PRA RANCANGAN PABRIK
PEMBUATAN OLEAMIDA DARI ASAM OLEAT
DAN UREA DENGAN KAPASITAS PRODUKSI
10.000 TON/TAHUN
TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Ujian Sarjana Teknik
OLEH :
LIA MURTI TIRTAYASA
NIM : 070405013
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT atas berkat dan rahmatNya serta kekuatan dan kesabaran dan kemudahan kepada penulis sehingga dapat menyelesaikan Tugas Akhir yang berjudul:
PRA RANCANGAN PABRIK
PEMBUATAN OLEAMIDA DARI ASAM OLEAT DAN UREA DENGAN KAPASITAS 10.000 TON/TAHUN
Tugas akhir ini disusun untuk melengkapi tugas-tugas dan merupakan salah satu syarat untuk mengikuti ujian sarjana pada Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Dalam menyelesaikan tugas akhir ini penulis banyak menerima bantuan, bimbingan dan dukungan dari berbagai pihak, oleh karena itu penulis mengucapkan tarima kasi banyak yang sebesar-besarnya kepada:
1. Bapak Ir. Indra Surya, MSc dan Ibu Dr.Ir. Hamidah Harahap, MSc, selaku Dosen Pembimbing I dan II dalam penyusunan tugas akhir ini, atas segala limpahan ilmunya, bimbingan, petunjuk, kesabaran dan kemurahan hatinya yang diberikan kepada penulis selama dalam penyusunan tugas akhir ini.
2. Bapak Dr. Eng Ir. Irvan, M.Si, Ketua Jurusan Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara
3. Ibu Dr. Ir. Fatimah, MT, Sekertaris Jurusan Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara sekaligus Dosen Penguji yang telah memberikan banyak masukan untuk perbaikan tugas akhir ini. 4. Ibu Farida Hanum, ST, MT, selaku Dosen Penguji yang telah banyak
memberikan masukan untuk perbaikan tugas akhir ini.
5. Ibu Ir. Renita Manurung, MT, Koordinator Tugas Akhir Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara
7. Para Pegawai Departemen Teknik Kimia atas bantuan dan kemudahan administratif yang diberikan.
8. Secara khusus ucapan terimakasih yang sebesar-besarnya dan yang tak terhingga kepada orang tua terkasih Ayahanda T.Tirtayasa dan Ibunda Ramlah atas segala doa, cinta kasih dan bimbingan, perhatian, semangat, kebaikan, kemurahan hati, keiklasan dan ketulusan serta dukungan moril dan materil kepada penulis, serta adinda Wisnu Tirtayasa dan Anggun Murti Tirtayasa.
9. Dian Saiful Ramadhan Nur Tanjung, terimakasih untuk semua dukungan, bantuan dan motivasi yang diberikan beserta waktu yang demikian banyak hingga akhirnya semua bisa terlampaui, semoga perjuangan ini tidak sia-sia.
10. Rekan penulis dalam penyelesaian tugas akhir ini Fitriah Sari Nst.
Penulis menyadari Tugas Akhir ini masih banyak kekurangan dikarenakan keterbatasan pengetahuan dan pengalaman penulis, untuk itu penulis mengharapkan saran dan kritik yang membangun. Semoga Tugas Akhir ini bisa bermanfaat bagi para pembaca.
Penulis,
INTISARI
Dampak krisis keuangan global sangat berimbas pada sektor industri khususnya CPO.
Harga CPO semakin lama semakin menurun dan produksi CPO yang dihasilkan berlimpah.
Diversifikasi produk-produk kimia yang berasal dari CPO merupakan salah satu usaha agar
harga CPO tetap stabil dimasa yang akan datang. Salah satunya yang akan ditawarkan
adalah pembuatan oleamida dari asam oleat CPO. Pabrik pembuatan oleamida dari asam
oleat dan urea ini direncanakan berkapasitas produksi 10.000 ton/tahun dengan 330 hari
kerja dalam setahun.
Lokasi pabrik direncanakan di Kawasan Industri Medan II, Sumatera Utara yang dekat
dengan penghasil bahan baku di Sumatera Utara, dengan luas areal pabrik 11.000 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 115 orang
karyawan dengan bentuk badan usaha adalah Perseroan Terbatas (PT) yang dipimpin oleh
seorang General Manager dengan struktur organisasi adalah sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut:
a. Total Modal Investasi : Rp. 756.796.621.914,-
b. Total Biaya Produksi : Rp. 502.815.670.586,-
c. Hasil Penjualan : Rp. 755.000.000.000,-
d. Laba Bersih : Rp. 176.549.030.590,-
e. Profit Margin (PM) : 33,4 %
f. Break Even Point (BEP) : 44,31 %
g. Return on Investment (ROI) : 23,32 %
h. Pay Out Time (POT) : 4,28 Tahun
i. Return on Network (RON) : 33,32 %
j. Internal Rate of Return (IRR) : 37.68 %.
Berdasarkan hasil analisa aspek ekonomi di atas maka dapat disimpulkan bahwa
DAFTAR ISI
KATA PENGANTAR... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
BAB I PENDAHULUAN ... I-1
1.1Latar Belakang ... I-1
1.2Perumusan Masalah ... I-3
1.3Tujuan Perancangan Pabrik ... I-3
1.4Manfaat Peracangan ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Minyak Sawit Mentah/ Crude Palm Oil (CPO) ... II-1
2.2 Asam Oleat... II-2
2.3 Oleamida ... II-2
2.4 Sifat – sifat Bahan Baku ... II-4
2.5 Deskripsi Proses... II-6
BAB III NERACA MASSA ... III-1
3.1 Neraca Massa di Tangki Reaktor (R-210) ... III-1
3.2 Neraca Massa di Tangki Pemurni (T-310) ... III-1
3.3 Neraca Massa di Filter Press (H-320) ... III-1
3.4 Neraca Massa di Evaporator (V-340) ... III-2
3.5 Neraca Massa di Rotary Dryer (RD-350) ... III-2
3.6 Neraca Massa di Kondensor (CD-380) ... III-2
BAB IV NERACA PANAS ... IV-1
4.1 Neraca Panas di Tangki Urea (T-130) ... IV-1
4.2 Neraca panas di Tangki Asam Oleat (T-120) ... IV-1
4.3 Neraca panas di Tangki Reaktor (R-210) ... IV-1
4.4 Neraca panas di Evaporator (V-340) ... IV-2
4.5 Neraca panas di Rotary Dryer (RD-350) ... IV-2
BAB V SPESIFIKASI ALAT ... V-1
5.1 Gudang Bahan Baku Urea (G-110)... V-1
5.2 Bucket Elevator Urea (J-111) ... V-1
5.3 Tangki Bahan Baku Asam Oleat (T-120) ... V-2
5.4 Pompa Asam Oleat (L-112) ... V-2
5.5 Tangki Pemanas Urea (130) ... V-2
5.6 Tangki Pemanas Asam Oleat (T-140) ... V-3
5.7 Reaktor (R-210) ... V-3
5.8 Tangki Pemurnian Oleamida (T-310) ... V-4
5.9 Filter Press (H-320) ... V-4
5.10 Tangki Penampung Sementara (F-330) ... V-4
5.11 Evaporator (V-340) ... V-5
5.12 Rotary Dryer (RD-350) ... V-5
5.13 Ball Mill (BM-360) ... V-5
5.14 Gudang Produk Oleamida (G-370) ... V-6
5.15 Kondensor (CD-380) ... V-6
5.16 Tangki Penampung Kloroform (F-390) ... V-6
5.17 Pompa Urea (L-131) ... V-7
5.18 Pompa Asam Oleat (L-141) ... V-7
5.19 Pompa Tangki Reaktor (L-211) ... V-7
5.20 Pompa Tangki Pemurni Oleamida (L-311) ... V-8
5.21 Po,pa Tangki Penampung Sementara (L-331) ... V-8
5.22 Screw Conveyor (J-351) ... V-8
5.23 Belt Conveyor (BC-361) ... V-9
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja... VI-5
6.3 Keselamatan Kerja Pra Rancangan Pabrik Pembuatan Oleamida ... VI-6
BAB VII UTILITAS ... VII -1
7.1 Kebutuhan Steam ... VII-1
7.2 Kebutuhan Air ... VII-2
7.3 Kebutuhan Listrik ... VII-10
7.4 Kebutuhan Bahan Bakar ... VII-12
7.6 Spesifikasi Peralatan Utilitas ... VII-21
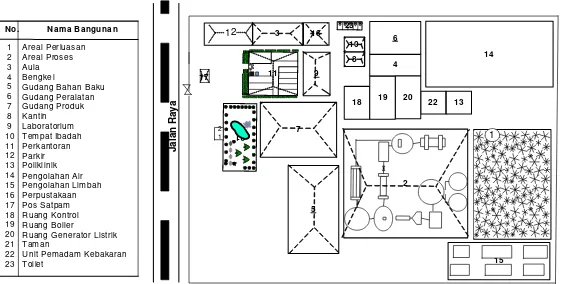
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Gambaran Umum ... VIII-1
8.2 Pemilihan Lokasi Pabrik ... VIII-1
8.3 Lokasi Pabrik Pembuatan Oleamida ... VIII-2
8.4 Tata Letak Pabrik Pembuatan Oleamida ... VIII-3
