PENERAPAN SANITASI UNIT PENGOLAHAN IKAN
TUNA KALENG PT BANYUWANGI CANNERY
INDONESIA
KERJA PRAKTEKDiajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh :
Philipus Jordan Nugroho NIM : 14.I1.0076
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
PENERAPAN SANITASI UNIT PENGOLAHAN IKAN TUNA
KALENG PT. BANYUWANGI CANNERY INDONESIA
Oleh :
Philipus Jordan Nugroho NIM : 14.I1.0076
Program Studi: Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada 8 Juni 2017
Semarang, 13 Juli 2017 Fakultas Teknologi Pertanian Program Studi Teknologi Pangan Universitas Soegijapranata Semarang
Pembimbing Lapangan Pembimbing Akademik
Fajar Satria Dr. Ir. Lindayani MP.
.
Dekan
ii
KATA PENGANTAR
Puji syukur kepada Tuhan Yesus karena dengan berkat, penyertaan, serta perkenananNya sehingga laporan kerja praktek “Penerapan Sanitasi Unit Pengolahan Ikan Tuna Kaleng PT. Banyuwangi Cannery Indonesia” dapat diselesaikan tepat waktu. Semua juga berkat doa, semangat, dan nasihat dari berbagai pihak. Penulis juga mengucapkan banyak terima kasih kepada:
1. Tuhan Yesus Kristus, atas berkat, anugerah, penyertaan dan perkenananNya
2. Ibu Dr. V. Kristina Ananingsih, ST, MSc sebagai Dekan dari Fakultas Tekonologi
Pertanian, Program Studi Teknologi Pangan yang sudah membantu serta memberikan ijin kepada penulis supaya dapat melaksanakan kerja praktek.
3. Ibu Dr. Ir. Lindayani MP., selaku dosen pembimbing yang telah memberikan waktu, tenaga, dan gagasan baik sebelum maupun sesudah pelaksanaan kerja praktek.
4. Ibu Sherly Kho, selaku Komsaris PT Banyuwangi Cannery Indonesia yang telah
memberikan kesempatan penulis untuk melaksanakan kegiatan kerja praktek
5. Bapak Engkusnadi, selaku Manager yang memberikan pengarahan serta informasi
tentang PT Banyuwangi Cannery Indonesia.
6. Mas Fajar, Mas Budi, Mbak Titis, selaku pembimbing lapangan yang mendukung,
memberi pengetahun, serta informasi keadaan perusahaan dilapangan
7. Audrey, Joshua, Yovita, Rena, Nita, Lisa, Priska sebagai teman teman seperjuangan dalam melaksanakan dan berjuang bersama dalam kerja praktek.
Penulis menyadari bahwa penulisan dan penyusunan laporan Kerja Praktek ini jauh dari sempurna karena keterbatasan Penulis. Oleh karena itu, kritik dan saran yang membangun dari para pembaca dan semua pihak sangat Penulis harapkan. Akhir kata, Penulis berharap semoga laporan Kerja Praktek ini dapat bermanfaat bagi para pembaca dan pihak-pihak yang membutuhkan.
Semarang, 13 Juli 2017 Penulis
iii
KATA PENGANTAR ... .ii
DAFTAR ISI ... .iii
DAFTAR TABEL ... .iv
DAFTAR GAMBAR ... ..v
DAFTAR LAMPIRAN ... .vi
1. PENDAHULUAN... 1
1.1. Latar Belakang ... 1
1.3. Tujuan ... 2
1.3. Tempat dan Waktu Pelaksanaan ... 2
1.4. Kegiatan Kerja Praktek ... 2
2. KEADAAN UMUM PERUSAHAAN ... 4
2.1. Sejarah Perusahaan ... 4
2.2. Visi dan Misi Perusahaan... 5
2.3. Lokasi dan Letak Geografis ... 5
2.4. Struktur Organisasi ... 6
2.5. Sistem Pemasaran ... 6
2.6. Ketenagakerjaan... 6
3. SPESIFIKASI PRODUK PT BANYUWANGI CANNERY INDONESIA ... 8
4. PROSES PRODUKSI ... 12 4.1. Bahan Baku ... 12 4.2. Proses Produksi... 13 4.3. Sanitasi... 17 4.4. Pengelolaan Limbah... 17 5. PEMBAHASAN ... 23
5.1. Sanitasi Bahan Baku ... 25
5.2. Sanitasi Air dan Es ... 25
5.3. Sanitasi Mesin dan Peralatan Produksi ... 26
5.4. Sanitasi Hygiene Pekerja ... 27
5.5. Sanitasi Industri ... 28
6. KESIMPULAN DAN SARAN 6.1. Kesimpulan ... 30
6.2. Saran ... 30
7. DAFTAR PUSTAKA ... 31
iv
DAFTAR TABEL
v
Gambar 1. Logo PT Banyuwangi Cannery Indonesia ... 5 Gambar 2. Diagram Alir Pembuatan Ikan Tuna Kaleng ... 16
vi
DAFTAR LAMPIRAN
Lampiran 1. Struktur Organisasi PT Banyuwangi Cannery Indonesia...32 Lampiran 2. Denah Lokasi PT Banyuwangi Cannery Indonesia ... .33 Lampiran 3. Denah Lokasi PT Banyuwangi Cannery Indonesia ... .34
1
Perusahaan industri pangan senantiasa menghasilkan produk olahan pangan dari berbagai macam bahan pangan. Kegiatan usaha menghasilkan produk makanan yang memenuhi standar keamanan pangan dan kepuasan terhadap konsumen. Masalah tentang keamanan pangan sekarang menjadi perhatian penuh oleh pemerintah dan menjadi tuntutan perusahaan industri yang bergerak dalam bidang pangan. Hal ini disebabkan karena meningkatnya jumlah permintaan konsumen akan produk pangan yang aman dan sehat. Pemenuhan produk pangan yang aman dan sehat harus memenuhi
Good Manufacturing Practies (GMP) dan Standard Sanitation Operating Procedures
(SSOP) pada proses produksi dan pengolahan produk pangan. SSOP merupakan prosedur untuk menciptakan kondisi sanitasi yang aman, sehat, dan bersih serta bebas dari kontaminasi dan penyakit. Sanitasi harus diterapkan pada proses pengolahan dan produksi produk pangan oleh perusahaan industri yang bergerak dalam bidang pangan. Melalui mata kuliah Kerja Praktek (KP) ini, mahasiswa dapat belajar secara langsung dan beradaptasi dengan lingkungan kerja. Melalui kerja praktek ini, mahasiswa dihararapkan mendapat banyak manfaat dalam memasuki dunia kerja yang telah dibekali dengan ilmu-ilmu pada perkuliahan.
Kerja praktek dilakukan pada PT Banyuwangi Cannery Indonesia, Jl. Raya Situbondo Km 12,5 Watudodol, Ketapang, Banyuwangi, Jawa Timur. Kerja Praktek dilakukan selama 22 hari kerja. Melalui Kerja Praktek, teori yang telah didapat selama perkuliahan dapat diterapkan dan menjadi pengetahuan timbal balik antara mahasiswa kerja praktek dan perusahaan indusri pangan. Diharapkan kerja praktek dapat memberi manfaat kepada kepribadian mahasiswa, sikap, dan mental yang harus disiapkan sebelum memasuki jenjang yang lebih lanjut yaitu dunia kerja. Dengan adanya kerja praktek, mahasiswa diharapkan memiliki hubungan sosial yang baik serta jaringan masuk dunia kerja dan perusahaan pangan melalui pengalaman kerja praktek sehingga kerja praktek tidak hanya memberi pengetahuaan dasar tentang pangan tetapi juga memberi
2
pengalaman kerja. Saya memilih untuk melaksanakan kerja praktek pada PT. Banyuwangi Cannery Indonesia dengan berbagai pertimbangan. PT Banyuwangi Cannery Indonesia merupakan industri pangan yang bergerak pada makanan laut (seafood) sehingga menambah wawasan dan pengetahuan tentang pengolahan makanan laut terutama ikan tuna yang dikemas dalam kaleng. Perusahaan ini merupakan salah satu perusahaan terbesar di Indonesia yang menyediakan makanan dalam kaleng dari beberapa sumber bahan baku salah satunya yaitu Ikan Tuna. Dengan alasan tersebut yang menjadikan saya memilih PT Banyuwangi Cannery Indonesia sebagai tempat pelaksanaan kerja praktek (KP).
