PERENCANAAN PENGENDALIAN PERSEDIAAN BAHAN BAKU YANG OPTIMUM DENGAN MENGGUNAKAN METODE EOQ
PROBABILISTIK PADA PT. APINDOWAJA AMPUH PERSADA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
MARUSAHA PARDEDE NIM. 060403031
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Segala puji dan syukur kepada Tuhan Yang Maha Esa atas kasih karuniaNya yang selalu menyertai sehingga penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh setiap mahasiswa dalam menyelesaikan studinya di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini merupakan laporan hasil penelitian yang dilakukan oleh penulis dan dibagi ke dalam tujuh bab dengan judul “Perencanaan Pengendalian Persediaan Bahan Baku Yang Optimum Dengan Menggunakan Metode EOQ Probabilistik Pada PT. Apindowaja Ampuh Persada”
Penulis sangat menyadari bahwa masih banyak terdapat kekurangan di dalam tugas sarjana ini. Oleh karena itu, diharapkan adanya kritik dan saran yang membangun dari pembaca demi penyempurnaan Laporan Tugas Sarjana ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan ini bermanfaat.
Medan, Desember 2012
UCAPAN TERIMA KASIH
Dalam menyelesaikan laporan ini, penulis banyak mendapat bimbingan dan motivasi dari berbagai pihak, baik berupa materiil, spiritual, informasi maupun administrasi. Oleh karena itu, sudah selayaknya penulis mengucapkan terima kasih kepada :
1. Kedua orang tua dan seluruh keluarga penulis yang selalu memberikan dukungan dan doa bagi penulis.
2. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Jurusan Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Bapak Prof.Dr. Ir. A. Rahim Matondang, M.SIE selaku dosen pembimbing I dan ketua departemen teknik industri yang telah memberikan bimbingan, pengarahan, dan masukan yang sangat berharga.
4. Bapak Ikshan Siregar, ST. M. Eng selaku dosen pembimbing II yang telah memberikan waktu untuk membimbing, mengarahkan, dan memberi masukan yang sangat berharga.
5. Bapak Darmawan selaku asisten manager PT. Apindowaja Ampuh Persada yang menjadi pembimbing lapangan dalam mengumpulkan data berupa informasi yang dibutuhkan Penulis selama melakukan penelitian di perusahaan.
7. Seluruh pegawai administrasi Depertemen Teknik Industri USU (K’Dina, B’Mijo, B’Nur, dan B’Rido) yang membantu dalam penyelesaian kelengkapan administrasi laporan.
8. Asisten Laboratorium Sistem Produksi yang memberikan bantuan berupa peminjaman buku perpustakaan laboratorium dan keperluan dalam penyelesaian Tugas Sarjana ini.
9. Teman-teman angkatan 2006 secara keseluruhan yang telah memberikan semangat dan motivasi dalam pengerjaan tugas sarjana ini. Dan secara khusus buat Raganda Silalahi, Frangky Hutabarat, dan Rencus Siburian yang secara bersama-sama melakukan penelitian di PT. Apindowaja Ampuh Persada. 10.Teman-teman warga Gg. Tapian Nauli 07, Jl. Bahagia, Padang Bulan (Boy,
Jhonson, Zulkifli, Albert, Sintong, Lambok, dan Kardo) dan teman-teman tumbuh bersama (Asep, Friendly, Lusi Eriaty, Refdi, Wira, Joni, dan Halasson) yang tetap memberikan semangat dan dukungan doa serta keceriaan dalam penyelesaian Laporan ini.
ABSTRAK
Pengendalian persediaan bahan baku merupakan hal yang sangat penting, sebab bahan baku merupakan salah satu faktor yang menjamin kelancaran proses produksi. Persediaan bahan baku dimaksudkan untuk memenuhi kebutuhan bahan baku untuk proses produksi pada waktu yang akan dating. Dengan terkendalinya persediaan bahan baku maka kebutuhan bahan menjadi lebih terawasi dan dapat dipertanggungjawabkan. Adapun tujuan dari penelitian ini adalah: (1) Menentukan kuantitas pesanan, (2) Menentukan titik pemesanan kembali, (3) Menentukan persediaan pengaman, (4) Menghitung biaya total persediaan yang harus dikeluarkan perusahaan.
Penelitian ini dilakukan di PT. Apindowaja Ampuh Persada yang merupakan perusahaan manufaktur yang bergerak dalam bidang pembuatan
sparepart yang dibutuhkan oleh PKS yaitu digester dan screwpress. Dalam mengendalikan persediaannya, PT. Apindowaja Ampuh Persada menggunakan sistem persediaan fakultatif, yaitu melakukan pemesanan ulang terhadap bahan-bahan yang telah mencapai titik kritis. Metode ini akan mengakibatkan terjadinya
stockout apabila permintaan produk meningkat dan mengakibatkan penumpukan bahan baku di gudang apabila permintaan produk menurun. Dalam mengendalikan persediaan bahan baku PT. Apindowaja Ampuh Persada, penulis menggunakan alat analisis yaitu analisis EOQ, safety stock, reorder point, dan uji signifikan dengan uji Smirnov Kolgomonorov.
Dari hasil analisis data dapat ditemukan bahwa (1) Terdapat perbedaan antara jika menggunakan metode EOQ Probabilistik dengan yang dilakukan perusahaan selama ini, baik itu kuantitas pembelian, frekuensi pembelian maupun besarnya biaya yang dikeluarkan, (2) Metode penelitian memberikan penghematan total biaya persediaan sebesar Rp. 747.663.208,- untuk produk Digester AD – 3500 (15,2% lebih hemat dari metode yang digunakan perusahaan) dan Rp. 318.128.030,- untuk produk Screwpress AP – 17 (16,7% lebih hemat dari metode yang digunakan perusahaan).
Berdasarkan hal tersebut, dapat disimpulkan bahwa (1) Metode Economic Order Quantity (EOQ) Probabilistik dapat meminimalkan biaya pengadaan bahan baku yang lebih baik daripada yang digunakan perusahaan selama ini, (2) Dalam menerapkan metode EOQ Probabilistik, perusahaan hendaknya memilih dan menetapkan supplier yang dapat dipercaya untuk memasok bahan baku, mengingat kebutuhan akan bahan baku yang sangat besar, (3) Perusahaan hendaknya memiliki informasi pengadaan bahan baku yang lengkap untuk mendukung pelaksanaan metode EOQ Probabilistik.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMAKASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Masalah ... I-6 1.3. Tujuan Penelitian ... I-6 1.4. Asumsi dan Batasan Masalah ... I-6 1.5. Manfaat Penelitian ... I-7 1.6. Sistematika Penulisan ... I-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Organisasi dan Manajemen ... II-1 2.2.1. Struktur Organisasi Perusahaan ... II-2 2.2.2. Uraian Tugas dan Tanggung Jawab ... II-2 2.2.3. Tenaga Kerja dan Jam Kerja ... II-2 2.2.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-5 2.3. Proses Produksi ... II-5 2.3.1. Bahan Baku ... II-6 2.3.2. Bahan Tambahan ... II-6 2.3.3. Bahan Penolong ... II-6 2.3.4. Standar Mutu Bahan Baku ... II-7 2.3.5. Standar Mutu Produk ... II-8 2.3.6. Uraian Proses Produksi ... II-9 2.3.7. Mesin dan Peralatan ... II-11 2.3.8. Utilitas ... II-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.2. Persediaan ... III-15 3.2.1. Biaya Persediaan ... III-16 3.2.2. Pengendalian Persediaan ... III-18 3.2.3. Faktor-faktor Dalam Pengendalian Persediaan ... III-19 3.2.3.1. Persediaan Pengaman (Safety Stock) ... III-19 3.2.3.2. Titik Pemesanan Ulang (Reorder Point) ... III-19 3.2.3.3. Waktu Ancang – ancang (Lead Time) ... III-20 3.2.3.4. Tingkat Pelayanan (Service Level) ... III-20 3.3. Karakteristik Parameter Persediaan ... III-21 3.3.1. Model Persediaan Deterministik ... III-21 3.3.2. Model Persediaan Probabilistik ... III-22 3.3.2.1. Model EOQ dengan Persediaan Pengaman ... III-26 3.3.2.2. Continous Review Model dengan Backorder ... III-27 3.4. Model – model Perencanaan dan Pengendalian Persediaan ... III-30 3.5. Analisis Persediaan ABC ... III-32
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.4. Rancangan Penelitian ... IV-3 4.5. Identifikasi Variabel Penelitian ... IV-5 4.6. Penentuan Pengumpulan Data ... IV-6 4.7. Pengolahan Data ... IV-6 4.8. Analisis Pemecahan Masalah ... IV-8 4.9. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.2. Pengolahan Data ... V-9 5.2.1. Peramalan (Forecasting) ... V-9 5.2.2. Pengujian Hipotesa dan Verifikasi Peramalan ... V-21 5.2.3. Pengendalian Persediaan ... V-24
5.2.3.1. Pengelompokan Jenis Bahan Baku ... V-24 5.2.3.2. Pengujian Distribusi Permintaan Bahan Baku ... V-29 5.2.3.3. Perhitungan EOQ Probabilistik Bahan Baku ... V-37
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.2. Perbandingan Total Biaya Persediaan Bahan Baku Metode EOQ
Probabilistik Dengan Metode Perusahaan ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN
2.1. Daftar Tenaga Kerja ... II-4 2.2. Standar Mutu Digester ... II-8 2.3. Standar Mutu Screwpress ... II-8 3.1 Policy Factor (K) Pada Frequency Level of Service ... III-26 5.1. Data Penjualan Produk PT. Apindowaja Ampuh Persada ... V-2 5.2. Jumlah Penggunaan Bahan Baku Digester AD – 3500 ... V-3 5.3. Jumlah Penggunaan Bahan Baku Srewpress AP-17 ... V-4 5.4. Harga Satuan dan Lead Time Bahan Baku ... V-7 5.5. Peramalan Winter’s Untuk DigesterAD-3500 ... V-10 5.6. Perhitungan Kesalahan Metode Winter’s Digester AD-3500 ... V-12 5.7. Peramalan Metode Dekomposisi Untuk Digester AD-3500 ... V-13 5.8. Tren Musiman AD-3500 Menggunakan Metode Eksponensial ... V-15 5.9. Tren Musiman Digester AD-3500 Menggunakan Metode Siklis ... V-17 5.10. Perhitungan Kesalahan Tren Metode Dekomposisi untuk Digester AD -
