LAMTO WIDODO
SEKOLAH PASCA SARJANA
INSTITUT PERTANIAN BOGOR
Dengan ini saya menyatakan bahwa disertasi dengan judul Konsep Autopoiesis dalam Ergonomi Sistem Kerja (Studi Kasus Industri Gula) adalah karya saya dengan arahan komisi pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang dikutip dari karya yang diterbitkan maupun yang tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir disertasi ini.
Bogor, Januari 2012
Lamto Widodo
LAMTO WIDODO. Autopoietic Concept on Ergonomics of Worksystem (Case Study : Sugar Cane Industry). Under advisory of BAMBANG PRAMUDYA, SAM HERODIAN, and M FAIZ SYUAIB.
Sugar factory is one of industry that involves multiple parties as stakeholders. The design of work system should consider all interests, to ensure the sustainability of the system itself. Optimum conditions can be achieved by designing work system based on ergonomic considerations. In the concept of ergonomic, human beings are positioned as the center of the design process. Humans have the capacity and limitations and should be considered since the beginning of the design process. This concept is known as fit the job to the man. In preliminary studies, found several phenomena that deviate from this concept. In many ways, people can improve their skills so they can adapt to the workload and working environment. This study combines deductive and inductive methods, combined with some relevant philosophical outlook. Field research was conducted in two industries namely PG Jatitujuh Cirebon and PG Bungamayang Lampung. This study focused on the work of manual harvesting systems, transportation and milling sugarcane. The results showed that some parameters are less ergonomic working conditions, workload values are categorized between moderate to very severe, the contradiction between workload and perception of the operator and the phenomenon of adaptation of workers to harvest and transport worksytem manual. The workload of worker cutting transport was measured based on increase of the ratio of heart rate (IRHR), which compares the heart rate at work and at restRegression curve of IRHR vs experiences on morning harvesting follow the function Y= -0.105 ln(X) + 1.7484; for morning transporting Y= -0.046ln (X) + 1.7323 ; for afternoon harvesting Y= -0.063 ln(X) +1.5482, and for afternoon transporting Y= -0.044 ln(X) + 1.595. Differences of the slope of the regression curve shows that the level of adaptation required by the workers on the harvesting longer than transporting. This is due to cut sugar cane requires greater physical energy and skill. Novice workers learn to be able to cut the cane with a limit of 50-10 cm above the ground, in an upright cane conditions, collapsed or angled, even crossing each other. The results indicate that with increasing experience, response to fatigue and workload tends to decrease. This process can be explained by the concept of autopoeitic, which is each component in a system will make the process of self-organizing. This adaptation process is one of the autopoeitic mechanism. To adapt to the harvesting and transporting jobs, workers may take between 6-10 years experience.
Kasus: Industri Gula). Dibimbing oleh BAMBANG PRAMUDYA, SAM HERODIAN, dan M FAIZ SYUAIB.
Pabrik gula merupakan salah satu industri yang melibatkan banyak pihak sebagai stakeholder. Desain sistem kerja dalam industri harus mempertimbangkan semua kepentingan, untuk memastikan keberlanjutan dari sistem itu sendiri. Kondisi optimum dapat dicapai dengan merancang sistem kerja berdasarkan pertimbangan ergonomis. Dalam konsep ergonomis, manusia diposisikan sebagai pusat dari proses desain. Manusia memiliki kemampuan dan keterbatasan dan harus dipertimbangkan sejak awal proses desain. Konsep ini dikenal sebagai fit the job to the man (FJM). Dalam penelitian pendahuluan, ditemukan beberapa fenomena yang menyimpang dari konsep ini. Dalam berbagai hal, manusia dapat meningkatkan ketrampilan sehingga dapat beradaptasi dengan beban kerja dan lingkungan kerja. Studi ini menggabungkan metode deduktif dan induktif, dikombinasikan dengan beberapa pandangan filosofis yang relevan. Penelitian lapangan dilakukan pada dua industri gula yaitu PG Jatitujuh Cirebon dan PG Bungamayang Lampung. Penelitian difokuskan pada pekerjaan sistem tebang, angkut dan giling.
Dari hasil penelitian kondisi lingkungan fisik untuk seluruh stasiun kerja, dapat disimpulkan bahwa beberapa parameter lingkungan kerja yaitu iluminasi, suhu, kelembaban, kebisingan berada di luar ambang batas yang diijinkan. Data ekstrim yang terjadi di lapang mencakup iluminasi sangat rendah 7.5 lux, suhu tertinggi mencapai 37 0C, kelembaban terendah 31.7% dan tertinggi 74.6%, serta kebisingan mencapai 97.5 dB. Kondisi paling membahayakan pada seluruh kerja adalah tingkat kebisingan yang seluruhnya di atas batas aman dengan nilai tertinggi 97,5dB. Dalam jangka panjang kondisi ini berpotensi membuat gangguan pendengaran serius bahkan dapat menyebabkan ketulian. Untuk mengurangi risiko tersebut, perusahaan sudah melakukan perbaikan dengan memberikan alat pelindung diri (APD). Fakta di lapangan menunjukkan bahwa sebagian besar pekerja hanya mau menggunakan penutup telinga sederhana yaitu gulungan kapas kecil dan masih enggan menggunakan pelindung telinga standar yang diberikan perusahaan. Bahkan penggunaan alat sederhana tersebut hanya dipakai jika para pekerja harus melakukan pemeriksaan visual berkeliling. Pada posisi di meja kerja, mereka hampir tidak pernah menggunakan alat tersebut.
walaupun secara umum penggunaan alat pelindung diri sangat minim.
Persepsi pekerja PG Bungamayang terhadap beban kerja agak berbeda dengan persepsi pekerja PG Jatitujuh. Jika pekerja PG Jatitujuh yang mempersepsikan beban kerja sedang sebanyak 59%, pekerja PG Bungamayang mempersepsikan sedang sebanyak 47%. Kondisi tersebut dapat dinilai hampir sama. Namun demikian persepsi bahwa beban kerja termasuk berat di PG Jatitujuh hanya 22%, namun di PG Bungamayang sebesar 45%. Pekerja PG Bungamayang mempersepsikan bahwa tingkat kelelahan berat hanya sebesar 5% pekerja, sedangkan persepsi terhadap beban kerja yang mempersepsikan berat sebanyak 45% pekerja. Pekerja PG Bungamayang mempersepsikan bahwa tingkat kelelahan berat hanya sebesar 5% pekerja, sedangkan persepsi terhadap beban kerja yang mempersepsikan berat sebanyak 45% pekerja. Sementara pekerja yang mempersepsikan beban ringan hanya 8% namun persepsi bahwa kelelahan ringan mencapai 47%.
Dari analisis biplot didapatkan bahwa pada dua perusahaan gula yaitu PG Jatitujuh dan PG Bungamayang terlihat adanya proses adaptasi pekerja namun dengan kecepatan yang berbeda. Tingkat kelelahan yang dirasakan dibandingkan dengan umur/pengalaman juga berbeda. Pekerja PG Jatitujuh relatif lebih cepat beradaptasi dibandingkan dengan pekerja PG Bungamayang. Kultur sebagai sebuah perusahaan swasta dengan pengaturan kerja yang lebih menekankan prestasi membawa dampak berbeda terhadap pekerja perusahaan badan usaha milik negara yang lebih menekankan pada pengalaman kerja sebagai pertimbangan pemberian penghargaan.
Analisis beban kerja dilakukan melalui pendekatan analisis denyut jantung dengan metode increase rasio of heart rate (IRHR). Secara umum beban kerja pada pekerja berpengalaman lebih rendah dibanding pekerja tidak berpengalaman. Hal ini menunjukkan bahwa terjadi perubahan internal dari tubuh pekerja, yaitu adanya penyesuaian diri dari pekerja terhadap beban kerja yang dihadapi. Pekerja yang memiliki pengalaman kurang dari 6 tahun mengalami punurunan nilai IRHR secara drastis pada pekerjaan tebang baik pada waktu tebang pagi maupun tebang siang. Pada rentang pengalaman setelah 10 tahun kurva IRHR cenderung mendatar dengan variabilitas nilai yang lebih kecil daripada pekerja dengan pengalaman di bawah 6 tahun. Hal ini menunjukkan bahwa pada tahun-tahun awal pekerja mulai melakukan tugas menebang memiliki kemampuan yang sangat bervariatif, kemudian mulai seragam setelah periode 6-10 tahun. Variabilitas IRHR pekerja dengan pengalaman kurang dari 6 tahun (pekerja pemula) cukup besar antara kerja tebang pagi dan siang yaitu sebesar 0.32. Untuk pekerja berpengalaman rentang IRHR terbesar adalah 0.14. Pekerja pemula yang sedang dalam proses belajar memiliki rentang maksimum 2 kali lipat dibandingkan pekerja berpengalaman. Kondisi ini juga mengindikasikan bahwa selain perbedaan temperatur lingkungan mempengaruhi beban kerja, pekerja pemula lebih sensitif terhadap beban eksternal yaitu kondisi cuaca yang cukup tinggi pada siang hari. Dengan beban tebang yang cukup berat pekerja pemula memiliki kemampuan menahan variasi beban yang lebih rendah.
awal. Variabilitas IRHR pekerja dengan pengalaman kurang dari 6 tahun (pekerja pemula) pada pekerjaan tebang pagi dan siang yaitu sebesar 0.22, nilai ini hampir sama dengan variabilitas IRHR pekerja berpengalaman yaitu sebesar 0.18. Nilai ini mengindikasikan bahwa untuk pekerjaan angkut faktor dominan beban kerja adalah faktor beban fisik, dibandingkan dengan faktor eksternal. Karena beban fisik angkut pagi dan siang tidak berbeda, maka nilai variabilitasnya juga tidak berbeda untuk masing-masing kelompok pekerja. Secara umum nilai IRHR angkut pagi dan siang pekerja berpengalaman lebih rendah dari pekerja pemula. Hal ini terjadi juga sebagaimana pekerjaan tebang, dan disebabkan karena pekerja pemula masih harus menyesuaikan diri dengan kondisi kerja yang dihadapi. Respon fisik pekerja pemula masih belum sekuat jika dibandingkan dengan pekerja berpengalaman.