1.2. Tujuan
Tujuan dari Kerja Praktek ini antara lain :
a. Menerapkan pengetahuan dasar yang selama ini didapatkan pada bangku
perkuliahan
b. Menambah dan mempererat hubungan kekeluargaan dengan perushaan
c. Mendapatkan gambaran umur mengenai perusahaan dan lingkungan kerja
d. Mengetahui masalah-masalah yang ada pada perusahaan industri pangan dan
dapat menyelesaikan masalah tersebut.
1.3. Tempat dan Waktu Pelaksanaan
Kegiatan kerja praktek dimulai pada 16 Januari 2017 sampai dengan 10 Febuari 2017. Lokasi PT Banyuwangi Cannery Indonesia yaitu Jalan Raya Situbondo Km 12,5 Watudodol, Ketapang, Banyuwangi, Jawa Timur. Jadwal hari dan jam kerja perusahaan yaitu Senin hingga Sabtu, dimulai pukul 08.00 WIB hingga pukul 17.00 WIB.
1.4. Kegiatan Kerja Praktek
Kerja Praktek memiliki rancangan kegiatan selama 22 hari ( 4 minggu). Kegiatan yang dilakukan yaitu pengamatan lapangan ( Minggu 1), Identifikasi masalah (Minggu ke-2, perumusan masalah (Minggu ke-3), dan penyeleaian masalah ( Minggu ke-4). Selama
kerja praktek berlangsung, mahasiswa dituntut untuk mengamati dan mengidentifikasi masalah yang ada berkaitan dengan topik atau penetapan bagian kerja oleh perusahaan. mahasiswa juga dihimbau agar merusmuskan dan menyelesaikan masalah serta diskusi dengan pembimbing lapangan mengenai masalah pada perusahaan tersebut dan menyelesaikan sesuai dengan teori-teori yang didapat pada bangku kuliah atau daftar pustaka penelitian yang ada. Kemudian dilakukan pengumpulan data dan draft dari berbagai literatur sebagai pembanding dengan laporan resmi kerja praktek.
4 2. KEADAAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Banyuwangi Cannery Indonesia merupakan perusahaan industri yang bergerak dalam bidang pangan yang dikemas dalam kaleng dengan merek dagang “Blue Ocean”, “Fresh”, dan “Sindbad”. Pada tahun 2010 PT Banyuwangi Cannery Indonesia resmi didirikan dan memiliki kapasitas hasil produksi 8 kontainer per bulan. Perusahaan ini memiliki luas sekitar 1,5 hektar. Perusahaan ini didirikan dan dimiliki perseorangan. Total tenaga kerja pada PT Banyuwangi Cannery Indonesia yaitu 211 karyawan. Tujuan didirikanya perusahaan ini yaitu ikut berpartisiasi dalam mengembangkan mutu produk makanan dalam kaleng, meningkatkan sumber daya manusia (SDM) yang kini berkembang pesat, turut serta meningkatkan program pangan sehat dan aman oleh pemerintah. Produk yang dihasilkan oleh PT Banyuwangi Cannery Indonesia antara lain : Canned tuna in soya bean oil ( Tuna Kaleng dengan Minyak kedelai ), Canned tuna in sunflower oil/ olive oil ( Tuna Kaleng dalam Minyak Bunga Matahari), Canned tuna in oil with chilli ( Tuna Kaleng dalam minyak dan cabai), Canned sardine in soya oil/ sunflower oil/ olive oil ( Sarden kaleng dengan minyak kedelai atau minyak biji matahari), Canned sardine in tomato sauce (Kaleng sarden dengan saus tomat). Jumlah produksi rata-rata yaitu 10 ton daging tuna/hari. Hasil produksi akan dipasarkan ke berbagai negara yaitu Timur Tengah, Afrika, dan Eropa. Timur tengah merupakan sasaran utama dalam mengekspor produk yuna dalam kaleng kemudian disusul dengan daerah Afrika serta Eropa. Fasilitas produksi pada perusahaan ini didukung oleh sistem komputer pengendali mutu, gudang penyimpanan produk jadi yang dilengkapi dengan mesin pengatur suhu ruangan, serta dilakukan pemantauan kualitas secara terus menerus oleh laboratorium untuk menjaga kualitas produk dan untuk memenuhi keinginan pelanggan akan produk yang higienis. PT Banyuwangi Cannery Indonesia telah
mendapatkan sertifikat Hazard Analysis Critical Control Point (HACCP), Good
Gambar 1. Logo PT Banyuwangi Cannery Indonesia
2.2. Visi dan Misi Perusahaan
Visi PT Banyuwangi Cannery Indonesia yaitu menjadi perusahaan terdepan dalam menghasilkan produk hasil laut yang unggul dalam mutu dan keamanan pangan untuk memenuhi kebutuhan masyarakat di seluruh dunia. Sedangkan Misi dari PT Banyuwani Cannery Indonesia :
• Membentuk sistem jaminan mutu dan keamanan pangan
• Meningkatkan qualitas dan kemampuan sumber daya manusia ( SDM )
• Meningkatkan sarana dan prasarana pengolahan
2.3. Lokasi dan Letak Geografis
PT Banyuwangi Cannery Indonesia terletak di jalan Raya Situbondo Km 12,5 Watudodol, Ketapang, Banyuwangi, Jawa Timur. PT Banyuwangi Cannery Indonesia berdekatan dengan pelabuhan penyebrangan Ketapang. Akibatnya, letak pabrik sangat strategis karena berada dijalur transportasi umum. PT Banyuwangi Cannery Indonesia terdiri atas 2 buah gedung utama yaitu kantor pemasaran serta gedung produksi dan
laboraturium. Kantor pemasaran dimana berisi aula, ruang Manager, ruang Human
Research Development (HRD), dan ruang produksi. Digedung yang lain berisi laboraturium dan ruang Quality Analysis (QA) atau Quality Control (QC). Untuk ruang produksi tediri dari ruang buthcering dan cooker, ruang deheading, ruang trimming,
ruang seaming, retort, dan gudang pengemasan. Gudang pengemasan digunakan untuk
menyimpan hasil produksi sebelum dipasarkan. Sedangkan cool storage (penyimpanan
beku) digunakan untuk menerima kedatangan ikan dan disimpan dalam bentuk beku agar umur simpan dan kesegaran ikan dapat terjaga sebelum proses pengolahan ikan.
6
2.4. Struktur Organisasi
PT Banyuwangi Cannery Indonesia menggunakan sistem organisasi garis (line
organization). Kekuatan tertinggi di PT Banyuwangi Cannery Indonesia adalah Board of directors, kemudian membawahi Chief executive director, membawahi Executive director, membawahi 2 departemen yaitu Marketing dan Export secretarial dan General manager. General manager membawahi Plant manager, membawahi enam departemen yaitu Ware house dept, QC dept, Production dept, Finance, HRD, technician & Mechanic Dept. Untuk HRD membawahi 2 departemen yaitu Security dan Transport.
Untuk Production dept membawahi dua departemen yaitu Stock & Production
administration dan Supervisor.
2.5. Sistem Pemasaran
Untuk mendukung pemasaran, PT Banyuwangi Cannery Indonesia bekerja sama dengan berbagai pihak industri baik perseorangan atau milik negara. Sistem pemasaran produk tuna dalam kaleng ini dilakukan berdasarkan sistem job order dan untuk mendapatkan pembelinya dengan ikut serta dalam expo-expo yang diselenggarakan di berbagai negara. Sistem job order dilakukan berdasarkan jumlah pesanan dari pelanggan dan pembeli. Jadi dalam hal ini PT Banyuwangi Cannery Indonesia bertindak sebagai suplier isi produk tuna dengan merek yang disesuaikan dari buyer. Produk tuna dalam kaleng ini dipasarkan diekspor ke semua African Countries, Middle East Countries, dan
Uni Emirates Arab. Proses pengiriman produk tuna dalam kaleng ini dilakukan dengan menggunakan container jalur laut.
