2.1. Sejarah Singkat Perusahaan
PT. Voltama Vista Megah Electric Industry didirikan pada tanggal 13 Februari 1981 dengan surat izin dirjen Perindustrian Pusat No.614/DJAI/IUT-4/NONFFAS/VI/1982 yang dikeluarkan pada tanggal 22 Juni 1982. Perusahan ini bergerak di bidang pembuatan komponen-komponen listrik. Pembangunan perusahan ini selesai pada akhir tahun 1981 dan dilanjutkan dengan pemasangan alat–alat instalasi serta melengkapi sebagian dari alat produksi. Perusahaan ini dinilai sangat membantu dalam hal pemenuhan kebutuhan akan alat-alat listrik yang digunakan dirumah-rumah, gedung-gedung dan tempat lainnya yang umum digunakan di kehidupan masyarakat.
Pada tahun 1982 seluruh mesin produksi telah dilengkapi dan perusahaan memulai produksi untuk pertama kali. Pada awal produksi jumlah pekerja adalah 40 orang dan terus mengalami peningkatan seiring dengan meningkatnya produksi. Pada tahun 1984 mencapai 150 orang, dan pada tahun 1998 mencapai 600 orang. Pada tahun 1998 perusahaan mengurangi volume produksi dan diikuti dengan pemecatan sejumlah tenaga kerja hingga tahun 2007 menjadi 428 orang. Para pekerja secara keseluruhan adalah pekerja yang telah bekerja di perusahaan ini selama 14 tahun, terlatih dan memahami setiap pekerjaan sehingga perusahaan tidak perlu melakukan pelatihan-pelatihan khusus bagi pekerja. Proses rekrutmen tenaga kerja terutama untuk pekerja pabrik, tidak mengutamakan latar belakang pendidikan melainkan mengutamakan kerajinan, kemauan belajar, dan kesetiaan kepada perusahaan.
Perusahaan ini bergerak dalam bidang industri perakitan berbagai jenis komponen listrik yang banyak digunakan masyarakat dari berbagai kalangan. Tipe produksinya adalah produksi masal dimana mereka memproduksi tidak berdasarkan pesanan melainkan dengan selalu membuat persediaan (make to stock).
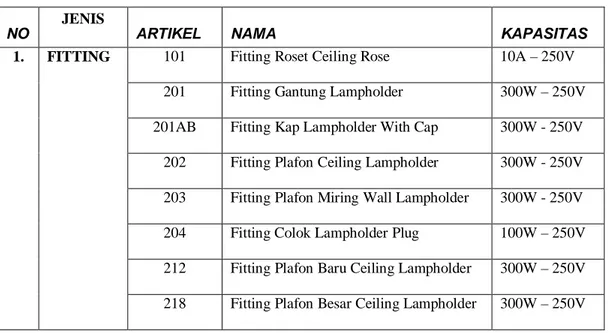
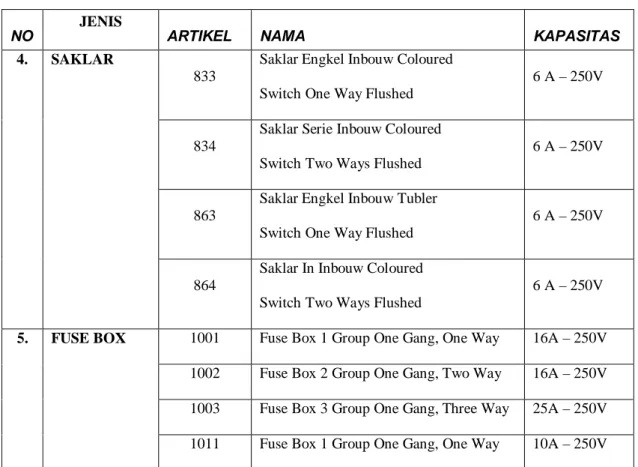
Secara umum PT. Voltama Vista Megah Electric Industry ini memproduksi 5 jenis produk dengan berbagai macam tipe dan variasi yang disesuaikan dengan keinginan konsumen. Produk dengan variasi dan tipe yang diproduksi sampai tahun 2007 dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jenis-Jenis Produk yang Diproduksi PT. Voltama Vista Megah Electric Industry
NO
JENIS
ARTIKEL NAMA KAPASITAS
1. FITTING 101 Fitting Roset Ceiling Rose 10A – 250V 201 Fitting Gantung Lampholder 300W – 250V 201AB Fitting Kap Lampholder With Cap 300W - 250V
202 Fitting Plafon Ceiling Lampholder 300W - 250V 203 Fitting Plafon Miring Wall Lampholder 300W - 250V 204 Fitting Colok Lampholder Plug 100W – 250V 212 Fitting Plafon Baru Ceiling Lampholder 300W – 250V 218 Fitting Plafon Besar Ceiling Lampholder 300W – 250V
Tabel 2.1. Jenis-Jenis... (Lanjutan)
NO JENIS ARTIKEL NAMA KAPASITAS
1. FITTING
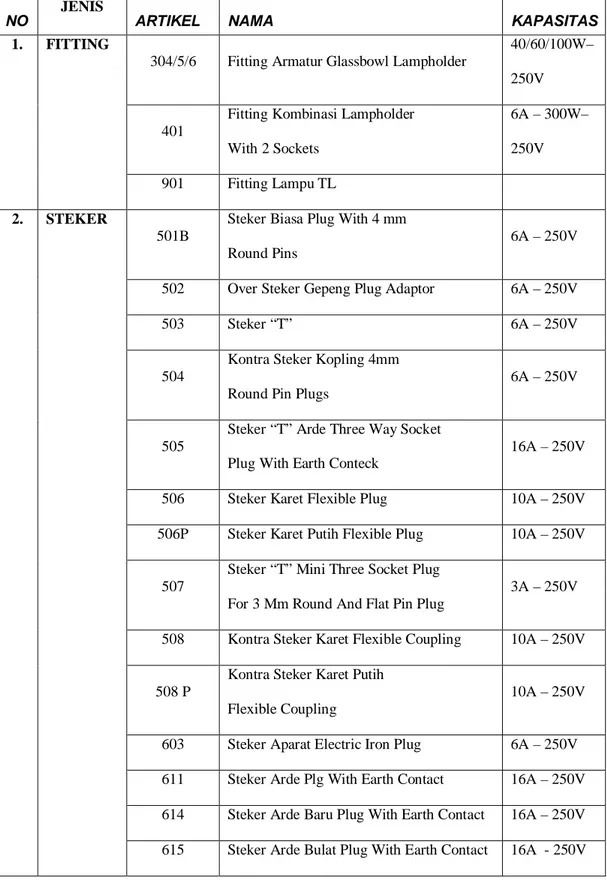
304/5/6 Fitting Armatur Glassbowl Lampholder
40/60/100W– 250V
401