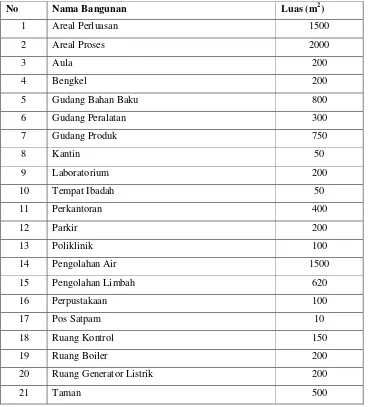
8.5 Perincian Luas Areal Pabrik Pembuatan Oleamida... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.1 Organisasi Perusahaan... IX-1
9.2 Manajemen Perusahaan ... IX-3
9.3 Bentuk Hukum Badan Usaha... IX-5
9.4 Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-7
9.5 Sistem Kerja ... IX-9
9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-10
9.7 Tata Tertib ... IX-13
9.8 Jamsostek dan Fasilitas Tenaga Kerja ... IX-14
BAB X ANALISA EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.2 Biaya produksi Total (BPT)/Total Cost (TC) ... X-3
10.3 Total Penjualan (Total Sales) ... X-4
10.4 Perkiraan Rugi/Laba Usaha ... X-5
10.5 Analisa Aspek Ekonomi ... X-5
BAB IX KESIMPULAN ... XI-1
DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS... LB-1
LAMPIRAN C SPESIFIKASI ALAT ... LC-1
LAMPIRAN D SPESIFIKASI PERALATAN UTILITAS ... LD-1
DAFTAR TABEL
Tabel 1.1 Kadar Asam Lemak Dalam Minyak Kelapa Sawit ... I-2
Tabel 1.2 Kebutuhan Impor Oleamida Di Indonesia... I-2
Tabel 3.1 Neraca Bahan pada Tangki Reaktor (R-210) ... III-1
Tabel 3.2 Neraca Massa pada Tangki Pelarut (T-310) ... III-1
Tabel 3.3 Neraca Massa pada Filter Press (H-320) ... III-1
Tabel 3.4 Neraca Massa pada Evaporator (V-340) ... III-2
Tabel 3.5 Neraca Massa pada Rotary Dryer (RD-350) ... III-2
Tabel 3.6 Neraca Massa pada Kondensor (CD-380) ... III-2
Tabel 4.1 Neraca Panas pada Tangki Urea (T-130) ... IV-1
Tabel 4.2 Neraca Panas pada Tangki Asam Oleat (T-140) ... IV-1
Tabel 4.3 Neraca Panas pada Tangki Reaktor (R-210) ... IV-1
Tabel 4.4 Neraca Panas pada Evaporator (V-340) ... IV-2
Tabel 4.5 Neraca Panas pada Rotary Dryer (RD-350) ... IV-2
Tabel 4.6 Neraca Panas pada Kondensor (CD-380)... IV-2
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan Oleamida dari
Asam Oleat dengan Urea ... VI-5
Tabel 7.1 Kebutuhan Uap ... VII-1
Tabel 7.2 Kandungan Kimia Dalam Air Tanah Kawasan KIM II ... VII-4
Tabel 8.1 Perincian Luas Areal Pabrik ... VIII-5
Tabel 9.1 Siklus Jam Kerja Karyawan Shift Pada Pabrik Pembuatan Oleamida ... IX-10
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-11
DAFTAR GAMBAR
Gambar 3.1 Flowsheet Pra-Rancangan Pabrik Oleamida... III-3
Gambar 7.1 Proses Pengolahan Limbah ... VII-14
Gambar 8.1 Tata Letak Pabrik ... VIII-6
INTISARI
Dampak krisis keuangan global sangat berimbas pada sektor industri khususnya CPO.
Harga CPO semakin lama semakin menurun dan produksi CPO yang dihasilkan berlimpah.
Diversifikasi produk-produk kimia yang berasal dari CPO merupakan salah satu usaha agar
harga CPO tetap stabil dimasa yang akan datang. Salah satunya yang akan ditawarkan
adalah pembuatan oleamida dari asam oleat CPO. Pabrik pembuatan oleamida dari asam
oleat dan urea ini direncanakan berkapasitas produksi 10.000 ton/tahun dengan 330 hari
kerja dalam setahun.
Lokasi pabrik direncanakan di Kawasan Industri Medan II, Sumatera Utara yang dekat
dengan penghasil bahan baku di Sumatera Utara, dengan luas areal pabrik 11.000 m2.
Tenaga kerja yang dibutuhkan dalam pengoperasian pabrik ini berjumlah 115 orang
karyawan dengan bentuk badan usaha adalah Perseroan Terbatas (PT) yang dipimpin oleh
seorang General Manager dengan struktur organisasi adalah sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik ini adalah sebagai berikut:
a. Total Modal Investasi : Rp. 756.796.621.914,-
b. Total Biaya Produksi : Rp. 502.815.670.586,-
c. Hasil Penjualan : Rp. 755.000.000.000,-
d. Laba Bersih : Rp. 176.549.030.590,-
e. Profit Margin (PM) : 33,4 %
f. Break Even Point (BEP) : 44,31 %
g. Return on Investment (ROI) : 23,32 %
h. Pay Out Time (POT) : 4,28 Tahun
i. Return on Network (RON) : 33,32 %
j. Internal Rate of Return (IRR) : 37.68 %.
Berdasarkan hasil analisa aspek ekonomi di atas maka dapat disimpulkan bahwa
BAB I
PENDAHULUAN
1.1Latar Belakang
Komoditi kelapa sawit merupakan salah satu andalan komoditi pertanian Indonesia
yang pertumbuhannya sangat cepat dan mempunyai peran strategis dalam perekonomian
nasional. Salah satu hasil olahan kelapa sawit adalah minyak sawit mentah atau Crude Palm
Oil (CPO) yang dapat diolah menghasilkan produk yang lebih bernilai, salah satunya adalah
senyawa amida.
Potensi CPO Indonesia sangat besar dan mengalami peningkatan setiap tahunnya.
Peningkatan produksi CPO menjadi 23,5 juta ton pada tahun 2011. Jumlah tersebut
melampaui Malaysia yang hanya memiliki tingkat produksi sebesar 20,7 juta ton. Hal ini
membuat Indonesia menjadi penghasil CPO nomor satu di dunia. Minyak kelapa sawit
(CPO) merupakan salah satu sumber minyak nabati relatif cepat diterima oleh pasar
domestik dan pasar dunia. CPO yang dihasilkan Sebanyak 5 – 5,5 juta ton diserap pasar
domestik, dan sekitar 4 juta ton diantaranya diproses menjadi minyak goreng. Pada saat ini
kapasitas terpakai industri pengolahan CPO baru mencapai 54% (Pahan, I. 2006).
Dalam rangka mengantisipasi melimpahnya produksi CPO dan menambah nilai jual
produk-produk CPO, maka diperlukan usaha untuk mengolah CPO menjadi produk hilir
dengan mendayagunakan setiap komponen kimia yang terkandung didalam CPO menjadi
bahan-bahan kimia lain seperti senyawa amida. Pengolahan CPO menjadi produk hilir
memberikan nilai tambah tinggi. Produk olahan dari CPO dapat dikelompokkan menjadi dua
yaitu produk pangan dan non pangan. Produk pangan terutama minyak goreng dan margarin.
Produk non pangan terutama oleokimia yaitu asam lemak, metil ester, senyawa amida,
senyawa amina, surfaktan, gliserin dan turunan-turunannya.
Asam oleat merupakan salah satu asam lemak yang terdapat dalam minyak kelapa
sawit (CPO). Kandungan asam oleat dalam minyak kelapa sawit cukup tinggi dan
merupakan komponen yang terbanyak kedua setelah asam palmitat didalam minyak kelapa
sawit tersebut yaitu sebesar 30% – 45%.
Kandungan-kandungan asam lemak yang terdapat di dalam minyak kelapa sawit dapat
Tabel 1.1 Kadar Asam Lemak Dalam Minyak kelapa Sawit
Asam Lemak Jumlah (%)
Asam Kaprilat -
Asam Kaproat -
Asam Miristat 1,1 – 2,5
Asam Palmitat 40 – 46
Asam Stearat 3,6 – 4,7
Asam Oleat 30 – 45
Asam Laurat -
Asam Linoleat 7 – 11
Sumber : Pasaribu, 2004
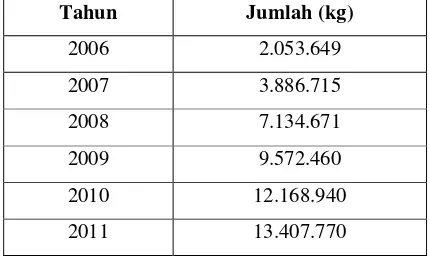
Dari komposisi asam oleat di atas dapat dibuat oleamida dengan cara sintesa antara asam oleat dan urea, karena urea adalah bahan yang memiliki gugus polar juga non polar. Industri oleamida sangat diperlukan untuk mendukung industri resis dan plastik sebagai zat aditif, untuk industri makanan dan minuman. Pesatnya kemajuan industri tersebut menuntut terjaganya pasokan bahan-bahan yang merupakan bahan baku maupun bahan pembantu bagi kelangsungan produksi. Selama ini kebutuhan impor oleamida di Indonesia cukup besar. Mengingat hal tersebut, perlu kiranya segera didirikan pabrik oleamida.Adapun kebutuhan impor oleamida di Indonesia dapat dilihat pada tabel berikut.
