BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan1
Perkembangan selanjutnya, berdasarkan penetapan Presiden No.6 tahun
1965, Keputusan Kabinet Dwikora No.A/D/58/1965, No.SK.100/Men.Perk/1965
menyatakan bahwa perusahaan perkebunan yang dikelola oleh PT. Socfin Medan
S.A diletakkan dibawah pengawasan pemerintah, kemudian pada tahun 1966 Diawali pada tahun 1909, Societe Financiere des Caouchoucs Medan
Societe Anonyme (Socfin) didirikan oleh M. Bunge. Pada saat yang bersamaan
juga, Adrian Hallet mendirikan Plantation Fauconnier & Posth bersama Henry
Fauconnier.
Sementara itu, aktivitas pembukaan dan pembangunan perkebunan PT. Socfin
Indonesia pertama sekali sudah dimulai pada tahun 1906 di Kebun Sei Liput,
Aceh Timur, Propinsi Nanggroe Aceh Darussalam (sekarang).
Pada tanggal 7 Desember 1930, berdasarkan akta notaris William Leo
No.45, nama dan leaglitas PT. Socfin Medan S.A. (Societe Financiere des
Caoutchoucs Medan Societe Anonyme) resmi digunakan. Berdasarkan akta
notaris tersebut, PT. Socfin Medan S.A. berkedudukan di Medan dan mengelola
perkebunan di daerah Sumatera Timur, Aceh Barat, Aceh Selatan dan Aceh
Timur.
diadakan serah terima hak milik perusahaan kepada pemerintah Indonesia atas
dasar penjualan perkebunan dan harta PT. Socfin Medan S.A.
Pada tahun 1968, tepatnya tanggal 29 April 1968 dicapai kesepakatan
antara pemerintah R.I. dengan pemilik saham PT. Socfin Medan S.A, diperkuat
dengan Surat Keputusan Presiden R.I. No.B.68/PRES/6/1968 tanggal 13 Juni
1968 dan surat keputusan Menteri Pertanian No.94/Kpts/Op/6/1968 tanggal 17
Juni 1968 yang berisikan patungan antara pemerintah R.I. dengan Perusahaan
Asal Belgia yaitu Plantation Nord Sumatera Belgia S.A. (PNS) dimana komposisi
permodalan 40% pemerintah Republik Indonesia dan 60% PNS.
PNS kemudian memberi nama PT. Socfin Indonesia (SOCFINDO),
didirikan melalui Akte Notaris Chairil Bahri di Jakarta pada tanggal 21 Juni 1968
No.23 dan Akte Perubahan No.64 tanggal 12 Mei 1968. Disahkan oleh Menteri
Kehakiman pada tanggal 3 September 1969 dan diumumkan dalam tambahan
berita negara RI No.68/69 tanggal 31 Oktober 1969.
Pada tahun 1978 PT. SOCFINDO membangun pabrik kelapa sawit (PKS)
Tanah Gambus yang berada di Kabupaten Batubara. PKS ini memiliki kapasitas
pengolahan 25 ton/jam. PT. SOCFINDO saat ini memliki luas lahan kelapa sawit
3373 ha yang berada di desa Gambus.
2.2. Ruang Lingkup Bidang Usaha
Pabrik yang mengolah minyak CPO (Crude Palm Oil ) menjadi 3 jenis
bahan jadi. Areal perkebunan ini terletak di desa Gambus, kecamatan Limapuluh,
1. RBD Olein
2. RBD Stearin
3. Free Fatty Acid (FFA)
2.3. Tanggung Jawab Perusahaan Terhadap Masyarakat dan Negara
PT. Socfindo Kebun Tanah Gambus tidak hanya memilki tanggung jawab
terhadap pimpinan pusat. PT. Socfindo Tanah Gambus juga memiliki terhadap
masyarakat dan kemejuan ekonomi Negara. Dalam mendukung kemajuan tersebut
PT. Socfindo Tanah Gambus memiliki 3 pilar untuk melakukan tanggung jawab
tersebut. Tiga pilar utama usaha berkelanjutan yang juga dikenal sebagai Triple
Bottom Line yaitu:
