalam air
8. pH < 7,0
10.Sangat berbahaya (beracun, dapat mengakibatkan kematian) 11.Bersifat korosif
(Perry, 1999)
2.3 Deskripsi Proses
Proses pembuatan phenol ini terdiri dari dua tahap, yaitu proses pembuatan
phenol dan proses pemurnian.
2.3.1 Proses Pembuatan Phenol
Pada proses pembuatan phenol, larutan Cumene Hydroperoxide dari tangki (R – 101) ditambahkan dengan larutan H2SO4 (98%) dari tangki (T – 02) sebagai katalis untuk mempercepat dekomposisi. Reaksi dekomposisi ini berlangsung pada suhu 50 oC pada tekanan 1 atm dengan reaksi sebagai berikut :
C6H5C(CH3)2OOH C6H5OH + (CH3)2CO
2.3.2 Proses Pemurnian
2.3.2.1 Tahap Penetralan Katalis
Proses selanjutnya adalah proses penetralan katalis H2SO4, yaitu dengan menambahkan larutan NH4OH. Reaksi ini berlangsung pada suhu 50 oC dan tekanan 1 atm dengan reaksi sebagai berikut :
H2SO4 + NH4OH NH4HSO4 + H2O
2.3.2.2 Tahap Pemurnian Produk
Dari Reaktor – 201 (R – 201) selanjutnya produk dan reaktan yang tidak bereaksi dialirkan ke Vaporizer (VP – 201) untuk memisahkan antara produk phenol
dan produk aseton. Keluar dari Vaporizer (VP – 201) larutan yang masih mengandung NH4OH dan NH4HSO4 dialirkan ke Decanter (DC – 201) untuk memisahkan campuran NH4OH, NH4HSO4, dan produk utama Phenol. Setelah dari
Decanter (DC – 201) liquid produk dikirim ke unit Destilasi (KD – 201) guna
BAB III
NERACA MASSA
Prarancangan pabrik pembuatan Phenol dari Cumene Hidrokperoksida
dilaksanakan untuk kapasitas produksi sebesar 20.000 ton/tahun, dengan ketentuan sebagai berikut:
1 tahun operasi = 330 hari kerja 1 hari kerja = 24 jam
Basis = 1 jam operasi
Maka kapasitas produksi Phenol tiap jam adalah:
=
jam 24
hari 1 x hari 330
tahun 1 x ton 1
kg 1.000 x tahun 1
ton 20000
= 2525,2525 kg/jam
Pada proses pembuatan Phenol dari Cumene Hidroperoksida perubahan massa untuk setiap komponen terjadi pada alat-alat:
− Tangki pencampur (M-101) − Reaktor (R-101)
− Reaktor Netralizer (R-201) − Vaporizer (VP-201) − Decanter (DC-201) − Destilasi (D-201)
Neraca massa setiap komponen ditampilkan dalam Tabel 3.1 sampai dengan Tabel 3.7 Tabel 3.1 Reaktor (R-101)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Alur 2 Alur 3 Alur 4
1. CHP 4344,3187 - 260,6591
2. Cumene 1086,0797 - 1086,0797
3. Asam Sulfat - 1,7377 1,7377
4. Air - 0,0355 0,0355
5. Phenol - - 2525,2525
6. Aseton - - 1558,4084
Total (kg/jam) 5432,1716 5432,1729
Tabel 3.2 Neraca massa Reaktor Netralizer (R-201)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Alur 4 Alur 5 Alur 6
1. CHP 260,6591 - 260,6591
2. Cumene 1086,0797 - 1086,0797
3. Phenol 2525,2525 - 2525,2525
4. Aseton 1558,4084 - 1558,4084
5. Asam Sulfat 1,7377 - -
6. Air 0,0355 - 0,3546
7. Amonium Hidroksida - 2,6066 1,9871
8. Amonium Hidrogen Sulfat - - 2,0374
Tabel 3.3 Neraca massa Vaporizer (VP-201)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Alur 6 Alur 7 Alur 9
1. CHP 260,6591 5,0376 255,6215
2. Cumene 1086,0797 40,8285 1045,2512
3. Phenol 2525,2525 20,7613 2504,4912
4. Aseton 1558,4084 1246,7279 311,6805
5. Air 0,3546 0,0792 0,2754
6. NH4OH 1,9871 - 1,9871
7. NH4HSO4 2,0374 - 2,0374
Total (kg/jam) 5434,7788 5434,7788
Tabel 3.4 Neraca massa Decanter (DC-201)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Alur 10 Alur 11 Alur 12
1. CHP 255,6215 - 255,6215
2. Cumene 1045,2512 - 1045,2512
3. Phenol 2504,4912 - 2504,4912
4. Aseton 311,6805 - 311,6805
5. Air 0,2754 0,2742 0,0012
6. NH4OH 1,9871 1,9871 -
7. NH4HSO4 2,0374 2,0374 -
Tabel 3.5 Neraca massa Destilasi (D-201)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Alur 13 Top Bottom
1. CHP 255,6215 255,2124 0,4109
2. Cumene 1045,2512 1045,2564 0,0000
3. Phenol 2504,4912 2,5034 2501,9847
4. Aseton 311,6805 311,6805 0,0000
5. Air 0,0012 0,0018 0,0000
Total (kg/jam) 4117,0456 4117,0501
Tabel 3.6 Neraca massa Kodensor (E-202)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Feed (V) Destilat (D) Refluks (L)
1. CHP 255,3190 255,2124 0,0058
2. Cumene 1045,3044 1045,2564 0,0238
3. Phenol 2,5222 2,5034 0,0001
4. Aseton 311,7212 311,6805 0,0071
5. Air 0,0000 0,0018 0,0000
Total (kg/jam) 1614,8668 1614,6913
Tabel 3.7 Neraca massa Reboiler (E-203)
Masuk (kg/jam) Keluar (kg/jam) No Komponen
Feed (L*) Destilat (V*) Refluks (B*)
1. CHP 0,6392 0,2435 0,4046
2. Cumene - - -
3. Phenol 3985,7326 1483,7385 2501,9886
4. Aseton - - -
5. Air - - -
BAB IV
NERACA ENERGI
Basis perhitungan : 1 jam operasi Satuan operasi : kJ/jam Temperatur basis : 25oC