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.16. Pengelompokan Jenis Bahan Baku Screwpress-3500 ... V-27 5.17. Kebutuhan Bahan Baku Digester AD – 3500 ... V-29 5.18. Uji Distribusi Permintaan Bahan Baku Besi Plat 14 mm 5' x 20' ... V-30 5.19. Uji Distribusi Permintaan Bahan Baku Besi Plat 12 mm 5' x 20' ... V-31 5.20. Uji Distribusi Permintaan Bahan Baku Besi Plat 25 mm 5' x 20' ... V-32 5.21. Uji Distribusi Permintaan Bahan Baku Besi WF 300 x 150 x 12 m ... V-33 5.22. Uji Distribusi Permintaan Bahan Baku Besi Plat 8 mm 4' x 8' ... V-34 5.23. Rekapitulasi Hasil Perhitungan Persediaan Menggunakan Sistem
Kuantitas Pemesanan Tetap (Metode Q) ... V-52 6.1. Pemakaian Bahan Baku Dan Jumlah Kekurangan Bahan Baku
Perusahaan Pada Periode Juni 2011 – Mei 2012 ... VI-3 6.2. Sistem Persediaan Bahan Baku Perusahaan Periode
Juni 2011 - Mei 2012 ... VI-4 6.3. Perbandingan Total Biaya Persediaan EOQ Probabilistik Dengan
Metode Perusahaan ... VI-5 L.1. Pengadaan Bahan Baku Screwpress AP – 17 Periode Juni 2011 –
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
L.5. Trend Musiman AP-17 Menggunakan Metode Eksponensial ... L-18 L.6. Trend Musiman Screwpress AP-17 Menggunakan Metode Siklis ... L-19 L.7. Perhitungan Kesalahan Tren Metode Dekomposisi untuk Screwpress
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
Pengendalian persediaan bahan baku merupakan hal yang sangat penting, sebab bahan baku merupakan salah satu faktor yang menjamin kelancaran proses produksi. Persediaan bahan baku dimaksudkan untuk memenuhi kebutuhan bahan baku untuk proses produksi pada waktu yang akan dating. Dengan terkendalinya persediaan bahan baku maka kebutuhan bahan menjadi lebih terawasi dan dapat dipertanggungjawabkan. Adapun tujuan dari penelitian ini adalah: (1) Menentukan kuantitas pesanan, (2) Menentukan titik pemesanan kembali, (3) Menentukan persediaan pengaman, (4) Menghitung biaya total persediaan yang harus dikeluarkan perusahaan.
Penelitian ini dilakukan di PT. Apindowaja Ampuh Persada yang merupakan perusahaan manufaktur yang bergerak dalam bidang pembuatan
sparepart yang dibutuhkan oleh PKS yaitu digester dan screwpress. Dalam mengendalikan persediaannya, PT. Apindowaja Ampuh Persada menggunakan sistem persediaan fakultatif, yaitu melakukan pemesanan ulang terhadap bahan-bahan yang telah mencapai titik kritis. Metode ini akan mengakibatkan terjadinya
stockout apabila permintaan produk meningkat dan mengakibatkan penumpukan bahan baku di gudang apabila permintaan produk menurun. Dalam mengendalikan persediaan bahan baku PT. Apindowaja Ampuh Persada, penulis menggunakan alat analisis yaitu analisis EOQ, safety stock, reorder point, dan uji signifikan dengan uji Smirnov Kolgomonorov.
Dari hasil analisis data dapat ditemukan bahwa (1) Terdapat perbedaan antara jika menggunakan metode EOQ Probabilistik dengan yang dilakukan perusahaan selama ini, baik itu kuantitas pembelian, frekuensi pembelian maupun besarnya biaya yang dikeluarkan, (2) Metode penelitian memberikan penghematan total biaya persediaan sebesar Rp. 747.663.208,- untuk produk Digester AD – 3500 (15,2% lebih hemat dari metode yang digunakan perusahaan) dan Rp. 318.128.030,- untuk produk Screwpress AP – 17 (16,7% lebih hemat dari metode yang digunakan perusahaan).
Berdasarkan hal tersebut, dapat disimpulkan bahwa (1) Metode Economic Order Quantity (EOQ) Probabilistik dapat meminimalkan biaya pengadaan bahan baku yang lebih baik daripada yang digunakan perusahaan selama ini, (2) Dalam menerapkan metode EOQ Probabilistik, perusahaan hendaknya memilih dan menetapkan supplier yang dapat dipercaya untuk memasok bahan baku, mengingat kebutuhan akan bahan baku yang sangat besar, (3) Perusahaan hendaknya memiliki informasi pengadaan bahan baku yang lengkap untuk mendukung pelaksanaan metode EOQ Probabilistik.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Untuk dapat memperoleh pangsa pasar yang baik, perusahaan dituntut untuk memiliki sistem manajemen mutu yang efektif dan efesien, salah satu diantaranya adalah sistem persediaannya, dan juga kualitas produk yang dapat memenuhi kebutuhan pelanggan, sehingga total biaya dapat diatur pada batas yang layak. Dengan demikian produk dapat dijual dengan harga yang sangat kompetitif.
PT. Apindowaja Ampuh Persada adalah sebuah perusahaan manufaktur yang bergerak di bidang pembuatan sparepart yang dibutuhkan oleh PKS yaitu digester dan screwpress. Kebijakan perusahaan dalam memenuhi permintaan pelanggan pada dasarnya adalah dengan menerapkan sistem MTO (Make to Order). Dengan menggunakan sistem ini, maka perusahaan dapat memastikan bahwa bahan baku (besi dan plat baja) yang tersedia benar-benar diolah menjadi produk yang sesuai dengan permintaan pelanggan. Sumber bahan baku diperoleh dari pengecoran logam Indonesia dan hasil impor dari luar negeri (Jerman, Singapura, dan Cina).
dilakukan ketika jumlah stok di gudang sudah mencapai titik minimum. Metode ini berguna bagi perusahaan untuk menghindari pemesanan dengan jumlah yang relatif kecil. Pendekatan ini berguna ketika batas waktu pemakaian bahan penting, dan penuaan bahan sangat tidak diharapkan, terutama ketika terjadinya masa kekurangan atau sedikit sekali permintaan yang datang.
Tabel 1.1. Jumlah Pengadaan Bahan Baku Digester AD – 3500 Periode Juni 2011 – Mei 2012
No Nama Bahan Baku Jumlah Pemesanan/Periode Total Jumlah Pemakaian/Periode Total Selisih Pemesanan dan Pemakaian
I II III IV I II III IV
1 Besi plat 14 mm 5' x 20' 45 39 48 39 171 48 40 48 40 176 -5 2 Besi plat 12 mm 5' x 20' 48 36 46 40 170 48 40 48 40 176 -6 3 Besi plat 25 mm 5' x 20' 7 10 7 7 31 12 10 12 10 44 -13 4 Besi WF 300 x 150 x 12 m 60 49 57 48 214 60 50 60 50 220 -6 5 Besi plat 8 mm 4' x 8' 96 80 94 80 350 96 80 96 80 352 -2 6 Besi plat 9 mm 4' x 8' 75 60 70 65 270 72 60 72 60 264 6 7 Besi plat 6 mm 5' x 20' 25 28 20 20 93 24 20 24 20 88 5 8 Besi siku 90 x 90 x 8 x 6 m 55 50 60 53 218 60 50 60 50 220 -2 9 Besi plat 4 mm 4' x 8' 40 30 35 40 145 36 30 36 30 132 13 10 Besi plat 5 mm 4' x 8' 38 30 35 30 133 36 30 36 30 132 1 11 Besi plat 2,5 mm 4' x 8' 55 53 60 45 213 60 50 60 50 220 -7 12 Besi gepeng 9 x 50 x 6 m STD 125 120 100 110 455 120 100 120 100 440 15
13 Besi plat 18 mm 4' x 8' 10 10 10 10 40 6 5 6 5 22 18
Tabel 1.1. Jumlah Pengadaan Bahan Baku Digester AD – 3500 Periode Juni 2011 – Mei 2012 (Lanjutan)
No Nama Bahan Baku Jumlah Pemesanan/Periode Total Jumlah Pemakaian/Periode Total Selisih Pemesanan dan Pemakaian
I II III IV I II III IV
21 Baut & mur 1 x 2 1 2� + ver 700 645 650 630 2625 720 600 720 600 2640 -15 22 Baut & mur 8,8 1 x 4 + ver 350 350 350 350 1400 360 300 360 300 1320 80 23 Baut & mur 1 x 3 + ver 500 500 500 400 1900 480 400 480 400 1760 140 24 As worm lenghthening 65 50 65 55 235 60 50 60 50 220 15
25 Besi UNP 5 x 6 m 25 25 25 25 100 24 20 24 20 88 12
26 Besi UNP 8 x 6 m 15 15 15 15 60 12 10 12 10 44 16
27 Bubut pully ∅ 16' 25 25 25 25 100 24 20 24 20 88 12
28 Baut & mur 88NC ⅝ x 2 1�2 + ver 350 350 300 350 1350 360 300 360 300 1320 30
29 Cone 55 55 55 55 220 60 50 60 50 220 0
30 Baut & mur 88NC ⅝ x 1 1�2 + ver 500 350 450 450 1750 480 400 480 400 1760 -10 31 Baut & mur ⅝ x 2 + ver 715 610 720 590 2635 720 600 720 600 2640 -5 32 Baut & mur 3�4 x 2 1�2 + ver 350 300 350 310 1310 360 300 360 300 1320 -10 33 Baut & mur 88NC 3�4 x 3 + ver 355 300 359 300 1314 360 300 360 300 1320 -6 34 Besi gepeng 4 x 32 x 3,4 m 50 40 45 40 175 48 40 48 40 176 -1 35 Baut & mur 88NC ⅝ x 2 + ver 350 300 355 295 1300 360 300 360 300 1320 -20 36 Baut L 1�2 x 1 1 4� 360 300 360 300 1320 360 300 360 300 1320 0 37 Baut & mur 1�2 x 1 1 4� + ver 480 400 480 400 1760 480 400 480 400 1760 0 38 Baut & mur 1�2 x 1 + ver 450 450 400 450 1750 480 400 480 400 1760 -10 39 Baut & mur ⅜ x 1 + ver 750 600 600 700 2650 720 600 720 600 2640 10
Resiko yang timbul adalah potensi kehabisan bahan (stockout) seperti yang terlihat pada Tabel 1.1., sehingga apabila hal ini terjadi maka kemungkinan berhentinya proses produksi sampai kedatangan bahan sangat mungkin terjadi. Oleh karena itu, maka dalam kesempatan ini penulis mencoba untuk mengamati sistem persediaan lain dalam hal ini menggunakan metode EOQ probabilistik yang kemungkinan dapat memperkecil resiko yang tersebut diatas dan kemungkinan terjadinya biaya total persediaan yang lebih kecil.
