PRA RANCANGAN PABRIK PEMBUATAN TANIN DARI
KULIT BUAH KAKAO DENGAN KAPASITAS
1.500 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sidang Sarjana Teknik Kimia
DISUSUN OLEH
PANCA NABABAN
120425005
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
LEMBAR PENGESAHAN
PRA RANCANGAN PABRIK PEMBUATAN TANIN DARI KULIT BUAH KAKAO DENGAN KAPASITAS
1.500TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
Oleh :
PANCA NABABAN NIM : 120425005
Telah Diperiksa / Disetujui Oleh : Dosen Pembimbing
Ir. Bambang Trisakti. MT NIP :196609251991031003
Mengetahui,
Kooerdinator Tugas Akhir
Mhd. Hendra S. Ginting, ST. MT NIP. 197009191999031001 DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
2014
Dosen Penguji I Dosen Penguji II Dosen Penguji III
KATA PENGANTAR
Dengan mengucapkan puji syukur kepada Tuhan Yang Maha Esa atas
limpahan rahmat, berkat dan karunianya, sehingga Penulis dapat menyelesaikan
Tugas Akhir ini dengan judul “Pra Rancangan Pabrik Pembuatan Tanin dari Kuli Buah Kako dengan Kapasitas 1.500 Ton/Tahun.”
Pra rancangan pabrik ini disusun untuk melengkapi tugas-tugas dan
merupakan salah satu syarat untuk menempuh ujian sarjana pada Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara. Dalam penyelesaian Tugas
Akhir ini, Penulis banyak menerima bantuan dan bimbingan dari berbagai pihak.
Pada kesempatan ini Penulis mengucapkan terima kasih kepada :
1. Bapak Ir Bambang Trisakti,MT, selaku dosen pembimbing yang telah
membimbing Penulis dengan penuh kesabaran serta memberi masukan sehingga
Tugas Akhir ini dapat terselesaikan dengan baik.
2. Bapak Mhd. Hendra S.Ginting, ST, MT, selaku Koordinator Tugas Akhir yang
telah banyak memberikan pengarahan dan masukan kepada Penulis selama
menyelesaikan Tugas Akhir ini.
3. Seluruh Staf Pengajar dan Pegawai Departemen Teknik Kimia yang telah
memberikan ilmu dan pengalaman yang sangat berharga kepada Penulis.
4. Ibunda Tercinta T.Sitorus yang telah banyak berkorban dan memberikan didikan
serta doa untuk penulis.
5. Kakak/Adik Penulis Indra dan Dana yang memberikan dukungan dan semangat
kepada penulis.
6. Teman-teman angkatan 2012 dan 2013 ekstensi Teknik Kimia yang memberikan
dukungan dan semangat kepada penulis.
Dalam penyusunan Tugas Akhir ini, Penulis menyadari masih banyak
terdapat kekurangan. Oleh karena itu, penulis sangat berharap saran dan kritik dari
pembaca yang bersifat konstruktif demi kesempurnaan penulis ini. Akhir kata,
Semoga tulisan ini bermanfaat bagi kita semua. Terimakasih.
Medan, Juli 2015
INTISARI
Tanin dibuat dari bahan utama kulit buah kakao dan etanol. Bahan-bahan
baku dicampur di dalam ekstraktor kemudian dipisahkan di dalam evaporator dengan
kondisi operasi adalah 85oC dan tekanan 1 atm. Tanin yang dihasilkan berupa serbuk
dengan ukuran 200 mesh.
Pabrik tanin ini direncanakan akan berbahan baku 1.500 ton/tahun sehingga
dapat menghasilkan tanin 208,3 kg/jam dan beroperasi selama 300 hari kerja dalam
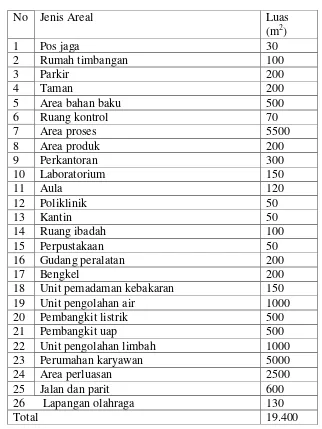
setahun. Lokasi pabrik yang direncanakan adalah di daerah Kecamatan Air Batu,
Kabupaten Asahan, Sumatera Utara. dengan luas tanah yang dibutuhkan sebesar
19.400 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 144
orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan
struktur organisasi adalah sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut:
a. Total modal investasi : Rp
373.493.258.653,-b. Biaya Produksi : Rp 341.930.994.614,-
c. Hasil penjualan/ tahun : Rp. 525.005.616.210,-.
d. Laba Bersih : Rp 156.284.423.053,-
e. Profit Margin : 35,05 %
f. Break Even Point (BEP) : 30,76 %
g. Return on Investment (ROI) : 34,50 %
h. Pay Out Time (POT) : 2,90 tahun
i. Return On Network (RON) : 57,50 %
j. Internal Rate of Return (IRR) : 47,70 %
Berdasarkan data-data di atas maka dapat disimpulkan bahwa Pabrik
DAFTAR ISI
KATA PENGANTAR ... i
DAFTAR ISI ... ii
DAFTAR TABEL... vii
DAFTAR GAMBAR ... ix BAB I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Perancangan Pabrik... I-2
1.4. Manfaat Perancangan Pabrik... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1. Tanaman Kakao ... II-1
2.2. Tanin ... II-3
2.2.1. Kegunaan Tanin ... II-4
2.2.2. Spesifikasi Produk ... II-4
2.2.3. Kulit Kakao ... II-5
2.2.4. Proses Pembuatan Tanin ... II-6
2.2.4.1. Ekstraksi dengan Pelarut Air ... II-6
2.2.4.2. Ekstraksi dengan Pelarut Metanol ... II-6
2.2.4.3. Ekstraksi dengan Pelarut Etanol ... II-6
2.3. Tahapan Proses... II-6
2.3.1. Penyimpanan Kulit Buah Kakao di Gudang Bahan Baku ... II-6
2.3.2. Proses Penghalusan Bahan Baku ... II-7
2.3.3. Proses Ekstraksi ... II-7
2.3.4. Proses Pengendapan ... II-7
2.3.5. Proses Pemisahan Tanin ... II-7
2.3.6. Proses Akhir ... II-8
BAB III NERACA MASSA ... III-1 BAB IV NERACA ENERGI ... IV-1 BAB V SPESIFIKASI ALAT ... V-1
5.2. Tangki Etanol (T-101)... V-1
5.3. Hammer Crusher (HC-101)... V-1
5.4. Ball Mill (BM-101) ... V-2
5.5. Tangki Extraktor (T-102) ... V-2
5.6. Filter Press (FP-101) ... V-2
5.7. Tangki Pengendapan (T-103) ... V-3
5.8. Evaporator (E-101)... V-3
5.9. Kondensor (CR-101) ... V-4
5.10.Destilasi (DE-101) ... V-4
5.11.Rotary Dryer (RD-101) ... V-4
5.12.Rotary Cooler (RC-101) ... V-5
5.13.Belt Conveyer (BC-101) ... V-5
5.14.Belt Conveyer (BC-102) ... V-5
5.15.Bucket Elevator (BE-101) ... V-6
5.16.Belt Conveyer (BC-103) ... V-6
5.17.Screw Conveyer (SC-101) ... V-6
5.18.Screw Conveyer (SC-102) ... V-7
5.19.Ball Mill (BM-101) ... V-7
5.20.Gudang Produk (GP) ... V-7
5.21.Packing Unit ... V-8
5.22.Pompa Etanol (P-101) ... V-8
5.23.Pompa Ekstraktor (P-102) ... V-8
5.24.Pompa Tangki Pengendapan (P-103) ... V-9
5.25.Pompa Filter Press (P-104) ... V-9
5.26.Pompa Kondensor (P-105) ... V-9
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1. Instrumentasi ... VI-1
6.2. Keselamatan Kerja ... VI-4
6.3. Keselamatan Kerja pada Pabrik Pembuatan Tanin dari Kulit Buah
Kakao ... VI-6
6.3.1. Pencegahan terhadap kebakaran dan peledakan ... VI-6
