PRA RANCANGAN PABRIK
PEMBUATAN HEXAMINE DARI FORMALDEHID DAN
AMONIAK DENGAN FPROSES LEONARD
DENGAN KAPASITAS 6000 TON /TAHUN
SKRIPSI
Diajukan untuk Memenuhi Persyaratan
Ujian Sarjana Teknik Kimia
DISUSUN OLEH:
SITIHODIJAH RITONGA
NIM: 07 0405 015
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Allah SWT atas rahmat dan anugerah-Nya sehingga penulis akhirnya dapat menyelesaikan Tugas Akhir yang berjudul Pra-Rancangan Pabrik Pembuatan Hexamine dari Formaldehid dan Amonia dengan Proses Leonard dengan Kapasitas 6000
Ton/Tahun.
Tugas Akhir ini dikerjakan sebagai syarat untuk kelulusan dalam sidang sarjana. Tugas akhir ini disusun untuk melengkapi salah satu syarat mengikuti ujian sarjana pada Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Dalam mengerjakan Tugas akhir ini penulis begitu banyak mendapatkan bantuan dari berbagai pihak. Dalam kesempatan ini penulis mengucapkan terima kasih kepada:
1. Bapak Dr. Eng. Irvan, MSi sebagai Dosen Pembimbing yang telah membimbing, memberikan masukan dan arahan selama menyelesaikan tugas akhir ini.
2. Bapak Ir. Bambang Trisakti, M.Si sebagai co-Dosen Pembimbing yang telah membimbing, memberikan masukan dan arahan selama menyelesaikan tugas akhir ini.
3. Ibu Ir. Renita Manurung, MT sebagai Koordinator Tugas Akhir Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
4. Bapak Dr. Eng. Irvan, MSi, Ketua Departemen Teknik Kimia Fakultas Teknik Universitas Sumatera Utara.
5. Ibu Dr. Ir. Fatimah, MSi, Sekretaris Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
6. Ayahanda A. Ritonga dan Ibunda N. Pane tercinta, yang senantiasa teguh dalam memperjuangkan kuliah penulis hingga selesai dan selalu menemani penulis.
8. Partner penulis, Arma Sari Tarigan, atas kerjasamanya dalam penulisan tugas akhir ini dalam suka dan duka.
9. Teman-teman penulis, Fitriah Sari, Dahlia, Hanifah Wita Utami, Lia Murti, Bambang W.P., M. Darwis, Edo Rizkon, Yuda, Yani dan teman-teman 07 semua yang terus menyemangati penulis selama penyusunan skripsi.
10. Para senior Penulis, kak Senafati, ST, kak Refina Sari, ST, kak Siti Fatimah, ST, kak Meutia Mirnandaulia, ST, bg Dahyat, ST yang telah memotivasi dan membantu dalam kelengkapan bahan penyusunan skripsi.
11. Para Junior Penulis, Wan Rizki, Sari, Fitri, dan adik-adik junior 2008, 2009, 2010, 2011 semua yang telah memberikan bantuan dan doa kepada penulis.
12. Serta pihak-pihak yang telah ikut membantu penulis namun tidak tercantum namanya.
Dalam penyusunan tugas akhir ini, penulis menyadari masih terdapat banyak kekurangan. Oleh karena itu, penulis sangat mengharapkan saran dan kritik yang bersifat konstruktif demi kesempurnaan penulisan ini. Akhir kata, semoga laporan ini dapat bermanfaat bagi kita semua. Terima kasih.
Medan, Juli 2012 Penulis,
Sitihodijah Ritonga 070405015
INTISARI
Hexamine banyak digunakan sebagai bahan baku pembuatan peledak dan sebagai bahan baku antiseptik. Selain itu juga banyak digunakan di bidang industri seperti resin digunakan sebagai curing agent, karet digunakan sebagai accelerator yaitu agar karet menjadi elastis, tekstil digunakan sebagai shrinkproofing agent dan untuk memperindah warna, makanan digunakan sebagai
bahan fungisida dan serat selulosa digunakan untuk menambah elastisitas.
Pra rancangan pabrik pembuatan Hexamine dari formaldehid dan amoniak dengan proses Leonard, direncanakan akan berproduksi dengan kapasitas 6000 Ton/Tahun dan beroperasi selama 330 hari dalam satu tahun.
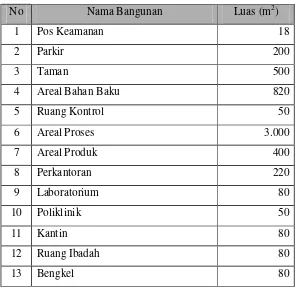
Lokasi pabrik yang direncanakan adalah di daerah dekat bahan baku yakni Jambi, dengan luas areal 11.208 m2. Tenaga kerja yang dibutuhkan 144 orang dengan bentuk badan usaha Perseroan Terbatas (PT) dengan sistem organisasi dan staf.
Hasil evaluasi ekonomi Pabrik Pembuatan Hexamine ini sebagai berikut: Total Modal Investasi : Rp. 591.144.847.297,-
Total Biaya Produksi : Rp. 316.330.291.993,- Hasil Penjualan : Rp. 540.000.030.240,-
Laba Bersih : Rp. 155.803.472.689,-
Profit Margin (PM) : 41,21 %
Break Even Point (BEP) : 46,56 %
Return on Investment (ROI) : 26,36 %
Pay Out Time (POT) : 3,79 tahun
Return on Network (RON) : 43,93 %
Internal Rate of Return (IRR) : 39,01 %
DAFTAR ISI
Hal
KATA PENGANTAR ...i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ...vii
DAFTAR GAMBAR ... xiii
DAFTAR TABEL
Hal
Tabel 1.1 Data Impor Hexamine Indonesia ... I-2 Tabel 2.1 Jenis Proses Pembuatan Hexamine Serta Kelebihan dan
Kekurangannya ... II-6 Tabel 3.1 Neraca Massa pada Reaktor (R-101) ...III-1 Tabel 3.2 Neraca Massa pada Evaporator I (FE-101) ...III-1 Tabel 3.3 Neraca Massa pada Evaporator II (FE-102) ...III-2 Tabel 3.4 Neraca Massa pada Centrifuge (FF-101) ...III-2 Tabel 3.5 Neraca Massa pada Rotarry Dryer (DE-101) ...III-2 Tabel 4.1 Neraca Energi pada Reaktor 1 (R-101) ... IV-1 Tabel 4.2 Neraca Energi pada Evaporator I (FE-101) ... IV-1 Tabel 4.3 Neraca Energi pada Ejektor 1 (EJ-101) ... IV-2 Tabel 4.4 Neraca Energi pada Kondensor 1 (E-101) ... IV-2 Tabel 4.5 Neraca Energi pada Evaporator II (FE-102) ... IV-2 Tabel 4.6 Neraca Energi pada Ejektor II (EJ-102) ... IV-3 Tabel 4.7 Neraca Energi pada Kondensor II (E-102) ... IV-3 Tabel 4.8 Neraca Energi pada Cooler (E-103) ... IV-3 Tabel 4.9 Neraca Energi pada Rotarry Dryer (DE-101) ... IV-4 Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan
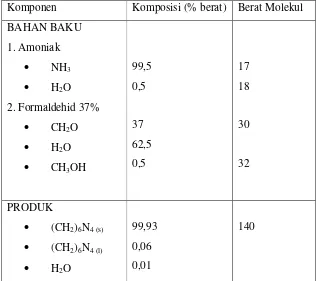
Tabel LA.1 Spesifikasi Bahan Baku dan Produk...LA-1
Tabel LB.34 Panas Masuk Alur 16 ...LB-25 Tabel LB.35 Rotary Dryer ...LB-25 Tabel LC.1 Ukuran dan Dimensi Standar Steam Ejektor ...LC-35
Tabel LD.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara Pendingin... Tabel LE.1 Perincian Harga Bangunan, dan Sarana Lainnya ... LE-1
Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3 Tabel LE.3 Estimasi Harga Peralatan Proses ... LE-6 Tabel LE.4 Estimasi Harga Peralatan Utilitas dan Pengolahan Limbah ... LE-7 Tabel LE.5 Biaya Sarana Transportasi ... LE-9 Tabel LE.6 Perincian Gaji Pegawai ... LE-12 Tabel LE.7 Perincian Biaya Kas ... LE-15 Tabel LE.8 Perincian Modal Kerja... LE-16 Tabel LE.9 Aturan Depresiasi Sesuai UU Republik Indonesia
No.17 Tahun 2000 ... LE-17 Tabel LE.10 Perhitungan Biaya Depresiasi Sesuai UU RI
DAFTAR GAMBAR
Hal
Gambar 6.1 Instrumentasi pada Alat ... VI-5 Gambar 7.1 Diagram Alir Pengolahan Air Pra Rancangan Pabrik Pembuatan
Hexamine dari Amoniak dan Formaldehid ...VII- 18
Gambar 8.1 Tata Letak Pra Rancangan Pabrik Pembuatan Hexamine ... VIII-9 Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pra Rancangan
Pabrik Pembuatan Hexamine ... IX-13 Gambar LD.1 Spesifikasi screening ... LD-1 Gambar LD.2 Grafik Entalpi dan Temperatur Cairan pada Cooling Tower .... LD-29 Gambar LD.3 Kurva Hy terhadap 1/(Hy*– Hy) ... LD-30 Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan (Storage)
DAFTAR LAMPIRAN
Hal
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1 LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1 LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1 LAMPIRAN D PERHITUNGAN SPESIFIKASI ALAT UTILITAS ... LD-1 LAMPIRAN E PERHITUNGAN ASPEK EKONOMI ... LE-1
INTISARI
Hexamine banyak digunakan sebagai bahan baku pembuatan peledak dan sebagai bahan baku antiseptik. Selain itu juga banyak digunakan di bidang industri seperti resin digunakan sebagai curing agent, karet digunakan sebagai accelerator yaitu agar karet menjadi elastis, tekstil digunakan sebagai shrinkproofing agent dan untuk memperindah warna, makanan digunakan sebagai
bahan fungisida dan serat selulosa digunakan untuk menambah elastisitas.