Tabel 1.2 Kebutuhan impor oleamida di Indonesia
Tahun Jumlah (kg)
2006 2.053.649
2007 3.886.715
2008 7.134.671
2009 9.572.460
2010 12.168.940
2011 13.407.770
1.2Rumusan Masalah
Dampak krisis keuangan global sangat berimbas pada sektor industri khususnya CPO.
Harga CPO semakin lama semakin menurun dan produksi CPO yang dihasilkan berlimpah.
Diversifikasi produk-produk kimia yang berasal dari CPO merupakan salah satu usaha agar
harga CPO tetap stabil dimasa yang akan datang. Salah satunya yang akan ditawarkan
adalah pembuatan oleamida dari asam oleat CPO. Diharapkan pada tahun-tahun yang akan
datang dampak krisis global tidak terjadi lagi pada sektor industri.
1.3Tujuan Rancangan
Tujuan utama pra rancangan pabrik pembuatan Oleamida adalah untuk memanfaatkan
CPO di dalam negeri yang semakin melimpah untuk menjadikan bahan baku dalam
pembuatan oleamida.
Berdirinya pabrik pembuatan oleamida akan menciptakan lapangan pekerjaan dan
mengurangi pengangguran yang pada akhirnya akan meningkatkan kesejahteraan rakyat dan
bangsa Indonesia.
1.4 Manfaat Rancangan
Manfaat yang diperoleh dari Pra rancangan Pabrik Oleamida dengan kapasitas 10.000
ton/tahun adalah memberikan gambaran kelayakan (feasibility) pabrik ini untuk
dikembangkan di Indonesia. Dimana nantinya gambaran tersebut menjadi patokan untuk
BAB II
TINJAUAN PUSTAKA
2.1 Minyak Sawit Mentah / Crude Palm Oil (CPO)
Komoditas kelapa sawit merupakan salah satu komoditas perkebunan yang
peranannya sangat penting dalam penerimaan devisa negara, penyerapan tenaga kerja serta
pengembangan perekonomian rakyat dan daerah. Perkebunan kelapa sawit Indonesia
berkembang dengan pesat sejak awal tahun 80-an dan sampai akhir tahun 2000 luas total
perkebunan kelapa sawit di Indonesia telah mencapai 3,2 juta hektar dengan produksi Crude
Palm Oil (CPO) sebesar 6,5 juta ton. Perkembangan perkebunan sawit ini masih terus
berlanjut dan diperkirakan pada tahun 2012 indonesia akan menjadi produsen CPO terbesar
di dunia dengan total produksi sebesar 15 juta ton/tahun. Sampai saat ini minyak sawit
Indonesia sebagian besar masih diekspor dalam bentuk CPO, sedangkan didalam negeri,
sekitar 80% minyak sawit diolah menjadi produk pangan terutama minyak goreng.
Minyak kelapa sawit yang dihasilkan dari kulit kelapa sawit dinamakan minyak sawit
mentah (Crude Palm Oil). CPO ini mengandung sekitar 500 – 700 ppm karotin, dan
merupakan bahan pangan terbesar. Minyak yang terdapat di alam dibagi menjadi tiga
golongan yaitu minyak mineral (Natural Oil), minyak nabati (Edible Oil), dan minyak atsiri
(Volatil Oil atau Esential Oil). Minyak yang terdapat pada hewani disebut sterol
(Kolesterol)sedangkan pada tumbuhan (Fitosterol) yang mengandung asam lemak tak jenuh,
sehingga umumnya berbentuk cair.
Sifat – sifat minyak kelapa sawit dipengarihi oleh ikatan kimia unsur C, dan jumlah
atom C yang membangun asam lemak tersebut, sedangkan sifat – sifat fisik dipengaruhi oleh
sifat – sifat kimianya. Minyak sawit merupakan gliserida yang terdiri dari berbagai asam
lemak, sedangkan titik cair gliserida tersebut tergantung pada kejenuhan asam. Semakin
jenuh asam lemaknya semakin tinggi titik cair dari minyak sawit tersebut.
Minyak sawit juga dapat difraksinasi menjadi dua bagian, yakni fraksi padat (stearin)
dan fraksi cair (olein). Karakteristik yang berbeda pada fraksi-fraksi tersebut menyebabkan
aplikasinya sangat luas untuk produk-produk pangan ataupun nonpangan.
2.2 Asam Oleat
trigliserida pada minyak nabati maupun minyak hewani disamping juga asam lemak lainnya. Minyak tersebut merupakan ester gliserol oleat maupun ester gliserol lainnya, yang apabila disabunkan dengan suatu basa kuat, kemudian diikuti hidrolisis dengan suatu asam akan menghasilkan gliserol, asam oleat disamping asam lemak lainnya. Asam oleat dapat dipisahkan dari asam-asam lainnya secara fraksinasi metil ester asam lemak.
Kandungan asam oleat dalam Minyak kelapa sawit adalah sekitar 30-45%, dalam minyak kelapa sekitar 5-7% dan dalam PKO sekitar 12-19% berat (Anonim, 2011). Selain itu, asal oleat juga dapat ditemukan dalam lemak ayam dan kalkun 37-56%, 44-47% dari lemak babi,minyak sapi sekitar 46%, minyak alpukat sekitar 70% (Brahmana, 1998), minyak wijen sekitar 45,5%, minyak jagung sekitar 30%, minyak kedelai sekitar 11-60%, minyak kemiri sekitar 59-75%, minyak kacang sekitar 36-67%, dan minyak biji anggur sekitar 15-20%. ( Ketaren, 1986).
Asam oleat merupakan bahan baku melimpah yang banyak terdapat dalam berbagai minyak nabati dan lemak hewani yang dapat digunakan dalam berbagai bidang industri oleokimia.
Dari komposisi asam oleat ini dapat dibuat oleamida dengan cara sintesa antara asam oleat dan urea adalah bahan yang memiliki gugus polar juga non polar.
2.3 Oleamida
Oleamida merupakan salah satu dari senyawa amida, dimana senyawa ini merupakan
suatu senyawa yang mempunyai nitrogen trivalen yang terikat pada suatu gugus karbonil.
Senyawa amida diberi nama dari asam karboksilat dengan mengubah imbuhan asam – oat
(atau – at) menjadi amida (Fessenden,1986).
Amida asam lemak dapat dibuat secara sintesis pada industri oleokimia melalui proses
batch. Pada proses ini, ammoniak dan asam lemak bebas bereaksi pada suhu 200oC dan
tekanan 345 – 690 kPa selama 10 – 12 jam.
Selain proses batch, amida primer dapat diperoleh dengan mereaksikan ammoniak
dengan metil ester asam lemak. Reaksi tersebut mengikuti konsep HSAB, dimana H+ dari
ammoniak merupakan asam kuat yang mudah bereaksi dengan basa kuat CH3O- untuk
membentuk metanol. Sebaliknya NH2- lebih basa lemah dibandingkan dengan CH3O- akan
Reaksinya sebagai berikut :
O O
║ ║
R – C – OCH3 + NH3 R – C – NH2 + CH3OH
Senyawa amida dapat disintesis melalui beberapa cara antara lain :
1. Dehidrasi garam amonium melalui pemanasan atau destilasi. CH
3CO2NH4 CH3CONH2 + H2O
Senyawa asetamida dapat diperoleh dengan destilasi fraksinasi amonium asetat. Asam asetat biasanya ditambahkan sebelum pemanasan untuk menekan hidrolisis amonium asetat. Asam asetat dan air dapat dihilangkan dengan cara destilasi lambat.
2 . Pemanasan asam dengan urea
CH3COOH + NH2CONH2 CH3CONH2 + CO2 + NH3
Reaksi ini terjadi pada 1200C, asam karbamat yang terbentuk terdekomposisi menjadi
karbondioksida dan ammoniak. Garam amonium juga bereaksi dengan urea pada temperatur
diatas 120 0C yang akan menghasilkan amida.
3. Reaksi antara ammoniak pekat dengan ester
Proses ini disebut dengan ammonolisis ester. Jika amida yang terbentuk larut dalam air
maka dapat diisolasi secara destilasi.
Contohnya:
CH3COOC2H5 + NH3 CH3CONH2 + C2H5OH
4. Hidrolisis dari senyawa nitril
Senyawa nitril dilarutkan dalam konsentrasi asam klorida pada suhu 400C dan sedikit demi
sedikit diteteskan kedalam air.
Selain dari keempat cara diatas, senyawa amida dapat juga diperoleh dengan
mereaksikan asam karboksilat dengan ammoniak encer sehingga terbentuklah garam
ammonium yang kemudian dipanaskan sampai terjadi dehidrasi untuk menghasilkan amida
(Solomon, T.W. 1994)
O O O
║ ║ ║
R – C – OH + NH3 R – C – ONH3 R – C – NH2 + H2O
Oleamida dapat dibuat dalam skala besar dan biasanya tersedia dalam bentuk butiran.
bubuk. Oleamida memiliki titik leleh sekitar 72-75 0C, titik nyala 210 0C, tidak beracun,
tidak larut dalam air, namun larut dalam pelarut organik seperti etanol dan eter.
Penggunaan oleamida umumnya dalam produk polimer, sebagai polietilen,
polipropilen, pelembut kain, pelumas minyak dan penghilang busa, pelindung logam serta
bahan tambahan dalam pengeboran minyak, serta digunakan dalam industri farmasi.