4.1 Heater 1 (E-101)
Tabel 4.1 Neraca Energi pada Heater I (E-101)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(Kj/jam)
1. Umpan 21.065,0612
2. Produk 105.325,3061
3. Steam 84.260,2449
Total 105.325,3061 105.325,3061
4.2 Reaktor (R-101)
Tabel 4.2 Neraca Energi pada ReaktorI (R-101)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
1. Umpan 117.721,9948
2. Produk 280.040,4269
3. ∆ Hr 52.865,8418
4. steam 215.184,2739
4.3 Reaktor Netralizer (R-201)
Tabel 4.3 Neraca Energi pada Reaktor Netralizer I (R-201)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
1. Umpan 280.098,0466
2. Produk 217.589,3899
3. ∆ Hr -33.697,0416
4. Air pendingin -96.178,6983
Total 183.919,3483 183.919,3483
4.4 Vaporizer (VP-201)
Tabel 4.4 Neraca Energi pada VaporizerI (VP-201)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(Kj/jam)
1. Umpan 217.589,38999
2. Produk 1.863.124,8505
3. Steam 1.645.535,4610
Total 1.863.124,851 1.863.110,851
4.5 Kondensor (CD-201)
Tabel 4.5 Neraca Energi pada Kondensor (CD-201)
No Komponen Panas Masuk (kJ/jam) Panas Keluar
(Kj/jam)
1. Umpan 1.365.785,8771
2. Produk 13.751,3304
3. Air Pendingin -1.352.034,5467
4.6 Cooler (E-201)
Tabel 4.6 Neraca Energi pada Cooler (E-201)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(Kj/jam)
1. Umpan 497.338,9734
2. Produk 46.944,6588
3. Air Pendingin --450.394,3146
Total 46.944,6588 46.944,6588
4.7 Heater II (E-202)
Tabel 4.7 Neraca Energi pada Heater II (E-202)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(Kj/jam)
1. Umpan 46.901,0803
2. Produk 951.018,0054
3. Steam 904.116,9251
Total 951.018,0054 951.018,0054
4.8 Kolom Destilasi (D-201)
Tabel 4.8 Neraca Energi pada Kolom Destilasi (D-201)
No Komponen Panas Masuk
(kJ/jam)
Panas Keluar
(kJ/jam)
1. FHF 951.018,0054
2. qR 123.529,3427
3. DHD 6.928,3149
4. BHB 792.639,6951
5. qC 274.979,3381
BAB V
SPESIFIKASI PERALATAN
1. Tangki Penyimpanan Cumene (TK-101)
Fungsi : Untuk menyimpan larutan Cumene untuk kebutuhan 10 hari Bentuk : silinder vertikal dengan tutup dan alas datar
Bahan : Stainless steel, SA – 240 Tipe 304, 18 Cr – 8 Ni Jumlah : 1 unit
Lama Penyimpanan : 10 hari Kondisi Operasi :
- Temperatur (T) = 25 oC - Tekanan ( P) = 1 atm Kondisi fisik :
Silinder
- Diameter : 12,0329 m - Tinggi : 20,0594 m - Tebal : 1 in
2. Tangki Penyimpanan Asam Sulfat (TK-102)
Fungsi : Untuk menyimpan larutan Asam sulfat untuk kebutuhan 60 hari Bentuk : silinder vertikal dengan tutup dan alas datar
Bahan : Stainless steel, SA – 240 tipe 304,18 Cr-8Ni Jumlah : 1 unit
Lama Penyimpanan : 60 hari Kondisi Operasi :
- Temperatur (T) = 25 oC - Tekanan ( P) = 1 atm Kondisi fisik :
Silinder
3. Tangki Penyimpanan Amonium Hidroksida (TK-201)
Fungsi : Untuk menyimpan larutan Amonium Hidroksida untuk kebutuhan 30 hari
Bentuk : silinder vertikal dengan tutup dan alas datar Bahan : Carbon steel, SA – 285 grade C
Jumlah : 1 unit
Lama Penyimpanan : 30 hari Kondisi Operasi :
- Temperatur (T) = 25 oC - Tekanan ( P) = 1 atm Kondisi fisik :
Silinder
- Diameter : 1,1889 m - Tinggi : 1,9815 m - Tebal : 1/2 in
4. Tangki Penyimpanan Aseton (TK-202)
Fungsi : Untuk menyimpan larutan Aseton untuk kebutuhan 30 hari Bentuk : silinder vertikal dengan tutup dan alas datar
Bahan : Carbon steel, SA – 285 Grade. C Jumlah : 1 unit
Lama Penyimpanan : 30 hari Kondisi Operasi :
- Temperatur (T) = 25 oC - Tekanan ( P) = 1 atm Kondisi fisik :
Silinder
5. Tangki Penyimpanan Sementara Keluaran Atas Destilasi (TK-203)
Fungsi : Untuk menyimpan larutan yang keluar dari atas kolom destilasi untuk 30 hari
Bentuk : silinder vertikal dengan tutup dan alas datar Bahan : Stainless steel, SA – 240 tipe 304,18 Cr – 8 Ni Jumlah : 1 unit
Lama Penyimpanan : 30 hari Kondisi Operasi :
- Temperatur (T) = 25 oC - Tekanan ( P) = 1 atm Kondisi fisik :
Silinder
- Diameter : 14,2314 m - Tinggi : 23,7190 m - Tebal : 2 in
6. Tangki Penyimpanan Phenol (TK-204)
Fungsi : Untuk menyimpan larutan Phenol untuk kebutuhan 30 hari Bentuk : silinder vertikal dengan tutup dan alas datar
Bahan : Carbon steel, SA – 285 grade C Jumlah : 1 unit
Lama Penyimpanan : 30 hari Kondisi Operasi :
- Temperatur (T) = 25 oC - Tekanan ( P) = 1 atm Kondisi fisik :
Silinder
7. Pompa 1 (J-101)
Fungsi : Memompa CHP dan cumene dari tangki (TK-101) ke heater 1 (E-101)
Jenis : Pompa sentrifugal Jumlah : 1 unit
Kondisi operasi : P = 1 bar T = 30 oC
Kapasitas : 34.411,9160 gpm Daya motor : ½ hp
