ANALISIS FAKTOR-FAKTOR PENYEBAB SIX BIG LOSSES
PADA MESIN YANG MEMPENGARUHI EFISIENSI
PRODUKSI DI PT. KIMIA FARMA (Persero) Tbk
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
EFRIYANTI KARTIKA 080423080
PROGRAM PENDIDIKAN SARJANA EKSTENSION
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2010
ABSTRAK
PT. Kimia Farma (Persero) Tbk merupakan perusahaan yang bergerak di bidang obat-obatan dimana produk yang dihasilkan adalah berupa obat-obat generik.. Perusahaan ini memproduksi tiga jenis produk yaitu dalam bentuk kapsul, tablet dan krim. Perusahaan ini tidak terlepas dari masalah penurunan produktivitas dan efisiensi mesin/peralatan di lantai pabrik. Penurunan produktivitas ini akibat adanya penggunaan mesin yang tidak baik dan enam kerugian besar (six big losses) bagi perusahaan. Mesin yang sering mengalami kerusakan terjadi pada mesin pencetakan tablet.
Penelitian dilakukan bertujuan untuk mengurangi terjadinya cacat produk dari penggunaan mesin pencetakan tablet dan menganalisa efisiensi produksi pada PT. Kimia Farma (Persero), Tbk pada periode Mei sampai dengan Oktober 2009 menggunakan pengukuran Overall Equipment Effectiveness dengan acuan Total Productive Maintenance. TPM adalah salah satu metode untuk meningkatkan efisiensi dan mengurangi kerugian-kerugian yang diakibatkan tidak efektifnya mesin/peralatan diperusahaan pada semua bidang dengan melibatkan semua pihak. sebagai tahap pertama dalam usaha peningkatan efisiensi produk adalah dengan mengunakan Overall Equipment Effectiveness. Hasil
Metode pengukuran efektifitas penggunaan mesin pencetakan tablet sebagai tahap pertama dalam usaha meningkatkan efisiensi produksi adalah dengan menggunakan Overall Equipment Effectiveness (OEE). Hasil pengukuran OEE kemudian jadi dasar untuk proses berikutnya yakni pengukuran Six Big Losses, dengan mencari faktor dari Six Big Losses yang memberikan kontribusi terbesar terhadap tingginya efisiensi mesin pencetakan tablet yang hilang. Hasil perhitungan menunjukkan bahwa mesin pencetakan tablet mempunyai nilai berkisar antara 55,99% - 63,58%.
Kerugian-kerugian dapat digolongkan ke dalam enam kerugian besar (Six Big Losses), yaitu kerugian karena kerusakan peralatan (equipment failur), pemasangan dan penyetelan (set-up and adjustment losses), beroperasi tanpa beban (idling and minor stoppage losses), penurunan kecepatan produksi (reduced speed losses), kerusakan pada produk (process defect losses) dan kerugian untuk mencapai kondisi produksi yang stabil (reduced yieid losses).
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKASI SEMINAR ... iii
UCAPAN TERIMA KASIH ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR TABEL... xiii
DAFTAR GAMBAR ... xv
ABSTRAK ... xvi
I. PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Rumusan Masalah ... I-2
1.3. Tujuan dan Manfaat Penelitian ... I-2
1.4. Batasan Masalah dan Asumsi ... I-4
1.5. Sistematika Penulisan Laporan ... I-5
II. GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Letak dan Lokasi Perusahaan ... II-3
2.4. Daerah Pemasaran ... II-
2.5. Organisasi dan Manajemen... II-7
2.5.1. Struktur Organisasi ... II-8
2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-8
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-23
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-25
2.5.4.1. Sistem Pengupahan ... II-25
2.5.4.2. Fasilitas Tenaga Kerja ... II-26
2.6. Fasilitas Tenaga Kerja ... II-26
2.6.1. Standar Mutu Bahan /Produk ... II-27
2.6.1.1. Pemeriksaan Mutu Bahan Baku
dan Bahan Pengemas... II-28
2.6.1.2. Pengawasan Selama Proses ... II-28
2.6.1.3. Pengawasan dalam Proses Pengemasan ... II-29
2.6.2. Bahan yang Digunakan ... II-30
2.6.2.1. Bahan Baku ... II-30
2.6.2.2. Bahan Tambahan ... II-30
2.6.2.3. Bahan Penolong ... II-31
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.7. Mesin dan Peralatan ... II-35
2.7.1. Mesin Produksi ... II-35
2.7.2. Peralatan ... II-46
2.7.3. Utilitas ... II-47
2.7.4. Safety and fire Protection ... II-48
2.8. Pengolahan Limbah ... II-48
2.8.1. Pengolahan Limbah Padat ... II-48
2.8.2. Pengolahan Limbah Cair ... II-49
III. TINJAUAN PUSTAKA ... III-1
3.1. Pengertian dan Tujuan Maintenance ... III-13.1.1. Pengertian Maintenance... III-1
3.1.2. Tujuan Maintenance ... III-2
3.2. Jenis-Jenis Maintenance ... III-3
3.2.1. Planned Maintenance ... III-3
3.2.2. Unplanned Maintenance ... III-9
3.3. Total Productive Maintenance (TPM) ... III-10
3.3.1. Pengertian Total Productive Maintenance ... III-10
3.4. Analisis Prouktivitas : Six Big Losses ... III-11
3.4.1. Equipment Failure (Kerusakan Peralatan) ... III-12
3.4.2.Setup and Adjustment (Kerugian karena
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4.3.Idling and Minor Stoppages (Kerugian beroperasi
tanpa beban maupun karena sesaat) ... III-13
3.4.4. Reduced Speed Losses (Kerugian karena Penurunan
Kecepatan Operasi) ... III-14
3.4.5. Process Deffect Losses (Kerugian karena
Produk Cacat Maupun Kerja Produk di proses Ulang) ... III-15
3.4.6. Reduced Speed Losses (Kerugian pada Awal Waktu
Produksi hingga Mencapai Kondisi yang Produktif) ... III-15
3.5. Manfaat dan Total Productive Maintenance ... III-16
3.6. OEE (Overall Equipment Effectiveness) ... III-16
3.6.1. Availability ... III-17
3.6.2. Performance Efficiency ... III-18
3.6.3. Rate of Quality Products ... III-20
3.7. Perencanaan dan Penerapan Total Productive Maintenance ... III-21
