ANALISA PENGARUH PENCAHAYAAN TERHADAP KELELAHAN MATA OPERATOR DI RUANG KONTROL PT. CENTRAL PROTEINA PRIMA
MEDAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
INDAH PURWANTI 070403022
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena
atas berkat dan rahmat-Nya kepada penulis sehingga dapat menyelesaikan Tugas
Sarjana ini.
Tugas Sarjana ini merupakan salah satu syarat bagi penulis untuk
memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
Tugas Sarjana ini berjudul “Analisa Pengaruh Pencahayaan Terhadap
Kelelahan Mata Operator di Ruang Kontrol PT. Central Proteina Prima Medan”.
Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap
salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari masih banyak kekurangan dalam Tugas Sarjana ini.
Oleh karena itu, kritik dan saran yang bersifat membangun sangat diharapkan
untuk penyempurnaan Tugas Sarjana ini. Akhir kata, penulis mengharapkan agar
Tugas Sarjana ini dapat memberikan manfaat bagi semua pihak yang
memerlukannya.
Medan, Mei 2013
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah banyak mendapatkan
bimbingan dan dukungan dari berbagai pihak, baik berupa materi, moral,
informasi maupun administrasi. Oleh karena itu, penulis mengucapkan terima
kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara Tambunan, M.Sc selaku
Koordinator Tugas Sarjana Departemen Teknik Industri Universitas Sumatera
Utara.
4. Bapak Ir. A. Jabbar M. Rambe, M.Eng selaku Koordinator Bidang Ergonomi
dan Dasar Perancangan Sistem Kerja yang telah memberikan dukungan dan
arahan dalam pengajuan judul Tugas Sarjana.
5. Bapak Ir. Poerwanto, MSC selaku Dosen Pembimbing I yang telah banyak
memberi bimbingan selama pengerjaan Laporan Tugas Sarjana.
6. Ibu Ir. Dini Wahyuni, MT selaku Dosen Pembimbing II yang telah banyak
memberi bimbingan selama pengerjaan Laporan Tugas Sarjana.
7. Bapak Edward selaku Manager Safety PT. Central Proteina Prima Medan
yang telah memberi bantuan pembuatan izin riset tugas sarjana dan memberi
8. Kedua orangtua penulis (Bapak Suarno dan Ibu Elmawati), saudara-saudara
penulis (Riyan dan Novri) dan seluruh keluarga besar penulis yang telah
memberi dukungan dan doa bagi penulis.
9. Sahabat penulis, yaitu Rafika, Reza, Yeti, Putri, Atania, Devi atas kerja sama
dan masukannnya dalam menyelesaikan Laporan Tugas Sarjana.
10. Semua rekan-rekan Teknik Industri USU stambuk 2007 yang telah memberi
masukan dan semangat kepada penulis.
11. Bang Nurmansyah, Bang Mijo, Bang Ridho, Kak Dina, dan Kak Ani atas
bantuan yang telah diberikan dalam memperlancar penyelesaian administrasi
Tugas Sarjana.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
Tugas Sarjana ini dan tidak dapat penulis sebutkan satu per satu, penulis
mengucapkan terima kasih. Akhir kata, semoga laporan ini bermanfaat bagi kita
semua.
Medan, Mei 2013
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan dan Sasaran Penelitian ... I-3
1.4. Asumsi dan Batasan Masalah ... I-4
1.5. Manfaat Penelitian ... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-3
2.3. Organisasi dan Manajemen ... II-4
2.4. Proses Produksi ... II-6
2.4.1. Standar Mutu Bahan/Produk ... II-6
2.4.2. Bahan yang Digunakan ... II-9
2.4.3. Uraian Proses Produksi ... II-12
2.5. Jam Kerja ... II-18
III LANDASAN TEORI ... III-1
3.1. Teori Dasar Mengenai Cahaya ... III-1
3.2. Satuan Pencahayaan ... III-3
3.3. Pencahayaan Alami ... III-6
3.4. Pencahayaan Buatan ... III-7
3.5. Pencahayaan Ruang Kerja ... III-9
3.6. Mata ... III-12
3.6.1. Anatomi Mata ... III-12
3.6.2. Kelelahan Mata ... III-15
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.6.4. Mekanisme Melihat ... III-22
3.7. Monitor Komputer ... III-23
3.7.1. Jenis-jenis Monitor ... III-23
3.7.2. Istilah-istilah pada Monitor Komputer ... III-26
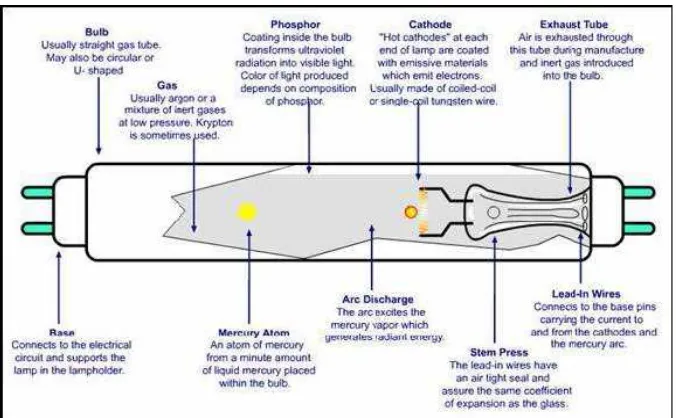
3.8. Jenis-jenis Lampu ... III-28
3.8.1. Lampu Pijar (Incandescent)………... III-28
3.8.2. Lampu Fluorescent ... III-30
3.8.3. Lampu HID (Hight-Intensity Discharge)………. III-32
3.8.2. Lampu LED (Light Emmiting Dioda) ... III-34
3.9. Efek Psikologis Lampu ... III-35
. 3.10. Instrumen Penelitian ... III-35
3.10.1. Flicker Fusion-Frequency ... III-35
3.10.2. Lux Meter Krisbow Kw 06-288 ... III-38
3.11. Uji normalitas Data dengan Menggunakan Uji Klomogarov-
Smirnov ... III-40
3.12. Perhitungan Korelasi ... III-43
3.13. Perhitungan Kebutuhan Lampu untuk Ruangan ... III-44
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1
4.3. Jenis Penelitian ... IV-1
4.4. Kerangka Konseptual Penelitian ... IV-2
4.5. Identifikasi Variabel Penelitian ... IV-2
4.6. Defenisi Operasional ... IV-2
4.7. Instrumen Penelitian ... IV-3
4.8. Sumber Data ... IV-4
4.9. Pelaksanaan Penelitian ... IV-5
4.10. Metode Pengumpulan Data ... IV-7
4.11. Pengolahan Data ... IV-10
4.12. Analisis Pemecahan Masalah ... IV-11
4.13. Kesimpulan dan Saran ... IV-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Pengukuran pada Ruang Kontrol Produksi ... V-1
5.1.2. Data Operator ... V-2
5.1.3. Deskripsi Kerja Operator ... V-2
5.1.4. Hasil Pengukuran Iluminasi di Ruang Kontrol Produksi PT. Central Proteina Prima Medan……… V-3
5.1.5. Hasil Pengukuran Luminansi di Ruang Kontrol Produksi
PT. Central Proteina Prima Medan……… V-10
5.1.6. Hasil Pengukuran Fliker Fusion Frequency di Ruang
Kontrol Produksi PT. Central Proteina Prima Medan… V-17
5.2. Pengolahan Data ... V-21
5.2.1. Perhitungan Rata-rata Iluminasi pada Bidang Kerja
Operator Ruang Kontrol Produksi PT. Central Proteina
Prima Medan ... V-21
5.2.2. Perhitungan Rata-rata Iluminasi pada Bidang Kerja
Operator Ruang Kontrol Produksi PT. Central Proteina
Prima Medan ... V-23
5.2.3. Perhitungan Rata-rata Fliker Fusion Frequency (Hz)…… V-26
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Uji Kenormalan Data dengan Menggunakan Klomogrov-
Smirnov Test ... V-28
5.2.4.1. Uji Kenormalan Data untuk Data Hasil Pengukuran
Iluminasi ... V-28
5.2.4.2. Uji Kenormalan Data untuk Data Hasil Pengukuran
Luminansi ... V-32
5.2.4.3. Uji Kenormalan Data untuk Data Hasil Pengukuran
Fliker Fusion Frequency ... V-35
5.2.5. Perhitungan Korelasi antara Iluminasi dengan
Kelelahan Mata……… V-38 5.2.6. Perhitungan Korelasi antara Luminansi dengan
Kelelahan Mata……… V-41
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1
6.1. Analisis ... VI-1
6.1.1. Analisis Penerangan di Ruang Kontrol PT. Central
Proteina Prima Medan ... VI-1
6.1.2. Analisis Hasil Korelasi antara Iluminasi dan Luminansi
dengan Kelelahan Mata di Ruang Kontrol PT. Central
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.2. Pemecahan Masalah ... VI-3
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Standar Mutu Produk Pakan Udang pada PT. Central Proteina Prima
Cabang Medan-Tanjung Morawa ... II-7
3.1. Tingkat Pencahayaan Lingkungan Kerja ... III-10
3.2. Kebutuhan Tingkat Pencahayaan pada Ruang Tergantung Area
Kegiatan ... III-11
3.3. Rekomendasi Tingkat Pencahayaan pada Tempat Kerja dengan
Komputer ... III-12
3.4. Hubungan antara Tegangan Listrik dengan Kinerja Lampu... III-29
3.5. Hasil Implementasi Nilai R ... III-44
5.1. Data Operator Ruang Kontrol Produksi PT. Central Proteina Prima
Medan ... V-2
5.2. Rincian Display Monitor Ruang Kontrol Produksi PT. Central Proteina
Prima Medan……… V-3
5.3. Iluminasi(Lux) pada Ruang Kontrol Produksi PT. Central Proteina
Prima Medan pada Hari I ... V-4
5.4. Iluminasi(Lux) pada Ruang Kontrol Produksi PT. Central Proteina
Prima Medan pada Hari II ... V-6
5.5. Iluminasi(Lux) pada Ruang Kontrol Produksi PT. Central Proteina
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.6. Luminansi(Lux) Monitor pada Ruang Kontrol Produksi PT. Central