Pra rancangan pabrik pembuatan Hexamine dari formaldehid dan amoniak dengan proses Leonard, direncanakan akan berproduksi dengan kapasitas 6000 Ton/Tahun dan beroperasi selama 330 hari dalam satu tahun.
Lokasi pabrik yang direncanakan adalah di daerah dekat bahan baku yakni Jambi, dengan luas areal 11.208 m2. Tenaga kerja yang dibutuhkan 144 orang dengan bentuk badan usaha Perseroan Terbatas (PT) dengan sistem organisasi dan staf.
Hasil evaluasi ekonomi Pabrik Pembuatan Hexamine ini sebagai berikut: Total Modal Investasi : Rp. 591.144.847.297,-
Total Biaya Produksi : Rp. 316.330.291.993,- Hasil Penjualan : Rp. 540.000.030.240,-
Laba Bersih : Rp. 155.803.472.689,-
Profit Margin (PM) : 41,21 %
Break Even Point (BEP) : 46,56 %
Return on Investment (ROI) : 26,36 %
Pay Out Time (POT) : 3,79 tahun
Return on Network (RON) : 43,93 %
Internal Rate of Return (IRR) : 39,01 %
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan industri di Indonesia pada saat ini mengalami peningkatan di segala bidang, terutama industri-industri yang bersifat padat modal dan teknologi tinggi. Untuk itu Indonesia diharapkan mampu bersaing dengan negara-negara maju lainnya (Adetya, 2007).
Peningkatan yang secara pesat baik secara kualitatif maupun kuantitatif juga terjadi dalam industri kimia. Industri kimia yang dikembangkan di Indonesia selama ini, termasuk industri berskala besar yang padat modal dan berteknologi tinggi. Industri kimia ini umumnya menghasilkan produk berupa bahan baku bagi industri pemakainya (industri hilir) seperti industri plastik. Untuk itu, industri kimia diharapkan memegang peranan penting dalam penguatan dan pendalaman struktur industri, terutama yang berbasis pada pengolahan sumber daya alam sehingga memperkukuh keterkaitan antara industri hulu dengan industri hilir maupun antara sektor industri dengan sektor ekonomi lainnya.
Secara umum, industri kimia menunjukkan kenaikan produksi yang cukup mantap walaupun sempat dilanda krisis moneter. Hal tersebut dimungkinkan berkat adanya perluasan kapasitas produksi beberapa pabrik dan pembangunan pabrik-pabrik kimia baru, dan makin meningkatnya permintaan pasar terutama pasar ekspor. Peningkatan yang pesat ini selain didorong oleh meningkatnya permintaan ekspor sehingga beberapa pabrik melakukan perluasan kapasitas produksi, juga bertambahnya permohonan investasi baru untuk pembangunan pabrik-pabrik kimia hulu/dasar.
resin (curing agent), industri karet (accelerator yaitu agar karet menjadi elastis), industri tekstil (shrink-proofing agent dan untuk memperindah warna), industri serat selulosa (menambah elastisitas), dan pada industri buah digunakan sebagai fungisida pada tanaman jeruk untuk menjaga tanaman dari serangan jamur. (Kent,J.A., 1974).
Kebutuhan hexamine terus meningkat dari tahun ketahun. Menurut BPS (2004 - 2010), impor hexamine Indonesia seperti pada Tabel 1.1 berikut ini.
Tabel 1.1 Impor Hexamine Indonesia
Tahun Impor
Berat bersih (kg)
2004 9.612
2005 9.238
2006 5.778
2007 6.887
2008 11.887
2009 9.649
2010 12.934
(BPS, 2004 - 2010)
Dari tabel di atas dapat dilihat bahwa impor hexamine ke Indonesia meningkat setiap tahunnya. Negara import hexamine adalah seperti Cina, Jepang, Amerika , India, dan lain-lain. Jelas bahwa Indonesia merupakan salah satu negara tujuan import hexamine dunia.
1.2 Perumusan Masalah
mengatasi masalah tersebut adalah dengan mendirikan pabrik hexamine di Indonesia.
1.3 Tujuan Pra Rancangan Pabrik
Tujuan dari Pra Rancangan Pabrik Pembuatan Hexamine dari amoniak dan formaldehid dengan proses Leonard adalah :
1. Untuk menerapkan pengetahuan ilmu teknik kimia yang telah diterima di Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara, khususnya dimensi alat, desain proses, dan kelayakan ekonomi
2. Untuk membuat hexamine sehingga diharapkan dengan dibangunnya pabrik hexamine ini akan dapat memenuhi kebutuhan dalam negeri dan
meningkatkan ekspor hexamine sehingga dapat meningkatkan devisa negara dan mendorong pertumbuhan industri yang menggunakan hexamine sebagai bahan baku maupun bahan pendukung.
BAB II
TINJAUAN PUSTAKA
2.1 Hexamine
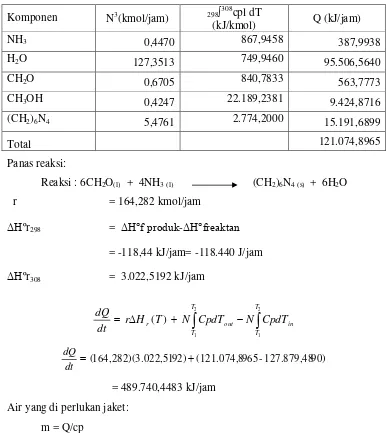
Hexamine merupakan produk dari reaksi antara amonia dan formalin dengan menghasilkan air sebagai produk samping.
6CH2O(l) + 4NH3(l) (CH2)6N4 + 6H2O
Gambar 2.1 Reaksi formaldehid dengan amoniak
Hexamethylenetetramine (HMTA) atau biasa disebut sebagai hexamine merupakan salah satu produk industri kimia yang sangat penting bagi kehidupan. Selama Perang Dunia ke II bahan ini banyak digunakan sebagai bahan baku pembuatan cyclonite yang mempunyai daya ledak sangat tinggi. Setelah masa perang usai, bahan peledak ini masih diperlukan untuk keperluan pertahanan dan keamanan dan industri pertambangan. Hexamine banyak digunakan juga dalam berbagai bidang antara lain: bidang kedokteran (bahan baku antiseptik), industri resin (curing agent), industri karet (accelerator yaitu agar karet menjadi elastis), industri tekstil (shrink-proofing agent dan untuk memperindah warna), industri serat selulosa (menambah elastisitas), dan pada industri buah digunakan sebagai fungisida pada tanaman jeruk untuk menjaga tanaman dari serangan jamur. (Kent,J.A., 1974)
2.2 Sifat-Sifat Bahan Baku, Bahan Penyerta, dan Produk
Bahan baku yang digunakan dalam pembuatan hexamine ini adalah amoniakdan formaldehid. Sifat-sifat bahan baku, bahan pembantu, dan produk dapat dilihat sebagai berikut.
