PRA RANCANGAN PABRIK
PEMBUATAN BLANDED C12
-C
14 DAN ASAM OLEATDARI FRAKSINASI PALM KERNEL OIL
DENGAN KAPASITAS PRODUKSI 74.233 TON/TAHUN
TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan
Ujian Sarjana Teknik Kimia
DISUSUN OLEH :
FERRY IRAWAN
NIM : 060405018
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
[1409] Jangan mencela dirimu sendiri Maksudnya ialah mencela antara sesama mukmin karana
orang-orang mukmin seperti satu tubuh.
[1410] Panggilan yang buruk ialah gelar yang tidak disukai oleh orang yang digelari, seperti panggilan
KATA PENGANTAR
Syukur Alhamdulillah kehadirat Allah SWT atas limpahan rahmat dan hidayahnya serta ilmu yang dikarunia-NYA yang diberikan selama ini dan sampai kapanpun. Shalawat beriring salam kepada junjungan Nabi Besar Muhammad SAW, semoga kita mendapatkan Syafa’at kelak
Aminn
Terlebih Tugas Akhir ini saya persembahkan buat
Almarhum Ayahanda Drs. Sumantri [29 Agustus 1952 – 20 Mei 2009]
beliau adalah sosok yang menjadikan saya pribadi sampai saat ini, dan
inilah “awal pembuktian” kebaktian seorang anak kepada ayahnya.
hingga menjadi
FERRY IRAWAN, ST
[07 Agustus 2006 – 20 Juli 2011]
Dalam pembuatan Tugas Akhir saya ini yang berjudul
Pra-Rancangan Pabrik Pembuatan Blanded C12-C14dan Asam Oleat
dari Fraksinasi PKO (Palm Kernel Oil) dengan Kapasitas Produksi 74.233 Ton/Tahun
Saya mengucapkan banyak terima kasih kepada :
Bapak Dr. Ir. M. Yusuf Ritonga, MT sebagai Dosen Pembimbing I yang telah membimbing, memberikan masukan dan arahan serta aplikasi ilmu di lapangan selama menyelesaikan tugas akhir ini
Ibu Ir.Renita Manurung, MT sebagai Dosen Pembimbing II dan sekaligus sebagai Koordinator Tugas Akhir Departemen Teknik Kimia FT USU yang juga telah memberikan masukan, arahan dan waktunya selama menyelesaikan tugas akhir ini
Bapak Dr. Eng. Ir. Irvan, Msi sebagai Ketua Departemen Teknik Kimia Fakultas Teknik USU.
Ibu Dr. Ir. Fatimah, MT sebagai Sekretaris Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Seluruh Dosen Pengajar Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan ilmu kepada saya selama menjalani studi.
Seluruh pegawai administrasi Teknik Kimia yang telah memberikan bantuan kepada penulis selama menjalani pendidikan di Departemen Teknik Kimia.
Bapak Ir. Syahrul Fauzi, MT sebagai Dosen Penguji III yang telah memberikan waktu dan saran atas perbaikan Tugas Akhir saya ini.
Dan yang paling istimewa, Ibunda Juniar Siregar, BA tercinta yang telah memberikan dukungan moril dan non moril kepada saya, sehingga saya dapat melanjutkan studi hingga sampai saat ini. Terima kasih banyak Mama. Dan adikku Debby Mayasari, semoga dirimu segera menyusul abangmu untuk dapat menyelesaikan studinya. Amin. Buat Nenek Parini, Pak Ir. Arwansyah Lubis beserta Ibu Trisni Siregar dan seluruh keluarga yang selalu memberikan dukungan motivasi dan mendoakan penulis dalam menyelesaikan tugas akhir ini.
Rekan seperjuangan Gina Sari Anjani, ST yang telah bersama berjuang bersama tanpa kenal lelah dan waktu dalam upaya menyelesaikan tugas akhir ini. Serta buat Om Drs. Eman Kusdiyana, Mhum, tante Ety Suhaety, Aggri Dwi Purnama, serta Mira Mia Reta Putri.
Ibu Dr. Ir. Iriany, Msi sebagai dosen sekaligus Kepala Laboratorium Operasi Teknik Kimia yang selama ini juga memberikan saran-saran yang sangat bermanfaat. Serta para Asisten-asisten Laboratorium OTK.
Seluruh Teman-teman seangkatan 2006 yang selalu menyemangati dan yang selalu ada untuk setiap keluh penulis, Lutfi Difi Rosta ST, Dahyat ST, Meutia Mirnandaulia ST, Refina Sari Siregar ST, Senafati ST, Amalia Yolanda ST, Delvira ST, Siti Fatimah Siregar, Andika Syahputra Siregar, T Ari Fahreza, M.Fadli Khairul, Andri Ihsan Pratomo, Arzan Mardinata, Agus Boy, Rossi, Christopel, Nimrod, Haryanto, Rio, Wulan, Putri, Apriando, Elton, Alan, Beny, Sanjaya, Ferdi, Mortein dan seluruh stambuk 2006 terima kasih atas kebersamaannya selama ini dan semangatnya. Hidup Tekim 06 !!!
Abang kandung stambuk 2003 dan senior-senior stambuk 2004, 2005 bang Azlansyah ST, serta junior-junior stambuk 2007, 2008, 2009 dan 2010.
Seluruh Pihak yang tidak dapat disebutkan satu per satu namanya yang juga turut memberikan bantuan kepada penulis dalam menyelesaikan tugas akhir ini.
Penulis menyadari bahwa Tugas Akhir ini masih belum mencapai kesempurnaan. Karena kesempurnaan hanyalah milik Allah SWT. Semoga Tugas Akhir Skripsi ini dapat bermanfaat bagi kita semua. Amin.
Medan, Juli 2011 Penulis,
FERRY IRAWAN
INTISARI
Asam oleat dan blanded C12-C14 merupakan asam lemak yang banyak
dibutuhkan oleh industri oleokimia dan banyak digunakan sebagai surface active,
emulsifier, dan dalam produk-produk kosmetika.. Asam lemak dapat diperoleh dari
minyak kelapa sawit (CPO) dan minyak inti sawit (PKO). PKO (Palm Kernel Oil) memiliki kandungan asam laurat yang tinggi dibandingkan produk minyak sawit lainnya. Asam oleat dan blanded C12-C14 diperoleh melalui proses hidrolisa dan
fraksinasi pada temperatur tinggi dan tekanan vakum. Pada pra rancangan pabrik pembuatan blanded C12-C14 dan asam oleat digunakan bahan baku PKO (Palm
Kernel Oil ) dan Pure water.
Pra rancangan pabrik pembuatan blanded C12-C14 dan asam oleat ini
direncanakan akan berproduksi dengan kapasitas 74.233 ton/tahun dan beroperasi selama 335 hari dalam satu tahun. Lokasi pabrik yang direncanakan adalah di Kawasan Industri Desa Sei Mangkei, Kecamatan Bosar Maligas, Kabupaten Simalungun, Provinsi Sumatera Utara dengan luas areal 18.109 m2. Tenaga kerja yang dibutuhkan 150 orang dengan bentuk badan usaha Perseroan Terbatas (PT) di bawah pimpinan seorang Direktur.
Hasil evaluasi ekonomi Pabrik Pembuatan blanded C12-C14 dan asam oleat ini
sebagai berikut:
• Total Modal Investasi : Rp 641.194.772.384,- • Total Biaya Produksi : Rp 392.110.741.280,- • Hasil Penjualan : Rp 793.219.268.107,-
• Laba Bersih : Rp 277.985.709.091,-
• Profit Margin (PM) : 50,061 % • Break Even Point (BEP) : 31,119 % • Return on Investment (ROI) : 43,354 % • Pay Out Time (POT) : 2,307 tahun • Return on Network (RON) : 72,257 % • Internal Rate of Return (IRR) : 54,947 %
Dari hasil evaluasi ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
blanded C12-C14 dan asam oleat dari PKO (Palm Kernel Oil) ini layak untuk
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... ix
DAFTAR LAMPIRAN. ... xvii
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang Pendirian Pabrik ... I-1
1.2 Rumusan Masalah ... I-4
1.3 Ruang Lingkup Perancangan ... I-4
1.4 Manfaat Pra Rancangan Pabrik ... I-4
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Minyak Kelapa Sawit ... II-1
2.1.1 Tanaman Kelapa Sawit ... II-1
2.1.2 Komponen-komponen pada Minyak Kelapa Sawit ... II-2
2.1.3 Minyak dan Lemak ... II-2
2.1.4 Asam Lemak (Fatty Acid) ... II-3
2.1.5 Macam – macam Hidrolisa dan Fraksinasi ... II-5
2.1.6 Asam Oleat ... II-6
2.1.7 Gliserol ... II-7
2.2 Spesifikasi Bahan Baku ... II-9
2.2.1 Minyak Inti Sawit/ PKO (Palm Kernel Oil) ... II-10
2.2.2 Air ... II-10
2.3 Spesifikasi Produk. ... II-10
2.3.1 Sifat – sifat Asam Oleat ... II-10
2.3.2 Sifat – sifat Asam Laurat ... II-11
2.3.3 Sifat – sifat Gliserol ... II-11
2.3.4 Pemilihan Proses ... II-12
BAB III NERACA MASSA ... III-1
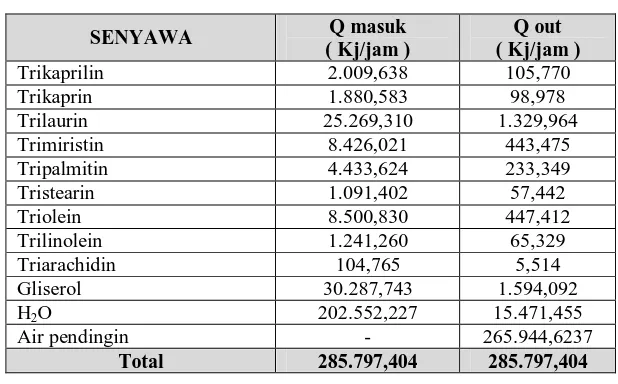
BAB IV NERACA PANAS ... IV-1
BAB V SPESIFIKASI PERALATAN ... V-1
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja ... VI-11
BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Uap air (Steam) ... VII-1
7.2 Kebutuhan Oil Thermal Heater (OTH) ... VII-2
7.3 Kebutuhan Air ... VII-3
7.3.1 Kebutuhan air proses ... VII-3
7.3.2 Kebutuhan air lainnya ... VII-4
7.4 Kebutuhan Listrik ... VII-7
7.5 Kebutuhan Bahan Bakar ... VII-7
7.6 Kebutuhan Nitrogen. ... VII-10
7.7 Pengolahan Limbah ... VII-11
7.8 Spesifikasi Peralatan Utilitas ... VII-14
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1
8.2 Tata Letak Pabrik ... VIII-4
8.3 Perincian Luas Areal Pabrik ... VIII-6
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN... IX-1
9.1 Organisasi Perusahaan ... IX-1
9.1.1 Bentuk Organisasi Garis ... IX-2
9.1.2 Bentuk Organisasi Fungsionil... IX-2
9.1.3 Bentuk Organiasi Garis dan Staf... IX-3