8. Pompa 2 (J-102)
Fungsi : Memompa H2SO4 dari tangki H2SO4 (TK-102) ke reaktor 1 (R-101) Jenis : Pompa Sentrifugal
Jumlah : 1 unit Kondisi operasi : P = 1 bar T = 30 oC
Kapasitas : 4,3420 gpm Daya motor : 1/8 hp
9. Pompa 3 (J-103)
Fungsi : Memompa campuran dari reaktor 1 (R-101) ke reaktor 2 (R-201) Jenis : Pompa Sentrifugal
Jumlah : 1 unit Kondisi operasi : P = 1 bar T = 50 oC
10. Pompa 4 (J-201)
Fungsi : Memompa NH4OH dari tangki (TK-201) ke reaktor 2 (R-201) Jenis : Pompa Sentrifugal
Jumlah : 1 unit Kondisi operasi : P = 1 bar T = 30 oC
Kapasitas : 11,2010 gpm Daya motor : 1/8 hp
11. Pompa 5 (J-202)
Fungsi : Memompa campuran dari reaktor 2 (R-201) ke vaporizer (VP-201). Jenis : Pompa Sentrifugal
Jumlah : 1 unit Kondisi operasi : P = 1 bar T = 50 oC
Kapasitas : 25.914,2263 gpm Daya motor : ¼ hp
12. Pompa 6 (J-203)
Fungsi : Memompa campuran bahan dari condensor (CD-201) ke tangki penyimpanan (TK-202)
Jenis : Pompa Sentrifugal Jumlah : 1 unit
Kondisi operasi : P = 1 bar T = 83,55 oC
13. Pompa 7 (J-204)
Fungsi : Memompa campuran bahan dari vaporizer (VP-201) ke cooler (E-201)
Jenis : Pompa Sentrifugal Jumlah : 1 unit
Kondisi operasi : P = 1 bar T = 83,55 oC
Kapasitas : 18.853,2811 gpm Daya motor : ¼ hp
14. Pompa 8 (J-205)
Fungsi : Memompa campuran bahan dari decanter (DC-201) ke cooler 2 (E-202)
Jenis : Pompa Sentrifugal Jumlah : 1 unit
Kondisi operasi : P = 1 bar T = 30 oC
Kapasitas : 18.815,2704 gpm Daya motor : ¼ hp
15. Pompa 9 (J-206)
Fungsi : Memompa campuran bahan dari condensor (CD-202) ke tangki penyimpanan (TK-203)
Jenis : Pompa Sentrifugal Jumlah : 1 unit
Kapasitas : 8.718,8742 gpm Daya motor : 1/8 hp
16. Pompa 10 (J-207)
Fungsi : Memompa campuran bahan dari reboiler (RB-201) ke tangki penyimpanan (TK-204)
Jenis : Pompa Sentrifugal Jumlah : 1 unit
Kondisi operasi : P = 1 bar T = 181,8 oC
Kapasitas : 10.404,5544 gpm Daya motor : ¼ hp
17. Cooler (E-201)
Fungsi : Menurunkan temperatur produk bawah Vaporizer yang akan dimasukkan ke decanter
Jenis : 1-2 shell and tube exchanger
Jumlah : 1 unit
Kapasitas : 4.121,3443 kg/jam Diameter tube : 3/4 in
Jenis tube : 10 BWG Panjang tube : 15 ft
Pitch (PT) : 1 in Square pitch
Jumlah tube : 324 Diameter shell : 23 ¼ in
18. Kondensor (CD-201)
Fungsi : Mengubah fasa uap campuran aseton dengan senyawa yang lainnya menjadi fasa cair
Kapasitas : 1.313,4345 kg/jam Diameter tube : 3/4 in
Jenis tube : 10 BWG Panjang tube : 12 ft
Pitch (PT) : 1 5/16 in triangular pitch
Jumlah tube : 224 Diameter shell : 17 ¼ in
19. Kondensor (CD-202)
Fungsi : Mengubah fasa uap keluaran atas kolom destilasi menjadi fasa cair
Jenis : 1-2 shell and tube exchanger
Jumlah : 1 unit
Kapasitas : 1.614,8704 kg/jam Diameter tube : ¾ in
Jenis tube : 10 BWG Panjang tube : 12 ft
Pitch (PT) : 1 in Square pitch
Jumlah tube : 52 Diameter shell : 10 in
20. Rebolier (RB-201)
Fungsi : Menaikkan temperatur campuran Phenol dan CHP sebelum dimasukkan ke kolom destilasi
Jenis : 2-4 shell and tube exchanger
Jumlah : 1 unit
Kapasitas : 62,4270 kg/jam Diameter tube : 1 in
Jenis tube : 10 BWG Panjang tube : 20 ft
Pitch (PT) : 1 1/4 in Square pitch
21. Heater 1 (E-101)
Fungsi : Menaikkan temperatur CHP sebelum dimasukkan ke reaktor (R-101)
Jenis : DPHE
Dipakai : pipa 1/4 x 1/8 in IPS, 12 ft hairpin Jumlah : 1 unit
Kapasitas : 42,5819 kg/jam Panjang pipa : 13,1863ft Jumlah hairpin : 1
22. Heater 2 (E-202)
Fungsi : Menaikkan temperatur CHP sebelum dimasukkan ke reaktor (R-101)
Jenis : DPHE
Dipakai : pipa 2 x 1 in IPS, 12 ft hairpin Jumlah : 1 unit
Kapasitas : 456,9062 kg/jam Panjang pipa : 128,4855ft Jumlah hairpin : 6
23.Vaporizer
Fungsi : Memekatkan larutan phenol Jenis : 2-4 shell and tube exchanger
Kapasitas : 831,5909 kg/jam Diameter tube : 1 in
Jenis tube : 12 BWG Panjang tube : 12 ft
Pitch (PT) : 1 1/4 in Square pitch
24.Dekanter (DC-201)
Fungsi : Memisahkan amonium hidroksida dan amonium sulfat dari campurannya berdasarkan perbedaan densitas komponennya Bentuk : horizontal silinder
Bahan : Carbon steel, SA – 285, Gr.C Jumlah : 1 unit
Kondisi operasi : - Temperatur(T) : 30 oC
- Tekanan (P) : 1 atm = 14,696 psia Laju alir massa (F) = 4.121,3443kg/jam Volume decanter : 1,6758 m3
Diameter decanter : 0,7370 m Tebal decanter : ½ in
25.Reaktor (R-101)
Fungsi : Tempat berlangsungnya reaksi dekomposisi
Jenis : Reaktor berpengaduk marine propeller tiga daun dengan tutup ellipsoidal, serta dilengkapi dengan jacket pemanas.