2.2.1 Amoniak
Berat molekul : 17,03 kg/kg mol
Warna : tak berwarna
Titik didih : -33,35 °C (101,3 KPa)
Titik leleh : -77,7 °C
Specific heat : 2097,2 (0 °C)
2226,2 (100 °C) Kelarutan dalam air (%wt) : 42,8 (0 °C)
14,1 (60 °C)
Specific gravity : 0,690 (-40 °C)
0,639 (0 °C) 0,590 (40 °C) Berat jenis (%wt) : 0,970 (8 °C)
0,618 (100 °C)
Kemurnian : 99,5 %
Impuritas : 0,5 % H2O
2.2.2 Formaldehid (CH2O)
Berat molekul : 30,03 kg/kg mol
Fase : gas
Berat jenis : 0,8153 g/cm3 (-20 °C) 0,9151 g/cm3 (-80 °C) Titik didih : -19 oC (101,3 Kpa) Titik cair : -118 oC
Suhu kritis : 137,2 – 141,2 °C Tekanan kritis : 6,784 – 6,637 Mpa
Entropi : 218,8 J/mol.K
Panas pembakaran : 561 KJ/mol
2.2.3 Formalin (CH2O)
Fase : cair Bau : tajam
Titik didih : 96 oC Titik cair : -15 oC Kemurnian : 37 %
Impuritas : 62,5 % H2O : 0,5 % CH3OH
2.2.4 Hexamethylenetetramine ((CH2)6N4)
Berat molekul : 140,19 kg/kg mol
Fase : padat
Bentuk : kristal
Warna : putih dan berkilauan Specific grafity : 1,270 (25°C)
Titik didih : 285-295 oC
Kelarutan dalam air : 46,5 gr/100 gr air (25 °C) : 43,4 gr/100 gr air (70 °C)
Kemurnian : 99,93 %
Impuritas : 0,01 H2O
0,06 impuritas lain
2.3 Perhitungan Rumus Antoine
Persamaan Antoine digunakan untuk menentukan tekanan penyimpanan ammonia dalam fasa cair.
Ln P
C T
B A Nilai :
A = 15,49 B = 2363,24 C = -22,6207 T = 35oC = 308K
Ln P
6207 , 22 308
24 , 2363 49
, 15
Ln P = 7,208 P = 1351 Kpa Psebenarnya= 13,33 atm Pteoritis = 11,5 atm
Jd amoniak berbentuk fasa cairan
2.4 Proses Pembuatan Hexamine
Dalam pembutan hexamine secara komersial dengan bahan baku amonia dan formaldehid dikenal 3 (tiga) macam proses, yaitu :
2.3.1 Proses Meissner
Proses ini pertama kali dikembangkan oleh Firtz Meissner pada tahun 1938 di Jerman Barat. Bahan baku yang digunakan adalah gas amonia dan gas formaldehid. Reaksi yang terjadi adalah sebagai berikut :
6CH2O + 4NH3 C6H12N4 + 6H2O
Konversi dari proses ini adalah 97 % dan yield proses ini mencapai 95 % (European Patent Office no. 0468353b).
2.3.2 Proses Leonard
Bahan baku yang digunakan dalam proses ini adalah amonia cair dan larutan formalin dengan konsentrasi 37 %. Reaksi yang terjadi adalah sebagai berikut :
6CH2O + 4NH3 (CH2)6N4 + 6H2O + 28,2 kkal Reaksi berlangsung pada suhu 30 – 50oC dengan pH 7-8. Untuk mempertahankan suhu digunakan pendingin air. Larutan formalin yang mengandung metanol kurang dari 2 % diumpankan bersama dengan amonia cair ke dalam reaktor. Produk yang keluar dari reaktor kemudian masuk ke dalam evaporator. Di dalam evaporator terjadi penguapan sisa–sisa reaktan dan mulai terjadi proses pengkristalan. Produk keluar evaporator kemudian dimasukkan ke dalam centrifuge dan dikeringkan di dryer, setelah itu produk kemudian dikemas. Dengan proses ini dapat diperoleh yield overall sebesar 95 – 96 % berdasarkan reaktan formalin. (Kent, J. A., 1974) Konversi dari reaksi pembuatan hexamine dari amonia dan formalin pada proses ini adalah 98 %. (Kermode & Stevens, 1965)
2.3.4 Proses AGF Lefebvre
Bahan baku yang digunakan dalam proses ini adalah larutan formalin bebas metanol sebesar 30-37 % berat dan gas anhidrat amonia. Reaksi yang terjadi adalah sebagai berikut :
6CH2O + 4NH3 C6H12N4 + 6H2O
dibagian bawah evaporator yaitu di dalam salt box kemudian diumpankan kedalam centrifuge untuk memisahkan kristal hexamine dan air. Untuk memperoleh bahan dengan kemurnian yang tinggi, air yang masih banyak mengandung kristal hexamine (mother liquor) yang keluar dari centrifuge dikembalikan ke evaporator. Setelah itu produk dikeringkan dan dikemas. Dengan proses ini mempunyai konversi 97 % dan didapatkan yield sebesar 95 %. (Gupta, R. K., 1987).
2.5 Pemilihan Proses
Dengan melihat ketiga macam proses di atas maka dalam prarancangan pabrik hexamine dipilih proses Leonard dengan beberapa pertimbangan sebagai berikut:
Tabel 2.1 Jenis Proses Pembuatan Hexamine Serta Kelebihan Dan Kekurangannya
No Jenis Proses Kelebihan Kekurangan
1 Meissner Proses pembentukan
hexamine cepat.
Konversi reaksi
mencapai 97% dan yield 95%
Bahan baku berfasa gas, sehingga memerlukan volum tangki penyimpanan dan reaktor yang besar.
2 Leonard Penanganannya mudah. Bahan baku berfasa cair
Konversi reaksi
mencapai 98% dan yield 95 – 96 %
Prosesnya lebih panjang.
3 AGF Lefebvre Konversi reaksi mencapai 97 % dan yield 95%
2.6 Deskripsi Proses
Larutan formalin disimpan dalam tangki penyimpanan (TT-101) pada suhu 35oC dan tekanan 11,5 atm. Dari tangki ini formalin dialirkan ke dalam reaktor menggunakan pompa (J-101) pada tekanan tinggi yaitu 11,5 atm. Amonia disimpan dalam tangki penyimpan (TT-102) pada tekanan 11,5 atm dan pada suhu 35oC sehingga amonia tetap dalam kondisi cair. Kemudian dialirkan ke dalam reaktor dengan menggunakan pompa (J-102).