1. Tanggung Jawab Ekonomi.
Penerapan Sustainable Best agricultural Management Practice (BMP) menjadi
pilihan PT. Socfin Indonesia dalam mempertahankan kinerja produksi untuk
mencapai profitabilitas yang optimal. Penerapan BMP tersebut dilandasi
dengan penerapan Sistem Manajemen Mutu Terpadu ISO 9001:2008 di
pabrik-pabrik kelapa sawit dan juga di pusat produksi kecambah kelapa sawit yaitu
PSBB (Pusat Selekasi Bangun Bandar). Oleh sebab itu, produksi PT. Socfin
Indonesia bukan hanya memberikan produksi yang tinggi dan mutu yang baik
tapi juga memberikan kepuasan bagi pelanggannya.
2. Tanggung Jawab Lingkungan
Mengelola perkebunan kelapa sawit dan karet yang memberikan hasil produksi
komitmen PT. Socfin Indonesia yang menjadi landasan bagi seluruh personil
perusahaan dalam menjalankan operasinya. Kepedulian terhadap kelestarian
lingkungan antara lain diwujudkan dalam bentuk penerapan Sistem Manajemen
Lingkungan ISO 14001:2007 di beberapa kebun dan pabrik, baik kebun dan
pabrik kelapa sawit maupun karet. Kebijakan zero burning dalam pembukaan
lahan kami; meminimalkan penggunaan bahan kimia berbahaya; pengelolaan
limbah merupakan contoh dari beberapa praktek-praktek ramah lingkungan
yang diterapkan.
3. Tanggung Jawab Sosial
PT. Socfin Indonesia memandang pentingnya menjadi bagian dari masyarakat
yang lebih besar dimana masyarakat dan perusahaan berada dalam kesetaraan,
sehingga menjalin hubungan dengan masyarakat di sekitar perusahaan
beroperasi amatlah penting. Hubungan yang diciptakan adalah hubungan yang
harmonis dimana masyarakat sekitar dapat merasakan manfaat dari keberadaan
kami.
Untuk memastikan terciptanya hubungan yang harmonis tersebut, PT. Socfin
Indonesia mendukung program pembangunan daerah dan pengembangan
potensi masyarakat sekitar sesuai dengan kapasitasnya.
PT. Socfin Indonesia juga menyadari bahwa sumber daya manusia merupakan
aset yang sangat berharga bagi perusahaan. Oleh karena itu, PT. Socfin
Indonesia menjunjung tinggi hak-hak para pekerja, baik hak untuk mendapat
upah yang layak, hak untuk berpendapat dan hak-hak lainnya termasuk hak
akan keselamatan dan kesehatan para pekerjanya, PT. Socfin Indonesia
menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
OHSAS 18001:2007.
PT. Socfin Indonesia berkomitmen dan mengambil peranan dalam menjaga
kelestarian lingkungan berupaya untuk mengembangkan produksi minyak
sawit yang berkelanjutan (sustainable palm oil) melalui penerapan prinsip dan
kriteria RSPO (Rountable on Sustainable Palm Oil). PT. Socfin Indonesia telah
menjadi anggota RSPO sejak tahun 2004, berperan aktif dalam
pertemuan-pertemuan RSPO dan event lingkungan lainnya yang diselenggarakan oleh
RSPO.
2.4. Organisasi dan Manajemen
Struktur organisasi bagi suatu perusahaan mempunyai pernan yang sangat
penting dalam menentukan dan memperlancar jalannya roda perusahaan.
Pendistribusian tugas-tugas, wewenang dan tanggung jawab serta hubungannya
satu sama lain dapat digambarkan pada suatu struktur organisasi, sehingga para
pegawai dan karyawan akan mengetahui dengan jalas apa tugasnya, dari mana ia
mendapatkan perintah dan kepada siapa ia harus bertanggung jawab.
