SKRIPSI
ADHELLIA RIZQI DAMAYANTI 5113007
PROGRAM STUDI MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS PESANTREN TINGGI DARUL ‘ULUM
i
PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX SIGMA DI PT MAAN GHODAQO SHIDDIQ LESTARI
SKRIPSI
Diajukan untuk memenuhi salah satu syarat memperoleh gelar Sarjana
Matematika
ADHELLIA RIZQI DAMAYANTI 5113007
PROGRAM STUDI MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS PESANTREN TINGGI DARUL ‘ULUM
ii
HALAMAN PERSETUJUAN
PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX SIGMA DI PT MAAN GHODAQO SHIDDIQ LESTARI
Telah Diperiksa dan Disetujui Sebagai Persyaratan Mendapatkan Gelar Sarjana Matematika
Adhellia Rizqi Damayanti 5113007
Dosen Pembimbing I
Mengetahui, 14 Juni2017
iii
HALAMAN PENGESAHAN
SKRIPSI
PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX SIGMA DI PT MAAN GHODAQO SHIDDIQ LESTARI
Telah dipersiapkan dan disusun oleh Adhellia Rizqi Damayanti
5113007
Telah dipertahankan di depan Tim Penguji Pada tanggal : ...
Susunan TIM PENGUJI 1. Ir. Drs. Sumargono, M.Pd
(Ketua) ( )
2. Hendy, M.Si (Sekretaris)
3. Kusumawardani, M.Si (Anggota)
iv
MOTTO
“Jadilah orang yang menyentuh bukan menyinggung, karena siapapun yang disentuh akan mendekat dan siapapun yang disinggung akan menjauh”
v
HALAMAN PERSEMBAHAN
Saya mendedikasikan skripsi ini untuk :
Chotimatul Chusnah, mama tercinta
Agus M. Imron, papa tersayang
Saudara-saudara terkasih :
Nadyah Vicky Nuriya Rahmah, S.Pd
M. Zahrudhin Verdiansyah, S.S
M. Zulfikar Alfian Bahtiar
Partner segalanya , Siti Nurrosyidah yang senantiasa ada untuk memberikan saran, dan dukungan
Sahabat kumnakum
Sahabat Optik Raya
Sahabat FMIPA Unipdu
Sahabat FBS dan FIA Unipdu
Kakak kelas FMIPA Unipdu, Achmad Irfanudin Asbiani
Adik-adik kelas FMIPA Unipdu
Kakak kelas Alumni STKIP, Ahmad Sholahuddin Al Ayyubi, S.Pd
Karyawan PT Maan Ghodaqo Shiddiq Lestari
vi
PERNYATAAN KEASLIAN TULISAN
Saya yang bertanda tangan di bawah ini :
Nama : Adhellia Rizqi Damayanti
NIM : 5113007
Progam studi : S1 Matematika
Fakultas : Matematika dan Ilmu Pengetahuan Alam
Menyatakan dengan sebenarnya dan sungguh-sungguh bahwa skripsi dengan
judul “ PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX
SIGMA DI PT MAAN GHODAQO SHIDDIQ LESTARI” benar-benar merupakan hasil karya saya sendiri, bukan merupakan pengambilalihan tulisan
atau pikiran orang lain, dan bukan hasil jiplakan.
Apabila di kemudian hari terbukti atau dapat dibuktikan skripsi ini hasil jiplakan
atau ada yang mengajukan gugatan, maka saya bersedia menerima seluruh sanksi
atas perbuatan tersebut, termasuk pembatalan gelar yang saya peroleh dari
vii ABSTRAK
Damayanti, Adhellia Rizqi, 2017. Pengendalian Kualitas Produk dengan Metode Six Sigma Di PT Maan Ghodaqo Shiddiq Lestari. Skripsi. Program Studi Matematika, FMIPA, Unipdu. Pembimbing : (I) Ir. Drs.Sumargono, M.Pd (II) Nisa Ayunda, M.Si.