BAB III
NERACA MASSA
3.1 Neraca Massa Reakrot R-101
Tabel 3.1 Neraca Massa pada Reaktor R-101
Komponen
Alur Masuk (kg/jam)
Alur Keluar
(kg/jam)
1
2
3
NH
3379,9716
7,5994
H
2O
1,9094
1698,9987
2292,3227
CH
2O
1005,8072
20,1161
CH
3OH
13,5920
13,5920
(CH
2)
6N
4766,6486
381,8811
2718,3979
3100,2789
Total
3100,2789
3100,2789
3.2 Neraca Massa Evaporator FE-101
Tabel 3.2 Neraca Massa pada Evaporator FE-01
Komponen
Alur Masuk (kg/jam)
Alur Keluar (kg/jam)
3
14
4
5
NH
37.5994
0.0000
7.5994
H
2O
2292.3227
21.9859
231.4309
2082.8778
CH
2O
20.1161
0.0001
0.0402
20.0760
CH
3OH
13.5920
0.0019
0.1631
13.4308
(CH
2)
6N
4(l)766.6486
182.6145
427.1684
(CH
2)
6N
4(s)522.0947
3100.2792
204.6024
1180.8973
2123.9840
3.3 Neraca Massa Evaporator FE-102
Tabel 3.3 Neraca Massa pada Evaporator FE-102
Komponen
Alur Masuk
(kg/jam)
Alur Keluar (kg/jam)
4
8
9
H
2O
231.4309
23.1431
208.2878
CH
2O
0.0402
0.0001
0.0402
CH
3OH
0.1631
0.0020
0.1612
(CH
2)
6N
4(l)427.1684
192.2258
(CH
2)
6N
4(s)522.0947
757.0373
1180.8973
972.4083
208.4891
Total
1180.8973
1180.8973
3.4 Neraca Massa Centrifius FF-101
Tabel 3.4 Neraca Massa pada Centrifius FF-101
Komponen
Alur Masuk
(kg/jam)
Alur Keluar (kg/jam)
12
13
14
H
2O
23.1431
1.1572
21.9859
CH
2O
0.0001
0.0000
0.0001
CH
3OH
0.0020
0.0001
0.0019
(CH
2)
6N
4(l)192.2258
9.6113
182.6145
(CH
2)
6N
4(s)757.0374
757.0373
972.4082
767.8059
204.6024
3.5 Neraca Massa Rotari Dryer DE-101
Tabel 3.5 Neraca Massa pada Rotari Dryer DE-101
Komponen
Alur Masuk
(kg/jam
Alur Keluar (kg/jam)
15
16
17
H
2O
1.1572
0.0579
1.0993
CH
3OH
0.0001
0.0000
0.0001
(CH
2)
6N
4(l)9.6113
0.4806
9.1307
(CH
2)
6N
4(s)757.0374
757.0374
767.8059
757.5758
10.2301
BAB IV
NERACA ENERGI
Basis perhitungan : 1 jam
Satuan operasi : kiloJoule/jam (kJ/jam) Temperatur Basis : 25oC (298,15 K)
4.1 Reaktor (R-101)
Tabel 4.1 Neraca energi pada R-101
Komponen Masuk Keluar
Umpan 127.879,4890 -
Produk - 121.074,8965
Panas reaksi - 496.545,0408
Steam 489.740,4483 -
Total 617.619,9373 617.619,9373
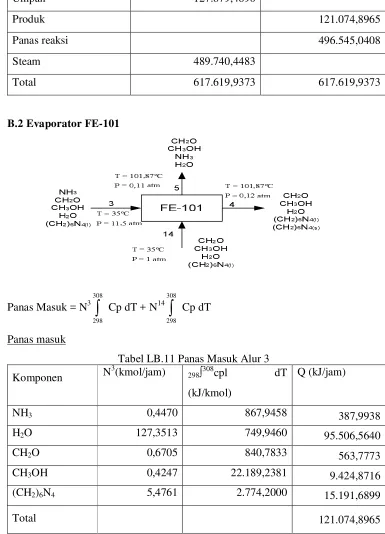
4.2 Evaporator 1 (FE-101)
Tabel 4.2 Neraca energi pada FE-101
Komponen Qmasuk (kJ/jam) Qkeluar (kJ/jam)
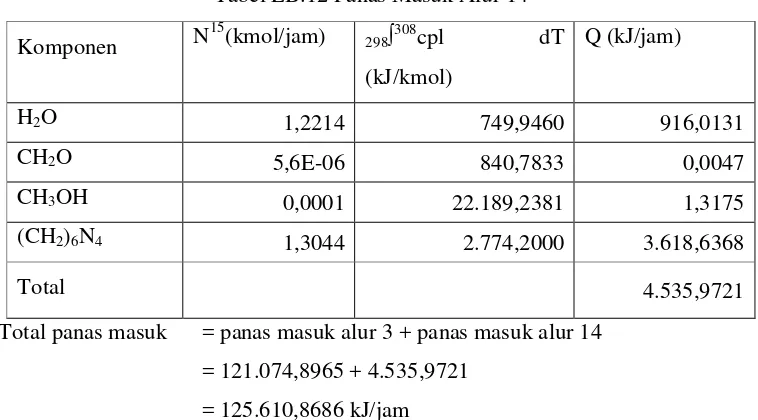
Umpan 125.610,8686 -
Produk - 5.976.090,0266
Steam 5.850.479,1579 -
4.3 Ejector I (EJ-101)
Tabel 4.3 Neraca energi pada EJ-101
Komponen Qmasuk (kJ/jam) Qkeluar (kJ/jam)
Umpan 5.826.567,2298 -
Produk - 5.798.623,4106
Steam -27.943,8192 -
Total 5.798.623,4106 5.798.623,4106
4.4 Kondensor I (E101)
Tabel 4.4 Neraca energi pada E-201
Komponen Q masuk (kJ/jam) Q keluar (kJ/jam)
Umpan 5.798.623,4106 -
Produk - 1.053.236,9228
Panas yang dilepas - 4.745.386,4878
Total 5.798.623,4106 5.798.623,4106
4.5 Evaporator II (FE-102)
Tabel 4.5 Neraca energi pada FE-102
Komponen Qmasuk (kJ/jam) Qkeluar (kJ/jam)
Umpan 149.522,7968 -
Produk - 742.421,5219
Steam 592.898,7251 -
4.6 Ejector II (EJ-102)
Tabel 4.6 Neraca energi pada EJ-102
Komponen Qmasuk (kJ/jam) Qkeluar (kJ/jam)
Umpan 586.494,1966 -
Produk - 566.723,0588
Steam -19.771,13777 -
Total 566.723,0588 566.723,0588
4.7 Kondensor II (E-102)
Tabel 4.7 Neraca energi pada E-102
Komponen Q masuk (kJ/jam) Q keluar (kJ/jam) Umpan
566.723,0588 -
Produk - 470.663,8019
Panas yang dilepas - 96.059,2569
Total 566.723,0588 566.723,0588
4.8 Cooler (E-103)
Tabel 4.8 Neraca energi pada E-103
Komponen Qmasuk (kJ/jam) Qkeluar (kJ/jam)
Umpan 155.927,3253 -
Produk - 17.266,8740
Panas yang dilepas - 138.660,4513
Total 155.927,3253 155.927,3253
4.9 Rotary Dryer (DE-101)
Tabel 4.10 Neraca energi pada DE-101
Komponen Masuk Keluar
Umpan 17.266,8740 -
Produk - 216.723,4872
Steam 199.456,6132 -
BAB V
SPESIFIKASI PERALATAN
5.1 Tangki TT-101
Fungsi : Menyimpan bahan baku formaldehid 37% untuk kebutuhan 30 hari
Bentuk : Silinder vertikal dengan alas datar dan tutup ellipsoidal Bahan konstruksi : Carbon Steel SA –283 Grade C
Jumlah : 2 unit
Kapasitas : 1.062,1045 m3 Kondisi operasi :
- Temperatur : 35 °C - Tekanan : 11,5 atm Kondisi fisik :
Silinder
- Diameter : 10,7740 m - Tinggi : 14,3653 m - Tebal : 51/2 in
Tutup
- Diameter : 10,7740 m - Tinggi : 2,6935 m - Tebal : 51/2 in
5.2 Tangki T-102
Fungsi : Tempat penyimpanan bahan baku amoniak dalam keadaan cair
Bentuk : Silinder vertikal dengan alas datar dan tutup torisperhical dished
head
Bahan konstruksi : Carbon Steel SA –283 Grade C
Kapasitas : 562,9956 m3 Kondisi operasi :
- Temperatur : 35 °C - Tekanan : 11,5 atm Kondisi fisik :
Silinder
- Diameter : 8,7194 m - Tinggi : 11,6259 m - Tebal : 41/2 in
Tutup
- Diameter : 8,7194 m - Tinggi : 2,1799 m - Tebal : 41/2 in
5.3 Reaktor (R-210)
Fungsi : Tempat terjadinya reaksi antara amoniak dengan formaldehid
Tipe : Mixed flow reactor
Bahan konstruksi : stainless steel type 316 (SA-204)
Bentuk : Silinder vertical dengan alas dan tutup ellipsoidal
Jumlah : 1 unit
Kondisi Operasi : Suhu Tekanan
= =
35oC 11,5 atm
Dimensi Reaktor
- Silinder : Tinggi = 1,7297 m
Diameter = 1,0644 m
Tebal = 1 1/2 in
- Tutup : Jenis = ellipsoidal
Tinggi = 0,0665 m
Tebal =
1 2 1
in
Jumlah Buffle = 4 buah Diameter Impeller = 1,1640 ft
Daya Motor = 1/2 hp
- Jaket Pendingin : Diameter = 1,3200 m Tebal Jaket
= 1 2 1
in 5.4 Evaporator FE-101
Fungsi : Menguapkan sisa CH2O, CH3OH, NH3,dan sebagian air dari produk reaktor
Bentuk : Long-tube Vertical Evaporator Tipe : Single Effect Evaporator Jenis : 1-2 shell and tube exchanger
Dipakai : 3/4 in OD Tube 18 BWG, panjang = 12 ft, 2 pass Jumlah : 1 unit
Kondisi Operasi : T = 101,87 0C
Diameter luar tube (OD) = 3/4 in
Jenis tube = 18 BWG
Pitch (PT) = 1 in triangular pitch
Panjang tube (L) = 12 ft
Jumlah tube: 138 tube dengan ID shell 15 1/4 in.