Bentuk : Silinder tegak dengan alas datar dan tutup ellipsoidal
Bahan : Stainless steel, SA – 240 Tipe 316, 16 Cr – 10 Ni Waktu Tinggal : 0,25 jam
Kondisi operasi:
- Temperatur (T) = 50 oC - Tekanan (P) = 1 atm
26.Reaktor Netralizer (R-201)
Fungsi : Tempat berlangsungnya reaksi dekomposisi
Jenis : Reaktor berpengaduk marine propeller tiga daun dengan tutup ellipsoidal, serta dilengkapi dengan jacket pemanas.
Bentuk : Silinder tegak dengan alas datar dan tutup ellipsoidal
Bahan : Stainless steel, SA – 240 Tipe 304, 18 Cr – 8 Ni Waktu Tinggal : 0,25 jam
Kondisi operasi:
- Temperatur (T) = 50 oC - Tekanan (P) = 1 atm
Volume reaktor : 51,3185 m3 Diameter dalam reaktor : 3,4562 m Tebal dinding : ¾ in
27. Kolom Distilasi (D-201)
Fungsi : memisahkan Phenol
Jenis : sieve – tray
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal Bahan konstruksi : carbon steel SA-283 grade C
Jumlah : 1 unit
Tray spacing (t) = 0,4 m
Hole diameter (do) = 4,5 mm
Space between hole center (p’)= 12 mm
Weir height (hw) = 5 cm
Pitch = triangular ¾in
Column Diameter (T) = 1,3807 m
Weir length (W) = 0,9665 m
Downsput area (Ad) = 0,1317 m2
Active area (Aa) = 1,2331 m2
Weir crest (h1) = 0,0068 m
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kendali untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Alat-alat instrumentasi dipasang pada setiap peralatan proses dengan tujuan agar para engineer dapat memantau dan mengendalikan kondisi di lapangan. Dengan adanya instrumentasi ini pula, para engineer dapat segera melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengendali, penunjuk, pencatat, dan pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses dan dikendalikan secara manual atau disatukan dalam suatu ruang pengendali yang dikendalikan secara otomatis (Perry dan Green,1999).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah (Considine,1985) :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
Pada dasarnya sistem pengendalian terdiri dari (Considine,1985): 1. Sensing Element / Elemen Perasa(Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengendali. 3. Elemen pengendali (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan penyimpangan yang terjadi.
4. Elemen pengendali akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengendali ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel yang dikendalikan maka instrumen akan bekerja sendiri untuk mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai
controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang terjadi pada variabel yang dikendalikan. Untuk mengubah variabel-variabel ke nilai yang diinginkan dilakukan usaha secara manual, instrumen ini bekerja sebagai pencatat (indicatorer).
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah (Peters dan Timmerhaus, 2004):
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
5. Pengaruh pemasangan instrumentasi pada kondisi proses
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine,1985):
1. Untuk variabel temperatur:
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk
mengamati temperatur suatu alat dan bila terjadi perubahan dapat melakukan pengendalian
• Temperature Indicator Controller (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat
2. Untuk variabel tinggi permukaan cairan
• Level Controller (LC) adalah instumentasi yang digunakan untuk
mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
• Level Indicator Contoller (LI) adalah instrumentasi yang digunakan untuk
mengamati ketinggian cairan dalam suatu alat. 3. Untuk variabel tekanan
• Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
• Pressure Indicator Controller (PI) adalah instrumentasi yang digunakan
untuk mengamati tekanan operasi suatu alat. 4. Untuk variabel aliran cairan
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk
mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
• Flow Indicator Controller (FI) adalah instrumentasi yang digunakan untuk
Instrumentasi yang digunakan pada alat-alat proses dapat dilihat pada tabel dan gambar berikut:
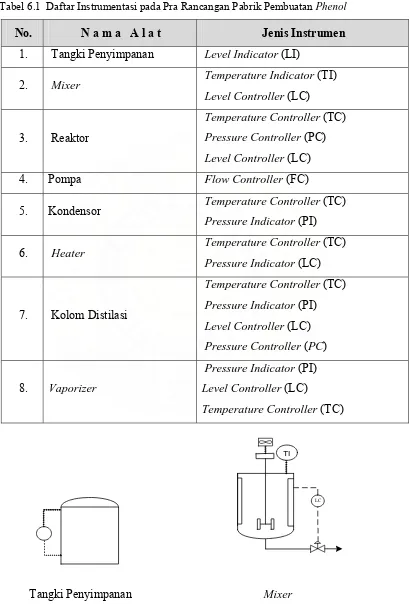
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan Phenol
No. N a m a A l a t Jenis Instrumen
1. Tangki Penyimpanan Level Indicator (LI)
2. Mixer Temperature Indicator (TI)
Level Controller (LC)
3. Reaktor
Temperature Controller (TC)
Pressure Controller (PC)
Level Controller (LC) 4. Pompa Flow Controller (FC)
5. Kondensor Temperature Controller (TC)
Pressure Indicator (PI)
6. Heater Temperature Controller (TC)
Pressure Indicator (LC)
7. Kolom Distilasi
Temperature Controller (TC)
Pressure Indicator (PI)
Level Controller (LC)
Pressure Controller (PC)
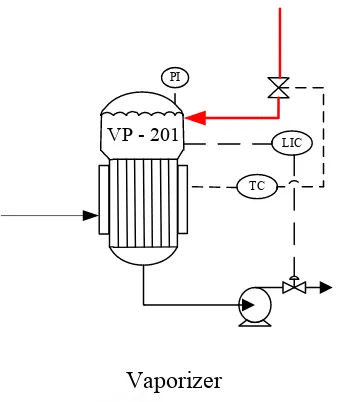
8. Vaporizer
Pressure Indicator (PI)
Level Controller (LC)
Temperature Controller (TC)
TI
Produk keluar
Kondensat Produk
Masuk
TC
PI Steam
Kondensor Heater
FC
PI
Blower Pompa
PC
LC
LC
FC
PI
FC TC
VP - 201
TC PI
LIC
[image:46.595.232.402.83.284.2]Vaporizer
Gambar 6.1 Instrumentasi Alat-alat Proses pada Pra Rancangan Pabrik Pembuatan
Phenol
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain (Peters dan Timmerhaus, 2004):
1. Meningkatkan spesialisasi ketrampilan karyawan dalam menggunakan peralatan secara benar sesuai tugas dan wewenangnya serta mengetahui cara-cara mengatasi kecelakaan kerja.