Proteina Prima Medan pada Hari I ... V-11
5.7. Luminansi(Lux) Monitor pada Ruang Kontrol Produksi PT. Central
Proteina Prima Medan pada Hari II ... V-13
5.8. Luminansi(Lux) Monitor pada Ruang Kontrol Produksi PT. Central
Proteina Prima Medan pada Hari III ... V-15
5.9. FlickerFusionFrequency (Hz) tiap operator Ruang Kontrol
Produksi PT. Central Proteina Prima Medan Hari I……… V-18
5.10. FlickerFusionFrequency (Hz) tiap operator Ruang Kontrol
Produksi PT. Central Proteina Prima Medan Hari II ... V-19
5.11. FlickerFusionFrequency (Hz) tiap operator Ruang Kontrol
Produksi PT. Central Proteina Prima Medan Hari III ... V-20
5.12. Rata-rata Iluminasi(Lux) pada Masing-masing Area Kerja Operator .. V-22
5.13. Rata-rata Luminansi(Lux) yang Diterima oleh Operator ... V-25
5.14. Rata-Rata Flicker Fusion Frequency(Hz) pada Setiap Operator Ruang Kontrol Produksi PT. Central Proteina Prima Medan………. V-27
5.15. Hasil Perhitungan Uji Kolmogorov-Smirnov untuk Data Iluminasi
(lux) pada Operator 1... V-30
5.16. Hasil Perhitungan Uji Kolmogorov-Smirnov untuk Data Iluminasi
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.17. Hasil Perhitungan Uji Kolmogorov-Smirnov untuk Data Luminansi
(lux) pada Operator 1...V-33
5.18. Hasil Perhitungan Uji Kolmogorov-Smirnov untuk Data Luminansi
untuk Setiap Operator... V-35
5.19. Hasil Perhitungan Uji Kolmogorov-Smirnov untuk Data Fliker Fusion
Frequency pada Operator 1... V-37
5.20. Hasil Perhitungan Uji Kolmogorov-Smirnov untuk Data Fliker Fusion
Frequency untuk Setiap Operator... V-38
5.21. Rata-rata Iluminasi dengan Kelelahan Mata Operator 1... V-39
5.22. Perhitungan Korelasi antara Iluminasi (Lux) dengan Kelelahan Mata
(Hz) Operator 1……… V-40
5.23. Hubungan Korelasi tingkat Iluminasi (lux) dengan kelelahan mata (Hz)
di Ruang Kontrol PT. Central Proteina Prima Medan……… V-41
5.24. Rata-rata Luminansi (lux) dengan Kelelahan Mata (Hz)
Operator 1... V-41
5.25. Perhitungan Korelasi antara Luminansi (lux) dengan Kelelahan Mata
(Hz) Operator 1……… V-42
5.26. Hubungan Korelasi tingkat Luminansi (lux) dengan Kelelahan Mata
(Hz) di Ruang Kontrol PT. Central Proteina Prima……… V-44
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Central Proteina Prima Tbk ... II-9
3.1. Radiasi yang Tampak ... III-2
3.2. Spektrum Gelombang Elektromagnetik. ... III-2
3.3. Cahaya yang Jatuh pada Suatu Permukaan. ... III-3
3.4. Light Meter. ... III-4
3.5. Light Meter untuk Mengukur Luminansi. ... III-5
3.6. Skala Luminansi untuk Pencahayaan Interior ... III-5
3.7. Anatomi Mata Manusia ... III-14
3.8. Pengaruh Iluminasi dan Kontras terhadap Ketajaman Penglihatan ... III-20
3.9. Diagram dari Alat Visual ... III-22
3.10. Lampu Pijar (Incandescent Lamp) ... III-28
3.11. Lampu Fluorescent ... III-31
3.12. Lampu Fluorescent Berbentuk Tabung ... III-31
3.13. Lampu Fluorescent Berbentuk Compact
(Compact Flourescent Lamp). ... III-32
3.14. Lampu HID (High-Intensity Discharge) ... III-33
3.15. Flicker Fusion ... III-36
3.16. Lux Meter Krisbow Kw 06-288 ... III-39
4.1. Kerangka Konseptual Penelitian ... IV-2
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
4.3. Blok Diagram Prosedur Penelitian ... IV-12
5.1. Layout Ruang Kontrol Produksi PT. Central Proteina Prima……… V-1
5.2. Grafik Iluminasi (Lux) pada 12 Titik Pengukuran ... V-21
5.3. Grafik Iluminasi pada Masing-masing Area Kerja Operator ... V-23
5.4. Grafik Luminansi (Lux) pada Setiap Monitor Ruang Kontrol PT. Central
Proteina Prima Medan……….. ……… V-24
5.5. Grafik Luminansi yang Diterima oleh Setiap Operator Ruang Kontrol
Produksi……… V-26
5.6. Grafik Pengukuran Fliker Fusion Frequency(Hz) Operator Ruang
Kontrol Produksi PT. Central Proteina Prima……… V-28
5.7. Pengujian Korelasi antara Iluminasi (X) dan Kelelahan
Mata (Y) Operator 1 ……… V-41
5.8. Grafik Pengujian Korelasi antara Iluminasi (X) dan Kelelahan
Mata (Y) Operator 1……….. V-41
5.7. Pengujian Korelasi antara Luminansi (X) dan Kelelahan
Mata (Y) Operator 1……… V-45
5.8. Grafik Pengujian Korelasi antara Luminansi (X) dan Kelelahan
Mata (Y) Operator 1……….. V-45
6.1. Sketsa Usulan Perbaikan Ruang Kontrol Produksi PT. Central Proteina
DAFTAR LAMPIRAN
LAMPIRAN
1. Uraian Tugas dan Tanggung Jawab Struktur Organisasi PT. Centra
Proteina Prima Tbk
2. Perhitungan Rata-rata Iluminasi pada Bidang Kerja Operator Ruang Kontrol
Produksi PT. Central Proteina Prima
3. Perhitungan Rata-rata Luminansi yang Diterima oleh Mata Operator Ruang
Kontrol Produksi PT. Central Proteina Prima
4. Perhitungan Rata-rata Flicker Fusion Frequency (Hz) Operator Ruang
Kontrol Produksi PT. Central Proteina Prima
5. Uji Kenormalan Data Iluminasi dengan Menggunakan Klomogarov-Smirnov
Test Untuk Operator 2 dan Operator 3
6. Uji Kenormalan Data Luminansi dengan Menggunakan Klomogarov-Smirnov
Test Untuk Operator 2 dan Operator 3
7. Uji kenormalan data Fliker Fussion Frequency dengan Menggunakan
Klomogarov-SmirnovTest Untuk Operator 2 dan Operator 3
8. Perhitungan Korelasi antara Iluminasi dan Kelelahan Mata Operator 2 dan 3
9. Perhitungan Korelasi antara Luminansi dan Kelelahan Mata Operator 2 dan 3
10. Tabel Nilai Kritis Uji Klomogarov-Smirnov
11. Pedoman Efisiensi Energi untuk Industri di Asia
www.energyefficiencyasia.org
12. LuminaireCoefficient of Utilization 13. Program SEHEN
ABSTRAK
Pemakaian komputer dewasa ini semakin luas di segala bidang, lamanya penggunaan komputer dianjurkan tidak lebih dari 4 jam sehari, apabila melebihi waktu tersebut, mata cenderung mengalami kelelahan. Kelelahan mata tersebut akan meningkat apabila kualitas pencahayaan di ruang kerja tersebut kurang baik. PT. Central Proteina Prima Tbk adalah perusahaan yang bergerak dalam pengolahan produk makanan ternak, dimana sebagian besar proses produksi dijalankan oleh mesin. Proses produksi tersebut diatur dan diawasi oleh 3 operator melalui komputer di dalam ruang kontrol selama 7 jam kerja, setiap operator bekerja menggunakan 4 monitor sebagai display. Pada penelitian awal, tingkat pencahayaan pada ruang kontrol PT. Central Proteina Prima bekisar antara 21-65 lux, pencahayaan ruang ini tidak memenuhi standar Kepmenkes Nomor 1405/MENKES/SK/XI/2002 yang merekomendasikan sebesar 300 lux. Beberapa keluhan kelelahan mata yang didapat dari wawancara dengan operator yaitu operator merasakan keluhan penglihatan seperti berkabut, mata perih dan mata sering berkedip. Oleh karena itu penelitian ini dilakukan untuk melihat pengaruh pencahayaan terhadap kelelahan mata operator, dan memperbaiki pencahayaan sesuai dengan standar kebutuhan kerja.
Metoda penelitian yang digunakan adalah kuantitatif yaitu dengan pengukuran langsung terhadap iluminasi sumber cahaya dan luminansi dari monitor dengan menggunakan instrumen lux meter serta kelelahan mata dengan instrumen fliker fusion. Penelitian yang dilakukan bersifat deskriptif korelasional. Bersifat deskriptif yaitu untuk mendapatkan gambaran mengenai tingkat pencahayaan ruang kontrol dan dibandingkan dengan standar yang sudah ditetapakan, dan bersifat korelasional yaitu mengkaji keterkaitan antara faktor iluminasi dan luminansi terhadap kelelahan mata operator.
Hasil perhitungan korelasi antara tingkat iluminasi dengan kelelahan mata dari operator 1, operator 2 dan operator 3 masing-masing sebesar -0,02, -013 dan -0,51. Sedangkan korelasi antara luminansi dengan kelelahan mata dari operator 1, operator 2 dan operator 3 masingmasing sebesar 0,07, 0,45 dan -0,14. Hasil perhitungan menunjukan bahwa terdapat hubungan antara variabel tersebut. Perbaikan terhadap pencahayaan ruang kontrol produksi PT. Central Proteina Prima dilakukan dengan usulan pergantian lampu yang hemat energi yaitu lampu LED ZGSM‐T8‐ 1200‐ 240P.