2.6. Ketenagakerjaan
Untuk kelancaran proses produksi, dalam suatu industri harus ada tenaga kerja. PT Banyuwangi Cannery Indonesia memiliki dua golongan tenaga kerja, yaitu tenaga kerja tetap dan tenaga kerja kontrak. Tenaga kerja tetap merupakan pekerja yang bekerja setiap hari dan menerima upah serta dapat menikmati fasilitas dan tunjangan dari
perusahaan, sedangkan tanaga kerja kontrak adalah pekerja yang memiliki masa bekerja dalam jangka waktu tertentu yang disepakati dengan adanya perjanjian. Untuk menjadi pekerja atau tenaga kerja harus melewati proses seleksi yang telah ditetapkan. Menurut undang-undang RI No.25 tahun 1997, tenaga kerja adalah setiap orang laki-laki atau wanita yang sedang dalam dan atau akan melakukan pekerjaan, baik di dalam maupun di luar hubungan kerja guna menghasilkan barang atau jasa untuk memenuhi kebutuhan masyarakat.
Penetapan jam kerja untuk para pekerja bagian staff kantor di PT Banyuwangi Cannery Indonesia adalah 8 jam kerja dan dimulai pukul 08.00-16.00 WIB dan setiap hari kerja ( Senin hingga Sabtu). Waktu istirahat dibagi atas 2 bagian, yaitu pukul 11.00-12.00 dan 12.00-13.00 WIB. Dengan adanya pembagian jam istirahat dapat meminimalkan terhambatnya produksi dikarenakan tidak adanya pekerja yang sedang istirahat. Jam kerja yang telah ditetapkan dapat mengalami perubahan karena beberapa faktor yaitu peningkataan jam kerja dan lembur dikarenakan permintaan pembeli yang lebih banyak serta kejar taget. Hal yang sangat penting yang diperhatikan oleh perusahaan adalah keselamatan tenaga kerja atau karyawan. PT Banyuwangi Cannery Indonesiajuga menyediakan fasilitas penunjang untuk menjamin keselamatan karyawan, antara lain adalah penyediaan alat pemadam kebakaran yang disesuaikan dengan material atau bahan serta tempat yang mudah dan rawan kebakaran tersebut, dan penyediaan fasilitas P3K seperti kotak obat-obatan.
8
3. SPESIFIKASI PRODUK PT BANYUWANGI CANNERY INDONESIA
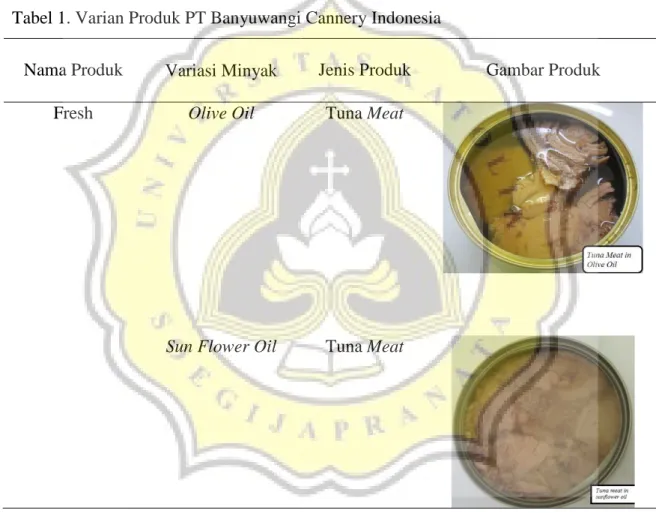
PT. Banyuwangi Cannery Indonesia memproduksi ikan tuna dalam kaleng. Berbagi macam produk telah dikembangkan sesuai dengan kebutuhan pembeli dan pasar. produk-produk yang dihasilkan juga beraneka ragam dan berkembang. Produk ikan tuna dalam kaleng yang diproduksi oleh perusahaan ini dibagi menjadi 4 jenis media, yaitu
olive oil, sunflower oil, soya bean oil, dan brine. Untuk jenis potongan produk dibagi menjadi 3 jenis, yaitu chunk, slice, dan flake.
Tabel 1. Varian Produk PT Banyuwangi Cannery Indonesia
Nama Produk Variasi Minyak Jenis Produk Gambar Produk
Fresh Olive Oil Tuna Meat
Soya Bean Oil Brine Oil Vegetables Oil Tuna Meat Tuna Meat Tuna Meat
10
Lanjutan Tabel 1. Varian Produk PT Banyuwangi Cannery Indonesia
Nama Produk Variasi Minyak Jenis Produk Gambar Produk
Sindbad Dinda Al Yemenia Olive Oil Sunflower Oil Olive oil Olive Oil
Solid light meat
tuna
Solid light meat
tuna
White meat tuna
Nama Produk Variasi Minyak Jenis Produk Gambar Produk
Gold Fish Olive Oil Tuna Chunk
Baraka Vegetable Oil Solid Meat Tuna
Al Madina Sunflower Oil Light Meat Tuna
12 4. PROSES PRODUKSI
4.1. Bahan Baku
Produk Tuna dalam kaleng merupakan produk dari seafood (makanan hewani yang
berasal dari laut). Bahan dasar pembuatan tuna kaleng yaitu ikan tuna yang sudah dimasak dan pencampuran dengan minyak dan air garam.
• Ikan Tuna
Ikan Tuna merupakan bahan dasar pembuatan tuna kaleng. Tuna merupakan ikan yang memiliki nilai komersial tinggi. Ikan Tuna merupakan ikan yang memiliki protein dan lemak yang tinggi, protein ikan tuna berkisar 22,6 - 26,2 g/100 g daging lemak antara 0,2-2,7 g/100 gdaging. Ikan tuna juga mengandung mineral (kalsium, fosfor, besi, sodium), vitamin A (retinol), dan vitamin B (thiamin,riboflavin, dan niasin) (Departemen Kelautan dan Perikanan, 2005). Bagian ikan tuna yang dapat dimakan (edible portion) yaitu berkisar 40%-50% dari tubuh ikan (Murniyati & Sunarman, 2000). Kadar protein daging putih dalam ikan tuna lebih tinggi daripada daging merah, tetapi kadar lemak daging putih lebih rendah daripada daging merah. Daging merah kaya akan lemak, suplai oksigen, dan mioglobin (Kawamura, 2003).
Penggunaan Ikan tuna untuk dijadikan sarden atau makanan dalam kaleng sangat cocok, ikan tuna memiliki tekstur daging yang kompak, gurih, dan warna coklat muda serta banyak memiliki loin. Kerusakaan pada ikan Tuna yaitu memar pada daging yang pasca penangkapan, warna daging yang menguning dikarenakan daging mengalami dehidrasi, serta saat penangkapan ikan terlalu banyak gerak sehingga menyebabkan glikogen dalam daging berkurang sehingga daging tidak kompak dan padat.
• Minyak
Penggunaan minyak dalam proses pembuatan ikan kaleng juga dibutuhkan. minyak sebagai pemberi rasa dan pengawet alami yang dapat memperpanjang umur simpan dari produk. Minyak yang digunakan yaitu minyak yang bersifat antioksidan. Keuntungan penggunaan minyk anti oksidan yaitu minyak yang mengikat bahan dapat memberi rasa gurih dan mencegah oksidasi didalam bahan pengemas yang menggunakan kaleng. Minyak yang digunakan yaitu minyak berjenis olive oil, sunflower oil, brine oil, vegetables oil.
• Air Garam
Garam adalah bahan yang berperan dalam pengawetan ikan, daging dan bahan pangan lainnya. Garam juga dapat mengendalikan pertumbuhan mikroorganisme yang bebas dari pengaruh racunnya. Dalam produk ikan tuna, garam yang ditambahkan juga memberi rasa asin sebagai flavour dalam produk.