2. Melakukan pelatihan secara berkala bagi karyawan. Pelatihan yang dimaksud dapat meliputi :
Pelatihan untuk menciptakan kualitas Sumber Daya Manusia (SDM) yang tinggi dan bertanggung-jawab, misalnya melalui pelatihan kepemimpinan dan pelatihan pembinaan kepribadian.
3. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja, Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada tanggal 12 Januari 1970. Semakin tinggi tingkat keselamatan kerja dari suatu pabrik maka makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut (Peters dan Timmerhaus, 2004) :
1. Penanganan dan pengangkutan bahan menggunakan manusia harus seminimal mungkin.
2. Adanya penerangan yang cukup dan sistem pertukaran udara yang baik. 3. Jarak antar mesin-mesin dan peralatan lain cukup luas.
4. Setiap ruang gerak harus aman, bersih dan tidak licin .
5. Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran. 6. Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. 7. Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Keselamatan Kerja pada Pabrik Pembuatan Phenol
Dalam rancangan pabrik pembuatan Phenol, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut :
6.3.1 Pencegahan terhadap Kebakaran dan Peledakan
Proses produksi Phenol, menggunakan reaktor yang beroperasi pada suhu 80-85°C dengan menggunakan bahan bakar minyak. Bahaya yang kemungkinan timbul adalah kebakaran atau peledakan yang berasal dari reaktor. Selain itu unit penghasil uap (boiler) juga dapat menciptakan hal yang serupa apabila pengendalian tidak berjalan optimal.
tempat yang strategis dan penting seperti laboratorium dan ruang proses.
2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan
karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detector yang bekerja berdasarkan terjadinya
akumulasi asap dalam jumlah tertentu.
b. Gas detector adalah detector yang bekerja berdasarkan kenaikan
konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan mata secara jelas (visible alarm).
2. Panel indikator kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan kerja sistem dan terletak di ruang operator.
dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah melengkapi karyawan dengan peralatan perlindungan diri sebagai berikut:
1. Helm
2. Pakaian dan perlengkapan pelindung 3. Sepatu pengaman
4. Pelindung mata 5. Masker udara 6. Sarung tangan
7. Earplug (pelindung telinga)
6.3.3 Keselamatan Kerja terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut : 1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekring
atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi. 5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
7. Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan terhadap Gangguan Kesehatan
Upaya penjagaan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat.
4. Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.5 Pencegahan terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh seperti reaktor, kolom distilasi, dan kolom ekstraktor.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran. 5. Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung untuk
menghindari terjadinya kecelakaan kerja seperti mixer.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu (Peters dan Timmerhaus, 2004):
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. 2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Setiap karyawan dibekali keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Melakukan pemeriksaan terhadap setiap pengendali secara priodik oleh petugas
BAB VII
UTILITAS
Utilitas merupakan unit penunjang utama dalam memperlancar jalannya suatu proses produksi. Dalam suatu pabrik, utilitas memegang peranan yang penting. Karena suatu proses produksi dalam suatu pabrik tidak akan berjalan dengan baik jika utilitas tidak ada. Oleh sebab itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik Phenol adalah sebagai berikut:
1. Kebutuhan uap (steam) 2. Kebutuhan air
3. Kebutuhan tenaga listrik
7.1 Kebutuhan uap (steam)
Uap digunakan dalam pabrik sebagai media pemanas. Kebutuhan uap pada pabrik pembuatan Phenol dapat dilihat dari tabel di bawah ini.
Tabel 7.1 Kebutuhan Uap pada Alat
Nama Alat
Jumlah Uap
Kg/Jam
Heater 1 42,5819
Reaktor 1 108,7459
Vaporizer 831,5909
Heater 2 456,9062
Reboiler 62,4270
Steam yang digunakan adalah saturated steam dengan temperatur 190 0C dan tekanan 1254,4 kPa. Jumlah total steam yang dibutuhkan adalah 1.502,2520 kg/jam.Tambahan untuk faktor keamanan diambil sebesar 10 % dan faktor kebocoran sebesar 3 %. (perry, 1999) maka :
Jadi total steam yang dibutuhkan = 1,3 × 1.502,2520 kg/jam = 1.952,9276 kg/jam.
Diperkirakan 80 % dari kondensat dapat digunakan kembali. Kondensat yang digunakan kembali adalah:
80 % x 1.952,9276 = 1.562,3421 kg/jam Kebutuhan air tambahan untuk ketel:
20 % x 1.952,9276 = 390,5855 kg/jam
7.2 Kebutuhan Air
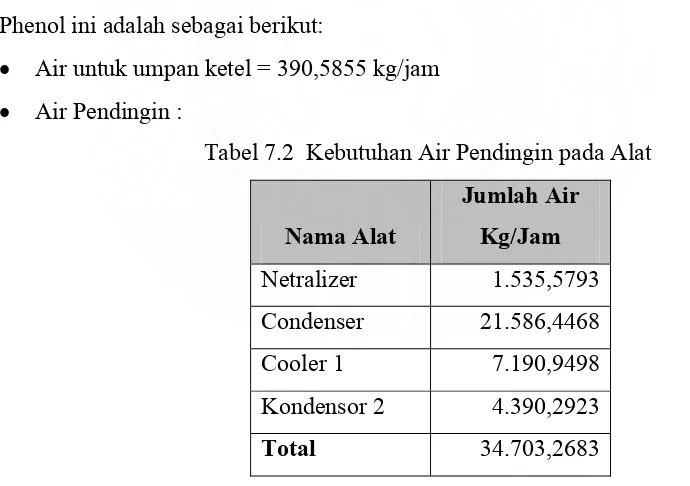
Dalam proses produksi, air memegang peranan penting, baik untuk kebutuhan proses maupun kebutuhan domestik. Adapun kebutuhan air pada pabrik pembuatan Phenol ini adalah sebagai berikut:
[image:52.595.114.459.390.633.2]• Air untuk umpan ketel = 390,5855 kg/jam • Air Pendingin :
Tabel 7.2 Kebutuhan Air Pendingin pada Alat
Nama Alat
Jumlah Air
Kg/Jam
Netralizer 1.535,5793 Condenser 21.586,4468 Cooler 1 7.190,9498 Kondensor 2 4.390,2923
Total 34.703,2683
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara pendingin air. Dengan menganggap terjadi kehilangan air selama proses sirkulasi, maka air tambahan yang diperlukan adalah jumlah air yang hilang karena penguapan,
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
We = 0,00085 Wc (T2 – T1) (Perry, 1997) Di mana:
Wc = jumlah air masuk menara = 34.703,2683 kg/jam
T1 = temperatur air masuk = 30 °C = 86 °F
T2 = temperatur air keluar = 45 °C = 113 °F Maka,
We = 0,00085 × 34.703,2683 × (113-86) = 796,4400 kg/jam
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang masuk ke menara air (Perry, 1997). Ditetapkan drift loss 0,2 %, maka:
Wd = 0,002 x 34.703,2683 = 69,4065 kg/jam
Air yang hilang karena blowdown bergantung pada jumlah siklus sirkulasi air pendingin, biasanya antara 3 – 5 siklus (Perry, 1997).