9.1.4 Bentuk Organisasi Fungsionil dan Staf ... IX-4
9.2 Manajemen Perusahaan ... IX-4
9.3 Bentuk Hukum Badan Usaha ... IX-6
9.4 Uraian Tugas, Wewenang, dan Tanggung Jawab ... IX-7
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-7
9.4.3 Direktur ... IX-8
9.4.4 Sekretaris ... IX-8
9.4.5 Manager Produksi ... IX-8
9.4.6 Manager Teknik ... IX-9
9.4.7 Manager Umum dan Keuangan ... IX-9
9.4.8 Manager Pembelian dan Pemasaran... IX-9
9.5 Sistem Kerja ... IX-9
9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-12
9.7 Sistem Penggajian ... IX-13
9.8 Tata Tertib ... IX-16
9.9 JAMSOSTEK dan Fasilitas Tenaga Kerja ... IX-16
BAB X ANALISIS EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.1.1 Modal Investasi Tetap (MIT) Fixed Capital Investment
(FCI) ... X-I
10.1.2 Modal Kerja / Working Capital (WC) ... X-3
10.1.3 Biaya Produksi Total (BPT) / Total Cost (TC) ... X-4
10.1.3.1 Biaya Tetap / Fixed Cost (FC)... X-4
10.1.3.2 Biaya Variabel / Variable Cost (VC) ... X-5
10.1.4 Biaya Variabel (Variabel Cost) ... X-5
10.2 Total Penjualan ... X-5
10.3 Bonus Perusahaan ... X-5
10.4 Perkiraan Rugi/Laba Usaha ... X-5
10.5 Analisa Aspek Ekonomi ... X-6
10.5.1 Profit Margin (PM)... X-6
10.5.2 Break Even Point (BEP) ... X-6
10.5.3 Return on Investment (ROI) ... X-7
10.5.4 Pay Out Time (POT) ... X-7
10.5.5 Return on Network (RON) ... X-8
10.5.6 Internal Rate of Return (IRR) ... X-8
BAB XI KESIMPULAN ... XI-1
DAFTAR GAMBAR
Gambar 2.1 Struktur Gliserol ... II-8
Gambar 6.1 Instrumentasi pada Peralatan. ... VI-5
Gambar 6.2 Instrumentasi Tangki Cairan. ... VI-7
Gambar 6.3 Instrumentasi Kolom Hidrolisa. ... VI-7
Gambar 6.4 Instrumentasi pada Flash Tank. ... VI-8
Gambar 6.5 Instrumentasi Dryer. ... VI-8
Gambar 6.6 Instrumentasi Kolom Fraksinasi. ... VI-9
Gambar 6.7 Instrumentasi pada Akumulator... VI-9
Gambar 6.8 Instrumentasi Heat Exchanger. ... VI-10
Gambar 6.9 Instrumentasi Pompa. ... VI-10
Gambar 6.9 Instrumentasi Pompa. ... VI-10
Gambar 8.1 Peta Lokasi Pabrik Didirikan... VIII-3
Gambar 8.2 Tata Letak Pabrik Pembuatan Blanded C12-C14 dan Asam
Oleat dari Fraksinasi Palm Kernel Oil. ... VIII-7
Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pabrik Pembuatan
Blanded C12-C14 dan Asam Oleat. ... IX-18
Gambar LD.1 Sketsa Sebagian Bar Screen (dilihat dari atas) ... LD-1
Gambar LD.2 Sketsa 3D Bak Sedimentasi ... LD-7
Gambar LD.3 Sketsa 3D Bak penampung sementara hasil clarifier
(B-702). ... LD-32
Gambar LD.4 Grafik Entalpi dan Temperatur Cairan pada Cooling Tower
(CT). ... LD-97
Gambar LD.5 Kurva Hy terhadap 1/(Hy*– Hy). ... LD-97
Gambar LE.1 Indeks Marshall dan Swift. ... LE-3
Gambar LE.2 Linearisasi cost index dari tahun 2003 – 2008. ... LE-4
Gambar LE.3 Harga Peralatan untuk Tangki Penyimpanan (Storage) dan
Tangki Pelarutan ... LE-5
Gambar LE.4 Harga Peralatan untuk Kolom Distilasi. Harga Tidak
Gambar LE.5 Harga Tiap Tray dalam Kolom Distilasi. Harga Termasuk
Tanggul. Permukaan Saluran Limpah. Saluran Uap dan
Bagian Struktur Lainnya. ... LE-7
DAFTAR TABEL
Tabel 1.1 Data Produksi PKO di Indonesia. ... I-2
Tabel 1.2 Data Statistik Impor Kebutuhan Asam Miristat dan Asam
Laurat (Blanded C12-C14) di Indonesia . ... I-3
Tabel 1.3 Data Statistik Impor Kebutuhan Asam Oleat (C18) di Indonesia. I-3
Tabel 2.1 Komposisi Asam Lemak pada PKO dan CPO. ... II-2
Tabel 3.1 Neraca Massa pada Splitting (C-110). ... III-1
Tabel 3.2 Neraca Massa Flash Tank I (FT-110). ... III-1
Tabel 3.3 Neraca Massa Flash Tank II (FT-120). ... III-2
Tabel 3.4 Neraca Massa Dryer (D-210). ... III-2
Tabel 3.5 Neraca Massa Fraksinasi I (C-210). ... III-3
Tabel 3.6 Neraca Massa Kondensor III (E-211). ... III-3
Tabel 3.7 Neraca Massa Reboiler I (E-213). ... III-3
Tabel 3.8 Neraca Massa Fraksinasi II (C-220). ... III-4
Tabel 3.9 Neraca Massa Kondensor IV (E-221). ... III-4
Tabel 3.10 Neraca Massa Reboiler II (E-223). ... III-4
Tabel 3.11 Neraca Massa Fraksinasi II (C-230). ... III-5
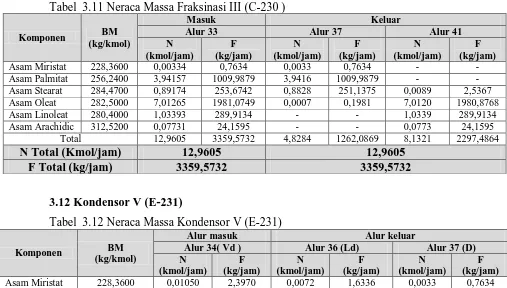
Tabel 3.12 Neraca Massa Kondensor V (E-231). ... III-5
Tabel 3.13 Neraca Massa Reboiler III (E-233). ... III-5
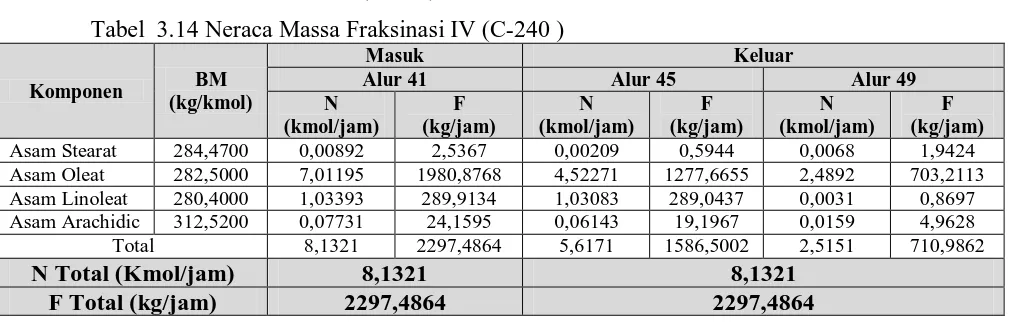
Tabel 3.14 Neraca Massa Fraksinasi II (C-240). ... III-6
Tabel 3.15 Neraca Massa Kondensor VI (E-241). ... III-6
Tabel 3.16 Neraca Massa Reboiler IV (E-243). ... III-6
Tabel 4.1 Neraca Panas Heater I (E-101)... IV-1
Tabel 4.2 Neraca Panas Heater II (E-102). ... IV-1
Tabel 4.3 Neraca Panas Splitting (C-110). ... IV-1
Tabel 4.4 Neraca Panas Flash Tank I (FT-110). ... IV-2
Tabel 4.5 Neraca Panas Flash Tank II (FT-120). ... IV-2
Tabel 4.6 Neraca Panas Kondensor I (E-103). ... IV-2
Tabel 4.7 Neraca Panas Kondensor II (E-105). ... IV-2
Tabel 4.8 Neraca Panas Cooler I (E-104)... IV-3
Tabel 4.10 Neraca Panas Heater III (E-201). ... IV-3
Tabel 4.11 Neraca Panas Kondensor III (E-211). ... IV-4
Tabel 4.12 Neraca Panas Reboiler I (E-213). ... IV-4
Tabel 4.13 Neraca Panas Cooler II (E-212). ... IV-4
Tabel 4.14 Neraca Panas Kondensor IV (E-221). ... IV-4
Tabel 4.15 Neraca Panas Reboiler II (E-223). ... IV-5
Tabel 4.16 Neraca Panas Cooler III (E-222). ... IV-5
Tabel 4.17 Neraca Panas Kondensor V (E-231). ... IV-5
Tabel 4.18 Neraca Panas Reboiler III (E-233). ... IV-5
Tabel 4.19 Neraca Panas Cooler IV (E-232). ... IV-6
Tabel 4.20 Neraca Panas Kondensor VI (E-241). ... IV-6
Tabel 4.21 Neraca Panas Reboiler III (E-243). ... IV-6
Tabel 4.22 Neraca Panas Cooler V (E-242). ... IV-6
Tabel 4.23 Neraca Panas Cooler VI (E-244). ... IV-7
Tabel 4.24 Neraca Panas Cooler VII (E-301). ... IV-7
Tabel 4.25 Neraca Panas Heate IV (E-01). ... IV-7
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan
Blanded C12-C14 dan Asam Oleat dari Fraksinasi Palm Kernel
Oil (PKO). ... VI-6
Tabel 7.1 Kebutuhan Uap (Steam) Pabrik. ... VII-1
Tabel 7.2 Kebutuhan Oli Thermal Heater Sebagai Media Pemanas. ... VII-2
Tabel 7.3 Kebutuhan Air Pendingin Pabrik. ... VII-3
Tabel 7.4 Pemakaian Air Untuk Berbagai Kebutuhan. ... VII-5
Tabel 7.5 Kualitas Air Sungai Mangke, Sumatera Utara. ... VII-6
Tabel 7.6 Perincian Kebutuhan Listrik. ... VII-7
Tabel 7.7 Kebutuhan Nitrogen Awal Pabrik Selama 1 Tahun. ... VII-10
Tabel 7.8 Baku Mutu Limbah Cair (KEP-51/MENLH/10/1995. ... VII-12
Tabel 8.1 Perincian Luas Areal Pabrik. ... VIII-6
Tabel 9.1 Susunan Jadwal Shift Karyawan. ... IX-11
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya. ... IX-12
Tabel 10.1 Analisa Parameter Kelayakan Pabrik Blanded C12-C14 dan
Asam Oleat. ... X-8
Tabel LA.1 Menghitung Berat Molekul Trigliserida pada PKO. ... LA-4
Tabel LA.2 Neraca Massa Splitting (C-110). ... LA-6
Tabel LA.3 Neraca Massa Flash Tank I (FT-110). ... LA-8
Tabel LA.4 Neraca Massa Flash Tank II (FT-120). ... LA-9
Tabel LA.5 Neraca Massa Dryer (D-210). ... LA-11
Tabel LA.6 Neraca Massa Kolom Fraksinasi I (C-210). ... LA-13
Tabel LA.7 Titik Didih Umpan Masuk Fraksinasi... LA-14
Tabel LA.8 Dew Point Destilat. ... LA-14
Tabel LA.9 Bubble Point Produk Bawah. ... LA-15
Tabel LA.10 Data Kondisi Menghitung Harga q. ... LA-15
Tabel LA.11 Data untuk Menghitung Relative volatility rata-rata... LA-16
Tabel LA.12 Perhitungan Harga θ. ... LA-17 Tabel LA.13 Neraca Massa Kondensor III (E-211). ... LA-19
Tabel LA.14 Neraca Massa Reboiler I (E-213). ... LA-21
Tabel LA.15 Neraca massa Kolom Fraksinasi II (C-220). ... LA-23
Tabel LA.16 Titik Didih Umpan Masuk Fraksinasi... LA-24
Tabel LA.17 Dew Point Destilat. ... LA-24
Tabel LA.18 Bubble Point Produk Bawah. ... LA-24
Tabel LA.19 Data Kondisi Menghitung Harga q. ... LA-25
Tabel LA.20 Data untuk Menghitung Relative volatility rata-rata... LA-26
Tabel LA.21 Perhitungan Harga θ. ... LA-26 Tabel LA.22 Neraca Massa Kondensor IV (E-221). ... LA-28
Tabel LA.23 Neraca Massa Reboiler II (E-223). ... LA-30
Tabel LA.24 Neraca massa Kolom Fraksinasi III (C-230). ... LA-32
Tabel LA.25 Titik Didih Umpan Masuk Fraksinasi... LA-33
Tabel LA.26 Dew Point Destilat. ... LA-33
Tabel LA.27 Bubble Point Produk Bawah. ... LA-33
Tabel LA.28 Data Kondisi Menghitung Harga q. ... LA-34
Tabel LA.29 Data untuk Menghitung Relative volatility rata-rata... LA-35
Tabel LA.31 Neraca Massa Kondensor V (E-231). ... LA-37