Fitting Kombinasi Lampholder With 2 Sockets 6A – 300W– 250V 901 Fitting Lampu TL 2. STEKER 501B
Steker Biasa Plug With 4 mm Round Pins
6A – 250V
502 Over Steker Gepeng Plug Adaptor 6A – 250V
503 Steker “T” 6A – 250V
504
Kontra Steker Kopling 4mm Round Pin Plugs
6A – 250V
505
Steker “T” Arde Three Way Socket Plug With Earth Conteck
16A – 250V
506 Steker Karet Flexible Plug 10A – 250V 506P Steker Karet Putih Flexible Plug 10A – 250V
507
Steker “T” Mini Three Socket Plug For 3 Mm Round And Flat Pin Plug
3A – 250V
508 Kontra Steker Karet Flexible Coupling 10A – 250V
508 P
Kontra Steker Karet Putih Flexible Coupling
10A – 250V
603 Steker Aparat Electric Iron Plug 6A – 250V 611 Steker Arde Plg With Earth Contact 16A – 250V 614 Steker Arde Baru Plug With Earth Contact 16A – 250V 615 Steker Arde Bulat Plug With Earth Contact 16A - 250V
Tabel 2.1. Jenis-Jenis... (Lanjutan)
NO JENIS ARTIKEL NAMA KAPASITAS
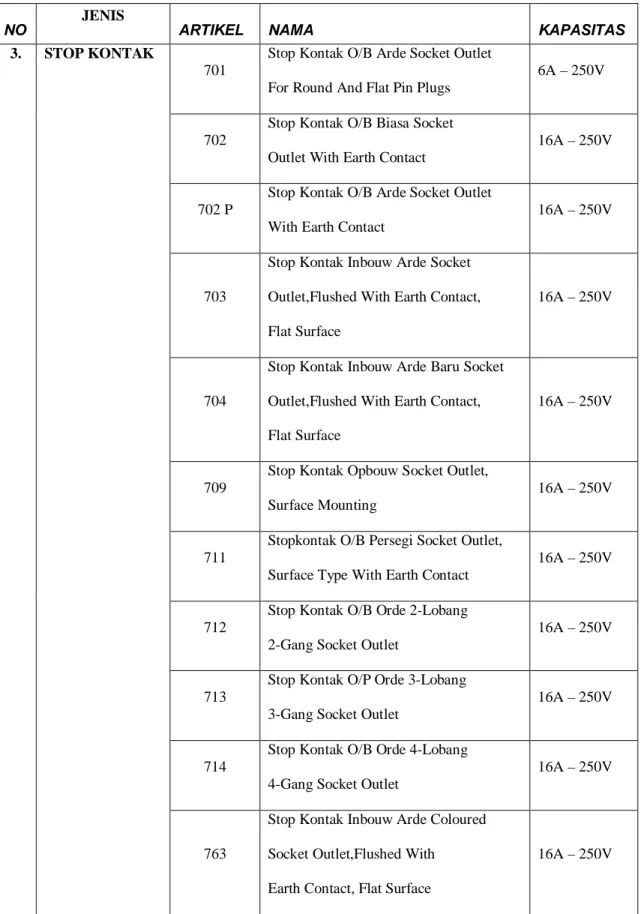
3. STOP KONTAK
701
Stop Kontak O/B Arde Socket Outlet For Round And Flat Pin Plugs
6A – 250V
702
Stop Kontak O/B Biasa Socket Outlet With Earth Contact
16A – 250V
702 P
Stop Kontak O/B Arde Socket Outlet With Earth Contact
16A – 250V
703
Stop Kontak Inbouw Arde Socket Outlet,Flushed With Earth Contact, Flat Surface
16A – 250V
704
Stop Kontak Inbouw Arde Baru Socket Outlet,Flushed With Earth Contact, Flat Surface
16A – 250V
709
Stop Kontak Opbouw Socket Outlet, Surface Mounting
16A – 250V
711
Stopkontak O/B Persegi Socket Outlet, Surface Type With Earth Contact
16A – 250V
712
Stop Kontak O/B Orde 2-Lobang 2-Gang Socket Outlet
16A – 250V
713
Stop Kontak O/P Orde 3-Lobang 3-Gang Socket Outlet
16A – 250V
714
Stop Kontak O/B Orde 4-Lobang 4-Gang Socket Outlet
16A – 250V
763
Stop Kontak Inbouw Arde Coloured Socket Outlet,Flushed With
Earth Contact, Flat Surface
Tabel 2.1. Jenis-Jenis... (Lanjutan)
NO JENIS ARTIKEL NAMA KAPASITAS
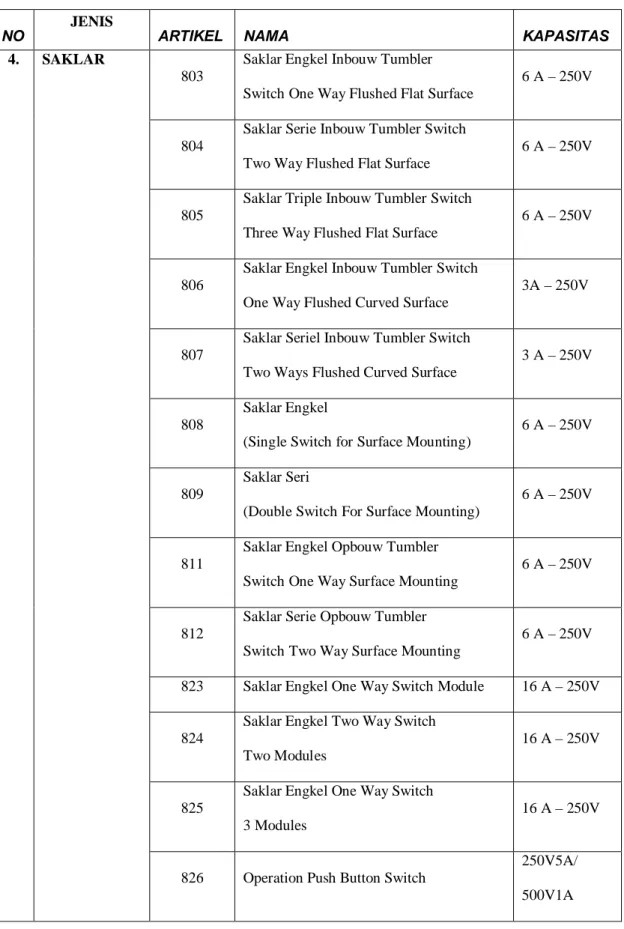
4. SAKLAR
803
Saklar Engkel Inbouw Tumbler Switch One Way Flushed Flat Surface
6 A – 250V
804
Saklar Serie Inbouw Tumbler Switch Two Way Flushed Flat Surface
6 A – 250V
805
Saklar Triple Inbouw Tumbler Switch Three Way Flushed Flat Surface
6 A – 250V
806
Saklar Engkel Inbouw Tumbler Switch One Way Flushed Curved Surface
3A – 250V
807
Saklar Seriel Inbouw Tumbler Switch Two Ways Flushed Curved Surface
3 A – 250V
808
Saklar Engkel
(Single Switch for Surface Mounting)
6 A – 250V
809
Saklar Seri
(Double Switch For Surface Mounting)
6 A – 250V
811
Saklar Engkel Opbouw Tumbler Switch One Way Surface Mounting
6 A – 250V
812
Saklar Serie Opbouw Tumbler Switch Two Way Surface Mounting
6 A – 250V
823 Saklar Engkel One Way Switch Module 16 A – 250V
824
Saklar Engkel Two Way Switch Two Modules
16 A – 250V
825
Saklar Engkel One Way Switch 3 Modules
16 A – 250V
826 Operation Push Button Switch
250V5A/ 500V1A
Tabel 2.1. Jenis-Jenis... (Lanjutan)
NO JENIS ARTIKEL NAMA KAPASITAS
4. SAKLAR
833