Hasil kurva IRHR pekerjaan tebang memiliki karakter yang berbeda dengan kurva IRHR pekerjaan angkut. Pada pekerjaan tebang, nilai variabilitas pekerja pemula terbesar adalah 0.32 dan menurun hingga 0.14 untuk pekerja berpengalaman. Sedangkan untuk pekerjaan angkut nilai varibailitas pekerja pemula tidak jauh berbeda dengan yang berpengalaman yaitu antara 0.22 dan 0.18. Kondisi ini berarti bahwa tingkat adaptasi yang diperlukan oleh pekerja pada pekerjaan tebang lebih sulit dibandingkan dengan pekerjaan angkut. Pekerjaan tebang selain memerlukan energi fisik yang cukup besar, juga memerlukan kemampuan skill yang baik. Pekerja pemula harus belajar untuk dapat memotong dengan baik batang tebu dengan batas 5-10 cm di atas tanah, dalam kondisi batang tebu yang tegak, rebah atau miring, bahkan saling menyilang dengan batang yang lain. Diperlukan ketrampilan khusus untuk dapat melakukan hal tersebut. Pekerjaan lain yang memerlukan ketrampilan lebih adalah proses pembersihan kotoran, pembuangan pucuk dan proses mengikat batang tebu. Sementara pekerjaan angkut kemampuan pekerja yang domiman diperlukan adalah kemampuan fisik. Proses angkut lebih sederhana yaitu hanya menaikkan ikatan tebu ke pundak kemudian berjalan membawanya ke truk. Posisi ikatan tebu sudah teratur melintang di atas guludan, sehingga tidak diperlukan kemampuan khusus.
Temuan pada penelitian ini menunjukkan bahwa dengan bertambahnya pengalaman, pekerja yang sudah cukup lama menghadapi kondisi kerja tersebut, respon peningkatan kelelahan terhadap beban kerja cenderung menurun. Proses ini dapat dijelaskan dengan konsep autopoiesis, yaitu setiap entitas dalam sebuah sistem akan melakukan proses swa-atur. Proses penyesuaian ini merupakan salah satu bagian dari mekanisme autopoiesis. Waktu yang diperlukan untuk melakukan swa-atur sehingga manusia dapat nyaman dengan kondisi kerja dan lingkungan sangat pada masing-masing individu. Berdasarkan pada definisi ini, maka proses penyesuaian dalam sistem kerja dapat diarahkan atau dikendalikan dengan baik jika memiliki pemahaman utuh terhadap pola adaptasi masing-masing komponen. Satu hal yang menjadi catatan hasil penelitian ini adalah bahwa secara garis besar waktu penyesuaian pekerja tebang angkut lebih kurang 6 - 10 tahun. Namun demikian kesimpulan ini masih perlu dibuktikan dengan penelitian lanjutan dengan jumlah data yang jauh lebih banyak.
© Hak Cipta milik IPB, tahun 2012
Hak Cipta dilindungi Undang-Undang
1. Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumber
a. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik atau tinjauan suatu masalah.
b. Pengutipan tidak merugikan kepentingan yang wajar IPB.
LAMTO WIDODO
Disertasi
Sebagai salah satu syarat untuk memperoleh gelar Doktor pada Program Studi Ilmu Keteknikan Pertanian
SEKOLAH PASCA SARJANA
INSTITUT PERTANIAN BOGOR
Penguji Luar Komisi pada Ujian Tertutup : 1. Dr. Ir. I Wayan Astika, MS.
2. Dr. Ir. Wawan Hermawan, MS.
Penguji Luar Komisi pada Ujian Terbuka : 1. Dr. Ir. Iftikar Z Sutalaksana
(Studi Kasus Industri Gula) Nama Mahasiswa : Lamto Widodo
Nomor Pokok : F161050032
Disetujui
Komisi Pembimbing
Prof. Dr. Ir. Bambang Pramudya. M.Eng. Ketua
Dr. Ir. Sam Herodian, M.S. Dr. Ir. M. Faiz Syuaib, M.Agr
Anggota Anggota
Mengetahui
Ketua Program Studi Dekan Sekolah Pasca Sarjana
Ilmu Keteknikan Pertanian
Segala puji penulis panjatkan hanya bagi Allah swt. Atas segala kemurahan dan ridlaNya saja sehingga penulis dapat menyelesaikan penulisan disertasi ini. Disertasi yang berjudul “Konsep Autopoiesis Dalam Ergonomi Sistem Kerja (Studi Kasus Industri Gula)” merupakan syarat untuk memperoleh gelar Doktor pada Program Studi Ilmu Keteknikan Pertanian, Sekolah Pasca Sarjana, Institut Pertanian Bogor.
Disertasi ini merupakan hasil penelitian yang mencakup Pendahuluan, Studi Pustaka, Metodologi Penelitian, Hasil dan Pembahasan, serta Kesimpulan dan Saran. Penelitian ini menggali faktor-faktor ergonomi yang berpengaruh dalam sistem kerja yaitu faktor manusia, alat/mesin dan lingkungan kerja. Sudut pandang yang digunakan dimulai dengan kajian konsep ergonomi mikro dan makro. Pada akhirnya didapatkan sebuah konsep baru dalam bidang ergonomi sebagai pelengkap konsep ergonomi yang saat ini berkembang yaitu konsep autopoiesis. Dengan konsep ini diharapkan dapat memberikan sumbangsih keilmuwan bagi ergonom, serta sumbangsih aplikasi bagi perancang sistem kerja.
Penulis dengan tulus menyampaikan ucapan terima kasih kepada yang terhormat Prof. Dr. Ir. Bambang Pramudya MEng., selaku Ketua Komisi Pembimbing, Dr. Ir. Sam Herodian M.S. dan Dr. Ir. M Faiz Syuaib, M.Agr. selaku Anggota Komisi Pembimbing, atas segala jerih payahnya memberikan arahan kepada penulis sehingga disertasi ini dapat diselesaikan. Iungkapan terima kasih juga disampaikan kepada bapak, ibu, serta seluruh keluarga atas segala doa, dukungan dan pengorbannya.
Semoga hasil penelitian yang ditulis dalam disertasi ini dapat bermanfaat.
Wassalam.
Bogor, Januari 2012
Lamto Widodo
Penulis dilahirkan di Gunungkidul, Yogyakarta pada tanggal 20 Desember 1968 sebagai anak kedua dari pasangan Ratno Sumarto dan Wijiyem. Pendidikan sarjana ditempuh di Program Studi Teknik Mesin (Peminatan: Desain) Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember (ITS) Surabaya, lulus pada tahun 1993. Pada tahun 1997 penulis diterima di Program Studi Teknik Mesin (Peminatan: Manajemen Industri) pada Program Pascasarjana Universitas Indonesia (UI) dan menamatkannya pada tahun 1999. Penulis mendapat kesempatan untuk melanjutkan ke Program Doktor pada Program Studi Ilmu Keteknikan Pertanian Sekolah Pascasarjana Institut Pertanian Bogor pada tahun 2005. Beasiswa pendidikan pascasarjana diperoleh dari Yayasan Tarumanagara Jakarta.
Penulis bekerja sebagai staf pengajar tetap Program Studi Teknik Industri Fakultas Teknik Universitas Tarumanagara Jakarta sejak tahun 1994 (waktu itu masih tergabung pada Jurusan Teknik Mesin Peminatan Manajemen Indsutri). Mata kuliah yang diajarkan selama ini adalah mata kuliah Mekanika Teknik, Perancangan Sistem Kerja, Ekonomi Teknik dan Ergonomi.
DAFTAR TABEL ... iii
DAFTAR GAMBAR ... iv
DAFTAR LAMPIRAN ... v
1 PENDAHULUAN 1 1.1Latar Belakang ... 1
1.2Identifikasi dan Rumusan Masalah ... 4
1.3Tujuan Penelitian ... 5
1.4Manfaat Penelitian ... 5
1.5Batasan Masalah dan Asumsi ... 6
2 TINJAUAN PUSTAKA ... 7
2.1 Sistem Kerja Pabrik Gula ... 7
2.2 Ergonomi ... 21
2.2.1 Man-Machine Model ... 24
2.2.2 Prinsip FJM dan FMJ ... 27
2.2.3 Ergonomi Mikro dan Makro ... 29
2.2.4 Aplikasi Ergonomi di Industri ... 32
2.3 Lingkungan Fisik Tempat Kerja ... 34
2.3.1 Kebisingan ... 34
2.3.2 Suhu dan Kelembaban ... 39
2.3.3 Pencahayaan ... 39
2.3.4 Getaran ... 41
2.4 Kelelahan ... 43
2.5 Beban Kerja ... 45
2.6 Kecelakaan Kerja ... 48
2.7 Mekanisme Autopoeisis ... 49
3 METODE PENELITIAN ... 53
3.1 Tempat dan Waktu ... 53
3.2 Obyek dan Alat ... 54
3.3 Diagram Alir Penelitian ……….. 56
3.4 Metode Pengembangan Konsep Autopoiesis ………. 57
4 HASIL DAN PEMBAHASAN ... 59
4.1 Kondisi Lingkungan Kerja Fisik ... 59
4.2 Hasil Kuisioner Persepsi Pekerja di Pabrik ... 65
4.3 Beban Kerja Operator Boiler ... 77
4.4 Beban Kerja Buruh Tebang Angkut ... 78
4.5 Pengembangan Konsep Autopoeisis dalam Sistem Kerja ... 90
5 KESIMPULAN DAN SARAN ... 104
5.1 Kesimpulan ... 104
DAFTAR PUSTAKA ... 107
DAFTAR TABEL
Halaman
1 Perbandingan antara Ergonomi mikro dan Ergonomi makro ... 31
2 Tingkat kebisingan dalam kantor ... 35
3 Tingkat kebisingan di industri ... 36
4 Skala tingkat bising ... 36
5 Beberapa standar nilai ambang batas kebisingan dan lama kerja kontinyu yang diperkenankan ... 38
6 Pemandu untuk kadar cahaya ... 40
7 Kategori pekerjaan berdasarkan IRHR ... 46
8 Kondisi lingkungan fisik stasiun gilingan ... 59
9 Kondisi lingkungan fisik stasiun pemurnian ... 60