Ditetapkan 5 siklus, maka:
Wb = 1 −
S We
=
1 5
796,4400
− = 199,1100 kg/jam (Perry, 1997) Sehingga air tambahan yang diperlukan = We + Wd + Wb
= 796,4400 + 69,4065 + 199,1100 = 1.064,9565 kg/jam
• Air untuk berbagai kebutuhan Kebutuhan air domestik
Kebutuhan air domestik untuk tiap orang/shift adalah 40 – 100 ltr/hari …... (Met Calf.et.all, 1984)
Diambil 100 ltr/hari x
jam hari
24 1
= 4.1667 ≈ 4 liter/jam
air = 1000 kg/m3 = 1 kg/liter Jumlah karyawan = 184 orang
Tabel 7.3 Pemakaian air untuk berbagai kebutuhan
Kebutuhan Jumlah air (kg/jam)
Domestik dan kantor
736 Laboratorium
200 Kantin dan tempat ibadah
210 Poliklinik
150
Total
1.296
Sehingga total kebutuhan air yang memerlukan pengolahan awal adalah = 390,5855 + 1.064,9565 + 1.296
= 2.751,5421 kg/jam
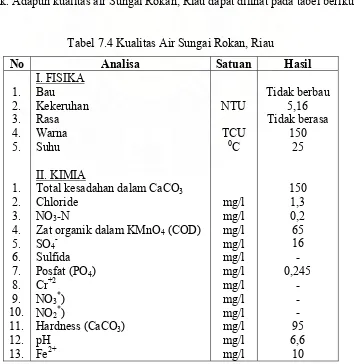
Sumber air untuk pabrik pembuatan Phenol adalah dari Sungai Rokan, Kabupaten Bengkalis, Provinsi Riau. Dimana sungai Rokan dengan panjang 150 km memiliki potensi debit pada musim kemarau 60 m3/detik dan pada musim hujan 100 m3/detik. Adapun kualitas air Sungai Rokan, Riau dapat dilihat pada tabel berikut :
Tabel 7.4 Kualitas Air Sungai Rokan, Riau
No Analisa Satuan Hasil
1. 2. 3. 4. 5. 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. I. FISIKA Bau Kekeruhan Rasa Warna Suhu II. KIMIA
Total kesadahan dalam CaCO3 Chloride
NO3-N
Zat organik dalam KMnO4 (COD) SO4
-Sulfida Posfat (PO4) Cr+2
NO3*) NO2*)
14. 15. 16. 17. 18. 19.
Mn2+ Zn2+ Ca2+ Mg2+ CO2 bebas Cu2+
mg/l mg/l mg/l mg/l mg/l mg/l
0,016 0,0012
63 87 132 0,0032 *
) Analisa tidak bisa dilakukan, alat dan bahan kimia tidak tersedia Sumber : Laboratorium PERTAMINA UP – II DUMAI 10 Februari 2005
Unit Pengolahan Air
Kebutuhan air untuk pabrik pembuatan phenol diperoleh dari sungai Rokan, yang terletak di kawasan pabrik. Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air dibangun fasilitas penampungan air (water reservoar) yang juga merupakan tempat pengolahan awal air sungai. Pengolahan ini meliputi penyaringan sampah dan kotoran yang terbawa bersama air. Selanjutnya air dipompakan ke lokasi pabrik untuk diolah dan digunakan sesuai dengan keperluannya. Pengolahan air di pabrik terdiri dari beberapa tahap, yaitu (Degremont, 1991) :
1. Screening
2. Koagulasi dan flokulasi 3. Filtrasi
4. Demineralisasi 5. Deaerasi
7.2.1 Screening
Tahap screening merupakan tahap awal dari pengolahan air. Adapun tujuan screening adalah (Degremont, 1991):
− Menjaga struktur alur dalam utilitas terhadap objek besar yang mungkin merusak fasilitas unit utilitas.
Pada tahap ini, partikel yang besar akan tersaring tanpa bantuan bahan kimia. Sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya.