PT Maan Ghodaqo Shiddiq Lestari merupakan salah satu Perusahaan Air Mineral dalam Kemasan (AMDK) yang berada di daerah Mojokrapak, Kabupaten Jombang. Permasalahan yang dihadapi perusahaan adalah belum adanya metode pengendalian kualitas produk yang digunakan untuk mengurangi jumlah produk cacat selama proses produksi. Six sigma merupakan sebuah metode perbaikan kualitas berbasis statistik, dimana prinsip dari metode ini yaitu perbaikan secara terus-menerus (Continuous Improvement) dengan menggunakan alat statistik dan problem solving tools. Pada penelitian ini, peneliti menerapkan metode six sigma yang dapat dipertimbangkan oleh perusahaan sebagai metode pengendalian kualitas produk. Pada tahap measure melalui perhitungan rata-rata ketidaksesuaian produk, diketahui bahwa produk yang mengalami tingkat kecacatan terbesar dari keenam produk yang diproduksi perusahaan adalah gallon, dengan nilai rata-rata sebesar 0,178 dan nilai sigma 3,20. Pada tahap berikutnya yaitu tahap analyze melalui perhitungan dengan menggunakan diagram pareto, diketahui jenis cacat produk yang dominan adalah label rusak (95%) dan sisanya adalah segel rusak (2%) dan tutup pecah (1%). Pada tahap yang sama melalui perhitungan dengan menggunakan diagram sebab akibat, diketahui faktor-faktor yang secara berurutan merupakan penyebab cacat produk terdapat 5 faktor, yaitu manusia, material, metode, mesin dan lingkungan. Usulan-usulan perbaikan yang disusun oleh peneliti menjadi pertimbangan dalam melakukan perbaikan yang dapat berguna mengurangi jumlah produk cacat atau reject pada bagian produksi di PT Maan Ghodaqo Shiddiq Lestari.
viii ABSTRACT
Damayanti, Adhellia Rizqi, 2017. Product quality control with Six Sigma method in PT Maan Ghodaqo Shiddiq Lestari. Thesis. Department of Mathematics, FMIPA, Unipdu. Advisor : (I) Ir. Drs.Sumargono, M.Pd (II) Nisa Ayunda, M.Si.
PT Maan Ghodaqo Shiddiq Lestari is one of the Bottled Water Companies (AMDK) located in Mojokrapak, Jombang regency. The problem faced by this company was the absence of product quality control methods that could be useful to reduce the number of malfunctioning products that raised during the production process. Six sigma is a statistical-based quality improvement method, where the principal of this method was continuous improvement using statistical tools and problem-solving tools. In this research, it was aimed to apply Six sigma method to be consideration by the company as a method of reducing malfunctioning products. In the measure stage by calculating the average product discrepancy, it was known that the product experiencing the greatest malfunctioning level out of the six products produced by the company was gallon, with an average value at 0.178 and 3.20 sigma value. In the analyze stage using pareto diagram, it was known that the dominant malfunctioning product was broken label (95%), and the rest is broken seal (2%) and broken lid (1%). Through the same stages using causal diagrams, it was known that the sequent faktors of cause of malfunctioning product were 5 faktors, which were: human, material, method, machine and environment. Thus, from the proposed improvements arranged by the researcher, hopefully, can be useful as consideration to reduce malfunctioning or reject products in production stage in PT Maan Ghodaqo Shiddiq.
ix
KATA PENGANTAR
Puji syukur peneliti panjatkan kehadirat Allah SWT yang telah memberikan
rahmat, hidayah serta kekuatan sehingga peneliti dapat menyelesaikan skripsi ini
dalam keadaan sehat walafiat. Sholawat serta salam semoga senantiasa
tercurahkan kepada junjungan seluruh umat Nabi Agung Muhammad SAW, yang
senantiasa kita harapkan syafa‟atnya yaumul qiyamah dan mudah mudahan kita
termasuk umat yang mendapatkan syafa‟at dari beliau.
Terwujudnya proposal ini tidak lepas dari bantuan berbagai pihak yang telah
mendorong dan membimbing peneliti, baik tenaga, ide-ide, maupun pemikiran.
Oleh karena itu dalam kesempatan ini peneliti ingin mengucapkan terimakasih
kepada:
1. Ibu dan bapak tercinta serta keluarga besar yang selalu memberikan
dukungan moral maupun material, tuntunan, dan selalu mendo‟akan kepada
peneliti, sehingga proposal ini dapat terselesaikan.
2. Ir. Drs. Sumargono, M.Pd, selaku Dekan Fakultas MIPA Unipdu Jombang
3. Ana Rahmawati, M.Pd, selaku Ketua Prodi Matematika Fakultas MIPA
Unipdu Jombang.