ABSTRAK
Pemakaian komputer dewasa ini semakin luas di segala bidang, lamanya penggunaan komputer dianjurkan tidak lebih dari 4 jam sehari, apabila melebihi waktu tersebut, mata cenderung mengalami kelelahan. Kelelahan mata tersebut akan meningkat apabila kualitas pencahayaan di ruang kerja tersebut kurang baik. PT. Central Proteina Prima Tbk adalah perusahaan yang bergerak dalam pengolahan produk makanan ternak, dimana sebagian besar proses produksi dijalankan oleh mesin. Proses produksi tersebut diatur dan diawasi oleh 3 operator melalui komputer di dalam ruang kontrol selama 7 jam kerja, setiap operator bekerja menggunakan 4 monitor sebagai display. Pada penelitian awal, tingkat pencahayaan pada ruang kontrol PT. Central Proteina Prima bekisar antara 21-65 lux, pencahayaan ruang ini tidak memenuhi standar Kepmenkes Nomor 1405/MENKES/SK/XI/2002 yang merekomendasikan sebesar 300 lux. Beberapa keluhan kelelahan mata yang didapat dari wawancara dengan operator yaitu operator merasakan keluhan penglihatan seperti berkabut, mata perih dan mata sering berkedip. Oleh karena itu penelitian ini dilakukan untuk melihat pengaruh pencahayaan terhadap kelelahan mata operator, dan memperbaiki pencahayaan sesuai dengan standar kebutuhan kerja.
Metoda penelitian yang digunakan adalah kuantitatif yaitu dengan pengukuran langsung terhadap iluminasi sumber cahaya dan luminansi dari monitor dengan menggunakan instrumen lux meter serta kelelahan mata dengan instrumen fliker fusion. Penelitian yang dilakukan bersifat deskriptif korelasional. Bersifat deskriptif yaitu untuk mendapatkan gambaran mengenai tingkat pencahayaan ruang kontrol dan dibandingkan dengan standar yang sudah ditetapakan, dan bersifat korelasional yaitu mengkaji keterkaitan antara faktor iluminasi dan luminansi terhadap kelelahan mata operator.
Hasil perhitungan korelasi antara tingkat iluminasi dengan kelelahan mata dari operator 1, operator 2 dan operator 3 masing-masing sebesar -0,02, -013 dan -0,51. Sedangkan korelasi antara luminansi dengan kelelahan mata dari operator 1, operator 2 dan operator 3 masingmasing sebesar 0,07, 0,45 dan -0,14. Hasil perhitungan menunjukan bahwa terdapat hubungan antara variabel tersebut. Perbaikan terhadap pencahayaan ruang kontrol produksi PT. Central Proteina Prima dilakukan dengan usulan pergantian lampu yang hemat energi yaitu lampu LED ZGSM‐T8‐ 1200‐ 240P.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pemakaian komputer dewasa ini semakin luas di segala bidang, baik di
perkantoran maupun di kehidupan pribadi seseorang. Namun, pemakaian
komputer secara berlebihan akan meningkatkan resiko gangguan kerja. Lamanya
penggunaan komputer dianjurkan tidak lebih dari 4 jam sehari, apabila melebihi
waktu tersebut, mata cenderung mengalami kelelahan (Sari, 2002). Kelelahan
mata meningkat apabila kualitas dan kuantitas pecahayaan di ruang kerja tersebut
kurang baik.
PT. Central Proteina Prima Tbk adalah perusahaan yang bergerak dalam
pengolahan produk makanan ternak, dimana sebagian besar proses produksi
dijalankan oleh mesin. Proses produksi tersebut diatur dan diawasi oleh 3 operator
melalui komputer di dalam ruang kontrol, setiap operator bekerja menggunakan 4
monitor sebagai display. Dalam melakukan proses kontrol tersebut operator harus
teliti dan berkonsentrasi penuh pada monitor komputer selama 7 jam kerja.
Pada penelitian awal, peneliti meneliti tingkat pencahayaan di ruang
kontrol PT. Central Proteina Prima Tbk Medan bekisar antara 21-65 lux.
Pencahayaan ruang ini tidak memenuhi standar Kepmenkes Nomor
1405/MENKES/SK/XI/2002 dengan kategori rekomendasi pencahayaan untuk
ruang kontrol adalah 300 lux. Beberapa keluhan kelelahan mata yang didapat dari
seperti berkabut, mata perih dan mata sering berkedip. Keluhan kelelahan mata
tersebut dapat menurunkan efisiensi ketajaman penglihatan, sehingga dapat
mengurangi produktivitas kerja operator yang dapat berakibat fatal bagi hasil
produksi.
Pencahayaan merupakan salah satu faktor penting untuk mendapatkan
keadaan lingkungan kerja yang aman, nyaman dan terkait erat dengan
produktivitas manusia dalam pekerjaan. Faktor penting pencahayaan dalam
lingkungan kerja dibuktikan dengan adanya riset terdahulu yaitu “Pengaruh
Intensitas Penerangan terhadap Kelelahan Mata pada Tenaga Kerja di Bagian
Pengepakan PT. Ikapharmindo Putramas Jakarta Timur” (Fathoni Firmansyah,
2010). Riset ini menunjukkan bahwa adanya pengaruh intensitas penerangan
terhadap kelelahan mata, dimana sebanyak 25 dari 40 orang pekerja mengalami
kelelahan mata.
Riset kedua menunjukkan kembali pencahayaan merupakan faktor penting
dalam lingkungan kerja, dengan adanya riset “Hubungan Pencahayaan dan
Karakteristik Pekerja dengan Keluhan Subyektif Kelelahan Mata pada Operator
Komputer Tele Account Management di PT. Telkom Regional 2 Surabaya” (Fery
Firman Santoso dan Noeroel Widajati, 2011). Intensitas pencahayaan di ruang
kerja TAM PT. Telkom Regional 2 Surabaya baik pencahayaan umum maupun
pencahayaan lokal tidak memenuhi standar, dimana pekerja di bagian TAM
bekerja menatap komputer kurang lebih 8 jam dalam sehari. Hasil riset
membuktikan bahwa sebagian besar responden mengalami keluhan kelelahan
Oleh karena itu dilakukan penelitian pada pencahayaan ruang kontrol
produksi PT. Central Proteina Prima Medan, untuk melihat pengaruh pencahayaan
terhadap kelelahan mata operator, agar operator dapat bekerja dengan baik dan
produktivitas kerja meningkat.
1.2. Perumusan Masalah
Rumusan masalah dalam penelitian ini adalah operator bekerja
menggunakan komputer secara berlebihan, dimana kondisi pencahayaan pada
ruang kontrol PT. Central Proteina Prima Tbk Medan tidak memenuhi standar
Kepmenkes Nomor 1405/MENKES/SK/XI/2002. Sehingga peneliti ingin
menganalisa pengaruh tingkat pencahayaan tersebut terhadap kelelahan mata
operator.
1.3. Tujuan dan Sasaran Penelitian
Tujuan dari penelitian adalah untuk menganalisa pengaruh pencahayaan terhadap
kelelahan mata pada pengguna komputer di ruang kontrol produksi PT. Central
Proteina Prima.
Untuk mencapai tujuan penelitian maka sasaran penelitian ini adalah:
1. Mengukur tingkat pencahayaan pada ruang kontrol produksi PT. Central
Proteina Prima.
2. Mengidentifikasi faktor-faktor yang berpengaruh terhadap kelelahan mata
operator yang dilihat dari hasil perhitungan korelasi.
1.4. Asumsi dan Batasan Masalah
Asumsi- asumsi yang digunakan dalam penelitian ini adalah:
1. Operator yang menjadi objek penelitian dalam keadaan sehat.
2. Ruang kontrol tidakmengalamiperubahan selama penelitian berlangsung.
3. Operator yang berada pada ruang kerja yang diamati dalam kondisi
normal/wajar. Artinya operator dalam kondisi stamina yang baik dan tidak
berada dalam tekanan.
Sedangkan batasan masalah dalam penelitian ini adalah:
1. Penelitian dilakukan pada operator komputer bagian kontrol produksi PT.
Central Proteina Prima.
2. Penelitian dilakukan pada shift I.
3. Penelitian hanya meneliti dari faktor iluminasi, luminansi dan durasi
penglihatan.
4. Penelitian ini tidak dipengaruhi pencahayaan alami.
5. Faktor lingkungan kerja lainnya, yaitu termal dan kebisingan tidak
mempengaruhi hasil penelitian yang dilakukan.
6. Pengukuran Luminansi hanya sebatas pada monitor komputer.
1.5. Manfaat Penelitian
Manfaat yang diperoleh dari penelitian adalah sebagai berikut:
1. Bagi mahasiaswa, adalah sebagai sarana untuk menambah pengalaman dan
keterampilan dalam memecahakan masalah khususnya masalah
pencahayaan dan mencari solusi permasalahan berdasarkan pengalaman
teoritis yang diperoleh di perkuliahan.
2. Sebagai bahan koreksi dan masukan bagi perusahaan dalam menciptakan
lingkungan fisik, khusus terkait pencahayaan ruangan kerja yang efektif,
aman, sehat, nyaman dan efisien (EASNE) sehingga meningkatkan
produktivitas pekerja.
3. Menambah koleksi penelitian mahasiswa yang dapat digunakan sebagai
tambahan literatur untuk referensi pada penelitian sejenis lainnya di
Departemen Teknik Industri.
1.6. Sistematika Penulisan Laporan Tugas Sarjana
Adapun sistematika penulisan laporan Tugas Akhir adalah sebagai berikut:
Dalam Bab I; Pendahuluan, diuraikan mengenai latar belakang permasalahan,
rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi
yang digunakan, serta sistematika penulisan tugas akhir.