6.3.3. Keselamatan Kerja terhadap Listrik ... VI-7
6.3.4. Pencegahan terhadap Gangguan Kesehatan ... VI-8
6.3.5. Pencegahan terhadap Bahaya Mekanis ... VI-8
BAB VII UTILITAS ... VII-1
7.1. Kebutuhan Uap (Steam) ... VII-1
7.2. Kebutuhan Air ... VII-2
7.2.1. Screening ... VII-6
7.2.2. Sedimentasi ... VII-6
7.2.3. Klarifikasi ... VII-6
7.2.4. Filtrasi ... VII-7
7.2.5. Demineralisasi ... VII-8
7.2.6. Deaerator ... VII-11
7.3. Kebutuhan Bahan Kimia ... VII-12
7.4. Kebutuhan Listrik... VII-13
7.5. Kebutuhan Bahan Bakar ... VII-14
7.6. Unit Pengolahan Limbah... VII-15
7.6.1. Bak Penampungan ... VII-18
7.6.2. Bak Pengendapan Awal ... VII-19
7.6.3. Bak Netralisasi ... VII-19
7.7. Spesifikasi Peralatan Utilitas... VII-20
7.7.1. Screening (SC) ... VII-20
7.7.2. Pompa Screening (PU-01)... VII-20
7.7.3. Bak Sedimentasi (BS) ... VII-21
7.7.4. Tangki Pelarutan Alum (Al2(SO4)3) (TP-01) ... VII-21
7.7.5. Tangki Pelarutan soda abu (Na2CO3) (TP-02) ... VII-22
7.7.6. Tangki Pelarutan Asam Sulfat (H2SO4) (TP-03) ... VII-22
7.7.7. Tangki Pelarutan NaOH (TP-04) ... VII-23
7.7.8. Tangki Pelarutan Kaporit (Ca(ClO)2) (TP-05) ... VII-23
7.7.9. Tangki Utilitas 1 (TU-01) ... VII-24
7.7.10.Clarifier (CL) ... VII-24
7.7.11.Sand Filter (SF)... VII-25
7.7.13.Cation Exchanger (CE) ... VII-25
7.7.14.Anion Exchanger (AE) ... VII-26
7.7.15.Menara Pendingin Air / Water Cooling Tower (CT) ... VII-26
7.7.16.Deaerator (DE) ... VII-26
7.7.17.Ketel Uap (KU) ... VII-27
7.7.18.Pompa Screening (PU-1)... VII-27
7.7.19.Pompa Alum... VII-28
7.7.20.Pompa soda abu... VII-28
7.7.21.Pompa clarifier ... VII-28
7.7.22.Pompa sand filtrasi ... VII-29
7.7.23.Pompa menara pendingin air ... VII-29
7.7.24.Pompa Kation Exchanger ... VII-30
7.7.25.Pompa Pelarutan Asam Sulfat ... VII-30
7.7.26.Pompa Pelarutan NaOH ... VII-30
7.7.27.Pompa Pelarutan daerator ... VII-31
7.7.28.Pompa Anion Exchanger... VII-31
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1. Lokasi Pabrik ... VIII-1
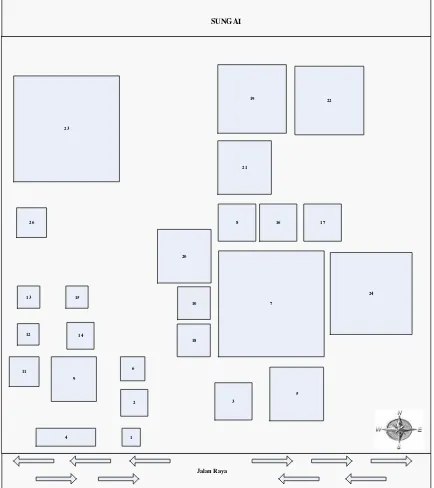
8.2. Tata Letak Pabrik ... VIII-3
8.3. Perincian Luas Tanah ... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1. Bentuk Hukum Badan Usaha ... IX-1
9.2. Manajemen Perusahaan ... IX-2
9.3. Organisasi Perusahaan ... IX-2
9.4. Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-3
9.4.1. Rapat Umum Pemegang Saham (RUPS) ... IX-3
9.4.2. Dewan Komisaris ... IX-3
9.4.3. General Manager ... IX-4
9.4.4. Sekretaris ... IX-4
9.4.5. Manajer Teknik ... IX-4
9.4.6. Manajer Produksi ... IX-5
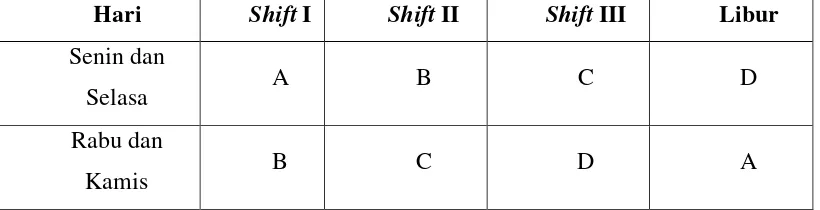
9.5. Sistem Kerja ... IX-5
9.6. Jumlah Karyawan dan Tingkat Pendidikan... IX-7
9.7. Sistem Penggajian ... IX-8
9.8. JAMSOSTEK dan Fasilitas Tenaga Kerja ... IX-10
BAB X ANALISA EKONOMI ... X-1
10.1.Modal Investasi ... X-1
10.1.1.Modal Investasi Tetap / Fixed Capital Investment (FCI)... X-1
10.1.2.Modal Kerja / Working Capital (WC) ... X-3
10.2.Biaya Produksi Total (BPT) / Total Cost (TC) ... X-4
10.2.1.Biaya Tetap / Fixed Cost (FC) ... X-4
10.2.2.Biaya Variabel (BV) / Variabel Cost (VC) ... X-4
10.3.Bonus Perusahaan ... X-5
10.4.Perkiraan Rugi / Laba Usaha... X-5
10.5.Analisa Aspek Ekonomi ... X-5
10.5.1.Profit Margin (PM) ... X-5
10.5.2.Break Even Point (BEP)... X-6
10.5.3.Return on Investment (ROI) ... X-6
10.5.4.Pay Out Time (POT) ... X-7
10.5.5.Return on Network (RON) ... X-7
10.5.6.Internal Rate of Return (IRR) ... X-8
BAB XI KESIMPULAN ... XI-1 DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 1.1 Data statistik impor tannin di Indonesia ... I-2
Tabel 2.1 Luas Areal Dan Produksi Tanaman Kakao di Indonesia ... II-2
Tabel 2.2 Data Statistik Ekspor Kakao ... II-3
Tabel 2.3 Produksi Perkebunan Kakao di Sumatera Utara ... II-3
Tabel 2.4 Harga Tanin Berdasarkan Ukuran Kemasan Tanin ... II-5
Tabel 2.5 Spesifikasi Kimia Tanin di Pasaran Dunia ... II-5
Tabel 3.1 Neraca Massa pada Tangki Ekstraksi (T-102) ... III-2
Tabel 3.2 Neraca Massa pada Filter Press (FP-101) ... III-2
Tabel 3.3 Neraca Massa pada Tangki Pengendapan (T-103) ... III-2
Tabel 3.4 Neraca Massa pada Evaporator (E-101) ... III-3
Tabel 3.5 Neraca Massa pada Kondensor (CR-101) ... III-3
Tabel 3.6 Neraca Massa pada Destilasi (DE-101) ... III-3
Tabel 3.7 Neraca Massa pada Kondensor (CR-102) ... III-3
Tabel 3.8 Neraca Massa pada Rotar Dryer (RD-101) ... III-4
Tabel 3.9 Neraca Massa pada Rotary Cooler (RC-101) ... III-4
Tabel 3.10 Neraca Massa pada Ball Mill (BM-102) ... III-4
Tabel 4.1 Neraca Energi pada Tangki Ekstraksi (T-102) ... IV-1
Tabel 4.2 Neraca Energi pada Filter Press (FP-101)... IV-2
Tabel 4.3 Neraca Energi dalam Tangki Pengendapan (T-103) ... IV-2
Tabel 4.4 Neraca Energi dalam Evaporator (E-101) ... IV-2
Tabel 4.5 Neraca Energi dalam Kondensor (CR-101) ... IV-3
Tabel 4.6 Neraca Energi pada Destilasi (DE-101) ... IV-3
Tabel 4.7 Neraca Energi pada Kondensor (CR-102) ... IV-3
Tabel 4.8 Neraca Energi pada Rotary Dryer (RD-101) ... IV-3
Tabel 4.9 Neraca Energi dalam Rotary Cooler (RC-101)... IV-4
Tabel 4.10 Neraca Energi dalam Ball Mill (BM-102) ... IV-4
Tabel 6.1 Daftar penggunaan instrumentasi pada pra-rancangan
pabrik pembuatan tanin dari kulit buah kakao... VI-4
Tabel 7.1 Kebutuhan Steam Pabrik Tanin ... VII-1
Tabel 7.3 Pemakaian Air untuk Kebutuhan ... VII-3
Tabel 7.4 Kualitas Air Sungai ... VII-5
Tabel 7.5 Perincian Kebutuhan Listrik untuk Utilitas ... VII-13
Tabel 8.1 Perincian Luas Tanah ... VIII-4
Tabel 9.1 Jadwal Kerja Karyawan Shift ... IX-6
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-7
DAFTAR GAMBAR
Gambar 2.1 Kulit buah kakao ... II-1
Gambar 2.2 Struktur Tanin ... II-3
Gambar 7.1 Lokasi Pabrik... VII-4
INTISARI
Tanin dibuat dari bahan utama kulit buah kakao dan etanol. Bahan-bahan
baku dicampur di dalam ekstraktor kemudian dipisahkan di dalam evaporator dengan
kondisi operasi adalah 85oC dan tekanan 1 atm. Tanin yang dihasilkan berupa serbuk
dengan ukuran 200 mesh.