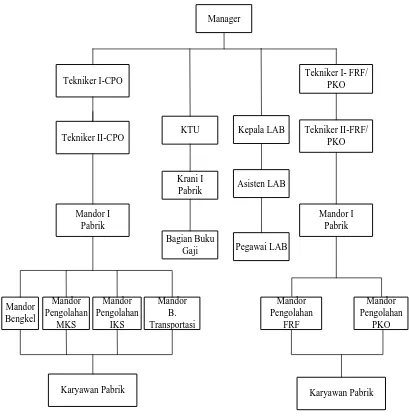
Struktur organisasi yang digunakan oleh PT. SOCFINDO Tanah Gambus
adalah struktur organisasi fungsional. Dikatakan fungsional adalah karena
struktur organisasi berdasarkan pembagian tugas yang dilakukan menurut
fungsinya masing-masing, dengan adanya spesialisasi tugas pada setiap unit
bawahan dengan posisi tertentu sesuai dengan fungsinya. Seperti dilihat pada
gambar 2.1 setiap pegawai/karyawan hanya bertanggung jawab terhadap kepala
bagian masing-masing dan melakukan pekerjaan sesuai dengan keahliannya saja.
Struktur orgnanisasi tersebut dapat dilihat pada Gambar 2.1.
Manager
Tekniker I-CPO Tekniker I- FRF/PKO
Tekniker II-CPO Tekniker II-FRF/PKO
Mandor I
2.4.1. Pembagian Tugas, Wewenang dan Tanggung Jawab
Untuk melakukan roda suatu organisasi dibutuhkan adanya personil yang
memegang jabatan tertentu, seperti terdapat dalam struktur organisasi di mana
masing–masing personil mempunyai tugas dan wewenang yang seimbang dan
jelas. Tanggung jawab yang diberikan harus seimbang dengan wewenang yang
diterima. Organisasi yang baik adalah organisasi yang jelas dan teratur dalam
melaksanakan tugas dan tanggung jawabnya, setiap pemangku jabatan memiliki
gambaran dan batasan tugas dan tanggung jawab yang diembannya.
Struktur organisasi dan pembagian tugas pada PT. Perkebunan Kelapa
Sawit (PKS) kebun Serdang Bedagai dapat dilihat pada gambar 2.1.
A.Manajer
1. Memimpin dan mengkoordinir tekniker I POM dan FRF/PKOF serta
memriksa laporan dari KTU.
2. Memimpin dan mengkoordinasi tugas-tugas operasional pabrik
3. Menilai dan mengevaluasi seluruh laporan pekerjaan pabrik, baik di bidang
produksi, teknik, laboratorium dan pengangkutan maupun administrasi
4. Melaksanakan dan memelihara kelengkapan dalam rangka kesehatan dan
keselamatan kerja (K3) di lingkungan pabrik
5. Mengatur, mengkoordinir dan menciptakan sistem administrasi dan
pelaporan yang baik dibidang teknik dan pengolahan serta melakukan
peningkatan kinerja pabrik
6. Melakukan pengawasan secara menyeluruh atas aset perusahaan termasuk
7. Membuat laporan kepada general manager.
8. Membina hubungan baik dengan instansi dan masyarakat disekitar pabrik
B. Tekniker I
1. Menjamin, menyetujui dan mnginstruksikan proses pengolahan CPO.
2. Menjamin dan menyetujui rencana pemeliharaan pabrik secara keseluruhan.
3. Menjamin bahwa kebijaksanaan mutu dimengerti, ditetapkan, dipelihara
diseluruh unit pengolahan.
4. Membantu manajer untuk mengidentifikasikan persyaratan-persyaratan
sumber daya manusia dan menggunakan personil terlatih disetiap posisi
5. Meninjau persyaratan bahan kimia, peralatan dan pembuatan yang diusulkan
oleh tekniker II, mandor pengolahan, dan laboratorium
6. Meninjau rencana produksi dan jadwal pemeliharaan peralatan di pabrik
7. Mengidentifikasikan kebutuhan pemeliharaan untuk semua personil yang
langsung mempengaruhi mutu
8. Mengevaluasi kemajuan proses pengolahan dan peralatan mesin
C. Tekniker II
1. Menjamin bahwa kebijaksanaan mutu dimengerti, diterapkan dan
dipelihara oleh mandor-mandor dan pekerja pada proses pengolahan
2. Membuat rencana pemakaian tenaga kerja, peralatan dan bahan-bahan
kimia yang digunakan pada proses pengolahan sesuai ketentuan yang ada
3. Mengawasi kondisi mesin agar proses produksi dilakukan secara efektif
4. Mengendalikan proses pengolahan dengan spesifikasi yang telah
ditetapkan.