Dalam Bab II; Gambaran Umum Perusahaan, menjelaskan secara ringkas
ruang lingkup bidang usaha, tenaga kerja, proses produksi, bahan baku, mesin dan
Dalam Bab III; Landasan Teori, menyajikan teori-teori yang berkaitan dengan pokok permasalahan yang mengkaji tugas akhir ini. Teori-teori dalam
penelitian ini antara lain definisi dari pencahayaan, iluminasi dan luminansi,
kelelahan mata, faktor-faktor yang menyebabkan kelelahan mata.
Dalam Bab IV; Metode Penelitian, berisi jenis penelitian, lokasi dan waktu
penelitian serta tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
Dalam Bab V; Pengumpulan dan Pengolahan Data, berisi data-data yang
dibutuhkan peneliti. Pengumpulan data yang dilakukan dengan mengukur
iluminasi dan luminansi di ruang kontrol, serta Flicker Fusion Frequency untuk
setiap operator. Pengolahan data yang dilakukan antara lain, perhitungan rata-rata
untuk data iluminasi, luminansi dan Flicker Fusion Frequency, uji normalitas
dengan menggunakan Kolmogorov-Smirnov Test, perhitungan korelasi, serta
menentukan lumen yang dibutuhkan untuk perhitungan jumlah bola lampu.
Dalam Bab VI; Analisa Pemecahan Masalah, berisi analisis yang
dilakukan terhadap hasil pengolahan data dan melakukan pencarian solusi
permasalahan.
Dalam Bab VI; Kesimpulan dan Saran, menyajikan kesimpulan hasil
penelitian berdasarkan analisis dari hasil pemecahan masalah yang menjawab
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Central Proteinaprima Tbk (CPP) didirikan pada 30 April 1980
dengan nama PT. Proteina Prima, dimana PT. Central Proteinaprima Tbk adalah
anak perusahaan dari PT. Charoen Pokphand Indonesia yang bergerak dalam
bidang agribisnis, aquaculture, telekomunikasi, logistik dan ritel berfokus pada
kegiatan pemasaran dan produksi pakan ayam, sedangkan divisi Aquaculture di
Surabaya berfokus pada kegiatan produksi dan pemasaran pakan udang.
PT. Central Proteinaprima atau yang lebih dikenal dengan nama CP Prima
pertama kali mencatatkan sahamnya dibursa Efek Jakarta pada bulan Mei 1990.
Dan pada tahun 1991 CP. Prima mengambil alih 100% saham PT. Central
Agromina yang bergerak dalam kegiatan usaha produksi DOC. Pada tahun 1993
CP Prima mengambil alih 54,59 % saham PT. Charoen Pokphand Indonesia Tbk,
suatu perusahaan yang memproduksi dan memperdagangkan makanan ternak
(ayam, udang dan ikan), perlengkapan unggas, karung plastik dan produk– produk
lainnya. Pada tahun 1996 CP Prima mengambil alih 48% saham CPB, perusahaan
yang mengoperasikan pabrik pakan udang, pembibitan udang dan fasilitas
pengolahan udang di Lampung. Sehingga pada 12 Mei 2006, CP Prima
merestrukturisasi perusahaannya sehingga kegiatan-kegiatan usahanya lebih
CP Prima memiliki pengalaman operasional lebih dari 30 tahun dan
merupakan pelopor global dengan skala besar dalam industri perikanan yang
terintegrasi secara vertikal. Pada tahun fiskal 2008, CP Prima mencatat penjualan
bersih senilai Rp 8,17 triliun, dan Perseroan yakin akan potensi pertumbuhan yang
luar biasa besar pada masa datang ditunjang dengan pertumbuhan konsumsi udang
serta permintaan pasar lokal yang semakin tinggi akan produk-produk industri
hulu.
Dengan lebih dari 90.000 hektar lahan yang dibudidayakan di beberapa
lokasi, CP. Prima menyediakan lapangan kerja lebih dari 10.000 orang termasuk
12.000 pegawai penuh waktu pada seluruh perusahaan. CP Prima merupakan
pengendali industri yang ditopang oleh tim pengelola yang stabil dan
berpengalaman banyak, strategi bisnis yang sehat, dan operasi berperingkat
terbaik untuk mengoptimalkan efisiensi dan teknik produksi dalam industri yang
terkemuka.
Saat ini CP Prima merupakan produsen dan pengolah udang terbesar dunia
yang sepenuhnya terpadu secara vertikal, juga merupakan pengendali pasar bibit
udang, produksi pakan udang dan pakan ikan. Produk-produk CP Prima
mencakup udang beku, pakan udang, bibit udang, probiotika dan pakan ikan.
Seiring dengan meningkatnya kebutuhan akan pakan ternak, maka CP
Prima memperluas kegiatan usahanya dengan mendirikan pabrik baru di Surabaya
pada tahun 1976, dan tiga tahun kemudian pabrik baru juga didirikan di Medan.
2.2. Ruang Lingkup Bidang Usaha
PT. Central Proteinaprima Tbk menghasilkan berbagai jenis makanan
ternak, yaitu makanan ayam (unggas), ikan, dan udang. Selain bergerak di bidang
produksi pakan ternak, perusahaan juga bergerak di bidang peternakan ayam dan
tambak udang.
Kegiatan operasional di PT. Central Proteinaprima Tbk dibagi menjadi dua
divisi karena semakin luasnya bidang usaha perusahaan, sehingga pengawasan
dan pengelolaannya menjadi lebih mudah.
Berdasarkan jenis produk yang dihasilkan, maka pembagian divisi yaitu
sebagai berikut :
1. Farming Division
Divisi ini mengelola usaha pengembangbiakan ternak, pengolahan
makanan ternak serta pemasarannya.
2. Aqua Culture Division
Divisi ini mengelola bidang usaha pertambakan udang, pengolahan
makanan udang dan ikan serta pemasarannya.
PT. Central Proteinaprima Tbk memasarkan produk pakannya untuk
kebutuhan dalam dan luar negeri, meliputi :
1. Dalam negeri, meliputi daerah Sumatera Utara, Aceh, Riau sebanyak 60 %
Pembagian daerah pemasaran bagi tenaga penjual adalah sebagai berikut :
1. Area I meliputi :
a. Distrik Langkat I, meliputi daerah Karang Gading, Selotong,
Secanggang, dan Tanjung Ibus.
b. Distrik Langkat II, meliputi daerah Kuala Serapu, Brandan, Pangkalan
susu, Besitang, dan Gebang.
2. Area II meliputi :
a. Distrik Deli Serdang I, meliputi daerah Batang Pera, Belawan, Percut,
dan Hamparan Perak.
b. Distrik Deli Serdang II, meliputi daerah Pantai Cermin, Sialang Buah,
Perbaungan, dan Pantai Labu.
3. Area III meliputi :
a. Distrik Asahan I, meliputi daerah Batu Bara, Bedagai, dan Sei Buluh.
b. Distrik Asahan II, meliputi daerah Bengkalis (Riau), Sibolga, Tanjung
Balai, Tanjung Leidong, dan Kuala Tanjung.
4. Area IV meliputi : Daerah propinsi Aceh, yaitu Aceh Timur, Aceh Utara.
Dan Aceh Barat.
2.3. Organisasi dan Manajemen
Organisasi adalah struktur dengan bagian-bagian yang saling berhubungan
dan saling mempengaruhi karena adanya hubungan secara keseluruhan.
Dipandang dari fungsinya, organisasi adalah pengelompokan dan pengurutan dari
Penyediaan lingkungan kerja dan fasilitas yang sesuai dengan penempatan kepada
masing-masing orang yang ditugaskan. Organisasi juga dapat diartikan sebagai
kelompok orang yang bertanggung jawab bersama-sama mengadakan kerja sama
untuk mencapai tujuan tertentu. Secara umum dapat disimpulkan bahwa
unsur-unsur dasar organisasi adalah adanya dua orang atau lebih, adanya maksud kerja
sama, adanya pengaturan hubungan dan adanya tujuan yang hendak dicapai.
Sedangkan manajemen adalah suatu proses yang melibatkan perencanaan,
pengorganisasian, dan pengawasan dari sumber daya yang ada untuk
mendapatkan suatu tujuan yang diinginkan. Sumber daya haruslah dapat dikelola
dengan baik dalam sistem organisasi yang tepat agar tercipta kerja sama yang baik
dalam mencapai tujuan yang diinginkan.
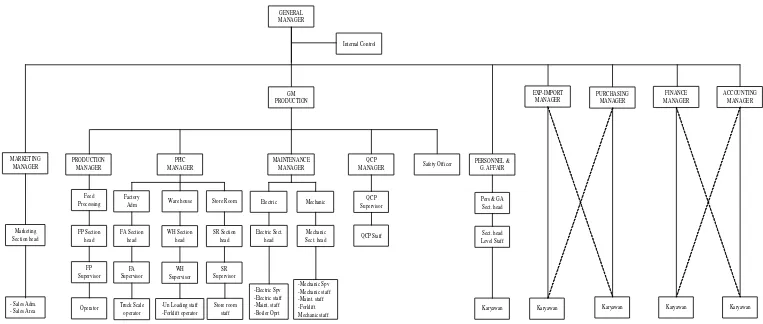
Struktur organisasi merupakan susunan yang terdiri dari fungsi–fungsi dan
hubungan–hubungan yang menyatakan keseluruhan kegiatan untuk mencapai
suatu tujuan. Secara fisik struktur organisasi dapat dinyatakan dalam bentuk
gambaran grafik yang memperlihatkan hubungan unit–unit organisasi dan garis–
garis wewenang yang ada.