3.8. Diagram Sebab Akibat ... III-22
3.9. Pengukuran Sistem Kerja ... III-23
3.9.1. Tahapan Pengukuran Waktu Kerja ... III-23
3.9.2. Tahapan Setelah Dilakukan Pengukuran Pendahuluan ... III-24
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3. Objek Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-1
4.5. Instrumen Penelitian ... IV-2
4.6. Pelaksanaan Penelitian ... IV-2
4.7. Pengolahan Data ... IV-3
4.7. Analisis Data ... IV-4
V. PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Primer ... V-1
5.1.2. Data Sekunder ... V-1
5.2. Pengolahan Data ... V-9
5.2.1. Perhitungan Harga Rata-Rata ... V-9
5.2.2. Menghitung Standar Deviasi dari Data Pengamatan ... V-11
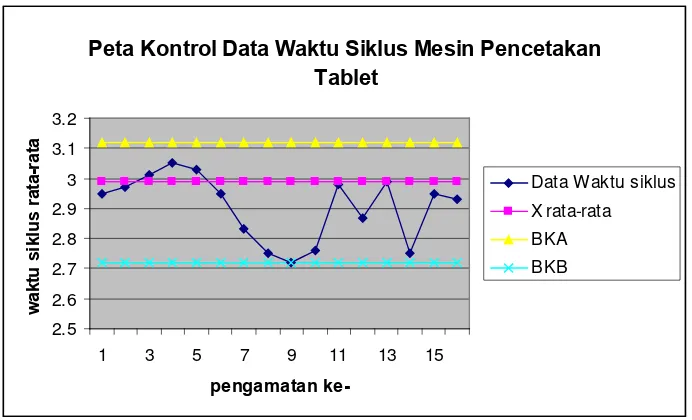
5.2.3. Batas Kontrol Atas dan Batas Kontrol Bawah ... V-11
5.2.4. Uji Kecukupan Data ... V-12
5.2.5. Perhitungan Waktu Normal ... V-13
5.2.6. Perhitungan Waktu Standar ... V-14
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Perhitungan Nilai Availability ... VI-1
6.2. Perhitungan Performance Efficiency ... VI-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.4. Perhitungan Overall Equipment Effectiveness ... VI-6
6.5. Perhitungan OEE Six Big Losses ... VI-7
6.5.1. Downtime Losses ... VI-7
6.5.2. Speed Losses ... VI-10
6.5.3. Defect Losses ... VI-13
6.6. Pengaruh Six Big Losses ... VI-16
6.7. Diagram Sebab Akibat ... VI-19
VII. ANALISIS PEMECAHAN MASALAH ... VII-1
7.1. Analisis Perhitungan Overall Equipment Effectiveness ... VII-1
7.2. Analisis Perhitungan OEE Six Big Losses ... VII-1
7.3. Analisis Diagram Sebab Akibat ... VII-3
VIII. KESIMPULAN DAN SARAN ... VII-1
8.1. Kesimpulan ... VII-1
8.2. Saran ... VII-2
DAFTAR PUSTAKA ... DP
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja ... II-24
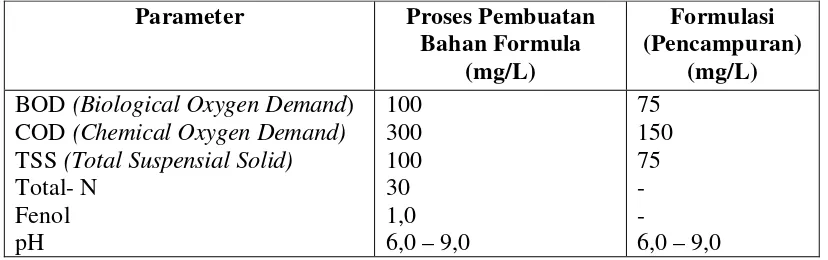
2.2. Parameter Pengukuran Limbah Cair ... II-50
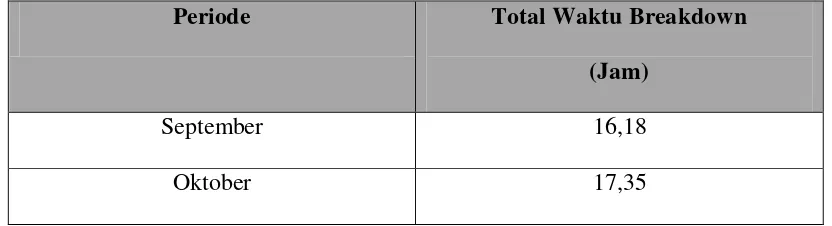
5.1. Data Waktu Breakdown Mesin Pencetakan Tablet ... V-3
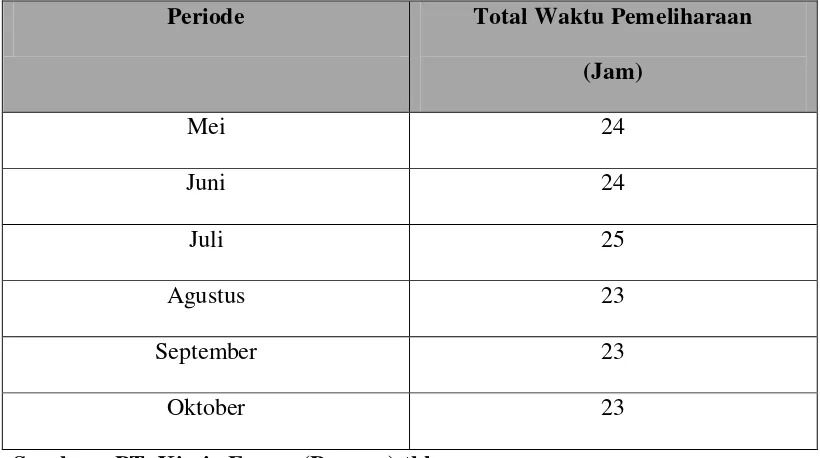
5.2. Data Waktu Pemeliharaan Mesin Pencetakan Tablet ... V-5
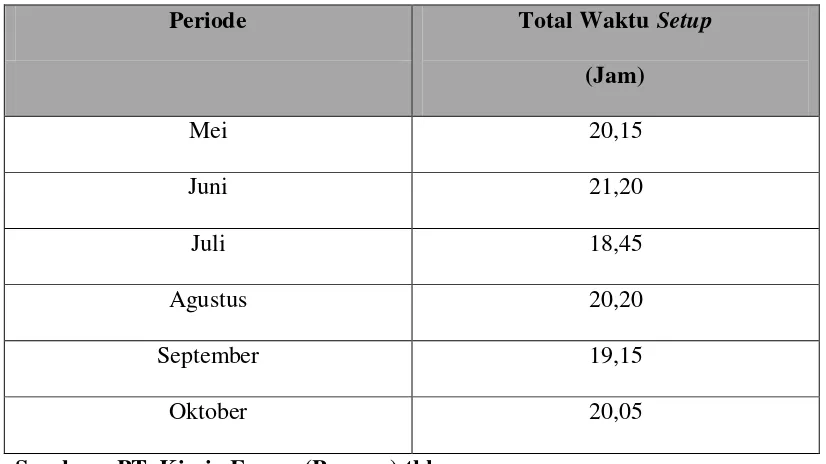
5.3. Data Waktu Setup Mesin Pencetakan Tablet ... V-6
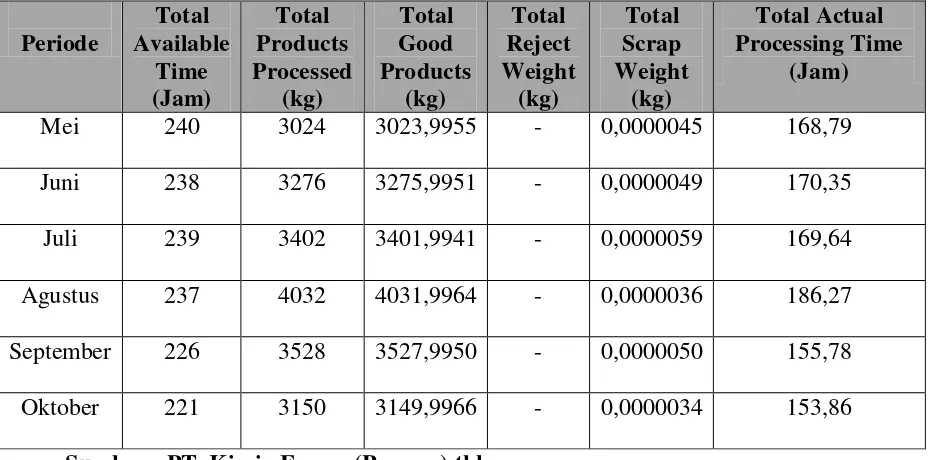
5.4. Data Produksi Mesin Pencetakan Tablet ... V-7
5.5. Data Waktu Proses Operasi Mesin Pencetakan Tablet ... V-8
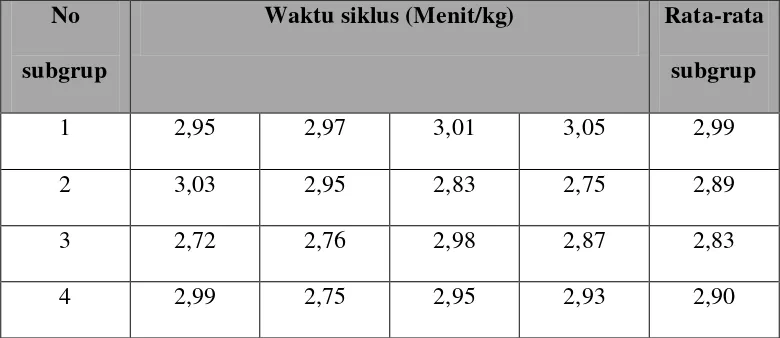
5.6. Pengelompokkan Data satu siklus Operasi pada Mesin
Pencetakan Tablet ... V-10
6.1. Availability Mesin Pencetakan Tablet Periode
Mei-Oktober 2009 ... VI-3
6.2. Performance Efficiency Mesin Pencetakan Tablet
(Mei-Oktober 2009) ... VI-4
6.3. Rate of Quality Products Mesin Pencetakan Tablet
(Mei-Oktober 2009) ... VI-6
6.4. Overall Equipment Effectiveness Mesin Pencetakan Tablet
(Mei-Oktober 2009) ... VI-7
6.5. Breakdown Mesin Pencetakan Tablet
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.6. Setup Loss Mesin Pencetakan Tablet (Mei-Oktober 2009) ... VI-10
6.7. Idling/Minor Stoppages Loss Mesin Pencetakan Tablet
(Mei-Oktober 2009) ... VI-12
6.8. Reduced Speed Loss Mesin Pencetakan Tablet
(Mei-Oktober 2009) ... VI-14
6.9. Rework Loss Mesin Pencetakan Tablet (Mei-Oktober 2009) ... VI-15
6.10. Yield/Scap Loss Mesin Pencetakan Tablet (Mei-Oktober 2009) ... VI-16
6.11. Persentase Faktor Six Big Losses Mesin Pencetakan Tablet
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi ... II-8
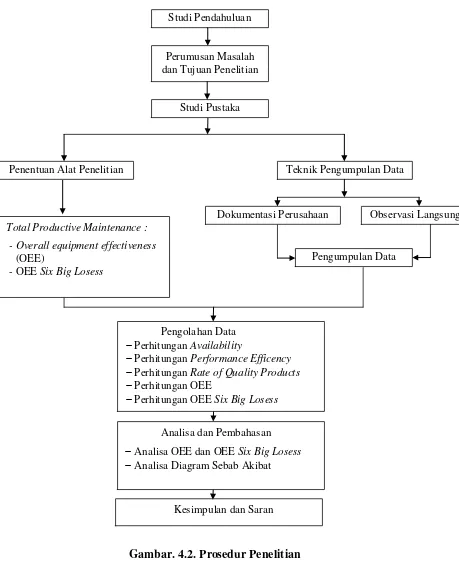
4.1 Parameter Pengukuran Limbah CaProsedur Penelitian ... IV-5
5.1. Peta Kontrol Data Waktu Siklus Mesin Pencetakan Tablet ... V-12
6.1. Histogram Six Big Losses Mesin Pencetakan Tablet ... VI-18
6.2. Diagram Pareto Six Big Losses Mesin Pencetakan Tablet ... VI-18
ABSTRAK
PT. Kimia Farma (Persero) Tbk merupakan perusahaan yang bergerak di bidang obat-obatan dimana produk yang dihasilkan adalah berupa obat-obat generik.. Perusahaan ini memproduksi tiga jenis produk yaitu dalam bentuk kapsul, tablet dan krim. Perusahaan ini tidak terlepas dari masalah penurunan produktivitas dan efisiensi mesin/peralatan di lantai pabrik. Penurunan produktivitas ini akibat adanya penggunaan mesin yang tidak baik dan enam kerugian besar (six big losses) bagi perusahaan. Mesin yang sering mengalami kerusakan terjadi pada mesin pencetakan tablet.
Penelitian dilakukan bertujuan untuk mengurangi terjadinya cacat produk dari penggunaan mesin pencetakan tablet dan menganalisa efisiensi produksi pada PT. Kimia Farma (Persero), Tbk pada periode Mei sampai dengan Oktober 2009 menggunakan pengukuran Overall Equipment Effectiveness dengan acuan Total Productive Maintenance. TPM adalah salah satu metode untuk meningkatkan efisiensi dan mengurangi kerugian-kerugian yang diakibatkan tidak efektifnya mesin/peralatan diperusahaan pada semua bidang dengan melibatkan semua pihak. sebagai tahap pertama dalam usaha peningkatan efisiensi produk adalah dengan mengunakan Overall Equipment Effectiveness. Hasil
Metode pengukuran efektifitas penggunaan mesin pencetakan tablet sebagai tahap pertama dalam usaha meningkatkan efisiensi produksi adalah dengan menggunakan Overall Equipment Effectiveness (OEE). Hasil pengukuran OEE kemudian jadi dasar untuk proses berikutnya yakni pengukuran Six Big Losses, dengan mencari faktor dari Six Big Losses yang memberikan kontribusi terbesar terhadap tingginya efisiensi mesin pencetakan tablet yang hilang. Hasil perhitungan menunjukkan bahwa mesin pencetakan tablet mempunyai nilai berkisar antara 55,99% - 63,58%.