Oleamida memiliki rumus molekul C18H35NO. Reaksi pembuatan oleamida dapat dilakukan
dengan mereaksikan asam oleat dengan urea dengan reaksi di bawah ini :
2CH3(CH2)7CHCH(CH2)7COOH+CO(NH2)2 2CH3(CH2)7CHCH(CH2)7CO(NH2)2+H2O+CO2
As. Oleat Urea Oleamida
2.4 Sifat-Sifat Bahan Baku 2.4.1 Asam Oleat
a. Sifat Fisika Asam Oleat
1. Berat molekul : 282 gr/mol
2. Titik didih : 3600
3. Titik lebur : 16,30
4. Spesifik gravity : 0,895
5. Berwarna kuning pucat atau kuning kecoklatan
b. Sifak Kimia Asam Oleat 1. Tidak larut dalam air 2. Larut dalam metanol
2.4.2 Urea
a. Sifat Fisika Urea
1. Berat molekul : 60 gr/mol
2. Titik lebur : 132,70C pada 1 atm
3. Spesifik gravity : 1,335 (200C)
4. Energi pembentukan : – 47,120 kal/mol (250C)
b. Sifat Kimia Urea
1. Rumus molekul : CO(NH2)2
2. Berbentuk kristal tetragonal
3. Berbentuk primatik dan berwarna putih
4. Terdekomposisi pada titik didihnya
5. Dapat larut dalam amoniak dan air
(Perry dan Green, 1997)
2.4.3 Kloroform
a. Sifat Fisika Kloroform
1. Berat molekul : 119,38 gr/mol
2. Titik didih : 61,20C
3. Titik lebur : - 63,50C
4. Massa jenis : 1,49 gr/cm3 (200C)
5. Kelarutan dalam air : 0,82 gr/l (200C)
6. Viskositas : 0,542 cP
b. Sifat Kimia Kloroform
1. Rumus molekul : CHCl3
2. Merupakan larutan yang mudah menguap, tidak berwarna, memiliki bau yang
tajam dan menusuk.
3. Bila terhirup dapat menimbulkan kantuk
4. Tidak dapat bereaksi dengan oleamida
CH3(CH2)14CO(NH2)2 + CHCl3 CH3(CH2)14CO(NH2)2 + CHCl3
5. Sebagai larutan pemurni pada oleamida
(http : //en, wikipedia. org/wiki/chloroform.htm.diakses: 12/8/2011)
2.5 Deskripsi Proses
Proses Pembuatan oleamida dari asam oleat dilakukan dalam 3 tahap yaitu: 1.
Tahap Pengolahan Awal
2. Tahap Sintesa
2.5.1 Tahap Pengolahan Awal
Pada tahap pengolahan awal ini bahan baku urea dimasukkan ke dalam tangki (T -
130) untuk dicairkan dengan pemanas steam pada suhu 160 0C sambil diaduk, dan bahan
baku asam oleat dimasukkan ke dalam tangki (T - 140) untuk dicairkan dengan pemanas
steam hingga suhunya mencapai 160 0C sambil diaduk.
2.5.2 Tahap Sintesa
Pada tahap sintesa ini, urea dan asam oleat yang telah melebur kemudian
dipompakan ke dalam tangki reaktor (R - 210) untuk direaksikan selama ± 5 jam dengan
suhu 1600C hingga suhu pada reaktor konstan, setelah proses reaksi dilakukan, diperoleh
oleamida kotor. Kemudian oleamida kotor tersebut dipompakan ke dalam tangki pemurnian
(T - 310) untuk dimurnikan.
2.5.3 Tahap Pemurnian Hasil/Produk
Pada tahap pemurnian hasil ini, oleamida berbentuk serbuk yang dimasukkan
kedalam tangki pemurnian (T - 310). Kemudian dilarutkan dengan kloroform hingga
homogen kira-kira 30 menit, kloroform berfungsi sebagai larutan pemurni yang digunakan
untuk memurnikan oleamida dari urea yang tersisa, setelah proses pemurnian dilakukan
hasil dari campuran oleamida dengan kloroform dipompakan ke filter press (H - 320) untuk
memisahkan filtrat dengan residu. Pada proses pemisahan residu dibuang menjadi urea
bekas dan filtratnya dimasukkan ke tangki penampung (F - 330), lalu dipompakan ke dalam
Evaporator (V - 340) untuk dipisahkan lagi dengan arah aliran atas dan bawah, aliran atas
berupa uap kloroform sedangkan aliran bawah adalah oleamida basah. Oleamida basah
kemudian dimasukkan ke rotary dryer (RD - 350) untuk dikeringkan sedangkan uap dari
kloroform dimasukkan ke kondensor (CD - 380) yang berfungsi untuk merubah uap
kloroform menjadi cairan kloroform. Cairan kloroform kemudian dipompakan ke tangki
kloroform (F - 390).
Oleamida basah yang telah dimasukkan ke rotary dryer (RD - 350) kemudian
dipisahkan lagi menjadi oleamida murni, pada proses pengeringan ini terjadi pemisahan
antara oleamida dengan kloroform. Oleamida yang telah dikeringkan namun bentuknya
belum homogen diangkut dengan menggunakan screw conveyor (J - 351) untuk
dihomogenkan bentuknya menggunakan ball mill (BM – 360) untuk kemudian disimpan
BAB III
NERACA BAHAN
Kapasitas Produksi : 10.000 ton/tahun
Basis Perhitungan : 1 jam
3.1 Pada Reaktor (R-210)
Tabel 3.1 Neraca Bahan pada Reaktor (R-210)
Komponen Masuk (kg) Keluar (kg)
3 4 5 6
Urea 269,676 - - 134,838
Asam Oleat - 1.267,4772 - -
Oleamida - - - 1.263
Gas CO2 - - 98,8812 -
H2O - - 40,4514 -
Total 1.537,1632 1.537,1632
3.2 Pada Pemurni Oleamida (TG-310)
Tabel 3.2 Neraca Bahan pada Tangki Pelarut (T-310)
Komponen Masuk (kg) Keluar (kg)
6 7 8
Urea 134,838 - 134,838
Oleamida 1.263 - 1.263
Kloroform - 2.526 2.526
Total 3.923,838 3.923,838
3.3 Filter Press (H-320)
Tabel 3.2 Neraca Bahan pada Filter Press (-320)
Komponen Masuk (kg) Keluar (kg)
8 10 9
Urea 134,838 134,838 -
Kloroform 2.526 25,26 2.599,74
Total 3.923,838 3.923,838
3.4. Evaporator (V-340)
Tabel 3.4 Neraca Bahan pada Evaporator (V-340)
Komponen Masuk (kg) Keluar (kg)
11 12 13
Oleamida 1.262,626 1.262,626 -
Kloroform 2.500,74 125,037 2.375,703
Total 3.763,366 3.763,366
3.5 Rotary Dryer (RD – 350)
Tabel 3.5 Neraca Bahan pada Rotary Dryer (RD – 350)
Komponen Masuk (kg) Keluar (kg)
12 14 15
Oleamida 1.262,626 - 1.262,626
Kloroform 125,037 125,037 -
Total 1.387,6596 1.387,6596
3.6 Kondensor (CD – 380)
Tabel 3.6 Neraca Bahan Pada Kondensor (CD – 380)
Komponen Masuk (kg) Keluar (kg)
13 14 20
Kloroform 2.375,703 125,037 2.500,74
BAB IV
NERACA PANAS
Basis Perhitungan : 1 jam operasi
Kondisi Referensi : 25 0C atau 298 K, 1 atm
Kapasitas Produksi : 10.000 ton/tahun
4.1 Tangki Pemanas Urea (T-130)
Tabel 4.1 Neraca Panas Pada Tangki Pemanas Urea (T-130)
Panas Masuk (kJ/Jam) Panas keluar (kJ/Jam)
Alur Komponen Qin = n.Cp.dT Alur Komponen Qin = n.Cp.dT
1 Urea 2.068,19019 3 Urea 45.500,18418
Panas steam 43.431,99399
TOTAL 45.500,18418 TOTAL 45.500,18418
4.2 Tangki Pemanas Asam Oleat (T-140)
Tabel 4.2 neraca Panas Pada Tangki Pemanas Asam Oleat (T-140)
Panas Masuk (kJ/Jam) Panas keluar (kJ/Jam)
Alur Komponen Qin = n.Cp.dT Alur Komponen Qin = n.Cp.dT
2 Asam Oleat 13.121,75997 4 Asam Oleat 288.678,71934
Panas steam 275.556,95937
TOTAL 288.678,71934 TOTAL 288.678,71934
4.3 Reaktor (R-210)
Tabel 4.3 Neraca panas pada Reaktor (R-210)
Panas Masuk (kJ/Jam) Panas keluar (kJ/Jam)
Alur Komponen Qin = n.Cp.dT Alur Komponen Qin = n.Cp.dT
3 Urea 45.500,18418 6 Oleamida 299.004,61338
4 Asam Oleat 288.678,71934 6 Urea 27.920,567565
Ho
f298 -123,1941 5 H2O 22.826,72502
Panas steam 26.708,4442 5 CO2 11.258,635905
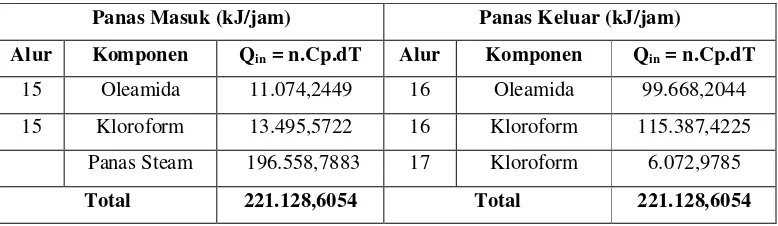
4.4. Evaporator (V-340)
Tabel 4.4 Neraca Panas pada Evaporator (V-340)
Panas Masuk (kJ/jam) Panas Keluar (kJ/jam)
Alur Komponen Qin = n.Cp.dT Alur Komponen Qin = n.Cp.dT
15 Oleamida 11.074,2449 16 Oleamida 99.668,2044
15 Kloroform 13.495,5722 16 Kloroform 115.387,4225
Panas Steam 196.558,7883 17 Kloroform 6.072,9785
Total 221.128,6054 Total 221.128,6054
4.5Rotary Dryer (RD-350)
Tabel 4.4 Neraca Panas Pada Rotary Dryer (RD-350)
Panas Masuk (kJ/Jam) Panas keluar (kJ/Jam)
Alur Komponen Qin = n.Cp.Dt Alur Komponen Qin = n.Cp.dT
13 Oleamida 11.074,2449 20 Oleamida 143.965,184
13 Kloroform 674,77539 19 Kloroform 8.772,08007
Panas steam 140.988,2438
TOTAL 152.737,2641 TOTAL 152.737,2641
4.6Kondensor (CD – 380)
Tabel 4.6 Neraca Panas Pada Kondensor (CD-380)
Panas Masuk (kJ/Jam) Panas keluar (kJ/Jam)
Alur Komponen Qin = n.Cp.dT Alur Komponen Qin = n.Cp.dT