5. Mengawasi proses penyortiran TBS dari pihak ke III di loading ramp
sehingga buah yang diolah sesuai dengan kematangan yang ditentukan.
6. Mengawasi dan mengevaluasi kondisi persediaan TBS yang datang dari
kebun dan pihak ke III.
7. Bertanggung jawab terhadap kebersihan seluruh lingkungan pengolahan
CPO.
8. Bertanggung jawab tehadap pencapaian target produksi sesuai dengan
bahan baku yang diterima.
9. Menandatangani dan mengevaluasi check sheet dalam proses pengolahan
CPO.
10. Mengidentifikasikan kebutuhan pelatihan untuk semua mandor di proses
pengolahan. Menentukan sasaran mutu tahunan yang berhubungan dengan
proses pengolahan.
D. Mandor Pengolahan
1. Melakukan pengawasan terhadap kinerja operator maupun pembantu
operator dalam melaksanakan tugas dan tanggungjawab masing-masing.
2. Memeriksa dan mengevaluasi perlengkapan dan peralatan kerja.
3. Menampung segala aspirasi dan masukan dari operator maupun pembantu
operator.
4. Mempunyai kemampuan yang cakap untuk segala jenis pekerjaan pada
5. Memberikan laporan untuk setiap pengolahan TBS yang sudah dilakukan
terhadap atasan.
E. Operator Pengolahan
1. Melakukan pekerjaan rutin dan bertanggungjawab terhadip hasil pekerjaan
masing-masing.
2. Melaksanakan semua perintah dan ketentuan-ketentuan dari atasan
maupun dari perusahaan.
F. Kepala Laboratorium
1. Menjamin bahwa kebijaksanaan mutu dipahami petugas lab dan dipelihara
diseluruh tingkat organisasi di laboratorium dan sortasi.
2. Membuat rencana pemakaian bahan-bahan serta alat yang berhubungan
dengan analisa lanoratorium dan sortasi untuk disampaikan kepada kepala
pengolahan setelah disetujui ADM.
3. Menjamin bahwa pemeriksaan dan pengujian pada penerimaan TBS dalam
proses dan produk akhir telah dilaksanakan sesuai dengan prosedur dan
catatan mutu yang telah ditetapkan.
4. Menyetujui laporan hasil pemeriksaan dan pengujian pada penerimaan
bahan baku pada awal maupun produk akhir.
G. Mandor Laboratorium
1. Mengawasi dan mengarahkan petugas laboratorium laboratorium.
2. Memberikan laporan terhadap mutu produk pada setiap pengolahan.
H. Petugas Laboratorium
1. Melaksanakan pekerjaan dan bertanggungjawab terhadap tugas yang
diberikan oleh atasan.
2. Melakukan pengambilan sample dari bagian sortasi dan pada bagian
pengolahan produk akhir.