Struktur organisasi suatu perusahaan tentu akan berbeda dengan struktur
organisasi perusahaan lainnya, hal ini tergantung pada besar kecilnya perusahaan
tersebut. PT. Central Proteinaprima Tbk membutuhkan suatu struktur organisasi
yang tepat agar dapat secara efektif dan efisien mengatur dan menjelaskan
tugas-tugas anggota organisasinya. Adapun bentuk struktur organisasi yang
dilaksanakan PT. Central Proteinaprima Tbk adalah berbentuk fungsional. Dalam
pelaksanaan tugas-tugasnya dibantu oleh beberapa kepala bidang yang
didalamnya terdapat batasan-batasan pertanggungjawaban dari setiap bidang
pekerjaan. Disamping itu ditunjukkan hubungan antara satu bidang dengan bidang
lainnya melalui fungsi masing-masing.
Struktur organisasi PT. Central Proteinaprima Tbk dapat dilihat pada
Gambar 2.1. sedangkan Uraian Tugas dan Tanggung Jawab dapat dilihat pada
Lampiran 1.
2.4. Proses Produksi
2.4.1. Standar Mutu Bahan/ Produk
Mutu merupakan bagian yang tidak terlihat dari suatu produk. Walaupun
demikian, mutu merupakan hal utama yang menjadi indikator penilaian
pelanggan. Untuk menjamin mutu dari produk akhir, maka bagian quality control
melakukan inspeksi dari setiap tahapan proses guna menjamin kualitas hasil akhir.
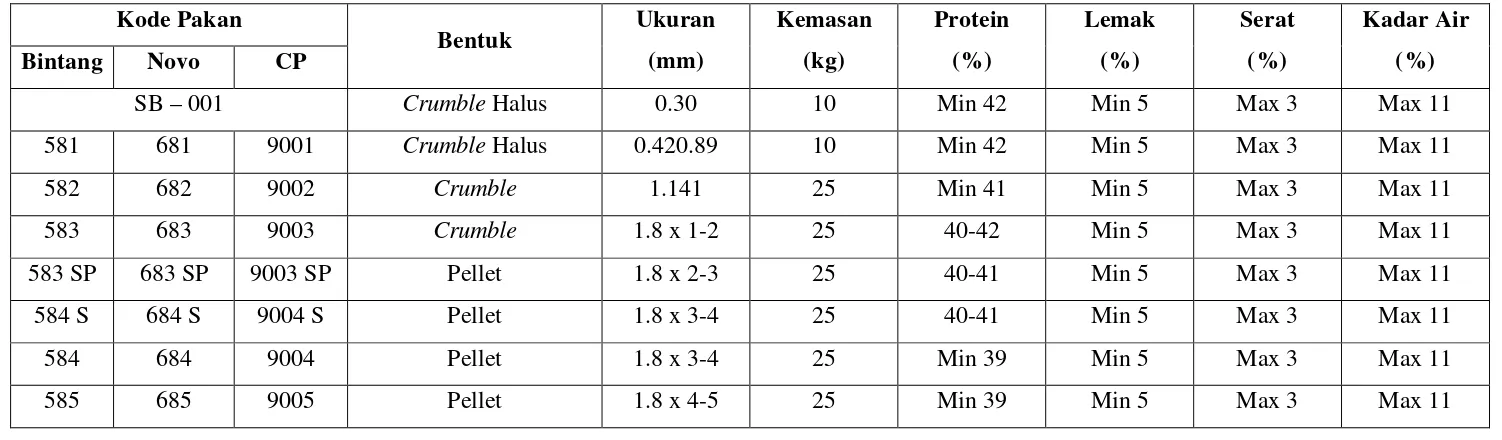
PT. Central Proteina Prima mengeluarkan standar mutu bagi pakan udang
dari segi ukuran, kandungan protein, lemak, kadar air dan serat, seperti yang
Tabel 2.1. Standar Mutu Produk Pakan Udang pada PT. Central Proteina Prima Cabang Medan-Tanjung Morawa
Kode Pakan
Bentuk Ukuran
(mm)
Kemasan (kg)
Protein (%)
Lemak (%)
Serat (%)
Kadar Air (%)
Bintang Novo CP
SB – 001 Crumble Halus 0.30 10 Min 42 Min 5 Max 3 Max 11
581 681 9001 Crumble Halus 0.420.89 10 Min 42 Min 5 Max 3 Max 11
582 682 9002 Crumble 1.141 25 Min 41 Min 5 Max 3 Max 11
583 683 9003 Crumble 1.8 x 1-2 25 40-42 Min 5 Max 3 Max 11
583 SP 683 SP 9003 SP Pellet 1.8 x 2-3 25 40-41 Min 5 Max 3 Max 11
584 S 684 S 9004 S Pellet 1.8 x 3-4 25 40-41 Min 5 Max 3 Max 11
584 684 9004 Pellet 1.8 x 3-4 25 Min 39 Min 5 Max 3 Max 11
585 685 9005 Pellet 1.8 x 4-5 25 Min 39 Min 5 Max 3 Max 11
[image:35.842.46.797.167.387.2]GENERAL MANAGER GM PRODUCTION PRODUCTION MANAGER PPIC MANAGER MAINTENANCE MANAGER QCP
MANAGER Safety Officer
FP Section head Electric Sect. head QCP Supervisor Internal Control EXP-IMPORT MANAGER MARKETING MANAGER PURCHASING MANAGER FINANCE MANAGER ACCOUNTING MANAGER Feed Processing Operator FP Supervisor Factory
Adm Ware house Store Room
FA Section head FA Supervisor Truck Scale operator WH Section head WH Supervisor
-Un Loading staff -Forklift operator SR Section head SR Supervisor Store room staff Electric Mechanic -Electric Spv -Electric staff -Maint. staff -Boiler Oprt Mechanic Sect. head -Mechanic Spv -Mechanic staff -Maint. staff -Forklift Mechanic staff QCP Staff Marketing Section head
- Sales Adm. - Sales Area
PERSONNEL & G. AFFAIR
Pers & GA Sect. head
Sect. head Level Staff
[image:36.842.32.795.79.403.2]Karyawan Karyawan Karyawan Karyawan Karyawan
2.4.2. Bahan yang Digunakan
Untuk memperoleh hasil akhir yang sempurna, maka sangatlah diperlukan
untuk memperhatikan setiap tahapan-tahapan proses yang dilalui agar berjalan
sesuai dengan standar yang ditetapkan. Begitu juga halnya dalam pemilihan
bahan, sangat diperlukan standar yang menjamin kualitas bahan sehingga
diharapkan hasil akhirnya nanti dapat terjaga kualitasnya.
Oleh karena hal tersebut di atas, pihak manajemen PT. Central Proteina
Prima sangat memperhatikan setiap bahan yang masuk untuk diproses ke dalam
tahapan berikutnya. Hanya bahan yang berkualitas dan memenuhi kriteria standar
yang ditetapkan yang dapat diolah untuk menjadi produk. Adapun bahan-bahan
yang digunakan dalam proses produksinya antara lain :
a. Bahan Baku
Bahan baku adalah komponen utama dalam proses produksi. Karena
fungsinya yang sangat vital ini, maka kualitas bahan baku haruslah terjaga dengan
baik untuk menjamin kualitas hasil akhir sesuai dengan spesifikasi yang
diharapkan. Adapun bahan baku yang digunakan dalam proses produksinya antara
lain :
1. Jagung
Jagung atau Corn Yellow merupakan sumber energi yang baik karena
mengandung zat karbohidrat dengan persentase yang tinggi dan zat
protein. Jenis jagung yang digunakan pada PT. Central Proteina Prima
2. Dedak
Dedak yang digunakan dibedakan atas dua jenis yaitu dedak beras dan
dedak gandum. Dedak beras dibedakan atas dua jenis yaitu dedak halus
dan dedak kasar. Dedak halus merupakan kulit ari beras yang diperoleh
dari proses penyosohan beras. Sedangkan dedak kasar merupakan hasil
hancuran padi. Pada dedak gandum yang digunakan adalah whaet pollard,
yaitu dedak yang berasal dari kulit ari gandum.
3. Bungkil Kacang Kedelai
Disebut juga Soya Bean Meal (SBM). SBM mengandung nilai protein
yang tinggi, karena didalamnya terkandung asam amino lisin, yaitu asam
amino yang paling essensial diantara asam-asam amino yang lainnya.
4. Tepung Ikan
Tepung ikan merupakan hasil dari pengolahan ikan yang diolah menjadi
tepung. Kandungan tepung ikan meliputi protein, lemak dan juga kalsium.
5. Tepung Daging dan Tulang
Disebut juga Meat Bone Meal (MBM). MBM merupakan hasil pengolahan
dari daging yang diolah menjadi tepung. MBM ini mengandung protein,
lemak dan juga kalsium.
6. Tepung Terigu
Digunakan sebagai sumber karbohidrat bagi udang.
7. Tepung cumi-cumi
Merupakan sumber protein dan lemak, serta pembangkit selera makan
b. Bahan Tambahan
Bahan tambahan adalah bahan yang ikut dalam proses produksi sehingga
produksi dapat berlangsung dengan baik. Adapun bahan tambahan yang
digunakan antara lain :
1. Garam dan mineral, seperti sodium, pig minera, dan poultry mineral
2. Vitamin, seperti lysine, luprosi, dan finase
3. Minyak nabati, seperti canola oil, dan palm oil
4. Zat aditif, seperti tapioca
c. Bahan Penolong
Adapun bahan penolong yang digunakan dalam proses produksi adalah :
1. Solar sebagai bahan bakar
2. Minyak pelumas sebagai pelumas
3. Air
4. Karung plastik sebagai pembungkus produk
Digunakan sebagai wadah kemasan pakan udang dimana setiap karung
bermuatan 50 kg.
5. Benang jahit digunakan untuk menjahit karung
Digunakan sebagai pengikat/penutup karung palstik setelah diisi dengan
pakan ternak.
6. Stiker atau cap pabrik
Tahapan produksi merupakan hal terpenting dalam proses produksi. Di
dalam proses produksinya PT. Central Proteina Prima mampu menghasilkan 64
ton pakan ternak setiap hari. Adapun tahapan-tahapan proses produksinya adalah
sebagai berikut :
1. Penuangan
Penuangan bahan dilakukan secara manual melalui intake I dan intake II.