Saklar Engkel Inbouw Coloured Switch One Way Flushed
6 A – 250V
834
Saklar Serie Inbouw Coloured Switch Two Ways Flushed
6 A – 250V
863
Saklar Engkel Inbouw Tubler Switch One Way Flushed
6 A – 250V
864
Saklar In Inbouw Coloured Switch Two Ways Flushed
6 A – 250V
5. FUSE BOX 1001 Fuse Box 1 Group One Gang, One Way 16A – 250V 1002 Fuse Box 2 Group One Gang, Two Way 16A – 250V 1003 Fuse Box 3 Group One Gang, Three Way 25A – 250V 1011 Fuse Box 1 Group One Gang, One Way 10A – 250V Sumber : PT. Voltama Vista Megah Electric Industri
Pimpinan puncak perusahaan selalu mencari ide–ide baru dan mencari inovasi baru sehingga dapat memproduksi produk dengan berbagai variasi dan kelebihan. Beberapa dari ide baru tersebut juga distimulus oleh produk jenis baru dari perusahaan luar negeri. Ide baru tersebut kemudian dikomunikasikan dengan pihak pabrik untuk menilai apakah pabrik dapat memproduksi atau tidak. Pihak pabrik mempelajari dan mencoba untuk memproduksi beberapa buah. Jika produksi tersebut layak, maka akan dilanjutkan dengan melakukan produksi secara masal.
Lokasi kantor pusat berada di kota Medan, jalan Mangku Bumi No. 6/6A, Medan. Sedangkan lokasi pabrik PT. Voltama Vista Megah Electric Industry berlokasi di jalan Medan-Binjai Km 10,5 Gang Mesjid, Desa Paya Geli, Kecamatan Medan Sunggal, Kabupaten Deli Serdang dan berdiri di atas areal seluas 80254 m2.
2.4. Daerah Pemasaran
Daerah distribusi meliputi Medan, Jakarta, Semarang, dan Surabaya. Pada tahun 1999 perusahaan mencoba memasarkan produk ke luar negeri dan sudah sampai pada tahap pengiriman contoh produk dan mencapai persetujuan harga. Adapun beberapa negara tersebut antara lain: Singapura, Arab Saudi, Hongkong, dan Cina. Tahapan ini dihentikan karena perusahan menghadapi kendala pada urusan birokrasi dalam negeri yang rumit dan akhirnya semua rencana untuk mengekspor produk keluar negeri dibatalkan. Oleh karena itu, PT. Voltama Vista Megah Electric Industry melakukan produksi untuk memenuhi kebutuhan konsumsi penduduk dalam negeri.
2.5. Dampak Sosial Ekonomi Terhadap Lingkungan Sekitar
Sejak tahun 1981, PT. Voltama Vista Megah Electric Industry sudah berdiri dan telah menyerap banyak tenaga kerja. Sampai tahun 2007 perusahaan telah menyerap 400 orang pekerja, ini berarti telah mengurangi angka pengangguran di daerah perusahaan berdiri. Sebagian besar pekerja adalah perempuan sehingga sangat membantu perekonomian keluarga. Selain itu dalam proses produksinya untuk mengurangi biaya produksi dan untuk memenuhi
permintaan yang semakin meningkat maka untuk beberapa jenis produk tertentu proses perakitan (assembly) dilakukan di luar pabrik. Pekerjaan merakit diberikan kepada masyarakat untuk merakitnya dengan bayaran yang cukup tinggi. Pekerjaan merakit tersebut dapat dilakukan oleh siapa saja baik anak–anak maupun orang tua. Hal ini dapat menambah penghasilan keluarga dan sangat membantu perekonomian masyarakat sekitar wilayah pabrik.