2.4.2.Jam Kerja
Sistem penjadwalan jam kerja pada PT. Socfin Indonesia terbagai atas 2
(dua) bagian, yaitu :
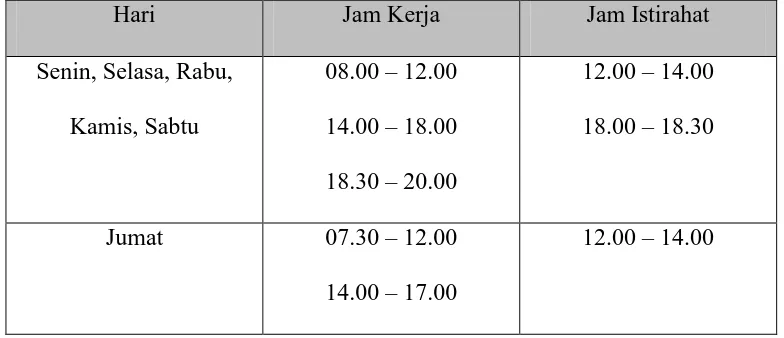
1. Bagian Kantor
Bekerja tidak berdasarkan shift yang terjadwal seperti yang terlihat pada Tabel
2.1. berikut:
Tabel 2.1 Pembagian Waktu Kerja Bagian Kantor
Hari Jam Kerja Jam Istirahat
Senin, Selasa, Rabu,
Kamis, Sabtu
08.00 – 12.00
14.00 – 18.00
18.30 – 20.00
12.00 – 14.00
18.00 – 18.30
Jumat 07.30 – 12.00
14.00 – 17.00
12.00 – 14.00
2. Bagian Pabrik
Pengolahan RBD Olein, RDB Stearin dan FFA diatur sesuai produksi CPO dari
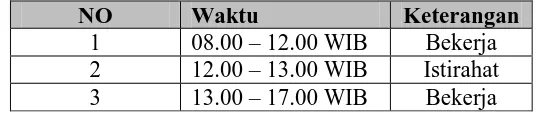
a.Jam kerja normal
Jam kerja normal ini berlaku untuk karyawan yang berada di kantor pusat
dan kantor pabrik. Ada tiga pembagian jam kerja diberlakukan di
perusahaan, seperti yang terlihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja Normal FRF Kebun Tanah Gambus
NO Waktu Keterangan
1 08.00 – 12.00 WIB Bekerja
2 12.00 – 13.00 WIB Istirahat
3 13.00 – 17.00 WIB Bekerja
b. Jam kerja Shift
Jam kerja shift ini berlaku untuk karyawan produksi. Pembagian jam kerja
terdiri dari dua shift kerja seperti yang terlihat pada Tabel 2.3. berikut:
Tabel 2.3. Jam Kerja Shift FRF Kebun Tanah Gambus
Shift Waktu Istirahat
1 08.00 – 17.00 WIB 12.00 - 13.00 WIB 2 17.00 – 05.00 WIB 22.00 – 23.00 WIB
2.4.3. Sistem Pengupahan Tenaga Kerja/Karyawan
Sistem pengupahan tenaga kerja/karyawan PT. SOCFINDO Tanah Gambus
disesuaikan dengan jenis tenaga kerjanya, yaitu :
1. Karyawan Harian Tetap (KHT)
Pengupahan tenaga kerja dan pengawas ini dilakukan 2 kali dalam sebulan (Tgl
5 & 19) dengan upah berdasarkan upah minimum regional (UMR), dimana
2. Pegawai Staff
Pengupahan dilakukan berdasarkan tingkat/golongannya.
2.4.4.Kesejahteraan Umum Karyawan
Kesejahteraan bagi pegawai dan karyawan pabrik merupakan hal yang
sangat penting. Produktivitas kerja seorang karyawan sangat dipengaruhi oleh
tingkat kesejahteraannya. PT. SOCFINDO Tanah Gambus telah memikirkan hal
tersebut. Kesejahteraan yang diberikan perusahaan kepada para karyawan antara
lain :
1. Perusahaan menyediakan perumahan untuk semua staff dan
karyawan/pegawainya yang berada di lokasi perkebunan di sekitar pabrik.
2. Fasilitas untuk beribadah juga disediakan oleh perusahaan dengan adanya
mesjid dan gereja yang berada di sekitar lingkungan pabrik.
3. Fasilitas Transportasi.
4. Sarana pendidikan/sekolah bagi anak karyawan.
5. Tunjangan keselamatan kerja, duka cita dan tunjangan hari raya.
6. Air listrik untuk keperluan ruman tangga.
7. Mendapat jatah beras tiap bulan dan sarana olahraga.
2.5. Proses Produksi
Proses Produksi merupakan fungsi pokok dalam setiap organisasi, yang
merupakan aktivitas yang bertanggung jawab untuk menciptakan nilai tambah
merupakan bagian yang sangat penting di dalam suatu perusahaan. Dimulai dari
keinginan untuk dapat memproduksi suatu rancangan produk tertentu, proses
produksi membantu perusahaan untuk menemukan teknik-teknik pengerjaan
maupun pengolahan material yang efektif dan efisien untuk menghasilkan produk
yang sesuai dengan standar mutu yang telah ditetapkan.