Metode EOQ probabilistik digunakan dalam penelitian ini karena parameter – parameter persediaan perusahaan seperti lead time, biaya – biaya persediaan dan perkiraan kebutuhan tidak diketahui secara pasti. Parameter – parameter tersebut hanya merupakan estimasi dan diasumsikan bersifat konstan.
S. L. Adeyemi dan A. O. Salami dalam penelitiannya yang berjudul:
Inventory Management: A Tool of Optimizing Resources in a Manufacturing
Industry A Case of Coca – Cola Bottling Company, Ilorin Plant, menunjukkan bahwa dengan menggunakan metode EOQ, diperoleh kapan waktu melakukan pemesanan bahan baku dan berapa banyak pesanan dilakukan dapat diperhitungkan dengan baik dengan biaya persediaan yang minimal. Dari proses produksi minuman botol pada Nigeria Bottling Company, perusahaan selalu menyediakan bahan baku sesuai dengan pengalaman sehingga sering terjadi
stockout. Dalam penelitian tersebut didapatkan kesimpulan banyaknya pesanan ekonomis, kualitas dan waktu pesan pada harga bahan baku yang optimum1.
1
1.2. Rumusan Masalah
Dari penjelasan diatas, maka rumusan permasalahan yang menjadi pusat perhatian pada penulisan tugas sarjana ini adalah bagaimana menentukan jumlah pemesanan yang optimum, reorder point dan safety stock dalam memperlancar proses produksi dan meminimumkan biaya total persediaan bahan baku.
1.3. Tujuan Penelitian
Adapun tujuan umum penelitian ini adalah untuk menentukan jumlah pesanan yang ekonomis dan meminimalkan biaya persediaan. Adapun tujuan khusus penelitian ini adalah:
1. Menentukan kuantitas pesanan (order quantity) 2. Menentukan titik pemesanan kembali (reorder point). 3. Menentukan persediaan pengaman (safety stock)
4. Menghitung biaya total persediaan (total inventory cost) yang harus dikeluarkan oleh perusahaan selama satu tahun ke depan
1.4. Asumsi dan Batasan Masalah
Penelitian dilakukan dalam batasan-batasan tertentu antara lain:
1. Penelitian hanya dilakukan pada sistem persediaan bahan baku dari perusahaan PT. Apindowaja Ampuh Persada dan tidak dibandingkan dengan perusahaan lain yang sejenis.
2. Pembahasan tidak memperhitungkan adanya rework scrap.
4. Penelitian ini tidak mempertimbangkan jumlah supplier bahan baku tetapi hanya terbatas pada jumlah kebutuhan bahan baku perusahaan saja.
Adapun asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Diasumsikan bahwa supplier selalu dapat memenuhi pemesanan bahan baku dari perusahaan.
2. Seluruh data yang diperoleh dari perusahaan dan sumber lain setelah dipertimbangkan kelayakannya dianggap benar.
3. Bahan baku, bahan tambahan dan bahan penolong cukup tersedia pada sumbernya.
4. Lead time pemesanan bahan diketahui.
5. Dana untuk pembelian bahan dianggap cukup tersedia
6. Proses produksi tidak mengalami perubahan selama pelaksanaan penelitian.
1.5. Manfaat Penelitian
Manfaat penelitian yang dapat diperoleh dari penelitian ini adalah: 1. Bagi Mahasiswa:
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan metode ilmiah yang diperoleh selama mengikuti perkuliahan dengan mengaplikasikannya di lapangan.
2. Bagi Perusahaan:
a. Sebagai masukan terkait dengan peningkatan kinerja perusahaan.
3. Bagi Departemen Teknik Industri USU:
Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU dan sebagai tambahan informasi yang dapat digunakan untuk perkembangan ilmu pengetahuan.
1.6. Sistematika Penulisan
Sistematika penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut:
Bab I : PENDAHULUAN
Berisi latar belakang masalah yang mendasari peneliti melakukan usulan pengendalian bahan baku produk sparepart PKS, rumusan masalah, tujuan dan manfaat penelitian, pebatasan masalah dan asumsi penelitian, serta sistematika penulisan tugas sarjana.
Bab II : GAMBARAN UMUM PERUSAHAAN
Bab III : LANDASAN TEORI
Menguraikan teori-teori yang digunakan dalam penelitian yaitu Teknik Peramalan, Pengendalian Persediaan, Pengendalian Persediaan Probabilistik. Sumber teori atau literatur yang digunakan diambil dari referensi buku dan jurnal penelitian yang berhubungan dengan topik penelitian yang dapat dilihat pada Daftar Pustaka.
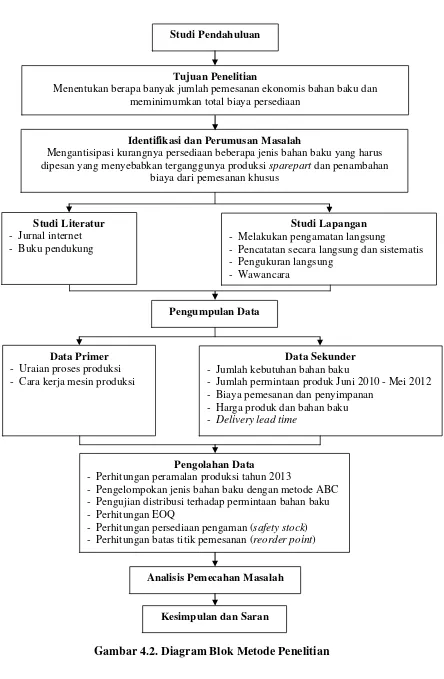
Bab IV : METODOLOGI PENELITIAN
Menjelaskan tahapan-tahapan penelitian mulai dari penentuan lokasi penelitian, objek penelitian, jenis penelitian, instrumentasi penelitian, metode pengumpulan data, metode pengolahan data, analisis pemecahan masalah sampai penarikan kesimpulan dan saran.
Bab V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab VI : ANALISIS PEMECAHAN MASALAH
Menguraikan hasil dan alternatif dari pengolahan data serta membandingkan antara hasil pengolahan metode EOQ Probabilistik dengan metode yang digunakan perusahaan, sehingga dapat dilihat besar dari penghematan yang dapat diberikan kepada perusahaan.
Bab VII : KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Apindowaja Ampuh Persada merupakan industri manufaktur yang bergerak di bidang pembuatan dan perbaikan sparepart mesin produksi kelapa sawit. PT. Apindowaja Ampuh Persada berdiri pada September 1991 dan berlokasi di Jalan K.L. Yos Sudarso Km. 10,5 No. 56 Medan, Sumatera Utara. Adapun pendiri sekaligus pemilik perusahaan ini adalah Sofyan Tantono dan E. Tantono. Perusahaan ini memiliki luas areal sebesar 4500m2 dengan lantai produksi 450m2.
PT. Apindowaja Ampuh Persada menggunakan sistem make to order. Hasil produksi sebagian besar diekspor ke Malaysia. Dalam menjalankan proses produksinya, teknologi produksi yang digunakan PT. Apindowaja Ampuh Persada bersifat mekanik dimana operator yang mengatur proses pergerakan mesin-mesin yang ada.