Pabrik tanin ini direncanakan akan berbahan baku 1.500 ton/tahun sehingga
dapat menghasilkan tanin 208,3 kg/jam dan beroperasi selama 300 hari kerja dalam
setahun. Lokasi pabrik yang direncanakan adalah di daerah Kecamatan Air Batu,
Kabupaten Asahan, Sumatera Utara. dengan luas tanah yang dibutuhkan sebesar
19.400 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 144
orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan
struktur organisasi adalah sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut:
a. Total modal investasi : Rp
373.493.258.653,-b. Biaya Produksi : Rp 341.930.994.614,-
c. Hasil penjualan/ tahun : Rp. 525.005.616.210,-.
d. Laba Bersih : Rp 156.284.423.053,-
e. Profit Margin : 35,05 %
f. Break Even Point (BEP) : 30,76 %
g. Return on Investment (ROI) : 34,50 %
h. Pay Out Time (POT) : 2,90 tahun
i. Return On Network (RON) : 57,50 %
j. Internal Rate of Return (IRR) : 47,70 %
Berdasarkan data-data di atas maka dapat disimpulkan bahwa Pabrik
BAB I
PENDAHULUAN
1.1 Latar Belakang
Indonesia sebagai negara berkembang banyak melakukan pembangunan dalam
berbagai bidang. Sampai saat ini pembangunan sektor industri di Indonesia
mengalami peningkatan, salah satunya adalah pembangunan sub sektor industri
kimia.Tujuan pembangunan sektor industri di Indonesia adalah mewujudkan
masyarakat Indonesia adil dan makmur secara merata baik dari segi material maupun
spiritual. Namun Indonesia masih banyak mengimpor produk suatu industri kimia
dari luar negeri salah satunya adalah tanin. Akibat ketergantungan impor tanin
menyebabkan devisa negara berkurang dan terjadinya ketergantungan pada negara
lain, sehingga diperlukan suatu usaha untuk menanggulangi ketergantungan impor,
salah satunya adalah dengan mendirikan pabrik untuk memenuhi kebutuhan dalam
negeri. Dengan berdirinya pabrik, akan menghemat devisa negara dan membuka
peluang berdirinya pabrik lain yang menggunakan produk pabrik tersebut. Selain itu
dapat membuka kesempatan untuk membuka lapangan kerja baru sehingga
mengurangi angka pengangguran dan meningkatkan pendapatan asli daerah
setempat.
Tanin merupakan bahan yang banyak dipakai dalam industri seperti industri
kulit, industri tekstil, industri kimia dan industri farmasi. Oleh karena itu, sejalan
dengan perkembangan di bidang industri, diperkirakan kebutuhan tanin juga akan
meningkat di Indonesia.
Saat ini, Indonesia masih mengimpor tanin dengan jumlah yang sangat besar
untuk memenuhi kebutuhan dalam negeri. Untuk mengurangi ketergantungan
tersebut, perlu didirikan pabrik Tanin dengan kapasitas yang memadai. Pada tabel
Tabel 1.1 Data Statistik Impor Tanin di Indonesia.
Tahun Kebutuhan
Ton/ Tahun
2009 1.454,1
2010 1.273,9
2011 1.082,6
2012 721.097
2013 471.186
(Sumber: BPS- Indonesia,2014)
1.2 Perumusan Masalah
Kebutuhan pasar yang menyebabkan pentingnya pertimbangan pembangunan
pabrik tanin dari kulit buah kakau dengan proses yang efisien, ekonomis dan ramah
lingkngan. Pra rancangan tanin dari kulit buah kakao diharapkan dapat menjadi
potensi perkebunan yang belum dimanfaatkan. Pertimbangan untuk mendirikan
pabrik diharapkan dapat memenuhi kebutuhan tanin dalam negri yang selama ini
harus diimport dari luar negeri.
1.3 Tujuan Perancangan Pabrik
Tujuan pembuatan pra rancangan pabrik tanin dari kulit buah kakao adalah
untuk menerapkan disiplin ilmu teknik kimia khususnya perancangan, proses dan
operasi teknik kimia.
1.4 Manfaat Perancangan Pabrik
Manfaat pra rancangan pabrik tanin dari kulit buah kakao adalah memberi
gambaran kelayakan pabrik ini untuk dikembangkan di Indonesia. Dimana nantinya
gambaran tersebut menjadi patokan untuk pengambilan keputusan terhadap pendirian
BAB II
TINJAUAN PUSTAKA
2.1. Tanaman Kakao
Kakao termasuk tanaman perkebunan berumur tahunan. Tanaman tahunan ini
dapat mulai berproduksi pada umur 3-4 tahun . Sistematik tanaman kakao menurut
adalah sebagai berikut:
Divisio : Spermatophyta
Subdivisio : Angiospermae
Ordo : Malvales
Famili : Sterculiaceae
Genus : Theobroma
Spesies : Theobroma cacao L
Tjitrosoepomo (1988).
Gambar 2.1. Kulit buah kakao
Kakao merupakan tanaman perkebunan di lahan kering, dan jika di usahakan
secara baik dapat berproduksi tinggi serta menguntungkan secara ekonomis. Sebagai
salah satu tanaman yang dimanfaatkan bijinya, maka biji kakao dapat dipergunakan
untuk bahan pembuat minuman, campuran gula-gula dan beberapa jenis makanan
lainnya bahkan karena kandungan lemaknya tinggi biji kakao dapat dibuat cacao
butter/mentega kakao, sabun, parfum dan obat-obatan. Sunanto (1994)
Sesungguhnya terdapat banyak jenis tanaman kakao, namun jenis yang paling
1) Jenis Criollo, yang terdiri dari Criollo Amerika Tengah dan Criollo Amerika
Selatan. Jenis ini menghasikan biji kakao yang mutunya sangat baik dan dikenal
sebagai kakao mulia. Jenis kakao ini banyak dibutuhkan oleh pabrik-pabrik
sebagai bahan pembuatan produkproduk cokelat yang bermutu tinggi.
2) Jenis Forastero, banyak diusahakan diberbagai negara produsen cokelat dan
menghasilkan cokelat yang mutunya sedang atau bulk cacao,. Jenis Forastero
sering juga disebut sebagai kakao lindak.
3) Jenis Trinitario, merupakan campuran atau hibrida dari jenis Criollo dan
Forastero secara alami, sehingga kakao ini sangat heterogen. Kakao jenis
Trinitario menghasilkan biji yang termasuk fine flavour cacao dan ada yang
termasuk bulk cacao. Kakao ini memiliki keunggulan pertumbuhannya cepat,
berbuah setelah berumur 2 tahun, masa panen sepanjang tahun, tahan terhadap
penyakit . Sunanto (1994)
Perkembangan kakao di Indonesia terutama perluasan areal dan produksi
tanaman kakao mengalami peningkatan. Luas areal perkebunan dan produksi
tanaman kakao di Indonesia menunjang kegiatan eksport, data luas perkebunan dan
produksi tanaman kakao di Indonesia dapat dilihat pada table 2.1 dan tabel 2.2
Tabel 2.1 Luas Areal dan Produksi Tanaman Kakao di Indonesia
NO Tahun Luas (Ha) Produksi
(Ton/Tahun)
1 2009 1.587.136 809.583
2 2010 1.650.621 837.918
3 2011 1.732.641 712.231
4 2012 1.732.954 936.266
5 2013 1.736.403 938.843
(Sumber BPS -Indonesia 2014)
Tabel 2.2 Data Statistik Ekspor Kakao
NO Tahun Ekspor/ tahun (Ton/Tahun)
1 2009 1.639
2 2010 15.689
3 2011 11.538
4 2012 7647
5 2013 23.387
Tabel 2.3 Produksi Perkebunan Kakao di Sumatera Utara (ribu ton)
NO Tahun Produksi (Ton/Tahun)
1 2009 67,30
2 2010 63,40
3 2011 54,50
4 2012 37,16
5 2013 36,19
(Sumber BPS -Indonesia 2014)
2.2 Tanin
Tanin merupakan zat organik yang sangat kompleks dan terdiri dari senyawa
fenolik. Istilah tanin pertama sekali diaplikasikan pada tahun 1796 oleh Seguil. Tanin
terdiri dari sekelompok zat-zat kompleks terdapat secara meluas dalam dunia
tumbuh-tumbuhan, antara lain terdapat pada bagian kulit kayu, batang, daun dan
buah -buahan. Ada beberapa jenis tumbuh-tumbuhan atau tanaman yang dapat
menghasilkan tanin, antara lain : tanaman pinang, tanaman akasia, bakau, pinus,
gambir dan kulit kakao. Tanin juga yang dihasilkan dari tumbuh-tumbuhan
mempunyai ukuran partikel dengan range besar. Tanin ini disebut juga asam tanat,
galotanin atau asam galotanat.
2.2.1 Kegunaan Tanin
1. Sebagai pelindung pada tumbuhan pada saat massa pertumbuhan bagian tertentu
pada tanaman.
4. Pada industri farmasi tanin digunakan sebagai anti septik pada jaringan luka,
misalnya luka bakar yaitu dengan cara mengendapkan protein. Selain itu tanin
juga digunakan untuk campuran obat cacing dan anti kanker.
5. Pada industri kulit tanin banyak dipergunakan karena kemampuannya mengikat
bermacam – macam protein sehinggga dapat mencegah kulit dari proses
pembusukkan.