4.2. Proses Produksi
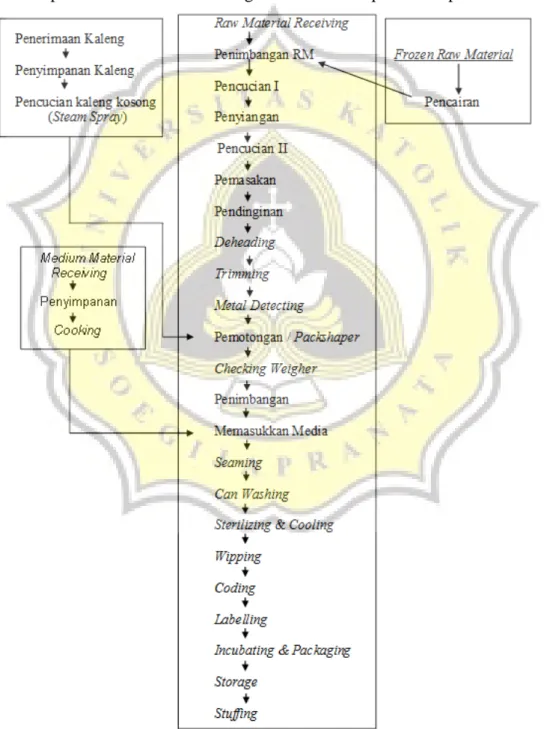
Tuna kaleng biasa dikonsumsi sebagai lauk (slide dish) atau makanan langsung (ready to eat). Tuna kaleng memiliki kadar air sekitar 20% setelah pemasakan (cooking). proses pembuatan ikan Tuna kaleng memiliki beberapa proses :
1. Receiving dan Thawing
Tahap receiving dan Thawing merupakan tahap penerimaan dan pemeriksaan bahan baku sesuai standar yang telah ditetapkan perusahaan. Penerimaan bahan baku yang sudah di freezingkemudian di thawing(menaikan suhu) untuk menghilangkan es dan menaikan suhu ikan. tahapan ini berfungsi mencegah kontaminasi dengan mikroorganisme.
2. Butchering
Butchering adalah suatu proses dimana ikan akan dipisahkan dari organ organ dalam yang dapat mengkontaminasi daging ikan melalu pembusukan. ikan yang sudah dithawing kemudian di potong bagian perut untuk dikeluarkan bagian saluran pencernaan dan darah. hasil organ dalam yang didapat dapat digunakan sebagai
14
pakan ternak. pemotongan dilakukan menggunakan pisau. ikan yang sudah dibersihkan kemudian dimasukan ke dalam bak yang bersuhu dingin dan dberi es untuk pengawetan sebelum masuk kedalam proses berikutnya.
3. Cooking
Tahap selanjutnya adalah tahap pemasakan ikan. pemasakan ikan dilakukan didalam
cookerdenan suhu 90 derajat celcius. tujuan dari tahap ini yaitu mematangkan daging ikan dan menghilangkan bau amis ikan. proses ini juga menurunkan kadar air ikan tuna sehingga mendapatkan ikan yang kering.
4. Spray Cooling
Spray Coolingmerupakan tahapan yang bertujuan mendinginkan ikan yang sudah dimasak didalam cooker. suhu yang digunakan yaitu 25 derajat celcius. proses cooling juga memudahkan proses berikutnya agar tdak panas dan mencegah kontaminasi produk.
5. Deheading
Tahapan deheading yaitu penghilangan kulit, duri, kepala, dan sisik. penghilangan ini bertujuan mendapatkan loin ( daging ikan tuna utuh). penghilangan kulit, duri, kepala, dan sisik dilakukan seacara manual dengan menggunakan pisau pemotong. pemmotongan harus dilakukan searah ( mengarah ke badan pemotong). Hasil atau limbah dari potongan kepala, duri, sisik, dan kulit akan digunakan untuk pembuatan tepung ikan.
6. Trimming
Pada daging tuna terdiri dari brown meat dan white meat. brown meat merupakan daging yang tidak dikonsumsi, white meat daging yang akan diberi media dan dikonsumsi langsung oleh konsume. proses triming merupakan proses pemisahan brown meat dan white meat. proses ini dilakukan dengan menggunakan alat pisau pemotong. hasil dari brown meat akan dijadikan makanan ternak dan tepung ikan.
7. Filling
Dalam unit operasi ini, filling merupakan pengisihan bahan ke dalam bahan
pengemas yaitu kaleng. Pengisian loin dilakukan menggunakan tenaga dari pekerja dan karyawan. pengisian bahan dilakukan dengan menimbang berat bahan dengan kaeng sesuai kebutuhan pembeli. Bentuk bahan yang akan diisi berdasarkan
permintaan pembeli seperti pengisian loin, flake (daging tuna yang dicacah),
chunk(daging tuna potong). pengisian bahan dilakukan pada suhu ruang yang. setelah penngisihan bahan produk akan diisi dengan media yaitu minyak antioksidan dan air garam. pengisian media dilakukan melalui mesin conveyor. minyak dan air garam akan di semprotkan melalui pipa-pipa kecil saat produk berada di lintasan conveyor.
8. Seaming
Setelah pemasukan bahan, produk yang akan dibuat akan masuk kedalam proses lanjutan yaitu seaming. Unit operasi ini merupakan proses pembungkusan kaleng
dengan menutup rapat kaleng produk dengan tutup kaleng. proses seaming
menggunakan alat bernama seamer. Produk akan berada didalam conveyor
kemudian akan di seamer dengan sistem batch.
9. Can washing
Pada unit operasi produk akan di spray menggunakan air dan uap. produk kaleng yang sudah di seamingkemudian akan masuk proses spray uap dan air. proses ini bertujuan membersihkan kaleng yang terkena minyak. minyak yang berikatan dengan kaleng akan menimbulkan kerak yang sukar dihilangkan. pencegahan yang dilakukan yaitu membersihkan dengan uap air.
10. Sterilization
Bagian akhir dari unit produksi yaitu sterilisasi. Tujuan dari sterilisasi yaitu membunuh mikroorganisme yang ada pada produk. sterilisasi menggunakan retort berjumlah 4 buah. Satu buah retort dapat menampung 6000 kaleng untuk proses sterilisasi. suhu sterilisasi yang digunakan yaitu 121°C selama 1 jam.
16
11. Packaging
Chips yang telah dikemas selanjutnya diletakkan di gudang penyimpanan produk jadi sebelum didistribusikan. Gudang harus ditangani secara hati-hati dan prinsip
first-in-first-out (FIFO) harus diterapkan. Suhu pada gudang penyimpanan chips
harus diperhatikan, yaitu sekitar suhu ruang atau di bawah suhu ruang sehinggaumur simpanchips dapat dipertahankan.
Diagram alir pembuatan Ikan tuna kaleng skala industridapat dilihat pada Gambar 2.
4.3. Sanitasi
PT Banyuwngi Cannery Indonesia menerapkan sistem Good Manufacturing Practices
sejak tahun 2015. Sistem GMP meliputi standar gedung, bangunan dan lingkungan, peralatan, proses produksi, sanitasi serta higiene. Sistem GMP ini kemudian dijabarkan lebih lanjut dalam bentuk Standard Sanitation Operating Procedure (SSOP), Standard Quality Manual (SQM), dan Work Instruction (WI). Berikut adalah upaya yang dilakukan PT Banyuwangi Cannery Indonesia dalam menerapkan sistem GMP.