10 Kondisi lingkungan fisik stasiun penguapan... 61
11 Kondisi lingkungan fisik stasiun masakan ... 62
12 Kondisi lingkungan fisik stasiun puteran ... 63
13 Kondisi lingkungan fisik stasiun boiler ... ... 64
14 Kondisi lingkungan fisik stasiun power house ... 64
15 Kategori beban kerja di stasiun boiler PG Jatitujuh ... 77
16 Kategori beban kerja di stasiun boiler PG Bungamayang ... 77
17 Spesifikasi subyek pekerja berpengalaman tebang angkut PG Jatitujuh 78 18 Spesifikasi subyek pekerja tidak berpengalaman tebang angkut PG Jatitujuh ... 78
19 Spesifikasi subyek pekerja berpengalaman tebang PG Bungamayang ... 79
20 Spesifikasi subyek pekerja tidak berpengalaman tebang PG Bungamayang ... 79
21 Spesifikasi subyek pekerja berpengalaman angkut PG Bungamayang ... 79
22 Spesifikasi subyek pekerja tidak berpengalaman angkut PG Bungamayang ... 79
23 Kategori pekerjaan berdasarkan IRHR pekerja berpengalaman PG Jatitujuh ... 81
24 Kategori pekerjaan berdasarkan IRHR pekerja tidak berpengalaman PG Jatitujuh ... 82
25 Kategori pekerjaan berdasarkan IRHR pekerja berpengalaman PG Jatitujuh ... 83
26 Kategori pekerjaan berdasarkan IRHR pekerja tebang tidak berpengalaman PG Bungamayang ... 83
27 Kategori pekerjaan berdasarkan IRHR pekerja angkut berpengalaman PG Bungamayang ... 84
28 Kategori pekerjaan berdasarkan IRHR pekerja angkut tidak berpengalaman PG Bungamayang ... 84
29 Hasil uji-t IRHR ... 85
DAFTAR GAMBAR
Halaman
1 Sistem tebang angkut bundle cane (full manual) ... 10
2 Sistem tebang angkut loose cane (semi manual) ... 13
3 Sistem tebang angkut chopped cane (full mechanic) ... 14
4 Proses pabrikasi gula secara umum ... 15
5 Ekstraksi gula ... 16
6 Sentrifugasi gula ... 18
7 Bidang keilmuan yang terkait dengan ergonomi ... 22
8 Man-machine model Leamon ... 24
9 Posisi manusia dalam sistem kerja ... 27
10 Berbagai ritme biologi manusia (circardian rythm) selama 1 hari ... 33
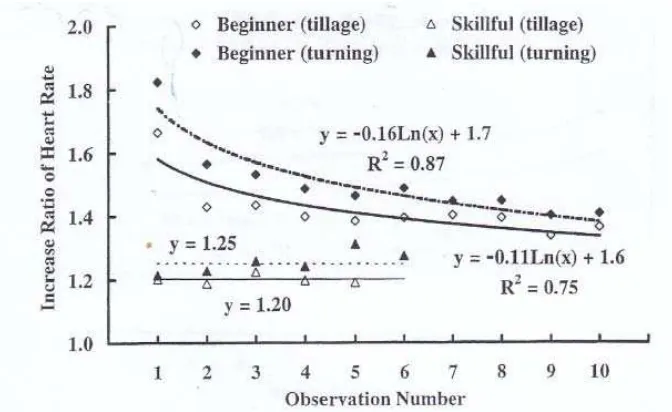
11 Hubungan antara IRHR dan jumlah observasi pada operator traktor tangan ... 47 12 Hubungan antara IRHR dan jumlah operator traktor kemudi ... 47
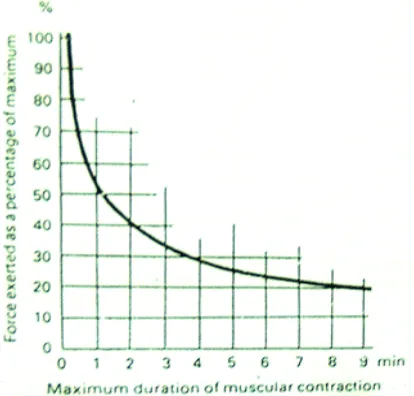
13 Hubungan antara beban kerja otot dengan durasi aman ... 48
14 Fitur kunci dalam sistem autopoiesis... 50
15 Skema diagram alir penelitian ... 56
16 Persentase tingkat pengalaman pekerja PG Jatitujuh ... 66
17 Persentase tingkat pendidikan pekerja PG Jatitujuh ... 66
18 Persentase persepsi pekerja PG Jatitujuh terhadap beban kerja ... 67
19 Persentase persepsi pekerja PG Jatitujuh terhadap kelelahan selama bekerja ... 68
20 Persentase persepsi pekerja PG Jatitujuh terhadap kecelakaan selama bekerja ... 68
21 Persentase persepsi pekerja PG Jatitujuh terhadap lingkungan organisasi ... 69
22 Persentase tingkat pengalaman pekerja PG Bungamayang ... 70
23 Persentase tingkat pendidikan pekerja PG Bungamayang ... 70
24 Persentase persepsi pekerja PG Bungamayang terhadap beban kerja ... 71
25 Persentase persepsi pekerja PG Bungamayang terhadap kelelahan selama bekerja ... 71
26 Persentase persepsi pekerja PG Bungamayang terhadap kecelakaan selama bekerja ... 72
27 Persentase persepsi pekerja PG Bungamayang terhadap lingkungan organisasi ... 73
28 Hasil analisis biplot persepsi pekerja PG Jatitujuh ... 74
29 Hasil analisis biplot persepsi pekerja PG Bungamayang... 75
30 Grafik denyut jantung pekerja P3 saat tebang pagi ... 80
31 Grafik denyut jantung pekerja P3 saat tebang siang... 80
32 Grafik denyut jantung pekerja P3 saat angkut pagi ... 81
33 Hubungan antara pengalaman dan IRHR tebang ... 87
34 Hubungan antara pengalaman dan IRHR angkut ... 89
35 Hubungan antara pengalaman dan absensi pekerja (dalam 2 bulan) ... 93
DAFTAR LAMPIRAN
Halaman
1 Kuisioner persepsi operator terhadap beban kerja, kecelakaan kerja,
kelelahan dan lingkungan organisasi ... 114
2 Nilai IRHR gabungan tebang pagi dan siang ... 116
3 Nilai IRHR gabungan angkut pagi dan siang ... 117
4 Jumlah absensi pekerja tebang angkut PG Jatitujuh ... 118
5 Data kondisi ergonomi mikro PG Bungamayang pagi ... 119
6 Data kondisi ergonomi mikro PG Bungamayang siang ... 122
7 Data kondisi ergonomi mikro PG Bungamayang malam ... 125
8 Data kondisi ergonomi mikro PG Jatitujuh pagi ... 128
9 Data kondisi ergonomi mikro PG Jatitujuh siang ... 133
10 Data kondisi ergonomi mikro PG Jatitujuh malam ... 138
11 Hasil Rekapitulasi Form Kuisioner Penelitian pada PG Bungamayang . 143 12 Hasil Rekapitulasi Form Kuisioner Penelitian pada PG Jatitujuh... 146
13 Program SAS untuk simulasi biplot PG Jatitujuh 145
1
PENDAHULUAN
1.1
Latar Belakang
Sistem kerja industri merupakan sebuah sistem yang melibatkan beberapa pihak
sebagai pemangku kepentingan. Pihak-pihak tersebut antara lain pemilik/pengelola,
pegawai, pasar dan regulator. Masing-masing pihak secara mendasar memiliki
kepentingan yang berbeda, bahkan kadang-kadang saling bertentangan. Pihak pemilik
perusahaan berkepentingan agar perusahaan dapat berjalan dengan lancar, efektif dan
efisien, biaya operasi rendah dan keuntungan yang tinggi. Pihak pegawai
berkepentingan agar pekerjaan ringan, lingkungan kerja nyaman, kesejahteraan
memadai dan gaji yang tinggi. Pihak pasar atau konsumen memiliki kepentingan
yang lain yakni mendapatkan barang berkualitas, harga murah dan tepat waktu
pengiriman. Sedangkan pihak regulator dalam hal ini pemerintah, menghendaki agar
sebuah perusahaan dapat memberikan kontribusi kepada pemerintah baik secara
ekonomi, lingkungan maupun kepada kehidupan sosial masyarakat terutama
masyarakat sekitar perusahaan.
pada penutupan operasi, pemerintah akan dirugikan dengan berkurang atau hilangnya
devisa, serta berkurangnya lapangan kerja bagi masyarakat.
Perancangan sistem industri harus memperhatikan segala kepentingan, terutama
kepentingan besar yaitu keberkelanjutanan sistem itu sendiri. Sebagai sebuah
organisasi besar, agroindustri, visi dan misi perusahaan sebagai kerangka pijak
operasional harus dipegang teguh baik oleh pemilik maupun pegawai. Pemilik tidak
hanya mementingkan margin keuntungan yang besar sesaat saja, tetapi harus
berorientasi pada keuntungan jangka panjang dan keberlanjutan usaha tersebut.
Sementara itu pegawai/buruh juga tidak hanya menuntut kompensasi dari
pekerjaannya saja tanpa memperhatikan kepentingan perusahaan agar terus
berkembang dan mampu bertahan dalam segala kondisi perubahan lokal dan global.
Seluruh
stakeholder harus memiliki pola pikir yang sama yaitu bagaimana menjaga
keberlanjutan perusahaan ini sehingga memberikan jaminan kerja jangka panjang.
Dalam prakteknya, kajian ergonomi mikro mampu untuk menjelaskan kondisi
sistem kerja mencakup karakter individu (kemampuan dan keterbatasannya), kondisi
alat/mesin yang dipergunakan, serta kondisi lingkungan fisik tempat kerja. Namun
demikian, beberapa kasus di lapangan sering kali berbeda dengan kondisi teoritis.
Sebagai contoh, secara empiris kondisi manusia/pekerja dengan usia yang lebih tua
yang secara fisiologis memiliki kemampuan yang kurang ternyata beban kerja terukur
justru lebih rendah. Hal lain yang sering ditemui adalah kondisi lingkungan fisik
kerja yang kurang ergonomis, seharusnya menimbulkan banyak persoalan-persoalan
serius dalam kesehatan dan kecelakaan kerja, namun yang ditemui tidak terjadi
gangguan yang signifikan. Hal ini terjadi karena kemampuan manusia beradaptasi
dengan lingkungan di sekitarnya. Proses penyesuaian diri dalam sebuah sistem kerja
ini terjadi secara terus menerus dan mengikuti konsep autopoiesis (self organizing
system). Dengan atau tanpa rekayasa pekerja secara alamiah akan menyesuaikan diri
dengan lingkungan dan kondisi kerjanya. Perbedaan kemampuan fisik, perbedaan
ketrampilan yang dimiliki dengan yang dituntut pekerjaan, kondisi kerja yang kurang
nyaman akan mendorong terjadinya perubahan internal pada diri pekerja tersebut.