17 Kloroform 148.451,2945 18 Kloroform 67.477,8611
Air Pendingin - 80.973,4334
BAB V
SPESIFIKASI ALAT
5.1
Gudang Bahan Baku Urea (G-110)Fungsi : Sebagai tempat persediaan bahan baku urea
Bentuk : Persegi Panjang
Bahan kontruksi : Beton beratap genteng
Jumlah : 1 unit
Kapasitas : 40,768 m3
Kondisi operasi : - Temperatur =25 O C
- Tekanan = 1 atm
Kondisi fisik :
- Panjang : 4,336 m ≈ 5 m
- Lebar : 4,336 m ≈ 5 m
- Tinggi : 2,168 m ≈ 2,2 m
5.2
Bucked Elevator Urea (BE-111)Fungsi : Mengangkut urea dari gudang persediaan bahan
baku ke tangki urea
Bentuk : Spaced-bucked centrifugal discharge elevator
Bahan kontruksi `: Malleable-iron
Jumlah `: 2 unit
Laju alir : 270 kg/jam
Kondisi operasi : - Temperatur = 25 O C
- Tekanan = 1 atm
Kondisi fisik :
- Tinggi elevator : 7,62 m
- Ukuran bucked : (6 x 4 x 4 ¼) in
- Jarak antar bucked : 0,305 m
- Kecepatan bucked : 1,143 m/s
- Kecepatan putaran : 43 rpm
- Lebar belt : 17,78
- Daya motor :1/4 Hp
5.3 Tangki Bahan Baku Asam Oleat (T-120)
Fungsi : Sebagai tempat persediaan bahan baku asam oleat
Bentuk : Silinder tegak dengan alas datar dan tutup ellipsoidal.
Bahan konstruksi : Carbon Steel, SA-285 grade C.
Jumlah : 1 unit
Kondisi penyimpanan :
- Temperatur : 25 O C
- Tekanan : 1 atm
Kapasitas : 552,48 m3
Tinggi tangki : 24,24 m
Tebal tangki ; 2,25 in
5.4 Pompa Asam Oleat (L-121)
Fungsi : Mengangkut urea dari gudang persediaan bahan
baku ke tangki asam Oleat
Jenis : Sentrifugal pump
Bahan konstruksi : Comercial steel
Laju alir massa (F) = 1.267,4772 kg/jam
Kecepatan linier = 0,0139 ft
Jumlah = 1 unit
Daya Motor = 1/8 Hp
5.5 Tangki Urea (T-130)
Fungsi : Untuk meleburkan urea sebelum dimasukkan ke
dalam reaktor
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal
Bahan : Carbon steel SA-285 grade C
Jumlah : 2 unit
Kondisi operasi : 135o C ; 1 atm
Kapasitas : 1,213 m3
Diameter Silinder : 0,787 m ≈1 m
Tinggi Silinder : 2,361 m ≈ 2,5 m
Tebal Silinder : 2 in
Daya Pengaduk Tangki :1/8 Hp
5.6 Tangki Asam Oleat (T-140)
Fungsi : Untuk meleburkan asam oleat sebelum
dimasukkan ke dalam reaktor
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal
Bahan : Carbon steel SA-285 grade C
Jumlah : 2 unit
Kondisi operasi : 1350C ; 1 atm
Kapasitas : 8,497 m3
Diameter Silinder : 1,506 m ≈ 2 m
Tinggi Silinder : 4,518 m ≈ 5 m
Tebal Silinder : 2 in
Diameter Tutup : 2 in
Daya Pengaduk Tangki : ½ Hp
5.7 Tangki Reaktor (R-210)
Fungsi : Untuk mereaksikan asam oleat dengan urea
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal
Bahan : Carbon steel SA-285 grade C
Jumlah : 2 unit
Kondisi operasi : 1600C ; 1 atm
Waktu Tinggal : 5 jam
Kapasitas : 9,7102 m3
Diameter Silinder : 1,575 m ≈ 2 m
Tinggi Silinder : 4,725 m ≈ 4,8 m
Tebal Silinder : 2 in
Diameter Tutup : ¼ in
Daya Pengaduk Tangki : ½ Hp
5.8 Tangki Pemurni Oleamida (T-310)
Fungsi : Untuk melarutkan oleamida kasar
Bentuk : Silinder tegak dengan alas dan tutup elipsoidal
Jumlah : 2 unit
Kondisi operasi : T=300C ; 1 atm
Kapasitas : 10,46 m3
Diameter Silinder : 1,6144 m ≈ 2 m
Tinggi Silinder : 4,8342 m ≈ 5 m
Tebal Silinder : 2 in
Tebal Tutup : 2 in
Daya Tangki : ¾ Hp
5.9 Filter Press (H-320)
Fungsi : Untuk memisahkan urea dengan larutan oleamida
Bahan : Carbon steel SA-333
Jumlah : 2 unit
Jenis : Plate dan frame
Luas Filter : 84,85 ft2
Jumlah plate : 85 unit
5.10 Tangki Penampung Sementara (F-330)
Fungsi : Tempat menampung filtrat dari filter press
Kondisi : T=300C ; 1 atm
Jumlah : 2 unit
Bentuk : Silinder dengan tutup elipsoidal dan alas datar
Volume tangki : 3,61 m3
Diameter tangki : 1,153 m ≈ 1,5 m
Tinggi tangki : 4,612 m ≈ 5 m
Tebal tangki : 2 in
5.11 Evaporator (V-340)
Fungsi : Untuk memisahkan oleamida dari kloroform dan menguapkan
kloroform
Suhu umpan masuk : 30 0C = 86 0F
Suhu produk keluar : 70 0C = 158 0F
Jumlah : 1 unit
Diameter tangki = 1,5 m
Tinggi tangki = 5 m
Volume tangki = 10,5 m3
Jumlah tube = 2
Tebal plate = 2 in
5.12 Rotary Dryer (RD-350)
Fungsi : Untuk menguapkan kloroform dan mengeringkan oleamida
Jumlah : 2 unit
Bahan konstruksi : Stainless steel SA-304
Spesifik rotary dryer :
- Diameter : 3 ft
- Panjang : 8,7793 ft
- Putaran : 31,832 rpm
- Waktu Transportasi : 0,2736 jam
- Power : 5,03 Hp
5.13 Ball Mill (BM-360)
Fungsi : Untuk menghaluskan dan menyeragamkan ukuran oleamida
Jenis : Double toothhed – ball crusher
Bahan : Commersial steel
Jumlah : 1 unit
Kondisi operasi : T=300C ; 1 atm
Kapasitas : 2 ton
Diameter ukuran Ball : 45 cm
Face ukuran Ball : 45 cm
Ukuran maksimum umpan : 10 cm
Kecepatan Ball : 40 rpm
Daya motor yang digunakan : ¼ Hp
5.14 Gudang Produk Oleamida (G-370)
Fungsi : Sebagai tempat untuk menyimpan produk oleamida
Bahan konstruksi : dinding dari beton dan atap dari seng
Jumlah : 1 bangunan
Kondisi fisik bangunan adalah sebagai berikut :
1. Panjang gudang = 28,56 m ≈ 29 m
2. Lebar gudang = 15,912 m ≈ 16 m
3. Tinggi gudang = 11,52 m ≈ 11,5 m
5.15 Kondensor (CD – 380)
Fungsi : Mengondensasikan kloroform kotor sebagai produk
keluaran evaporator
Jenis : 1-2 Shell and tube exchanger
Dipakai : 1 in OD Tube 16 BWG, panjang = 10 ft, 2 pass
Faktor pengotor : 0,003
Jumlah tube : 9 buah
5.16 Tangki Penampung Kloroform (F-390)
Fungsi : Tempat menampung kloroform dari kondensor
Kondisi : T=300C ; 1 atm
Jumlah : 1 unit
Bentuk : Silinder beratap elipsoidal dan alas datar
Volume tangki : 2,014 m3
Diameter tangki : 0,949 m
Tinggi tangki : 2,847 m
Tinggi tutup : 0,4745 m
Tebal tangki : 2 in
5.17 Pompa Tangki Urea (L-131)
Fungsi : Untuk memompa urea menuju reaktor
Jenis : Sentrifugal pump
Bahan konstruksi : Comercial steel
Laju alir massa (F) = 269,676 kg/jam
Kecepatan linier = 0,3306 ft
Jumlah = 2 unit
5.18 Pompa Asam Oleat (L-141)
Fungsi : Untuk memompa asam oleat menuju reaktor
Jenis : Sentrifugal pump
Bahan konstruksi : Comercial steel
Laju alir massa (F) = 1.267,4772 kg/jam
Kecepatan linier = 2,316 ft
Jumlah = 2 unit
Daya Motor =1/8 Hp
5.19 Pompa Tangki Reakor (L-211)
Fungsi : Untuk memompa oleamida kasar menuju tangki
penampung pemurnian
Jenis : Sentrifugal pump
Bahan konstruksi : Comercial steel
Laju alir massa (F) = 1537,1532 kg/jam
Kecepatan linier = 3 ft
Jumlah = 2 unit
Daya Motor =1/8 Hp
5.20 Pompa Tangki Pemurni Oleamida (L-311)
Fungsi : Untuk memompakan larutan oleamida ke filter
press
Jenis : Sentrifugal pump
Bahan konstruksi : Comercial steel
Laju alir massa (F) = 3.923,838 kg/jam
Kecepatan linier = 5,11 ft
Jumlah = 2 unit
Daya Motor = 1/8 Hp
5.21 Pompa Tangki Penampung Sementara (L-331)
Fungsi : Untuk memompakan larutan oleamida ke filter
press
Jenis : Sentrifugal pump
Laju alir massa (F) = 3.923,838 kg/jam
Kecepatan linier = 5,11 ft
Jumlah = 2 unit
Daya Motor = 1/8 Hp
5.22 Screw Conveyor (J-351)
Fungsi : Mengangkut oleamida dari rotary dryer untuk dimasukkan ke
dalam ball mill
Jenis : Horizontal screw conveyor
Bahan : Commercial Steel
Kondisi Operasi :
Temperatur (T) : 30 oC
Tekanan (P) : 1 atm (14,696 psi)
Spesifikasinya adalah sebagai berikut: (Perry,1999)
Diameter Flight = 9 in = 22,5 cm
Diameter Pipa = 2 1/2 in = 6,25 cm
Diameter Shaft = 2 in = 5 cm
Hanger Center = 10 ft = 3,05 m
Kecepatan Putaran = 40 rpm
Diameter bagian umpan = 8,04 in
Panjang screw conveyor = 75 ft
Daya motor yang digunakan = 2,25 Hp
5.23 Belt Conveyor (BC-361)