Kerugian-kerugian dapat digolongkan ke dalam enam kerugian besar (Six Big Losses), yaitu kerugian karena kerusakan peralatan (equipment failur), pemasangan dan penyetelan (set-up and adjustment losses), beroperasi tanpa beban (idling and minor stoppage losses), penurunan kecepatan produksi (reduced speed losses), kerusakan pada produk (process defect losses) dan kerugian untuk mencapai kondisi produksi yang stabil (reduced yieid losses).
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
PT. Kimia Farma (Persero) Tbk merupakan perusahaan yang bergerak di
bidang obat-obatan dimana produk yang dihasilkan adalah berupa obat-obat
generik. Jumlah kapasitas produksi yang dihasilkan perusahaan ini untuk obat
tablet adalah lebih dari 252 kg/hari. Perusahaan ini tidak terlepas dari masalah
penurunan produktivitas dan efisiensi mesin/peralatan di lantai pabrik. Penurunan
produktivitas ini akibat adanya penggunaan mesin yang tidak baik dan enam
kerugian besar (six big losses) bagi perusahaan. Mesin yang sering mengalami
kerusakan terjadi pada mesin pencetakan tablet. Kerusakan pada mesin ini
diakibatkan dari pemakaian waktu setup yang terlalu lama. Pemakaian waktu
setup yang terlalu lama dapat menyebabkan kerugian karena waktu yang
digunakan bisa lebih dimanfaatkan untuk jalannya proses produksi. Untuk waktu
setup yang digunakan di PT kimia farma (Persero) Tbk membutuhkan waktu
setup selama 1 jam. Berhenti sesaat ketika proses produksi berjalan, dan tidak
dilakukan pemeliharaan yang rutin sebelum mesin pencetakan tablet ini
digunakan. Penggunaan mesin yang tidak maksimal pada mesin pencetakan ini
dapat menyebabkan produk yang cacat.
Hal yang dilakukan untuk menangani kerusakan pada mesin ini adalah
sebelum mesin digunakan dilakukan pemeliharaan yang rutin untuk menjaga agar
menjadi kerusakannya. Sehingga dapat mengadakan perbaikan sebelum
mesin/peralatan mengalami breakdown.
Penelitian yang dilakukan oleh didik wahyudi, 2009 di perusahaan x yang
memiliki penurunan produktivitas dari penggunaan mesin yang tidak efisien dan
efektif yang menyebabkan output yang dihasilkan tidak maksimal. Mesin yang
digunakan sering mengalami kerusakan karena keadaan mesin yang kurang
terpelihara. Penurunan produktivitas ini dapat dilihat dari rendahnya nilai OEE
(Overall Equipment Effectiveness) yang masih rendah. Dengan melakukan
penerapan TPM ini nilai OEE di PT X akan meningkat dari 67,76% menjadi
81,88%.
1.2. Rumusan Masalah
Perumusan masalah dalam penelitian ini adalah mencari faktor-faktor
penyebab dari keenam kerugian besar (six big losses) yang umum di PT Kimia
Farma (Persero) Tbk. Dan melakukan analisa terhadap penyebab besarnya
kontribusi faktor-faktor dari keenam kerugian tersebut sebagai awal untuk dapat
menerapkan TPM.
1.3. Tujuan dan Manfaat Penelitian
Adapun tujuan penelitiannya adalah :
- Mengurangi terjadinya cacat produk dari penggunaan mesin pencetakan
- Mengetahui produktivitas mesin dalam proses produksi menggunakan Overall
Equipment Effectiveness.
- Mengetahui besarnya persentase masing-masing faktor yang terdapat
dalam six big losses dan melakukan analisis terhadap faktor-faktor dari
enam kerugian tersebut sebagai dasar untuk dilakukan perbaikan dengan
menggunakan Diagram Sebab Akibat.
Adapun manfaat penelitan ini adalah :
1. Menjadi bahan masukan bagi perusahaan dalam menyusun rencana
peningkatan produktivitas dan efisiensi mesin/peralatan dengan
memaksimalkan efektifitas penggunaan mesin/peralatan.
2. Memberi masukan kepada perusahaan untuk dapat memperbaiki metode
pemeliharaan (maintenance) yang telah diterapkan selama ini.
3. Agar perusahaan dapat mengetahui efektifitas penggunaan mesin/peralatan
produksi secara menyeluruh yang akan memberikan informasi sebagai
bahan pertimbangan untuk program peningkatan produktivitas dan
efisiensi perusahaan di masa yang akan datang secara terus menerus
(continous improvement).
4. Meningkatkan keterampilan bagi penulis untuk dapat menyelesaikan
permasalahan yang berkaitan dengan peningkatan efisiensi lini produksi
1.4. Batasan masalah dan asumsi
Batasan masalah dalam penelitian ini adalah :
a. Pengukuran efektifitas dan efisiensi pada mesin pencetakan tablet
dilakukan untuk periode Mei-Oktober 2009.
b. Tingkat efisiensi mesin/peralatan yang diukur adalah dengan
menggunakan metode OEE (Overall Equipment Effetiveness) sesuai
dengan prinsip-pinsip Total Productive Maintenance (TPM) untuk dapat
mengetahui besarnya rugi-rugi pada mesin/peralatan (Equipment Losses)
yang lebih dikenal dengan nama Six Big Losses.
Asumsi yang digunakan dalam penelitian ini adalah :
a. Pengukuran yang dilakukan dianggap sebagai langkah awal dimulainya
program perbaikan efisiensi mesin/peralatan, sehingga pengukuran yang
dilakukan bertujuan untuk menganalisis permasalahan yang berkaitan
dengan efisiensi yang belum pernah dilakukan sebelumnya.
b. Tidak terjadi perubahan sistem produksi selama penelitian berlangsung.
c. Mesin/peralatan dan operator adalah diasumsikan sebagai suatu sistem
kerja yang utuh dan tidak terpisah dalam suatu proses kerja yang menjadi
objek kerja pada penelitian ini.
d. Para karyawan dan pimpinan mempunyai komitmen yang kuat untuk
mendukung peningkatan produktivitas dan efisiensi mesin/peralatan pada
1.5. Sistematika Penulisan Laporan
Agar lebih mudah dan ditelusuri maka sistematika penulisan tugas sarjana
ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I : PENDAHULUAN
Dalam bab ini diuraikan mengenai latar belakang permasalahan,
rumusan permasalahan, tujuan penelitian, manfaat penelitian,
batasan masalah dan asumsi yang digunakan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab ini memuat secara singkat dan padat berbagai atribut dari
PT. Kimia Farma (persero) Tbk menjadi objek penelitian, jenis
produk dan spesifikasinya, bahan baku, proses produksi, mesin
dan peralatan yang digunakan dalam menunjang proses produksi,
mesin dan peralatan yang digunakan dalam menunjang proses
produksi serta organisasi dan manajemen.
BAB III : LANDASAN TEORI
Dalam bab ini diuraikan mengenai tinjauan-tinjauan kepustakaan
yang berisi teori-teori dan pemikiran-pemikiran yang
berhubungan dengan pemeliharaan mesin/peralatan dan
digunakan sebagai landasan dalam pembahasan serta pemecahan
masalah.
BAB IV : METODOLOGI PENELITIAN
penelitian meliputi tahapan-tahapan penelitian dan penjelasan
tiap tahapan secara ringkas disertai diagram alirannya.
BAB V : PENGUMPULAN DATA DAN PENGOLAHAN DATA
Bab ini memuat data-data hasil penelitian yang diperoleh dari
perusahaan sebagai bahan untuk melakukan pengolahan data
yang diigunakan sebagai dasar pada pembahasan masalah.
BAB VI : PEMECAHAN MASALAH
Bab ini berisi perumusan dan perencanaan langkah-langkah yang
akan dilakukan dalam memecahkan masalah, perhitungan
availibility, performance efficiency dan rate of quality products
yang akan digunakan untuk penentuan OEE(Overall Equipment
Effectiveness) untuk mengetahui seberapa besar rugi-rugi
efiisiensi pada mesin/peralatan (equipment losses).
BAB VII : ANALISIS PEMECAHAN MASALAH
Bab ini memuat langkah-langkah yang akan dilakukan dalam
menganalisis hasil perhitungan equipment availability,
performance efficiency dan rate of quality products yang akan
digunakan dalam penentuan OEE (Overall Equipment
Effectiveness) untuk mengetahui seberapa besar perubahan
tingkat efektivitas dan efisiensi penggunaan mesin/peralatan
produksi dan untuk memperoleh penyelesaian dari masalah yang
BAB VII : KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang dapat diambil oleh penulis dari
hasil penelitian ini serta rekomendasi saran-saran yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Kimia Farma (Persero) Tbk. merupakan perusahaan Badan Usaha
Milik Negara (BUMN) yang dibentuk sebagai perusahaan Perseroan pada tanggal
16 agustus 1971. sejarah berdirinya PT. Kimia Farma (Persero) Tbk. Terdiri atas
beberapa periode yaitu :
a. Periode I (1957-1959)
Pada periode ini malaksanakan nasionalisasi perusahaan farmasi milik
bangsa Belanda yang ada di Indonesia. Program nasionalisasi ini di koordinasi
oleh Badan Pengambil alihan Farmasi (BAPHAR) yang meliputi :
1. NV. Rathkamp & NV. Bavosta di Jakarta
2. NV. Bandoengshche Kinine Fabriek di Bandung
3. NV. Orderneming Iodium Watudakon di Mojokerto
4. NV. Industri Tella di Surabaya
5. CV. Apotek Malang di Malang
b. Periode II (1960-1968)
Periode ini adalah periode pembentukan Perusahaan Negara farmasi (PNF)
dari perusahaan-perusahaan farmasi milik Belanda yang telah di nasionalisasikan
sebelumnya. Pembentukan PNF ini berdasarkan PP. No.60/1961 dibawah
koordinasi Badan Pimpinan Umum Farmasi Negara sebagai peleburan BAPPHAR
yang bernaung di bawah Departemen kesehatan.