Tabel LA.32 Neraca Massa Reboiler III (E-233). ... LA-39
Tabel LA.33 Neraca massa Kolom Fraksinasi IV (C-240). ... LA-40
Tabel LA.34 Titik Didih Umpan Masuk Fraksinasi... LA-41
Tabel LA.35 Dew Point Destilat. ... LA-42
Tabel LA.36 Bubble Point Produk Bawah. ... LA-42
Tabel LA.37 Data Kondisi Menghitung Harga q. ... LA-43
Tabel LA.38 Data untuk Menghitung Relative volatility rata-rata... LA-44
Tabel LA.39 Perhitungan Harga θ. ... LA-44 Tabel LA.40 Neraca Massa Kondensor VI (E-241). ... LA-46
Tabel LA.41 Neraca Massa Reboiler IV (E-243). ... LA-48
Tabel LB.1 Konstribusi Gugus untuk Metode Chueh dan Swanson. ... LB-1
Tabel LB.2 Hasil Perhitungan Nilai Kapasitas Panas (Cp(l)) untuk
Trigliserida. ... LB-2
Tabel LB.3 Hasil Perhitungan Nilai Kapasitas Panas (Cp(l)) untuk Asam
lemak ... LB-3
Tabel LB.4 Kapasitas Panas Cairan. ... LB-3
Tabel LB.5 Nilai Gugus pada Perhitungan ∆Hfo298 dengan metode Joback. . LB-4
Tabel LB.6A Hasil Perhitungan ∆Hfo298 dengan metode Joback. ... LB-4
Tabel LB.6B Hasil Perhitungan ∆Hfo298 dengan metode Joback. ... LB-5
Tabel LB.7 Harga Kapasitas Panas untuk Oil Thermal Heater (OTH). ... LB-5
Tabel LB.8 Kalor masuk pada Heater (E-101). ... LB-6
Tabel LB.9 Kalor keluar pada Heater (E-101) ... LB-7
Tabel LB.10 Neraca Panas Heater (E-101) ... LB-8
Tabel LB.11 Kalor masuk pada Heater (E-102) ... LB-9
Tabel LB.12 Kalor keluar pada Heater (E-102) ... LB-10
Tabel LB.13 Neraca Panas Heater (E-102). ... LB-11
Tabel LB.14 Hasil Perhitungan panas reaksi pembentukan produk pada suhu
25oC... LB-12
Tabel LB.15 Hasil Perhitungan panas reaksi pembentukan reaktan pada suhu
Tabel LB.16 Hasil Perhitungan panas produk pembentukan produk pada
suhu 255oC. ... LB-13
Tabel LB.17 Hasil Perhitungan panas reaktan pembentukan pada suhu 90oC. LB-14
Tabel LB.18 Perhitungan Neraca Panas Splitting (C-210). ... LB-15
Tabel LB.19 Hasil Perhitungan Neraca Panas Masuk Pada Alur 5. ... LB-15
Tabel LB.20 Hasil Perhitungan Neraca Panas Yang Keluar Pada Alur 7 ... LB-15
Tabel LB.21 Hasil Perhitungan Neraca Panas Yang Keluar Pada Alur 8. ... LB-16
Tabel LB.22 Hasil Perhitungan Neraca Panas Flash Tank I. ... LB-16
Tabel LB.23 Hasil Perhitungan Neraca Panas Masuk Pada Alur 6 ... LB-17
Tabel LB.24 Hasil Perhitungan Neraca Panas Yang Keluar Pada Alur 10 ... LB-17
Tabel LB.25 Hasil Perhitungan Neraca Panas Yang Keluar Pada Alur 12 ... LB-17
Tabel LB.26 Hasil Perhitungan Neraca Panas Flash Tank II ... LB-18
Tabel LB.27 Hasil Perhitungan Neraca Panas Yang Keluar Pada Alur 9 ... LB-18
Tabel LB.28 Hasil Perhitungan Neraca Panas Pada Kondensor I ... LB-19
Tabel LB.29 Hasil Perhitungan Neraca Panas Yang Keluar Pada Alur 11 ... LB-19
Tabel LB.30 Hasil Perhitungan Neraca Panas Pada Kondensor II ... LB-20
Tabel LB.31 Kalor masuk pada Cooler I (E-104) ... LB-21
Tabel LB.32 Kalor Keluar Pada Cooler I ( E-104) ... LB-22
Tabel LB.33 Neraca Panas Cooler I (E-104)... LB-23
Tabel LB.34 Kalor Keluar Pada Dryer (D-210) Pada Alur 16 ... LB-24
Tabel LB.35 Kalor Keluar Pada Dryer (D-210) Pada Alur 15 ... LB-24
Tabel LB.36 Neraca Panas Dryer (D-210) ... LB-25
Tabel LB.37 Kalor keluar pada Heater III (E-201) ... LB-26
Tabel LB.38 Neraca Panas Heater III (E-201) ... LB-27
Tabel LB.39 Titik Didih Umpan Masuk Fraksinasi... LB-29
Tabel LB.40 Dew Point Destilat ... LB-29
Tabel LB.41 Panas Masuk Kondensor III (E-211) Alur 18 ... LB-30
Tabel LB.42 Panas Keluar Kondensor III (E-211) Alur 20 ... LB-30
Tabel LB.43 Panas Keluar Kondensor III (E-211) Alur 21 ... LB-31
Tabel LB.44 Bubble Point Produk Bawah ... LB-32
Tabel LB.45 Panas Masuk Reboiler I (E-213) Alur 23... LB-33
Tabel LB.47 Panas Keluar Reboiler I (E-213) Alur 25... LB-34
Tabel LB.48 Panas Keluar Cooler II (E-212) Alur 24 ... LE-36
Tabel LB.49 Titik Didih Umpan Masuk Fraksinasi... LB-37
Tabel LB.50 Dew Point Destilat ... LB-38
Tabel LB.51 Panas Masuk Kondensor IV (E-221) Alur 26 ... LB-39
Tabel LB.52 Panas Keluar Kondensor IV (E-221) Alur 28 ... LB-39
Tabel LB.53 Panas Keluar Kondensor IV (E-221) Alur 29 ... LB-39
Tabel LB.54 Bubble Point Produk Bawah ... LB-40
Tabel LB.55 Panas Masuk Reboiler II (E-223) Alur 31 ... LB-41
Tabel LB.56 Panas Keluar Reboiler II (E-223) Alur 32 ... LB-41
Tabel LB.57 Panas Keluar Reboiler II (E-223) Alur 33 ... LB-41
Tabel LB.58 Panas Keluar Cooler III (E-222) Alur 32 ... LE-43
Tabel LB.59 Titik Didih Umpan Masuk Fraksinasi... LB-45
Tabel LB.60 Dew Point Destilat ... LB-45
Tabel LB.61 Panas Masuk Kondensor V (E-231) Alur 34 ... LB-46
Tabel LB.62 Panas Keluar Kondensor V (E-231) Alur 36 ... LB-46
Tabel LB.63 Panas Keluar Kondensor V (E-231) Alur 37 ... LB-46
Tabel LB.64 Bubble Point Produk Bawah ... LB-48
Tabel LB.65 Panas Masuk Reboiler III (E-233) Alur 39 ... LB-48
Tabel LB.66 Panas Keluar Reboiler III (E-233) Alur 40 ... LB-49
Tabel LB.67 Panas Keluar Reboiler III (E-233) Alur 41 ... LB-49
Tabel LB.68 Panas Keluar Cooler IV (E-232) Alur 38 ... LE-50
Tabel LB.69 Titik Didih Umpan Masuk Fraksinasi... LB-53
Tabel LB.70 Dew Point Destilat ... LB-53
Tabel LB.71 Panas Masuk Kondensor VI (E-241) Alur 42 ... LB-54
Tabel LB.72 Panas Keluar Kondensor VI (E-241) Alur 44 ... LB-54
Tabel LB.73 Panas Keluar Kondensor VI (E-241) Alur 45 ... LB-54
Tabel LB.74 Bubble Point Produk Bawah ... LB-56
Tabel LB.75 Panas Masuk Reboiler IV (E-243) Alur 47 ... LB-57
Tabel LB.76 Panas Keluar Reboiler IV (E-243) Alur 48 ... LB-57
Tabel LB.77 Panas Keluar Reboiler IV (E-243) Alur 49 ... LB-57
Tabel LB.79 Panas Keluar Cooler VI (E-244) Alur 50 ... LB-60
Tabel LB.80 Kalor Masuk pada Heater (E-01)... LB-62
Tabel LB.81 Kalor Keluar Pada Heater (E-01) ... LB-63
Tabel LB.82 Kalor Pada Cooler VII (E-301)... LB-63
Tabel LB.83 Kalor Keluar Pada Cooler VII (E-301) ... LB-64
Tabel LC.1 Data-data pada alur Flash Tank Gliserol (T-110) . ... LC-16
Tabel LC.2 Data-data pada alur Flash Tank Fatty Acid (T-120). ... LC-21
Tabel LC.3 Data – data pada Dryer (D-210). ... LC-25
Tabel LC.4 Komposisi Bahan Pada Alur Vd Kolom Fraksinasi I (C-210). ... LC-31
Tabel LC.5 Komposisi Bahan Pada Alur Lb Kolom Fraksinasi I (C-210). .... LC-31
Tabel LC.6 Data – data pada Accumulator (V-210). ... LC-35
Tabel LC.7 Komposisi Bahan Pada Alur Vd Kolom Fraksinasi II (C-220). .. LC-43
Tabel LC.8 Komposisi Bahan Pada Alur Lb Kolom Fraksinasi II (C-220). ... LC-43
Tabel LC.9 Data – data pada Accumulator (V-220). ... LC-48
Tabel LC.10 Komposisi Bahan Pada Alur Vd Kolom Fraksinasi III (C-230) .. LC-54
Tabel LC.11 Komposisi Bahan Pada Alur Lb Kolom Fraksinasi III (C-230) .. LC-54
Tabel LC.12 Komposisi Bahan Pada Alur Vd Kolom Fraksinasi IV (C-240) .. LC-63
Tabel LC.13 Komposisi Bahan Pada Alur Lb Kolom Fraksinasi IV (C-240) .. LC-63
Tabel LD.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara
Pendingin. ... LD-97
Tabel LE.1 Perincian Harga Bangunan ... LE-2
Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3
Tabel LE.3 Estimasi Harga Peralatan Proses ... LE-8
Tabel LE.4 Estimasi Harga Peralatan Utilitas ... LE-10
Tabel LE.5 Biaya Sarana Transportasi... LE-13
Tabel LE.6 Perincian gaji ... LE-17
Tabel LE.7 Perincian Biaya Kas ... LE-19
Tabel LE.8 Perincian Modal Kerja. ... LE-21
Tabel LE.9 Aturan depresiasi sesuai UU Republik Indonesia No. 17 Tahun
2000 ... LE-22
Tabel LE.11 Analisa Parameter Kelayakan Pabrik Blanded C12-C14 dan
Asam Oleat. ... LE-31
Tabel LE.12 Data Perhitungan Internal Rate of Return (IRR) ... LE-32
DAFTAR LAMPIRAN
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA ENERGI ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS . LD-1
INTISARI
Asam oleat dan blanded C12-C14 merupakan asam lemak yang banyak
dibutuhkan oleh industri oleokimia dan banyak digunakan sebagai surface active,
emulsifier, dan dalam produk-produk kosmetika.. Asam lemak dapat diperoleh dari
minyak kelapa sawit (CPO) dan minyak inti sawit (PKO). PKO (Palm Kernel Oil) memiliki kandungan asam laurat yang tinggi dibandingkan produk minyak sawit lainnya. Asam oleat dan blanded C12-C14 diperoleh melalui proses hidrolisa dan
fraksinasi pada temperatur tinggi dan tekanan vakum. Pada pra rancangan pabrik pembuatan blanded C12-C14 dan asam oleat digunakan bahan baku PKO (Palm
Kernel Oil ) dan Pure water.