2.2. Organisasi dan Manajemen
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
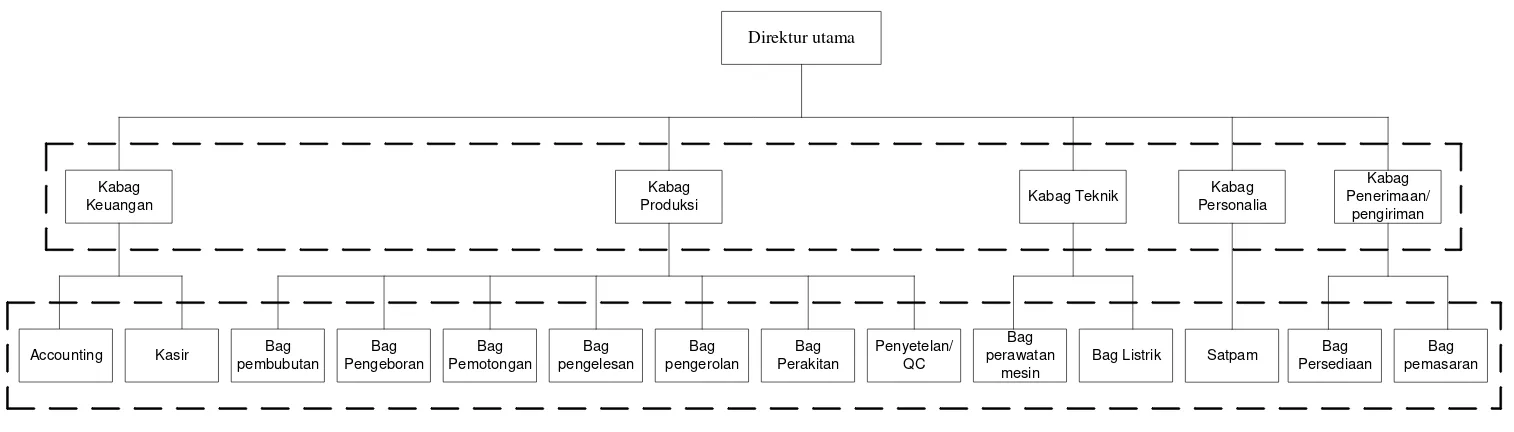
2.2.1. Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT. Apindowaja Ampuh Persada adalah struktur organisasi lini dan fungsional. Disebut lini karena tiap kepala bagian divisi memerintah secara langsung bawahannya, dan bawahan hanya bertanggung jawab kepada kepala bagian bidangnya. Disebut juga fungsional karena suatu bagian dapat berhubungan dengan anggota maupun kepala bagian secara langsung.
Struktur organisasi PT. Apindowaja Ampuh Persada dapat dilihat pada Gambar 2.1.
2.2.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. Apindowaja Ampuh Persada dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung jawab setiap bagian dalam perusahaan dapat dilihat pada Lampiran 2.
2.2.3. Tenaga Kerja dan Jam Kerja
Direktur utama
1. Tenaga Kerja Tidak Langsung
Tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan langsung terhadap berjalannya proses produksi, tetapi berdampak terhadap berjalannya proses produksi, baik dalam bidang manajemen ataupun administratif. Tenaga kerja tidak langsung PT. Apindowaja Ampuh Persada berjumlah 8 orang.
2. Tenaga Kerja Langsung
Tenaga kerja langsung adalah tenaga kerja yang berhubungan langsung terhadap pembuatan produk. PT. Apindowaja Ampuh Persada memiliki 35 tenaga kerja langsung dimana 12 orang karyawan tetap dan 23 orang karyawan harian .
Pembagian shift kerja yang diterapkan di PT. Apindowaja Ampuh Persada hanyalah satu shift kerja dengan lama jam kerja 8 jam/hari dan jumlah hari kerja 6 hari/minggu. Jadwal kerja dimulai pada pukul 08.00 WIB – 16.00 WIB. Apabila jumlah permintaan tinggi maka dilakukan overtime mulai pukul 16.00 WIB – 20.00 WIB. Daftar tenaga kerja pada PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.1.
Tabel 2.1. Daftar Tenaga Kerja
No Keterangan Tenaga Kerja Jumlah
1 Pimpinan perusahaan 1 orang
2 Kabag keuangan 1 orang
3 Kabag produksi 1 orang
4 Kabag Teknik 1 orang
5 Kabag personalia 1 orang
6 Kabag penerimaan dan pengiriman 1 orang
7 Karyawan kerja tidak langsung 8 orang
8 Karyawan kerja langsung tetap 12 orang
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Apindowaja Ampuh Persada diatur berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok b. Insentif
c. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
a. Tunjangan Hari Raya dan Tahun Baru b. Tanggungan kecelakaan kerja.
2.3. Proses Produksi
2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya produk jadi.
PT. Apindowaja Ampuh Persada menggunakan bahan baku berupa potongan besi. Sumber bahan baku diperoleh dari pengecoran logam Indo dan hasil impor dari luar negeri (Jerman, Singapura, dan Cina).
2.3.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam proses produksi dalam rangka meningkatkan mutu produk dimana bahan ini merupakan bagian dari produk. Bahan tambahan yang digunakan adalah PT Apindowaja Ampuh Persada adalah cat tahan panas yang digunakan untuk memberikan warna pada produk digester dan screwpress.
2.3.3. Bahan Penolong
2.3.4. Standar Mutu Bahan Baku
Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan perusahaan sejenis. PT. Apindowaja Ampuh Persada selalu menempatkan kualitas terhadap produk sebagai hal yang terpenting. Perusahaan selalu meyakinkan kualitas pasokan dari para pemasoknya karena perusahaan mengawasi secara penuh kualitas dan proses produksinya. Untuk standard material harus dipastikan bebas dari korosi yang berlebihan, kerusakan seperti cacat permukaan, perubahan bentuk seperti tekuk dan puntir. Selain itu material harus dikontrol untuk memastikan bahwa material dengan standar yang berbeda atau material yang cacat tidak tercampur dengan material yang telah lolos uji penerimaan, dan material harus disimpan dalam kondisi yang bagus. Oleh karena itu perusahaan melakukan strategi proaktif untuk mengidentifikasi potensi sumber masalah dalam penyediaan serta melakukan pengawasan yang ketat.
2.3.5. Standar Mutu Produk
Standar mutu produk yang dihasilkan oleh perusahaan PT. Apindowaja Ampuh Persada berbeda-beda sesuai dengan ukuran yang dipesan konsumen. Apabila terjadi kecacatan produk seperti kesalahan ukuran maka konsumen berhak meminta penggantian produk yang cacat tersebut kepada perusahaan.
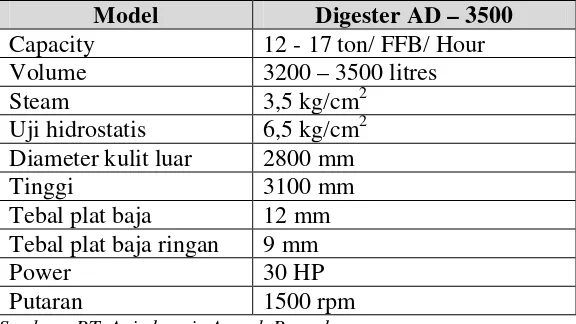
Standar mutu produk digester dan screw press yang ditetapkan perusahaan PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.2 dan Tabel 2.3.
Tabel 2.2. Standar Mutu Digester Model Digester AD – 3500 Capacity 12 - 17 ton/ FFB/ Hour Volume 3200 – 3500 litres
Steam 3,5 kg/cm2
Uji hidrostatis 6,5 kg/cm2 Diameter kulit luar 2800 mm
Tinggi 3100 mm
Tabel 2.3. Standar Mutu Screwpress Model ScrewpressAP – 17 Capacity 15 - 18 ton/ FFB/ Hour
Type Horizontal double screw worm Worm Dimension Φ 305 mm x 1100 mm LONG Revolution 10 - 12 RPM
Power Consumtion 30KW/ 40HP
Reducer Helical In – Line Gear Reducer or Cyclo Drive Speed Reducer Machine Length 4935 mm
Machine Width 1475 mm Machine Height 1075 mm Nett Weight 6000 KGS Gross Weight 6500 KGS
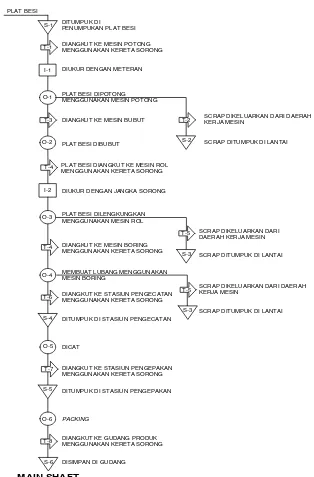
2.3.6. Uraian Proses Produksi
Proses produksi sparepart pada PT. Apindowaja Ampuh Persada berbeda-beda. Berikut ini adalah contoh proses produksi Main Shaft.
1. Pemotongan besi
Pada proses ini, pipa besi dipotong sesuai dengan ukuran yang diinginkan, dimana disesuaikan dengan besar sparepart yang akan dibentuk pada proses selanjutnya. Dalam hal ini digunakan meteran untuk mengukur panjang potongan besi
2. Pengelasan
Pada stasiun ini, komponen yang akan dilas cukup dimasukkan ke dalam mal
(cetakan) dan dilas. Setelah pengelasan dilakukan, produk setengah jadi diangkut ke stasiun pembubutan.
3. Pembubutan besi
Pada proses ini, produk setengah jadi dibubut untuk memperoleh bentuk yang sesuai dengan ukuran yang telah diukur dengan menggunakan jangka sorong. Sisa pembubutan (scrap) mesin ditumpukkan dilantai produksi.