Perusahaan-perusahaan yang didirikan adalah :
1. PNF. Radja farma (ex. Rathkamp) di Jakarta
2. PNF. Nurani Farma (ex. Van Gorkomp) di Jakarta
3. PNF. Nakula Farma (ex. Bavosta) di Jakarta
4. PNF Bhineka Kina farma di Bandung
5. PNF. Sari Husada (ex. Sari Delle) di Yogyakarta
6. PNF. Kasa Husada (ex. Varbanstaffen) di Surabaya
7. PNF. Biofarma (ex. Pasteur Institute) di Bandung
c. Periode III
Untuk meningkatkan efisiensi setiap BUMN, dikeluarkan instruksi
Presiden No.17/1967 sehingga Departemen Kesehatan melebur perusahaan milik
negara terrsebut ke ddalam perusahaan Negara Farmasi dan alat-alat kesehatan
Bhineka Farma dan PNF Kasa Husada di Surabaya di rubah menjadi perusahaan
umum dan perusahaan daera, kemudian PN Sari Husada di Yogyakarta berdiri
d. Periode IV
Periode IV di mulai tahun 1971 ditandai dengan dikeluarkannya PP No.
116 tahun 1971 yang berlaku sejak tanggal 19 maret 1971. Perusahaan Negara
Farmasi dan Alat-Alat Kesehatan Bhinneka Kimia Farma setelah melalui proses
audit dinyatakan lulus untuk menjadi Perseroan Terbatas (PT) yang selanjutnya
disahkan pada tanggal 16 agustus 1971 sebagai PT. Kimia Farma (Persero)
dengan Akta Notaris dan di umumkan dalam berita negara.
e. Periode V
Pada periode ini tepatnya tanggal 28 juni 2001 PT. Kimia Farma (Persero)
menjadi Perusahaan terbuka (Tbk) dengan nama PT. Kimia Farma (Persero) Tbk,
dimana untuk privatisasi tahap I saham yang lepas adalah sebanyak 9% dengan
rincian 3 % untuk program Kepemilikan Saham karyawan dan Manajemen
(KSKM) PT. Kimia Farma dan sebanyak 6 % untuk masyarakat umum.
PT. Kmia Farma (Persero) Tbk. Didukung oleh6 unit produk farmasi yang
tersebar di Jakarta, Bandung, Semarang, Watukadon – Jawa Timur dan Tanjung
Morawa- Medan. Keenam Pabrik ini yang telah memenuhi syarat Cara Pembuatan
Obat yang Baik (CPOB) ini adalah :
1. Unit produksi Formulasi Jakarta
Memproduksi obat-obatan golongan narkotika yang merupakan stau-satunya
perusahaan yang memproduksi obat jenis narkotika karena merupakan penugasan
dari pemerintah.
2. Unit Produksi Formulasi Bandung
Mempunyai produk utama berupa pil-pil KB, namun tetap memproduksi
produk-produk formulasi.
3. Unit Produksi Manufaktur Bandung
Memproduksi AKDR (Alat Kontrasepsi Dalam Rahim), juga bahan baku kina
dan derivat – derivatnya serta bahan baku antibiotik rifampicin. Pabrik ini
telah mendapatkan US-FDA Approval.
4. Unit Produksi Manufaktur Semarang.
Memproduksi minyak jarak yang banyak dipakai dalam bidang kosmetika dan
industri farmasi, juga melakukan pemurnian minyak-minyak nabati. Pabrik ini
telah mendapatkan sertifikat ISO 9001 dari Lloyd’s Register Quality
Asusurance (LRQA).
5. Unit Produksi Manufaktur Watukadon
Merupakan satu-satunya pabrik yang mengolah tambang Yodium di
Indonesia. Produk yang dihasilkan Iodium, Kalium Klorida, Kapsul Lunak
Yodiol serta Yodium Test. Selain itu juga memproduksi bahan baku Ferro
Sulfat dan tablet tambah darah.
6. Unit Produksi Formulasi Medan
Merupakan satu-satunya pabrik obat PT. Kimia Farma (Persero), Tbk yang
berada diluar jawa, yang fungsinya terutama memenuhi kebutuhan obat di
PT. Kimia Farma (Persero), Tbk Plant Medan merupakan unit produksi
formulasi yang memproduksi obat-obatan untuk memenuhi kebutuhan obat
Pelayanan Kesehatan Dasar (PKD), obat rutin, dan obat generik. Pabrik ini berdiri
pada tahun 1967 dengan nama PT. Radja Farma dan dulunya juga merupakan
perusahaan farmasi milik Belanda yang dinasionalisasi oleh pemerintah
Indonesia. Pada tahun 1971 perusahaan ini berubah nama menjadi PT. Kimi
Farma dan menjadi perusahaan cabang dari PT. Kimia Farma Jakarta. Dengan
adanya SK Direksi No. Kep. 14/DIR/IV/2004 pada tanggal 14 juni 2004 maka PT.
Kimia Farma cabang berubah menjadi PT. Kimia Farma (Persero), Tbk Plant
Medan. Distribusi obat-obatan PT. Kimia Farma (Persero), Tbk Plant Medan
dikelola oleh Unit Logistik Sentral (ULS) yang ada di jakarta. ULS inilah yang
mendistibusikannya melalui PT. Trading & Distribution PT. Kimia Farma
(Persero), Tbk.
2.2. Ruang Lingkup Bidang Usaha
PT. Kimia Farma (Persero), Tbk memiliki beberapa bidang usaha yang
terdiri atas :
1. Bidang Produksi
Produk-produk andalan yang dihasilkan perusahaan ini adalah :
- Produk Bahan Baku
- Produk Kontrasepsi
- Produk – produk penugasan pemerintah (narkotika)
- Produk ”Over The Counter” (OTC) yaitu obat yang dapat dijual
bebas
- Produk Generik berlogo
- Produk lisensi dari beberapa perusahaan asing yaitu : sankyo
(Jepang), heinrich (Jerman), Solvay Duphar (Belanda).
2. Bidang Pelayanan (PT. Health & Care)
3. Bidang Distribusai (PT. Trading & Distribution)
4. Klinik Kesehatan dan Optik
2.3. Letak dan Lokasi Perusahaan
PT. Kimia Farma (Persero) Tbk. Plant Medan terletak di jalan Tanjung
Morawa km 9, Kabupaten Deli serdang, Propinsi sumatera Utara, Indonesia.
Perusahaan ini berdiri dengan luas lahan 20.269 m yang terdiri dari :
a. Ruang Perkantoran.
b. Ruang Laboratorium
c. Ruang Produksi Tablet/Kapsul
d. Ruang Produksi krim/salep
e. Ruang Penimbangan
f. Gudang Bahan Baku
g. Gudang Bahan Kemas
h. Gudang etiket
j. Bangunan penunjang seperti tempat pencucian, dapur, mushola dan tempat
olahraga.
2.4. Daerah Pemasaran
Proses Produksi PT. Kimia Farma (Persero) Tbk Plant Medan dilakukan
berdasarkan pesanan dari pelanggan (Job order). Pesanan ini sudah diatur oleh
Unit Logistik Sentral (ULS), sehingga jumlah pesanan akan disampaikan ke PT.
Kimia Farma (Persero) tbk Plant Medan untuk kemudian direncanakan jadwal
produksinya. Semua produk hasil produksi plant Medan harus dikirimkan kembali
ke Unit Pedagang Besar Farmasi (PBF). PBF inilah yang mengatur pemasaran
produk ke masing-masing daerah. Untuk hasil produksi plant Medansebagian
besar dipasarkan di pulau Sumatera dan sebagian dipasarkan di Jawa dan daerah
lainnya di Indonesia.
2.5. Organisasi dan Manajemen
Organisasi merupakan sekelompok orang yang bekerja untuk mencapai
suatu tujuan yang sama dan diantara mereka diberikan pembagian tugas. Struktur
organisasi adalah merupakan gambaran skematis tentang hubungan-hubungan dan
kerjasama diantara fungsi-fungsi, bagian-bagian yang menggerakkan organisasi
untuk mencapai tujuan.
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi
yang saling berhubungan dan menyatakan keseluruhan kegiatan untuk mencapai
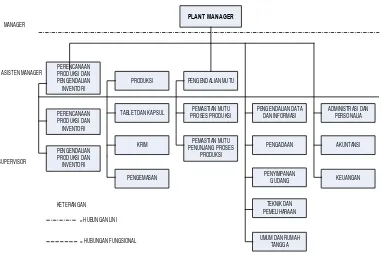
2.5.1. Struktur Organisasi
Gambar struktur organisasi di PT. Kimia Farma Tbk Plant Medan dapat
dilihat pada gambar 2.1. dimana didalamnya mencakup level manager sampai
pada asisten manager dan supervisor.
PLANT MANAGER
UMUM DAN RUMAH TANGGA
Berdasarkan dari keterangan tersebut maka hubungan kerja dalam
organisasi perusahaan PT. Kimia Farma (Persero), Tbk adalah hubungan
campuran lini-fungsional. Hal ini ditunjukkan dengan adanya hubungan lini pada
pelimpahan wewenang dan tanggung jawab manager pabrik kepada asisten
manager sehingga terbentuk departemen produksi, PPIC, dan pengendalian mutu.
Hubungan fungsional dijumpai pada hubungan antara sesama karyawan dengan
bagian personalia, keuangan, akutansi, pengendalian data dan informasi,
pengadaan, gudang, teknik pemeliharaan dan umum dan rumah tangga.
2.5.2. Pembagian Tugas dan Tanggung Jawab
Untuk menjalankan suatu organisasi diperlukan personil yang menduduki
jabatan tertentu di dalam organisasi tersebut. Adapun uraian tugas, wewenang dan
tanggung jawab pada masing – masing jabatan dalam struktur organisasi adalah
sebagai berikut :
1. Plant Manager
a. Menyusun rencana dan program kerja perusahaan yang menyangkut
perencanaan dan pengawasan produksi, kegiatan pemasaran anggaran
perusahaan dan ekspansi perusahaan baik dalam jangka panjang maupun
jangka pendek.