Pra rancangan pabrik pembuatan blanded C12-C14 dan asam oleat ini
direncanakan akan berproduksi dengan kapasitas 74.233 ton/tahun dan beroperasi selama 335 hari dalam satu tahun. Lokasi pabrik yang direncanakan adalah di Kawasan Industri Desa Sei Mangkei, Kecamatan Bosar Maligas, Kabupaten Simalungun, Provinsi Sumatera Utara dengan luas areal 18.109 m2. Tenaga kerja yang dibutuhkan 150 orang dengan bentuk badan usaha Perseroan Terbatas (PT) di bawah pimpinan seorang Direktur.
Hasil evaluasi ekonomi Pabrik Pembuatan blanded C12-C14 dan asam oleat ini
sebagai berikut:
• Total Modal Investasi : Rp 641.194.772.384,- • Total Biaya Produksi : Rp 392.110.741.280,- • Hasil Penjualan : Rp 793.219.268.107,-
• Laba Bersih : Rp 277.985.709.091,-
• Profit Margin (PM) : 50,061 % • Break Even Point (BEP) : 31,119 % • Return on Investment (ROI) : 43,354 % • Pay Out Time (POT) : 2,307 tahun • Return on Network (RON) : 72,257 % • Internal Rate of Return (IRR) : 54,947 %
Dari hasil evaluasi ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
blanded C12-C14 dan asam oleat dari PKO (Palm Kernel Oil) ini layak untuk
BAB I
PENDAHULUAN
1.1 Latar Belakang Pendirian Pabrik
Indonesia merupakan negara dengan hasil perkebunan yang cukup
melimpah. Salah satunya adalah perkebunan kelapa sawit yang dalam
dasawarsa terakhir ini pengembangan dan perluasan perkebunan kelapa sawit
sangat pesat dilakukan di beberapa daerah di Indonesia. Dan hal ini yang
membuat Indonesia menduduki peringkat ke-2 sebagai Negara penghasil
kelapa sawit terbesar di dunia setelah Malaysia.
Kelapa sawit tersebut menghasilkan minyak kelapa sawit yang
langsung diolah di daerah penghasil. Minyak sawit sering dikonsumsi oleh
masyarakat sebagai minyak goreng, selain itu sampai saat ini minyak sawit
dalam bentuk CPO dan PKO masih sebagai komoditas ekspor utama di sektor
perkebunan. Namun demikian perbandingan antara produksi dengan volume
ekspor dan konsumsi dalam negeri akan minyak sawit tidak seimbang,
dengan nilai produksi 4.150.257 ton/tahun sementara volume ekspor
1.423.958 ton/tahun dan volume impor 726,03 ton/tahun (Badan Pusat
Statistik, 2011). Sehingga akibatnya Indonesia tiap tahunnya mengalami
surplus minyak sawit yang selama ini masih belum dimanfaatkan. Padahal
sebenarnya minyak sawit tersebut dapat diolah lebih lanjut menjadi asam
lemak dimana sampai saat ini Indonesia untuk memperolehnya masih
mengimpor dari luar. Asam lemak ternyata mempuyai nilai jual yang lebih
tinggi sekaligus juga merupakan bahan dasar (bahan baku) bagi industri
oleokimia, misalnya industri sabun, cat, lilin, farmasi, kosmetik, dll.
Karena peranan asam lemak sangat penting sekali khususnya bagi
industri oleokimia, maka bertitiktolak dari inilah timbul pemikiran untuk
mendirikan pabrik asam lemak dari minyak sawit sebagai industri
intermediate (antara) bagi industri-industri lain. Dampak positif lain dengan
didirikannya pabrik asam lemak ini adalah dapat mengurangi jumlah impor
merangsang industri-industri lain sehingga akan tercipta lapangan kerja
baru yang dapat mengurangi masalah pengangguran di Indonesia.
Bahan baku Palm Kernel Oil (PKO) tersedia di Indonesia, dengan
kapasitas yang memadai dan kandungan asam Laurat, asam Miristat dan asam
Oleat sangat tinggi. Berikut ini adalah data kapasitas produksi PKO yang
tersedia di Indonesia :
Tabel 1.1 Data Produksi PKO di Indonesia
Tahun Produksi PKO Indonesia
(Ton/Tahun)
2006
2.573.565 2007
2.994.798 2008
3.448.700 2009
4.017.477 2010
4.150.257 (Sumber : Badan Pusat Statistik 2006 - 2010)
Palm Kernel Oil (PKO) berasal dari kelapa sawit yang merupakan inti
minyak sawit. Palm Kernel Oil (PKO) memiliki warna yang lebih jernih
sehingga proses pemurnian sebelum hidrolisa pun tidak perlu dilakukan.
Kebutuhan Asam Lemak terutama Blanded Asam Laurat Miristat (C12-C14) di
Indonesia cukup meningkat, hal ini dapat dilihat dari jumlah impor Blanded
Asam Laurat Miristat (C12-C14) yang mencapai rata-rata 21.773 ton per
tahunnya. Data impor Asam Laurat Miristat (C12-C14) Asam Oleat (C18) dapat
Tabel 1.2 Data Statistik Impor Kebutuhan Asam Miristat dan
Asam Laurat (Blanded C12-C14) di Indonesia
Tahun Kebutuhan Asam Miristat dan Asam Laurat (Ton/Tahun)
2006
12.638 2007
23.540 2008
27.485 2009
38.321 2010
49.290
(Sumber : Badan Pusat Statistik 2006 - 2010)
Tabel 1.3 Data Statistik Impor Kebutuhan Asam Oleat (C18) di Indonesia
Tahun Kebutuhan Asam Oleat
(Ton/Tahun)
2006
6.366,282 2007
9.816,516
2008 15.900
2009 18.250
2010 20450
(Sumber : Badan Pusat Statistik 2006- 2010)
Berdasarkan data kebutuhan Blanded Asam Laurat Miristat (C12-C14)
di atas, maka di kita harus menambah nilai produksinya untuk memenuhi
kebutuhan Blanded Asam Laurat Miristat (C12-C14) di Indonesia. Sedangkan
data impor Asam Oleat (C18) masih sedikit dibandingkan Asam Lemak
lainnya, tetapi produksinya juga sedikit di Indonesia. Oleh karena itu nilai
produksi dari Asam Oleat (C18) juga harus diperhatikan, dimana untuk dapat
memenuhi kebutuhan asam oleat di Indonesia dan sekaligus produk dari
pabrik ini dapat diekspor keluar negeri.
Dengan alasan tersebut, maka Pra Rancangan Pabrik Blanded C12-C14
1.2 Rumusan Masalah
Dalam perancangan pabrik pembuatan Blanded C12-C14 dan Asam
Oleat dari Fraksinasi Palm Kernel Oil (PKO) dapat dirumuskan beberapa hal
yang mendasari pendirian pabrik adalah bagaimana pabrik mampu
memproduksi Blanded C12-C14 dan Asam Oleat untuk memenuhi kebutuhan
masyarakat dengan menerapkan disiplin ilmu Teknik Kimia selama kuliah.
1.3 Tujuan Pra Rancangan Pabrik
Tujuan dari pra rancangan pabrik pembuatan Blanded C12-C14 dan
Asam Oleat dari Fraksinasi Palm Kernel Oil (PKO) sebagai berikut :
1. Menambah nilai produksi dalam negeri, sehingga tidak perlu adanya
impor dari luar negeri.
2. Untuk memberikan informasi awal tentang kelayakan pendirian pabrik
Blanded C12-C14 dan Asam Oleat dari Fraksinasi Palm Kernel Oil
(PKO).
3. Untuk memberikan informasi awal tentang perkiraan tata rancangan
pabrik pembuatan Blanded C12-C14 dan Asam Oleat dari Fraksinasi Palm
Kernel Oil (PKO).
4. Untuk memperkirakan total biaya yang diperlukan dalam pendirian pabrik
Blanded C12-C14 dan Asam Oleat dari Fraksinasi Palm Kernel Oil (PKO).