4.3.1 Personal Hygiene
Kemungkinan kontaminasi paling utama selama proses produksi berasal dari pekerja. Oleh karena itu, kebersihan seluruh pekerja harus diperhatikan dan dijaga agar tidak mengakibatkan kontaminasi pada produk. Seluruh pekerja yang akan masuk ke area produksi harus menggunakan seragam, apron, penutup kepala, dan masker yang bersih, serta sepatu bot khusus yang disediakan untuk area produksi. Seluruh pekerja yang ingin ke toilet harus mengganti sepatu dengan sandal yang telah disediakan. Begitu juga dengan tamu, tamu yang akan masuk ke area produksi harus menggunakan cover shoes. Tamu tidak boleh masuk sendiri tanpa adanya pendamping. Selain itu, disediakan tempat cuci tangan di beberapa tempat, terutama di dekat pintu masuk area produksi. Seluruh pekerja harus mencuci tangan sebelum dan setelah masuk ke area produksi. Sabun dan pengering otomatis disediakan di tiap-tiap ruang produksi
Seluruh pekerja yang masuk ke area produksi tidak diijinkan mengenakan aksesoris, seperti cincin, gelang, kalung, dan sebagainya, serta tidak diijinkan membawa
makanan/minuman dan handphone. Untuk barang-barang pekerja disediakan loker
untuk tiap pekerja meletakan barang pribadinya.Seluruh pekerja tidak boleh membawa makanan/minuman, namun air mineral masih diperbolehkan, tidak boleh membawa rokok, serta tidak boleh menggunakan parfum sebelum bekerja.Pemeriksaan loker dilakukan minimal satu kali dalam satu bulan setiap regunya dengan tujuan untuk memastikan apakah seluruh barang bawaan pekerja telah sesuai dengan peraturan yang berlaku atau belum. Pemeriksaan dilakukan oleh tim QC Sanitasi PT Banyuwangi Cannery Indonesia
18
Tindakan yang dilakukan PT Banyuwangi Cannery Inonesia untuk memastikan dan melindungi pekerjanya dengan menggunakan seragam. Setiap pekerja harus menggunakan seragam sesuai dengan warna yang telah ditentukan setiap harinya. Seragam yang digunakan sselalu bersih dan baru setiap harinya agar memastikan kebersihan pekerja. Untuk para wanita berjilbab yang menggunakan manset, diberlakukan aturan khusus bahwa manset harus dijahit dengan seragam. Hal ini dimaksudkan agar manset ikut tercuci saat seragam dicuci. Selain itu juga diberlakukan aturan bahwa jilbab yang boleh digunakan untuk masuk ke area produksi adalah warna putih polos. Sedangkan jilbab yang digunakan di luar area produksi adalah warna selain putih polos. Hal ini dilakukan agar kebersihan seragam para pekerja dapat dikontrol.
Seluruh pekerja PT Banyuwangi Cannery Inonesia mendapatkan pelatihan GMP. Selain itu, pengecekan kesehatan juga dilakukan bagi seluruh pekerja untuk memastikan bahwa kondisi kesehatan mereka tidak akan mengakibatkan kontaminasi produk. Departemen QC Sanitasi Industri bertugas untuk memastikan kualitas dan keamanan dari produk makanan, mulai dari bahan baku, proses produksi hingga produk jadi. Audit internal dilakukan secara teratur untuk memastikan bahwa sistem GMP telah dilaksanakan dengan baik oleh seluruh pekerja atau belum. Hasil audit selanjutnya dilaporkan kepada departemen terkait dan didokumentasikan.
4.3.2 Mesin dan Peralatan
Seluruh mesin dan peralatan sebaiknya dipilih yang terbuat dari stainless steel agar tidak terjadi korosi dan lebih mudah untuk dibersihkan. Seluruh mesin dan peralatan, terutama yang kontak langsung dengan makanan harus dijaga kebersihannya, harus dibersihkan sebelum dan setelah proses produksi. Mesin produksi juga dibersihkan bertujuan untuk perawatan dan dapat memperpanjang masa pemakaian. Setiap alat dan mesin produksi dibersihkan setelah produksi selesai. Setiap alat dan mesin dibersihkan
menggunakan cairan kima yang aman untuk mesin dan peralatan. PT Banyuwangi Cannery Indonesia menggunakan cairan kimia teepol yang aman untuk bahan dapat membersihkan mesin dan perlatan serta mencegah kerak dan korosif.
Seluruh area produksi juga harus selalu dijaga kebersihannya. Petugas kebersihan bertugas untuk membersihkan seluruh area produksi menggunakan sapu atau pel setiap beberapa jam sekali. Area produksi harus memiliki langit-langit yang tinggi untuk membantu sirkulasi udara karena tidak adanya ventilasi di dalam ruangan.
4.3.3 Lingkungan Pabrik
Seluruh bangunan, termasuk lantai, langit-langit, dan dinding harus bersih dan terbebas dari debu. Lantai yang digunakan harus terbuat dari bahan yang mudah dibersihkan. sudut lantai yang digunakan harus miring yang bertujuan tidak menimbulkan kotoran yang mengendap dan sukar dibersihkan. Lampu yang digunakan juga harus diberi penutup untuk mencegah kemungkinan kontaminasi pada produk. Dinding dicat dengan warna putih untuk membantu mendeteksi debu, kotoran, dan benda asing lainnya. Selain itu, dinding harus didesain agar mudah dibersihkan dan tidak menjadi tempat akumulasi debu, sarang laba-laba, dan kotoran lainnya.
Seluruh fasilitas perusahaan, seperti kantin, toilet, dan area kantor juga harus dijaga kebersihannya. QC Sanitasi bertugas untuk membersihkan seluruh fasilitas perusahaan tersebut menggunakan pel setiap beberapa jam sekali. Selain itu, area gudang juga perlu
dijaga kebersihannya, yaitu dengan dibersihkan menggunakan sapu dan vacuum
cleaner. Palet-palet yang ada di gudang tidak diletakkan langsung pada lantai agar lebih mudah dibersihkan dan terhindar dari hama atau akumulasi debu. Palet yang digunakan dibersihkan setiap selesai produksi dan dkeringkan agar tidak berkarat dan korosif.
4.3.4 Pest Control
Alat pest control diletakkan di seluruh bagian gudang, ruang produksi, dan luar pabrik. Hal ini dilakukan untuk mengurangi atau mencegah adanya hama, seperti tikus dan serangga yang dapat merusak dan mengganggu bahan baku yang telah menjadi produk.
20
4.4. Pengelolaan Limbah
Limbah merupakanhasil sisa produksi yang mengandung beracundan berbahaya secara langsung maupun tidak langsung dapat membahayakan dan merusak produk yang dihasilkan, pekerja, dan mencemari lingkungan sekitar (Mahida, 1984). Berdasarkan karakteristiknya, limbah industri digolongkan 4 macam, yaitu limbah padat, cair, gas, dan limbah B3 (Bahan Berbahaya dan Beracun).
Limbah yang dihasilkan PT Banyuwangi Cannery Indonesia secara umum digolongkan menjadi 3 yaitu limbah padat, cair, dan limbah B3. Berikut adalah rincian pengelolaan limbah di PT Banyuwangi Cannery Indonesia:
• Limbah Padat
Limbah padat yang dihasilkan yaitu organ dalam, kulit, sisik, duri, ekor, kepala, dan daging yang rusak. limbah hasil dari unit produksi dapat dimanfaatkan agar dapat memiliki nilai ekonomis. limbah padat hasil pengolahan ikan tuna kaleng dapat dimanfaatkan menjadi tepung ikan dan makanan ternak. Limbah padat harus cepat mendapat penanganan dan tidak boleh terlalu lama disimpan karena dapat menyebabkan aroma yang tidak sedap dan mengalami pembusukan karena kontak dengan oksigen.
• Limbah Cair
Limbah cair yang dihasilkan berasal dari air pencucian ikan seperti air thawing, air pendinginan ( cooling spray water), dan darah ikan. Tujuan dari pengolahan limbah cair adalah untuk mengurangi kandungan bahan beracun atau bahaya yang ditimbulkan oleh limbah sehingga aman untuk dibuang ke lingkungan (Metcalf & Eddy, 1991).
Limbah cair di PT Banyuwangi Cannery Indonesia berasal dari 3 sumber utama yaitu air pencucian ikan , darah ikan, dan air pendinginan ikan. Limbah cair kemudian akan dijadikan satu melalui saluran screening.Screeningmerupakan proses
pemisahan antara limbah cair dengan padatan yang terlarut dalam limbah cair. Hasil dari proses screeningakan mengalir meenuju bak screening untuk dipisahkan dari
padatan. Selanjutnya limbah cair akan masuk kedala grease trap melalui pipa
paraon. Fungsi grease trap yaitu memisahkan antar air dan minyak yang dibawa oleh air limbah. Minyak akan ditampung pada bak kemudian akan diproses dan diuji selanjutnya sedangkan air limbah akan dibiarkan mengalir menuju bak Instalasi Pengolahan Air Limbah ( IPAL ). Setelah pemisahan dan filterisasi kemudian air limbah akan menuju ke bak Aqualisasi. Pada tahap aqualisasi, air limbah akan dihomogenkan sebelum menuju ke reaktor anaerob. Bak aqualisasi dapat menampung 30% dari debit air limbah setelah proses produk.