6. Tanin juga dipergunakan pada industri pembuatan tinta dan cat karena dapat
memberikan warna biru tua atau hijau kehitam – hitaman dengan kombinasi –
kombinasi tertentu.
7. Tanin dapat berperan sebagai antidotum (keracunan alkaloid) dengan cara
mengeluarkan asam tamak yang tidak terlarut
2.2.2 Spesifikasi Produk
Tanin juga dinamakan asam tanat dan asam galotanat, ada yang tidak
berwarna tetapi ada juga yang berwarna kuning atau cokelat. Berikut adalah sifat –
sifat dari tanin :
1. Memiliki rumus molekul C76H52O46
2. Memiliki berat molekul 1700
3. Tanin dapat diidentifikasi dengan kromatografi
4. Merupakan padatan berwarna kuning atau kecoklatan
5. Memiliki titik leleh 305oC
6. Memiliki titik didih 1271oC
7. Merupakan senyawa yang sukar dipisahkan
Produk yang dijual dibagi menjadi beberapa kuantitas/ukuran, seperti yang terlihat
pada table 2.4.
Table 2.4. Harga Tanin Berdasarkan Ukuran KemasanTanin.
SKU Size Price (US$)
SLT 2779- 125 G 125 G 4,20
SLT2779 - 1 KG 1 KG 28,1
SLT2779- 2,5 KG 2,5 KG 152,45
SLT2779- 12 KG 12 KG 434,4
Spesifikasi yang diinginkan dipasaran dunia mengikuti spesifikasi yang terdapat pada
tabel 2.5.
Table 2.5. Spesifikasi Kimia Tanin di Pasaran Dunia
General Chemical Spesifications, Max, Limits
Kadar Air 10 %
Residu on ignition 0,5%
Logam Berat (Pb) 0,003 %
Zinc (Zn) 0,005%
Sugar and Dextrin To pass test
( Sumber : http//www.scienceLab.com September 2014 )
2.2.3. Kulit Kakao
Kulit buah kakao sebagai limbah hasil perkebunan sangat potensial dan
merupakan komponen terbesar dari buah kakao lebih dari 70% berat buah masak.
Buah kakao dalam bentuk segar terdiri dari kulit buah 73%, plasenta 2% dan biji
24,2%. Kulit buah kakao belum dimanfaatkan secara optimal bahkan sebagian besar
masih merupakan limbah perkebunan kakao karena hanya dikumpulkan pada lubang
tertutup atau dibuang disekitar tanaman kakao, maka perlu dicari cara mengenai
pemanfaatan kulit buah kakao yang lebih efisien dan memiliki nilai ekonomis yang
lebih tinggi. Kulit buah kakao memiliki senyawa tanin yang cukup besar yaitu
17-20%. Hal ini menyebabkan dimungkinkannya pemanfaatan kulit buah kakao sebagai
inhibitor alami pada reaksi korosi. (Sri Hermawan 2012)
2.2.4.Proses Pembuatan Tanin
2.2.4.1. Ekstraksi Dengan Pelarut Air
Senyawa tanin dapat dipisahkan dari senyawa – senyawa kimia yang terdapat
dalam buah pinang melalui proses ekstraksi. Proses ekstraksi dapat dilakukan dengan
menggunakan pelarut air dengan kondisi suhu 70 sampai 80oC. Proses ektraksi tanin
buah pinang dengan pelarut air pernah dilakukan dengan waktu proses ekstraksi 5-8
jam diperoleh kadar tanin 15% dengan angka kelarutan pada air yaitu 0,656 gr/ml.
Untuk pelarut air tanin yang dihasilkan relative mudah berjamur karena adanya
2.2.4.2. Ekstraksi dengan Pelarut Metanol
Senyawa tanin dapat dipisahkan dari senyawa – senyawa kimia yang terdapat dalam
daun jambu biji melalui proses ekstraksi. Proses ekstraksi dapat dilakukukan pada
suhu kamar menggunakan pelarut methanol. Proses ekstraksi tanin daun jambu biji
pernah dilakukan dengan waktu proses ekstraksi selama 3 hari diperoleh kadar tanin
18% serta efisiensi inhibisi 96%.(Nababan,2015)
2.2.4.3. Ekstraksi Dengan Pelarut Etanol
Senyawa tanin dapat dipisahkan dari senyawa – senyawa kimia yang terdapat
dalam kulit buah kakao melalui proses ekstraksi. Proses ekstraksi dapat dilakukan
dengan menggunakan pelarut etanol 96% dengan kondisi suhu 30 oC. Proses ektraksi
tanin kulit buah kakao dengan pelarut etanol 96% pernah dilakukan dengan waktu
proses ekstraksi 5-8 jam diperoleh kadar tanin 20%..
2.3.Tahapan Proses
2.3.1 Peyimpanan Kulit Buah Kakao di Gudang Bahan Baku
Persiapan bahan baku di mulai dari penyimpanan kulit kakao yang
dipersiapkan untuk satu minggu (bahan baku sudah siap dipakai) kemudian diangkut
dengan menggunakan truk. Kulit kakao disimpan di dalam gudang bahan baku
(GBB) pada temperature 30oC dan tekanan 1 atm. Kemudian kulit kakao diangkut
dengan belt conveyer (BC-101) ke dalam Hammer Crusher (HC-101).
2.3.2 Proses Penghalusan Bahan Baku
Kulit kakao diangkut dengan belt conveyer (BC-101) untuk dipotong –
potong menjadi bagian- bagian yang lebih kecil di dalam Hammer Crusher (HC-101)
dengan ukuran ¾ in, untuk mempermudah penghalusan potongan kulit kakao. kulit
kakao yang telah dipotong menjadi bagian – bagian yang lebih kecil, kemudian
diangkut, digiling dan dihaluskan dengan Ball Mill (BM-101) dengan ukuran 200
mesh, karena tanin yang akan diproduksi berupa tepung. Alat yang utama yang
terdapat dalam Ball Mill adalah ball yang tersusun melingkar dan diputar dengan
kecepatan tertentu
2.3.3 Proses Ekstraksi
Bubuk kulit kakao kemudian dialirkan ke dalam tangki eksraktor (T-102)
untuk diekstraksi dengan menambahkan etanol 96% yang berfungsi untuk mengikat
tanin dengan perbandingan 1:3. Proses ekstraksi ini dilakukan pada suhu 30oC
selama
5-8 jam.
2.3.4 Proses Pengendapan
Filtrat tanin yang diperoleh disaring dalam filter press (FP-101) untuk
memisahkan filtrat dan cakenya (impuritis). Impuritis akan dibuang kepenampungan
limbah dengan menggunakan belt conveyer (BC-103). Tanin yang telah diikat etanol
kemudian di pompakan ke tangki pengendapan(T-103) .
2.3.5 Proses Pemisahan Tanin
Komponen yang terdapat pada tanin dan etanol yang masuk ke dalam tangki
pengendap (T-103) kemudian dimasukkan kedalam evaporator (E-101) untuk
menguapkan etanol yang mengikat tanin, pada saat komponen di evaporator suhu
operasi diberikan 85oC, sehingga etanol menguap. Etanol yang telah menjadi uap
akan dimasukkan kedalam kondensor untuk merubah etanol dari fasa uap menjadi
fasa cair suhu. Sedangkan produk yaitu tanin akan dimasukkan kedalam rotary dryer
untuk menguarangi kadar airnya dengan menggunakan steam jenuh atau udara panas
pada suhu 130oC dengan tekanan 1 atm, setelah produk yang diinginkan diperoleh,
tanin diamasukkan kedalam rotary cooler kemudian dimasukkan kedalam ball mill
(BM-102) hingga menjadi serbuk berukuran 200 mesh sebelum di kemas.