Bahan baku yang halus seperti tepung terigu dan remix (dust) yang merupakan
sisa hasil pengayakan pellet yang undersize dituang pada intake I, sedangkan
bahan baku yang kasar seperti tepung ikan, bungkil kacang kedelai, tepung kepala
udang, dan tepung cumi-cumi dituang pada intake II.
Bahan baku yang digunakan pada intake II di bawa ke bucket elevator
setinggi 28,8 meter dengan chain conveyor. Dari bucket elevator dengan
menggunakan pipa gravitasi, bahan baku ini masuk ke dalam drum siever untuk
dibersihkan kotoran-kotoran, kemudian masuk ke spout magnet yang berguna
untuk menangkap besi dan logam-logam lain yang tercampur ke dalam bahan.
Bahan baku ini kemudian dibawa ke rotary distributor dengan screw conveyor
untuk selanjutnya diisikan pada bin penampungan bahan baku.
Bahan baku yang dituangkan pada intake I langsung dibawa ke bucket
elevator setinggi 17,5 meter dengan chain conveyor dan kemudian masuk ke
dalam spout magnet dengan menggunakan pipa gravitasi. Bahan baku ini dibawa
ke rotary distributor dengan screw conveyor lalu diisikan ke bin penampungan.
Bin penampungan bahan baku ada 12 buah dengan kapasitas
ditimbang secara otomatis sampai menunjukkan berat dua ton. Kemudian
campuran bahan baku yang ditimbang dibawa dengan screw conveyor ke bin
vertical mixer untuk selanjutnya dilakukan proses pengadukan.
2. Pengadukan
Campuran bahan baku seberat dua ton diaduk pada vertical mixer, yang
berguna untuk mencampur bahan dari kedua intake agar tercampur rata. Waktu
pengadukan dilakukan selama 10 menit. Setelah 10 menit, slide bin mixer dibuka
dan hasil pengadukan dibawa melalui screw conveyor, bucket elevator, pipa
gravitasi ke hammer mill untuk selanjutnya dilakukan proses penggilingan.
3. Penggilingan
Proses penggilingan dilakukan dengan hammer mill. Hasil penggilingan
dibawa ke bucket elevator setinggi 17,5 meter dengan pipa gravitasi kemudian
dimasukkan ke automixer untuk dilakukan proses penghalusan lebih lanjut.
4. Pengahalusan
Hasil penggilingan kemudian dihaluskan lagi dengan automixer, yang
berguna untuk membuat hasil gilingan lebih homogen dan lebih halus lagi
sehingga bisa melewati ayakan 60 mesh. Tahapan ini harus melalui
pengawasan/pengamatan supervisor. Hasil penghalusan ini selanjutnya dibawa ke
pengayakan dengan bucket elevator.
5. Pengayakan
Pada proses pengayakan adonan campuran bahan baku diayak dengan
horizontal, sedangkan sisa ayakan (oversizer) di bawa ke hammer mill untuk
dilakukan proses penggilingan kembali (regerinding) sampai melewati ayakan
mesh 60. Hasil ayakan dibawa ke bin mixer horizontal untuk diaduk.
6. Pengadukan
Pada bin mixer selanjutnya dituangkan bahan-bahan tambahan seperti
minyak ikan, ikan segar (ikan giling), obat-obatan serta vitamin dan mineral yang
sudah ditimbang terlebih dahulu di laboratorium dengan ketentuan-ketentuan
menurut komposisi yang telah ditetapkan. Selanjutnya, campuran ini diaduk
sampai rata dengan horizontal mixer selama 15 menit. Kemudian pintu slide
dibuka dan hasil adonan ditampung pada hopper (penampungan sementara),
kemudian adonan dibawa ke bucket elevator setinggi 27,5 meter adonan masuk ke
bin pellet untuk dilakukan pembutiran melalui pipa gravitasi.
7. Pembutiran
Adonan campuran yang berada pada bin pellet dibawa ke conditioner
dengan screw feeder untuk dipanaskan dengan steam dari boiler. Pemanasan ini
bertujuan untuk memudahkan proses pembutiran. Steam yang dimasukkan ke
dalam conditioner suhunya berkisar antara 70-800C. Tekanan steam diatur dengan
regulator system yang berkisar antara 4-5,2 kg/m2. Adonan kemudian dimasukkan
ke pellet mill melalui screw feeder untuk menghasilkan pellet.
8. Pematangan
Pellet yang dihasilkan dari mesin pellet mill selanjutnya dibawa ke holding
bin dengan screw conveyor untuk dilakukan proses pematangan lebih lanjut.
pematangan ini adalah agar butiran pellet yang dihasilkan matang sampai ke
dalam (bukan sekedar matang di pinggiran saja) serta agar kadar air pellet yang
berkisar 15%. Selanjutnya pellet ini akan dimasukkan ke dryer dengan conveyor
untuk dilakukan proses pengeringan.
9. Pengeringan
Pellet yang keluar dengan kadar air 15 % masuk ke pengeringan melalui
rotary yang diputar oleh electromotor. Proses pengeringan dilakukan dengan dua
tingkat, yaitu drier A dan B. Steam dialirkan dari boiler dengan tekanan berkisar 5
kg/m2, suhu maksimum drier 1250C. Udara panas dalam drier dihisap dengan
menggunakan blower.
Setelah melewati drier A, pellet dimasukkan ke drier B dengan rotary
feeder, yang mana proses dalam drier B sama dengan drier A. Jumlah kadar air
yang berkurang mencapai 6% – 8 % setiap kali pengeringan dengan lama waktu
berkisar antara 20 – 25 menit. Selanjutnya pellet yang telah dikeringkan dibawa
ke mesin pendingin (cooler) dengan mengunakan screw conveyor.
10. Pendinginan
Proses pendinginan dilakukan dengan menghembuskan udara panas dan
dihisap oleh blower melalui double cyclone dan air lock. Didalam cooler
digunakan blower pada setiap tingkat untuk menyemprotkan udara dingin. Pellet
yang keluar dari cooler diangkat ke pengayakan melalui bucket elevator setinggi
11. Pengayakan pellet
Proses pengayakan ini digunakan untuk memisahkan pellet yang oversize
dengan yang berukuran undersize (terlalu kecil), disesuaikan dengan ukuran yang
diinginkan. Pellet yang oversize dibawa ke mesin penghancuran (crumble)
sedangkan yang undersize ditampung didalam goni sebagai remix (digunakan
sebagai bahan baku lagi).
Pellet hasil pengayakan dibawa ke bin packing melalui pipa gravitasi.
Apabila bin packing telah penuh, slide terbuka secara otomatis, kemudian pellet
masuk ke dust seperator untuk dibersihkan dari abu. Udara dihembuskan dari
blower yang mengakibatkan pellet turun ke bawah (kedalam bin timbangan)
sedangkan abu naik dihisap blower melalui double cyclone.
12. Pengahancuran (crumbeling)
Sisa ayakan yang oversize dibawa ke bin crumble dengan bucket elevator
setinggi 24 meter. Proses penghancuran ini hanya dilakukan pada line dua. Dari
bin crumbler, dengan menggunakan rotary distributor, sisa ayakan dibawa ke
mesin crumbler. Pellet hasil ayakan yang oversize dihancurkan dengan mesin
penghancur (crumble machine) yang berguna untuk membuat makanan udang
yang kecil yang disesuaikan dengan nomor pakan yang diinginkan.
Crumble hasil pengayakan dibawa dengan chain conveyor dan bucket
elevator ke pengayakan untuk memisahkan crumbler dengan tepung yang terjadi
akibat proses penghancuran. Bentuk tepung ini kemudian dibawa kembali ke
Jenis crumbler dicurahkan ke bin packing melalui pipa gravitasi untuk
dilakukan proses pengarungan (pengemasan). Apabila bin packing telah penuh,
slide terbuka otomatis, lalu crumbler masuk masuk ke dust separator untuk
dibersihkan dari abu. Udara dihembuskan dari blower yang mengakibatkan
crumbler turun ke bawah (ke dalam bin timbangan) sedangkan abu dihisap naik
oleh blower melalui double cyclone.
13. Pengarungan
Produk jadi crumbler dan pellet yang berada dalam bin timbangan
dicurahkan ke dalam karung plastik sambil ditimbang secara otomatis, dengan
berat netto sesuai dengan nomor pakan yang dibuat. Setelah pengarungan, produk
jadi dibawa ke penjahitan karung melalui belt conveyor.
14. Penjahitan karung
Penjahitan karung dilakukan dengan mesin jahit karung (sewing machine).
Selanjutnya produk jadi yang telah selesai dijahit diangkut ke gudang produk jadi
2.5. Jam Kerja
Untuk mencapai kinerja yang baik, maka perusahaan harus mengatur jam
kerja bagi para karyawannya. Jumlah jam kerja pada PT. Central Proteina Prima
adalah lima hari kerja dalam seminggu (senin s/d jumat) untuk bagian produksi
dan non produksi, sedangkan untuk bagian keamanan bekerja setiap hari (senin
s/d minggu). Ketentuan jam kerja karyawan pada PT. Central Proteina Prima
dibagi atas:
1. Satu shift untuk bagian non produksi (8 jam sehari), dengan perincian:
1. Pukul 08.00 – 12.00 WIB Kerja Aktif
2. Pukul 12.00 – 13.00 WIB Istirahat
3. Pukul 13.00 – 17.00 WIB Kerja Aktif
2. Tiga shift untuk bagian produksi (24 jam sehari) dimana satu shift adalah 8
jam kerja dengan perincian:
1. Shift I : Pukul 08.00 – 16.00 WIB (1 jam istirahat)
2. Shift II : Pukul 16.00 – 00.00 WIB (1 jam istirahat)
3. Shift III : Pukul 00.00 – 08.00 WIB (1 jam istirahat)
3. Bagian keamanan (satpam) dibagi menjadi tiga kelompok dengan anggota tiap
BAB III
LANDASAN TEORI
3.1. Teori Dasar Mengenai Cahaya1
Cahaya hanya merupakan satu bagian berbagai jenis gelombang
elektromagnetis yang terbang ke angkasa. Gelombang tersebut memiliki panjang
dan frekuensi tertentu, yang nilainya dapat dibedakan dari energi cahaya lainnya
dalam spektrum elektromagnetisnya. Cahaya dipancarkan dari suatu benda dengan
fenomena sebagai berikut:
1. Pijar padat dan cair memancarkan radiasi yang dapat dilihat bila dipanaskan
sampai suhu 1000K. Intensitas meningkat dan penampakan menjadi semakin
putih jika suhu naik.