Limbah yang berasal dari bak Aqualisasi akan dihomogenkan kemudian masuk ke dalam reaktor anaerob. Limbah cair yang masuk kedalam reaktor anaerob akan didegradasi nutrient secara biologis. Degradasi menggunakan mikroorganisme yang berperan untuk mengambil nutrient dalam air limbah tanpa bantuan oksigen. Degrdasi akan mengurangi bau amonia dan warna hijau pekat dalam air limbah menjadi air limbah yang hijau tetapi lebih cerah, kemudian dapat memenuhi standar kelayakan pembuangan air limbah.
Limbah cair kemudian akan di saring dengan menggunakan reaktor aerob dengan bantuan cahaya matahari dan oksigen. nutrient tidak terdegradasi sepenuhnya pada reaktor anaerob, maka reaktor aerob berfungsi untuk mendegradasi sisa nutrient dengan bantuan blower. Dalam reaktor aerob terdapat blower untuk mempercepat pengambilan mengambil nutrient serta sebagai proses sirkulasi untuk penguapan . Reaktor aerob akan menghasilkan limbah cair yang memiliki kandungan lumpur didalamnya maka dari itu penggunaan bak sedimentasi dilakukan setelah reaktor aerob.
Limbah cair yang dihasilka oleh reaktor aerob akan menghasilkan lumpur ( sekitar 30% lumpur dalam air) akan dialirkan menuju bak Sedimentasi. Fungsi dari bak sedimentasi yaitu mengendapakan lumpur yang ada pada air limbah. Bak sedimentasi memisahkan dengan berat jenis, air yang memiliki berat jenis lebih
22
rendah akan mengalir pada bak indikator sedangkan lumpur akan tertahan dan dimafaatkan untuk selanjutnya. Dalam bak indikator diberi penyaring untuk menyaring lumpur aktif yang lolos melalui air limbah.
Bak Indikator merupakan penampungan air limbah terakhir sebelum dibuang ke lingkungan. Pada bak Indikator, air limbah harus sesuai dengan standar air limbah oleh Badan Lingkungan Hidup (BLH). Sebelum pembuangan air limbah, Tim QC sanitasi harus melakukan pengecekan dan pengujian air limbah. Air limbah akhir (
final waste water) harus memiliki kadar amonia yang rendah yaitu kurang dari 5 mg/l dengan pH nteral sekitar 6,8 hingga 7.
• Limbah Bahan Berbahaya dan Beracun (B3)
Limbah B3 adalah sisa suatu produksi yang mengandung bahan berbahaya dan beracun yang baik secara langsung maupun tidak langsung dapat membahayakan lingkungan hidup, kesehatan, serta kelangsungan hidup manusia dan makhluk hidup lainnya. Limbah B3 meliputi cairan atau bahan yang mudah terbakar, seperti solar sisa produksi, bahan yang bersifat korosif, bahan kimia yang berasal dari limbah analisis, limbah medis, dan bahan berbahaya lainnya. Karakteristik limbah B3 yaitu mudah meledak, mudah terbakar, bersifat reaktif, beracun, menyebabkan infeksi, bersifat korosif, karsinogenik, dan mutagenik (Yuliani, 2011).
23 5. PEMBAHASAN
Sanitasi merupakan prinsip yang digunakan untuk membantu dalam memperbaiki, menjaga, mepertahankan, dan mengembalikan kesehatan bagi manusia dan lingkunganya (Jennie, 2008). Prinsip-prinsip sanitasi makanan adalah usaha yang dilakukan dalam memelihara dan meningkatkan kesehatan dan keamanan, melalui kegiatan kebersihan dan factor-faktor lingkungan yang dapat menimbulkan gangguan penyakit (Giyatmi & Irianto, 2000). Sanitasi juga berhubungan dengan Higenitas. Menurut Lisyanti (2009), Higenitas merupakan pengendalian bahan makanan agar terhindar dan tercemar dari penyakit yang ditularkan melalui bahan pangan. Setiap tindakan dapat diambil untuk mengurangi tingkat kontaminasi yang dapat menghasilkan produk dengan mutu mikroobiologi yang lebih baik dan pengurangan resiko bahaya terhadap kesehatan. Untuk menghasilkan produk yang memiliki kualitas tinggi diperlukan proses produksi yang menerapkan sistem sanitasi dan hygiene yang baik. Dalam sanitasi memiliki prosedur-prosedur standar operasi sanitasi sangat perlu dalam menciptakan lingkungan yang saniter dan higenis.
Menurut Saksono (1986), makanan yang sehat merupakan makan yang telah melalui penanganan yang benar dan memiliki kontaminasi yang rendah. Makanan yang rusak bila dikonsumsi oleh manusia akan menyebabkan gangguan pada tubuh. Hal ini disebabkan oleh zat-zat kimia, biologis yang dikonsumsi terlalu banyak, pertumbuhan jasad renik yang dapat menimbulkan penyakit, serangga dan pencemaran oleh cacing. Penetapan sanitasi hygiene dalam industri pangan khususnya di bagian perikanan sangat penting, dimana membutuhkan kesadaran, pengetahuan dan sarana semua pihak dalam bidang perikanan. Penetapan prinsip-prinsip sanitasi dan higenitas akan berpengaruh terhadap mutu dan kualitas serta jaminan kesehatan untuk konsumen. Penetapan prinsip-prinsip sanitasi diatur ke dalam peraturan standar yang disebut (Good Manufacturing Practices) GMP. GMP merupakan pedoman tata cara dan perencanaan tertulis memproduksi bahan pangan dengan baik dan benar pada seluruh rantai produksi, dimulai dari tahap produksi primer hingga konsumen akhir dan menekankan higien pada setiap tahapan (Marriot & G. Norman, 1992). Pedoman GMP mencakup tentang lokasi pabrik, bangunan, produk akhir, peralatan produksi, bahan baku, higienis
24
karyawan, pengendalian proses pengolahan, fasilitas sanitasi, label, keterangan produk,penyimpanan, pemeliharaan sarana pengolahan, kegiatan sanitasi, laboratorium, wadah atau kemasan ( Mariot G, 1995). SSOP didefinisikan sebagai suatu prosedur yang menjadi standar untuk menghasilkan dan menjaga kondisi yang saniter yang berhubungan dengan seluruh fasilitas produksi, alat, dan area ruang lingkup industri atau perusahaan (Winarno & Surono, 2004). Jadi SSOP merupakan alat bantu dalam menetapkan dan menekankan Higenitas pada suatu Industri untuk penerapan dari GMP.
Selain GMP dan SSOP, PT Banyuwangi telah menerapkan SQM dan WI. Standard
Quality Manual ( SQM) merupakan turunan dari prosedur yang ada di dalam GMP, SQM merupakan penentuan standar kualitas dan mutu dari produk yang dihasilkan memenuhi Standar Nasional Indonesia (SNI) yang telah ditetapkan oleh lembaga pangan seperti Badan Pengawasan Obat dan Makanan (BPOM) dan Dinas Kelautan.
Work Instructions adalah aturan – aturan pelaksanaan kerja secara tertulis yang diciptakan perusahaan sebagai dasar pelaksanaan produksi untuk para pekerja dan karyawan. Aturan ini juga didasari oleh GMP. Apabila penerapan GMP telah dilaksanakan dan diterapkan maka ada evaluasi dari QC Sanitasi untuk menilai dan memberi audit tentang pelaksanaan GMP.