2.3.6 Proses Akhir.
Pada tahap ini dilakukan pengepakan tepung tanin dalam karung sesuai
dengan berat yang yang diinginkan pasar (ukuran dan spesifikasi untuk tanin dapat
GBB
PRA RANCANGAN PABRIK PEMBUATAN TANIN DARI KULIT BUAH KAKAO DENGAN
KAPASITAS 1500 TON/TAHUN
Air Pendingin, T=25oC, P= 1atm
Komponen Alur Alur 1 Alur 2 Alur 3 Alur 4 Alur 5 Alur 6 Alur 7 Alur 8 Alur 9 Alur 10 Alur 11 Alur 12 Alur 13 Alur 14 Alur 15 Alur 16 Alur 17 Alur
Tanin (kg/jam) 204,7 204,7 204,7 - 204,7 202,7 202,7 202,7 202,7 - 202,7 202,7 - - - -
-Impuritis (kg/jam) 767,8 767,8 767,8 - 767,8 801,0 - - -
-Etanol (kg/jam) - - - 2948,3 2948,3 - 2918,8 2918,8 116,8 2,3 114,4 2,3 2,3 2802,0 2802,0 112,1 2689,9 268
Air (kg/jam) 51,2 51,2 51,2 122,8 174,0 - 172,3 172,3 165,4 3,3 162,1 3,3 3,3 6,89 6,89 6,62 0,28 0
Total (kg/jam) 1023,7 1023,7 1023,7 3071,1 4094,8 801,045 3293,755 3293,75 484,841 208,3 276,5 208,3 208,3 2808,9 2808,9 118,7 2690,2 269
Temperatur o
C 30 30 30 30 30 30 75 30 85 100 100 30 30 85 30 85 85 30
Tekanan (atm) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
-BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada proses pembuatan “tanin dari kulit buah kakao”
adalah sebagai berikut :
Kapasitas produksi = 1500 ton/tahun
= 1023,7 kg/jam = 24.569 kg/hari
Waktu operasi = 300 hari
Basis perhitungan = 1 hari produksi (24 jam)
Kemurnian Produk = 97 %
Satuan operasi : kg/jam
Unit peralatan yang menghasilkan adanya perubahan massa pada proses
produksi tanin dari kulit buah kakao dengan kapasitas 1500 ton/tahun, adalah sebagai
berikut :
• Tangki Ekstraksi (T-102)
• Filter Press (FP-101)
• Tangki Pengendapan (TP-103)
• Evaporator (E-101)
• Kondensor (CR -101)
• Destilasi (DE-101)
• Kondensor (CR -102)
• Rotar Dryer (RD-101)
• Rotary Cooler (RC -101)
• Ball Mill (BM-102)
Hasil perhitungan neraca massa padaa setiap unit peralatan diperoleh dari
3.1 Neraca Massa Pada Tangki Ekstraksi (T-102)
Tabel 3.1 Neraca Massa Pada Tangki Ekstraksi (T-102)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 3 Alur 4 Alur 5
Tanin 204,7 — 204,7
Impuritis 767,8 — 767,8
Etanol — 2948,3 2948,3
Air 51,2 122,8 174,0
Subtotal 1023,7 3071,1 4094,8
Total 4094,8 4094,8
3.2 Neraca Massa Pada Filter Press (FP-101)
Tabel 3.2 Neraca Massa Pada Filter Press (FP-101)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 5 Alur 6 Alur 7
Tanin 204,7 — 202,7
Impuritis 767,8 801,0 —
Etanol 2948,3 — 2918,8
Air 174,0 — 172,3
Subtotal 4094,8 801,0 3293,8
Total 4094,8 4094,8
3.3 Neraca Massa Pada Tangki Pengendapan (T-103)
Tabel 3.3 Neraca Massa Pada Tangki Pengendapan (T-103)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 7 Alur 8
Tanin 202,7 202,7
Etanol 2918,8 2918,8
Air 172,3 172,3
Total 3293,8 3293,8
3.4 Neraca Massa Pada Evaporator (E-101)
Tabel 3.4 Neraca Massa Pada Evaporator (E-101)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 8 Alur 14 Alur 9
Tanin 202,7 — 202,7
Etanol 2918,8 2802,0 116,8
Air 172,3 6,89 165,4
Subtotal 3293,8 2808,9 484,8
3.5 Neraca Massa Pada Kondensor (CR -101)
Tabel 3.5 Neraca Massa Pada Kondensor (CR -101)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 14 Alur 15
Etanol 2802,0 2802,0
Air 6,89 6,89
Total 2808,9 2808,9
3.6 Neraca Massa Pada Destilasi (DE-101)
Tabel 3.6 Neraca Massa Pada Destilasi (DE-101)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 15 Alur 17 Alur 16
Etanol 2802,0 2689,9 112,1
Air 6,89 0,28 6,62
Subtotal 2808,9 2690,2 118,7
Total 2808,9 2808,9
3.7 Neraca Massa Pada Kondensor (CR -102)
Tabel 3.7 Neraca Massa Pada Kondensor (CR -102)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 17 Alur 18
Etanol 2689,9 2689,9
Air 0,28 0,28
Total 2690,2 2690,2
3.8 Neraca Massa Pada Rotary Dryer (RD-101)
Tabel 3.8 Neraca Massa Pada Rotary Dryer (RD-101)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 9 Alur 10 Alur 11
Tanin 202,70 202,70 —
Etanol 116,8 2,3 114,4
Air 165,4 3,3 162,1
Subtotal 484,8 208,3 276,5
3.9 Neraca Massa Pada Rotary Cooler (RC -101)
Tabel. 3.9 Neraca Massa Pada Rotary Cooler (RC -101)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 10 Alur 12
Tanin 202,7 202,7
Etanol 2,3 2,3
Air 3,3 3,3
Total 208,3 208,3
3.10 Neraca Massa Pada Ball Mill (BM-102)
Tabel. 3.10 Neraca Massa Pada Ball Mill (BM-102)
Komponen Masuk (Kg/Jam) Keluar (Kg/jam)
Alur 12 Alur 13
Tanin 202,7 202,7
Etanol 2,3 2,3
Air 3,3 3,3
BAB IV
NERACA ENERGI
Hasil perhitungan neraca panas pada proses pembuatan “tanin dari kulit buah
kakao” dengan kapasitas 1.500 ton/tahun adalah sebagai berikut
Basis perhitungan : 1 jam operasi
Waktu kerja /tahun : 300 hari
Suhu referensi : 25oC = 298 K
Suhu lingkungan : 30oC = 303 K
Stauan perhitungan : kkal/jam
Setelah dilakukan perhitungan untuk tiap–tiap unit peralatan pada lampiran B, maka
diperoleh neraca energi sebagai berikut:
4.1 Neraca Energi Pada Tangki Ekstraksi (T-102)
Tabel 4.1 Neraca Energi Pada Tangki Ekstraksi (T-102)
Komponen Energi Masuk (Kg/Jam) Energi Keluar (Kg/jam)
Alur 3 Alur 4 Alur 5
Tanin 7,4 — 77,0
Impuritis 2.073,0 — 2.073,0
Etanol — 9.876,7 9.876,7
Air 255,9 614,2 870,1
Subtotal 2.336,3 10.490,9 12.827,2
Total 12.827,2 12.827,2
4.2 Neraca Energi Pada Filter Press (FP-101)
Tabel 4.2 Neraca Energi Dalam Filter Press (FP-101)
Komponen Energi Keluar (Kg/Jam) Energi Masuk (Kg/jam)
Alur 7 Alur 6 Alur 5
Tanin 7,3 — 7,4
Impuritis — 2.181,2 2.073,0
Etanol 9.777,9 — 9.876,7
Air 861,4 — 870,1
Subtotal 10.646,7 2.181,2 12.827,2
4.3 Neraca Energi Dalam Tangki Pengendapan (T-103)
Tabel 4.3 Neraca Energi Dalam Tangki Pengendapan (T-103)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 7 Alur 8
Tanin 7,3 7,3
Etanol 9.777,9 9.777,9
Air 861,4 861,4
Total 10.646,7 10.646,7
4.4 Neraca Energi Dalam Evaporator (E-101)
Tabel 4.4 Neraca Energi Dalam Evaporator (E-101)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 8 Alur 14 Alur 9
Tanin 7,3 92,2
Etanol 9.777,9 84.901,3 4693,4
Air 861,4 413,5 9923,8
QSteam 89.377,5
Total 100.024,2 100.024,2
4.5 Neraca Energi Dalam Kondensor (CR-101)
Tabel 4.5 Neraca Energi Dalam Kondensor (CR-101)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 14 Alur 15
Etanol 84901,3 7075,1
Air 413,5 34,5
Qdiserap — 78.205,2
Total 85.314,8 85.314,8
4.6 Neraca Energi Pada Destilasi (DE-101)
Tabel 3.6 Neraca Energi Pada Destilasi (DE-101)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 15 Alur 16 Alur 17
Etanol 7.075,1 3.96,1 8.1505,2
Air 34,5 397,0 16,5
QSteam 78.205,2 — —
Subtotal 85.314,8 3.793,0 8.1521,8
4.7 Neraca Energi Pada Kondensor (CR -102)
Tabel 4.7 Neraca Energi Pada Kondensor (CR -102)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 17 Alur 18
Etanol 81.505,2 6.792,1
Air 16,5 1,4
Qdiserap — 74.728,3
Total 81.521,8 81.521,8
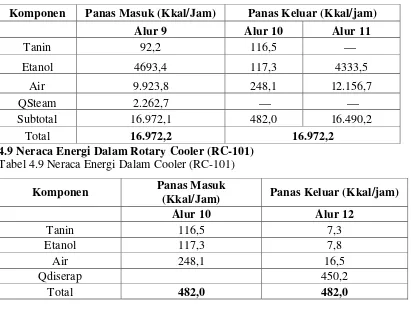
4.8 Neraca Energi Pada Rotary Dryer (RD-101)
Tabel 4.6 Neraca Energi Pada Rotar Dryer (RD-101)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 9 Alur 10 Alur 11
Tanin 92,2 116,5 —
Etanol 4693,4 117,3 4333,5
Air 9.923,8 248,1 12.156,7
QSteam 2.262,7 — —
Subtotal 16.972,1 482,0 16.490,2
Total 16.972,2 16.972,2
4.9 Neraca Energi Dalam Rotary Cooler (RC-101)
Tabel 4.9 Neraca Energi Dalam Cooler (RC-101)
Komponen Panas Masuk
(Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 10 Alur 12
Tanin 116,5 7,3
Etanol 117,3 7,8
Air 248,1 16,5
Qdiserap 450,2
Total 482,0 482,0
4.10 Neraca Energi Dalam Ball Mill (BM-102)
Tabel 4.10 Neraca Energi Dalam Ball Mill (BM-102)
Komponen Panas Masuk (Kkal/Jam) Panas Keluar (Kkal/jam)
Alur 12 Alur 13
Tanin 7,3 7,3
Etanol 7,8 7,8
Air 16,5 16,5
BAB V
SPESIFIKASI ALAT
5.1 Gudang Bahan Baku (GBB)
Fungsi : Sebagai tempat persediaan bahan baku kulit buah kakao selama 7 hari
• Jumlah gudang : 1 unit
• Volume gudang : 130,04 m3
• Tinggi gudang : 5 m
• Panjang gudang : 7,90 m
• Lebar gudang : 3,95 m
• Bahan konstruksi : pondasi beton, dinding batu dan atap seng
5.2 Tangki Etanol (T-101)
Fungsi : untuk menampung etanol selama 2 hari operasi.