Fungsi : Untuk mengangkut oleamida dari ball mill ke
gudang produk oleamida
Jenis : Horizontal belt conveyor
Bahan konstruksi : Carbon steel
Jumlah : 1 unit
Panjang konveyor : 50,1957 ft
Ketinggian konveyor : 4,3744 ft
BAB VI
INSTRUMENTASI KESELAMATAN KERJA
6.1 Instrumentasi
Pengoperasian suatu pabrik kimia harus memenuhi beberapa persyaratan yang
ditetapkan dalam perancangannya. Persyaratan tersebut meliputi keselamatan, spesifikasi
produk, peraturan mengenai lingkungan hidup, kendala operasional, dan faktor ekonomi.
Pemenuhan persyaratan tersebut berhadapan dengan keadaan lingkungan yang
berubah-ubah, yang dapat mempengaruhi jalannya proses atau yang disebut disturbance (gangguan)
(Stephanopoulus, 1984). Adanya gangguan tersebut menuntut penting dilakukan
pemantauan secara terus-menerus maupun pengendalian terhadap jalannya operasi suatu
pabrik kimia untuk menjamin tercapainya tujuan operasional pabrik. Pengendalian atau
pemantauan tersebut dilaksanakan melalui penggunaan peralatan dan enginner (sebagai
operatur terhadap peralatan tersebut) sehingga kedua unsur ini membentuk satu sistem
kendali terhadap pabrik.
Instrumentasi adalah peralatan yang dipakai didalam suatu proses kontrol untuk
mengatur jalannya suatu proses agar diperoleh hasil sesuaidengan yang diharapkan. Fungsi
instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan pemberi tanda bahaya.
Peralatan insterumentasi biasanya bekerja dengan tenaga mekanik atau tenaga lisrtik dan
pengontrolnya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada
suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu
sendiri. Pada pemakaian alat instrumentasi juga harus ditentukan apakah alat-alat tersebut
dipasang diatas papan instrumentasi dekat peralatan proses (kontrol manual) atau disatukan
dalam suatu ruangan kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis)
(Sumber: Peters, 2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktifitas pH,
humiditas,titik embun, komposisi kimia, kandungan kelembababan dan variabel
lainnya.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi
otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan
maka instrumen akan bekerja sendiri untuk mengembalikan variabel pada kondisi semula,
instrumen ini bekerje sebagai controller. Pengendalian secara semi otomatis adalah
pengendalian yang mencatat perubahan-perubahan yang terjadi pada variabel ke niali yang
dikontrol. Untuk mengubah variabel-variabel ke iali yang diinginkan dilakukan usaha secara
manual, instrumen ini bekerja sebagai pencatat (recorder).
Alat-alat kontrol yang biasa dipakai pada peralatan proses antara lain:
1. Temperature Controller (TC)
Adalah alat/instrumen yang digunakan sebagai alat pengukur suhu dan pengukur
sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan mengatur
jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu proses
yang sedang bekerja.
Prinsip kerja:
Rate fluida masuk dan keluar alat kontrol atau diafragma valve. Rate fluida ini
memberikan sinyal kepada TC untuk mendeteksi dan mengukur suhu sistem pada set
point.
2. Pressure Controller (PC)
Adalah alat/instrumen yang digunakan sebagai alat pengatur tekanan dan pengukur
sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan mengatur
jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu proses
yang sedang bekerja.
Prinsip kerja:
Pressure Control (PC) akibat tekanan uap keluar akan membuka/menutup diafragma
valve. Kemudian valve memberikan sinyal kepada PC untuk mengukur dan
mendeteksi tekanan pada set piont.
3. Flow Controller (FC)
Adalah alat/instrumen yang digunakan untuk mengatur kecepatan aliran fluida
dalam pipa line atau unit proses lainnya. Pengukuran kecepatan aliran dalam pipa
biasanya diatur dengan mengatur output dari alat, yang mengakibatkan fluida
mengalir dalam pipa line.
Prinsip kerja:
Kecepatan alir diatur oleh regulating valve dengan mengubah tekanan discharge dari
pompa. Tekanan discharge pompa melakukan bukaan/tutupan valve dan FC
LI
LI
TC PI
LI
TC PI
LI
TC PI
LI
TC PI
4. Level Controller (LC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan dalam
suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi permukaan cairan
dilakukan dengan operasi dari sebuah control valve, yaitu dengan mengatur rate
cairan masuk atau keluar proses.
Prinsip kerja:
Jumlah aliran fluida diatur oleh contol valve. Kemudian rate fluida melalui valve ini
akan memberikan sinyal kepada LC untuk memdeteksi tinggi permukaan pada set
point.
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah:
- Kualitas produk dapat diperoleh sesuaidengan yang diinginkan
- Pengoperasian sistem peralatan lebih mudah
- Sistem kerja lebih efisien
- Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat.
Tangki Urea Tangki Asam Oleat Reakt or
Tangki Pemurni Tangki Penam pung Sem ent ara Pom pa
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pebuatan Oleamida dari Asam
Oleat dan Urea
No. Nama Alat Jenis Instrumen
1 Tangki Urea Level Indicator (LI)
Temperature Contoller (TC)
Pressure Contoller (PC)
2 Tangki Asam Oleat Level Indicator (LI)
Temperature Contoller (TC)
Pressure Contoller (PC)
3 Reaktor Level Indicator (LI)
Temperature Contoller (TC)
Pressure Contoller (PC)
4 Tangki Penampung Sementara Level Indicator (LI)
5 Rotary Dryer Temperature Contoller (TC)
Flow Contoller (LC)
6 Pompa Flow Contoller (FC)
7 Kondensor Temperature Contoller (TC)
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena
itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu
diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat pabrik
beroperasi.
Rot ary Dryer
Kondensor
[image:35.612.127.513.281.556.2]Sebagai pedoman pokok dalam usaha penanggulaan masalah kerja, Pemerintah
Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada No. 1
tanggal 12 januari 1970. Semakin tinggi tingkat keselamatan dari suatu pabrik maka makin
meningkat pula aktovitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja
yang sudah terjamin dan suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban para
perancang pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut:
- Penanganan dan pengangkutan bahan harus seminimal mungkin
-
Adanya penerangan yang cukup dan sistem pertukaran udara yang baik.-
Jarak antara mesin dan peralatan lain cukup luas-
Setiap ruang gerak harus aman dan tidak licin-
Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran.-
Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya.-
Penyediaan fasilitas pengungsian bila terjadi kebakaran.6.3 Keselamatan Kerja Pra Rancangan Pabrik Pembuatan Oleamida
6.3.1 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah dengan
menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan ialah melengkapi
karyawan dengan peralatan perlindungan diri sebagai berikut:
1. Helm
2. Pakaian dan perlengkapan perlindungan
3. Sepatu pengaman
4. Pelindung Mata
5. Masker udara
6. Sarung tangan
6.3.2 Keselamatan Kerja Terhadap Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut:
1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekring
atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik
3. Penempatan dan pemasangan motor-motor listik tidak boleh menggangu lalu
lintas kerja.