Dengan demikian perlu kajian yang lebih luas yang mencakup kajian sosio-teknik
untuk dapat menjelaskan fenomena di atas. Ranah kajian tersebut berkembang di
akhir abad 21 yaitu topik kajian ergonomi makro.
Dalam pendekatan ergonomi makro, pusat perhatiannya adalah pendekatan
optimisasi sistem kerja dalam kaitannya dengan perilaku organisasi dan psikologi
organisasi. Model pengembangan yang ditekankan adalah organization-machine
interface technology. Proses perancangan dilakukan penilaian terhadap organisasi
sistem kerja yang harmonis, yang dapat menguntungkan semua pihak. Persoalan
kondisi kerja mikro yang tidak mungkin dirubah karena tuntutan produksi misalnya,
dapat direduksi dengan bagaimana memberikan pelatihan penggunaan alat pelindung
diri (APD) sehingga kesehatan dan keselamatan kerja pegawai tetap terjaga. Motivasi
kerja juga dapat dikembangkan dengan melaksanakan pelatihan motivasi, pendekatan
budaya dan spiritualitas. Perubahan perilaku dan budaya kerja secara menyeluruh
sangat mempengaruhi hasil akhir dari efektivitas, efisiensi dan produktifitas kerja dari
organisasi tersebut.
1.2
Identifikasi dan Rumusan Masalah
Masalah sistem kerja industri gula yang akan diteliti dan dikaji dari sudut
pandang ergonomi adalah sebagai berikut:
a)
Variabilitas kondisi pekerja tebang, angkut dan giling cukup besar.
b)
Kondisi kerja tebang, angkut dan giling secara umum mencakup beban dan
lingkungan kerja kurang ergonomis.
c)
Persepsi subyektif pekerja dan manajemen terhadap kondisi sistem kerja tidak
selalu sesuai dengan konsep ergonomi (mikro).
d)
Perlu penjelasan fenomena temuan melalui pengembangan konsep ergonomi
dengan memperhatikan faktor-faktor makro.
Dalam rangka mengembangkan konsep untuk analisis, beberapa hasil spesifik
ergonomi juga ditemui di perusahaan sebagai berikut:
a)
Kondisi sistem kerja yang kurang ergonomis secara fisik (mikro) tidak linier
terhadap persepsi karyawan pada saat wawancara awal.
b)
Keluhan pekerja, tingkat kecelakaan kerja serta turnover minim.
c)
Adanya keseimbangan baru akibat proses adaptasi pekerja dengan kondisi kerja
yang dihadapi yang menyebabkan penyimpangan terhadap konsep ergonomi
mikro.
hubungan kemampuan manusia, tuntutan pekerjaan dan kinerja sistem kerja dengan
studi kasus industri gula.
1.3
Tujuan Penelitian
Tujuan utama dari penelitian ini adalah untuk merumuskan prinsip sistem kerja
yang mengikuti konsep autopoiesis (self-organizing system) dalam ergonomi sistem
kerja dengan studi kasus industri gula. Rumusan konsep tersebut diharapkan dapat
menjelaskan perilaku sistem kerja agroindustri gula sebagai sistem kerja yang
dinamis sehingga setiap pemangku kepentingan akan mengetahui perilaku sistem
yang dihadapi dan mampu beradaptasi terhadap perubahan-perubahan sistem di masa
yang akan datang.
Dalam rangka menuju tujuan utama tersebut beberapa tujuan antara yang ingin
dicapai adalah :
a)
Mengetahui kondisi lingkungan fisik kerja.
b)
Mengetahui persepsi pekerja terhadap pekerjaan yang dihadapi
c)
Mengetahui penyebab perbedaan tingkat kejerihan antara pekerjaan tebang angkut
pagi dan siang.
d)
Mendefinikan hubungan antara tingkat kejerihan (beban kerja yang dirasakan oleh
pekerja) dengan pengalaman.
1.4
Manfaat Penelitian
Berdasarkan tujuan penelitian yang ditetapkan, hasil penelitian ini diharapkan
dapat memberikan manfaat sebagai berikut:
a)
Mengetahui faktor-faktor ergonomi dalam sistem kerja tebang, angkut dan giling.
b)
Mengetahui beban kerja fisik untuk pekerja.
c)
Mengetahui persepsi pekerja dan manajemen terhadap kondisi kerja.
e)
Menjadi masukan bagi pengambil keputusan di industri gula dalam merancang
sistem kerja yang lebih ergonomis dan ekonomis.
1.5
Batasan Masalah dan Asumsi-Asumsi
Penelitian ini dibatasi untuk ruang lingkup sebagai berikut:
a)
Sistem kerja yang dikaji adalah sistem kerja di lingkungan industri gula
mencakup proses tebang, angkut dan giling.
b)
Sistem kerja di pabrik pada waktu pabrikasi berjalan diamati dalam rentang waktu
3 sampai 4 jam selama 3 shift per hari kerja.
c)
Sistem kerja tebang angkut diteliti untuk kerja pagi (08.00-12.00) dan kerja siang
(13.00-16.00), dengan kondisi cuaca terang (tidak hujan).
2.1 Sistem Kerja Pabrik Gula
Tebu merupakan salah satu komoditi pertanian Indonesia yang memberikan
nilai tambah yang cukup besar terhadap produk domestik secara nasional. Lahan
tebu tersebar baik di pulau Jawa maupun di luar Pulau Jawa. Menurut data Pusat
Penelitian Perkebunan Gula Indonesia (P3GI 2009) terdapat 58 pabrik gula
dengan penyebaran 46 pabrik di Jawa dan 12 pabrik di luar Jawa. Total lahan tebu
seluruh Indonesia seluas 434 127 ha, yang terdiri dari 279 650 ha di pulau Jawa
dan 154 477 ha di luar Jawa, potensi ini sangat mungkin dikembangkan untuk
produk-produk turunan selain produk utama gula pasir dan tetes. Potensi ini
belum termasuk jika dihitung seluruh lahan tanam yang tersedia.
Pengembangan komoditas tebu masih sangat terbuka dan potensial. Luas
lahan tanam masih dapat dikembangkan khususnya di luar pulau Jawa. Demikian
juga dengan rendemen dan yeild tebu yang dihasilkan lahan. Menurut prediksi
Asosiasi Gula Indonesia (AGI 2009), rendemen yang dihasilkan lahan di Jawa
rata-rata 8.72 dan di luar Jawa sebesar 8.14. Nilai ini sangat mungkin dinaikkan
dengan teknologi pengolahan lahan yang lebih baik. Permintaan gula untuk pasar
dunia menurut FAO (2009) meningkat dari 158.4 juta ton pada tahun 2007
menjadi 162.2 juta ton pada tahun 2008. Sementara produksi gula dunia sebesar
167.6 juta ton tahun 2007 menurun menjadi 158.5 juta ton pada tahun 2008.
Dengan demikian produk utama tebu yaitu gula akan langsung terserap pasar
dunia karena jumlah permintaan lebih besar dari jumlah produksi.
Jika dilihat dari hasil produksi, hasil utama dari tebu sampai saat ini adalah
raw sugar, white sugar dan tetes. Raw sugar dan white sugar dapat langsung
digunakan oleh konsumen akhir maupun industri makanan, obat, dan minuman.
Sementara tetes tebu dapat diolah lanjut menjadi MSG atau etanol. MSG
dimanfaatkan industri makanan dan minuman sementara etanol dapat diolah lanjut
menjadi bio-fuel sebagai bahan bakar alternatif. Tuntutan penggunaan bio-fuel
juga meningkat tajam seiring dengan problem lingkungan global yang menjadi
issue internasional. Di Amerika dan Brazil, etanol bukan hanya digunakan sebagai
berbahan bakar etanol. Pengembangan produk ini di masa datang merupakan hal
yang sangat potensial dan strategis.
Produk lain yang dihasilkan pabrik gula adalah bagas atau ampas tebu.
Produk ini adalah produk sampingan dan merupakan limbah industri. Namun
demikian limbah ini masih memiliki nilai ekonomi yang cukup tinggi. Bagas yang
sudah dikeringkan dapat langsung digunakan sebagai bahan bakar boiler (mesin
utama dalam industri gula). Hasil suatu pabrik gula mencukupi untuk mensuplai
bahan bakar boilernya. Dengan demikian akan didapatkan efisiensi energi. Setelah
dibakar, residu bagas dapat digunakan sebagai bahan baku pupuk organik yang
dapat dikembalikan ke lahan atau dilepas ke pasaran sebagai media tanam
tanaman lainnya.
Sistem kerja industri gula dimulai dengan proses budidaya tanaman tebu.
Proses budidaya terdiri dari dua kategori yaitu Replanting Cane (RPC) dan
Ratoon Cane (RC). RPC adalah tanaman tebu yang ditanam pada areal bekas
tanaman tebu yang dibongkar. RC adalah tanaman tebu yang tumbuh dari
keprasannya. Dalam proses budidaya tebu terdapat perbedaan antara RPC dengan
RC. Pada budidaya tanaman RPC, terdapat proses penyiapan lahan bekas tanaman
tebu yang dibongkar. Pembongkaran ini dilakukan untuk mengolah kembali tanah
yang telah padat akibat berbagai perlakuan pada tebu keprasan dan dapat
memperbaiki kualitas tanah sehingga diharapkan bisa meningkatkan produksi tebu
yang dihasilkan.
Sebelum ditanami tebu, lahan dipersiapkan dengan berbagai tahapan yaitu
penebaran blotong, aplikasi stillage, penebaran dolomite, pembajakan,
penggaruan, trackmarking, penaburan gypsum, ripping, furrowing dan basalt.
Setelah lahan siap kemudian mulai ditanami bibit tebu. Bibit yang akan ditanam
sebagian besar berasal dari kebun bibit sendiri.
Varietas yang ditanam didasarkan atas pertimbangan-pertimbangan bahwa
varietas tersebut mempunyai potensi gula tinggi, tahan terhadap hama dan
penyakit, mudah ditebang, tidak roboh, dan disesuaikan dengan bulan tanam.
Bulan tanam berkorelasi dengan tingkat kemasakan tebu. Varietas masak awal
ditanam pada bulan April–Juni, varietas masak tengah ditanam pada bulan Juli–
penanamannya masih menggunakan cara manual oleh tenaga harian atau dengan
sistem borongan. Dalam penanaman ini terdiri dari beberapa tahapan yaitu, tebang
bibit dan angkut, pembongkaran bibit, pengeceran, pencacahan, penutupan bibit
dan pemadatan
Setelah proses penanaman, tahap berikutnya adalah proses perawatan
tanaman. Pemeliharaan terhadap tanaman perlu dilakukan sebagai suatu cara
untuk mendapatkan pertumbuhan dan hasil yang optimal. Kegiatan perawatan ini
terbagi menjadi dua bagian, yaitu pemeliharaan secara mekanis (mechanical
maintenance) dan pemeliharaan secara manual (manual maintenance).