2. Production Planning and Inventory Control (PPIC)
a. Melakukan perencanaan keperluan bahan baku, bahan pengemas sesuai
pesanan pemasaran dan stock produk jadi yang ada di Unit Logistik
Sentral.
b. Menjaga kontinuitas produk yang ada di Unit Logistik Sentral serta
melakukan pemantauan pelaksanaan proses produksi.
c. Pengendalian stock bahan baku, bahan pengemas dan produk jadi yang
ada di gudang penyimpanan, sesuai batas-batas tertentu sehingga dicapai
tingkat stock yang optimal.
d. Pengendalian pemantauan lead time proses produksi, penggunaan bahan
baku dan bahan pengemas, serta melakukan pengiriman produk jadi yang
dihasilkan.
e. Melakukan penyelesaian proses informasi yang diperlukan sesauai dengan
batas waktu yang ditentukan.
f. Melakukan efisiensi penggunaan sarana dan prasarana yang ada di jajaran
PPIC dan melakukan Cost Reduction dalam semua aspek pelaksanaan
tugas.
g. Menglola pelaksanaan kebijakan perencanaan tenaga kerja dan pembinaan
SDM di lingkungan Asisten Manager PPIC
3. Perencanaan Produksi dan Inventory
a. melakukan perencanaan dan pemantauan ke[erluan bahan baku, bahan
pengemas yang diperlukan untuk proses produksi sesuai rencana proses
b. Pendataan kebutuhan bahan baku dan gahan pengemas berdasarkan
pesanan obat jadi dan persdiaan bahan baku dan bahan pengemas serta
produk antara dan produk ruahan.
c. Pemantauan dan evaluasi harga Pokok Produksi berdasarkan obat jadi
berdasarkan harga bahan baku dan bahan pengemas
d. Melakukan penyelesaian proses informasi yang diperlukan sesuai dengan
batas waktu yan ditentukan.
e. Melakukan efisiensi penggunaan sarana dan prasarana yang ada di jajaran
Supervisor Perencanaan Bahan dan melakukan cost reductiondalam semua
aspek pelaksanaa tugas.
4. Pengendalian Produksi dan Inventory
a. Melaksanakan dan pemantauan rencana dan jadwal produksi serta
pemantauan pesanan obat jadi, penyediaan bahan baku dan bahan
penggemas, pendistribusian dan pengiriman obat jadi.
b. Pemantauan penyiapan dan pelaksanaan produksi obat sesuai dengan
pesanan (pending order)
c. Perhitungan realisasi pengiriman dan jumlah nilai rupiah barang yang akan
diasuransikan.
d. Penyelenggaraan administrasi di lingkungan Seksi Pengendalian Produksi.
e. Melakukan penyelesaian proses informasi yang diperlukan sesuai dengan
batas waktu yang ditentukan.
f. Melakukan efisiensi penggunaan sarana da prasarana yang ada di jajaran
g. Melaksanakan program Cost Reduction dijajaran Supervisor Pengendalian
Produksi.
h. Mengelola pelaksanaan kebijakan perencanaan tenaga kerja dan
pembinaan SDM di jajaran Supervisor Pengendalian Produksi.
5. Produksi
a. Merencanakan, menata, melaksanakan dan mengawasi penyajian rencana
kebutuhan, jadwal produksi.
b. Mengawasi kegiatan produksi, penerimaan bahan serta hasil produksi dari
mulai produk antara, produk ruahan sampai obat jadi.
c. Pemeliharaan dan penggunaan sarana dan prasarana yang diperlukan o;eh
Plant Medan baik untuk kegiatan prouksi maupun kegiatan yang lainnya.
d. Mengelola pelaksanaan kebijakan perencanaan tenaga kerja dan
pembinaan SDM di lingkungan Asisten Manager.
6. Supervisor Tablet/Kapsul
a. Mengatur agar obat di produksi menurut prosedur pembuatan yang telah
ditentukan CPOB sesuai dengan jadwal yang dikeluarkan oleh PPIC.
b. Pemantauan, pengambilan, penimbangan/pengukuran bahan baku pada
formulir catatan Pengolahan Batch produksi tablet/kapsul yang sesuai
dengan CPOB.
c. Pemantauan kegiatan produksi Tablet/kapsul sesuai dengan CPOB serta
menjaga kebersihan alat maupun tempat kerja dan menjamin peralatan
d. Mengatur tugas para operator secara efektif, efisien dan menangani
kesukaran teknis pembuatan obat.
e. Mengatur ketertiban/disiplin bawahan serta menjaga suasana kerja yang
baik.
f. Pemantauan penyimpanan sementara bat setengah jadi dan penyerahan
obat setengah jadi ke Seksi Pengemasan.
g. Memeriksa dan mengisi dengan benar catatan Pengolahan Batch dan
penyajian laporan hasil produksi tablet/kapsul.
h. Pengusulan pengadaan, pengembangan, pembinaan serta pelaksanaan
penilaian pegawai dilingkungan seksi tblet/kapsul.
i. Penyelenggaraan administrasi dilingkungan seksi tablet/kapsul.
j. Pengusulan dan penerapan Rencana Kerja di lingkungan seksi
tablet/kapsul.
k. Pengusulan Investasi dan Rehabilitasi sarana kerja di lingkungan seksi
tablet/kapsul.
l. Penggunaan dan pemeliharaan Inventaris perusahaan dilingkungan seksi
tablet/kapsul.
m. Penyelenggaraan kegiatan lain yang ditugaskan secara insidentil.
7. Supervisor Krim/Salep.
a. Mengatur agar obat diproduksi menurut prosedur pembutan yang telah
b. Pemantauan, pengambilan, penimbangan /pengukuran bahan baku, pada
formulir Catatan Pengolahan Batch produksi krim/obat luar yang sesuai
dengan CPOB.
c. Pemantauan kegiatan produksi krim/obat luar sesuai dengan CPOB seta
menjaga kebersihan alat maupun tempat kerja dan menjamin peralatan
yang akan digunakan dalam keadaan bersih dan siap pakai.
d. Mengatur tugas para operator secara efektif dan efisien dan menangani
kesukaran teknis pembuatan obat.
e. Mengatur ketertiban/disiplin bawahan serta menjaga suasana kerja yang
baik.
f. Pemantauan penyimpanan sementara obat setengah jadi dan penyerahan
obat setengah jadi ke Seksi Pengemasan.
g. Memeriksa dan mengisi dengan benar Catatan Pengolahan Batch dan
penyajian laporan harian hasil produksi krim/obat luar.
h. Pengusulan pengadaan, pengembangan, pembinaan serta pelaksanaan
penilaian pegawai dilingkungan seksi krim/obat luar.
i. Penyelenggaraan administrasi di lingkungan seksi krim/obat luar.
j. Pengusulan dan penerapan Rencana kerja di lingkungan seksi krim/obat
luar.
k. Pengusulan Investasi dan rehabilitasi sarana kerja di lingkungan seksi
krim/obat luar.
l. Penggunaan dan pemeliharaan inventaris peruasahaan di lingkungan seksi
m. Penyelenggaraan kegiatan lain yang ditugaskan secara insidentil.
8. Supervisor Pengemasan
a. Mengatur agar obat dikemas menurut prosedur pengemasan yang telah
ditentukan CPOB dan sesuai dengan jadwal yang dikeluarkan oleh PPIC.
b. Pemantauan penerimaan produk ruahan, penerimaan dan penandaan bahan
kemasan sesuai dengan formulir catatan pengemasan batch yang telah
ditentukan oleh CPOB.
c. Pemantauan kegiatan pengemasan primer dan sekunder sesuai dengan
CPOB serta kebersihan alat maupun tempat kerja di lingkungan seksi
pengemasan.
d. Pemantauan penyimpanan sementara obat jadi di gudang karantina dan
penyerahan obat jadi ke gudang obat jadi.
e. Memeriksa dan mengisi dengan benar catatan pengemasan batch dan
penyajian laporan hasil pengemasan.
f. Mengatur tugas operator/pelaksana secara efektif, efisien dan
menanganikesukaran teknis pengemasan obat.
g. Mengatur ketertiban/disiplin bawahan serta menjaga suasana kerja yang
baik.
h. Pengusulan pengadaan, pengembangan dan pembinaan serta pelaksanaan
penilaian pegawai dilingkungan seksi pengemasan.
9. Pengendalian Mutu
a. Merencanakan, menata, melaksanakan dan mengawasi pelaksanaan
pemeriksaan bahan baku,bahan pengemas, produk antara, prodk ruahan
dan produk jadi serta melaksanakan pemeriksaan selama proses produksi.
b. Pemantauan pemanfaatan dan pemeliharaan sarana pemeriksaan bahan
baku, bahan pengemas dan pemeriksaan produk dalam proses.
c. Pemantauan dan pemeliharaan kondisi lingkungan pabrik dan
melaksanakan pemantauan baku mutu air limbah yang dihasilkan plant
medan.
d. Melaksanakan semua ketentuan cGMP atau CPOB terkini dalam
melakukan tugas pemeriksaan bahan baku, bahan pengemas, produk
antara, produk ruahandan produk jadi serta pemeriksaan selama proses
produksi.
e. Mengelola pelaksanaan kebijakan perencanaan tenaga kerja dan
pembinaan SDM di lingkungan Asisten Manager Pengendalian Produksi.
10.Pemastian Mutu Proses Produksi.
a. Pemantauan pemeriksaan bahan baku, bahan pengemas dan produk dalam
proses yang harus diperiksa.
b. Pemantauan pendataan dan inventarisasi bahan baku, bahan pengemas dan
produk dalam proses.
c. Penyiapan laporan hasil pemantauan kegiatan pemeriksaan bahan baku,
d. Penyelenggaraan administrasi di lingkungan seksi pemeriksaan bahan
baku dan IPC.
e. Penyusunan konsep surat menyurat yang meliputi kegiatan pemeriksaan
bahan baku, bahan pengemas dan produk dalam proses.
11.Pemastian Mutu Penunjang Proses Produksi
a. Pemantauan pemeriksaan bahan jadi, pemeriksaan mikrobologi dan
pemeriksaan limbah.
b. Pemantauan pendataan dan inventarisasi obat jadi yang harus diperiksa.
c. Pemantauan pemanfaatan sarana pemeriksaan obat jadi, pemeriksaan
mikrobiologi dan limbah.
d. Penyiapan laporan hasil pemantauan kegiatan pemeriksaan obat jadi,
pemerikasaan mikrobiologi dan limbah.