1.4 Manfaat Pra Rancangan Pabrik
Manfaat dari pra rancangan pabrik ini adalah untuk memberikan
informasi kepada masyarakat pada umumnya dan mahasiswa khususnya
tentang pabrik pembuatan Blanded C12-C14 dan asam Oleat dari Fraksinasi
Palm Kernel Oil (PKO) sehingga dapat dijadikan referensi untuk pendirian
pabrik ini. Di samping itu, juga dapat memenuhi kebutuhan produksi dalam
BAB II
TINJAUAN PUSTAKA DAN DESKRIPSI PROSES
2.1 Minyak Kelapa Sawit 2.1.1 Tanaman Kelapa Sawit
Tanaman kelapa sawit (Elaeis guinensis) berasal dari Guinea di
pesisir Afrika Barat, kemudian diperkenalkan ke bagian Afrika lainnya, Asia
Tenggara dan Amerika Latin sepanjang garis equator .Kelapa sawit tumbuh
baik pada daerah iklim tropis, dengan suhu antara 24oC – 32oC dengan
kelembaban yang tinggi dan curah hujan 200 mm per tahun. Kelapa sawit
mengandung kurang lebih 80% perikarp dan 20% buah yang dilapisi kulit
yang tipis. Kandungan minyak dalam perikarp sekitar 30% – 40%. Kelapa
sawit menghasilkan dua macam minyak yang sangat berlainan sifatnya, yaitu:
1. Minyak sawit (CPO), yaitu minyak yang berasal dari sabut kelapa sawit
2. Minyak inti sawit (CPKO), yaitu minyak yang berasal dari inti kelapa
sawit.
Pada umumnya minyak sawit mengandung lebih banyak asam-asam
palmitat, oleat dan linoleat jika dibandingkan dengan minyak inti sawit.
Minyak sawit merupakan gliserida yang terdiri dari berbagai asam lemak,
sehingga titik lebur dari gliserida tersebut tergantung pada kejenuhan asam
lemaknya. Semakin jenuh asam lemaknya semakin tinggi titik lebur dari
minyak sawit tersebut. Minyak sawit dapat dipergunakan dalam industri
melalui proses penyulingan, penjernihan dan penghilangan bau atau RBDPO
(Refined Bleached and Deodrized Bleached Palm Oil).
Di samping itu, CPO dapat diuraikan untuk produksi minyak sawit
padat (RBD Stearin) dan untuk produksi minyak sawit cair (RBD Olein).
RBD olein terutama digunakan untuk pembuatan minyak goreng. Sedangkan
RBD Stearin terutama digunakan untuk pembuatan margarin atau shortening,
disamping itu juga untuk bahan baku industri sabun dan deterjen (Hantoro,
2.1.2 Komponen-komponen pada Minyak Kelapa Sawit
Komponen penyusun minyak sawit terdiri dari trigliserida dan non
trigliserida. Asam asam lemak penyusun trigliserida terdiri dari asam lemak
jenuh dan asam lemak tak jenuh.
[image:26.595.148.491.204.378.2]a. Komponen Trigliserida
Tabel 2.1 Komposisi Asam Lemak pada PKO dan CPO
Asam lemak Rumus
Molekul
Minyak Kelapa Sawit ( % )
Minyak Inti Sawit ( % )
PKO
Asam Kaprilat C8H16O2 - 3-4
Asam Kaproat C10H20O2 - 3-7
Asam Laurat C12H24O2 - 46-52
Asam Miristat C14H28O2 1,1-2,5 14-17
Asam Palmitat C16H32O2 40-46 6,5-9
Asam Stearat C18H36O2 3,6-4,7 1-2,5
Asam Oleat C18H34O2 39-45 13-19
Asam Linoleat C18H32O2 7-11 0,5-2
(Sumber : Bailey,1989)
b. Komponen non-trigliserida
Komponen non-trigliserida ini merupakan komponen yang menyebabkan
rasa, aroma dan warna kurang baik. Kandungan minyak sawit yang terdapat
dalam jumlah sedikit ini, sering memegang peranan penting dalam
menentukan mutu minyak.
2.1.3 Minyak dan Lemak
Minyak adalah substansi dari tumbuhan dan hewan yang terdiri dari
ester gliseril dari asam lemak atau trigliserida yang tidak dapat larut dalam
air. Trigliserida dapat berwujud padat maupun cair, hal ini tergantung dari
komposisi asam lemak yang menyusunnya. Dalam pemakaian secara umum,
trigliserida yang berbentuk padat atau semipadat pada suhu ruangan disebut
dengan “lemak”sedangkan yang berbentuk cair pada kondisi yang sama
dikenal dengan “minyak”. Menurut Bailey (1950), proses pembuatan asam
lemak dari minyak dapat dilakukan dengan cara hidrolisa. Pada proses
hidrolisa minyak (fat splitting), air memecah gugus alkil dalam trigliserida
CH2 - O - C - R1
O
CH - O - C - R2
O
CH2 - O - C - R3
O
+ 3H2O
R1COOH
R2COOH
R3COOH
+
CH2OH
CHOH
CH2OH
Trigliserida Air Asam Lemak Gliserol
Reaksi hidrolisis minyak dapat dilakukan pada tekanan rendah dan
suhu rendah (Agra dan Warnijati, 1972), akan tetapi reaksinya berlangsung
lambat, sehingga diperlukan katalisator. Katalisator tidak diperlukan jika
hidrolisis dilakukan pada tekanan dan suhu tinggi, hal ini disebabkan
kelarutan air dalam minyak makin meningkat pada suhu yang tinggi sehingga
mampu memecah trigliserida dalam minyak (Groggins, 1958). Proses
pengolahan minyak menjadi asam lemak secara garis besar tahapannya
adalah sebagai berikut:
a. Pemurnian minyak
Caranya dengan membebaskan fosfatida dengan asam fosfat lalu pencucian
untuk menghilangkan kelebihan asam fosfat. Perlu dipergunakan tanah aktif
untuk menyerap logam berat dan menghilangkan kotoran seperti getah (gum),
sabun dan padatan. Untuk bahan olah minyak sawit, minyak inti sawit, dan
minyak stearin sawit tahapan ini sudah tidak diperlukan karena biasanya
sudah diolah di daerah penghasil.
b. Minyak yang sudah dibersihkan kemudian diuraikan menjadi asam lemak
dan gliserol dengan menambahkan air yang sudah di demineralisasi (proses
hidrolisa).
2.1.4. Asam Lemak (Fatty Acid)
Asam lemak merupakan senyawa turunan asam karboksilat yang
diperoleh dari proses hidrolisa lemak (ester trigliserida). Asam lemak
bersama-sama dengan gliserol, merupakan penyusun utama minyak nabati
atau lemak dan merupakan bahan baku untuk semua lipida pada makhluk
hidup. Asam ini mudah dijumpai dalam minyak masak (goreng), margarin,
atau lemak hewan dan menentukan nilai gizinya. Secara alami, asam lemak
sebagai gliserida. Asam lemak merupakan salah satu basic oleochemical.
Berdasarkan jumlah atom hidrogen yang terikat kepada atom karbon, maka
asam lemak dapat dibedakan atas :
1. Asam lemak jenuh
Asam lemak jenuh merupakan asam lemak dimana dua atom hidrogen
terikat pada satu atom karbon. Dikatakan jenuh karena atom karbon telah
mengikat hydrogen secara maksimal.
2. Asam lemak tak jenuh
Asam lemak jenuh merupakan asam lemak yang memiliki ikatan
rangkap. Dalam hal ini, atom karbon belum mengikat atom hidrogen secara
maksimal karena adanya ikatan rangkap. Lemak yang mengandung satu saja
asam lemak tak jenuh disebut lemah jenuh. Asam lemak jenuh maupun
asam lemak tak jenuh berbeda dalam energi yang dikandungnya dan titik
leburnya. Karena asam lemak tak jenuh mengandung ikatan carbonhidrogen
yang lebih sedikit dibandingkan dengan asam lemak jenuh pada jumlah atom
karbon yang sama, asam lemak tak jenuh memiliki energi yang lebih sedikit
selama proses metabolisme daripada asam lemak jenuh pada keadaan dimana
jumlah atom karbon sama. Asam lemak jenuh dapat tersusun dalam susunan
yang rapat, sehingga asam lemak jenuh dapat dibekukan dengan mudah dan
berwujud padatan pada temperatur ruangan. Tetapi ikatan rangkap yang kaku
dalam lemak tak jenuh mengubah kimia dari lemak. Asam lemak dengan C
lebih dari 12 tidak dapat larut pada air panas maupun air dingin. Asam lemak
dari C4, C6, C8 dan C10 dapat menguap sedangkan asam lemak C12 dan C14
sedikit menguap. Garam-garam dari asam lemak yang mempunyai berat
molekul rendah dan tak jenuh lebih larut dalam alkohol daripada asam-asam
lemak yang mempunyai berat molekul tinggi dan jenuh (Winarno, 1997).
2.1.5. Macam – macam Hidrolisa dan Fraksinasi
A. Proses Hidrolisa minyak (fat splitting)
Proses Hidrolisa minyak (fat splitting), yang saat ini dikenal ada tiga
macam cara yaitu:
Cara ini yang paling tua dalam fat splitting. Splitting dilakukan pada
tangki terbuat dari logam monel yang dioperasikan secara batch dengan
kondisi operasi pada suhu 100-105ºC dan tekanan atmosferik. Minyak dicuci
terlebih dulu dengan asam kemudian bersama-sama air (20-25% dari berat
minyak) dan katalis (0,1-1,25% dari berat minyak) diumpankan ke dalam
tangki. Katalis (reagent twitchell) yang digunakan adalah asam-asam
alkil-aril sulfonat atau asam-asam sikloalifatik sulfonat. Hidrolisis dilakukan
dengan menggunakan steam selama 12-48 jam. Pada cara ini dapat diperoleh
konversi sebesar 85- 98%.
b. Autoclave fat splitting
Splitting menggunakan autoklave merupakan proses komersial dalam
pengolahan minyak menjadi asam lemak. Cara ini dilakukan tanpa
menggunakan katalis didalam reaktor autoclave yang dioperasikan secara
kontinyu dengan terbuat dari stainless steel. Kondisi operasi pada suhu
240-250ºC dan tekanan 28-30 atm selama 1-3 jam. Minyak dan air (30-60% berat
minyak) bersama-sama dialirkan ke dalam reaktor kemudian dibiarkan
bereaksi dan dapat diperoleh konversi sebesar 95-98%.
c. Colgate-emery
Cara ini merupakan metode yang baru tetapi beresiko tinggi dan perlu
investasi peralatan yang besar serta skill dan pengalaman yang tinggi untuk
mengoperasikannya. Cara ini dilakukan dengan menggunakan reaktor yang
terbuat dari stainless-steel dan dioperasikan secara kontinyu pada suhu
250-260ºC dan tekanan 45-50 atm selama 1-2 jam. Cara ini dilakukan tanpa
menggunakan katalis dengan konversi yang diperoleh 97-99%.