5.5 Evaporator FE-102
Fungsi : Menguapkan sisa CH2O, CH3OH,dan sebagian air dari produk evaporator 01
Bentuk : Long-tube Vertical Evaporator Tipe : Single Effect Evaporator Jenis : 1-2 shell and tube exchanger
Dipakai : 3/4 in OD Tube 18 BWG, panjang = 12 ft,2 pass Jumlah : 1 unit
Diameter luar tube (OD) = 3/4 in
Jenis tube = 18 BWG
Pitch (PT) = 1 in triangular pitch
Panjang tube (L) = 12 ft
Jumlah tube: 138 tube dengan ID shell 8 in.
5.6 Centrifuge (CF – 101)
Fungsi : Memisahkan kristal hexamine dari mother liquornya Jenis : Nozzle discharge centrifuge
Kondisi operasi : Temperatur = 35 0C
Tekanan : 1 atm
Bahan konstruksi : Carbon steel, SA-285 Grade C
Jumlah = 1 buah
Kapasitas centrifuge = 3,8934 gpm Diameter bowl = 10 in
Speed = 10000 rpm
Daya motor = 20 Hp
5.7 Rotary Dryer DE-101
Fungsi : Mengurangi kadar cairan yang terikut pada hasil padatan hexamine
Jenis : Steam Tube Dryer
Bahan konstruksi : Carbon Steel SA –283 Grade C
Jumlah : 1 unit
Kondisi operasi : - Temperatur : 45 °C - Tekanan : 11,5 atm Kondisi fisik :
- Diameter : 0,965 m
- Panjang : 4,572 m
- Daya motor : 2,2 hp - Tube steam OD : 114 - Jumlah tube steam : 14
5.8 Steam Ejector EJ-101
Fungsi : Memvakumkan evaporator hingga 0,1 atm
Jenis : Steam jet ejector
Bahan konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasi steam ejector :
steam nozzle = 3 in
- Panjang total steam ejector (A) = 64 43 31 in
- Panjang diffuser body (B) = 16
7 26 in
- Panjang booster body (C) =
16 15 5 in
- Lebar Suction Chamber (D) =
8 5 4 in - Diameter lubang inlet bahan masuk (E) = 3in - Diameter lubang discharge (F) = 3in - Diameter lubang inlet steam (G) = 2 in
5.9 Steam Ejector EJ-102
Fungsi : Memvakumkan evaporator hingga 0,1 atm
Jenis : Steam jet ejector
Bahan konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasi steam ejector :
steam nozzle = 2 1/2 in
- Panjang diffuser body (B) = 16
1 22 in
- Panjang booster body (C) =
64 37
4 in
- Lebar Suction Chamber (D) =
8 7 3 in - Diameter lubang inlet bahan masuk (E) =
2 1 2 in - Diameter lubang discharge (F) =
2 1 2 in - Diameter lubang inlet steam (G) =
2 1 1 in
5.10 Screw Conveyor (SC-101)
Fungsi : Mengangkut cake dari centrifuge untuk
diumpankan ke rotary
dryer
Bentuk : horizontal screw conveyor Bahan konstruksi : Carbon steel
Jumlah : 1 unit Jarak angkut : 5 m
Kondisi operasi : Temperatur = 40 °C Tekanan = 1 atm
Laju alir : F = 767,8059 kg/jam = 0,2414 kg/detik Densitas : ρ = 1329,339 kg/m3 = 82,99098 lbm/ft3 Laju alir volumetric : Q = 0,007454 ft3/jam
Daya motor : 0,007114 hp
5.11 Cooler (E-103)
Fungsi : Untuk menurunkan suhu dari evaporator
ke
centrifuge
Jenis : 1-2 shell and tube exchanger
Fluida panas
:
Laju alir fluida masuk (W) : 972,4082 kg/jam = 2.143,8044 lbm/jam
Temperatur masuk (T
1)
: 115,25°C
= 239,432°F
Temperatur keluar (T2) : 35°C = 95°F
Fluida dingin :
Laju alir fluida masuk (w) : 1.105,7452 kg/jam = 2.437,7637 lbm/jam
Temperatur masuk (t
1)
: 30
0C = 86
0F
Temperatur keluar (t2) : 60°C = 140°F
Tube
Jumlah tube : 36 buah
Jumlah pass : 2
OD : 3/4 in
Panjang : 6 ft
BWG : 18
Pitch : 15/16 in, triangular
∆Pf : 02247 psi
Shell
ID : 10 in
∆Ps : 0,2256 psi
Jumlah pass : 2
5.12 Bucket Elevator (BE)
Fungsi : Mengangkut produk hexamine padatan dari SC menuju silo
Jenis : Centrifugal Discharge Elevator Bahan Konstruksi : Carbon steel
Kapasitas : 909,0909 kg/jam Dimensi Bucket Elevator
- Ukuran = 102 in
- Kecepatan = 43 putaran/menit
- Lebar = 7 in
- Jarak antar Bucket = 7 in
Daya : ½ hp
5.13 Pompa J-101
Fungsi : Mengalirkan larutan formaldehid 37% dari tangki penyimpanan ke dalam
Reaktor
Jenis : Pompa sentrifugal
Spesifikasi :
- Debit pompa (Q) = 6,8294 10-4m3/detik - Jumlah pompa = 1 buah
- Diameter pompa = 1 1/2in
- Schedule number = 40
- Kecepatan alir = 0,52014 m/detik - Total friksi = 16,9448 J/kg - Kerja poros = 62,4838 J/kg - Daya pompa = 1/12 hp
5.14 Pompa J-102
Fungsi : Mengalirkan larutan amonia dari tangki penyimpanan ke dalam Reaktor
Jenis : Pompa sentrifugal
Spesifikasi :
- Debit pompa (Q) = 1,8100 x 10-4 m3/detik - Jumlah pompa = 1 buah
- Diameter pompa = 0,75in
- Kecepatan alir = 0,5260 m/detik - Total friksi = 34,5040 J/kg - Kerja poros = 85,8960 J/kg - Daya pompa = 1/24 hp
5.15 Pompa J-103
Fungsi : Mengalirkan campuran fluida dari reaktor menuju evaporator Jenis : Pompa sentrifugal
Spesifikasi :
- Debit pompa (Q) = 8,0354 x 10-4 m3/detik - Jumlah pompa = 1 buah
- Diameter pompa = 1 ½ in
- Schedule number = 40
- Kecepatan alir = 0,6120 m/detik - Total friksi = 12,7459 J/kg - Kerja poros = 18,1489 J/kg - Daya pompa = 1/24 hp
5.16 Kondensor E-101
Fungsi : Menurunkan temperature campuran serta mengubah fasanya menjadi cair
Jenis : 2-4 shell and tube exchanger Kondisi operasi :
Temperatur fluida panas masuk = 101,380C
Temperatur fluida panas keluar = 350C
Temperatur fluida dingin masuk = 300C
Temperatur fluida dingin keluar = 600 C
Diameter luar tube (OD) = 3/4 in
Jenis tube = 18 BWG
Pitch (PT) = 1 in triangular
pitch
Jumlah tube = 178 tube
5.17 Kondensor E-102
Fungsi : Menurunkan temperature campuran serta mengubah fasanya menjadi cair
Jenis : 2-4 shell and tube exchanger
Kondisi operasi :
Temperatur fluida panas masuk = 101,380C
Temperatur fluida panas keluar = 350C
Temperatur fluida dingin masuk = 300C
Temperatur fluida dingin keluar = 600 C
Diameter luar tube (OD) = 3/4 in
Jenis tube = 18 BWG
Pitch (PT) = 1 in triangular
pitch
Panjang tube (L) = 12 ft
Jumlah tube = 178 tube
5.18 Pompa J-104
Fungsi : Mengalirkan larutan amonia dari evaporator I ke evaporator II Jenis : Pompa sentrifugal
Spesifikasi :
- Debit pompa (Q) = 2,5959 x 10-4 m3/detik - Jumlah pompa = 1 buah
- Diameter pompa = 1 in
- Schedule number = 40
5.19 Pompa J-105
Fungsi : Mengalirkan larutan amonia dari evaporator I ke cooler Jenis : Pompa sentrifugal
Spesifikasi :
- Debit pompa (Q) = 2,0402 10-4m3/detik - Jumlah pompa = 1 buah
- Diameter pompa = 1 in
- Schedule number = 40
- Kecepatan alir = 0,3663 m/detik - Total friksi = 39,1413 J/kg - Kerja poros = 92,0790 J/kg - Daya pompa = 1/24 hp
5.20 Pompa J-106
Fungsi : Mengalirkan campuran liquid dari cooler ke centrifuge Jenis : Pompa sentrifugal
Spesifikasi :
- Debit pompa (Q) = 2,0419 10-43 m3/detik - Jumlah pompa = 1 buah
- Diameter pompa = 1 in
- Schedule number = 40
- Kecepatan alir = 0,3663 m/detik - Total friksi = 11,9393 J/kg - Kerja poros = 66,8844 J/kg - Daya pompa = 1/24 hp
5.21 Pompa J-107
Fungsi : Mengalirkan campuran mother liquor dari centrifuge ke evaporator 1
Jenis : Pompa sentrifugal
Spesifikasi :
- Jumlah pompa = 1 buah - Diameter pompa = 1/2 in
- Schedule number = 40
- Kecepatan alir = 0,2239 m/detik - Total friksi = 12,8719 J/kg - Kerja poros = 57,0532 J/kg - Daya pompa = 1/24 hp
5.22 Gudang Produk (G-101)
Fungsi : tempat pengepakan dan penyimpanan produk
Bentuk : ruang segi empat, tertutup pada sisi samping oleh dinding dan atas oleh atap
Material : Beton bertulang untuk pondasi dan lantai, bata dengan perekat semen untuk dinding, dan seng dengan lapisan isolasi panas untuk atap
Jumlah : 1 unit
Kapasitas ruang : 409,8081 m3 Lama penyimpanan : 30 hari Panjang gudang total, p : 14,8556 m Lebar gudang total, l : 14,8556 m Tinggi gudang total, t : 10 m
5.23 Compressor (JC-101)
Fungsi : menaikkan tekanan sebelum ke tangki amoniak (T-101) Jenis : reciprocating compressor
Bahan konstruksi : baja karbon Tekanan masuk : 1 atm Tekanan keluar : 11,5 atm Kapasitas : 7,13 ft3/dtk Daya motor : 1/20 hp
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah suatu alat yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Alat-alat pengendali tersebut dipasang pada setiap peralatan penting agar dengan mudah dapat diketahui kejanggalan-kejanggalan yang terjadi pada setiap bagian. Pada dasarnya tujuan pengendalian adalah untuk mencapai harga error yang paling minimum.