12.Supervisor Pemeliharaan dan energi.
a. Pemantauan kegiatan pemeliharaan dan perbaikan produksi, sarana
laboratorium, tata usaha, PPIC, gudang serta kelengkapannya.
b. Membantu pemantauan pemanfaatan sarana untuk pemeliharaan dan
perbaikan sarana produksi dan energi, sarana laboratorium, tata usaha,
PPIC serta lingkungan dan kelengkapannya.
c. Penyajian laporan hasil pemantauan kegiatan pemeliharaan dan perbaikan
instalasi energi sarana produksi, sarana laboratorium, tata usaha, PPIC,
d. Pengusulan pengadaan, pengembangan, pembinaan serta pelaksanaan
penilaian pegawai di lingkungan seksi pemeliharaan dan energi.
e. Penyelenggaraan administrasi di lingkungan seksi pemeliharaan dan
energi.
f. Pengusulan dan penggunaan rencana kerja dan anggaran perusahaan
(RKAP) di lingkungan seksi pemeliharaan dan energi.
g. Pengusulan pengadaan, pengembangan, pembinaan serta pelaksanaan
penilaian pegawai dilingkungan seksi pemeliharaan dan energi.
h. Penggunaan dan pemeliharaan inventaris perusahaan di lingkungan seksi
pemeliharaan dan energi.
i. Penyelenggaraan kegiatan lain yang ditugaskan secara insidentil.
13.Supervisor Penyimpanan
a. Pemnatauan penerimaan, penyimpanan dan pengeluaran bahan baku obat,
bahan pengemas dan obat jadi.
b. Penyusunan laporan permohonan periksa atas barang yang diterima sesuai
dengan permintaan bahan.
c. Pengawasan penimbangan dan pengeluaran bahan sesuai dengan surat
perintah pengeluaran bahan.
d. Merencanakan penyusunan dan penempatan bahan baku obat, bahan
pengemas dan obat jadi sesuai dengan kapasitas gudang.
e. Pemantauan persediaan bahan baku, bahan pengemas dan obat jadi serta
f. Menolak barang yang tidak sesuai kualitas dan kuantitas (secara visual)
dan membuat berita acara.
g. Pengusulan pengadaan, pengembangan, pembinaan serta pelaksanaan
penilaian pegawai di lingkungan seksi pergudangan.
h. Penyelenggaraan administrasi di lingkungan seksi pergudangan.
i. Pengusulan dan penerapan rencana kerja di lingkungan seksi pergudangan.
j. Pengusulan investasi dan rehabilitasi sarana kerja di lingkungan seksi
pergudangan
k. Penggunaan dan pemeliharaan inventaris perusahaan dilingkungan seksi
pergudangan.
l. Penyelenggaraan kegiatan lain yang ditugaskan secara insidentil.
14.Supervisor Pengadaan
a. Menerima BPPB (Bon Permintaan Pembelian Bahan Baku/Bahan
Kemasan) dari supervisor PPIC, setelah ditandatangani tanda terimanya
menyerahkan kembali arsipnya kepada supervisor PPIC.
b. Membuat penawaran harga kepada beberapa supplier untuk mengetahui
harga, melalui telepon maupun surat yang di fax.
c. Setelah menerima harga, maka harga terendah dari supplier yang
digunakan untuk membuat harga peasanan bahan baku/bahan kemasan.
d. Membuat surat pesanan bahan baku/bahan kemasan.
e. Sebelum mengirimkan surat pesanan terlebih dahulu mencatatnya ke buku
f. Menelpon supplier kembali apakah mereka menerima surat pesanan atau
belum, apakah mereka sanggup melayani dan kapan mengirimkan bahan
baku/kemasan yang dipesan tersebut.
g. setelah barang diterima mengecek kembali melalui BM (Barang Masuk)
apakah barang yang dikirim sesuai dengan surat pesanan, baik jenis
maupun jumlahnya, ataupun kalau keadaan barang tidak memenuhi syarat
setelah diperiksa
h. Mengecek faktur yang diberikan oleh supplier, apakah harga sesuai
dengan penawaran/perjanjian seperti yang tertera di surat pesanan.
i. Setelah menerima faktur mencatat harganya diblanko BM (Barang Masuk)
dan mencatat BM tersebut ke buku besar (catatan pengadaan)
j. Faktur yang belum datang sampai akhir bulan, menelponnya untk
mengirimkan faktur segera guna kebutuhan laporan akutansi pada setiap
bulannya.
k. Penyelenggaraan kegiatan lain yang ditugaskan secara insidentil.
15.Supervisor Akutansi
a. Penerapan peraturan/instruksi sistem prosedur akutansi yang diterapkan
perusahaan.
b. Pencatatan pengeluaran/penerimaan kas, bank dengan sarana jurnal
kas/Bank yang menghasilkan (output ) Buku Harian Kas Dan Bank.
c. Pencatatan barang masuk dengan sarana Nomor Barang Masuk di jurnal
d. Pencatatan pembelian Barang dengan sarana faktur-faktur yang diterima
dari leveransir di jurnal yang menghasilkan Buku Penjualan.
e. Pencatatan Penjualan Barang dengan sarana Faktur Penjualan (NPI) di
jurnal yang menghasilkan Buku Penjualan.
f. Pencatatan Nota Debet (ND) dan Nota Kedit (CN) yang dibebankan atau
diperhitungkan dari kantor pusat dan Unit/Outlet lain dengan sarana di
jurnal yang menghasilkan Buku Memorial (Buku Tambahan).
g. Pengolahan dan penyusunan hasil perhitungan Harga Pokok Penjualan
(HPP) dari hasil produksi.
h. Pengolahan dan penyusunan laporan keuangan antara lain :
- Neraca
- Rugi laba
- Alokasi Biaya
- Cash Flow
i. Daftar aktiva dan penyusutannya.
j. Rincian-rincian rekening.
k. Pengusulan pengadaan, pengembangan, pembinaan serta pelaksanaan
penilaian pegawai di lingkungan Seksi Akuntansi.
l. Penyelenggaraan administrasi di lingkungan Seksi Akuntansi.
m. Pengusulan dan penerapan Rencana Kerja di lingkungan seksi Akuntansi.
16.Supervisor Keuangan.
a. Penyusunan Rencana Anggaran Keuangan Perusahaan untuk masa periode
satu tahun dan membreakdown Anggaran Keuangan perusahaan PT.Kimia
Farma (persero) Tbk Plant Medan yang sudah disetujui RUPS.
b. Pemeriksaan kebenaran bukti-bukti pendukung pengeluaran , penerimaan
kas &bank dari pihak intern maupun ekstern sebelum pihak tersebut
diberikan kepada kasir.
c. Pengaturan anggaran perusahaan dengan cara memberi kode rekening
biaya terhadap bukti pendukung biaya pengeluaran kas dan bank sebelum
diberikan kepada kasiragar biaya-biaya operasional perusahaan tidak
melebihi anggaran keuangan setiap bulannya.
d. Pencatatan bukti-bukti pengeluaran dan penerimaan menjadi bukti kas dan
bank harian.
e. Pemeriksaan buku harian kas bank yang dibuat oleh Bagian Akuntansi.
f. Pemeriksaan kebenaran (NPI) penjualan serta Faktur Pajak Keluaran yang
dibuat oleh bagian penjualan maupun Buku Penjualan yang dibuat oleh
bagian Penjualan yang dibuat oleh bagian penjualan.
g. Pelaksanaan laporan surat Setoran Pajak PPN Kepres 56.
17.Supervisor Umum/RT dan Personalia.
a. Pemantauan dan penyusunan daftar komposisi pegawai serta kedisiplinan
pegawai berdasarkan data absensi, menyiapkan data tegoran tertulis bagi
b. Pemantauan dan Penyusunan daftar gaji, pendapatan lainnya pemotongan
dan pelaporan IP, ISP, iuran Jamsostek, perhitungan seta pelaporan pajak
penghasilan pegawai.
c. Penyusunan dan pemeliharaan arsip data kepegawaian, daftar pembayaran
gaji serta pendapatan lainnya.
d. Penyiapan kartu pegawai dan pendataan kehadiran pegawai serta konduite
pegawai.
e. Menyiapkan usulan pegawai yang akan diusulkan untuk kenaikan
golongan, promosi jabatan dan mutasi pegawai.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja 2.5.3.1.Jumlah tenaga Kerja
Jumlah tenaga kerja yang berada di PT. Kimia Farma (Persero), Tbk ini
terdiri dari tenaga kerja tetap yang merupakan tenaga kerja langsung dan tenaga
kerja tidak langsung. Tenaga kerja langsung adalah pekerja pada bagian
produksi/pengolahan di pabrik, sedangkan tenaga kerja tidak langsung adalah
pekerja yang kerjanya tidak berhubungan langsung dengan produksi.
Jumlah tenaga kerja yang ada di PT. Kimia Farma, Tbk persero ini
berjumlah 77 orang tenaga kerja.
2.5.3.2.Jam Kerja
Jam kerja yang berlaku di PT. Kimia Farma (Persero), Tbk berlaku dari
kerja sehari adalah 8 jam kerja. Jumlah hari kerja dalam seminggu adalah 5 hari
kerja yaitu pada hari senin s/d jum’at.
Tabel 2.1. Perincian Jumlah Tenaga Kerja PT. Kimia Farma (Persero), Tbk Plant Medan
Jabatan/ Bagian Pria Wanita Total
Plant Manager 1 - 1
Teknik dan Pemeliharaan
Akuntansi
Tabel 2.1. Perincian Jumlah Tenaga Kerja PT. Kimia Farma (Persero), Tbk Plant Medan (Lanjutan)
Jabatan/ Bagian Pria Wanita Total
Staff
Teknik dan Pemeliharaan
Tablet/kapsul
Sumber : PT. Kimia Farma (Persero) tbk.
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya 2.5.4.1.Sistem pengupahan
Sistem pengupahan di PT. Kimia Farma (Persero), Tbk Plant Medan
terdiri dari :
1. Gaji dasar I, yaitu berupa gaji pokok ppegawai. Gaji dasar ini diberikan setiap
2. Gaji dasar II, yaitu berupa tunjangan transportasi. Gaji dasar ini diberikan
setiap tanggal 5 tiap bulannya.
3. Tunjangan lainnya, yaitu berupa tunjangan tertib kerja dan upah lembur.
Diberikan setiap tanggal 15 tiap bulannya.