Selanjutnya dari keinginan untuk mencari suatu teknik dalam membuat
produk yang efektif dan efisien, kemudian sampai pada permasalahan tentang
langkah-langkah perencanaan dan pengendalian semua langkah produksi tersebut
yang lebih efisien. Tentunya hal ini juga dilakukan oleh Pabrik PT. SOCFINDO
Kebun Tanah Gambus agar dapat menghasilkan produk yang berupa RBD Olein,
RBD Stearin dan FFA yang mempunyai kualitas tinggi dan berani bersaing pada
pasar terbuka. Setiap perusahaan mempunyai keinginan untuk meningkatkan
produktivitasnya, sehingga diperlukan pemahaman terhadap proses produksi yang
ada agar dapat mempermudah dalam menganalisis kerja perusahaan guna
perbaikan sistem kerja.
2.5.1. Bahan yang Digunakan
Bahan baku yang digunakan dalam proses produksi pada pabrik FRF PT.
SOCFINDO Kebun Tanah Gambus adalah CPO yang diperoleh dari pabrik milik
PT. SOCFINDO Kebun Tanah Gambus dan dari pabrik tetangga.
2.5.2. Uraian Proses
Proses produksi yang terjadi pada prosedur pengolahan RBD Olein, RBD
Stearin dan FFA di PT. SOCFINDO Tanah Gambus dibagi menjadi 3 (tiga)
section, yaitu section 500/600 (Proses Pretreatment), section 800 (Proses
Refinery) dan section 1000 (Proses Fraksinasi). Berikut akan dijelaskan uraian
masing-masing proses pada setiap stasiun kerja.
2.5.2.1. Section 500/600-Pretreatment
CPO yang sudah dikirm ke tangki T501, dipanaskan dengan menggunakan
steam melalui heating coil sampai temperature dicapai 50-600C. CPO yang sudah
cukup panas ini dipompakan menggunakan pompa P501 ke Heat Exchanger
(HE621) melalui strainer 524 untuk dipanaskan menggunakan menggunakan
steam sebesar ±3kg/cm2, kemudian CPO masuk ke HE521A dipanaskan oleh BPO
yang suhunya (90-100) 0C sampai suhu CPO menjadi 800C, selanjutnya masuk ke
HE 521B dengan flow rate 7000 kg/jam untuk dipanaskan sampai suhu 950C oleh
pemanasan steam 1450C dengan tekanan ±3kg/cm2, BPO yang digunakan adalah
berasal dari T682B hasil proses filter di T616 yang akan dikirim ke T801, namun
dilewatkan dulu ke HE521. Proses pertukaran panas di Heat Exchanger ini terjadi
karena persentuhan plate by plate secara cross flow yang ada di dalam HE.
Selanjutnya CPO dilewatkan ke tangki T534 untuk diinjeksikan ke
Phosporic Acid (H3PO4) oleh dosing pump P534 dengan kadar 0,04%. CPO yang
sudah diinjeksikan phosphoric kemudian masuk ke tangki T503 untuk
Proses yang ada di section 500/600 ini bekerja dalam system vacuum. CPO yang
sudah dihomogenkan dengan phosphoric, selanjutnya dipompakan ke tangki T635
( oil-eart mixing tank) oleh pompa P503. Disini CPO dicampur dengan bahan
pemucat warna Bleaching Earth sebanyak 0,8% terhadap CPO. Bleaching Earth
dipompakan ke tangki T606 kemudian dilewatkan melalui valve V606. Pemberian
Bleaching Earth dilakukan dengan menggunakan system dosing melalui valve
yang terbuka dan menutup sesuai setting yang diharapkan. Berat Bleaching Earth
yang masuk ke sight glass tiap siklusnya ada sebanyak ± 6 ons. Proses
pencampuran ini dibantu dengan pompa agitator P635A untuk mensirkulasikan
CPO agar homogeny.
Tekanan vacuum yang ada di dalam tangki ini adalah -600 s/d -700mmHg.