2. Muatan Listrik: Jika arus listrik dilewatkan melalui gas maka atom dan
molekul memancarkan radiasi dimana spektrumnya merupakan karakteristik
dari elemen yang ada.
3. Electro luminescence: Cahaya dihasilkan jika arus listrik dilewatkan melalui
padatan tertentu seperti semikonduktor atau bahan yang mengandung fosfor.
4. Photoluminescence: Radiasi pada salah satu panjang gelombang diserap,
biasanya oleh suatu padatan, dan dipancarkan kembali pada berbagai panjang
gelombang. Bila radiasi yang dipancarkan kembali tersebut merupakan
fenomena yang dapat terlihat maka radiasi tersebut disebut fluorescence atau
phosphorescence.
1
Cahaya nampak, seperti yang dapat dilihat pada spektrum
elektromagnetik, ditunjukkan dalam Gambar 3.1, menyatakan gelombang yang
sempit diantara cahaya ultraviolet (UV) dan energi inframerah (panas).
Gelombang cahaya tersebut mampu merangsang retina mata, yang menghasilkan
sensasi penglihatan yang disebut pandangan. Oleh karena itu, penglihatan
memerlukan mata yang berfungsi dan cahaya yang nampak.
Gambar 3.1. Radiasi yang Tampak
(Biro Efisiensi Energi, 2005)
Cahaya atau sinar tampak (visible light) mempunyai panjang gelombang
antara 380 nm – 770 nm. Spektrum cahaya dapat terlihat pada Gambar 3.2
berikut:
3.2. Satuan Pencahayaan2 a. Iluminasi
Satuan yang digunakan dalam mengukur cahaya adalah candela (cd) dan
lux (lx). Energi yang di keluarkan dari sumber cahaya disebut sebagai intensitas
sumber cahaya (luminous intensity).
Banyaknya energi cahaya yang jatuh pada permukaan, seperti dinding
atau permukaan meja, disebut iluminasi (illumination) atau illuminance. Satuan
untuk iluminasi adalah lux (lx). 1 lux merupakan iluminasi yang didapat dari
standard 1 buah lilin pada jarak 1 meter.
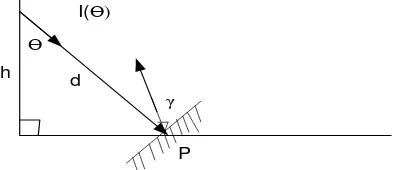
Pengukuran iluminasi dilakukan dengan meletakkan sebuah light meter
diatas permukaan benda kerja. Cahaya yang jatuh pada suatu permukaan
diilustrasikan pada Gambar 3.3.3
h
Ө
I(Ө)
d
P
γ
[image:49.595.223.423.454.539.2]
Gambar 3.3. Cahaya yang Jatuh Pada Suatu Permukaan
I(Ө) adalah intensitas cahaya yang jatuh dari sumber cahaya (dalam sudut
Ө). d merupakan jarak dari sumber cahaya ke bidang P. P adalah bidang yang
dikenai cahaya. H adalah tinggi sumber cahaya terhadap permukaan, sedangkan γ
sudut yang dibentuk dari cahaya yang dipantulkan oleh bidang.
2
Phesan, Stephen. Ergonomi, Work And Health. 1991. Macmillan Press. Hal:……
3
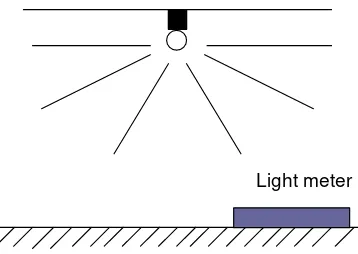
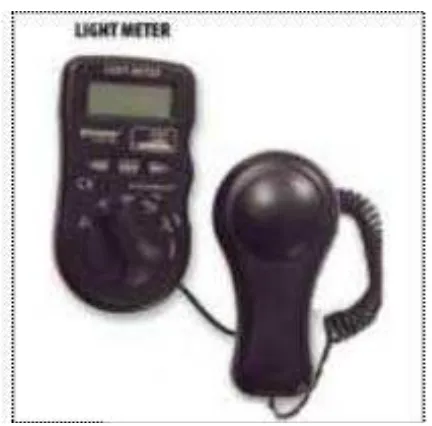
Light meter
Gambar 3.4. Light Meter
b. Luminansi
Banyaknya energi cahaya yang dipantulkan kembali oleh permukaan
disebut luminan (luminance). Ini merupakan kualitas fisik yang sesuai yang biasa
disebut dengan kecerahan (brightness) dari suatu permukaan. Satuan untuk
luminansi adalah candela/meter2 (cd/m2).
Pengukuran luminansi dapat diukur dengan suatu light meter yang
ditunjukkan atau diarahkan pada permukaan. Cahaya tersebut bergantung pada
intensitas dari sumber dan refleksi dari permukaan.
Light meter
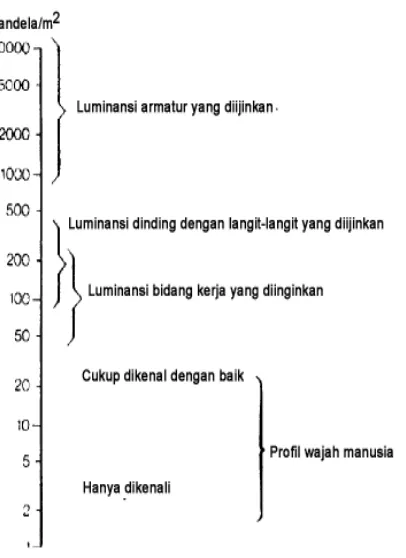
[image:50.595.216.395.110.237.2]Distribusi luminansi di dalam medan penglihatan harus diperhatikan
sebagai pelengkap keberadaan nilai tingkat pencahayaan di dalam ruangan.
Hal penting yang harus diperhatikan pada distribusi luminansi adalah
sebagai berikut :4
a. Rentang luminasi permukaan langit-langit dan dinding.
b. Distribusi luminansi bidang kerja.
c. Nilai maksimum luminansi armatur (untuk menghindari kesilauan).
Skala luminansi untuk pencahayaan interior dapat dilihat pada Gambar
[image:51.595.226.429.382.661.2]3.6.
Gambar 3.6. Skala Luminansi untuk Pencahayaan Interior
(Sumber: Standar Nasional Indonesia (SNI), Rancang Bangun Gedung)
4
3.3. Pencahayaan Alami 5
Cahaya adalah syarat mutlak bagi manusia untuk melihat dunia. Tanpa
cahaya maka dunia akan gelap, hitam dan mengerikan. Keindahan tidak akan
tampak dan ternikmati. Manusia membutuhkan cahaya untuk beraktifitas dengan
sehat, nyaman dan menyenangkan.
Matahari sebagai sumber cahaya alami utama bagi bumi mempunyai peran
penting dalam sejarah kehidupan manusia. Terbit pagi hari dari ufuk timur dan
terbenam sore hari di ufuk barat, begitulah siklus harian perjumpaan manusia
dengan sang surya.
Beberapa kelebihan cahaya dan sinar matahari antara lain adalah sebagai
berikut:
a. Bersifat alami (natural). Cahaya alami matahari memiliki nilai-nilai (baik
fisik maupun spiritual) yang tak tergantikan oleh cahaya buatan.
b. Tersedia berlimpah
c. Tersedia secara gratis
d. Terbarukan (tidak habis-habisnya, sampai matahari mati)
e. Memiliki spectrum cahaya lengkap
f. Memiliki daya panas dan kimiawi yang diperlukan bagi mahluk hidup di
bumi.
g. Dinamis. Arah sinar matahari selalu berubah oleh rotasi bumi maupun
peredarannya saat mengelilingi matahari.
h. Dapat digunakan untuk pengobatan (heliotherapy)
5
i. Lebih alami bagi irama tubuh.
j. Keperluan potografi alami
Sedangkan beberapa kelemahan cahaya matahari untuk digunakan dalam
pencahayaan ruangan adalah sebagai berikut:
a. Pada bangunan berlantai banyak dan gemuk (berdenah rumit) sulit untuk
memanfaatkan cahaya alami matahari.
b. Intensitasnya tidak mudah diatur, dapat sangat menyilaukan atau sangat
redup.
c. Pada malam hari tidak tersedia
d. Sering membawa serta panas masuk ke dalam ruangan
e. Dapat memudarkan warna.
3.4. Pencahayaan Buatan6
Sistem pencahayaan buatan yang sering dipergunakan secara umum dapat
dibedakan atas 3 macam yakni :
a. Sistem Pencahayaan Merata.
Sistem ini memberikan tingkat pencahayaan yang merata di seluruh
ruangan, digunakan jika tugas visual yang dilakukan di seluruh tempat dalam
ruangan memerlukan tingkat pencahayaan yang sama. Tingkat pencahayaan yang
merata diperoleh dengan memasang armatur secara merata langsung maupun tidak
langsung di seluruh langit-langit.
6
b. Sistem Pencahayaan Setempat.