2.5.4.2.Fasilitas Tenaga Kerja
Adapun fasilitas yang diberika perusahaan untuk tenaga kerjanya adalah
sebagai berikut :
1. Perusahaan memberikan Tunjangan Hari raya (THR) dan bonus
2. tunjangan dan pelayanann kesehatan dengan menyediakan dokter perusahaan
dan memberikan rumah sakit rujuka n.
3. pemberian alat keselamatan krja seperti : head cover, masker, sarung tangan,
dan sepatu kerja.
2.6. Proses roduksi
Sebelum dimulainya kegiatan produksi, petugas yang terlibat dalam
kegiatan produksi ataupun yang memasuki area produksi harus memakai pakaian
bersih, penutup kepala, mulut dan mendesinfeksi tangan dengan desinfektan yang
tersedia sebelum memakai sarung tangan.
Hal-hal yang perlu diperhatikan sebelum memulai kegiatan produksi
1. Ruang produksi harus tetap terjaga kebersihannya, dimana kegiatan
pembersihan dilakukan tiap pagi sebelum dimulai kegiatan produksi dan sore
hari sesudah selesai kegiatan produksi.
2. Temperatur dan kelembaban tiap ruangan produksi distur sedemikian rupa
menggunakan Air handling unit (AHU) menggunakan AC sentral.
3. Peralatan yang digunakan harus dipastikan selalu dalam keadaan bersih sebelu
dan sesudah digunakan dalam kegitan produksi.
4. Ruangan produksi harus mendapat penerangan dan pertukaran udara yang
cukup agar kegiatan produksi berjalan dengan lancar.
2.6.1. Standar Mutu Bahan/Produk
Standar mutu di PT kimia Farma (Persero), Tbk ini diwajibkan
menerapkan Cara Pembuatan Obat yang Baik (CPOB) berdasarkan keputusan
Menteri Kesehatan RI No : 43/Menkes/SK/II/1989 tentang Cara Pembuatan Obat
yang Baik dan makanan Depkes RI No : 05410/A/SK/XII/1989 tentang petunjuk
Operasional Penerapan Cara Pembuatan Obat yang Baik.
Pengawasan mutu adalah semua pengawasan yang dilakukan selama
pembuatan dan dirancang untuk menjamin agar produk yang dihasilkan senantiasa
memenuhi spesifikasi, identifikasi, kekuatan, kemurnian dan karakteristik lain
yang telah ditetapkan. Pengawasan mutu merupakan bagian yang paling penting
dari Cara Pembuatan Obat yang Baik (CPOB) agar tiap obat yang dibuat
2.6.1.1.Pemeriksaan Mutu Bahan Baku dan Bahan Pengemas
Bahan baku dan bahan pengemas datang dari pemasok ke bagian gudang,
kemudian petugas laboratorium melakukan sampling dan pemerikksaan terhadap :
1. Bahan baku dan bahan tambahan
a. Pemeriksaan organoleptis, meliputi bentuk, warna, bau dan rasa.
b. Pemeriksaan kimia, meliputi pemeriksaan kualitati, kuantitatif PH.
c. Pemeriksaan fisika, meliputi titk lebur, kelarutan dan berat jenis.
2. Bahan pengemas
f. Pemeriksaan kemasan meliputi ukuran dan kebocoran wadah
g. Pemeriksaan etiket, meliputi ukuran, kebenaran tulisan dan lambang,
desain dan warna.
2.6.1.2.Pengawasan Selama Proses (In Process Control/IPC)
Tujuan dilakukan pengawasan selama berlangsungnya pengolahan yaitu
untuk mencegah terjadinya obat yang tidak memenuhi spesifikasi. Laboratorium
pengujian IPC terletak diarea produksi. Pengawasan ini dilakukan dengan cara
mengambil beberapa contoh dan mengadakan pemeriksaan dan pengujian
terhadap produk yang dihasilkan pada tahap-tahap tertentu dari proses
pengolahan.
Pengawasan dalam proses pengolahan dilaksanakan oleh 2 pihak yaitu :
1. Bagian Produksi, yang menjamin bahwa mesin dan perlatan produksi serta
proses yang digunakan akan menghasilkan produk yang memenuhi spesifikasi
2. Bagian Pengawasan Mutu, yang meyakinkan bahwa produk yang dihasilkan
pada tahap tertentu telah memenuhi spesifikasi yang ditetapkan sebelum
dilanjutkan ke proses berikutnya. Bagian pengawasan mutu memastikan
apakah tahapan lanjutan dari proses pengolahan dapat dilaksanakan
berdasarkan hasil pengujian yang dilakukan.
Pengawasan dalam proses pengolahan IPC hendaklah mengikuti ketentuan
parameter kualitas antara lain :
1. Tablet : pemberian, bobot rata-rata, bobot satuan, kadar bahan aktif,
kekerasan, friabilitas, wktu hancur dan disolusi.
2. Kapsul : pemerian, bobot rata-rata, bobot satuan, kadar bahan aktif, waktu
hancur dan disolusi.
3. Krim dan salep : pemerian, pH (kecuali salep), bobt rata-rata,
homogenitas, dan kadar bahan aktif.
2.6.1.3.Pengawasan dalam Proses Pengemasan
Pengawasan dalam proses pengemasan hendaklah mengikut i pemeriksaan
parameter kualitas antara lain :
a. Kerapatan tutp wadah seperti tutup botol dan tutup tube.
b. Jumlah satuan produk dalam kemasan
c. Kebenaran dan kebersihan bahan pengemas yang dipakai.
d. Kerapian pengemasan, penulisan nomor batch dan tanggal kadaluarsa.
2.6.2. Bahan yang Digunakan 2.6.2.1.Bahan Baku
Bahan baku adalah bahan-bahan yang digunakan sebagai bahan utama
dalam proses produksi, dimana bentuknya akan mengalami perubahan, yang
langsung ikut dalam proses produksi dan terjual pada barang jadi.
Untuk pembuatan tablet antalgin 500 mg, bahan baku yang digunakan
adalah :
1. MT
2. AM
3. MP
4. PP
5. LC
6. TV
7. MS
8. Aq
2.6.2.2.Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan sebagai pelengkap
bahan baku untuk bersama-sama untuk membentuk baran jadi. Bahan-bahan ini
tidak ikut dalam proses tetapi merupakan bagian dalam proses. Yang menjadi
bahan tambahannya adalah sebagai berikut :
1. Kantong Plastik yang berfungsi sebagai media kemasan awal
3. Leaflet, berfungsi sebagai kertas reklame dan penjelasan komposisi bahan.
2.6.2.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam suatu proses
produksi yang dikenakan langsung atau tidak langsung terhadap bahan baku
dalam suatu proses produksi untuk menpatkan produk yang diinginkan tetpai
bahan ini tidak ikut dalam bahan jadi. Pada proses produksi tablet ini tidak
terdapat bahan penolong karena semua bahan yang digunakan dalm proses akan
terdapat pada produk jadi.
2.6.3. Uraian Proses Produksi
Setelah adanya perintah produksi dari PPIC, bagian produksi meminta
bahan baku ke bagian gedung dengan surat perintah pengeluaran bahan baku dan
bahan pengemas, petugas gudang melakukan penimbangan atau penyerahan
bahan sesuai dengan yang ditulis pada SPPBB/SPPBK tersebut. Selama produksi
berlangsung, dibuat laporan proses produksi mulai dari penimbangan bahan baku
sampai pengemasan yang bertujuan untuk dokumentasi.
Sehingga bila terjadi kekeliruan ataupun kesalahan pada proses produksi,
dapat segera diketahui pada proses mana kesalahan tersebut terjadi dan diambil
tindakan untuk mengatasi permasalahan tersebut.
Laporan proses produksi membuat nama sediaan, No batch, Besar Batch,
tahapan proses, operator, tanggal, jam, hasil, pengawasan yang berguna untuk
sediaan. Laporan proses produksi ini diisi oleh petugas yang melakukan suatu
petugas yang melakukan suatu tahapan proses produksi dan diketahui oleh
supervisor produksi.
Selama proses produksi berlangsung dilakukan pengawasan dalam proses
(In Process Control/IPC). IPC yang dilakukan ada 2 macam yaitu :
1. Dilakukan oleh pihak produksi, yaitu setiap 15 menit sekali dilakukan
pemeriksaan keseragaman bobot.
2. Dilaksanakan oleh pengawasan mutu, antara lain : Uji kekerasan, waktu
hancur, disolusi, friabilitas, keseragaman bobot dan kadar zat berkhasiat.
Obat yang telah selesai diproduksi akan dilakukan pengemasan primer di
bagian produksi yang selanjutnya diserahkan ke bagian pengemasan melalui pass
box untuk dilakukan pengemasan sekunder sampai dihasilkan obat jadi. Obat jadi
yang telah selesai dikemas, ditimbang bobotnya dan dicatat, selanjutnya dibuat
permohonan pemeriksaan ke bagian pengawasan mutu untuk dilakukan finished
pack analysis. Obat jadi yang lulus pemeriksaan selanjutnya diserahkan ke
gudang penyimpanan obat jadi.
Bagian produksi pada PT. Kimia Farma (persero) Tbk Plant medan terdiri
dari :
1. Jalur Produksi Tablet
Jalur produksi tablet terletak terpisah dari jalur produksi krim untuk
menghindari terjadinya pencemaran silang. Pada unit tablet juga terdapat
kelembaban dan tekanan dengan AHU, juga dilengkapi dengan dust collector
sentral. Adapun jalur produksi terdiri dari :
a. Ruang Pencampuran
Semua bahan tambahan dan bahan aktif dimasukkan ke dalam super mixer
dan dicampur hingga homogen, pengecualian untuk bahan pelicin dan bahan
penghancur luar. Massa diatas digranulasi dengan menggunakan alat rotary
wet granulator sehingga didapat garnul basah. Untuk selanjutnya granul basah
tersebut dipindahkan ke ruang pengeringan.
b. Ruang Pengeringan
Granul basah yang dihasilkan dikeringkan didalam oven dengan suhu 50-60°
selama 10 jam (tergantung pada bahan baku yang dikeringkan). Kapasitas
oven tersebut 450 kg/hari. Setelah kering dilakukan pemeriksaan laboratorium
dan selanjutnya dipindahkan ke ruangan granulasi untuk dilkukan
pengayakan.
c. Ruang Granulasi.