4. Produk setengah jadi diproses dengan mesin rol
Pada proses ini, produk setengah jadi di rol sehingga membentuk bentuk bulatan panjang yang sesuai dengan ukuran yang sudah ditentukan
5. Proses terakhir produk setengah jadi diproses dengan mesin boring
6. Pengecatan
Setelah proses, produk diangkut menuju stasiun pengecatan. Pengecatan dilakukan secara manual oleh tenaga kerja. Produk yang sudah selesai dikemas dalam kotak produk dan disimpan ke gudang produk. Berikut ini FPC dari Main Shaft.
DITUMPUK DI PENUMPUKAN PLAT BESI
DIANGKUT KE MESIN POTONG MENGGUNAKAN KERETA SORONG
PLAT BESI DIANGKUT KE MESIN ROL MENGGUNAKAN KERETA SORONG
DIUKUR DENGAN JANGKA SORONG
PLAT BESI DILENGKUNGKAN MENGGUNAKAN MESIN ROL
DIANGKUT KE STASIUN PENGECATAN MENGGUNAKAN KERETA SORONG
T-7 DIANGKUT KE STASIUN PENGEPAKAN MENGGUNAKAN KERETA SORONG
PACKING
T-8 DIANGKUT KE GUDANG PRODUK MENGGUNAKAN KERETA SORONG
DISIMPAN DI GUDANG O-6
MAIN SHAFT
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
T-2
SCRAP DITUMPUK DI LANTAI S-2
DIANGKUT KE MESIN BORING MENGGUNAKAN KERETA SORONG
MEMBUAT LUBANG MENGGUNAKAN MESIN BORING
T-4
O-4
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
T-5
SCRAP DITUMPUK DI LANTAI S-3
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
SCRAP DITUMPUK DI LANTAI S-3
2.3.7. Mesin dan Peralatan
Mesin adalah alat mekanik atau elektrik yang mengirim atau mengubah energi untuk melakukan atau membantu pelaksanaan tugas manusia. Biasanya membutuhkan sebuah masukan sebagai pelatuk, mengirim energi yang telah diubah menjadi sebuah keluaran dan melakukan tugas yang telah disetel. Adapun jenis dari mesin-mesin produksi dan peralatan yang digunakan oleh PT. Apindowaja Ampuh Persada dapat dilihat pada Lampiran 3.
2.3.8. Utilitas
Utilitas merupakan fasilitas pendukung yang digunakan untuk kelancaran dalam melakukan proses produksi pada lantai produksi. Adapun fasilitas pendukung yang digunakan pada PT. Apindowaja Ampuh Persada adalah arus listrik, air dan oksigen.
PT. Apindowaja Ampuh Persada menggunakan arus listrik yang bersumber dari PLN dan generator pembangkit listrik tenaga diesel. Arus listrik yang digunakan perusahaan dari PLN memiliki daya 6600 VA dengan batas hematnya 620,4 kWh. Generator pembangkit tenaga diesel digunakan apabila terjadi pemutusan arus listrik dari sumber PLN. PT. Apindowaja Ampuh Persada menggunakan Generator Diesel ME Type 6500 sebanyak 4 unit. Mesin ini memiliki kapasitas tangki 12 liter minyak dan mampu beroperasi selama 12 jam,
BAB III LANDASAN TEORI
3.1. Peramalan
Peramalan adalah bagian yang penting dan bersatu dengan kegiatan pengambilan keputusan di dalam suatu perusahaan, terutama untuk melakukan perencanaan ke masa depan. Semakin meningkatnya kebutuhan akan peramalan dapat terlihat pada keadaan masa kini yang sangat ingin menghindari keadaan yang tidak pasti. Oleh sebab itu telah tersedia berbagai metode peramalan untuk mendukung kebutuhan tersebut. Masalahnya adalah bagaimana memakai berbagai jenis karakteristik peramalan tersebut agar sesuai dengan yang dibutuhkan. Pemilihan metode peramalan tersebut harus mempertimbangkan situasi pada saat permalan dilakukan. Situasi peramalan tersebut sangat beragam, tergantung pada horizon waktu peramalan, pola data, tingkat ketelitian, ketersediaan data dan biaya yang dibutuhkan.
3.1.1. Metode Peramalan2
Metode peramalan dapat diklasifikasi atas dua kelompok besar yaitu metode kualitatif dan kuantitatif. Kedua kelompok tersebut memberikan hasil peramalan yang kuantitatif. Perbedaannya terletak pada cara peramalan yang dilakukan. Adapun penjelasannya adalah sebagai berikut:
2
a. Metode Kualitatif
Metode kualitatif pada umumnya digunakan apabila data kuantitatif tentang permintaan masa lalu tidak tersedia atau akurasinya tidak memadai. Ada dua pendekatan yang dapat dilakukan yaitu, pertama peramalan berdasarkan penaksiran secara langsung (direct judgement) dan kedua penaksiran digunakan sebagai dasar koreksi terhadap hasil peramalan.
b. Metode Kuantitatif
Peramalan berdasarkan metode kuantitatif (intrinsic forecasting) mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Metode kuantitatif dapat dibagi lebih lanjut menjadi dua bagian yaitu, metode intrinsic (intrinsic method) dan metode ekstrensik (extrensic method). Metode intrinsik sepenuhnya berdasarkan pada latar belakang riwayat permintaan terhadap item yang diramalkan sedangkan metode ekstrinsik menggunakan faktor eksternal yang dikombinasikan dengan permintaan terhadap item yang diramalkan, misalnya dalam hubungan sebab-akibat (causal-relationship). Prosedur umum yang digunakan dalam peramalan secara kuantatif adalah sebagai berikut3:
3
Gambar 3.1. Langkah-langkah Peramalan Secara Kuantitatif
3.1.2. Metode Deret Waktu (Time Series)4
Metode time series adalah metode yang dipergunakan untuk menganalisis serangkaian data yang merupakan fungsi dari waktu. Metode ini mengasumsikan beberapa pola atau kombinasi pola selalu berulang sepanjang waktu, dan pola dasarnya dapat diidentifikasi semata-mata atas dasar data historis dari serial itu. Dengan metode deret waktu dapat ditunjukkan bagaimana permintaan terhadap suatu produk tertentu bervariasi terhadap waktu. Sifat dari perubahan permintaan dari tahun ke tahun dirumuskan untuk meramalkan penjualan pada masa yang akan datang.
4
Ginting, Rosnani. 2007. Sistem Produksi. Edisi Pertama. Yogyakarta; Graha Ilmu, Hlm. 45-48 Definisikan Tujuan Peramalan
Penggambaran Diagram Pencar
Pemilihan Metode Peramalan
Perhitungan Paramater – parameter dan Fungsi Peramalan
Pemilihan Metode dengan Kesalahan Terkecil Perhitungan Kesalahan Metode Peramalan
Verifikasi Fungsi Peramalan
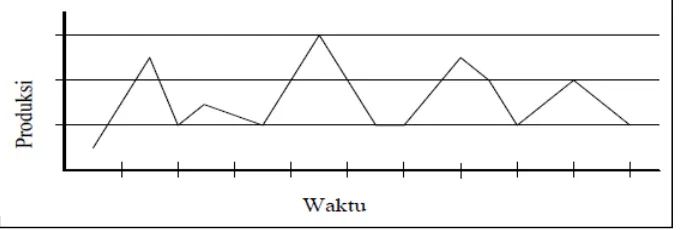
Ada empat komponen utama yang mempengaruhi analisis ini, yaitu : a. Pola Horizontal
Pola horizon ini terjadi jika nilai data berfluktuasi di sekitar harga rata-rata yang konstan. Penjualan produk tidak bertambah atau tidak berkurang disepanjang waktu. Pola horizon ini dapat digambarkan pada Gambar 3.2. berikut:
Gambar 3.2. Pola Data Horizon b. Pola Musiman (seasonal)
Pola ini terjadi bila deret berkala dipengaruhi oleh faktor-faktor musiman misalnya tahunan, kwartalan, bulanan, mingguan atau harian. Model ini dapat dilihat pada Gambar 3.3. berikut:
c. Pola Siklis (cycle)
Pola ini terjadi bila data dipengaruhi oleh fluktuasi ekonomi yang waktunya
relative panjang dan gerakannya tidak beraturan. Pola siklis ini dapat digambarkan
seperti terlihat pada Gambar 3.4.
Gambar 3.4. Pola Data Siklis d. Pola Trend
Pola ini terjadi bila secara umum terjadi penambahan atau penurunan pada data yang ada. Pola ini dapat digambarkan seperti yang terlihat pada Gambar 3.5.