4. Memasang tanda larangan yang jelas pada daerah sumber tegangan tinggi.
5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal
petir yang dibumukan
7. kabel-kabel listrik yang diletakkan berdekatan dengan alat-alat yang bekerja pada
suhu tinggi harus diisolasi secara khusus.
6.3.3 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat. 4. Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.4 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
3. Jalur perpipaan sebaiknya berada diatas permukaan tanah atau diletakkan pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila di luar gedung agar tidak menghalangi kendaraan yang lewat.
5. Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung untuk menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan, yaitu :
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. 2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan paralataan yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Setiap kontrol diatur secara periodik terhadap alat instalasi pabrik oleh petugas
BAB VII
UTILITAS
Utilitas adalah yang memasok energi panas, energi listrik dan air bagi pabrik.
Sarana dan prasarana utilitas ini harus dirancang sedemikian rupa agar proses produksi dapat
terus berlangsung secara berkesinambungan.
Berdasarkan kebutuhannya, utilitas pada perancangan pabrik pembuatan oleamida
dari asam oleat dan urea, adalah sebagai berikut:
1. Kebutuhan steam
2. Kebutuhan air
3. Kebutuhan listrik
4. Kebutuhan bahan bakar
5. Unit Pengolahan Limbah
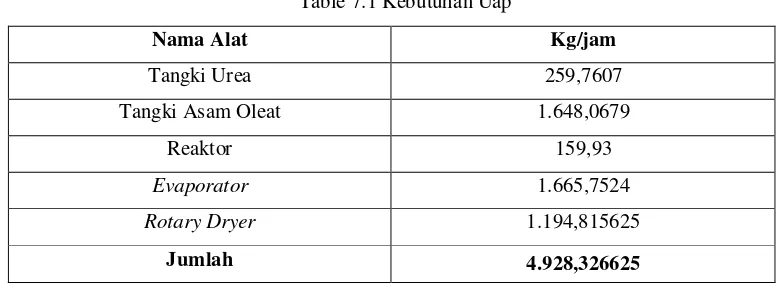
7.1 Kebutuhan steam
Pada pengoperasian pabrik dibutuhkan uap sebagai pemanas. Adapun kebutuhan
[image:39.612.123.514.398.541.2]uap pada pabrik pembuatan oleamida dari asam oleat dan urea:
Table 7.1 Kebutuhan Uap
Nama Alat Kg/jam
Tangki Urea 259,7607
Tangki Asam Oleat 1.648,0679
Reaktor 159,93
Evaporator 1.665,7524
Rotary Dryer 1.194,815625
Jumlah 4.928,326625
Tambahan untuk faktor keamanan diambil sebesar 20% dan faktor kebocoran
sebesar 10% (Perry, 1999) maka :
Total steam yang dibutuhkan = (1 + faktor keamanan) x Kebutuhan uap
= (1,2) x 4.928,326625 kg/jam
= 5.913,99195kg/jam
Diperkirakan 80% kondensat dapat digunakan kembali (Evans,1978), sehingga:
Kondensat yang digunakan kembali = 80% x 5.913,99195 kg/jam
= 4.713,978456 kg/jam
Kebutuhan air tambahan untuk ketel = 20% x 5.913,99195kg/jam
= 1.178,4946 ≈ 1.178,5 kg/jam
7.2 Kebutuhan Air
Dalam proses produksi air memegang peranan penting, baik untuk keperluan proses
maupun kebutuhan domestik. kebutuhan air pada pabrik pembuatan oleamida dari asam
oleat dan urea adalah sebagai berikut:
1. Kebutuhan air untuk pendingin pada kondensor = 968,58 kg/jam ≈ 969
kg/jam.
2. Kebutuhan air umpan ketel = 1.178,5 kg/jam
3. Air yang perlu ditambahkan sebagai pengganti air yang hilang selama proses
meliputi perhitungan sebagai berikut:
Wm = We + Wd + Wb
Dimana, Wm = make-up water
We = air hilang pada penguapan
Wd = drift loss
Wb = air hilang karena saat blow down
Air hilang karena penguapan:
We = 0,00085 Wc (T1-T2)
Dimana, Wc = jumlah air pendingin yang dibutuhkan
T1 = temperature masuk cooling water tower (oF)
T2 = temperature keluar cooling water tower (oF)
We = 0,00085 x 969 (104 – 82,4)
= 17,79084kg/jam
Air kehilangan karena driff loss = 0,2 % air pendingin masuk
Wd = 0,002 x 969
Air hilang karena blow down:
Wb =
1
S We
S = 5 siklus (Perry, 1997)
= 4,44771kg/jam
Wm = 17,79084+ 1,938 + 4,44771
= 24,17655kg/jam
Kebutuhan air domestik (keperluan sehari-hari, kantin, dan lain-lain) kebutuhan air domestik
untuk masyarakat industri diperoleh untuk tiap orang/shift adalah 40 – 100 Liter/hari (Met
Calf, dkk.1991)
Diambil 100 Liter/hari x
jam 24
hari 1
= 4,16 L/jam x 1 kg/L = 4,16 Liter/jam
air = 955,68 kg/m3 = 1 kg/Liter
Jumlah karyawan = 110 orang
Maka total air Domestik = 4,16 x 110 = 457,6 Liter/jam x 1 kg/Liter = 457,6 kg/jam
Kebutuhan air tambahan, untuk keperluan sehari-hari (Laboratorium, pencuci
peralatan dan lain-lain) diperkirakan 10% dari total kebutuhan air.
Kebutuhan air tambahan:
= 10% (24,17655 + 1.178,5 + 457,6) = 166,02765 kg/jam
Maka total kebutuhan air yang diperlukan pada pengolahan awal tiap jamnya adalah :
= 969 + 1.178,5 + 457,6 + 166,02765
= 2.771,138 kg/jam
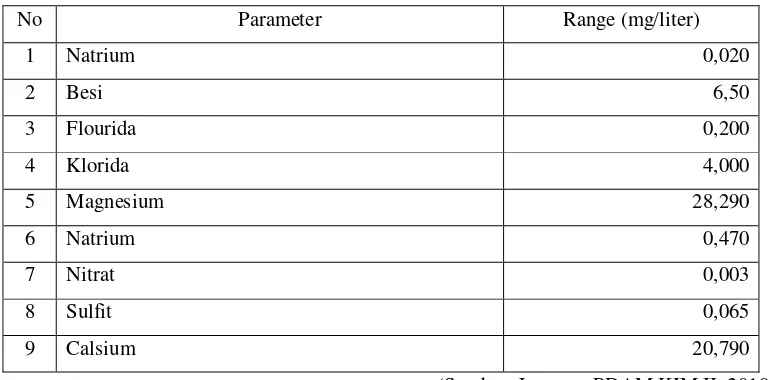
7.2.1 Unit Pengolahan air
Sumber air untuk pembuatan oleamida ini berasal dari air tanah Kawasan Industri
Tabel 7.2 Kandungan Kimia dalam Air Tanah Kawasan KIM II
No Parameter Range (mg/liter)
1 Natrium 0,020
2 Besi 6,50
3 Flourida 0,200
4 Klorida 4,000
5 Magnesium 28,290
6 Natrium 0,470
7 Nitrat 0,003
8 Sulfit 0,065
9 Calsium 20,790
(Sumber: Laporan PDAM KIM II, 2010)
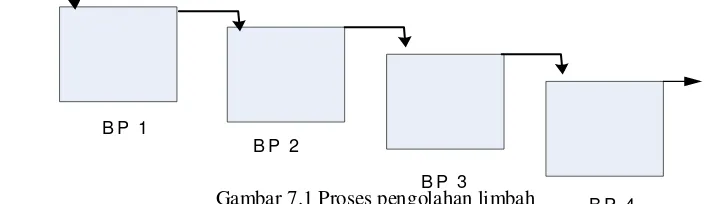
7.2.2 Bak Pengendapan (BP)
Setelah air dipompa dari sumur bor, didalam air tersebut masih terdapat
partikel-partikel padatan kecil seperti pasir. Untuk menghilangkan pasir tersebut maka air yang
sudah dipompakan tadi dialirkan kedalam bak pengendapan untuk mengendapkan pasir –
pasir yang terikut pada saat air dipompakan dari sumur bor.
7.2.3 Aerasi
Ion Fe selalu di jumpai pada air alami dengan kadar oksigen yang rendah, seperti
pada air tanah yang tanpa udara. Fe dapat dihilangkan dari dalam air dengan melakukan
oksidasi menjadi Fe(OH)3 yang tidak larut dalam air, kemudian di ikuti dengan pengendapan
dan penyaringan. Proses oksidasi dilakukan dengan menggunakan udara biasa di sebut aerasi
yaitu dengan cara memasukkan udara dalam air.