Pemeliharaan mekanis meliputi pemupukan, kultivasi, remounding,
pre-emergence, serta tabur carbuforan. Sedangkan pemeliharaan manual meliputi
penyulaman, post-emergence, hand weeding, dan pengendalian hama secara
biologis.
Proses terakhir di lahan adalah proses pemanenan. Pemanenan dapat
didefinisikan sebagai keseluruhan kegiatan memungut hasil gula yang masih
potensial berada pada bagian tanaman tebu di kebun untuk diolah menjadi butiran
kristal gula di pabrik. Kegiatan ini dapat dikatakan berhasil apabila; (1) kesegaran
tebu (cane freshness), yaitu total jam mulai dari tebu dibakar sampai tebu tersebut
digiling dapat terjaga, (2) kebersihan tebu dari kotoran. Kotoran disini adalah
dapat berupa klaras, daun pucuk, sogolan, siwilan, batang mati, akar, dan tanah
serta gulma, dan (3) tebu tertinggal (cane wastage) berupa lonjoran, tunggul yang
tertinggal di kebun, dan batang pucuk seminimal mungkin.
Pemanenan dilakukan pada musim kering, yaitu sekitar bulan April-Oktober.
Hal ini berkaitan dengan tingkat kemasakan tebu yang diprogramkan akan
mencapai optimal pada musim kering serta kemudahan transportasi tebu dari areal
menuju pabrik. Kegiatan panen diawali dengan tahap persiapan yang
sekurang-kurangnya tiga bulan sebelum panen dimulai. Tahap persiapan meliputi kegiatan
estimasi produksi tebu, pembuatan program tebangan, penentuan kemasakan
tebu, dan persiapan sarana dan prasarana tebang. Selain itu juga perlu
dilaksanakan analisa kemasakan tebu (Maturity Test) untuk mengetahui periode
Pelaksanaan tebangan dilakukan dalam tiga sistem tebang, yaitu manual
(bundle cane), semi mekanis (loose cane), dan mekanis (chopped cane).
a) Bundle Cane
Sistem tebang ini adalah sistem tebang dengan menggunakan 100% tenaga
manusia (full manual). Proses tebang angkut manual terdiri dari proses
penebangan dan pengangkutan. Proses penebangan dimulai dengan pemotongan
batang tebu, pembersihan kotoran dan pucuk tebu, peletakan batang tebu di
guludan sampai dengan pengikatan batang tebu. Proses pengangkutan mulai dari
pengangkatan ikatan tebu dari guludan dinaikkan ke pundak, pengangkutan ke
truk dan penaikan ke bak truk. Penebang tebu terdiri dari laki-laki dan
perempuan, berusia antara 17 - 55 tahun dengan kondisi fisik yang baik. Rata-rata
penebang memiliki kemampuan fisik yang memadai, sebab tuntutan kondisi kerja
cukup berat meliputi kebutuhan tenaga untuk menebang, kondisi lahan, kondisi
rumpun tebu, lama waktu kerja, serta lingkungan fisik terutama temperatur udara
yang cukup tinggi. Proses tebang angkut bundle cane secara umum ditunjukkan
pada Gambar 1.
Gambar 1 Sistem tebang angkut bundle cane (full manual)
Proses tebang dimulai dengan pemotongan batang tebu menggunakan alat
ditentukan oleh beberapa hal yaitu tenaga penebang, alat yang digunakan, cara
melakukan penebangan, serta karakter rumpun batang tebu. Jenis alat yang
digunakan bermacam-macam. Sebagian besar perusahaan tidak melakukan hal
tersebut dan menyerahkan pemilihan alat tebang kepada masing-masing
penebang. Karena faktor kebiasaan setempat yang berlainan, bentuk alat tebang
yang digunakan satu dengan yang lain berbeda. Pekerja memilih alat tebang yang
paling sesuai untuk masing-masing baik dari segi bentuk maupun ukurannya.
Beberapa perusahaan melakukan standardisasi bentuk dan ukuran sabit
berdasarkan pada studi yang dilakukan, yaitu berdasarkan karakteristik batang
tebu dan biomekanika posisi efektif proses tebang. Cara melakukan penebangan
cukup sederhana yaitu dengan mengayunkan alat tebang baik berupa golok atau
sabit ke batang tebu, dengan posisi potong ideal maksium 5 cm dari tanah. Posisi
potong ini tidak boleh terlalu tinggi sebab nilai rendemen gula dalam batang tebu
paling banyak terdapat pada batang bawah. Untuk melakukan pemotongan dan
mencapai kondisi ideal ini tidaklah terlalu mudah karena posisi batang tebu satu
dengan yang lain seringkali tidak beraturan, saling menyilang. Posisi ini terutama
untuk jenis tebu Ratoon Cane (RC), jenis tebu yang sudah mengalami beberapa
kali penumbuhan ulang tanpa pembongkaran lahan. Untuk jenis tebu Replanting
Cane (RPC), bentuk susunan batang tebu lebih teratur dan lebih mudah dilakukan
penebangan sesuai dengan batas ideal. Pada tebu jenis RPC penebang dapat
melakukan penebangan beberapa batang tebu dengan sekali ayunan alat potong,
dengan demikian proses potong lebih cepat. Sedangkan pada jenis tebu RC,
penebang hanya dapat melakukan pemotongan batang tebu 1 atau 2 batang saja,
sehingga kecepatan potong lebih rendah dari jenis RPC.
Setelah batang tebu dipotong, penebang akan membersihkan batang tebu
dari daun-daun tebu kering yang masih menempel di batang, serta membuang
pucuk batang yang masih muda. Kecepatan proses pembersihan ini juga
tergantung pada jenis tebu yang dipanen. Tebu jenis RC biasanya lebih banyak
daun-daun kering yang tertinggal di batang, sebab pada saat pemeliharaan cukup
sulit untuk membuangnya. Tebu jenis RPC lebih sedikit daun kering dan bentuk
Tahap berikutnya adalah meletakkan batang-batang tebu yang sudah
dibersihkan melintang di atas guludan. Batang-batang tebu ini selanjutnya akan
diikat dengan tali dari bambu atau kulit tebu dengan ukuran berat angkat kira-kira
18 – 25 kg per ikat. Pekerjaan mengikat dilakukan sebagian besar oleh pekerja
laki-laki sebab diperlukan tenaga yang cukup besar agar ikatan cukup kuat. Hanya
sedikit pekerja perempuan yang dapat melakukan tugas ini. Proses selanjutnya
adalah mengangkat dan mengangkut ikatan-ikatan tebu ke atas truk untuk dibawa
ke pabrik. Tugas ini dilakukan hanya oleh pekerja laki-laki, bahkan di beberapa
tempat tidak semua pekerja laki-laki penebang sanggup melakukan pekerjaan ini.
Pekerja angkut harus mengangkat ikatan tebu dari guludan, dinaikkan ke atas
pundak, kemudian berjalan melintasi lahan dengan kondisi yang sulit dan licin
sampai ke truk pengangkut. Pada saat awal penaikan tebu ke truk posisi truk
masih kosong atau baru berisi sedikit tebu, pekerja dapat melemparkan ikatan tebu
langsung ke atas truk, satu pekerja lain akan berada di atas truk untuk mengatur
tumpukan agar rapi. Setelah bak truk bagian bawah terisi, semakin ke atas pekerja
angkut tidak dapat melempar langsung ikatan tebu dari pundak ke atas truk,
mereka harus berjalan menaiki tangga bambu atau kayu sambil memikul ikatan
tebu. Semakin ke atas tumpukan semakin sulit pekerja menaiki tangga tersebut.
Setelah truk terisi penuh, kembali pekerja yang di atas truk harus membersihkan
kotoran-kotoran baik daun-daun kering yang masih terlalu banyak atau
tanah-tanah yang menempel pada ikatan tebu. Setelah semuanya selesai tebu akan
dikirim ke pabrik. Namun demikian, sistem ini merupakan sistem tebangan yang
dalam pelaksanaan tebang, ikat, dan pemuatannya dilakukan dengan tenaga
manusia, sedangkan pengangkutan ke pabriknya menggunakan truk.
b) Loose Cane
Sistem tebangan semi mekanis ini adalah sistem penebangan dengan
kegiatan tebang dilakukan secara manual, namun dalam pemuatannya dilakukan
secara mekanik yaitu dengan menggunakan grab loader. Proses tebang sama
dengan proses bundle cane, menggunakan 100% tenaga manusia, sampai dengan
meletakkan hasil potongan batang tebu di atas guludan dan batang tebu diikat.
Setelah itu proses pemuatan ke atas truk dilakukan dengan menggunakan grab
di atas trailer atau truk. Tahap selanjutnya, trailer akan ditarik dengan traktor ke
pabrik. Proses tebang angkut dengan metode loose cane atau semi manual tersaji
[image:30.612.147.498.148.386.2]pada Gambar 2.
Gambar 2 Sistem tebang angkut Loose Cane (semi manual)
c) Chopped Cane
Penebangan dengan sistem chopped cane adalah proses tebang angkut yang
full mechanic, artinya mulai dari penebangan sampai pengangkutan seluruhnya
menggunakan tenaga mesin. Pekerja hanya bertugas mengoperasikan mesin
tersebut. Proses tebang dilakukan dengan menggunakan mesin cane harvester,
seperti tersaji pada Gambar 3. Sebelum dilakukan penebangan tebu harus
dibersihkan dari kotoran daun-daun kering. Metode pembersihan yang digunakan
biasanya menggunakan metode cepat membersihkan kotoran daun-daun kering.
Jarak antara waktu pembakaran dan proses giling tidak boleh lebih dari 24 jam,
karena akan menurunkan rendemen tebu. Setelah tebu dibakar, harvester akan
memotong batang tebu, kemudian tebu masuk ke dalam mesin dipotong-potong
menjadi potongan pendek berukuran lebih kurang 40 – 60 cm, dan hasilnya akan
dilempar ke dalam truk angkut yang posisinya sudah siap di samping harvester.
sehingga setelah panen tanah akan menjadi keras. Oleh karena itu lahan yang
dipanen dengan harvester adalah lahan yang akan dilakukan replanting (metode
tanam dengan pembongkaran tanah) bukan yang ratoon (metode tanam dengan
[image:31.612.153.503.175.425.2]pemapasan/kepras).