B. Proses Fraksinasi Asam Lemak
Metode fraksinasi merupakan suatu proses yang menghasilkan Asam
Miristat dan Asam Laurat (Blanded C12-C14) dan Asam Oleat (C18) dengan
cara pemisahan asam lemak menjadi komponen-komponen asam lemak
ringan yang kemudian akan dipisahkan lagi untuk mendapatkan hasil akhir
a. Proses Fraksinasi Kering (Winterization)
Fraksinasi kering adalah suatu proses fraksinasi yang didasarkan pada
berat molekul dan komposisi dari suatu material. Proses ini lebih murah
dibandingkan dengan proses yang lain, namun hasil kemurnian fraksinasinya
rendah.
b. Proses Fraksinasi Basah (Wet Fractination)
Fraksinasi basah adalah suatu proses fraksinasi dengan menggunakan zat
pembasah (Wetting Agent) atau disebut juga proses Hydrophilization atau
detergent proses. Hasil fraksi dari proses ini sama dengan proses fraksinasi
kering.
c. Proses Fraksinasi dengan menggunakan Solvent (pelarut)/ Solvent
Fractionation
Ini adalah suatu proses fraksinasi dengan menggunakan pelarut. Dimana
pelarut yang digunakan adalah aseton. Proses fraksinasi ini lebih mahal
dibandingkan dengan proses fraksinasi lainnya karena menggunakan bahan
pelarut.
d. Proses Fraksinasi dengan Pengembunan (Fractional Condentation)
Proses fraksinasi ini merupakan suatu proses fraksinasi yang didasarkan
pada titik didih dari suatu zat / bahan sehingga dihasilkan suatu produk
dengan kemurnian yang tinggi. Fraksinasi pengembunan ini membutuhkan
biaya yang cukup tinggi namun proses produksi lebih cepat dan
kemurniannya lebih tinggi
2.1.6 Asam Oleat
Asam oleat dapat dihasilkan dari fraksinasi asam lemak yang
diperoleh dari proses pengubahan minyak menjadi asam lemak. Asam oleat
dapat dihasilkan dari fraksinasi asam lemak yang diperoleh dari hidrolisis
lemak. Dalam industri asam oleat banyak digunakan sebagai surface active,
emulsifier, dan dalam produk-produk kosmetika. Kegunaan produk ini (asam
oleat) adalah sebagai berikut :
a. industri minuman, seperti pembuatan susu;
c. industri kosmetik;
d. industri minyak goring, dan
e. industri bahan makanan.
2.1.7 Gliserol
Gliserol atau propana-1,2,3-triol merupakan suatu senyawa dengan
rumus HOCH2CH(OH)CH2OH dengan berat molekul 92,02. Gliserol tidak
berwarna, tidak berbau, bersifat kental, dan merupakan cairan higroskopis
dengan rasa yang manis. Gliserol mempunyai tiga gugus hidroksil alkohol
hidropilik yang menyebabkan gliserol larut dalam air dan mempunyai sifat
yang higroskopis. Gliserol mempunyai tegangan permukaan 64.000 mN/m
pada 20°C dan memiliki koefisien temperatur -0.0598 mN/(m K). Gliserol
mempunyai titik leleh 18oC dan titik didih 290oC pada tekanan atmosfer.
Karena terjadi sebagian dekomposisi pada temperatur ini, gliserol didistilasi
pada tekanan yang direduksi. Gliserol anhidrat sangat bersifat higroskopis
dan mampu menyerap air sekitar 50 % dari berat gliserol itu sendiri. Gliserol
larut dalam air, alkohol, dan fenol, tetapi tidak larut pada hidrokarbon
(Fessenden, 1986).
Gliserol membentuk beberapa sistem biner, azeotrop dan
non-azeotrop, dan campuran tersier dengan air dan etil alkohol, yang sangat
berguna untuk distilasi etanol anhidrat. Gliserol juga memiliki kemampuan
melarutkan yang baik.
Secara kimia, gliserol dikarakterisasikan dengan adanya dua gugus
hidroksil primer dan satu gugus hidroksil sekunder, yang berbentuk simetris
seperti pada Gambar 2.1
Gliserol terdapat pada semua minyak dan lemak dari hewan dan
tumbuhan. Biasanya gliserol jarang ditemukan dalam bentuk bebas pada
lemak tersebut, namun biasanya terdapat dalam bentuk trigliserid yang
bergabung dengan asam lemak seperti stearat, oleat, palmitat, dan laurat.
Lemak ini merupakan gabungan dari gliserid dari asam lemak yang
berbeda-beda. Minyak kelapa, palem, dan zaitun menghasilkan jumlah gliserol yang
lebih tinggi dibandingkan lemak dari gemuk ataupun babi. Gliserol juga
terdapat dalam bentuk trigleserid pada semua sel hewan dan tumbuhan pada
lipid seperti lecitin dan sepalin.
Sebagian besar jumlah gliserol yang diproduksi belakangan ini
merupakan produk samping dari pembuatan sabun dan asam lemak, baik
dengan saponifikasi ataupun hidrolisis. Selain itu gliserol ini juga merupakan
produk samping dari pembuatan biodiesel. Gliserol juga dapat diperoleh
melalui proses fermentasi dari beberapa jenis gula. Namun gliserol yang
diperoleh dari proses fermentasi ini mempunyai kualitas yang rendah. Proses
fermentasi untuk menghasilkan gliserol ini tidak pernah digunakan, kecuali
untuk skala laboratorium.
Pada proses saponifikasi, lemak direaksikan dengan kaustik soda dan
garam. Asam lemak yang terdapat pada lemak akan bergabung dangan
kaustik soda dan membentuk sabun, sedangkan gliserol yang terdapat pada
lemak akan berada pada larutan garam. Gliserol yang mengandung cairan ini
dikenal sebagai spent lye atau air sisa pencucian, yang merupakan sumber
gliserol yang sangat penting.
Cara lain untuk mendapatkan gliserol adalah dengan hidrolisis lemak,
yaitu suatu proses yang biasa disebut fat splitting. Pada proses ini lemak
dipisahkan menjadi gliserol dan asam lemak melalui proses hidrolisis pada
temperatur dan tekanan yang ditingkatkan. Gliserol terlarut ini dikenal
sebagai glycerin sweet water. Cara selanjutnya adalah dengan proses fat
splitting pada tekanan rendah dengan bantuan katalis Twitchell, seperti asam
naftalenstearosulfonik.
Gliserol mempunyai banyak kegunaan, diantaranya untuk
sebagai pelunak pada plastik, sebagai minyak rem, dan sebagai antifreeze.
Gliserol juga digunakan dalam pembuatan nitrogliserin yang dapat digunakan
sebagai bahan peledak. Sekitar sepertiga dari jumlah gliserol digunakan untuk
pelapis resin alkid. Gliserol juga dapat dimanfaatkan sebagai penstabil pada
industri makanan dan kosmetik dalam bentuk mono- dan digliserida, serta
digunakan dalam pembuatan pasta gigi, obat perawatan kulit, obat kumur,
dan lain-lain.
2.2 Spesifikasi Bahan Baku
Bahan baku utama dari proses pembuatan asam lemak blanded C12
-C14 dan asam oleat ini adalah Palm Kernel Oil (PKO) yang diperoleh dari
proses pengolahan minyak inti sawit. Bahan baku pendukung yang digunakan
yaitu bahan baku pendukung untuk proses hidrolisa Palm Kernel Oil
menghasilkan asam lemak dan gliserol. Bahan baku pendukung untuk proses
hidrolisa Palm Kernel Oil adalah air dan steam.
2.2.1 Minyak Inti Sawit/ PKO (Palm Kernel Oil)
Merupakan buah tanaman kelapa sawit yang telah dipisahkan dari
daging buah dan tempurungnya serta selanjutnya dikeringkan. Kandungan
minyak yang terkandung di dalam inti sekitar 50 % dan kadar FFA-nya
sekitar 5 %. Proses pemecahan/ekstraksi inti sawit akan menghasilkan palm
kernel meal (bungkil) dan palm kernel oil (minyak inti sawit). Melalui cara
yang hampir sama dengan pemecahan kedelai, menghasilkan meal dan
minyak .Palm kernel oil pengolahannya sedikit rumit, tergantung
penggunaannya. Berupa minyak putih kekuning-kuningan yang diperoleh
dari proses ekstraksi inti buah tanaman kelapa sawit.
Adapun sifat-sifat fisika PKO (Palm Kernel Oil), adalah :
1. Titik didih : 251 oC
2. Titik nyala : 242 oC
3. Titik leleh : 25 oC
4. Titik api : 251 oC
5. Titik asap : 450 oF
2.2.2 Air
Air mempunyai sifat-sifat, antara lain:
1. Sifat fisis air
Rumus molekul : H2O
Berat molekul : 18 kg/kmol
Kenampakan : Cairan tak berwarna Titik didih (1 atm) : 100 oC
Titik beku : 0oC
Densitas (50 oC) : 1.000 kg/m3 Temperatur kritis : 647,2 K Tekanan kritis : 220,60 Bar 2. Sifat kimia Air
Air bersifat normal pada pH 7, merupakan reagent penghidrolisa pada
proses hidrolisa.
2.3 Spesifikasi Produk
2.3.1 Sifat – sifat Asam Oleat
Sifat-sifat fisika dan kimia asam oleat adalah sebagai berikut :
Sifat Fisika
1. Berat molekul (kg/mol) : 280,45
2. Spesifik gravity : 0,895
3. Melting point (0 oC) :16,3 oC
4. Boiling point (0 oC) : 360 oC
5. Tidak larut dalam air
6. Mudah terhidrogenasi
7. Merupakan asam lemak tak jenuh
8. Tidak berwarna
Sifat Kimia
1. Rumus molekul : C18H34O2
2. Bilangan asam : 280,1
2.3.2 Sifat – sifat Asam Laurat
Sifat-sifat fisika dan kimia asam laurat adalah Sifat fisika:
1. Berwarna putih
2. Berbentuk padatan pada suhu ruangan dengan bau yang khas
3. Rumus molekul : C12H24O2
4. Titik beku : 44-46 oC
5. Titik didih : 225 oC pada tekanan 100mmHg
6. Densitas : 0,883 pada suhu 50 oC
7. Tekanan uap : 1mmHg pada suhu 1210C
8. Tekanan kritis : 6,91
9. Titik flash : > 1130C (>235 oF)
10.berat molekul : 200,23 kg/mol
11.Bilangan asam : 279-282
12.Bilangan iodine : 0,2 maks
13.Stabil, dapat terbakar
Sifat kimia:
1. Tidak larut dalam air
2. Larut dalam pelarut organik seperti alkohol
2.3.3. Sifat-sifat Gliserol
Gliserol mempunyai sifat-sifat, antara lain:
1. Sifat fisis gliserol
Rumus molekul : C3H5(OH)3
Berat molekul : 92 kg/kmol
Titik didih : 290 oC
Titik lebur : 17,9 oC
Densitas, (pada 50 oC, 1 atm) : 1.014 kg/m3
2. Sifat kimia gliserol
Mutu gliserol yang dihasilkan dari hidrolisa minyak sawit berkadar
12% dan memiliki pH berkisar 4-5. Rendahnya pH gliserin ini disebabkan
asam lemak terlarut dalam jumlah yang sedikit pada gliserol. Asam lemak
2.3.3 Pemilihan Proses
Pada pra rancangan pabrik pembuatan Blanded C12-C14 dan asam
Oleat dari Palm Kernel Oil ini, proses yang dipilih adalah proses fraksinasi
pengembunan dengan pertimbangan kecepatan produksi, kemurnian yang
tinggi dan konsumsi energi yang rendah (Feld and Hanh GMBH,1998).