Perusahaan ini termasuk perusahaan yang memiliki toleransi yang besar terhadap pekerja, selalu memperlakukan pekerja dengan baik, dan memberikan hak-hak tenaga kerja dengan baik. Misalnya, perusahaan memberikan cuti haid sebanyak 2 hari/bulan kepada pekerja wanita. Gaji pekerja diatas upah minimum buruh yang telah ditetapkan pemerintah. Setiap pekerja melakukan pelanggaran, pihak perusahaan tidak langsung memberikan sangsi melainkan terlebih dahulu menganalisa kasus tersebut. Jika pekerja terbukti bersalah, maka perusahaan memberi peringatan sampai 3 (tiga) kali. Hal inilah yang menyebabkan para pekerja merasa senang bekerja di perusahaan ini.
2.6. Proses Produksi
Produksi merupakan fungsi pokok dalam setiap organisasi, yang merupakan aktivitas yang bertanggung jawab untuk menciptakan nilai tambah produk yang merupakan output dari setiap organisasi industri
PT. Voltama Vista Megah Electric Industry merupakan perusahaan manufaktur jenis perakitan yang menghasilkan produk elektrik. Proses produksi merupakan urutan proses yang berlangsung untuk menghasilkan produk agar
bertambah nilainya dengan menggunakan sumber-sumber yang ada seperti bahan, mesin, tenaga kerja, modal, dan yang lainnya.
PT. Voltama Vista Megah Electric Industry memproduksi berbagai jenis produk yaitu fitting, steker, stop kontak, saklar dan fuse box. Total seri produk sebanyak 57 seri. Pembahasan proses produksi ini dikhususkan pada proses produksi saklar timbul tipe 808, karena saklar timbul tipe 808 merupakan produk yang paling banyak diminati oleh pasar dan paling banyak dibutuhkan oleh konsumen sehingga dilakukan pembahasan yang lebih mendalam. Pembahasan terhadap produk saklar timbul 808 dilakukan untuk menemukan perbaikan yang berarti agar produktivitas dapat meningkat.
2.6.1. Standar Mutu Produk
Standar mutu produk yang digunakan oleh PT. Voltama Vista Megah Electric Industry adalah SNI (Standar Nasional Indonesia). Akan tetapi tidak semua produk telah lulus SNI. Contoh produk yang telah lulus SNI, adalah artikel 806 yaitu saklar tanam berbentuk petak. Sedangkan untuk artikel 808 yang merupakan saklar timbul belum dinyatakan lulus dari (SNI). Hal ini dikarenakan tujuan pemroduksian artikel 808 ini masih untuk menjangkau kalangan bawah sehingga standar mutu untuk artikel 808 ini pun dibuat sesuai dengan kebutuhan kalangan bawah, juga pertimbangan harga jangkau masyarakat kalangan menengah ke bawah.
Saklar adalah alat untuk menghubungkan, memutuskan dan mengubah rangkaian listrik dalam keadaan berbeban atau tidak. Standar mutu yang ditetapkan oleh perusahaan untuk saklar artikel 808 adalah sebagai berikut:
1. Sifat Tampak
Bagian–bagian saklar harus baik, terpasang baik dan lengkap, serta tidak cacat. Bahan yang digunakan untuk saklar ini harus memenuhi persyaratan sebagai berikut:
- Bahan selungkup termosetting dibuat dari bahan urea, phenolic atau bahan lain yang memenuhi persyaratan standar. Bahan selungkup termoplastis dibuat dari campuran bahan tepung ABS dan tepung Titan.
- Bagian penghantar arus listrik/ terminal terbuat dari tembaga atau paduan tembaga yang mempunyai kadar tembaga minimal 50%, atau logam lainnya yang memenuhi persyaratan standar.
- Bagian penguat/ pembantu (sekrup terminal/ sekrup penguat/ sekrup pengikat) terbuat dari besi galvanis atau logam lain yang memenuhi persyaratan standar.
2. Untuk kemampuan kerja normal, pada saklar dengan tegangan dan arus nominal 250V / 6A, harus dapat diuji dengan operasi pada tegangan dan arus sebesar 250V / 3,6 A. Arus nominal adalah arus kerja yang mendasari pembuatan peralatan listrik. Tegangan nominal adalah tegangan kerja yang mendasari perencanaan atau pembuatan instalasi dan peralatan listrik.
3. Kekuatan mekanis selungkup (pengujian pukul atau impact test)
Saklar harus mempunyai daya tahan terhadap kekuatan mekanis. Saklar harus tahan, tidak boleh terjadi retak/ pecah/ perubahan bentuk lainnya terhadap 10 kali pukulan.
4. Pada pengujian arus rambat atau tracking test, merupakan pengujian untuk mengetahui ada tidaknya sambungan arus pada saklar ketika dihidupkan. Oleh karena itu dibatasi jarak rambat antar bagian yang bertegangan sebesar 3 mm. 5. Ketahanan terhadap korosi/ karat
a. Bagian–bagian yang terbuat dari logam besi harus tahan terhadap korosi. Perusahaan mengujinya dengan cara:
- Membuang minyak yang menempel pada bahan logam, lalu direndam dalam karbo tetrachloride selama 10 menit.
- Merendam dalam campuran air dan ammonium chloride (10%) selama 10 menit.
- Tanpa dikeringkan, komponen direndam dalam air kotor selama 10 menit.
- Tanpa dikeringkan komponen dimasukan dalam box dengan suhu 1000
b. Bagian–bagian yang terbuat dari logam tembaga atau paduan tembaga tidak boleh retak atau rusak.
C sampai kering atau selama 10 menit. Setelah pengerjaan ini dilakukan, tidak boleh ditemukan adanya tanda karatan pada produk yang diuji.