Gambar 3 Sistem tebang angkut Chopped Cane (full mechanic)
Hal lain yang menjadi kendala proses ini adalah kondisi lahan yang belum
benar-benar kering, mengurangi jumlah tenaga kerja, investasi awal serta biaya
operasi yang cukup besar. Dengan demikian proses ini pada pelaksanaannya
hanya dilakukan sebagai penyangga atau membantu memenuhi kuota pengiriman
tebu, yaitu jika terjadi kekurangan suplai tebu ke pabrik karena kendala tebang
angkut manual, misalnya dilakukan pada kondisi jumlah tenaga kerja yang sedikit
dan diperlukan pengiriman tebu dalam waktu yang cepat.
Setelah tebu selesai ditebang, kemudian diangkut ke pabrik dengan truk, dan
mulai proses selanjutnya yaitu pabrikasi untuk menghasilkan gula. Dimulai
dengan timbangan tebu untuk mengetahui banyaknya tebu yang akan digiling,
kemudian tebu dimasukkan ke dalam Cane Yard untuk diproses lanjut. Skema
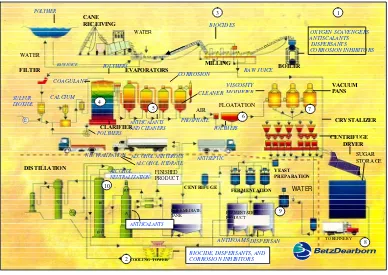
WATER WATER WATER POLYMER CANE RECEIVING
RAW JUICE POLYMERS
EVAPORATORS CORROSION BIOCIDES OXYGEN SCAVENGERS ANTISCALANTS DISPERSANTS CORROSION INHIBITORS BOILER MILLING VACUUM PANS VISCOSITY MODIFIER CRYSTALIZER CENTRIFUGE DRYER SUGAR STORAGE TO REFINERY FERMENTATION PRODUCT YEAST PREPARATION INTERMEDIATE TANK
BIOCIDE, DISPERSANTS, AND CORROSION INHIBITORS ANTIFOAMS DISPERSAN FERMENTATION CENTRIFUGE ANTISEPTIC POLYMERS ANTISCALANTS FINISHED PRODUCT ALCOHOL NEUTRALIZATION NEUTRALIZATION ALCOHOL ANHYDROUS
ALCOHOL HYDRATE POLYMERS
CLARIFIERANTISCALANTS AND CLEANERS
PHOSPHATE
AIR FLOATATION
CALCIUM FILTER SULFUR DIOXIDE DISTILLATION CLEANER RAW JUICE COAGULANT 1 3 4 5 6 7 8 9 10
[image:32.612.133.521.99.374.2]2COOLING TOWER
Gambar 4 Proses pabrikasi gula secara umum (Sumber: PG Jatitujuh Cirebon)
Secara umum proses pabrikasi sampai menghasilkan gula dapat dibagi
dalam 4 stasiun operasi yaitu:
a) Proses Ekstraksi
b) Pengendapan Kotoran Dengan Kapur (Liming)
c) Proses Penguapan (Evaporasi)
d) Proses Kristalisasi
e) Proses Penyimpanan
f) Proses Pemurnian
g) Proses Pendidihan
h) Proses Pengolahan Sisa
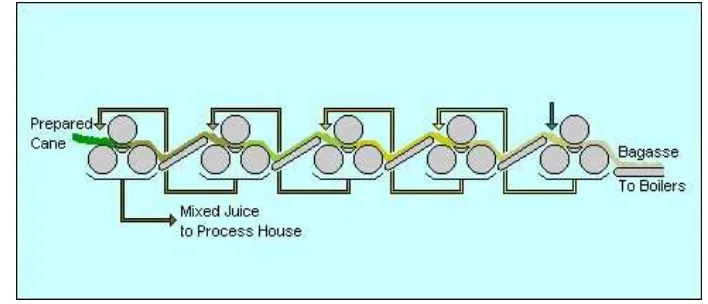
a. Proses Ekstraksi
Tahap pertama pengolahan adalah ekstraksi jus atau sari tebu. Di
berukuran besar. Cairan tebu manis dikeluarkan dan serat tebu dipisahkan, untuk
selanjutnya digunakan di mesin pemanas (boiler). Di lain pabrik, sebuah diffuser
digunakan seperti yang digambarkan pada pengolahan gula bit. Jus yang
dihasilkan masih berupa cairan yang kotor: sisa-sisa tanah dari lahan, serat-serat
berukuran kecil dan ekstrak dari daun dan kulit tanaman, semuanya bercampur di
dalam gula. Skema proses ekstraksi dapat dilihat pada Gambar 5.
[image:33.612.154.508.196.348.2]
Gambar 5 Proses ekstraksi gula
(Sumber: PG Jatitujuh Cirebon)
Jus dari hasil ekstraksi mengandung sekitar 15% gula dan serat residu, dinamakan
bagasse, yang mengandung 1 hingga 2% gula, sekitar 50% air serta pasir dan
batu-batu kecil dari lahan yang terhitung sebagai “abu”. Sebuah tebu bisa
mengandung 12 hingga 14% serat dimana untuk setiap 50% air mengandung
sekitar 25 hingga 30 ton bagasse untuk tiap 100 ton tebu atau 10 ton gula.
b. Pengendapan kotoran dengan kapur (Liming)
Pabrik dapat membersihkan jus dengan mudah dengan menggunakan
semacam kapur (slaked lime) yang akan mengendapkan sebanyak mungkin
kotoran untuk kemudian kotoran ini dapat dikirim kembali ke lahan. Proses ini
dinamakan liming. Jus hasil ekstraksi dipanaskan sebelum dilakukan liming untuk
mengoptimalkan proses penjernihan. Kapur berupa kalsium hidroksida atau
Ca(OH)2 dicampurkan ke dalam jus dengan perbandingan yang diinginkan dan jus
yang sudah diberi kapur ini kemudian dimasukkan ke dalam tangki pengendap
gravitasi: sebuah tangki penjernih (clarifier). Jus mengalir melalui clarifier
keluar merupakan jus yang jernih. Kotoran berupa lumpur dari clarifier masih
mengandung sejumlah gula sehingga biasanya dilakukan penyaringan dalam
penyaring vakum putar (rotasi) dimana jus residu diekstraksi dan lumpur tersebut
dapat dibersihkan sebelum dikeluarkan, dan hasilnya berupa cairan yang manis.
Jus dan cairan manis ini kemudian dikembalikan ke proses.
c. Proses Penguapan (Evaporasi)
Setelah mengalami proses liming, jus dikentalkan menjadi sirup dengan cara
menguapkan air menggunakan uap panas dalam suatu proses yang dinamakan
evaporasi. Terkadang sirup dibersihkan lagi tetapi lebih sering langsung menuju
ke tahap pembuatan kristal tanpa adanya pembersihan lagi. Jus yang sudah jernih
mungkin hanya mengandung 15% gula tetapi cairan (liquor) gula jenuh (yaitu
cairan yang diperlukan dalam proses kristalisasi) memiliki kandungan gula hingga
80%. Evaporasi dalam ‘evaporator majemuk' (multiple effect evaporator) yang
dipanaskan dengan steam merupakan cara yang terbaik untuk bisa mendapatkan
kondisi mendekati kejenuhan (saturasi).
d. Kristalisasi
Pada tahap akhir pengolahan, sirup ditempatkan ke dalam panci yang sangat
besar untuk dididihkan. Di dalam panci ini sejumlah air diuapkan sehingga
kondisi untuk pertumbuhan kristal gula tercapai. Pembentukan kristal diawali
dengan mencampurkan sejumlah kristal ke dalam sirup. Sekali kristal terbentuk,
kristal campur yang dihasilkan dan larutan induk (mother liquor) diputar di dalam
alat sentrifugasi untuk memisahkan keduanya, bisa diumpamakan seperti pada
proses mencuci dengan menggunakan pengering berputar. Kristal-kristal tersebut
kemudian dikeringkan dengan udara panas sebelum disimpan.
Larutan induk hasil pemisahan dengan sentrifugasi masih mengandung
sejumlah gula sehingga biasanya kristalisasi diulang beberapa kali. Sayangnya,
materi-materi non gula yang ada di dalamnya dapat menghambat kristalisasi. Hal
ini terutama terjadi karena keberadaan gula-gula lain seperti glukosa dan fruktosa
yang merupakan hasil pecahan sukrosa. Oleh karena itu, tahapan-tahapan
berikutnya menjadi semakin sulit, sampai pada suatu tahap di mana kristalisasi
Gambar 6 Sentifugasi gula
Dalam sebuah pabrik pengolahan gula kasar (raw sugar) umumnya
dilakukan tiga proses pendidihan. Pertama atau pendidihan “A” akan
menghasilkan gula terbaik yang siap disimpan. Pendidihan “B” membutuhkan
waktu yang lebih lama dan waktu tinggal di dalam panci pengkristal juga lebih
lama hingga ukuran kristal yang diinginkan terbentuk. Beberapa pabrik
melakukan pencairan ulang untuk gula B yang selanjutnya digunakan sebagai
umpan untuk pendidihan A, pabrik yang lain menggunakan kristal sebagai umpan
untuk pendidihan A dan pabrik yang lainnya menggunakan cara mencampur gula
A dan B untuk dijual. Pendidihan “C” membutuhkan waktu secara proporsional
lebih lama daripada pendidihan B dan juga membutuhkan waktu yang lebih lama
untuk terbentuk kristal. Gula yang dihasilkan biasanya digunakan sebagai umpan
untuk pendidhan B dan sisanya dicairkan lagi. Sebagai tambahan, karena gula
dalam jus tidak dapat diekstrak semuanya, maka terbuatlah produk samping
(byproduct) yang manis: molasses. Produk ini biasanya diolah lebih lanjut
e. Penyimpanan
Gula kasar yang dihasilkan akan membentuk gunungan coklat lengket
selama penyimpanan dan terlihat lebih menyerupai gula coklat lunak yang sering
dijumpai di dapur-dapur rumah tangga. Gula ini sebenarnya sudah dapat
digunakan, tetapi karena kotor dalam penyimpanan dan memiliki rasa yang
berbeda maka gula ini biasanya tidak diinginkan orang. Oleh karena itu gula kasar
biasanya dimurnikan lebih lanjut ketika sampai di negara pengguna.
f. Pemurnian
Proses pemurnian terdiri dari afinasi, karbonatasi, penghilangan warna,
pendidihan dan pengolahan sisa (recovery).