7.2.3 Bak pengendapan II
Pada bak pengendapan II terjadi proses pengendapan (sedimentasi) partikel-partikel
padat yang tersuspensi dalam cairan/zat cair karena pengaruh gravitasi (gaya berat secara
alami). Proses pengendapan dengan cara gravitasi untuk mengendapkan partikel-partikel
tersuspensi yang lebih berat daripada air. Pada dasarnya proses tersebut tergantung pada
pengaruh gaya gravitasi dari partikel tersuspensi dalam air. Biaya pengolahan air dengan
penambahan bahan kimia. Kegunaan sedimentasi untuk mereduksi bahan-bahan tersuspensi
(kekeruhan) dari dalam air dan dapat juga berfungsi untuk mereduksi kandungan organisme
(patogen) tertentu dalam air. Proses sedimentasi adalah proses pengendapan dimana
masing-masing partikel tidak mengalami perubahan bentuk, ukuran, ataupun kerapatan selama
proses pengendapan berlangsung. Partikel-partikel padat akan mengendap bila gaya gravitasi
lebih besar dari pada kekentalan dalam cairan.
7.2.4 Filtrasi
Filtrasi bertujuan untuk memisahkan flok dan koagulan yang masih terikut bersama
air. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan yaitu :
a.Lapisan I terdiri dari pasir hijau (silica gel), setinggi 20 in
b.Lapisan II terdiri dari antrasit, setinggi = 10 in
c.Lapisan III terdiri dari batu kerikil (gravel), setinggi =16 in
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan.
Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan
regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand filter,
air dipompakan ke menara air sebelum didistribusikan untuk berbagai kebutuhan.
Untuk air proses, masih diperlukan pengolahan lebih lanjut yaitu proses
demineralisasi (softener) dan deaerasi. Untuk air domestik, laboratorium, kantin, dan tempat
ibadah, serta poliklinik, dilakukan proses klorinasi yaitu mereaksikan air dengan klor untuk
membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya berupa kaporit,
Ca(ClO)2. Khusus untuk air minum, setelah dilakukan proses klorinasi diteruskan ke
penyaring air (water treatment system) sehingga air yang keluar merupakan air sehat dan
memenuhi syarat–syarat air minum tanpa harus dimasak terlebih dahulu.
Perhitungan kebutuhan kaporit, Ca(ClO)2 :
Kebutuhan air yang memerlukan proses klorinasi :
457,6 kg/jam
Kaporit yang digunakan direncanakan mengandung klorin 70 %
Kebutuhan klorin : 2 ppm dari berat air (Gordon, 1968)
Total kebutuhan kaporit : (2.10-6 x 457,6) / 0,7 = 0,001307 kg/jam
7.2.5 Demineralisasi
Air untuk umpan ketel dan proses harus murni dan bebas dari garam-garam terlarut.
Menghilangkan kation-kation Ca2+, Mg2+
Menghilangkan anion-anion Cl
-Alat-alat demineralisasi dibagi atas :
1. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan mengurangi
kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg
dan kation lain yang larut dalam air dengan kation dari resin. Resin yang digunakan
bermerek Daulite C-20.
Reaksi yang terjadi :
2H+R + Ca2+ Ca2+R + 2H+
2H+R + Mg2+ Mg2+R + 2H+
Untuk regenerasi dipakai H2SO4 dengan reaksi sebagai berikut :
Ca2+R + H2SO4 CaSO4 + 2H+R
Mg2+R + H2SO4 MgSO4 + 2H+R
2. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion negatif yang terdapat dalam air
dengan ion hidroksida dari resin. Resin yang digunakan bermerek IRA-410. Resin ini
merupakan kopolimer stirena DVB (Lorch,1981). Reaksi yang terjadi:
2ROH + SO42- R2SO4 + 2OH
-ROH + Cl- RCl + OH
-Untuk regenerasi dipakai larutan NaOH dengan reaksi:
R2SO4 + 2NaOH Na2SO4 + 2ROH
RCl + NaOH NaCl + ROH
Perhitungan Kesadahan Kation :
Air tanah daerah KIM II mengandung kation Fe2+, Ca2+, Mg2. Masing-masing 6,50 ppm,
28,790 ppm, 25,970 ppm.
1 gr/gal = 17,1 ppm
Total kesadahan kation = 61,26/17,1 mg/liter
= 3,58 gr/ga
Volume =
galon/jam 312
/ 736 , 311
/ 17 , 264 995,68kg/m
kg/jam 1.178,5
ρ
m 3
3
jam galon
m gal x
Kesadahan air = 3,58 gr/gal x 311,736 gl/jam x 24 jam
= 26.784,36 gr/ hari = 26,78436 kg/hari
Ukuran kation Exchanger
Jumlah air yang diolah = 312 galon/jam
Digunakan ion exchanger 1 unit dengan service flow maksimum 19 galon/menit.
Dari Tabel 12.4 Nalco (1988), diperoleh data sebagai berikut:
Diameter tangki : 2 ft
Luas permukaan, A : 0,7854 ft2
Resin yang digunakan adalah Daulite C – 20, dengan nilai EC (Exchanger Capacity,
yaitu kemampuan penukar ion untuk menukar ion yang ada pada air yang melaluinya) = 25
kg/ft3 (Nalco, 1988).
Kebutuhan regenerant : 10 lb H2SO4/ft3 hari
Kebutuhan resin = 1,0714ft /hari
kgr/ft 25
kg/hr
26,78436 3
3
Tinggi yang dapat ditempati oleh resin
ft 1,364 7854
, 0 1,0714 permukaan
luas
resin kebutuhan
h
Tinggi minimum resin = 2,5 ft (Nalco, 1988)
Sehingga volume resin yang dibutuhkan = 2,5 ft x 0,7854 ft2 = 1,9635 ft3
Waktu regenerasi =
kg/hari
78436
,
26
kgr/ft
25
ft
1,9635
3
3= 1,83 hari = 43,985 jam
Kebutuhan regenerant H2SO4 = 26,78436 kg/hari x 3 3
kgr/ft
25
lb/ft
10
= 10,714 lb/hari = 4,856 kg/hari
= 0,2024 kg/jam
2. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk mengikat atau menyerap anion-anion yang terlarut
sehingga resin akan melepas ion OH-. Persamaan reaksi yang terjadi dalam anion
exchanger adalah :
2R-OH + SO42- R2SO4 + 2OH
-R-OH + Cl- RCl + OH
-Untuk regenerasi dipakai larutan NaOH dengan reaksi:
R2SO4 + 2NaOH Na2SO4 + 2ROH
RCl + NaOH NaCl + ROH
Perhitungan Kesadahan Anion
Air tanah daerah mabar KIM II mengandung anion F-, Cl-, S2-, NO22-, masing-masing 0,2
ppm, 4 ppm, 0,065 ppm, dan 0,003 ppm.
1 gr/gal = 17,1 ppm
Total kesadahan anion = 0,2 + 4 + 0,065 + 0,003
= 4,268 ppm/17,1
= 0,24 gr/gal
Jumlah air yang diolah = 1.178,5 kg/jam
= 3 x 264,17gal/m3
kg/m 995,68
kg/jam 1.178,5
= 312,675 gal/jam
Kesadahan air = 0,24 gr/gal x 312,675 gal/jam x 24 jam/hari
= 1.801,01 gr/hari = 1,80101 kg/hari
Perhitungan ukuran Anion Exchanger :
Jumlah air yang diolah = 312 gal/jam ≈ 5,2 gal/menit.
Dari Tabel 12.4, Nalco Water Treatment, 1988 diperoleh data-data sebagi berikut:
- Diameter penukar anion = 2 ft
- Luas penampang penukar anion = 0,7854 ft2
- Jumlah penukar kation = 1 unit
Volume Resin yang Diperlukan
Total kesadahan air = 1,80101 kg/hari
- Kebutuhan regenerant = 5 lb NaOH/ft3 resin
Jadi,
Kebutuhan resin = 3
kg/ft 12
kg/hari 1,80101
= 0,15 ft3 / hari
Tinggi resin =
7854 , 0
0,15
= 0,1911 ft
Tinggi minimum resin adalah 30 in = 2,5 ft (Nalco, 1988) Sehingga volume resin yang dibutuhkan = 2,5 ft x 0,7854 ft2 = 1,9635 ft3
Waktu regenerasi =
kg/hari
1,80101
kg/ft
12
ft
9635
,
1
3
3= 13,083 hari = 313,992 jam.
Kebutuhan regenerant NaOH = 1,80101 kg/hari x 3 3
kgr/ft
12
lb/ft
5
= 0,75 lb/hari = 1,654 kg/hari
= 0,069 kg/jam
7.2.6 Deaerator
Deaerator berfungsi untuk memanaskan air dan menghilangkan gas terlarut yang keluar dari alat penukar ion (ion exchanger) sebelum dikirim sebagai air umpan ketel. Air hasil demineralisasi dikumpulkan pada tangki air umpan ketel sebelum dipompakan ke deaerator.
Pada proses deaerator ini, air dipanaskan hingga 90oC supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab gas-gas tersebut dapat menyebabkan
korosi. Selain itu deaerator juga berfungsi sebagai preheater, mencegah perbedaan suhu yang mencolok antara air make-up segar dengan suhu air dalam boiler. Pemanasan dilakukan dengan menggunakan pemanas listrik.
7.3 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut :
1. Unit Proses
- Bucket Elevator (BE-111) = 0,25 Hp
- Tangki Urea (T-130) = 0,125 Hp
- Tangki Asam Oleat (T-140) = 0,5 Hp
- Tangki Reaktor (R-210) = 0,5 Hp
- Tangki Pemurni (T-310) = 0,75 Hp
- Rotary Dryer (RD - 350) = 5,03 Hp
- Screw Conveyor (J-351) = 2,25 Hp
- Belt Conveyor = 0,5 Hp
- Pompa – 1 (L-121) = 0,125 Hp