Menurut Winarno & Surono (2004), SSOP terdiri atas 8 kunci persyaratan sanitasi yang digunakan dalam Industri yaitu:
1. Keamanan Air
2. Kondisi permukaan yang berhubungan langsung dengan bahan pangan 3. Pencegahan kontaminasi silang
4. Menyediakan fasilitas keberisihan seperti fasilitas cuci tangan dan toilet 5. Proteksi dari bahan-bahan lain yang dapat menyebabkan kontaminan
6. Pelabelan dan penyimpanan bahan yang bersifat toksik, beracun, dan berbahaya 7. Pengawasan kondisi dan kesehatan personil
8. Hama pengganggu dari unit pengolahan
Tujuan sanitasi yaitu untuk mencegah terjadinya kontaminasi ke dalam makanan dan peralatan pengolahan makanan. Kontaminasi bermacam-macam dapat berupa pestisida, bahan kimia, serangga dan bagian dari serangga atau binatang pengerat (misalnya bulu,
air kencing, dan feses) serta benda asing lainnya (seperti serpihan kayu, besi atau gelas), demikian juga halnya dengan mikroba atau jasad renik (Winarno, 1994).
5.1. Sanitasi Bahan Baku
Penanganan baku pada pembuatan ikan tuna kaleng pada PT Banyuwangi Cannery Indonesia, dapat dikatakan cukup baik hal ini dapat dilihat dari awal proses penangkapanikan tuna yang sudah dibekukan saat penangkapan sehingga kesegaran dapat terjaga oleh agen penyediaan ikan tuna segar penangkapan dan penyimpanan ikan tuna yang menggunakan media beku disebut beku darat. Ikan yang telah ditangkap kemudian sesegera mungkin disimpan dalam kotak penyimpanan beku. Menurut Ilyas (1983), es memiliki kelebihan dibandingkan dengan fasilitas pendingin lainnya dalam mendinginkan ikan, kelebihan es yaitu kapasitas pendinginnya yang besar (80 kkal tiap kg es), es tidak membahayakan, cepat mendinginkan ikan, dapat memisahkan lendir dan kotoran ikan agar dapat dibersihkan, serta dapat menjaga suhu ikan tetap pada suhu 0°C. Bahan baku ikan tuna sebelum diproses lebih lanjut juga sudah mengalami pencucian untuk menjaga agar bahan yang digunakan terbebas dari kontaminasi bahan pencemar. Menurut Jennie (1999), makanan yang telah terkontaminasi dapat menimbulkan sakit perut dan bahkan kematian, makanan yang terkontaminasi merupkan makanan yang salah dalam penangananya dan penyimpananya. Penyimpanan bahan baku pembuatan ikan tuna kaleng telah dilakukan dengan baik yaitu bahan yang sudah di cuci dan disiangi (penghilangan organ dalam) segera dimasukkan kedalam wadah dan disimpan pada lemari pendingin apabila tidak segera digunakan. Hal ini bertujuan untuk menghindari kontaminasi dan menjaga agar bahan-bahan tetap higenis. Pada PT Banyuwangi Cannery Indonesia memiliki gudang penyimpanan yang digunakan untuk
menyimpan raw material dalam kondisi freeze (Beku). Hal ini bertujuan untuk
mengawetkan ikan tuna dan mencegah pertumbuhan mikroorganisme selama penyimpanan.
26
5.2. Sanitasi Air dan Es
Air dalam proses pembuatan ikan tuna kaleng memiliki standar dan kualitas yang baik dan bersih serta memiliki higenitas yang tinggi. Peran air sangat penting karena air merupakan media kebersihan bahan baku, alat, fasilitas, media, dan lainya (Winarno 2002). Standar air bersih yang digunakan; tidak berwarna, tidak berasa dan tidak berbau. Air yang digunakan dalam produksiikan tuna kaleng berasal dari air PDAM atau air tandon atau air sumur yang memiliki kemurnian tinggidan telah mengalami pengujiandan memenuhi standar sehingga dapat digunakan dalam proses persiapan bahan (merendam, mencuci dan semua kegiatan membersihkan bahan makanan mentah). Air yang digunakan untuk membersihkan dan mencuci ikan harus bersuhu rendah ( minimal 0 °C). Pada suhu 0 °C pertumbuhan mikrooganisme yang ada pada bahan baku ikan akan terhambat dikarenakan suhu yang dingin dimana bakteri aan berhenti berkembang biak. Pada PT Banyuwangi Cannery Indonesia telah memenuhi standar mutu baku air bersih, dimana perusahaan menggunakan air sumur sebagai sumber mata air untuk melakukan kegiatan produksi. Penggunaan air juga dibekukan dengan suhu rendah yaitu 1 °C hingga 3°C untuk mencegah kontaminasi air pencucian ke dalam bahan baku dan produk. Air yang digunakan telah mengalami penyaringan agar menghasilkan air dengan criteria terbaik dan telah memenuhi mutu parameter fisik seperti rasa, bau, warna sedangkan parameter kimia yaitu pH air.
5.3. Sanitasi Mesin Dan Peralatan Produksi
Penerapan sanitasi dan hygiene terhadap peralatan dilakukan dengan membersihkan dan mencuci dengan bahan kimia yang aman untuk peralatan yang dipakai secara kontinyu sebelum atau sesudah proses meliputi dandang dan sarangannya, meja stainless steel,
Nampan ikan, pisau, cooker, seamer. Alat produksi yang digunakan akan dibersihkan setelah selesai produksi. Lantai proses produksi dilakukan pada bagian akhir. Seluruh peralatan, meja proses dan lantai ruang proses yang telah dbersihkan dengan deterjen teepol yang aman untuk bahan pangan kemudian dibilas dengan air hingga tidak berbau sabun dan dibilas dengan air yang telah dicampur dengan klorin. Hal ini bertujuan agar kotoran yang sudah dibersihakan tidak menempel dan berkerak pada bagian tertentu
dari alat serta fasilitas produksi. Menurut Purnawijayanti (2001), fungsi sabun yaitu menghilangkan kotoran yang berminyak tanpa menyebabkan adanya penggumpalan atau kerak pada alat produksi. Deterjen ideal apabila memenuhi persyaratan yaitu mampu melunakkan air, tidak menyebabkan korosi pada permukaan logam, memiliki efek germisidal (membunuh bakteri) dan harganya tergolong ekonomis. Menurut Purnawijayanti (2001), proses pembersihan dilakukan untuk menghilangkan sisa-sisa makanan, yang merupakan sumber nutrient bagi mikroorganisme. Selain itu, proses pembersihan juga dapat mengurangi sebagian besar populasi bakteri melalui kerja fisik dari pencucian dan pembilasan. Oleh karena itu, pembersihan harus dilakukan sedemikian rupa agar pertumbuhan mikroorganisme terkontrol. Pengecekan alat dilakukan secara berkala yaitu setiap hari sebelum proses produksi dimulai untuk meminimalkan kesalahan dan kerusakaan produk serta adanya penggantian alat yang rusak atau hilang. Peralatan yang berhubungan dengan makanan secara langsung harus sering dibersihkan secara efektif untuk menghilangkan kotoran yang dapat dimanfaatkan bakteri untuk tumbuh. PT Banyuwangi Cannery Indonesia telah melakukan penerapan higenitas dan sanitasi yang baik serta melakukan pembersihan
Cleaning In Place ( CIP ) yaitu membersihkan langsung setelah bagian per bagian produksi selesai. Peralatan yang berkarat akan diganti dengan peralatan yang lebih menunjang proses produksi, meskipun masih terdapat alat-alat yang berkerak, berkarat, dan tidak layak untuk mendukung proses produksi, serta berbahaya terhadap produk dan menyebabkan kontaminasi silang. Hal ini sesuai dengan pendapat Kartika (1991) bahwa teknik pembersihan dalam industri yang sering digunakan yaitu CIP. Keuntungan yang
didapat dengan CIP limbah atau kotoran dapat di recovery dengan baik serta dapat
langsung dijauhkan dari ruang produksi dan pengemasan.
5.4. Sanitasi dan Higenitas Pekerja
Pekerja adalah sumber kontaminasi produk pangan yang paling potensial dan mmiliki resiko mengkontaminasi lebih tinggi. Mereka menjalankan mesin, memegang produk mesin, memegang produk pangan selama persiapan, pengolahan, pengemasan dan penanganan selanjutnya. Peerja memiliki aspek kontaminasi yang tinggi melalui angan, kaki, pakaian, rambut, keringat adalah penyebab penting kontaminasi pekerja.