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
Pada dasarnya sistem pengendalian terdiri dari : 1. Sensing Elemen/Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat
instrumen ini bekerja sebagai pencatat (recorder).
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah: 1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan 4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses
Instrumentasi yang umum digunakan dalam pabrik adalah : 1. Untuk variabel temperatur:
Temperature Controller (TC) adalah instrumentasi yang digunakan untuk
mengamati temperature suatu alat dan bila terjadi perubahan dapat melakukan pengendalian
Temperature Indicator Controller (TIC) adalah instrumentasi yang
digunakan untuk mengamati temperature dari suatu alat 2. Untuk variabel tinggi permukaan cairan
Level Controller (LC) adalah instumentasi yang digunakan untuk
mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Level Indicator Contoller (LIC) adalah instrumentasi yang digunakan untuk mengamati ketinggian cairan dalam suatu alat.
3. Untuk variabel tekanan
Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
Pressure Indicator Controller (PIC) adalah instrumentasi yang
digunakan untuk mengamati tekanan operasi suatu alat. 4. Untuk variabel aliran cairan
Flow Controller (FC) adalah instrumentasi yang digunakan untuk
mengamati laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Flow Indicator Controller (FIC) adalah instrumentasi yang digunakan
[image:48.612.134.506.358.624.2]untuk mengamati laju aliran atau cairan suatu alat. (Sumber: Kallen, 1961)
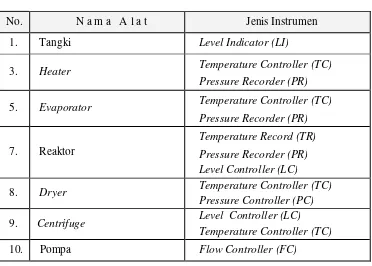
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan
Hexamine
No. N a m a A l a t Jenis Instrumen
1. Tangki Level Indicator (LI)
3. Heater Temperature Controller (TC)
Pressure Recorder (PR)
5. Evaporator Temperature Controller (TC)
Pressure Recorder (PR)
7. Reaktor
Temperature Record (TR)
Pressure Recorder (PR) Level Controller (LC)
8. Dryer Temperature Controller (TC)
Pressure Controller (PC)
9. Centrifuge Level Controller (LC)
Temperature Controller (TC)
Gambar 6.1 Instrumentasi pada Alat 6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain:
- Melakukan pelatihan secara berkala bagi karyawan
- Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin
- Memberikan keterampilan menggunakan peralatan secara benar dan cara-cara mengatasi kecelakaan kerja.
disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban para perancang untuk merencanakannya. Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut:
- Penanganan dan pengangkutan bahan harus seminimal mungkin . - Adanya penerangan yang cukup dan sistem pertukaran udara yang baik. - Jarak antar mesin-mesin dan peralatan lain cukup luas.
- Setiap ruang gerak harus aman dan tidak licin .
- Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran. - Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. - Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Keselamatan Kerja Pada Pabrik Pembuatan Hexamine
Dalam rancangan pabrik pembuatan hexamine, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut:
6.3.1 Pencegahan Terhadap Kebakaran dan Peledakan
- Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang strategis dan penting seperti laboratorium dan ruang proses. - Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang
cukup untuk pemeriksaan.
- Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan
karyawan.
keadaan siaga.
- Bahan-bahan yang mudah terbakar dan meledak harus disimpan dalam tempat yang aman dan dikontrol secara teratur.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu:
Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
Smoke detector adalah detector yang bekerja berdasarkan terjadinya
akumulasi asap dalam jumlah tertentu.
Gas detector adalah detector yang bekerja berdasarkan kenaikan
konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
Alarm Kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan mata secara jelas (visible alarm).
Panel Indikator Kebakaran
Panel Indikator Kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan kerja sistem dan terletak di ruang operator.
Tabel 6.1 peralatan perlindungan diri
Peralatan Jumlah (buah)
Pakaian dan perlengkapan pelindung 70
Sepatu pengaman 70
Pelindung mata 30
Masker udara 90
Sarung tangan 90
Pelindung kepala 90
6.3.3 Keselamatan Kerja Terhadap Listrik
- Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekring atau pemutus arus listrik otomatis lainnya.
- Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
- Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
- Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi.
- Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
- Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
- Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan Terhadap Gangguan Kesehatan
lokasi pabrik.
- Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
- Bahan-bahan kimia yang selama pembuatan, pengelolaan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat. - Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.5 Pencegahan Terhadap Bahaya Mekanis
- Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh.
- Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
- Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
- Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran. - Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung
untuk menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu :
- Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. - Setiap peraturan dan ketentuan yang ada harus dipatuhi.
- Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
- Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam
memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan hexamine adalah sebagai berikut:
1. Kebutuhan uap (steam) 2. Kebutuhan air
3. Kebutuhan bahan kimia 4. Kebutuhan bahan bakar 5. Kebutuhan listrik 6. Unit pengolahan limbah
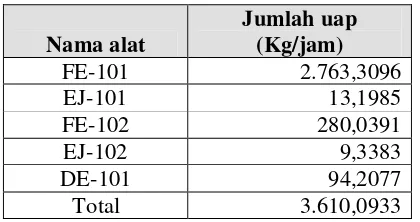
7.1 Kebutuhan Uap (Steam)
[image:55.612.215.425.480.591.2]Uap digunakan dalam pabrik sebagai media pemanas Kebutuhan uap pada pabrik pembuatan hexamine dapat dilihat pada tabel di bawah ini.
Tabel 7.1 Kebutuhan uap sebagai media pemanas
Nama alat
Jumlah uap (Kg/jam)
FE-101 2.763,3096
EJ-101 13,1985
FE-102 280,0391
EJ-102 9,3383
DE-101 94,2077
Total 3.610,0933
Tambahan untuk faktor keamanan diambil sebesar 30 %.
Jadi total steam yang dibutuhkan = 1,3 x 3610,0933 kg/jam = 4108,1212 kg/jam. Diperkirakan 80 % kondensat dapat digunakan kembali, sehingga
7.2 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting, baik untuk kebutuhan proses maupun kebutuhan domestik. Kebutuhan air pada pabrik pembuatan hexamine adalah sebagai berikut:
Air untuk ketel uap = (4108,1212 – 2528,0746) kg/jam = 1580,0466 kg/jam Air pendingin
Tabel 7.2 Kebutuhan air pendingin pada alat Nama Alat Jumlah air (kg/jam)
R-101 1,2611
E-101 8.399,0185
E-102 766,0228
E-103 1.105,7452
Total 10.272,0476
Air pendingin bekas digunakan kembali setelah didinginkan dalam menara pendingin air. Dengan menganggap terjadi kehilangan air selama proses sirkulasi, maka air tambahan yang diperlukan adalah jumlah air yang hilang karena penguapan, drift loss, dan blowdown (Perry, 1997).