Tekanan vacuum ini harus dijaga konstan supaya proses penghisapan kotoran
dapat berlangsung sempurna. Dalam hal ini, diharapkan tidak terjadi kebocoran di
sistem yang dapat mempengaruhi tekanan kerja vacuum.Selanjutnya CPO yang
sudah dicampur dengan Bleaching Earth dipompakan ke tangki T622 oleh pompa
P635B. Di tangki ini terjadi penyempurnaan pencampuran dengan menginjeksikan
steam secara langsung. Tangki ini dilengkapi dengan system vacuum T641A/B
yang berfungsi untuk menghisap uap air dari sparging steam dan kandungan air di
CPO sendiri. Tekanan dari uap ini berkisar 10,5-10,8 kg/cm2 . Uap air ini
dikontakkan dengan air (35-37)0C yang dipompakan dari cooling tower air kotor
oleh pompa P5632A, sehingga uap air yang terhisap tadi akan mengembun dan
terikut bersama dengan air kotor. Akibatnya suhu air akan naik menjadi ±400C,
tower air kotor dibantu Liang Chi Cooling Tower. Dari tangki T622, CPO yang
sudah bercampur dengan Bleaching Earth dan phosphoric acid dipompakan ke
tangki T616 A/B untuk memisahkan CPO dari bleaching earth yang mengandung
gum, logam beratdan karoten. Minyak yang sudah disaring ini dinamakan BPO
(Bleached Palm Oil ). Dalam penyaringan awal BPO ini agak terlihat keruh,
sehingga harus disirkulasikan dulu ke tangki T622. Jika sudah terlihat jernih maka
BPO dialirkan ke tangki T682B (BPO Balance Tank). Dari tangki T682B BPO
dipompakan ke 4 unit Pocket filter dengan ukuran 10 micron, kemudian overflow
ke 2 unit Catridge filter dengan ukuran 1 micron. Fungsi kedua filter ini adalah
untuk menyaring spent earth yang terlewat di Niagara filter. BPO sudah disaring,
selanjutnya dilewatkan ke HE521A untuk memanaskan CPO yang datang dari
tangki T501, kemudian masuk ke tangki T801 A/B dengan kapasitas
masing-masing 150/140 ton sebagai tempat penyimpanan BPO.
2.5.2.2. Section 800-Refinery
Proses rafinasi/deodorisasi adalah proses yang bertujuan untuk
memisahkan Free Fatty Acid dan menghilangkan bau dari Bleached Palm Oil
(BPO). Proses berlangsung pada tangki tertutup dengan tekanan vacuum
-760mmHg dan temperature yang cukup tinggi sampai dengan 2600C.
Pada awal pengoperasiaan terlebih dahulu dijalankan fatty acid precircuit
yang berfungsi untuk mengkondensasikan uap fatty acid hasil deodorasi. Fatty
acid yang berada di tangki T814/23 harus dicairkan dengan pemberian steam
mengkondensasikan uap fatty acid,agar setelah bekerjanya vacuum uap fatty acid
tidak terbawa ke cooling tower yang dapat menyebabkan air menjadi berbusa.
Setelah fatty acid mencair maka vacuum equipment device dan 881 AG dapat di
start. Dengan menggunakan P5632 A, dirty water dialirkan ke vacuum device
dengan tekanan 2-2,5kg/cm2 dan temperature 34-360C yaitu sebagai pendingin
kondensor yang nantinya secara sirkulasi akan kembali ke cooling tower.
Kevakumman juga dibantu dengan steam jet bertekanan 9,5-9,8 kg/cm2 yang
akan berhubungan dengan T822, T814/823 dan T821. Selanjutnya 890(HP Boiler)
dihidupkan untuk pemanasan. Pada T890 ini air dipanaskan burner dengan bahan
bakar solar sehingga diperoleh tekanan 58 bar (temperatur 2650C). High Pressure
Steam inilah nantinya dipakai sebagai pemanas pada T821, dimana prosesnya
terjadi pada siklus tertutup. Artinya steam yang telah terkondensasi kembali lagi
dipanaskan menjadi uap di HP Boiler.