Gambar 3.5. Pola Trend
Adapun metode peramalan yang termasuk model time series adalah : 1. Metode Penghalusan (Smoothing)
sedangkan untuk peramalan jangka panjang kurang akurat. Metode ini terdiri dari:
a. Metode rata-rata bergerak (moving average) i. Single Moving Average
Merupakan peramalan untuk satu periode ke depan dari periode rata-rata. Rumus yang digunakan adalah:
��+1=��−�
+1+⋯+��+1+��
�
Dimana: �� = data pengamatan periode t
N = jumlah deret waktu yang digunakan ��+1 = nilai peramalan periode t+1
ii. Linear Moving Avarage
Dasar dari metode ini adalah penggunaan moving average kedua untuk memperoleh penyesuaian bentuk pola trend.
iii. Double Moving Avarage
Notasi yang diberikan adalah MA (M x N), artinya M – periode MA dan N – periode NA
iv. Weigthed Moving Average
Weighted moving average adalah metode perhitungan dengan cara mengalikan tiap-tiap periode dengan faktor bobot dan membagikannya dengan hasil produk yang merupakan penjumlahan faktor bobot. Formula metode Weighted Moving Average adalah:
Dimana : w1 = bobot yang diberikan pada periode t-1 w2 = bobot yang diberikan pada periode t-2 wn = bobot yang diberikan pada periode t-n n = jumlah periode
b. Metode Eksponensial Smoothing
i. Single Eksponensial Smoothing
Pengertian dasar dari metode ini adalah: nilai ramalan pada periode t+1 merupakan nilai aktual pada periode t ditambah dengan penyesuaian yang berasal dari kesalahan nilai ramalan yang terjadi pada periode t tersebut. Secara matematis dapat dinyatakan:
��+1= �.��+ (1− �).��
Dimana : �� = data permintaan pada periode t
α = faktor/konstanta pemulusan ��+1 = peramalan untuk periode t+1
ii. Double Exponensial Smoothing
Formula Double Exponential Smoothing adalah : ��+� = ��+��.�
Sedangkan:
��′= ���+ (1− �)��−1′
Dimana: ��′ = single exponential smoothing
��′′= double exponential smoothing
��= ��′+ (��′− ��′′) = 2��′− ��′′
��= 1− �� (��′− ��′′)
iii. Exponential Smoothing dengan Musiman
Formula untuk Exponential Smoothing dengan musiman adalah: � = [��+��−1(�)]��−�
��= ����
�−�+ (1− �)(��−1+��−1)
�=�(��− ��−1) + (1− �)��−1
�= ���
�� + (1− �)��−�
Dimana:
b = komponen trend L = panjang musiman I = indeks musiman
� = konstanta penghalusan untuk data (0<�<1)
� = konstanta penghalusan untuk estimasi trend (0<�<1)
2. Metode Proyeksi Kecenderungan dengan Regresi
Metode ini merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Bentuk fungsi dari metode ini dapat berupa:
a. Konstan, dengan fungsi peramalan (Yt): ��= � dimana � =∑���
Dimana: Yt = nilai tambah N = jumlah periode b. Linier, dengan fungsi peramalan:
��= �+ ��
Dimana: � =�−��
� �=
� ∑ ��−∑(�)∑(�)
�−∑ �2−(∑ �)2
d. Eksponensial, dengan fungsi peramalan: ��=����
Dimana:
ln�= ∑ ln �−� ∑ �� ln�=� ∑ � ln �−∑ � ∑ ln �� ∑ �2−
(∑ �)2 e. Siklis, dengan fungsi peramalan:
���= �+�sin2�� +�cos2���
3. Metode Dekomposisi5
Metode dekomposisi merupakan metode peramalan yang mencoba memisahkan tiga komponen terpisah dari pola dasar yang cenderung mencirikan deret data ekonomi dan bisnis. Komponen tersebut adalah faktor trend (kecenderungan), siklus dan musiman. Faktor kecenderungan menggambarkan perilaku data dalam jangka panjang dan dapat meningkat, menurun atau tidak berubah. Faktor siklus menggambarkan baik turunnya ekonomi atau industri tertentu. Faktor musiman berkaitan dengan fluktuasi periodik dengan panjang konstan yang disebabkan oleh hal-hal seperti
5
temperatur, curah hujan, bulan pada suatu tahun, saat liburan dan kebijaksanaan perusahaan. Perbedaan antara siklus dan musiman adalah bahwa musiman itu berulang dengan sendirinya pada interval yang tetap seperti tahun, bulan atau minggu, sedangkan faktor siklus mempunyai jangka waktu yang lebih lama dan lamanya berbeda dari satu siklus ke siklus yang lain.
Dekomposisi mempunyai asumsi bahwa data tersusun sebagai berikut : Data = pola + kesalahan
= f (tren, siklus, musiman) + kesalahan
Jadi di samping komponen pola, terdapat pula unsur kesalahan atau kerandoman. Kesalahan ini dianggap merupakan perbedaan antara pengaruh gabungan dari tiga sub-pola deret tersebut dengan data yang sebenarnya.
Seorang perancang tentu menginginkan hasil perkiraan peramalan yang tepat atau paling tidak dapat memberikan gambaran yang paling mendekati sehingga rencana yang dibuatnya merupakan rencana yang realistis.
Ketepatan yang kecil memberikan arti ketelitian peramalan tinggi, keakuratan hasil peramalan tinggi, begitu pula sebaliknya. Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, antara lain adalah:
1. Mean Square Error (MSE)
���= ∑ ���−�̂��
2 �
�=1
� dimana:
�� : data aktual periode t
�̂� : nilai ramalan periode t
2. Standard Error of Estimate (SEE)
k = derajat kebebasan
Untuk data konstan, k = 1 Untuk data linier, k = 2
4. Mean Absolute Percentage Error (MAPE)
����= ∑��=1|���|
�
3.1.3. Verifikasi Pola Peramalan
Proses verifikasi digunakan untuk melihat apakah fungsi yang diperoleh dari hasil peramalan representatif terhadap data. Oleh sebab itu ada beberapa kriteria yang perlu diperhatikan, yaitu :
1. Jika sebaran data masih berada di dalam batas kontrol, maka data tersebut dikatakan baik.
2. Jika sebaran data berada di luat batas kontrol, maka fungsi tersebut tidak sesuai. Ini berarti pada peramalan terhadap data (Y-Y’) tersebut tidak representative atau salah.
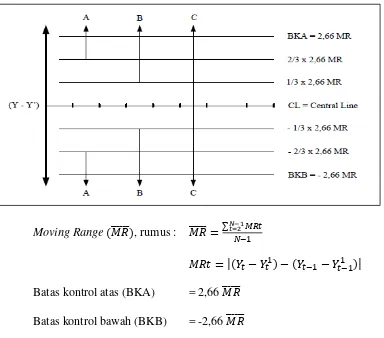
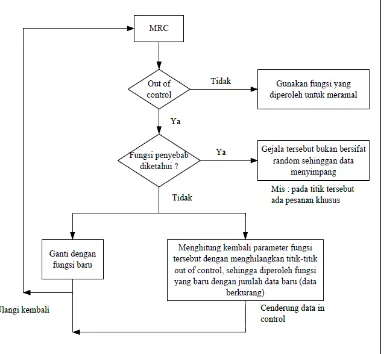
Kondisi-kondisi disebut diluar batas kontrol adalah apabila ada titik sebaran (Y-Y’) yang berada di luar batas kontrol, yaitu nilainya lebih besar dari nilai batas kontrol atas atau lebih kecil dari nilai batas kontrol bawah. Meskipun semua titik sebaran berada dalam batas kontrol, suatu fungsi trend peramalan belum dijamin representatif, maka untuk menganalisis hal ini, digunakan proses verifikasi dengan metode peta sebaran bergerak/Moving Range Chart (MRC). Peta MRC ini berguna untuk melihat pola pergeseran data dan menutupi kekurangan-kekurangan yang ada pada deret berkala. Penentuan titik sebaran daerah A, B, C metode MRC dapat dilihat pada gambar 3.6 dan flowchart proses verifikasi dengan MRC dapat dilihat pada Gambar 3.7.
Moving Range (�������), rumus : �������= ∑�−1�=2 ���
�−1
���= |(��− ��1)−(��−1− ��−11 )|
Batas kontrol atas (BKA) = 2,66 ������� Batas kontrol bawah (BKB) = -2,66 �������
Gambar 3.7. Flowchart Proses Verifikasi Metode MRC
Pada Moving Range Chart, titik-titik sebaran yang ada dipeta kontrol dapat diperiksa dengan empat aturan berikut ini :
1. Aturan Satu Titik
2. Aturan Tiga Titik
Apabila ada tiga buah titik secara berurutan terdapat pada satu sisi, dan dua diantaranya jatuh pada daerah A, maka termasuk kondisi out of control.
3. Aturan Lima Titik
Apabila terdapat lima buah titik secara berurutan berada pada salah satu sisi, empat diantaranya jatuh pada daerah B, maka termasuk kondisi out of control. 4. Aturan Delapan Titik
Apabila terdapat delapan buah titik secara berurutan berada pada salah satu sisi pada daerah C, maka termasuk kondisi out of control.
3.2. Persediaan6
Persediaan didefinisikan sebagai simpanan produk. Secara umum, persediaan dapat ditunjukan sebagai sumber menganggur yang memiliki nilai ekonomis. Persediaan terdiri dari satu atau lebih produk (item) dimana tiap produk secara spesifik dapat berupa bahan mentah, produk beli atau fabrikasi, perakitan atau produk jadi.
Pengendalian persediaan memiliki hubungan yang erat dengan modal, pemakaian tempat penyimpanan, memerlukan penanganan yang tepat, dapat menjadi lemah dan rusak, menjadi kadaluarsa, terkena pajak, membutuhkan asuransi, dan dapat dicuri ataupun hilang. Persediaan sering digunakan untuk mengatasi masalah manajemen yang kurang efesien seperti peramalan yang
6
buruk dan penjadwalan yang buruk sehingga dengan demikian persediaan mengakibatkan biaya yang meningkat tanpa meningkatnya pendapatan bersih.
3.2.1. Biaya Persediaan
Kebijakan didalam perencanaan dan pengawasan bahan-bahan meliput i dua keputusan, yaitu kapan pemesanan dilakukan (re-order point) dan berapa banyak yang harus dipesan (re-order quantity). Salah satu diantara berbagai pertimbangan dalam hubungannya dengan aturan kerja ini adalah biaya-biaya persediaan (inventory cost), yaitu segala biaya yang timbul sebagai akibat dari diadakannya persediaan. Biaya-biaya yang perlu diperhitungkan adalah jenis biaya-biaya yang jumlahnya berubah dengan perubahan waktu atau titik pemesanan serta jumlah pemesanan.