Sistem ini memberikan tingkat pencahayaan pada bidang kerja yang tidak
merata. Ditempat yang diperlukan untuk melakukan tugas visual yang
memerlukan tingkat pencahayaan yang tinggi, diberikan cahaya yang lebih
banyak dibandingkan dengan sekitarnya. Hal ini diperoleh dengan
mengkonsentrasikan penempatan armatur pada langit-langit di atas tempat
tersebut.
c. Sistem Pencahayaan Gabungan Merata dan Setempat.
Sistem pencahayaan gabungan didapatkan dengan menambah sistem
pencahayaan setempat pada sistem pencahayaan merata, dengan armatur yang
dipasang di dekat tugas visual.
Sistem pencahayaan gabungan dianjurkan digunakan untuk :
1. Tugas visual yang memerlukan tingkat pencahayaan yang tinggi.
2. Memperlihatkan bentuk dan tekstur yang memerlukan cahaya datang dari
arah tertentu.
3. Pencahayaan merata terhalang, sehingga tidak dapat sampai pada tempat
yang terhalang tersebut.
4. Tingkat pencahayaan yang lebih tinggi diperlukan untuk orang tua atau
Dari segi pengarahannya pencahayaan dibedakan atas 2 macam yaitu: 7
a. Pencahayaan langsung (Direct Lighting), yaitu pencahayaan dengan
mengarahkan sinar langsung ke bidang kerja atau objek.
b. Pencahayaan tidak langsung (Indirect Lighting), yaitu pencahayaan dengan
cara memantulkan sinar terlebih dahulu (misalnya, ke langit-langit dan ke
arah dinding). Pencahayaan tidak langsung sangat baur, sehingga
menimbulkan suasana lembut.
3.5. Pencahayaan Ruang Kerja8
Penerangan pada bidang kerja sebaiknya dari arah kiri-kanan meja.
Cahaya lampu dari depan akan terpantul di bidang kerja. Sebaliknya, cahaya dari
belakang akan menyebabkan bayangan tubuh menutupi bidang kerja. Cahaya
secukupnya saja (lunak), karena mata akan bekerja relatif lama. Terlalu banyak
atau sedikit cahaya akan cepat melelahkan mata. Jika bekerja dengan komputer,
lampu diletakkan di kiri belakang atas atau kanan belakang atas untuk
menghindari pantulan lampu di layar monitor.
Standar pencahayaan untuk lingkungan kerja dari KEPMENKES RI No.
1405/MENKES/SK/IX/02 dapat dilihat pada Tabel 3.1.
7
Satwiko, Prasasto. 2009. Fisika Bangunan. Penerbit Andi. Yogyakarta. Hal: 193-195
8
Tabel 3.1. Tingkat Pencahayaan Lingkungan Kerja Jenis Kegiatan Tingkat pencahayaan
minimal (lux) Keterangan
Pekerjaan kasar dan tidak terus-menerus
100 Ruang penyimpanan & ruang peralatan/instalasi yang memerlukan pekerjaan yang kontinyu
Pekerjaan kasar dan terus-menerus
200 Pekerjaan dengan mesin dan perakitan kasar
Pekerjaan rutin 300 Ruang administrasi, ruang
kontrol, pekerjaan mesin & perakitan/penyusun
Pekerjaan agak halus 500 Pembuatan gambar atau
bekerja dengan mesin kantor, pekerjaan pemeriksaan atau pekerjaan dengan mesin
Pekerjaan halus 1000 Pemilihan warna,
pemrosesan teksti, pekerjaan mesin halus & perakitan halus
Pekerjaan amat halus 1500
Tidak menimbulkan bayangan
Mengukir dengan tangan, pemeriksaan pekerjaan mesin dan perakitan yang sangat halus
Pekerjaan terinci 3000
Tidak menimbulkan bayangan
Pemeriksaan pekerjaan, perakitan sangat halus
(Sumber: KEPMENKES RI No. 1405/MENKES/SK/IX/02)
United Nations Environment Programme (UNEP) dalam pedoman
efisiensi Energi untuk Industri di Asia mengklasifikasikan kebutuhan tingkat
Tabel 3.2. Kebutuhan Tingkat Pencahayaan Ruang Tergantung Area Kegiatan
Keperluan Pencahayaan
(lux) Contoh Area Kegiatan
Pencayaan umum untuk
area dan ruangan yang
jarang digunakan atau
tugas-tugas dan visual
sederhana
20
Layanan penerangan yang minimum dalam
sirkulasi luar lingkungan, pertokoan di tempat
terbuka, dan halaman tempat penyimpanan.
50 Tempat pejalan kaki dan panggung
70 Ruangan Boiler
100 Halaman trafo, ruangan tungku, dll.
150
Area sirkulasi di industri, pertokoan dan ruang
penyimpan
Pencahayaan umum
untuk interior
200 Layanan penerangan yang minimum dalam tugas
300
Meja dan mesin kerja ukuran sedang, proses
umum dalam industri kimia makanan, kegiatan
membaca dan membuat arsip.
450
Gantungan baju, pemeriksaan, kantor untuk
menggambar, perakitan mesin dan bagian yang
halus, pekerjaan warna dan tugas menggambar
kritis.
1500
Pekerjaan mesin dan diatas meja yang sangat
halus, perakitan mesin presisi dan instrumen,
komponen elektronik, pengukuran dan
pemeriksaan bagian kecil yang rumit (sebagian
mungkin diberikan oleh tugas pencahayaan
setempat)
Pencahayaan tambahan
setempat untuk tugas
visual yang tepat
3000
Pekerjaan berpresisi dan rinci sekali, misalnya
instrumen yang sangat kecil, pembuatan jam
tangan dan pengukuran.
Penerangan untuk membaca dokumen lebih tinggi daripada penerangan
untuk melihat komputer, karena tingkat penerangan yang dianjurkan untuk
pekerja dengan komputer tidak dapat berdasarkan pada satu nilai dan sampai saat
ini masih kontroversial. Grandjean menyusun rekomendasi tingkat penerangan
pada tempat-tempat kerja dengan komputer berkisar antara 300-700 lux.
Tabel 3.3. Rekomendasi Tingkat Pencahayaan pada Tempat Kerja dengan Komputer
Keadaan Pekerja Tingkat Pencahayaan (lux)
Kegiatan komputer dengan sumber
dokumen yang terbaca jelas 300
Kegiatan komputer dengan sumber
dokumen yang tidak terbaca jelas 400-500
Tugas memasukkan data 500-700
(Sumber: Grandjean)
3.6. Mata9
Mata merupakan indra pengelihatan pada manusia. Mata dibentuk untuk
menerima rangsangan berkas-berkas cahaya pada retina selanjutnya dengan
perantaraan serabut-serabut nervus optikus, mengalihkan rangsangan ini ke pusat
penglihatan pada otak untuk ditafsirkan.
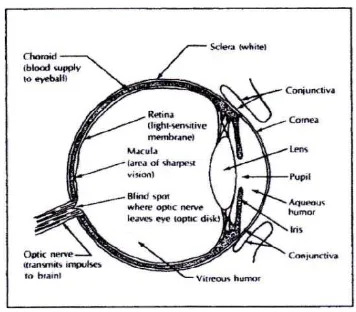
3.6.1. Anatomi Mata
Mata diproteksi oleh tulang rongga mata, alis dan bulu mata, kelopak
mata, sel refleks kedip, sel-sel pada pemukaan kornea dan konjungtiva (selaput
9
lendir yang melapisi permukaan dalam kelopak mata) serta air mata. Air mata
berfungsi memperbaiki ketajaman penglihatan membersihkan kotoran yang masuk
ke mata, lubrikasi (pelumasan), media transpor bagi oksigen dari atmosfer, nutrisi
(glukosa, elektrolit, enzim protein), serta mengandung antibakteri dan antibodi.
Bola mata mempunyai garis tengah kira-kira 2,5 cm, bagian depannya
bening serta terdiri dari tiga lapisan, yaitu:
1. Lapisan luar (fibrus) yang merupakan lapisan penyangga.
2. Lapisan tengah (vaskuler).
3. Lapisan dalam yang merupakan lapisan saraf.
Mata digerakkan oleh enam otot penggerak mata. Otot-otot ini dikaitkan
pada sklerotik mata sebelah belakang kornea. Otot-otot ini menggerakkan mata
ke atas, ke bawah, ke dalam, dan ke sisi luar secara bergantian.
Adapun bagian-bagian mata adalah sebagai berikut ini.
1. Skelera
Merupakan pembungkus yang kuat dalam fibrus. Sklera membentuk putih
mata. Sklera melindungi struktur mata yang sangat halus, serta membantu
mempertahankan bentuk biji mata.
2. Retina
Retina merupakan lapisan saraf pada mata, yang terdiri dari sejumlah
lapisan serabut, yaitu sel-sel saraf.
3. Kornea
Merupakan bagian depan yang transparan dan bersambung dengan yang
4. Iris
Merupakan tirai berwarna di depan lensa yang bersambung dengan selaput
khoroid. Iris berisi dua kelompok serabut otot tak sadar atau otot polos yang
berfungsi untuk mengecilkan dan melebarkan ukuran pupil.
5. Lensa
Merupakan sebuah benda transparan bikonvex yang terdiri dari beberapa
lapisan. Lensa mata befungsi sebagai organ fokus utama yang membiaskan
berkas-berkas cahaya yang terpantul dari benda-benda yang dilihat.
6. Pupil
Merupakan sebuah cakram yang dapat bergerak dan berfungsi sebagai tirai
yang melindungi retina, serta mengendalikan jumlah cahaya yang memasuki
[image:60.595.222.400.441.597.2]mata.
Gambar 3.7. Anatomi Mata Manusia
3.6.2. Kelelahan Mata10
Kelelahan mata adalah ketegangan pada mata dan disebabkan oleh
penggunaan indera penglihatan dalam bekerja yang memerlukan kemampuan
untuk melihat dalam jangka waktu yang lama dan biasanya disertai dengan
ko