Uap kering dari boiler babcock no.1 yang bertekanan 15-16kg/cm2
kemudian dialirkan ke steam accumulator untuk dijadikan saturated steam. Dri
accumulator ini steam sebagian dialirkan ke 824 (super heater) untuk digunakan
di tangki T821, T822, T880 dengan temperatur 1800C untuk digunakan sebagai
sparging steam. Fungsi dari sparging steam ini adalah sebagai agitator minyak
sehingga proses penghisapan fatty acid dapat berlangsung baik. Selanjutnya
minyak hasi proses di section 500/600, BPO yang disimpan di tangki T801 A/B
selanjutnya dipompakan oleh pompa P801 masuk ke HE 881S. Di sini BPO yang
bersuhu 700C dipanaskan menjadi 1200C oleh RBD yang keluar dari HE 881A
RBD yang lansung dipompakan P822 dari tangki T822. Di sini BPO dipanaskan
sampai suhu 2100C.
BPO yang keluar dari HE 881A selanjutnya masuk ke tangki T821. Di sini
BPO dipanaskan sampai suhu 2650C dengan pemanasan steam coil dari HP boiler,
bersamaan dengan terjadinya proses penghisapan fatty acid dengan system
vacuum oleh vacuum device T841. Pemanasan oleh HP boiler dibantu dengan
proses sparging oleh uap dari super heater T849. Di tangki flasher ini diharapkan
terjadi proses pengurangan fatty acid yang besar. Fatty acid yang dihisap vacuum
dikondensasikan lagi di tangki T814/23 dengan system spray fatty acid,
maksudnya fatty acid cair yang bersuhu 56-580C di tangki T814/23 disemprotkan
melalui nozzle di beberapa titik di pipa ducting antara T821 dan T814/23. Fatty
acid ini disebut dengan FAD (Fatty Acid Destilated). Jika fatty acid di tangki
T814/23 sudah high level, maka pompa P808AG dihidupkan untuk mentransfer
Fatty acid ke tangki storage. P808AG juga berfungsi sebagai pompa sirkulasi
fatty acid. Fatty acid yang kan disirkulasikan terlebih dahulu didinginkan dengan
air di HE881AG yang dipompakan dari water tower air bersih oleh pompa P850.
BPO yang sudah dipanasi di flasher tank selanjutnya masuk ke tangki T822 untuk
proses lanjut penguapan free fatty acid (FFA), menghilangkan bau dan
menguapkan air disertai sparging steam temperature 180-1900 C dari T849.
BPO keluaran dari tangki T822 disebut dengan RBD-PO. Selanjutnya
RBD dipompakan oleh pompa P822 masuk ke HE881A/S untuk mendinginkan
BPO seperti proses diatas. RBD keluaran HE 881S, masuk ke tangki T880 untuk
untuk mengawetkan minyak dan mengurangi bau tengik minyak di kemudian hari
di tangki simpan. Proses ini dibantu dengan steam kering suhu 180-1900 dari 849
dilanjutkan dengan pendinginan RBD oleh air sampai suhu RBD menjadi berkisar
105-1150
Dari T880 RBD kemudian didinginkan kembali dengan air di HE881
sampai suhu 700 C. Namun sebelum masuk ke HE881, RBD dilewatkan dulu ke
strainer untuk menyaring kotoran-kotoran yang mungkin terikut dari T880. RBD
yang sudah didinginkan kembali disaring di catridge filter ukuran 1 micron.
Selanjutnya RBD dipompakan ke tangki T1001A1/A2 (Homogeniser Tank)
sebagai tangki stok RBD.
2.5.2.3. Section 1000-Fractination
Setelah melalui proses deodorasi di section 800, maka RBD-PO
selanjutnya akan diproses di section 1000 untuk di fraksinasi. Produksi RBD-PO
mengandung 2 sifat fisik dan kimia yang berbeda, yaitu asam lemak jenuh dan
asam lemak tidak jenuh. Asam lemak jenuh setalah dipisahkan dari RBD-PO akan
menghasilkan RBD Stearin, sementara asam lemak tidak jenuh akan
menghasilkan RBD Olein. Kedua jenis RBD hasil fraksinasi ini didapat setelah