28
Itulah mengapa pekerja pada industri pangan harus selalu bersih, tidak boleh ada luka dan wajib memakai pakaian yang bersih dan rapi (Sertyawati dan Hartati, 2005). Pekerja sebelum melakukan dan masuk kedalam kawasan produksi harus memakai atribut keselamatan dan kebersihan kerja yang di muat didalam SSOP dan GMP. Pekerja akan diberu jas, sarung tangan karet, masker, sepatu bot, dan topi untuk mencegah kontaminasi dari pekerja ke produk. Selain itu pekerja tidak boleh bekerja apabila dengan kondisi sakit, terluka, dan memiliki luka terbuka. Hal ini sesuai dengan pendapat Nuraida (2002) apabila karyawan sakit dan memiliki luka terbuka dapat
menjadi carrier penyakit yang dapat mengkontaminasi tidak hanya produk tetapi
pekerja lain.
Menurut Jenie (1999), pekerja yang bekerja dalam suatu industri pangan merupakan salah satu sumber kontaminasi, karena kandungan manusia mengandung mikroba patogen yang dapat menimbulkan penyakit yang menular melalui makanan dan manusia
merupakan sumber penularan mikroba patogen seperti Staphylococcus aureus,
Salmonella sp., Clostridium perfringens, dan Streptococcus sp., meskipun dalam kondisi sehat. Penerapan Sanitasi dan hygiene pekerja pada industri pengolahan ikan tuna PT Banyuwangi Cannery Indonesia kurang maksimal karena banyak pekerja yang melepas komponen seragam pada pross produksi berlangsung. Walaupun demikian, pekerja selalu mencuci tangan sebelum memulai proses produksi ikan tuna kaleng. Menurut Purnawijayanti (2001), tangan yang kotor atau terkontaminasi dapat memindahkan mikroba patogen dari bagian tubuh manusia ke dalam makanan dan berbagai macam media lainya. Oleh karena itu, tindakan cuci tangan meruakan tindakan yang paling awal sebagai pencegahan mikroba patogen berpinah. Pencucian dengan sabun dan diikuti dengan pembilasan akan menghilangkan banyak mikroba yang terdapat pada tangan.
5.4.1. Sanitasi Industri
Tujuan dari sanitasi industri adalah menghilangkan dan menjaga kebersihan baik area di dalam maupun di luar produksi serta mencegah pencemaran terhadap manusia. Sanitasi lingkungan meliputi sanitasi di dalam dan di luar lingkungan (Jenie, 1999). Sarana
pengolahan dan lingkungannya yang kotor dan bau dapat menjadi sumber pencemaran makanan atau produk, baik bahaya fisik, kimia maupun biologis. Mikroba yang tumbuh baik ditempat yang kotor akan senantiasa dan selalu mencemari makanan karena jumlah dan populasi yang terus bertumbuh. Oleh karena itu, sarana pengolahan pangan dan lingkungannya harus selalu bersih untuk menghindari berbagai macam bahaya tersebut (PT Banyuwangi Cannery Indonesia memiliki kondisi lingkungan dan tempat produksi cukup memenuhi persyaratan sanitasi dan hygiene. Hal ini dapat terlihat di lingkungan pabrik memiliki genangan air limbah yang mencemari lingkungan dan bau dari limbah cair terssebut sangat mengganggu. Kelemahanya, letak penyimpanan bahan baku dan tempat kedatangan ikan cukup jauh sehingga bahan baku melewati udara luar yang dapat mencemari bahkan mengkontaminasi terlebih dahulu ikan yang akan diproduksi. Dalam ruang produksi sarana kebersihan juga di sematkan pada tiap-tiap ruang. Setiap ruang produksi diberi sekat pemisah yaitu gordin plastic yang tebal dan member wastafel (sarana cuci tangan) yang dilengkapi sabun teepol. Ruang toilet, ruang ganti karyawan diletakan diluar ruang produksi agar bau dan lingkup toilet tidak mencemari produk yang dihasilkan. Hal ini sesuai dengan teori Marriot (1990) yang berpendapat bahwa sarana pembersihan harus disediakan senyawa pembersih, dengan tekanan aliran air yang cukup, dan letaknya terpisah dari produk. Pada sanitasi industri PT Banyuwangi Cannery Indonesia juga memperhatikan tentang penanganan bahan baku. Bahan baku yang disimpan dan dibekukan harus bersih, bebas dari mikro, serta berpenampilan segar dan menarik.
30 6. KESIMPULAN DAN SARAN
6.1. Kesimpulan
• PT Banyuwangi Cannery Indonesia telah mengupayakan sanitasi dalam proses
produksi, sumber air, penanganan bahan baku, alat serta kelengkapan produksi, dan pekerja.
• PT Banyuwangi Cannery Indonesia telah mengikuti proses sanitasi sesuai prosedur
Standard Sanitation Operating Procedure ( SSOP ) dan telah menyusun rancangan tertulis pengendalian sanitasi
6.2. Saran
• Peralatan yang sudah rusak atau komponen bangunan yang sudah mulai menua
sebaiknya diganti, palet yang sudah rusak sebaiknya diganti dengan palet plastk agar tidak menyebabkan reaksi dengan bahan. Unutk penyaringan limbah lebih baik menyaring dengan jaring dengan ukuran lebih kecil agar padatan yang berukuran mikro dapat tersaring dengan baik sehingga menyebabkan pembentukan lumpur yang rendah.
31 7. DAFTAR PUSTAKA
G, Mariot., Norman. 1995. Principles of Food Sanitation. Chapman and Hall. New York.
Giatmi, Irianto, H.E. 2000. Teknik Sanitasi Pada Industri Pangan. Jurnal Teknologi Pangan Universitas Sahid Vol 7(2):225-238
Ilyas, S. 1983. Teknologi Refrigerasi Hasil Perikanan Jilid I. Kanisius. Yogyakarta Jakarta.
Jenie, B. S. L. 1999. Sanitasi dalam Industri Pangan. Jurnal Pusat Antar Universitas Institut Pertanian Bogor Vol 1(3): 97-109
Kartika, B. 1991. Sanitasi Dalam Industri Pangan. PAU Pangan Gizi UGM, Jurnal
Ilmu Pangan Vol. 2(1):5-7.
Lisyanti; S. P. Nurheni dan K. Darwin. 2009. Evaluasi Penerapan Cara Produksi Yang Baik (Good Manufacturing Practices) dan Penyusunan SSOP Industri Lidah Buaya di PT Libe Bumi Abadi. Jurnal MPI Vol. 4(1):12-16
Murniyati, S. Dan Sunarman. 2000. Pengawetan, Pendinginan, dan Pembekuan ikan.
Kanisius. Jakarta
Nuraida, L dan K. Sutrisno. 2002. Modul Penelitian Keamanan Pangan, GMP dan
Aplikasi HACCP. Jurnal Keamanan Pangan Vol 16(2):103-112
Purnawijayanti, H. 2001. Sanitasi Higiene dan Keselamatan Kerja Dalam Pengolahan
Makanan. Kanisius. Yogyakarta
Saksono, L. 1986. Pengantar Sanitasi Makanan. Penerbit Alumni. Bandung.
Winarno, F. G. 1994. Sterilisasi Komersial Produk Pangan. PT. Gramedia Pustaka
Utama.
Winarno, F.G. 2002. Kimia Pangan dan Gizi. Gramedia Pustaka Utama, Jakarta.
Winarno, FG. Surono. 2004. Penerapan HACCP pada industri pangan. Bogor:
32 8. LAMPIRAN
Lampiran 1.
Struktur Organisasi PT Banyuwangi Cannery Indonesia.
Finance HRD
Medium Filling
Seaming Sterilization Packing & Labeling Supervisor Trimming Deheading Cooling & Cooking Butchering Metal Detecting Filling & Weighing Production Department QCDepartment Warehouse Department
Stock & Production Administration
Technician & Mechanic Deparment Board of Director
Chief Executive Director
Executive Director
General Manager Marketing & Export
Secretarial
Lampiran 2.
34
Lampiran 3.