2.4 Deskripsi Proses
Bahan baku yang digunakan dalam proses ini adalah Palm Kernel Oil
(PKO) yang merupakan produk hasil pengolahan kelapa sawit. PKO dipompa
dengan menggunakan pompa P-102 menuju heater E-102 untuk dipanaskan
dari suhu 27oC menjadi suhu 90oC. Dan pure water dengan mengunakan
pompa P-101 dilewatkan ke dalam heater agar dipanaskan dari suhu air 29oC
menjadi suhu 90oC. PKO dari heater akan menggunakan pompa P-104
dialirkan ke bagian bawah kolom splitting (C-110) sementara air akan
dipompa oleh P-103 menuju ke bagian atas kolom splitting (C-110). Di
kolom splitting (C-110) terjadi proses pemecahan gugus alkil dalam
trigliserida (PKO) dengan air menjadi PKO-FA (asam lemak) dan gliserol
(11,7 %). Proses ini berlangsung pada suhu 255oC dan tekanan 54 Bar.
Pada bagian bawah kolom splitting gliserol dialirkan menuju Flash
Tank I (FT-110). Pada tangki ini terjadi penguapan air yang terkandung
dalam gliserol sehingga gliserol yang keluar akan memiliki kadar 12 %.
Proses ini berlangsung pada suhu 120oC dan tekanan 0,5 atm. Pada bagian
atas kolom splitting dialirkan PKO-FA menuju Flash Tank II (FT-120). Pada
tangki ini terjadi penguapan air yang terkandung dalam PKO-FA sehingga
kadar air pada PKO-FA akan berkurang. Proses ini berlangsung pada suhu
120oC dan tekanan 0,5 atm.
Gliserol 12 % yang dihasilkan akan dialirkan menuju tangki
penyimpanan dan sebelumnya kan dilewatkan pada Cooler I (E-104)
sehingga gliserol didinginkan dari suhu 120oC menjadi suhu 30oC.
Selanjutnya gliserol dialirkan ke tangki penyimpanan (T-103)
PKO-FA dari FT-120 akan dialirkan menuju Tangki Intermediate (T-110) untuk
Selanjutnya dari tangki intermediet akan dipompa dengan P-106
menuju dryer (D-210). Pada dryer terjadi proses penghilangan air. Proses ini
berlangsung pada 20 Kpa dan 150oC. Selanjutnya PKO-FA akan keluar dan
dialirkan ke heater (E-201) untuk menaikkan suhu sampai 202oC dan
selanjutnya dipompa dengan P-202 ke kolom Fraksinasi I.
Pemisahan atau fraksinasi adalah suatu proses yang mengubah fatty
acid menjadi kombinasi tunggal dalam proes ini berdasarkan persen berat.
Proses ini bertujuan untuk memisahkan suatu campuran bahan guna
mendapatkan zat asalnya, dimana fraksi-fraksinya didasarkan perbedaan titik
didihnya (berat atom).Unit fraksinasi terdiri dari 4 kolom fraksinasi. Pada
proses fraksinasi, kondisi temperatur dan kolom divakumkan sesuai dengan
jenis produk yang diinginkan.
Di dalam kolom fraksinasi I (C-210) terdapat struktur packing, pada
kolom ini dihasilkan blanded C8-C10 (99,95 %) akan dilewatkan di bagian
atas kolom dan didinginkan dengan kondensor E-211 dan Cooler E-212
sebelum disimpan pada T-201. Proses ini berlangsung pada 42,055 torr dan
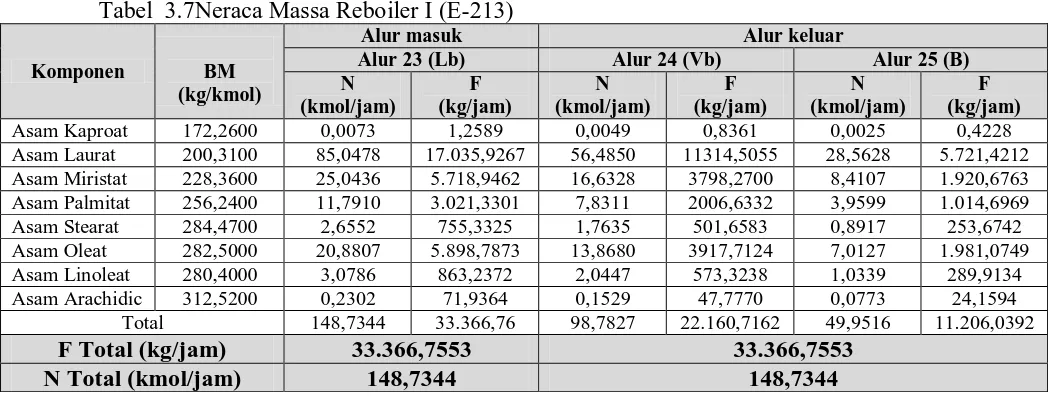
202oC. Dari bagian bawah kolom fraksinasi I PKO-FA destilat (C10-C20)
kemudian dialirkan ke reboiler E-213. Pada reboiler PKO-FA akan direcycle
dan dialirkan ke kolom fraksinasi II.
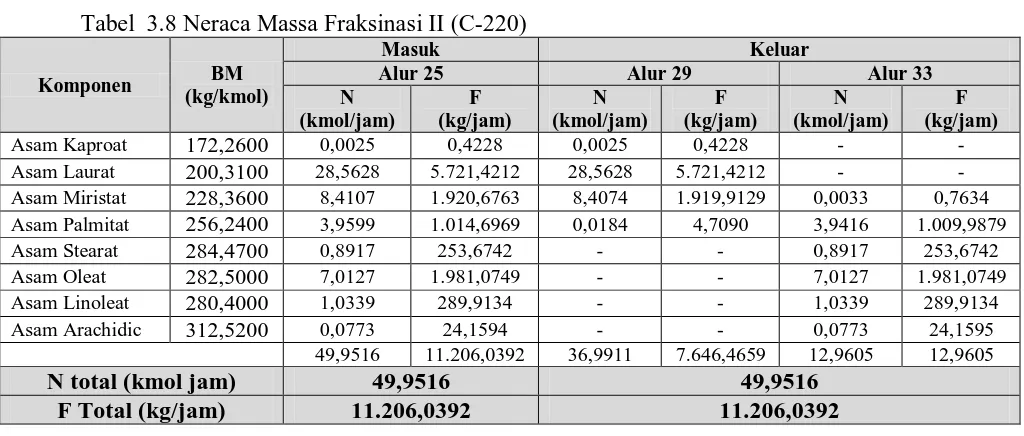
Di dalam kolom fraksinasi II (C-220) dihasilkan blanded C12-C14
(99,9329 %) akan dilewatkan di bagian atas kolom dan didinginkan dengan
kondensor E-221 dan Cooler E-222 sebelum disimpan pada T-202. Proses ini
berlangsung pada 35,8 torr dan 210oC. Dari bagian bawah kolom fraksinasi II
PKO-FA destilat (C14-C20) kemudian dialirkan ke reboiler E-223. Pada
reboiler PKO-FA akan direcycle dan dialirkan ke kolom fraksinasi III.
Di dalam kolom fraksinasi III (C-230) dihasilkan blanded C16-C18
(99,9238%) akan dilewatkan di bagian atas kolom dan didinginkan dengan
kondensor E-231 dan Cooler E-232 sebelum disimpan pada T-203. Proses ini
berlangsung pada 29,766 torr dan 245oC. Dari bagian bawah kolom fraksinasi
III PKO-FA destilat (C18-C20) kemudian dialirkan ke reboiler E-233. Pada
Di dalam kolom fraksinasi IV (C-230) ini dihasilkan asam oleat
(80,5336 %) sebagai produk utama yang akan dilewatkan di bagian atas
kolom dan didinginkan dengan kondensor E-241 dan Cooler E-242 sebelum
disimpan pada T-204. Proses ini berlangsung pada 24,65 torr dan 245oC. Dari
bagian bawah kolom fraksinasi IV PKO-FA destilat (C18-C20) dimana pada
destilat ini terkandung kadar C20 (15,7335 %), akan dilewatkan pada cooler
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada proses pembuatan Blanded C12-C14 dan
Asam Oleat dari Palm Kernel Oil (PKO) dengan kapasitas 74.233 ton/tahun
diuraikan sebagai berikut :
Waktu operasi = 335 hari/tahun
Basis perhitungan = 1 jam operasi
Kapasitas Produksi = 74.233 Ton/tahun
[image:40.595.114.577.495.728.2]3.1 Splitting (C-110 )
Tabel 3.1 Neraca Massa pada Splitting (C-110)
KOMPONEN
Masuk Keluar
Alur 3 Alur 4 Alur steam Alur 5 Alur 6 F
(kg/jam )
F (kg/jam)
F (kg/jam)
F (kg/jam)
F (kg/jam)
PKO (Trigliserida) - 12.326,500 - 246,5250 -
H2O 509,9201 173,7500 - 778,3534 122,0174
PKO (FATTY ACID) - - - - 12.079,7250
GLISEROL - - - 135,7993 -
Steam - - 352,500 -
F(kg/jam) 509,9201 12.500 352,500 1160,6777 12.201,7424
Total 13.362,4201 13.362,4201
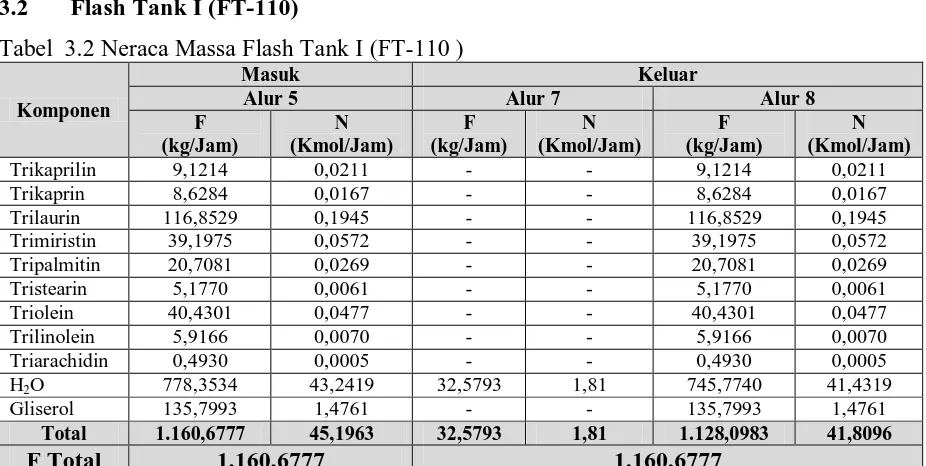
3.2 Flash Tank I (FT-110)
Tabel 3.2 Neraca Massa Flash Tank I (FT-110 )
Komponen
Masuk Keluar
Alur 5 Alur 7 Alur 8
F (kg/Jam)
N (Kmol/Jam)
F (kg/Jam)
N (Kmol/Jam)
F (kg/Jam)
N (Kmol/Jam)
Trikaprilin 9,1214 0,0211 - - 9,1214 0,0211
Trikaprin 8,6284 0,0167 - - 8,6284 0,0167
Trilaurin 116,8529 0,1945 - - 116,8529 0,1945
Trimiristin 39,1975 0,0572 - - 39,1975 0,0572
Tripalmitin 20,7081 0,0269 - - 20,7081 0,0269
Tristearin 5,1770 0,0061 - - 5,1770 0,0061
Triolein 40,4301 0,0477 - - 40,4301 0,0477
Trilinolein 5,9166 0,0070 - - 5,9166 0,0070
Triarachidin 0,4930 0,0005 - - 0,4930 0,0005
H2O 778,3534 43,2419 32,5793 1,81 745,7740 41,4319
Gliserol 135,7993 1,4761 - - 135,7993 1,4761
Total 1.160,6777 45,1963 32,5793 1,81 1.128,0983 41,8096
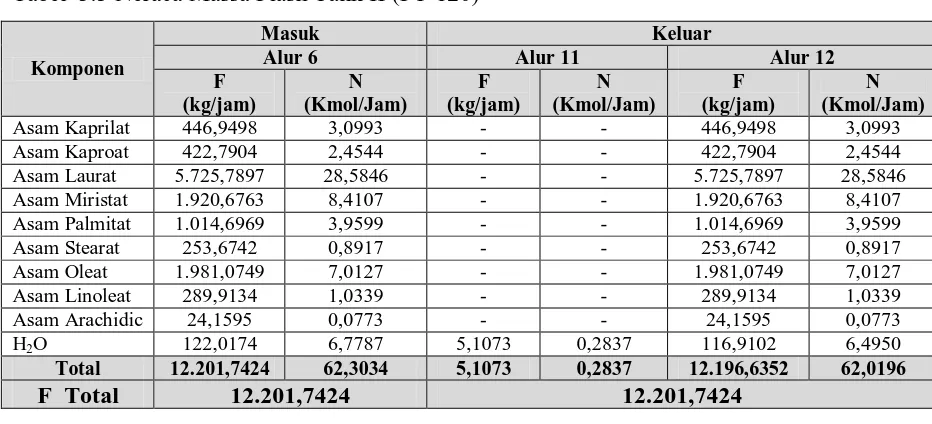
3.3 Flash Tank II (FT-120)
Tabel 3.3 Neraca Massa Flash Tank II (FT-120)
Komponen