6. Untuk pengujian tegangan sentuh
a. Bagian–bagian saklar yang bertegangan pada saat saklar terpasang harus terlindung.
b. Tombol saklar harus terbuat dari bahan isolasi yang memenuhi syarat, selungkup yang terbuat dari metal harus diisolasi tanpa menggunakan lak atau enamel.
c. Sekrup yang mungkin bertegangan harus terlindung, bagian–bagian metal dari mekanisme harus terpisah dari bagian yang bertegangan.
d. Metode pengemasan. Saklar dikemas dalam kotak yang kuat dan kokoh. Saklar sebanyak 24 buah dikemas dalam kotak kecil. Kemudian kotak kecil sebanyak 25 kotak dikemas ke dalam kotak yang lebih besar.
2.6.2. Bahan yang Digunakan
Bahan–bahan yang digunakan dalam proses produksi pada PT. Voltama Vista Megah Electric Industry dikelompokan menjadi 3 jenis bahan, yaitu:
a. Bahan Baku
Bahan baku merupakan bahan yang digunakan dalam kegiatan produksi dan berfungsi sebagai bahan dasar serta memiliki komposisi terbesar dalam pembuatan produk dimana sifat dan bentuknya akan mengalami perubahan. Bahan baku yang digunakan untuk saklar jenis 808 terdiri dari bahan baku untuk pembuatan atau pencetakan plastik dan bahan baku untuk pengolahan logam. Bahan baku untuk pencetakan plastik terdiri dari dua jenis yaitu bahan baku untuk pencetakan plastik berbahan termoplastis dan bahan baku untuk pencetakan plastik berbahan termosetting. Bahan baku untuk pencetakan plastik berbahan termoplastis adalah tepung ABS (Acrylonitrile Butadiene Styrene) dan bahan baku untuk pencetakan plastik berbahan termosetting adalah tepung urea.
b. Bahan Tambahan Saklar timbul tipe 808
Bahan tambahan adalah semua bahan yang digunakan pada proses produksi untuk memberikan nilai tambah suatu produk. Bahan tambahan yang digunakan untuk menambah nilai produk saklar timbul tipe 808 ini adalah sebagai berikut:
- Tepung titan atau titanium dioxide pigment untuk memberikan warna krem pada hasil cetakan plastik termoplastik. Selungkup saklar berwarna krem lebih diminati oleh pembeli dibanding selungkup berwarna putih.
- Larutan MAP 2000 MU dan MAP 2000 Maintenance. Kedua bahan ini dicampurkan dalam larutan elektrolit pada bak penyepuhan untuk mengilatkan dan memutihkan permukaan bahan logam.
- Larutan HCL, HNO2, dan H2SO4
- Zinc Plat dan Nickel Square merupakan logam yang digunakan sebagai pelapis dalam proses penyepuhan.
merupakan bahan kimia untuk mencuci bahan logam yang disepuh agar logam tampak lebih kilat.
- Unizinc 784 hanya digunakan dalam proses penyepuhan galvanis berfungsi untuk memberikan warna kuningan pada bahan yang telah disepuh.
- Kardus yang berfungsi untuk keperluan pengepakan. Kardus yang digunakan terdiri dari 2 jenis, yaitu kardus berupa kotak kecil untuk mengemas saklar dan kardus besar untuk mengemas saklar yang telah dikemas dalam kotak kecil.
c. Bahan Penolong Saklar timbul tipe 808
Bahan penolong adalah bahan-bahan yang diperlukan guna menyelesaikan suatu produk secara langsung maupun tidak langsung agar proses produksi dapat berjalan dengan baik, dimana keberadaan bahan penolong ini tidak tampak pada hasil akhir produk.
Bahan penolong yang digunakan dalam proses produksi saklar berupa minyak glumus untuk mencegah gesekan antar sesama bahan logam, air, dan bahan–bahan kimia untuk membantu proses penyepuhan. Bahan–bahan kimia tersebut adalah Udiprave, K2SO4, ZnCl2, untuk penyepuhan zinc atau galvanis.
K2SO4, ZnCl2, merupakan zat kimia yang digunakan sebagai larutan elektrolit
pada proses penyepuhan zinc. Bahan penolong yang digunakan untuk melakukan penyepuhan nikel adalah Udiprave, HBrO3, NiSO4, NiCl2. Zat kimia HBrO3,
NiSO4, NiCl2 digunakan sebagai larutan elektrolit pada proses penyepuhan nikel.
Larutan Udiprave digunakan untuk membantu menghilangkan minyak yang melekat pada bahan logam dan membantu melepaskan lapisan kulit luar yang ada pada logam.
2.6.3. Uraian Proses Produksi
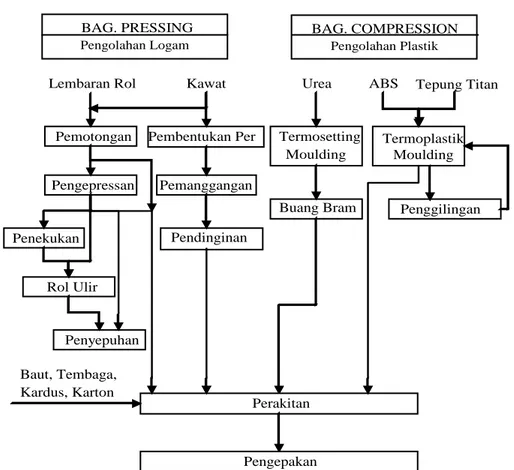
Blok diagram proses pembuatan saklar timbul tipe 808 dapat dilihat seperti pada Gambar 2.1.
a. Pemotongan
Plat besi koil dan plat aluminium koil yang dibeli perusahaan masih berbentuk lembaran gulung selebar 12 inchi atau 304.8 mm. Lembaran gulung tersebut dipotong agar dapat dimasukkan ke dalam mesin pengepressan. Pemotongan dilakukan dengan menggunakan mesin slitting cut. Lembaran besi dan aluminium ini dipotong menjadi beberapa gulungan dengan lebar sesuai yang diinginkan. Selain plat besi koil dan aluminium koil, juga dilakukan pemotongan terhadap bahan logam berupa kawat lichin. Kawat lichin berdiameter 0,8 mm yang semula masih panjang dan tergulung dipotong hingga berukuran panjang
19–20 mm. Kawat lichin dengan panjang 19–20 mm inilah yang akan menjadi artikel 8019 pada saklar timbul tipe 808. Untuk memotong kawat lichin digunakan mesin kawat.