Terdapat empat jenis biaya-biaya yang berhubungan dan relevan dengan keputusan-keputusan manajemen persediaan7
1. Biaya Persiapan (Preparation Cost)
, yaitu :
Biaya persiapan biasanya disebut juga dengan biaya pemesanan barang maupun biaya pengaturan penyediaan barang. Biaya persiapan meliputi biaya- biaya dari semua kegitan yang memerlukan penyiapan pembelian dan pesanan produksi, seperti biaya penulisan pesanan, persiapan spesifikasi, pencatatan pesanan, tindakan lanjutan pesanan, proses faktur dan laporan pabrik serta persiapan pembayaran.
7
2. Biaya Penyimpanan (Carrying Cost)
Biaya penyimpanan meliputi biaya modal yang tertanam, biaya kemerosotan kualitas bahan, biaya keusangan, biaya asuransi, pajak, kehilangan, maupun biaya penyimpanan yang menyangkut penanganan, keamanan, tempat letak bahan dan keperluan penyimpanan dari pencatatan bahan.
3. Biaya Habis Persediaan (Stockout Cost)
Biaya ini timbul bila terjadi ketidakcukupan stok bahan yang tersedia untuk memenuhi pesanan yang muncul. Bila keadaan tersebut timbul, maka ada dua kemungkinan, yaitu dilakukan backorder ataupun tidak. Bila dilakukan
backorder, maka biaya yang timbul adalah biaya tambahan untuk melakukan proses pengerjaan backorder tersebut, dan potensi kehilangan pesanan baru 4. Biaya yang Berhubungan Dengan Kapasitas (Capacity Related Costs)
3.2.2. Pengendalian Persediaan8
Pengendalian persediaan adalah kegiatan yang berhubungan dengan perencanaan, pelaksanaan dan pengawasan penentuan kebutuhan material sedemikian rupa sehingga kebutuhan operasi dapat dipenuhi pada waktunya dan dilain pihak investasi persediaan material dapat ditekan secara optimal untuk mendapatkan hasil guna (efektivitas) optimal dalam penyediaan material. Maka dalam pengertian ini, usaha yang perlu dilakukan dalam pengendalian persediaan secara garis besar dapat diterangkan sebagai berikut :
1. Menjamin terpenuhinya kebutuhan operasi. 2. Meredam fluktuasi permintaan .
3. Membatasi nilai seluruh investasi.
4. Menghindari penumpukan persediaan yang ada.
Dalam usaha meredam fluktuasi permintaan, maka fungsi utama persediaan adalah sebagai penyangga dan penyerap kejut yang bias timbul antara permintaan pelanggan dengan kemampuan produksi pabrik, baik antara kerperluan perakitan hasil jadi dengan kertersediaan komponen-komponennya, antara kebutuhan bahan input untuk operasi dengan otput dari operasi sebelumnya dan antara proses pengolahan dengan penyediaan bahan bakunya.
Klasifikasi fungsional dari persediaan yang berfungsi sebagai penyangga untuk setiap kasus tersebut secara khusus, meliputi : persediaan antisipasi, persediaan ukuran lot, persediaan fluktuasi, persediaan transportasi dan persediaan komponen pelayanan.
8
3.2.3. Faktor-faktor Dalam Pengendalian Persediaan 3.2.3.1.Persediaan Pengaman (Safety Stock)
Persediaan pengaman adalah persediaan minimal yang harus ada atau harus diperhatikan dalam perusahaan. Hal ini dilakukan untuk menghindari kehabisan persediaan bahan baku yang disebabkan oleh ketidakpastian tingkat pemakaian dan ketidakpastian waktu kedatangan persediaan agar kelangsungan proses produksi dalam perusahaan selalu terjamin.
Faktor-faktor yang mempengaruhi persediaan pengaman : 1. Besar kecilnya resiko kehabisan persediaan.
2. Besar biaya penyimpanan digudang dengan biaya -biaya yang harus dikeluarkan karena kehabisan persediaan yang merupakan biaya –biaya ekstra yang harus dikeluarkan apabila kehabisan, antara lain :
a. Biaya pemesanan pembelian darurat
b. Biaya ekstra yang diperlukan agar leveransir segera menyerahkan barangnya c. Kemungkinan rugi karena adanya kemacetan produksi
Apabila biaya ekstra yang harus dikeluarkan karena kehabisan persediaan ternyata lebih besar daripada biaya penyimpanan, maka perlu adanya persediaan pengaman yang besar.
3.2.3.2.Titik Pemesanan Ulang (Re-Order Point)
Titik pemesanan kembali terjadi apabila jumlah persediaan dalam stock
kekurangan persediaan. Jumlah yang diharapkan tersebut dihitung selama masa tenggang, mungkin dapat juga ditambahkan dengan stock pengaman yang biasa mengacu kepada probabilitas atau kemungkinan terjadinya kekurangan persediaan selama masa tenggang.
3.2.3.3.Waktu Ancang - ancang (Lead Time)
Waktu ancang-ancang adalah tenggang waktu berapa lama saat mulai memesan bahan baku, sampai bahan tersebut tiba di gudang. Waktu ancang-ancang ini penting karena :
a. Menentukan kapan mulai mengadakan pemesanan kembali b. Menentukan jumlah persediaan yang ekonomis
c. Merupakan masalah ketidakpastian dimasa yang akan datang.
3.2.3.4. Tingkat Pelayanan (Service Level)9
Tingkat pelayanan merupakan persentase (kemungkinan) tidak terjadi
kehabisan persediaan. Jika diinginkan keyakinan yang tinggi agar tidak kehabisan
persediaan, maka dipilih tingkat pelayanan yang besar. Tingkat pelayanan besar
berarti faktor pengaman yang besar, faktor pengaman besar berarti jumlah persediaan
pengaman yang lebih besar. Jumlah persediaan pengaman yang besar berarti biaya
persediaan lebih besar. Sebuah konsekuensi logis yang harus terjadi, suatu kepastian
tidak terjadi kehabisan persediaan memerlukan biaya persediaan yang lebih besar.
Penentuan berapa besarnya tingkat pelayanan yang harus dipilih merupakan faktor
9
subjektif. Jika perusahaan menganggap kekurangan persediaan sebagai hal yang
sangat penting, maka tingkat pelayanan adalah 99%. Tingkat pelayanan 95% adalah
bila kekurangan persediaan dianggap penting atau 0% jika kekurangan persdiaan
tidak berarti apa-apa.
3.3. Karakteristik Parameter Persediaan
Berdasarkan dua karakteristik utama parameter-parameter masalah persediaan, yaitu tingkat permintaan dan periode kedatangan pesanan, model-model persediaan dibedakan menjadi Model Deterministik dan Model Probabilistik.
3.3.1. Model Persediaan Deterministik
Dalam model persediaan deterministik parameter-parameter yang berpengaruh terhadap sistem persediaan dapat diketahui dengan pasti. Rata-rata kebutuhan dan biaya-biaya persediaan diasumsi diketahui dengan pasti. Lamanya lead time juga diasumsikan selalu tetap. Pada model ini jumlah pesanan ekonomis ditentukan dengan rumus:
�= �2��
�
Total biaya persediaan (TC) per periode dapat diperoleh dengan rumus:
�� =��
� +�
Keterangan:
Q = Kuantitas pemesanan dalam satuan unit. A = Biaya pemesanan setiap kali pesan.
D = Laju permintaan untuk setiap periode permintaan dimasa mendatang. H = Biaya penyimpanan per unit per periode perencanaan.
C = Harga beli per unit produk.
TC = Total biaya persediaan per periode perencanaan.
3.3.2. Model Persediaan Probabilistik
Pada model persediaan deterministik, diasumsikan bahwasanya semua parameter persediaan selalu konstan dan diketahui secara pasti. Pada kenyataannya, sering terjadi parameter-parameter yang ada merupakan nilai-nilai yang tidak pasti dan sifatnya hanya estimasi atau perkiraan saja.
Untuk menentukan kebijaksanaan persediaan yang optimum, dibutuhkan informasi mengenai parameter – parameter berikut:
a. Perkiraan kebutuhan b. Biaya – biaya persediaan c. Lead time
persediaan nyata. Sehingga bila tidak ada persediaan pengaman maka perusahaan akan mengalami kekurangan persediaan. Untuk menghadapi variasi yang ada, terutama variasi permintaan dan lead time, model probabilistik biasanya dicirikan dengan adanya persediaan pengaman (safety stock).
Untuk menentukan jumlah persediaan pengaman, ada dua pendekatan yang bisa ditetapkan, yaitu : probability of stock out approach dan level of service approach.
a. Probability of Stock Out Approach
Dalam menggunakan pendekatan ini dipakai asumsi bahwa lead time konstan dan seluruh barang yang dipesan diserahkan oleh supplier pada saat yang sama. Jadi jelas bahwa terjadinya kekosongan persediaan bukan disebabkan karena adanya fluktuasi lead time atau penyerahan bahan yang dipesan tidak pada saat yang sama, akan tetapi kekosongan persediaan lebih dikarenakan adanya penambahan dalam pemakaian bahan selama lead time.
b. Level of Service Approach
teori statistik. Rumus yang dipakai untuk demand frequency distribution yang sangat berguna adalah :
1. Distribusi Normal, dipergunakan untuk barang-barang yang cepat bergerak (fast-moving).
2. Distribusi Chi-Square, dipergunakan untuk barang-barang yang lambat bergerak.
Masing-masing distribusi ini tergantung atas perhitungan rata-rata varians dan standar deviasi dari pola permintaan. Cara menghitung standar deviasi adalah dengan menggunakan rumus sebagai berikut:
�=�∑���− ���
2
� −1
Dimana: σ = Standar deviasi
Yi = Data hasil pengamatan sebanyak i Y� = Nilai rata – rata dari seluruh data n = Banyaknya pengamatan
Sebelum persediaan pengaman dapat ditentukan, ada dua faktor dasar lain yang harus diperhatikan, antara lain :
1. Jarak waktu penyerahan (delivery lead time), yaitu jarak waktu yang terdapat antara saat pengadaan pesanan untuk pengisian persediaan dengan saat penerimaan barang yang dipesan ada di gudang.