Masuk Keluar
Alur 6 Alur 11 Alur 12
F (kg/jam)
N (Kmol/Jam)
F (kg/jam)
N (Kmol/Jam)
F (kg/jam)
N (Kmol/Jam)
Asam Kaprilat 446,9498 3,0993 - - 446,9498 3,0993
Asam Kaproat 422,7904 2,4544 - - 422,7904 2,4544
Asam Laurat 5.725,7897 28,5846 - - 5.725,7897 28,5846 Asam Miristat 1.920,6763 8,4107 - - 1.920,6763 8,4107 Asam Palmitat 1.014,6969 3,9599 - - 1.014,6969 3,9599
Asam Stearat 253,6742 0,8917 - - 253,6742 0,8917
Asam Oleat 1.981,0749 7,0127 - - 1.981,0749 7,0127
Asam Linoleat 289,9134 1,0339 - - 289,9134 1,0339
Asam Arachidic 24,1595 0,0773 - - 24,1595 0,0773
H2O 122,0174 6,7787 5,1073 0,2837 116,9102 6,4950
Total 12.201,7424 62,3034 5,1073 0,2837 12.196,6352 62,0196
F Total 12.201,7424 12.201,7424
[image:41.595.107.573.116.328.2]3.4 Dryer (D-210)
Tabel 3.4 Neraca Massa Dryer (D-210)
Komponen
Masuk Keluar
Alur 14 Alur 15 Alur 16
F (kg/jam)
N (Kmol/Jam)
F (kg/jam)
N (Kmol/Jam)
F (kg/jam)
N (Kmol/Jam)
Asam Kaprilat 446,9498 3,0993 - - 446,9498 3,0993
Asam Kaproat 422,7904 2,4544 - - 422,7904 2,4544
Asam Laurat 5.725,7897 28,5846 - - 5.725,7897 28,5846 Asam Miristat 1.920,6763 8,4107 - - 1.920,6763 8,4107 Asam Palmitat 1.014,6969 3,9599 - - 1.014,6969 3,9599
Asam Stearat 253,6742 0,8917 - - 253,6742 0,8917
Asam Oleat 1.981,0749 7,0127 - - 1.981,0749 7,0127
Asam Linoleat 289,9134 1,0339 - - 289,9134 1,0339
Asam Arachidic 24,1595 0,0773 - - 24,1595 0,0773
H2O 116,9102 6,4950 116,9102 6,4950 - -
Total 12.196,6352 62,0196 116,9102 6,4950 12.079,7250 55,5246
3.5 Kolom Fraksinasi I (C-210)
Tabel 3.5 Neraca Massa Fraksinasi I (C-210)
Komponen BM (kg/kmol)
Masuk Keluar
Alur 17 Alur 21 Alur 25
N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam)
Asam kaprilat 144,2100 3,0993 536,3398 3,0993 446,9498 - - Asam Kaproat 172,2600 2,4544 507,3485 2,4519 422,3676 0,0025 0,4228 Asam Laurat 200,3100 28,5846 6870,9476 0,0218 4,3684 28,5628 5721,4212 Asam Miristat 228,3600 8,4107 2304,8115 - - 8,4107 1920,6763 Asam Palmitat 256,2400 3,9599 1217,6363 - - 3,9599 1014,6969 Asam Stearat 284,4700 0,8917 304,4091 - - 0,8917 253,6742 Asam Oleat 282,5000 7,0127 2377,2899 - - 7,0127 1981,0749 Asam Linoleat 280,4000 1,0339 446,9498 - - 1,0339 289,9134 Asam Arachidic 312,5200 0,0773 422,7904 - - 0,0773 24,1594
55,5246 12.079,7250 5,5730 873,6858 49,9516 11.206,0392
N total 55,5246 55,5246
F Total 12.079,7250 12.079,7250
3.6 Kondensor III (E-211)
Tabel 3.6 Neraca Massa Kondensor III (E-211)
Komponen BM (kg/kmol)
Alur masuk Alur keluar
Alur 18 (Vd) Alur 20 (Ld) Alur 21 (D) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam)
Asam Kaprilat 144,2100 6,1986 893,8997 3,0993 446,9498 3,0993 446,9498 Asam Kaproat 172,2600 4,9038 844,7352 2,4519 422,3676 2,4519 422,3676 Asam Laurat 200,3100 0,0436 8,7369 0,0218 4,3684 0,0218 4,3684
Total 11,1461 1.747,3717 5,5730 873,6858 5,5730 873,6858
F Total (kg/jam) 1.747,3717 1.747,3717
N Total (kmol/jam) 11,1461 11,1461
[image:42.595.64.588.539.740.2]3.7 Reboiler I (E-213)
Tabel 3.7Neraca Massa Reboiler I (E-213)
Komponen BM (kg/kmol)
Alur masuk Alur keluar
Alur 23 (Lb) Alur 24 (Vb) Alur 25 (B) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam)
Asam Kaproat 172,2600 0,0073 1,2589 0,0049 0,8361 0,0025 0,4228 Asam Laurat 200,3100 85,0478 17.035,9267 56,4850 11314,5055 28,5628 5.721,4212 Asam Miristat 228,3600 25,0436 5.718,9462 16,6328 3798,2700 8,4107 1.920,6763 Asam Palmitat 256,2400 11,7910 3.021,3301 7,8311 2006,6332 3,9599 1.014,6969 Asam Stearat 284,4700 2,6552 755,3325 1,7635 501,6583 0,8917 253,6742 Asam Oleat 282,5000 20,8807 5.898,7873 13,8680 3917,7124 7,0127 1.981,0749 Asam Linoleat 280,4000 3,0786 863,2372 2,0447 573,3238 1,0339 289,9134 Asam Arachidic 312,5200 0,2302 71,9364 0,1529 47,7770 0,0773 24,1594
Total 148,7344 33.366,76 98,7827 22.160,7162 49,9516 11.206,0392
F Total (kg/jam) 33.366,7553 33.366,7553
3.8 Kolom Fraksinasi II (C-220)
Tabel 3.8 Neraca Massa Fraksinasi II (C-220)
Komponen BM (kg/kmol)
Masuk Keluar
Alur 25 Alur 29 Alur 33
N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam)
Asam Kaproat 172,2600 0,0025 0,4228 0,0025 0,4228 - -
Asam Laurat 200,3100 28,5628 5.721,4212 28,5628 5.721,4212 - - Asam Miristat 228,3600 8,4107 1.920,6763 8,4074 1.919,9129 0,0033 0,7634 Asam Palmitat 256,2400 3,9599 1.014,6969 0,0184 4,7090 3,9416 1.009,9879 Asam Stearat 284,4700 0,8917 253,6742 - - 0,8917 253,6742 Asam Oleat 282,5000 7,0127 1.981,0749 - - 7,0127 1.981,0749 Asam Linoleat 280,4000 1,0339 289,9134 - - 1,0339 289,9134 Asam Arachidic 312,5200 0,0773 24,1594 - - 0,0773 24,1595
49,9516 11.206,0392 36,9911 7.646,4659 12,9605 12,9605
N total (kmol jam) 49,9516 49,9516
F Total (kg/jam) 11.206,0392 11.206,0392
3.9 Kondensor IV (E-221)
Tabel 3.9 Neraca Massa Kondensor IV (E-221)
Komponen BM (kg/kmol)
Alur masuk Alur keluar
Alur 26 (Lb) Alur 28 (Ld) Alur 29 (D) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam)
Asam Kaproat 172,2600 0,0051 0,8879 0,0027 0,4651 0,0025 0,4228 Asam Laurat 200,3100 59,9819 12.014,9846 31,4191 6293,5633 28,5628 5.721,4212 Asam Miristat 228,3600 17,6555 4.031,8171 9,2481 2111,9042 8,4074 1.919,9129 Asam Palmitat 256,2400 0,0385 9,8889 0,0202 5,1799 0,0184 4,7090
Total 77,6812 16.057,5784 40,6902 8.411,1125 36,9911 7.646,4659
F Total (kg/jam) 16.057,5784 16.057,5784
N Total (Kmol/jam) 77,6812 77,6812
3.10 Reboiler II (E-223)
Tabel 3.10 Neraca Massa Reboiler II (E-223 )
Komponen BM (kg/kmol)
Alur masuk Alur keluar
Alur 31 (Lb) Alur 32 (Vb) Alur 33 (B) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam) N (kmol/jam) F (kg/jam)
Asam Miristat 228,3600 0,0416 9,4957 0,0382 8,7324 0,0033 0,7634 Asam Palmitat 256,2400 49,0296 12.563,3492 45,0880 11.553,3613 3,9416 1.009,9879 Asam Stearat 284,4700 11,0925 3.155,4813 10,2007 2.901,8071 0,8917 253,6742 Asam Oleat 282,5000 87,2312 24.642,8063 80,2185 22.661,7314 7,0127 1.981,0749 Asam Linoleat 280,4000 12,8611 3.606,