Massa granul yang telah dikeringkan digranulasi dengan alat communiting fitz
mill, kemudian dipindahkan ke ruang pencampuran.
d. Ruang Pencampuran Akhir
Massa yang telah digranulasi dimasukkan ke dalam alat V-mixer dan
ditambahkan dengan bahan pelicin dan bahan penghancur luar. Hasil yang
diperoleh kemudian diperiksa di bagian IPC. Massa yang telah memenuhi
e. Ruang Pencetakan.
Setelah dicampur di pencampuran akhir maka massa yang telah memenuhi
syarat maka operator akan memasukkan massa tersebut ke dalam ruang
pencetakan. Pencetakan dilakukan misalnya dengan menggunakan mesin
cetak tablet merek cadmach (Cu) dengan kecepatan mesin 50 ribu tablet/jam.
Setiap 15 menit operator harus memeriksa keseragaman bobot. Bagian
pengawasan mutu di ruangan produksi melakukan pemeriksaan/pengujian
terhadap produk yang meliputi : Pemerian, friabilitas, waktu hancur,
kekerasan tablet, disolusi dan keseragaman bobot.
f. Ruang Sortir
Tablet yang dihasilkan akan disortir oleh petugas dari debu dan juga bentuk
tablet yang tidak bagus/pecah, kemudian dipindahkan keruang pengemasan.
g. Ruang Pengemasan.
Tablet yang telah disortir akan dibawa keruang pengemasan primer dan
dikemas dalam kantong plastik. Tiap kantong berisi 1000 tablet dengan
menggunakan mesin penghitung dan silica gel. Setelah selesai dilakukan
pengemasan primer, tablet yang telah dikemas akan dipindahkan ke ruangan
Mesin dan Peralatan 2.7.1. Mesin Produksi
PT. Kimia Farma (Persero) Tbk Plant Medan dalam melaksanakan proses
produksi menggunakan sarana produksi berupa mesin-mesin dan peralatan
sebagai berikut:
1. Kualifikasi Mesin Krim
a. Tube Filling Machine
Fungsi : Untuk pengisian massa krim ke dalam tube kosong secara semi
otomatis
Spesifikasi Motor Penggerak
Mere : ELEMECH
Voltase: 380 V
Daya : 2.5 HP
Cos ∅ : 0,8
b. Mixer
Fungsi : Untuk mencampur massa krim sehingga menghasilkan campuran
yang homogen
Spesifikasi motor penggerak
Merek : BTT
Voltase: 380 V
Daya : 2 HP
Cos ∅ : 0,75
Fungsi : Untuk pengisian massa krim ke dalam tube kosong.
Spesifikasi Motor Penggerak
Merek : PHARMEQ ATF-12
Voltase : 380 V
Daya : 4 HP
Cos ∅ : 0,8
d. Ultra Turrax
Fungsi : Untuk mencampur massa krim sehingga menghasilkan campuran
yang homogen..
Spesifikasi Motor Penggerak
Mere : IKA WERK
Voltase : 380 V
Daya : 4 HP
Cos ∅ : 0,75
e. Double Jacket Tank 50 LTR
Fungsi : Untuk mendidihkan Aquadest dan melebur bahan baku krim
Spesifikasi Motor Penggerak
Merek : ELEMECH
Voltase: 380 V
Daya : 2.5 HP
Cos ∅ : 0,8
f. Double Jacket Tank 50 LTR
Spesifikasi elemen pemanas
Merek : BTT
Voltase : 380/220 V
Daya : 0,4 HP
Cos ∅ : 0,8
2. Kualifikasi Peralatan Mesin Tablet
a. Transfer Powder
Fungsi : Untuk mentransfer powder pada wadah penyimpanan powder ke
corong hopper.
Spesifikasi motor penggerak
Merek : CFM
Voltase : 380/220 V
Daya : 0,55 KW
Cos ∅ : 0,8
b. Rotari Tabletting Machine
Fungsi : Untuk mencetak massa yang berupa serbuk butiran menjadi tablet
dengan sistem kempa cetak.
Spesifikasi motor penggerak
Merek : CMB-4
Voltase : 380V
Daya : 5 HP
c. Transfer Powder
Fungsi : Untuk mentransfer powder pada wadah penyimpanan powder
kecorong hopper.
Spesifikasi motor penggerak
Merek : CFM
Voltase : 380V
Daya : 4 HP
Cos ∅ : 0,8
d. Transfer Powder
Fungsi : Untuk mentransfer powder pada wadah penyimpanan powder
kecorong hopper.
Spesifikasi motor penggerak
Merek : CFM
Voltase : 380/220V
Daya : 0,55 KW
Cos ∅ : 0,8
e. Rotary Tabletting Machine
Fungsi : Untuk mencetak tablet.
Spesifikasi motor penggerak
Merek : NRT 25
Voltase : 380V
Daya : 7 HP
f. Transfer Powder
Fungsi : Untuk mentransfer powder pada wadah penyimpanan powder
kecorong hopper.
Spesifikasi motor penggerak
Merek : CFM
Voltase : 380V
Daya : 4 HP
Cos ∅ : 0,75
g. Oscilating Granulator
Fungsi : Untuk menggranulasi granul kering yang berasal dari
pengeringan.
Spesifikasi motor penggerak
Merek : JACKSON
Voltase : 380V
Daya : 1,5 HP
Cos ∅ : 0,75
h. Cumminiting Fitz Mill
Fungsi : Untuk menggranulasi granul kering yang berasal dari
pengeringan.
Spesifikasi motor penggerak
Merek : RIMEK
Voltase : 380V
Cos ∅ : 0,85
i. Cumminiting Fitz Mill
Fungsi : Untuk menggranulasi granul kering yang berasal dari
pengeringan.
Spesifikasi motor penggerak
Merek : RIMEK
Voltase : 380V
Daya : 7,5 HP
Cos ∅ : 0,85
j. Oven
Fungsi : Untuk mengeringkan granul basah yang berasal dari
pencampuran.
Spesifikasi elemen pemanas
Merek : BTT
Voltase : 380V
Daya : 8 HP
Cos ∅ : 0,8
k. Oven
Fungsi : Untuk mengeringkan granul basah yang berasal dari
pencampuran.
Spesifikasi elemen pemanas
Merek : PHARMEQ- Bandung
Daya : 8 HP
Cos ∅ : 0,8
l. Drying Oven
Fungsi : Untuk mengeringkan granul basah yang berasal dari
pencampuran.
Spesifikasi elemen pemanas
Merek : ANGEAL
Voltase : 380V
Daya : 8 HP
Cos ∅ : 0,8
m. Oven
Fungsi : Untuk mengeringkan granul basah yang berasal dari
pencampuran.
Spesifikasi elemen pemanas
Merek : PHARMEQ R-154
Voltase : 380V
Daya : 8 HP
Cos ∅ : 0,8
n. Double Jacket Tank
Fungsi : Untuk mendidihkan Aquadest dan melarutkan bahan pengikat,
pelarut serta pengawet.
Spesifikasi elemen pemanas
Voltase : 380V
Daya : 8 HP
Cos ∅ : 0,8
o. Rotary Granulator
Fungsi : Untuk memproses bahan campuran yang berupa massa lembab
untuk di proses menjadi granul-granul sehingga kadar air dalam massa
tersebut berkurang..
Spesifikasi motor penggerak
Merek : PIER LIH MACHINERY
Voltase : 380V
Daya : 5 HP
Cos ∅ : 0,75
p. Super Mixer
Fungsi : Untuk mencampur bahan berkhasiat, pengikat, pengawet,
pewarna serta bahan pembawa lainnya sehingga menghasilkan campuran
yang homogen.
Spesifikasi elemen pemanas
Merek : JAW CHUANG/SM 100
Voltase : 380V
Daya : 25,5 HP
3. Kualifikasi Peralatan Mesin Kapsul
a. Capsule Inspection Machine
Fungsi : Untuk proses seleksi kapsul dari kerusakan yang terjadi pada saat
proses pengisian kapsul.
Spesifikasi motor penggerak
Merek : KWANG DAH
Voltase : 220/380V
Daya : 0,25 HP
Cos ∅ : 0,75
b. Capsule Polishing Machine
Fungsi : Untuk membersihkan kapsul dariserbuk obat yang menempel
pada kapsul produk.
Spesifikasi motor penggerak
Merek : KWANG DAH
Voltase : 220/380V
Daya : 0,6 HP
Cos ∅ : 0,75
c. Poleshing Machine
Fungsi : Untuk membersihkan cangkang kapsul dari powder yang melekat
pada cangkang, yang terjadi pada saat proses pengisian kapsul.
Spesifikasi motor penggerak
Merek : KWANG DAH
Daya : 0,55 HP
Cos ∅ : 0,85
d. Transfer Powder
Fungsi : Untuk memindahkan massa cetak dari wadah ke corong/hopper
pada mesin pengisian kapsul.
Spesifikasi motor penggerak
Merek : CFM
Voltase : 380V
Daya : 0,55 KW
Cos ∅ : 0,85
e. Capsule Filling Machine
Fungsi : Untuk proses pengisian massa ke dalam cangkang kapsul
sekaligus penutupan cangkang kapsul secara otomatis.
Spesifikasi motor penggerak
Merek : KWANG DAH
Voltase : 380V
Daya : 2,5 HP
Cos ∅ : 0,85
f. V- Mixer
Fungsi : Untuk mencampur bahan-bahan baku obat sehingga
menghasilkan campuran yang homogen.
Spesifikasi motor penggerak
Voltase : 380V
Daya : 1,5 HP
Cos ∅ : 0,85
g. Drying Oven
Fungsi : Untuk mengeringkan bahan baku yang akan ditambahkan ke
dalam campuran massa kapsul.
Spesifikasi elemen pemanas
Merek : PHARMEQ
Voltase :380V
Daya : 4 HP
Cos ∅ : 0,8
h. Counting Machine
Fungsi : Untuk menghitung tablet atau kapsul sesuai dengan jumlah yang
dikehendaki.
Spesifikasi motor penggerak
Merek : KWANG DAH
Voltase : 220/380V
Daya : 0,2 HP
Cos ∅ : 0,8
i. Counting Machine
Fungsi : Untuk menghitung tablet atau kapsul sesuai dengan jumlah yang
dikehendaki.