7.2.2 Koagulasi dan Flokulasi
Koagulasi dan flokulasi merupakan proses penghilangan kekeruhan di dalam air dengan cara mencampurkannya dengan larutan Al2(SO4)3 dan Na2CO3 (soda abu). Larutan Al2(SO4)3 berfungsi sebagai koagulan utama dan larutan Na2CO3 sebagai bahan koagulan tambahan yaitu berfungsi sebagai bahan pambantu untuk mempercepat pengendapan dan penetralan pH. Pada bak clarifier, akan terjadi proses koagulasi dan flokulasi. Tahap ini bertujuan menyingkirkan Suspended Solid (SS) dan koloid (Degremont, 1991) :
Koagulan yang biasa dipakai adalah koagulan trivalent. Reaksi hidrolisis akan terjadi menurut reaksi :
M3+ + 3H2O M(OH)3 + 3 H+
Dalam hal ini, pH menjadi faktor yang penting dalam penyingkiran koloid. Kondisi pH yang optimum penting untuk terjadinya koagulasi dan terbentuknya flok-flok (flokulasi). Koagulan yang biasa dipakai adalah larutan alum Al2(SO4)3. Sedangkan pengatur pH dipakai larutan soda abu Na2CO3 yang berfungsi sebagai bahan pembantu untuk mempercepat pengendapan dan penetralan pH. Dua jenis reaksi yang akan terjadi adalah (Degremont, 1991) :
Al2(SO4)3 + 6 Na2CO3 + 6H2O 2Al(OH)3 + 12Na+ + 6HCO3- + 3SO43- 2Al2(SO4)3 + 6 Na2CO3 + 6H2O 4Al(OH)3 + 12Na+ + 6CO2 + 6SO4 3-Reaksi koagulasi yang terjadi :
Al2(SO4)3 + 3H2O + 3Na2CO3 2Al(OH)3 + 3Na2SO4 + 3CO2 Selain penetralan pH, soda abu juga digunakan untuk menyingkirkan kesadahan permanent menurut proses soda dingin menurut reaksi (Degremont, 1991):
Selanjutnya flok-flok yang akan mengendap ke dasar clarifier karena gaya gravitasi, sedangkan air jernih akan keluar melimpah (overflow) yang selanjutnya akan masuk ke penyaring pasir (sand filter) untuk penyaringan.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 : 0,54 (Crities, 2004).
Perhitungan alum dan abu soda yang diperlukan :
Total kebutuhan air = 2.751,5421 kg/jam Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 × 50 = 27 ppm
Larutan alum Al2(SO4)3 yang dibutuhkan = 50.10-6 × 2.751,5421 = 0,1376 kg/jam Larutan abu soda Na2CO3 yang dibutuhkan = 27.10-6 × 2.751,5421 = 0,0743 kg/jam
7.2.3 Filtrasi
Filtrasi dalam pemurnian air merupakan operasi yang sangat umum dengan tujuan menyingkirkan Suspended Solid (SS), termasuk partikulat BOD dalam air (Metcalf, 1984).
Material yang digunakan dalam medium filtrasi dapat bermacam-macam : pasir, antrasit (crushed anthracite coal), karbon aktif granular (Granular Carbon Active atauGAC), karbon aktif serbuk (Powdered Carbon Active atau PAC) dan batu garnet. Penggunaan yang paling umum dipakai di Afrika dan Asia adalah pasir dan gravel sebagai bahan filter utama, menimbang tipe lain cukup mahal (Kawamura, 1991).
Unit filtrasi dalam pabrik pembuatan metil ester menggunakan media filtrasi granular (Granular Medium Filtration) sebagai berikut :
1. Lapisan atas terdiri dari pasir hijau (green sand). Lapisan ini bertujuan memisahkan flok dan koagulan yang masih terikut bersama air. Lapisan yang digunakan setinggi 24 in (60,96 cm).
permukaan pori yang besar dan daya adsorpsi yang lebih besar, seperti Biolite, pozzuolana ataupun Granular Active Carbon/GAC) (Degremont, 1991). Pada
pabrik ini, digunakan antrasit setinggi 12,5 in (31,75 cm).
3. Lapisan bawah menggunakan batu kerikil/gravel setinggi 7 in (17,78 cm) (Metcalf & Eddy, 1991).
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand
filter, air dipompakan ke menara air sebelum didistribusikan untuk berbagai
kebutuhan.
Untuk air domestik, laboratorium, kantin, dan tempat ibadah, serta poliklinik, dilakukan proses klorinasi, yaitu mereaksikan air dengan klor untuk membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya berupa kaporit, Ca(ClO)2.
Perhitungan kebutuhan kaporit, Ca(ClO)2 :
Total kebutuhan air yang memerlukan proses klorinasi = 1.056 kg/jam Kaporit yang digunakan direncanakan mengandung klorin 70 %
Kebutuhan klorin = 2 ppm dari berat air
Total kebutuhan kaporit = (2.10-6 × 1.296)/0,7 = 0,0037 kg/jam
7.2.4 Demineralisasi
Air untuk umpan ketel dan proses harus murni dan bebas dari garam-garam terlarut. Untuk itu perlu dilakukan proses demineralisasi, dimana alat demineralisasi dibagi atas :
a. Penukar kation
Berfungsi untuk mengikat logam – logam alkali dan mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg, dan Mn yang larut dalam air dengan kation hidrogen dan resin. Resin yang digunakan bertipe gel dengan merek IR–22 (Lorch, 1981).
Reaksi yang terjadi :
2H+R + Mg2+ Mg2+R + 2H+ 2H+R + Mn2+ Mn2+R + 2H+ Untuk regenerasi dipakai H2SO4 dengan reaksi : Ca2+R + H2SO4 CaSO4 + 2H+R Mg2+R + H2SO4 MgSO4 + 2H+R Mn2+R + H2SO4 MnSO4 + 2H+R
Perhitungan Kation :
Air Sungai Rokan, Riau mengandung kation Fe2+, Pb+2, Mn2+, Ca2+, dan Mg2+, masing-masing 0,016 ppm, 63 ppm, 0,0012 ppm, 87 ppm, 132 ppm (Tabel 7.3) 1 gr/gal = 17,1 ppm
Total kesadahan kation = 0,016 + 63 + 0,0012 + 87 + 132 ppm = 282,0172 ppm
= 282,0172 ppm / 17,1 = 16,4922 gr/gal
Jumlah air yang diolah = 3
3 264,17gal/m
kg/m 996,24
kg/jam 390,5855
×
= 103,5704 gal/jam
Kesadahan air = 16,4922 gr/gal × 103,5704 gal/jam × 24 jam/hari = 40.994,4911 gr/hari = 40,9945 kg/hari
Perhitungan ukuran Cation Exchanger :
Jumlah air yang diolah = 103,5704 gal/jam = 1,7262 gal/menit
Dari Tabel 12.4, Nalco Water Treatment, 1988 diperoleh data – data sebagai berikut : - Diameter penukar kation = 3 ft
- Luas penampang penukar kation = 9,62 ft2 - Jumlah penukar kation = 1 unit
Volume Resin yang Diperlukan
- Kapasitas resin = 20 kg/ft3
- Kebutuhan regenerant = 6 lb H2SO4/ft3 resin Jadi,
Kebutuhan resin = 3 kg/ft 0 2
kg/hari
40,9945
= 2,0497 ft3/hari
Tinggi resin = 62 , 9
2,0497
= 0,2131 ft
Tinggi minimum resin adalah 30 in = 2,5 ft (Tabel 12.4, Nalco, 1988) Sehingga volume resin yang dibutuhkan = 2,5 ft × 9,62 ft2 = 24,05 ft3
Waktu regenerasi =
kg/hari 40,9945
kg/ft 20 ft 05 , 4
2 3× 3
= 11,7333 hari
Kebutuhan regenerant H2SO4 = 40,9945 kg/hari × 3
3
kg/ft 20
lb/ft 6
= 12,2983 lb/hari = 5,5834 kg/hari = 0,2326 kg/jam
b. Penukar anion
Penukar anion berfungsi untuk menukar anion negatif yang terdapat dalam air dengan ion hidroksida dari resin. Resin yang digunakan bermerek IRA–410.