Tingkat persediaan pengaman adalah : S = K.
σ
TDimana K adalah policy factor (tergantung pada frequency level of service) yang diambil dari Tabel 3.1 dan σT adalah standar deviasi selama masa pengisian (coveragetime) yang besarnya adalah:
�� = ���(��)2+��(��)2 10
Dimana: �� = Lead time rata – rata �� = Penggunaan rata – rata
σD = Standar deviasi penggunaan selama lead time
σL = Standar deviasi lead time
Rumus di atas digunakan untuk menentukan persediaan pengaman bagi bahan- bahan yang bergerak cepat, yakni dengan menggunakan distribusi normal. Selanjutnya untuk bahan-bahan yang bergerak lambat dipergunakan chi- square distribution. Apabila E adalah rata-rata permintaan per minggu, dan σ adalah deviasi standar dari permintaan perminggu, serta T adalah coverage time, maka :
Degrees of freedom: �= 2� (�)2
�2
Faktor konversi: � =�� .�
10
Tabel 3.1. PolicyFactor (K) Pada FrequencyLevelofService
Metode pengendalian probabilistik terbagi dua yaitu model EOQ dengan persediaan pengaman dan continous review model dengan backorder.
3.3.2.1. Model EOQ dengan Persediaan Pengaman
Dengan adanya persediaan pengaman, maka akan timbul biaya tambahan dalam penyimpanan persediaan tambahan tersebut. Model ini menggunakan rumus dasar EOQ, namun ditambah dengan perhitungan persediaan pengaman yang optimal, dengan mempertimbangkan variasi permintaan sepanjang lead time
sehingga dikeluarkan biaya yang paling minimum.
P(�� ≤ �) = 1− H B D Q�
dimana,
H = Biaya penyimpanan perunit
B = Biaya kehabisan persediaan perunit D = Permintaan dalam satu tahun
Q = Ukuran pemesanan ekonomis (EOQ)
Dari data masa lalu dapat dilihat besarnya permintaan sepanjang lead time
dengan probabilitas optimal yang telah dicari dengan rumus di atas. Selanjutnya persediaan pengaman dapat diketahui dengan rumusan berikut:
R = dL + n
n = R – dL
dimana,
R = Reorder point
dL = Permintaan sepanjang lead time
n = Persediaan pengaman
3.3.2.2. Continous Review Model dengan Backorder
Penentuan ukuran dan waktu pemesanan optimum (Q* dan r*) untuk model ini dapat diselesaikan dengan proses iterasi berikut ini:
1. Dengan mengamsusikan ��x-r�= 0 maka:
Dari tabel distribusi normal akan diperoleh nilai z untuk Φ′��−�
� �.
6. Untuk rata-rata permintaan, μ dapat dicari sebagai berikut: �� = �� ×�
7. Untuk simpangan baku, σ dapat dicari sebagai berikut:
8. Persediaan pengamanan :
��=��
dimana n(Z) menyatakan tingkat pelayanan yang menjamin terpenuhinya kebutuhan barang, untuk data berdistribusi normal.
9. Titik pemesanan kembali:
� = �+��
10. Total biaya persediaan per periode dapat diperoleh dengan rumus:
�� = ��
D = Laju permintaan untuk setiap periode permintaan di masa mendatang A = Biaya pemesanan setiap kali pesan
H = Biaya penyimpanan per unit per periode perencanaan L = Panjang lead time
C = Harga beli per unit produk µL = Rata-rata panjang lead time
σL = Simpangan baku dari panjang lead time
µD = Rata-rata permintaan selama satu unit waktu dari lead time
σD = Simpangan baku permintaan selama satu unit waktu dari lead time
µ = Rata-rata permintaan selama lead time
σ = Simpangan baku permintaan selama lead time
�̅� = Rata-rata kekurangan dalam satuan unit
Q = Kuantitas pemesanan dalam satuan unit
π = Biaya kekurangan perunit
TC = Total biaya persediaan per periode perencanaan
3.4. Model-model Perencanaan dan Pengendalian Persediaan11
Model-model perencanaan dan pengendalian persediaan pada dasarnya dapat dikelompokkan ke dalam dua jenis metode, yaitu didasarkan kepada penilaian suatu permintaan, yaitu Independent Demand dan Dependent Demand.
Metode Independent Demand mengasumsikan bahwa permintaan suatu barang tidak terikat terhadap permintaan barang yang lain. Oleh sebab itu permintaan aggregate untuk sebuah barang merupakan kumpulan dari berbagai permintaan tidak terikat dari pelanggan yang berbeda-beda. Maka untuk keadaan tersebut, cara terbaik untuk melakukan peramalan permintaan masa depan adalah dengan memproyeksikan trend masa lalu. Kontrol persediaannya berdasarkan pada model kuantitatif yang berhubungan dengan peramalan permintaan, biaya-biaya dan variabel-variabel lainnya untuk mendapatkan nilai optimal untuk jumlah pemesanan dan waktu pemesanan. Model dasar dari pengendalian persediaan tersebut pada dasarnya dapat berupa periodic review maupun fixed order quantity,
yang terdiri dari dua jenis model, yaitu model P dan model Q
11
1. Model – P
Model – P adalah suatu model persediaan yang variabel keputusannya adalah periode pemeriksaan persediaan (berapa hari/minggu/bulan/periode sekali pemeriksaan dilakukan pada persediaan). Dalam model ini, jumlah unit yang dipesan akan berubah – ubah tergantung sisa atau jumlah persediaan saat diperiksa. Jika pada saat diperiksa, jumlah persediaan masih banyak di gudang maka dipesan sedikit. Jika sisa persediaan tinggal sedikit, dipesan dalam jumlah yang sangat besar. Besar kecilnya jumlah pesanan akan berubah – ubah tergantung sisa, sementara variabel yang tetap adalah jarak waktu pemeriksaan. 2. Model – Q
Dikatakan model – Q karena variabel keputusan dalam metode ini adalah Q (yang menotasikan kuantitas) pesanan. Kriteria optimal adalah total biaya persediaan yang minimal. Pesanan akan dilakukan bila tingkat persediaan mencapai titik kritis. Dengan demikian, jarak waktu antar pemesanan berubah – ubah tergantung kapan titik kritis tersebut terjadi.
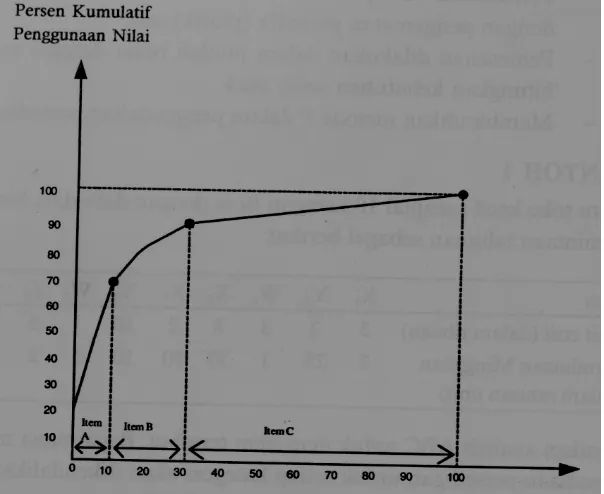
3.5. Analisis Persediaan ABC12
Perusahaan perlu membuat pengelompokan barang-barang untuk kemudahan dalam pengawasannya. Tujuan pengelompokan ini adalah untuk mengetahui besarnya biaya yang dikeluarkan dan banyaknya barang-barang dalam masing-masing kelompok. Sehingga dapat diketahui barang mana yang paling banyak membutuhkan biaya.
Untuk pengelompokan ini dipakai sistem ABC. Klasifikasi ABC atau sering juga disebut sebagai analisis ABC merupakan klasifikasi dari suatu kelompok material dalam susunan menurun berdasarkan biaya penggunaan material itu per periode waktu (harga per unit dikalikan volume penggunaan dari material itu selama periode tertentu). Periode waktu yang umum digunakan adalah satu tahun. Pengelompokan menurut sistem ABC ini terbagi atas tiga kelompok yaitu :
1. Kelompok A
Merupakan kelompok barang yang paling kritis, dimana jumlah item/barang yang ada dikelompok ini tidak terlalu banyak antara 10% - 20% dari total jumlah keseluruhan barang, namun paling sering dilakukan pemesanan dan memerlukan biaya yang besar dalam pengadaannya. Umumnya nilai investasinya sekitar 70% atau lebih dari total investasi tahunan persediaan.
12
2. Kelompok B
Merupakan kelompok barang yang semi kritis dengan jumlah item/barang yang ada di kelompok ini antara 20% - 30% dari total jumlah keseluruhan barang, dengan nilai investasi 20% - 30% dari total investasi tahunan persediaan.
3. Kelompok C
Merupakan kelompok yang tidak kritis, dimana jumlah item/barang yang ada di kelompok ini cukup banyak antara 30% - 70% dari total jumlah keseluruhan barang dengan nilai investasi 10% - 20% dari total investasi tahunan persediaan.
Proporsi jumlah item/barang dan nilai investasi setiap kelompok pada metode ABC diatas tidak bersifat mutlak karena variasi harga dan tingkat penggunaan serta kebijaksanaan manajemen sering menyebabkan terjadinya variasi proporsi, walaupun masih di sekitar angka itu.