Tahap pertama pemurnian gula yang masih kasar adalah pelunakan dan
pembersihan lapisan cairan induk yang melapisi permukaan kristal dengan proses
yang dinamakan dengan “afinasi”. Gula kasar dicampur dengan sirup kental
(konsentrat) hangat dengan kemurnian sedikit lebih tinggi dibandingkan lapisan
sirup sehingga tidak akan melarutkan kristal, tetapi hanya sekeliling cairan
(coklat). Campuran hasil (‘magma') di-sentrifugasi untuk memisahkan kristal dari
sirup sehingga pengotor dapat dipisahkan dari gula dan dihasilkan kristal yang
siap untuk dilarutkan sebelum perlakuan berikutnya (karbonatasi). Cairan yang
dihasilkan dari pelarutan kristal yang telah dicuci mengandung berbagai zat
warna, partikel-partikel halus, gum dan resin dan substansi bukan gula lainnya.
Bahan-bahan ini semua dikeluarkan dari proses.
Tahap pengolahan cairan (liquor) gula berikutnya bertujuan untuk
membersihkan cairan dari berbagai padatan yang menyebabkan cairan gula keruh.
Pada tahap ini beberapa komponen warna juga akan ikut hilang. Salah satu dari
dua teknik pengolahan umum dinamakan dengan karbonatasi. Karbonatasi dapat
diperoleh dengan menambahkan kapur/ lime [kalsium hidroksida, Ca(OH)2] ke
dalam cairan dan mengalirkan gelembung gas karbondioksida ke dalam campuran
tersebut. Gas karbondioksida ini akan bereaksi dengan lime membentuk
partikel-partikel kristal halus berupa kalsium karbonat yang menggabungkan berbagai
padatan supaya mudah untuk dipisahkan. Supaya gabungan-gabungan padatan
reaksi. Gumpalan-gumpalan yang terbentuk tersebut akan mengumpulkan
sebanyak mungkin materi-materi non gula, sehingga dengan menyaring kapur
keluar maka substansi-substansi non gula ini dapat juga ikut dikeluarkan. Setelah
proses ini dilakukan, cairan gula siap untuk proses selanjutnya berupa
penghilangan warna. Selain karbonatasi, teknik yang lain berupa fosfatasi. Secara
kimiawi teknik ini sama dengan karbonatasi tetapi yang terjadi adalah
pembentukan fosfat dan bukan karbonat. Fosfatasi merupakan proses yang sedikit
lebih kompleks, dan dapat dicapai dengan menambahkan asam fosfat ke cairan
setelah liming seperti yang sudah dijelaskan di atas.
Ada dua metoda umum untuk menghilangkan warna dari sirup gula,
keduanya mengandalkan pada teknik penyerapan melalui pemompaan cairan
melalui kolom-kolom medium. Salah satunya dengan menggunakan karbon
teraktivasi granular (granular activated carbon, GAC) yang mampu
menghilangkan hampir seluruh zat warna. GAC merupakan cara modern setingkat
“bone char”, sebuah granula karbon yang terbuat dari tulang-tulang hewan.
Karbon pada saat ini terbuat dari pengolahan karbon mineral yang diolah secara
khusus untuk menghasilkan granula yang tidak hanya sangat aktif tetapi juga
sangat kuat. Karbon dibuat dalam sebuah oven panas dimana warna akan terbakar
keluar dari karbon. Cara yang lain adalah dengan menggunakan resin penukar ion
yang menghilangkan lebih sedikit warna daripada GAC tetapi juga
menghilangkan beberapa garam yang ada. Resin dibuat secara kimiawi yang
meningkatkan jumlah cairan yang tidak diharapkan.
Cairan jernih dan hampir tak berwarna ini selanjutnya siap untuk
dikristalisasi kecuali jika jumlahnya sangat sedikit dibandingkan dengan konsumsi
energi optimum di dalam pemurnian. Oleh karenanya cairan tersebut diuapkan
sebelum diolah di panci kristalisasi.
Sejumlah air diuapkan di dalam panci sampai pada keadaan yang tepat
untuk tumbuhnya kristal gula. Sejumlah bubuk gula ditambahkan ke dalam cairan
untuk mengawali/memicu pembentukan kristal. Ketika kristal sudah tumbuh
campuran dari kristal-kristal dan cairan induk yang dihasilkan diputar dalam
sentrifugasi untuk memisahkan keduanya. Proses ini dapat diumpamakan dengan
tersebut kemudian dikeringkan dengan udara panas sebelum dikemas dan/ atau
disimpan siap untuk didistribusikan.
Cairan sisa baik dari tahap penyiapan gula putih maupun dari pembersihan
pada tahap afinasi masih mengandung sejumlah gula yang dapat diolah ulang.
Cairan-cairan ini diolah di ruang pengolahan ulang (recovery) yang beroperasi
seperti pengolahan gula kasar, bertujuan untuk membuat gula dengan mutu yang
setara dengan gula kasar hasil pembersihan setelah afinasi. Seperti pada
pengolahan gula lainnya, gula yang ada tidak dapat seluruhnya diekstrak dari
cairan sehingga diolah menjadi produk samping: molase murni. Produk ini
biasanya diolah lebih lanjut menjadi pakan ternak atau dikirim ke pabrik
fermentasi seperti misalnya pabrik penyulingan alkohol.
2.2 Ergonomi
Menurut Bridger (1995) istilah ergonomi berasal dari bahasa latin yaitu
“Ergos” yang berarti kerja dan “Nomos” yang berarti hukum. Ergonomi adalah
aplikasi informasi pengetahuan tentang keinginan manusia pada permasalahan
perancangan. Dengan demikian ergonomi adalah dasar pengetahuan mencakup
data dan metodologi yang menitikberatkan faktor-faktor pengguna dalam
perancangan. Ergonomi berkenaan pula dengan optimasi, efisiensi, kesehatan,
keselamatan dan kenyamanan manusia di tempat kerja, di rumah, dan tempat
rekreasi. Ergonomi disebut juga human factor engineering. Ergonomi digunakan
oleh berbagai macam ahli seperti ahli anatomi, arsitektur, perancangan produk
industri, fisika, fisioterapi, psikologi dan teknik industri.
Ergonomi dimaksudkan sebagai disiplin keilmuan yang mempelajari
manusia dalam kaitannya dengan pekerjaanya. Disiplin ini akan secara khusus
mempelajari kemampuan dan keterbatasan manusia dalam berinteraksi dengan
teknologi dan produk-produk buatannya. Disiplin ini berangkat dari kenyataan
bahwa manusia memiliki batas-batas kemampuan baik dalam jangka pendek
maupun jangka panjang pada saat berhadapan dengan lingkungan pekerjaannya
yang berupa perangkat keras (mesin, peralatan kerja, dsb.) dan perangkat lunak
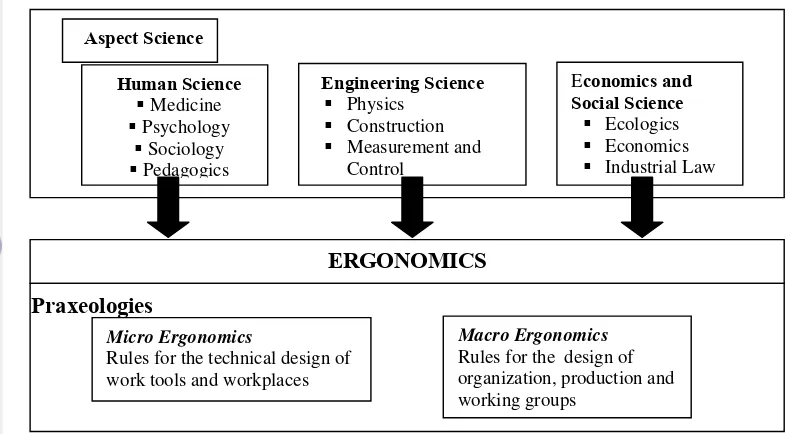
Gambar 7 Bidang keilmuan yang terkait dengan ergonomi (sumber:http://www.lfe.mw.tumuenchen.de/lehrstuhl)
Pada bulan Agustus 2000 IEA Council (International Ergonomics
Association) mendefinisikan bahwa Ergonomics (or human factors) is the
scientific discipline concerned with the understanding of interactions among
humans and other elements of a system, and the profession that applies theory,
principles, data and methods to design in order to optimize human well-being and
overall system performance. Dengan demikian ergonomi adalah multidisiplin
ilmu mencakup human science, engineering science dan economic and social
science. Secara organisatoris bidang ilmu, hubungan antar bidang ilmu tersebut
dapat dilihat pada Gambar 7. Dalam membahas penerapan ergonomi, Schmidtke
(1993) menyatakan bahwa tujuan ergonomi adalah untuk meningkatkan
performansi seluruh sistem kerja dan pada waktu yang sama mengurangi
ketegangan pekerja selama melaksanakan pekerjaan tersebut dengan cara
menganalisa pekerjaan, lingkungan kerja dan interaksi manusia mesin. Lingkup
ini adalah lingkup ergonomi mikro atau disebut juga traditional ergonomic.
Komponen manusia dalam sudut pandang ergonomi merupakan komponen
utama yang harus diperhatikan. Manusia terdiri dari komponen fisik dan non fisik.
Ilmu yang mempelajari aspek fisik dikenal dengan antropometri, yang merupakan
bagian dari ranah ergonomi berkaitan dengan pengukuran dimensi dan
karakteristik tertentu dari tubuh manusia seperti volume, titik berat. Antropometri
Human Science Medicine Psychology
Sociology Pedagogics
Engineering Science Physics
Construction Measurement and
Control
Economics and Social Science
Ecologics Economics Industrial Law
ERGONOMICS
Praxeologies
Micro Ergonomics
Rules for the technical design of work tools and workplaces
Macro Ergonomics Rules for the design of organization, production and working groups
terdiri atas antropometri statis, dinamis dan newtonian. Antropometri statis
mengukur dimensi fisik manusia dengan 2 posisi yaitu duduk dan berdiri statis.