• Jumlah : 1 buah
• Diameter tangki : 5,125 m
• Tinggi silinder : 15,10 m
• Tinggi head : 1,025 m
• Tinggi shell : 15,37 m
• Volume Tangki : 334,72 m3
• Tekanan desain : 34,65 psi
• Bahan konstruksi : Carbon steel SA – 304
5.3 Hammer Crusher (HC-101)
Fungsi : Untuk memotong – motong kulit buah kakao untuk menjadi potongan yang
lebih kecil
• Ukuran hammer crusher : ¾ in
• Daya : 1,29 Hp
• Bahan konstruksi : Carbon Steel
• Daya : 1,36 kw
5.4 Ball Mill (BM-101)
Fungsi : menghaluskan biji kakao sehingga diperoleh ukuran 200 mesh.
• Spesifikasi : No.200 sieve
• Kapasitas : 3 ton/jam
• Tipe : Marcy Ball mill
• Size : 3 x 2
• Ball charge : 0,85 ton
• Power : 5 Hp
• Mill speed : 35 rpm
• Jumlah : 1 unit
• Power : 5 Hp
5.5 Tangki Extraktor (T-102)
Fungsi : Sebagai tempat dilakukannya pengikatan tanin dari impuritis dengan
menggunakan etanol sebagai pelarutnya.
Bentuk : Silinder tegak dengan alas kerucut dan tutup elipsoidal
Bahan : Stainless Steel A – 283 -54 grade C
• Jumlah : 1 unit
• Tinggi tangki : 2,4m
• Tinggi tutup : 0,40m
• Tinggi total tangki : 2,44m
• Diamter tangki : 1,63m
• Tekanan hidrostatik : 0,485 psia
• Tekanan operasi : 15,181psi
• Tekanan desain : 18,21psi
• Jenis Pengaduk : flat 6 blade turbin impeller
• Jumlah baffle : 4 buah
• Daya motor : 15,75 Hp
• Tebal jaket : 5 inch
5.6 Filter Press (FP-101)
Fungsi : untuk memisahkan antara impuritis dengan tanin yang bercampur
didalam pelarut alkohol
Bahan : Carbon steel SA-333
Jenis : plate and frame
• Luas filter : 4,805 ft2
• Lebar : 1,55 ft
• Panjang : 3,1 ft
• Jumlah frame : 25 unit
• Jumlah plate : 25 unit
5.7 Tangki Pengendapan (T-103)
Fungsi : Untuk mengendapkan campuran tanin dengan etanol
Bentuk : Silinder tegak dengan alas kerucut dan tutup elipsoidal
Bahan : Stainless Steel A – 283 -54 grade C • Jumlah : 1 unit
• Kondisi operasi : 30oC, 1atm
• Tinggi tangki : 2,24 m
• Tekanan hidrostatis : 0,40 psia
• Volume tangki : 3,67m3
• Jenis Pengaduk : flat 6 blade turbin impeller
• Jumlah baffle : 4 buah
• Tebal shell : 20 inch
• Tekanan operasi : 15,21psi
5.8 Evaporator (E-101)
Fungsi : untuk menguapkan etanol dari tanin
Jumlah : 1 unit
Tipe : Basket type vertikal tube evaporator
Bahan konstruksi : Stainless steel SA- 304
Tekanan operasi : 1 atm = 14,7 psi
• Volume head slinder : 0,924 m3
• Tinggi evaporator : 6,21 m
• Luas permukaan : 104,28 f2
• Jumlah tube : 331 tubes
• Tebal plate : 0,0038 m
5.9 Kondensor (CR-101)
Fungsi : Mengubah fasa uap etanol menjadi etanol cair
Jenis : 1-2 shell and tube exchanger
• Shell side : uap etanol
• Tube side : air pendingin
• Luas perpindahan panas : 2555,86 ft2
• Jumlah tubes : 813 buah
5.10.Destilasi (DE-101)
• Tekanan operasi : 32,68 psi
• Tekanan desaign : 39,27 psi
• Bahan : Carbon Steel SA-283 Grade C
• Kondisi operasi : 85oC , 1 atm
• Tebal shell : 0,197 inc
• Tinggi tutup atas : 1,87 m
• Diameter tinggi : 7 m
5.11 Rotary Dryer (RD-101)
Fungsi : Untuk mengeringkan serbuk tanin
Jumlah : 1 unit
Bahan kontruksi : Commercial Steel
Spesifikasi Rotary dryer :
• Jenis : Counter Indirect Heat Rotary Dryer • Diameter : 4,33 m
• Panjang : 13,73 ft
• Kecepatan putar motor : 31,848 rpm
• Power : 14,08 Hp
5.12 Rotary Cooler (RC-101)
Fungsi : Untuk menurunkan suhu produk dari 100oC menjadi 30oC.
Jenis : Rotary Cooler
Bahan : Commercial Steel
• Diameter : 0,15 ft
• Panjang : 1,02 m
• Waktu tinggal : 0,0015 menit
• Jumlah putaran : 31,847 rpm
• Power : 0,0044 Hp
5.13 Belt Conveyer (BC-101)
Fungsi : untuk mengalirkan kulit buah kakao ke hammer crusher
Laju alir masuk (G) : 1023,7 kg/jam
Kapasitas : 20 ton/jam
• Tebal Belt : 14 in
• Panjang conveyor : 20 ft
• Tinggi : 1,75 ft
• Daya : 0,013 Hp
5.14 Belt Conveyer (BC-102)
Fungsi : untuk mengalirkan potongan kulit buah kakao ke ball mill
Laju alir masuk (G) : 971,3 kg/jam
Kapasitas : 20 ton/jam
• Tebal Belt : 14 in
• Panjang conveyer : 20 ft
• Diameter masukan bahan : 1,75 ft
5.15 Bucket Elevator (BE-101)
Fungsi : untuk mengangkut serbuk pinang kedalam ekstraktor
Laju alir masuk (G) : 1023,7 kg/jam
Kapasitas : 27 ton/jam
• Jumlah bucket : 1 unit
• Jenis bucket : Centrifugal dischanger spaced bucket
• Tinggi pengangkut : 25 ft
• Ukuran bucket : (8 x 5 x 5 ½)
• Jarak antar bucket : 12 in
• Kecepatan putaran : 43 rpm
• Daya penggerak bucket : 1,6 Hp
• Material bucket : Mallable iron
• Faktor korosi : 0,05 in/tahun
5.16 Belt Conveyer (BC-103)
Fungsi : untuk mengalirkan impuritis ke penampungan limbah
Laju alir masuk (G) : 800,71 kg/jam
Kapasitas : 20 ton/jam
• Tekanan : 1 atm
• Suhu : 30oC
• Tebal Belt : 14 in
• Panjang conveyer : 20 ft
• Tinggi : 1,75ft
• Daya : 0,0086 Hp
5.17 Screw Conveyer (SC-101)
Fungsi : untuk mengalirkan tanin dari rotary dryer ke rotary cooler
Laju alir masuk (G) : 208,3 kg/jam
• Panjang conveyer : 32,808 ft
• Laju alir volumetric : 5,77 ft3/jam
5.18 Screw Conveyer (SC-102)
Fungsi : untuk mengalirkan tanin dari rotary cooler ke ball mill
Laju alir masuk (G) : 208,3 kg/jam
• Temperatur : 30℃
• Tekanan : 1 atm
• Panjang conveyer : 32,808 ft
• Laju alir volumetric : 5,77 ft3/jam
• Daya : 0,458 Hp
5. 19 Ball Mill (BM-101)
Fungsi : menghaluskan tanin sehingga diperoleh ukuran mesh 200 mesh.