Gambar 2.1. Blok Diagram Pembuatan Saklar 808
b. Pengepressan
Setelah plat besi koil dan aluminium koil dipotong, selanjutnya plat–plat ini dibawa ke mesin pengepressan untuk dibentuk sesuai bentuk yang diinginkan.
Untuk plat besi, dibentuk pada mesin auto power press 14 ton untuk membentuk artikel 8080, 8081, 8010–A, dan 8013. Sedangkan plat aluminium koil dipress dengan mesin auto power press 1 ton untuk membentuk artikel 4401 atau yang
Pemotongan Pembentukan Per
Lembaran Rol Kawat
Pengepressan Rol Ulir Penekukan Penyepuhan Termosetting Moulding Termoplastik Moulding Pemanggangan Pendinginan Urea ABS Buang Bram Tepung Titan Penggilingan Perakitan Baut, Tembaga, Kardus, Karton Pengepakan BAG. PRESSING Pengolahan Logam BAG. COMPRESSION Pengolahan Plastik
c. Penekukan
Untuk artikel 8080 dan 8081, setelah dibentuk dengan mesin auto power press, artikel ini masih harus melewati proses penekukan yang dilakukan secara manual dengan bantuan handpress.
d. Rol ulir
Langkah berikutnya adalah membuat ulir pada artikel 8080, 8081, dan 8013 sebagai tempat ikatan baut. Rol ulir dilakukan dengan menggunakan mesin tap matic. Untuk 8080 dan 8081 rol ulir yang dikerjakan hanya 1 bagian sedangkan pada artikel 8013, dilakukan dua kali rol ulir yaitu pada bagian kiri dan bagian kanan.
e. Penyepuhan
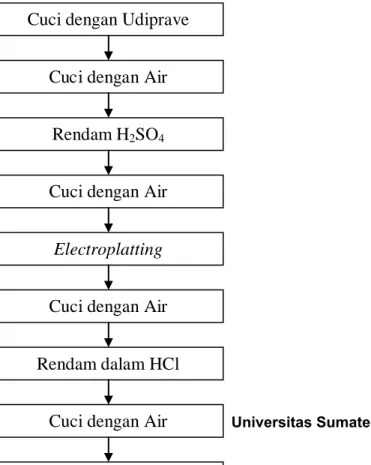
Untuk mencegah perkaratan pada komponen–komponen yang berbahan besi, maka dilakukan penyepuhan untuk semua artikel berbahan dasar besi. Proses penyepuhan dilakukan dengan menggunakan prinsip electro platting. Produk yang mengalami proses penyepuhan pun dibagi menjadi dua yaitu produk yang disepuh dengan zinc atau galvanis dan produk yang disepuh dengan nikel. Artikel yang disepuh dengan zinc adalah artikel 8010–A dan 8013. Sementara yang disepuh dengan nikel adalah artikel 8080 dan 8081.
Proses penyepuhan merupakan suatu proses elektrolisis. Logam pelapis ditempatkan pada bagian anoda atau elektroda positif, sementara logam yang ingin disepuh diletakkan di bagian katoda atau elektroda negatif. Kemudian dialiri arus listrik searah bertegangan 6V. Pada saat dialiri arus listrik, terjadi beberapa reaksi pada elektrodanya. Pada penyepuhan zinc, reaksi yang terjadi pada elektrodanya adalah sebagai berikut:
Pada anoda : Zn Zn2+ + 2e Pada katoda : Zn
-2+
+ 2e
-Di sini sebagai sistem elektrolisisnya digunakan zinc plat sebagai anodanya dan bahan–bahan yang menjadi larutan elektrolitnya adalah K
Zn
2SO4,
ZnCl2
Setelah proses penyepuhan yang berlangsung selama lebih kurang 35 menit dengan arus searah bertegangan 6 Volt, selanjutnya produk–produk dicuci lagi dengan air dan kemudian direndam dalam larutan HNO
, MAP 2000 Make Up, MAP 2000 Maintenance. MAP 2000 Make Up dan MAP 2000 Maintenance ini berfungsi untuk memutihkan dan mengkilatkan penampilan dari produk.
2
Blok diagram proses penyepuhan zinc dapat dilihat seperti pada Gambar 2.2. dan Gambar 2.3.
untuk melepaskan zat yang masih menempel. Langkah berikutnya produk dicuci lagi baru kemudian diberi warna dengan memasukan produk ke dalam larutan unizinc 784. Setelah pemberian warna, produk dicuci lagi baru kemudian dikeringkan dengan menggunakan drier sampai kering.
Cuci dengan Udiprave
Cuci dengan Air
Rendam HCl
Cuci dengan Air
Electroplating
Cuci dengan Air
f. Pembentukan Per
Pengerjaan logam lainnya adalah pembuatan per dari bahan baku berupa kawat waja yang berdiameter 0,6 mm. Pembentukan per dilakukan dengan menggunakan mesin per yang berkerja secara otomatis. Kawat waja yang panjang dimasukan ke dalam mesin per, kemudian mesin per akan menggulung kawat hingga seperti per kemudian dipotong dengan ukuran panjang 8 – 8,5 mm.
Gambar 2 2 Blok Diagram Penyepuhan Zinc
Cuci dengan Udiprave
Cuci dengan Air
Rendam H2SO4
Cuci dengan Air
Electroplatting
g. Pemanggangan
Per yang telah dibentuk dengan menggunakan mesin per masih kaku dan tidak elastis, oleh karena itu per – per tersebut masih harus dipanggang lagi untuk mendapatkan keelastisannya. Pemanggangan dilakukan dengan menggunakan oven yang memiliki suhu maksimum 300o
h. Pendinginan
C selama lebih kurang 1 jam.