Air yang hilang karena penguapan dapat dihitung dengan persamaan:
We = 0,00085 Wc (T2 – T1) (Pers.
12-10, Perry, 1997) Di mana :
Wc = jumlah air pendingin yang diperlukan = 10.272,0476 kg/jam T1 = temperatur air pendingin masuk = 30°C = 86°F
T2 = temperatur air pendingin keluar = 60°C = 140°F
Maka
We = 0,0085 x 10.272,0476 x (140-86) = 471,4870 kg/jam
Air yang hilang karena drift loss biasanya 0,1 – 0,2 % dari air pendingin yang masuk ke menara air (Perry, 1997). Ditetapkan drift loss 0,2 %, maka:
Air yang hilang karena blowdown bergantung pada jumlah siklus sirkulasi air pendingin, biasanya antara 3 – 5 siklus (Perry, 1997). Ditetapkan 5 siklus, maka:
1 S
W
W e
b (Pers, 12-12, Perry,
1997)
1 5 471,4870
Wb
= 117,8717 kg/jam
Sehingga air tambahan yang diperlukan = 471,4870 + 20,5441 + 117,8717
= 609,9028 kg/jam
Air untuk berbagai kebutuhan
Tabel 7.3 Pemakaian air untuk berbagai kebutuhan Kebutuhan Jumlah air (kg/jam)
Domestik dan kantor 576
Laboratorium 50
Kantin dan tempat ibadah 150
Poliklinik 50
Total 826
Sehingga total kebutuhan air yang memerlukan pengolahan awal adalah
= 10.272,0476 + 1580,0466 + 609,9028 + 826 = 13.287,9971 kg/jam
Sumber air untuk pabrik pembuatan hexamine ini berasal dari sungai batanghari, Sumatera selatan . Kualitas air dapat diasumsikan sebagai berikut :
Tabel 7.4 Kualitas air sungai
Parameter Satuan Kadar
Suhu
Total Amonia (NH3-N) Besi (Fe)
Cadmium (Cd)
°C mg/L mg/L mg/L
26,6 0,0005
Clorida (Cl) Mangan (Mn) Calcium (Ca) Magnesium (Mg) Oksigen terlarut (O2) Seng (Zn)
Sulfat (SO4) Tembaga (Cu) Timbal (Pb) Hardness (CaCO3)
mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L
60 0,028
45 28 5,66 >0,0004
42 0,01 0,648
95
Sumber : Laporan Akhir Bidang Pengendalian Pencemaran Lingkungan, Bapedal SUMUT
Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air dibangun fasilitas penampungan air (water intake) yang juga merupakan tempat pengolahan awal air sungai. Pengolahan ini meliputi penyaringan sampah dan kotoran yang terbawa bersama air. Selanjutnya air dipompakan ke lokasi pabrik untuk diolah dan digunakan sesuai dengan keperluannya. Pengolahan air di pabrik terdiri dari beberapa tahap, yaitu:
1. Screening 2. Klarifikasi 3. Filtrasi
4. Demineralisasi 5. Deaerasi
7.2.1 Screening
Pengendapan merupakan tahap awal dari pengolahan air. Pada screening, partikel-partikel padat yang besar akan tersaring tanpa bantuan bahan kimia. Sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya.
7.2.2 Klarifikasi
Al2(SO4)3 dan larutan abu Na2CO3. Larutan Al2(SO4)3 berfungsi sebagai koagulan utama dan larutan Na2CO3 sebagai koagulan tambahan yang berfungsi sebagai bahan pembantu untuk mempercepat pengendapan dan penetralan pH.
Setelah pencampuran yang disertai pengadukan maka akan terbentuk flok-flok yang akan mengendap ke dasar clarifier karena gaya grafitasi, sedangkan air jernih akan keluar melimpah (overflow) yang selanjutnya akan masuk ke penyaring pasir (sand filter) untuk penyaringan.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 : 0,54 (Baumann, 1971).
Total kebutuhan air = 13.287,9971 kg/jam Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 x 50 = 27 ppm
Larutan alum yang dibutuhkan = 50.10-6 x 13.287,9971 = 0,664 kg/jam Larutan abu soda yang dibutuhkan = 27.10-6 x 13.287,9971 = 0,3588 kg/jam
7.2.3 Filtrasi
Filtrasi berfungsi untuk memisahkan flok dan koagulan yang masih terikut bersama air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan, yaitu:
a. Lapisan I terdiri dari pasir hijau (green sand) b. Lapisan II terdiri dari anterakit
c. Lapisan III terdiri dari batu kerikil (gravel)
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand filter, air dipompakan ke menara air sebelum didistribusikan untuk berbagai
kebutuhan.
berupa kaporit, Ca(ClO)2. Khusus untuk air minum, setelah dilakukan proses klorinasi diteruskan ke penyaring air (water treatment system) sehingga air yang keluar merupakan air sehat dan memenuhi syarat-syarat air minum tanpa harus dimasak terlebih dahulu.
Total kebutuhan air yang memerlukan proses klorinasi = 800 kg/jam Kaporit yang digunakan direncanakan mengandung klorin 70 %
Kebutuhan klorin = 2 ppm dari berat air (Gordon, 1968)
Total kebutuhan kaporit = (2.10-6 x 800)/0,7 = 0,0024 kg/jam
7.2.4 Demineralisasi
Air untuk umpan ketel dan pendingin pada reaktor harus murni dan bebas dari garam-garam terlarut. Untuk itu perlu dilakukan proses demineralisasi. Alat demineralisasi dibagi atas:
1. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari resin. Resin yang digunakan bermerek Daulite C-20. Reaksi yang terjadi:
Na2R + Ca2+ CaR + 2Na+ Na2R + Mg2+ MgR + 2Na+
Untuk regenerasi dipakai NaCl berlebih dengan reaksi: CaR + 2NaCl Na2R + CaCl2
MgR + 2NaCl Na2R + MgCl2
2. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air dengan ion hidroksida dari resin. Resin yang digunakan bermerek Dowex 2. Reaksi yang terjadi:
2ROH + SO42- R2SO4 + 2OH ROH + Cl- RCl + OH
R2SO4 + 2NaOH Na2SO4 + 2ROH RCl + NaOH NaCl + ROH Perhitungan Kesadahan Kation
Air sungai mengandung kation Fe2+,Cd+2,Mn2+,Ca2+,Mg2+,Zn+2,Cu2+dan Pb+2 masing-masing 0,42 ppm, 0,023 ppm, 0,028 ppm, 45 ppm, 28 ppm, 0,0004 ppm, 0,01 dan 0,648 ppm (Tabel 7.4).
1 gr/gal = 17,1 ppm
Total kesadahan kation = 0,42 + 0,023 + 0,028 + 45 + 28 + 0,0004 + 0,01 + 0,648
= 74,1294 ppm / 17,1 = 4,3351 gr/gal Jumlah air yang diolah = 1.580,0466 kg/jam
= 3
3 x 264,17gal/m
kg/m 995,68
kg/jam 1.580,0466
= 419,2119 gal/jam
Kesadahan air = 4,3351 gr/gal x 419,2119 gal/jam x 24 jam/hari = 60,8536 kg/hari
Ukuran Cation Exchanger
Jumlah air yang diolah = 419,2119gal/jam = 6,9869 gal/menit Dari Tabel 12.4 , The Nalco Water Handbook, diperoleh:
- Diameter penukar kation = 3 ft - Luas penampang penukar kation = 9,62 ft2 - Jumlah penukar kation = 1 unit
Volume resin yang diperlukan
Total kesadahan air = 60,8536 kgr/hari
Dari Tabel 12.2, The Nalco Water Handbook, diperoleh : - Kapasitas resin = 20 kgr/ft3
Jadi, kebutuhan resin = 3
kgr/ft 20
kgr/hari
43,6153
= 2,1808 ft3/hari
Tinggi resin =
62 , 9 2,1808
= 0,2267 ft
Tinggi minimum resin adalah 30 in = 2,5 ft (Tabel 12.4, The Nalco Water Handbook)
Sehingga volume resin yang dibutuhkan = 2,5 ft x 9,62 ft2 = 24,05 ft3 Waktu regenerasi =
kgr/hari
43,6153
kgr/ft 20 x ft
24,05 3 3
= 11,0282 hari = 264,6775 jam
Kebutuhan regenerant NaCl = 43,6153 kgr/hari x 3 3
kgr/ft 20
lb/ft 6
= 13,0486 lb/hari = 0,2473 kg/jam
Perhitungan Kesadahan Anion
Air sungai mengandung Anion Cl-, SO42-, CO32-, masing-masing 60 ppm, 42 ppm, dan 95 ppm (Tabel 7.4).