Resin ini merupakan kopolimer stirena DVB (Lorch,1981). Reaksi yang terjadi: 2ROH + SO42- R2SO4 + 2OH
ROH + Cl- RCl + OH-
Untuk regenerasi dipakai larutan NaOH dengan reaksi: R2SO4 + 2NaOH Na2SO4 + 2ROH RCl + NaOH NaCl + ROH
Perhitungan Anion :
= 112,745 ppm / 17,1 = 6,5933 gr/gal Jumlah air yang diolah = 103,5704 gal/jam
Kesadahan air = 6,5933 gr/gal × 103,5704 gal/jam × 24 jam/hari = 16.388,8977 gr/hari = 16,3889 kg/hari
Perhitungan Ukuran Anion Exchanger :
Jumlah air yang diolah = gal/jam = 103,5704 gal/menit Dari Tabel 12.3 , Nalco, 1988, diperoleh :
- Diameter penukar anion = 3 ft - Luas penampang penukar anion = 9,62 ft2 - Jumlah penukar anion = 1 unit
Volume resin yang diperlukan :
Total kesadahan air = 16,3889 kg/hari Dari Tabel 12.7, Nalco, 1988, diperoleh : - Kapasitas resin = 12 kg/ft3
- Kebutuhan regenerant = 5 lb NaOH/ft3 resin Jadi,
Kebutuhan resin = 3 kg/ft 12
kg/hari 16,3889
= 1,3657 ft3/hari
Tinggi resin = 62 , 9 1,3657
= 0,1420 ft
Tinggi minimum resin adalah 30 in = 2,5 ft (Tabel 12.4, The Nalco Water Handbook) Volume resin = 2,5 ft x 9,62 ft2 = 24,05 ft3
Waktu regenerasi =
kg/hari 16,3889
kgr/ft 12 x ft
24,05 3 3
= 17,6095 hari
Kebutuhan regenerant NaOH = 16,3889 kg/hari × 3
3
kg/ft 12
lb/ft 5
= 6,8287 lb/hari
7.2.5 Deaerator
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion (ion exchanger) dan kondensat bekas sebelum dikirim sebagai air umpan ketel. Pada deaerator ini, air dipanaskan hingga 90°C supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab gas-gas tersebut dapat menyebabkan korosi. Pemanasan dilakukan dengan menggunakan koil pemanas di dalam deaerator.
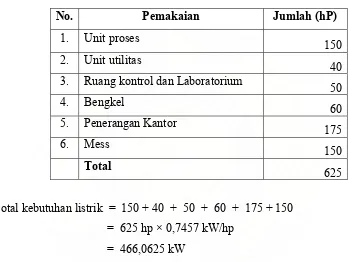
[image:62.595.120.470.263.525.2]7.3 Kebutuhan Listrik
Tabel 7.6 Perincian Kebutuhan Listrik
No. Pemakaian Jumlah (hP)
1. Unit proses
150 2. Unit utilitas
40 3. Ruang kontrol dan Laboratorium
50 4. Bengkel
60 5. Penerangan Kantor
175 6. Mess
150
Total
625
Total kebutuhan listrik = 150 + 40 + 50 + 60 + 175 + 150 = 625 hp × 0,7457 kW/hp
= 466,0625 kW
Kebutuhan listrik untuk cadangan 20%, sehingga: = 1,2 x 625
= 750 hp = 559,2750 kW Efisiensi generator 80 %, maka :
7.4 Unit Pengolahan Limbah
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau atmosfer, karena limbah tersebut mengandung bermacam-macam zat yang dapat membahayakan alam sekitar maupun manusia itu sendiri. Demi kelestarian lingkungan hidup, maka setiap pabrik harus mempunyai unit pengolahan limbah.
Sumber-sumber limbah cair pabrik pembuatan methyl ester ini meliputi: 1. Limbah proses akibat zat-zat yang terbuang, bocor atau tumpah.
2. Limbah cair hasil pencucian peralatan pabrik. Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang melekat pada peralatan pabrik. 3. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar mandi di lokasi pabrik, serta limbah dari kantin berupa limbah padat dan limbah cair.
4. Limbah laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia yang digunakan untuk menganalisa mutu bahan baku yang dipergunakan dan mutu produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan pengembangan proses.
Pengolahan limbah cair pabrik ini dilakukan dengan menggunakan activated sludge (sistem lumpur aktif), mengingat cara ini dapat menghasilkan effluent dengan BOD yang lebih rendah (20 – 30 mg/l) (Perry, 1999).
Perhitungan untuk Sistem Pengolahan Limbah
Diperkirakan jumlah air buangan pabrik :
1. Limbah proses yang berasal dari keluaran dekanter dan destilasi yang berupa NH4OH, NH4HSO4, Air, CHP, Cumene,Aseton dan Phenol sebesar 1.983,2924 L/jam.
2. Limbah akibat zat-zat yang terbuang, bocor atau tumpah diperkirakan 250 liter/jam.
Total air buangan = 1.983,2924 + 250 + 125 + 375,6667 + 25 = 2.807,9591 liter/jam = 2,8080 m3/jam
7.4.1 Bak Penampungan
Fungsi : tempat menampung air bua