Proses pendinginan dilakukan terhadap per setelah per dipanggang, per–per tersebut harus langsung dikejutkan dengan proses pendinginan. Hal ini dilakukan untuk menciptakan per yang elastis. Proses pendinginan ini dilakukan dengan cara pendinginan alami yaitu membiarkan per dikenai suhu ruangan dan dibantu dengan kipas angin listrik.
i. Pembuangan Bram
Pembuangan bram hanya dilakukan untuk cetakan plastik termosetting moulding. Karena hasil cetakan termosetting lebih keras namun lebih rapuh. Sehingga pembuangan bram ini dapat dilakukan dengan menggunakan mesin molen. Sistem kerja mesin molen ini seperti mesin cuci yang hanya membanting– banting plastik cetakan hingga bramnya terlepas sendiri dari cetakkannya. Part yang menggunakan mesin molen ini adalah part 809.
Setelah pembuangan bram kemudian dibawa ke bagian perakitan untuk dirakit bersama komponen lainnya.
Bram maupun produk yang cacat dari termoplastic moulding masih dapat didaur ulang untuk digunakan kembali sebagai bahan baku pecetakan plastik termoplastis. Bram dan produk yang cacat dihancurkan menjadi serpihan plastik dengan menggunakan mesin penggiling.
k. Perakitan
Setelah semua artikel dibuat, kegiatan selanjutnya adalah merakitnya menjadi komponen saklar tipe 808 yang utuh. Pada saat perakitan, juga dilakukan dua jenis pemeriksaan yaitu pemeriksaan terhadap berfungsi tidaknya saklar yang telah dirakit dan pemeriksaan ketepatan rakitan. Pemeriksaan kedua merupakan pemeriksaan bunyi cetekan dari tombol saklar. Bila bunyi cetekan dari tombol saklar kurang nyaring, maka letak rakitan digeser sehingga diperoleh bunyi yang nyaring.
l. Pengepakan
Setelah saklar selesai dirakit, langkah terakhir adalah mengemasnya. Pengemasan pertama adalah dengan menyusun setiap 24 saklar dalam satu kotak kecil. Kemudian pengemasan kedua adalah menyusun tiap 25 pack saklar ke dalam kotak yang lebih besar.
2.7. Mesin dan Peralatan
Dalam proses produksinya, PT. Voltama Vista Megah Electric Industry menggunakan mesin-mesin dan peralatan produksi yang sangat berperan dalam menghasilkan produknya.
Mesin-mesin produksi yang digunakan pada PT.Voltama Vista Megah Electric dapat dilihat pada Tabel 2.2 berikut.
2.7.2. Peralatan (Equipment)
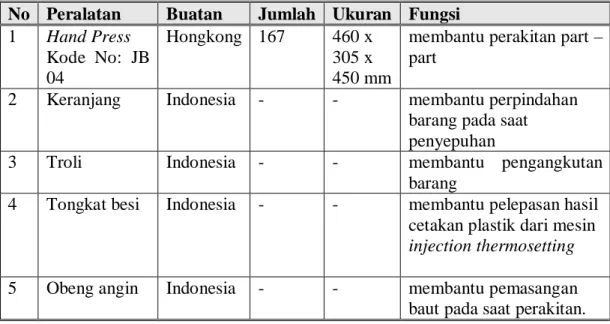
Proses produksi memerlukan peralatan-peralatan yang dapat dilihat pada Tabel 2.3 berikut:
Tabel 2.3 Peralatan yang digunakan untuk keperluan proses produksi No Peralatan Buatan Jumlah Ukuran Fungsi
1 Hand Press Kode No: JB 04 Hongkong 167 460 x 305 x 450 mm
membantu perakitan part – part
2 Keranjang Indonesia - - membantu perpindahan
barang pada saat penyepuhan
3 Troli Indonesia - - membantu pengangkutan
barang
4 Tongkat besi Indonesia - - membantu pelepasan hasil cetakan plastik dari mesin injection thermosetting
5 Obeng angin Indonesia - - membantu pemasangan
baut pada saat perakitan.
2.8. Struktur Organisasi Perusahaan
Struktur organisasi PT.Voltama Vista Megah Electric Industry berbentuk gabungan yaitu terdiri dari hubungan lini, fungsional dan staf. Hal ini dapat dilihat dari struktur organisasi perusahaan, dimana dijumpai hubungan campuran antara lini, fungsional, dan staf. Hubungan lini karena pembagian tugas dilakukan dalam
bidang atau area pekerjaan pada perusahaan. Selain itu perusahaan ini juga mengaplikasikan struktur organisasi bentuk fungsional yang berarti pembagian tugas juga dilakukan berdasarkan fungsi-fungsi yang membentuk hubungan fungsional. Hubungan Staf juga diterapkan di perusahaan ini dimana seorang ahli atau kelompok tugasnya hanya memberi saran atau nasehat kepada seorang atasan. Bentuk hubungan itu dapat dilihat pada Gambar 2.4.
2.8.1 Pembagian Tugas dan Tanggung Jawab.
Adapun pembagian tugas dan tanggung jawab pada susunan organisasi perusahaan adalah sebagai berikut:
1. Kepala Pabrik
Kepala pabrik di perusahaan memiliki tanggung jawab sebagai berikut:
- Mengkordinir secara keseluruhan terhadap kondisi dan kegiatan di pabrik.
- Membuat kebijaksanaan-kebijaksanaan dalam menentukan produk yang akan diproduksi, dengan menentukan item-item yang akan diproduksi yang disesuaikan dengan permintaan pelanggan/pasar. 2. Wakil Kepala Pabrik
- Membantu kepala pabrik dalam hal membuat kebijaksanaan-kebijaksanaan yang dilakukan kepala pabrik.
- Membantu dalam melaksanakan tugas dan tanggung jawab kepala pabrik.
- Melakukan perencanaan dalam hal perubahan-perubahan terhadap produk, seperti bahan, bentuk, dan lain-lain.
- Mengendalikan kualitas produk yang dibuat, dengan cara melihat dari sudut visual dan pengujian secara langsung.