Pengukuran dilakukan dengan kursi ukur atau antropometer standar. Antropometri
dinamis adalah ilmu yang mempelajari dimensi fisik manusia pada waktu manusia
melakukan gerakan-gerakan relatif terhadap posisi statis. Gerakan relatif misalnya
menjulurkan tangan ke depan untuk menjangkau sesuatu, kemudian digerakkan ke
atas dan ke bawah, maka akan didapat sudut-sudut maksimum gerakan pada
masing-masing arah tersebut. Contoh lain adalah gerakan bola mata naik turun
terdapat juga batasan sudut yang dapat dilakukan. Antropometri newtonian
membahas tentang kemampuan tenaga komponen tubuh manusia. Misalnya
berapa kemampuan angkat maksimum tangan kanan, berapa kemampuan
maksimum tangan kiri, berapa kemampuan punggung dan sebagainya. Data
antropometri digunakan untuk menentukan dimensi tempat kerja, peralatan,
furnitur dan pakaian sehingga dapat memenuhi kebutuhan manusia dan untuk
meyakinkan bahwa ketidaksesuaian antara dimensi peralatan atau produk dengan
dimensi pengguna dapat dihindarkan.
Hal lain yang terkait dengan ergonomi adalah biomekanika, yaitu ilmu yang
menyelidiki tentang aktivitas-aktivitas manusia ketika bekerja atau beraktivitas
dan bagaimana cara pengukurannya (berhubungan dengan biomekanika). Menurut
Kromer (2001) biomekanika adalah penerapan prinsip-prinsip fisika mekanika
pada sistem tubuh manusia mencakup keseimbangan statis dan dinamis.
Sedangkan untuk penerapan dalam sistem kerja industri menurut Chaffin( 1991)
yang mengutip dari Frankel dan Nordin (1980), biomekanika menerapkan
hukum-hukum fisika dan konsep teknik untuk menggambarkan gerakan-gerakan dari
berbagai segmen tubuh manusia dan besarnya gaya-gaya yang bekerja pada
bagian-bagian tubuh tersebut selama aktifitas normal harian. Biomekanika kerja
merupakan ilmu yang mempelajari gerakan-gerakan tubuh saat bekerja dimana
meliputi kekuatan, kecepatan, ketelitian, ketahanan dan ketrampilan gerak.
Pengukuran kekuatan fisik individu tidak hanya ditentukan oleh kekuatan otot
saja, tetapi juga dipengaruhi oleh faktor-faktor subjektif lainnya seperti: besarnya
tenaga yang dikeluarkan, cara dan sikap melaksanakan aktivitas, jenis kelamin,
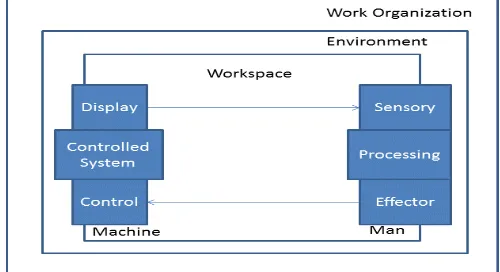
2.2.1 Man-Machine Model
Ergonomi adalah ilmu tentang perancangan sistem kerja. Menurut Leamon
dalam Bridger (1995) sistem kerja terdiri dari manusia, mesin (alat) dan
lingkungan. Masing-masing komponen berinteraksi dengan yang lain, saling
mempengaruhi seperti skema Man-Machine Model yang disampaikan oleh
[image:41.612.193.443.209.345.2]Leamon pada Gambar 8.
Gambar 8 Man-machine model Leamon, diadaptasi dari Bridger (1995)
Interaksi antar komponen terjadi secara terus-menerus sepanjang proses
kerja dilakukan. Perubahan yang terjadi pada satu komponen akan mempengaruhi
komponen yang lain dan dengan demikian harus direspon terutama oleh manusia
yang mengendalikan proses tersebut.
Komponen mesin/alat mencakup proses yang dikendalikan dalam alat
tersebut, display dan sistem kendali. Proses yang dikendalikan adalah proses yang
dilakukan mesin sesuai dengan fungsi dari alat tersebut yang disesuaikan dengan
tugas yang yang harus diselesaikan. Untuk menggerakkan mesin/alat diperlukan
alat pengandali yaitu control. Bagian ini bisa berupa pegangan, tuas, tombol tekan
atau tombol putar, atau bahkan berupa penerima sinyal suara yang akan
menggerakkan mesin. Jika sudah mendapat perintah operator melalui aksi dari
efektor, mesin akan beroperasi sesuai dengan kondisi yang diinginkan. Beberapa
saat kemudian mesin akan memberikan informasi keadaan operasi melalui display
pada mesin tersebut. Informasi display ini akan ditangkap oleh panca indera
manusia/operator. Informasi yang diperlukan berbagai macam, misalnya : cahaya,
suara, panas, tekanan, gelombang, ketinggian, posisi dll. Display dapat berupa
Display yang baik adalah jika informasi yang dapat ditangkap oleh indera manusia
sesuai dengan kondisi mesin yang sesungguhnya.
Persoalan yang timbul pada
display sehingga susah memberikan rangsangan pada pekerja untuk beraksi
meliputi:
a) terlalu kecil
b) terlalu besar
c) bercampur dengan gangguan
d) di luar batas penerimaan indera manusia
e) perlu diamati lebih teliti
f) perlu disimpan untuk jangka waktu lama, misalnya peta
g) harus dirubah dalam format yang lain, misalnya sirine, bau gas.
Komponen manusia terdiri atas efektor, indera dan pemroses informasi.
Efektor adalah bagian dari tubuh manusia yang memberikan aksi kepada
mesin/alat. Bagian ini mencakup tangan (jari-jari sampai pergelangan tangan),
kaki (jari-jari dan telapak kaki), serta suara. Bagian tubuh ini berfungsi untuk
memberikan perintah kepada alat sesuai dengan kebutuhan dari pekerjaan yang
dikehendaki. Pada alat-alat tradisional sebagian besar pengendalinya
digerakkan/dioperasikan dengan tangan atau kaki. Namun beberapa alat modern
saat ini banyak yang menggunakan perintah berupa suara. Aksi dari efektor harus
cukup untuk menggerakkan control pada alat, sehingga dalam hal ini diperlukan
perhitungan besarnya tenaga yang diperlukan, dan berapa kekuatan tangan atau
kaki sesuai dengan data antropometri newtonian. Setelah alat bekerja, kondisi
kerja akan ditampilkan alat dalam bentuk display. Informasi ini akan ditangkap
indera manusia, yang terdiri dari panca indera. Jika informasi berupa visual
dispaly, maka akan ditangkap oleh mata. Jika informasi berupa temperatur, akan
ditangkap oleh indera perasa pada kulit dan seterusnya. Informasi keadaan alat ini
selanjutnya akan dikirim ke otak untuk diolah, dibandingkan dengan referensi
yang dimiliki operator/manusia. Jika informasi ini sudah sesuai dan dalam kondisi
baik, maka operator tidak akan memberikan aksi tambahan kepada alat melalui
efektor. Namun jika informasi ini kurang baik atau belum sesuai dengan keadaan
yang dikehendaki sesuai dengan referensi operator, maka operator akan
seterusnya. Proses ini berjalan terus sehingga kondisi mesin dapat bekerja sesuai
dengan yang dikehendaki sepanjang waktu kerjanya. Dalam melakukan pekerjaan,
manusia juga memiliki suatu perilaku/behaviour yang akan menentukan apakah
dia akan bekerja sesuai tugas dengan baik atau tidak. Salah satu aspek pendukung
perilaku kerja manusia adalah motivasi. Seseorang yang memiliki motivasi yang
baik akan melakukan kerja dengan baik, sedikit melakukan kesalahan (human
error), produktivitas tinggi dan tingkat kelelahan dan kecelakaan kerja yang
rendah.
Komponen ketiga dalam man-machine model dari Leamon adalah
komponen lingkungan. Komponen lingkungan terdiri dari ruang kerja (work
space), lingkungan fisik, dan lingkungan organisasi. Ruang kerja adalah ruangan
yang diperlukan untuk meletakkan alat, material, pendukung, ruang gerak serta
ruang meletakkan hasil kerja. Lingkungan fisik meliputi kondisi pencahayaan,
kebisingan, getaran, polusi, kelembaban, bau-bauan, dan temperatur. Kondisi fisik
ini akan mempengaruhi langsung kepada manusia, sebab manusia memiliki
keterbatasan fisik dan psikis dalam menerima kondisi lingkungan. Jika ambang
batas kemampuan manusia dilewati, akan menimbulkan ketidaknyamanan,
kelelahan yang berlebihan, motivasi kerja yang menurun, banyaknya kesalahan
serta secara umum akan menurunkan produktivitas kerja. Lingkungan organisasi
mencakup bagaimana pengorganisasian pekerjaan, pembagian jam kerja dan jam
istirahat, kompensasi yang didapat pekerja, hari libur kerja, sistem kerja lembur
dan sebagainya yang menyangkut organisasi dari perusahaan/tempat kerja
tersebut.
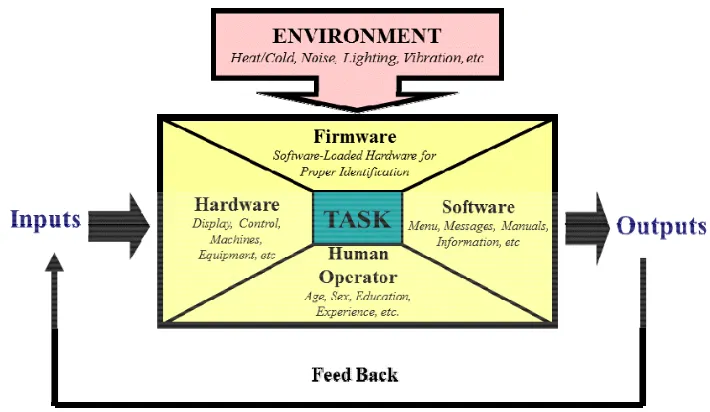
Wignjosoebroto (2003) memberikan penjelasan tentang posisi manusia
dalam sistem kerja seperti pada Gambar 9. Komponen sistem kerja terdiri dari
human operator, firmware, sofware, hardware dan dipengaruhi oleh lingkungan.
Output dari sistem akan memberikan input sehingga perlu peningkatan kinerja
selanjutnya. Sistem kerja akan didesain ulang sehingga mendapatkan nilai output
Gambar 9 Posisi manusia dalam sistem kerja (Sumber: Wignjosoebroto 2003)
2.2.2 Prinsip FJM dan FMJ
Menurut Bridger (1995), dalam perancangan sistem kerja, perancangan akan
mempertimbangkan 2 komponen yang saling terkait yaitu komponen manusia
dan komponen pekerjaan. Manusia akan selalu berinteraksi dengan pekerjaan
dengan seg