Laju alir masuk kulit buah kakao (G) = 10.194.379 kg/jam
• Spesifikasi : No.200 sieve
• Kapasitas : 10 ton/jam
• Tipe : Marcy Ball mill
• Size : 3 x 2
• Ball charge : 0,85 ton
• Power : 7 Hp
• Mill speed : 35 rpm
• Jumlah : 1 unit
(Sumber : tabel 20-16, Perry, 1984)
5.20 Gudang Produk (GP)
Fungsi : Sebagai tempat penampungan sementara produk sebelum dikemas
• Laju alir masuk tanin : 971,3 kg/jam
• Jumlah : 1 unit
• Tinggi (h) : 5 m
• Volume gudang : 255. m3/jam
• Lebar gudang : 7,82 m
• Panjang gudang : 15,65 m
5. 21 Packing Unit
• Tipe : Vertical Duger, SFW ( Simoltanouns Fill and Weight)
• Jumlah : 1 unit
• Number of villing : 1 unit
• Tipe kemasan : bags/goni
• Ukuran : 6,5 x 3,5 x 9 in
• Weight content : 1,516
5.22 Pompa Etanol (P-101)
Fungsi : untuk memopakan etanol 96% dari tangki etanol ke ekstraktor
• Jenis : Pompa sentrifugal
• Laju alir bahan : 3071,91kg/jam
• Kecepatan linear : 0,022 ft/s
• Daya pompa : 0,173 Hp
• Daya motor : 0,216 Hp
• Tipe motor : Motor indukdi 3 phase
• Bilangan Reynold : 89230,92(Turbulen)
5.23 Pompa Ekstraktor (P-102)
Fungsi : untuk memopakan campuran serbuk kulit kakao dan etanol dari ekstraktor
ke
filter press
• Jenis : Pompa sentrifugal
• Laju alir bahan : 4094,2 kg/jam
• Kecepatan linear : 0,0214 ft/s
• Daya pompa : 0,231 Hp
• Daya motor : 0,28 Hp
• Tipe motor : Motor induksi 3 phase
5.24 Pompa Tangki Pengendapan (P-103)
Fungsi : untuk memopakan campuran serbuk pinang dan etanol dari ekstraktor ke
• Jenis : Pompa sentrifugal
• Laju alir bahan : 3293,27 kg/jam
• Kecepatan linear : 0,018 ft/s
• Daya pompa : 0,1859, Hp
• Daya motor : 0,2324 Hp
• Tipe motor : Motor induksi 3 phase
5.25 Pompa Filter Press (P-104)
Fungsi : untuk memopakan campuran tanin dan etanol dari filter press ke
evaporator
• Jenis : Pompa sentrifugal
• Laju alir bahan : 3293,15 kg/jam
• Kecepatan linear : 0,018 ft/s
• Daya pompa : 0,1859Hp
• Daya motor : 0,2324 Hp
• Tipe motor : Motor induksi 3 phase
5.26 Pompa Kondensor (P-105)
Fungsi : untuk memopakan etanol dari kondensor ke tangki etanol
• Jenis : Pompa sentrifugal
• Laju alir bahan : 2690,21 kg/jam
• Kecepatan linear : 0,020 ft/s
• Daya pompa : 0,158Hp
• Daya motor : 0,1978 Hp
• Tipe motor : Motor induksi 3 phase
5.27 Screen (S-101)
Fungsi : Sebagai alat untuk memisahkan partikel yang lebih besar
dengan yang lebih kecil sehingga diperoleh ukuran partikel
serbuk 200 mesh
• Laju alir bahan : 1023,7 kg/jam
• Kecepatan : 1800 rpm
• Daya motor : 2 Hp
• Tipe motor : Motor induksi 3 phase
5.28 Screen (S-102)
Fungsi :Sebagai alat untuk memisahkan partikel yang lebih besar
dengan yang lebih kecil sehingga diperoleh ukuran partikel
serbuk 200 mesh.
• Jenis : Vibrating Screen • Laju alir bahan : 208,3 kg/jam
• Kecepatan : 1800 rpm
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk
mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan.
Pengoperasian suatu pabrik kimia harus memenuhi beberapa persyaratan yang
ditetapkan dalam perancangannya. Persyaratan tersebut meliputi keselamatan,
spesifikasi produk, peraturan mengenai lingkungan hidup, kendala operasional, dan
faktor ekonomi. Pemenuhan persyaratan tersebut berhadapan dengan keadaan
lingkungan yang berubah-ubah, yang dapat mempengaruhi jalannya proses atau yang
disebut disturbance (gangguan) (Stephanopoulus, 1984). Maka operasi semua
peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat,
mudah dan efisien. Pengendalian atau pemantauan tersebut dilaksanakan melalui
penggunaan peralatan dan engineer (sebagai operator terhadap peralatan tersebut)
sehingga kedua unsur ini membentuk satu system kendali terhadap pabrik. Dengan
adanya instrumentasi ini pula, para sarjana teknik dapat segera melakukan tindakan
apabila terjadi kejanggalan dalam proses. Namun pada dasarnya, tujuan pengendalian
tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error)
yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine,
1985).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat
instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan
instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang
kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis) (Peters, et.al.,
2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrument adalah:
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH,
humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel
lainnya.
Pada dasarnya sistem pengendalian terdiri dari :
1. Sensing Elemen/Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variable
yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan
temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan
sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur
perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang
diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun
meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari
elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada
dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian preralatan instrumentasi dapat dilakukan secara otomatis dan semi
otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan
mengatur instrument pada kondisi tertentu, bila terjadi penyimpangan variable yang
dikontrol maka instrument akan bekerja sendiri sebagai controller. Pengendalian
secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang
terjadi pada variable yang dikontrol. Untuk mengubah variable-variabel ke nilai yang
diinginkan dilakukan usaha secara manual, instrument ini bekerja sebagai pencatat
(recorder) (Considine,1985).
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah:
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses. (Timmerhaus,2004)
Instrumentasi yang umum digunakan dalam pabrik adalah : 1. Untuk variabel temperatur:
• Temperature Controller (TC) adalah instrumentasi yang digunakan untuk mengamati temperature suatu alat dan bila terjadi perubahan dapat melakukan
pengendalian
• Temperature Indicator Controller (TI) adalah instrumentasi yang digunakan untuk mengamati temperatur dari suatu alat
2. Untuk variabel tinggi permukaan cairan
• Level Controller (LC) adalah instumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan
pengendalian.
• Level Indicator Contoller (LI) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
• Pressure Controller (PC) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat
melakukan pengendalian.
• Pressure Indicator Controller (PI) adalah instrumentasi yang digunakan untuk mengamati tekanan operasi suatu alat.
4. Untuk variabel aliran cairan
• Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan
dapat melakukan pengendalian.
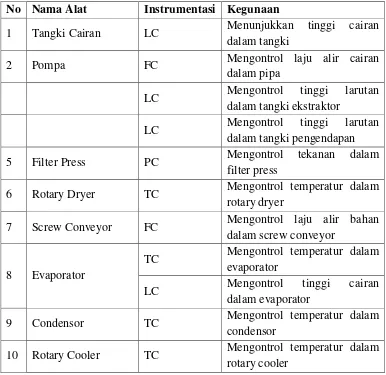
Tabel 6.1 Daftar penggunanan instrumentasi pada pra–rancangan pabrik pembuatan tanin dari kulit buah kakao
No Nama Alat Instrumentasi Kegunaan
1 Tangki Cairan LC Menunjukkan tinggi cairan
dalam tangki
2 Pompa FC Mengontrol laju alir cairan
dalam pipa
LC Mengontrol tinggi larutan
dalam tangki ekstraktor
LC Mengontrol tinggi larutan
dalam tangki pengendapan
5 Filter Press PC Mengontrol tekanan dalam
filter press
6 Rotary Dryer TC Mengontrol temperatur dalam rotary dryer
7 Screw Conveyor FC Mengontrol laju alir bahan dalam screw conveyor
8 Evaporator
TC Mengontrol temperatur dalam evaporator
LC Mengontrol tinggi cairan
dalam evaporator
9 Condensor TC Mengontrol temperatur dalam
condensor
10 Rotary Cooler TC Mengontrol temperatur dalam rotary cooler
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh
karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud
tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan
pabrik pada saat perancangan dan saat pabrik beroperasi. Salah satu faktor yang
penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan
dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin
keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain:
1. Meningkatkan spesialisasi ketrampilan karyawan dalam menggunakan peralatan
secara benar sesuai tugas dan wewenangnya serta mengetahui cara-cara mengatasi
2. Melakukan pelatihan secara berkala bagi karyawan. Pelatihan yang dimaksud
dapat meliputi :
Pelatihan untuk menciptakan kualitas Sumber Daya Manusia (SDM) yang tinggi
dan bertanggung-jawab, misalnya melalui pelatihan kepemimpinan dan
pelatihan pembinaan kepribadian.
Studi banding (workshop) antar bidang kerja, sehingga karyawan diharapkan
memiliki rasa kepedulian terhadap sesama karyawan.
3. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi
bagi karyawan yang tidak disiplin (Peters et.al., 2004).
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja,
Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan
Kerja No 1 tanggal 12 Januari 1970. Semakin tinggi tingkat keselamatan kerja dari
suatu pabrik maka makin meningkat pula aktivitas kerja para karyawan. Hal ini
disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang
menyenangkan. Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik
untuk menjamin adanya keselamatan kerja adalah:
1. Penanganan dan pengangkutan bahan menggunakan manusia harus seminimal
mungkin.