- Menentukan produk-produk yang hendak diuji dan disesuaikan sesuai dengan Standar Nasional Indonesi (SNI).
4. Pengawasan Umum
Bertugas mengawasi personal-personal atau karyawan secara keseluruhan, terhadap masalah-masalah yang dihadapi atau yang terjadi.
5. Bagian Produksi
- Bertugas mengawasi kegiatan produksi yang dilakukan oleh pabrik, mulai dari awal sampai dengan akhir kegiatan produksi.
- Melakukan pemeriksaan terhadap kesalahan-kesalahan yang terjadi dalam kegiatan produksi.
6. Bagian Perbengkelan
Bertugas mengawasi kegiatan yang terjadi di bagian bengkel, seperti kegiatan perbaikan terhadap mesin-mesin, pembuatan mal-mal mesin, dan sebagainya.
7. Bagian Pergudangan
Bertugas mengawasi tentang persediaan stok di gudang, apakah bahan baku maupun produk jadi.
8. Bagian Umum
- Bagian Umum atau disebut juga bagian personalia bertugas dalam kegiatan personal dari para pegawai.
- Mengurus secara langsung terhadap kegiatan eskternal perusahaan, seperti: melayani tamu yang datang.
- Mengawasi secara langsung terhadap pengangkutan yang dimiliki oleh perusahaan, baik mobil perusahaan maupun angkutan transportasi untuk mengangkut bahan baku dan barang jadi yang akan dikirim. 9. Bagian Keuangan
- Bertugas dalam pembukuan, pemasukan dan pengeluaran yang dilakukan oleh perusahaan, khususnya di pabrik.
- Memberikan honor atau gaji kepada pegawai perusahaan, termasuk menangani kegiatan transaksi, ataupun simpan pinjam yang dilakukan oleh karyawan dengan perusahaan.
10.Bagian Laboratorium
Bertugas melakukan pengujian terhadap produk-produk yang diproduksi, yang disesuaikan dengan pengujian dari SNI (Standar Nasional Indonesia) sebelum produk tersebut dipasarkan,
11.Bagian Pengawasan Komponen
Bertugas mengawasi dengan melakukan inspeksi terhadap komponen-komponen-komponen yang diproduksi, apakah sudah sesuai dengan standar yang telah ditentukan.
12.Bagian Komponen Setengah Jadi
Bertugas memeriksa kualitas dari produk setengah jadi, apakah telah dinyatakan layak dan sesuai dengan ketentuan, dan siap untuk dilakukan proses selanjutnya.
13.Bagian Pengawasan Produk Jadi
Bertugas memeriksa secara fisik apakah produk akhir dinilai telah memiliki suatu bentuk fisik yang baik dari hasil cetakan, dan telah sesuai dengan syarat-syarat yang ditentukan, sebelum dilakukannya pengujian di laboratorium.
14.Bagian Pengolahan Plastik
Bertugas mengawasi dan menjaga kualitas hasil pencetakan plastik, baik terhadap mesin injection, mesin compressor, dan lain-lain yang berhubungan dengan plastik.
15.Bagian Pembersihan Bram
Bertugas membuang bram-bram yang terdapat dari hasil cetakan plastik, agar hasil cetakan dapat kelihatan rapi dan siap untuk dilakukan proses selanjutnya.
16.Bagian Pengolahan Logam
Berfungsi mengawasi kegiatan yang menggunakan bahan baku logam, seperti tembaga, timah, dan lain-lain. Adapun kegiatan yang berkaitan dengan bahan baku tersebut seperti pada bagian pressing, mesin tap, dan lain-lain.
17.Bagian Perakitan
- Bertugas mengawasi proses perakitan yang dilakukan, agar kegiatan perakitan dalam dilakukan dengan baik.
- Membuat laporan jenis item dan jumlah tiap item yang selesai dirakit oleh bagian perakitan.
18.Bagian Listrik/Alat-alat
Bertugas memperbaiki system listrik di pabrik, seperti pada mesin pembangkit, pembagian daya di tiap departemen, serta penyedia peralatan yang diperlukan dalam kegiatan produksi.
19.Bagian Mal-mal Plastik
Bertugas membuat cetakan atau mal untuk cetakan plastik, yang digunakan pada mesin injection, mesin compressor.
20.Bagian Mal-mal Mesin Pon
Bertugas memperbaiki dan membuat cetakan atau mal untuk mesin pon. 21.Bagian Mal-mal Mesin Pon dan Tap
Bertugas memperbaiki dan membuat cetakan atau mal untuk mesin tap, dimana mesin ini adalah hasil modifikasi dari drilling machine.
22.Bagian Mesin Hydraulic
Bertugas untuk memperbaiki dan merawat mesin hydraulic yang digunakan oleh perusahaan.
23.Mesin Injection
Bertugas untuk merawat dan memperbaiki mesin-mesin injection yang dimiliki oleh perusahaan yang digunakan dalam melakukan kegiatan produksi.
24.Bahan Baku dan Suku Cadang
Bertugas menjaga dan mengawasi secara langsung pada saat pengambilan dan pemasukan bahan baku dan produk jadi.
25.Bagian Keamanan
Bertugas mengawasi dan menjaga keamanan di dalam lokasi pabrik, dimana dilakukan selama 24 jam sehari.
26.Bagian Pengangkutan
Bertugas dalam mendukung penyediaan transportasi di perusahaan, baik untuk para pekerja maupun untuk pengangkutan bahan baku dan barang jadi.
27.Kebersihan
Bertugas dalam hal kebersihan lingkungan perusahaan, agar selalu kelihatan bersih.
28.Bagian Personil
Bertugas mengatur hubungan antara pihak perusahaan dengan tenaga kerja. Misalnya seperti mengatur tugas – tugas para buruh harian, memberikan peringatan kepada pekerja yang terlambat ataupun yang melanggar peraturan.
29.Bagian Pengangkutan
Bertugas dalam mendukung penyediaan transportasi di perusahaan, baik untuk para pekerja maupun untuk pengangkutan bahan baku dan barang jadi.
BAB III LANDASAN TEORI