1 gr/gal = 17,1 ppm
Total kesadahan anion = 60 + 42 + 95 = 197 ppm / 17,1 = 11,5205 gr/gal Jumlah air yang diolah = 1580,0466 kg/jam
= 3
3 x 264,17gal/m kg/m
995,68
kg/jam 1580,0466
= 419,2119 gal/jam
Kesadahan air = 11,5205 gr/gal x 419,2119gal/jam x 24 jam/hari
= 115,9084 kg/hari
Ukuran Anion Exchanger
Jumlah air yang diolah = 419,2119 gal/jam
- Luas penampang penukar kation = 9,62 ft2 - Jumlah penukar kation = 1 unit
Volume resin yang diperlukan
Total kesadahan air = 115,9084 kgr/hari
Dari Tabel 12.7, The Nalco Water Handbook, diperoleh : - Kapasitas resin = 12 kgr/ft3
- Kebutuhan regenerant = 5 lb NaOH/ft3 resin
Jadi, kebutuhan resin = 3
kgr/ft 12
kgr/hari
115,9084
= 9,6590 ft3/hari
Tinggi resin =
62 , 9 9,6590
= 1,0041 ft
Volume resin = 1,0041ft x 9,62 ft2 = 9,6590 ft3 Waktu regenerasi =
kgr/hari
115,9084
kgr/ft 12 x ft
9,6590 3 3
= 1 hari = 24 jam
Kebutuhan regenerant NaOH = 115,9084 kgr/hari x 3 3
kgr/ft 12
lb/ft 5
= 48,2952 lb/hari = 0,9128 kg/jam
7.2.5 Deaerator
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion (ion exchanger) dan kondensat bekas sebelum dikirim sebagai air umpan ketel. Pada deaerator ini, air dipanaskan hingga 90°C supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab gas-gas tersebut dapat menyebabkan korosi. Pemanasan dilakukan dengan menggunakan koil pemanas di dalam deaerator.
7.3 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia pada pabrik pembuatan hexamine adalah sebagai berikut: 1. Al2(SO4)3 = 0,6644kg/jam
3. Kaporit = 0,0024 kg/jam 4. NaCl = 0,2473 kg/hari 5. NaOH = 0,9128 kg/hari
7.4 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut:
1. Unit Proses = 180 hp
2. Unit Utilitas = 100 hp
3. Ruang kontrol dan laboratorium = 30 hp 4. Penerangan dan kantor = 30 hp
5. Bengkel = 40 hp
6. Perumahan = 130 hp
Total kebutuhan listrik = 180 + 100 + 30 + 30 + 40 + 130 = 510 hp x 0,7457 kW/hp = 380,3070 kW Efisiensi generator 80 %, maka
Daya output generator = 380,3070/0,8 = 475,383 kW
Untuk perancangan dipakai 2 unit diesel generator AC 500 kW, 220-240 Volt, 50 Hertz, 3 fase. (1 unit pakai dan 1 unit cadangan).
7.5 Kebutuhan Bahan Bakar
Bahan bakar yang digunakan untuk ketel uap dan pembangkit tenaga listrik (generator) adalah minyak solar karena minyak solar efisien dan mempunyai nilai bakar yang tinggi.
Keperluan Bahan Bakar Generator
Nilai bahan bakar solar = 19.860 Btu/lbm (Perry, 1999)
Densitas bahan bakar solar = 0,89 kg/L Daya output generator = 298,28 kW
Daya generator yang dihasilkan = 475,3838 kW(0,9478 Btu/det)/kW3600 det/jam
Jumlah bahan bakar = (1.622.047,3857 Btu/jam) / (19.860 Btu/lbm 0,45359 kg/lbm)
= 37,0469 kg/jam
Kebutuhan solar = (37,0469kg/jam) / (0,89 kg/ltr) = 41,6253 ltr/jam
Keperluan bahan bakar ketel uap untuk steam saturated 150 oC Uap yang dihasilkan ketel uap = 103,5461 kg/jam
Panas laten supereated steam (150C) = 2.276,936 kJ/kg (Smith, 1987) Panas yang dibutuhkan ketel
= 103,5461 kg/jam 2.276,936 kJ/kg / (1,05506 kJ/Btu) = 223.476,5752 Btu/jam
Efisiensi ketel uap = 75 % Panas yang harus disuplai ketel
= (223.476,5752 Btu/jam) / 0,75 = 297.968,7670 Btu/jam
Nilai bahan bakar solar = 19.860 Btu/lb (Perry, 1999)
Jumlah bahan bakar
= (297.968,7670 Btu/jam) / (19.860 Btu/lbm) 0,45359 kg/lbm = 6,8054 kg/jam
Kebutuhan solar = (6,8054 kg/jam) / (0,89 kg/ltr) = 7,6465 ltr/jam
Keperluan bahan bakar ketel uap untuk steam saturated 150 oC Uap yang dihasilkan ketel uap = 3.056,5472 kg/jam
Panas laten supereated steam (150C) = 2.357,136 kJ/kg (Smith, 1987) Panas yang dibutuhkan ketel
= 3.056,5472 kg/jam 2.357,136 kJ/kg / (1,05506 kJ/Btu) = 6.829.097,0691 Btu/jam
= (6.829.097,0691 Btu/jam) / 0,75 = 9.105.462,7589 Btu/jam
Nilai bahan bakar solar = 19.860 Btu/lb (Perry, 1999)
Jumlah bahan bakar
= (9.105.462,7589 Btu/jam) / (19.860 Btu/lbm) 0,45359 kg/lbm = 207,9631 kg/jam
Kebutuhan solar = (207,9631 kg/jam) / (0,89 kg/ltr) = 233,6664 ltr/jam
Total kebutuhan solar
= 41,6253 ltr/jam + 7,6465 ltr/jam + 233,6664 ltr/jam = 282,9383 ltr/jam
7.6 Unit Pengolahan Limbah
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau atmosfer, karena limbah tersebut mengandung bermacam-macam zat yang dapat membahayakan alam sekitar maupun manusia itu sendiri. Demi kelestarian lingkungan hidup, maka setiap pabrik harus
mempunyai unit pengolahan limbah.
Sumber-sumber limbah cair pabrik pembuatan hexamine meliputi: 1. Limbah proses
2342,7032 kg/jam atau 2350,7414 ltr/jam, dengan spesifikasi dalam persen mol sebagai berikut :
Tabel 7.5 Spesifikasi komposisi limbah proses Senyawa % mol Laju alir (kg/jam)
NH3 0,0032 7,5994
H2O 0,9785 2292,2648
CH2O 0,0086 20,1162
CH3OH 0,0058 13,5920
Hexamine 0,0039 9,1307
Total 2.342,7032
3. Limbah cair hasil pencucian peralatan pabrik
Limbah ini diperkirakan mengandung kerak dan kotoran-kotoran yang melekat pada peralatan pabrik.
4. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar mandi di lokasi pabrik, serta limbah dari kantin berupa limbah padat dan limbah cair.
5. Limbah laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia yang digunakan untuk menganalisa mutu bahan baku yang dipergunakan dan mutu produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan pengembangan proses.
Pengolahan limbah cair pabrik ini dilakukan dengan menggunakan activated sluge (sistem lumpur aktif). Alasan pemilihan proses pengolahan limbah tersebut
adalah :
o Limbah yang dihasilkan mengandung amoniak dan metanol yang merupakan
o Tidak terlalu membutuhkan lahan yang besar.
o Proses pengolahan ini dapat menghasilkan effluent dengan BOD yang lebih
rendah (20 – 30 mg/l) (Perry, 1997).
Perhitungan untuk Sistem Pengolahan Limbah
Diperkirakan jumlah air buangan pabrik:
1. Limbah proses = 2350,7414 ltr/jam 2. Pencucian perlatan pabrik = 50 liter/jam 3. Limbah domestik dan kantor
Diperkirakan air buangan tiap orang untuk :
domestik = 19 ltr/hari (Metcalf & Eddy, hal:19, 1991)
kantor = 30 ltr/hari (Metcalf & Eddy, hal:18, 1991)
Jadi, jumlah limbah domestik dan kantor = 144 x (30 + 19) ltr/hari x 1 hari / 24 jam = 294 ltr/jam
4. Laboratorium = 15 liter/jam
Total air buangan