2. Adanya penerangan yang cukup dan sistem pertukaran udara yang baik.
3. Jarak antar mesin-mesin dan peralatan lain cukup luas.
4. Setiap ruang gerak harus aman, bersih dan tidak licin .
5. Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran.
6. Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya.
7. Penyediaan fasilitas pengungsian bila terjadi kebakaran. (Timmerhaus, 2004)
6.3 Keselamatan Kerja Pada Pabrik Pembuatan Tanin Dari Kulit Buah Kakao
Dalam rancangan pabrik pembuatan kulit kakao, usaha-usaha pencegahan
terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut :
6.3.1. Pencegahan Terhadap Kebakaran dan Peledakan
Untuk melakukan upaya pencegahan dan penanganan terhadap kebakaran dan ledakan sebagai berikut :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada
2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang
cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan
karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam
keadaan siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
6. Bahan-bahan yang mudah terbakar dan meledak harus disimpan dalam tempat
yang aman dan dikontrol secara teratur.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No.
Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini
adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detector yang bekerja berdasarkan terjadinya akumulasi
asap dalam jumlah tertentu..
b. Gas detector adalah detektor yang bekerja berdasarkan kenaikan konsentrasi gas
yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran
yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
• Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible
alarm).
• Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh
pandangan mata secara jelas (visible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm
kebakaran yang berfungsi mengendalikan sistem dan terletak di ruang operator.
6.3.2. Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah
dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah
2. Pakaian dan perlengkapan pelindung.
3. Sepatu pengaman.
4. Pelindung mata.
5. Masker udara.
6. Sarung tangan.
6.3.3. Keselamatan Kerja Terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut:
1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering
atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik
untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor–motor listrik tidak boleh mengganggu lalu
lintas pekerja.
4. Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal
petir yang dibumikan.
7. Kabel–kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada
suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam
lokasi pabrik.
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan
memakai sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan,
penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran,
korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat.
6.3.5 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat–alat dipasang dengan penahan yang cukup berat untuk mencegah
kemungkinan terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan
karyawan.
3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada
atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar
gedung agar tidak menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan
tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai
disiplin bagi para karyawan yaitu:
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan.
2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan
yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada
BAB VII UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam
memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan
prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin
kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan tanin adalah
sebagai berikut:
1. Kebutuhan uap (steam)
2. Kebutuhan air
3. Kebutuhan bahan kimia
4. Kebutuhan bahan bakar
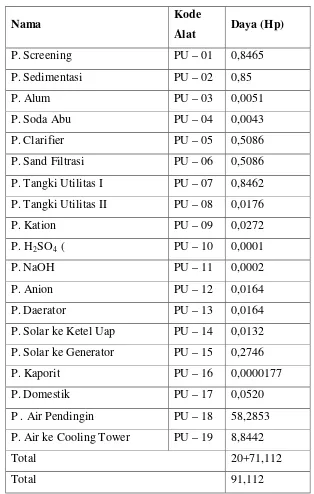
5. Kebutuhan listrik
6. Sarana pengolahan limbah
7.1 Kebutuhan Uap (Steam)
Uap digunakan dalam pabrik sebagai media pemanas. Kebutuhan uap pada
pabrik pembuatan tanin dapat dilihat pada tabel di bawah ini.
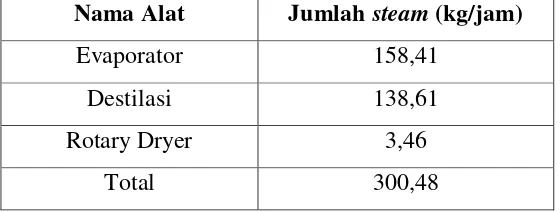
Tabel 7.1 Kebutuhan Steam Pabrik Tanin
Nama Alat Jumlah steam (kg/jam)
Evaporator 158,41
Destilasi 138,61
Rotary Dryer 3,46
Total 300,48
Steam yang digunakan adalah saturated steam dengan temperatur 130 °C,
tekanan 1 atm. Tambahan untuk faktor keamanan diambil sebesar 20% dan faktor
kebocoran sebesar 10%.(Perry, 1999), sehingga total uap yang dibutuhkan
Banyaknya steam yang perlu dihasilkan dari ketel uap adalah
m = 390,62 kg/jam
Diperkirakan 80% kondensat dapat digunakan kembali, sehingga :
Steam yang digunakan kembali = 80% × 390,62 kg/jam
= 312,49 kg/jam
Kebutuhan air tambahan untuk ketel = (390,62 – 312,49) kg/jam
= 78,12 kg/jam
7.2 Kebutuhan Air
Kebutuhan air pendingin pada keseluruhan pabrik pembuatan tanin ini adalah
untuk :
- Air untuk umpan ketel uap : 78,12 kg/jam
- Air pendingin, dengan perincian sebagai berikut :
Tabel 7.2. Kebutuhan Air Pendingin 25°
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara
pendingin air. Dengan menganggap terjadi kehilangan air selama proses sirkulasi,
maka air tambahan yang diperlukan adalah jumlah air yang hilang karena penguapan,
drift loss, dan blowdown (Perry, 1999).
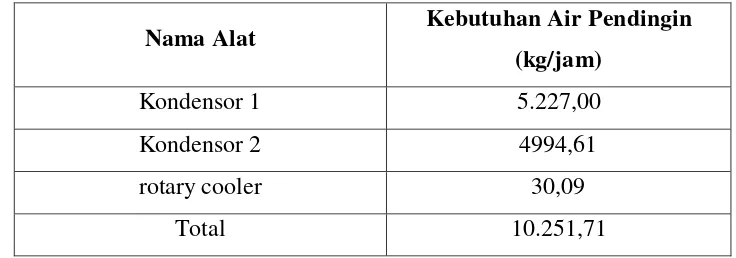
Tabel 7.2. Kebutuhan Air Pendingin 25°
Nama Alat Kebutuhan Air Pendingin (kg/jam)
Kondensor 1 5.227,00
Kondensor 2 4994,61
rotary cooler 30,09
Total 10.251,71
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
Dimana:
Wc = jumlah air pendingin yang diperlukan
T1 = temperatur air pendingin masuk = 25°C = 77°F
T2 = temperatur air pendingin keluar = 40°C = 104°F
Maka:
We = 0,00085 × 10.251,71× (104 – 77)
= 156,85 kg/jam
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang masuk
ke menara air (Perry, 1997). Ditetapkan drift loss 0,2 %, maka:
Wd = 0,002 × 10.251,71kg/jam
= 20,50 kg/jam
Air yang hilang karena blowdown bergantung pada jumlah siklus sirkulasi air
pendingin, biasanya antara 3-5 siklus (Perry, 1997). Ditetapkan 3 siklus, maka:
��= ��
(�−1) (Pers. 12-12, Perry, 1999)
�� =156,85
(3−1)
= 78,42 kg/jam
Sehingga air tambahan yang diperlukan = We + Wd + Wb + Total air pendingin
= 156,85 +20,50 +78,42 +10.251,71
= 10.507,49 kg/jam
Perkiraan pemakaian air untuk berbagai kebutuhan ditunjukkan pada tabel 7.3.
Kebutuhan Jumlah Air (Kg/Jam)
kantor 281,25
perumahan 500
laboratorium 70,83
kantin 200
tempat ibadah 135
poliklinik 50
Total 1237,08
Sehingga total kebutuhan air yang memerlukan pengolahan awal adalah:
= (78,127 + 10.507,49 + 1237,08 + 300,48) kg/jam
= 12.123,19 kg/jam
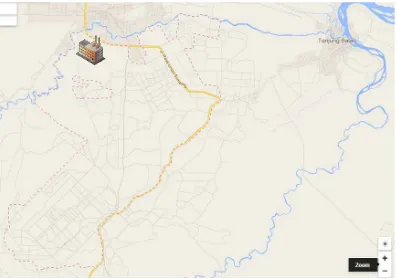
Sumber air untuk pabrik pembuatan tanin ini adalah dari air Sungai Silau,
Gambar 7.1 Lokasi Pabrik
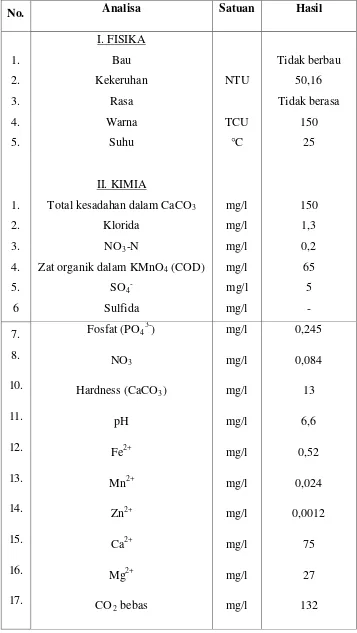
Adapun kualitas air Sungai Silau, Kuala Tanjung dapat dilihat pada tabel 7.4.
Tabel 7.4 Kualitas Air Sungai Silau
No. Analisa Satuan Hasil
Total kesadahan dalam CaCO3
Klorida
NO3-N
Zat organik dalam KMnO4 (COD)