4. Ir. Drs. Sumargono, M.Pd., selaku dosen pembimbing 1
5. Nisa Ayunda, M.Si., selaku dosen pembimbing 2
6. Seluruh dosen yang membantu peneliti dalam menyelesaikan skripsi ini.
7. Seluruh teman seperjuangan yang selalu memberi motivasi dan masukan
x
Semoga segala bantuan yang tidak ternilai harganya ini mendapat imbalan
di sisi Allah SWT sebagai amal ibadah, Amin.Kritik saran yang membangun dari
berbagai pihak sangat peneliti harapkan demi perbaikan-perbaikan ke depan.
xi
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PENGESAHAN ... iii
MOTTO ... iv
HALAMAN PERSEMBAHAN ... v
PERNYATAAN KEASLIAN TULISAN ... vi
ABSTRAK ... vii
ABSTRACT ... viii
KATA PENGANTAR ... ix
DAFTAR ISI ... xi
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xv
DAFTAR GRAFIK ... xvi
DAFTAR LAMPIRAN ... xvii
BAB I PENDAHULUAN 1.1Latar Belakang ... 1
1.2Rumusan Masalah ... 4
1.3Tujuan Penelitian ... 4
1.4Manfaat Penelitian ... 4
1.5Batasan Penelitian ... 5
xii
2.2 Pengendalian ... 7
2.3 Kualitas... 8
2.4 Pengendalian Kualitas ... 10
2.5 Metode Six Sigma ... 11
2.6 Gambaran Umum PT Maan Ghodaqo Shiddiq Lestari ... 19
BAB III METODE PENELITIAN 3.1.Kerangka Penelitian ... 21
3.2.Lokasi dan Waktu Penelitian ... 22
3.3.Jenis dan Sumber Data ... 23
3.4.Metode Pengumpulan Data ... 23
3.5.Pengolahan dan Analisis Data ... 25
BAB IV HASIL DAN PEMBAHASAN 4.1Hasil Wawancara ... 32
4.2Hasil Dokumentasi ... 34
4.3Pengolahan Data dengan Metode Six Sigma ... 38
4.3.1 Define (Pendefinisian) ... 38
4.3.2 Measure (Pengukuran) ... 44
4.3.3 Analyze (Analisa) ... 48
4.3.4 Improve (Perbaikan) ... 54
4.3.5 Control (Pengawasan) ... 61
BAB V PENUTUP 5.1Kesimpulan... 64
xiii DAFTAR PUSTAKA
LAMPIRAN-LAMPIRAN
xiv
DAFTAR TABEL
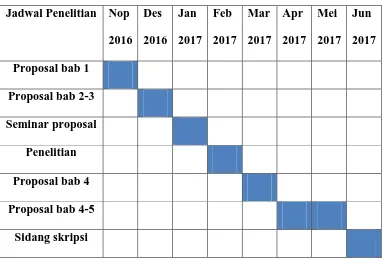
3.1 Jadwal Penelitian ... 22
3.2 Pertanyaan Wawancara Penelitian ... 24
3.3 Checksheet ... 24
3.4 Hubungan DPMO dan Sigma ... 29
4.1 Hasil Wawancara ... 33
4.2 Hasil Checksheet ... 40
xv
DAFTAR GAMBAR
2.1 Contoh Diagram SIPOC ... 14
2.2 Contoh Diagram Kontrol P ... 18
2.2 Contoh Diagram Sebab akibat atau fishbone diagram ... 19
2.3 Contoh Diagram Pareto ... 20
3.1 Skema Alur Penerapan Metode Six Sigma sebagai Metode Pengendalian Kualitas Di PT Maan Ghodaqo Shiddiq Lestari ... 21
3.2 Flowchart Penerapan Metode Sig Sigma... 26
4.1 Hasil Diagram P ... 46
4.2 Hasil Diagram Pareto ... 48
4.3 Diagram Tulang Ikan atau fishbone chart Label Rusak ... 52
4.4 Diagram Tulang Ikan atau fishbone chart Segel Rusak ... 53
xvi
DAFTAR GRAFIK
4.1 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Cup
240 ml tahun 2016 ... 34
4.2 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol
330 ml tahun 2016 ... 34
4.3 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol
600 ml tahun 2016 ... 35
4.4 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol
1500 ml tahun 2016 ... 35
4.5 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol 5
L tahun 2016 ... 36
4.6 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Gallon
15 L tahun 2016 ... 36
4.7 Grafik Fluktuatif Jumlah Produksi tahun 2016 ... 42
xvii
DAFTAR LAMPIRAN
1. Lampiran 1. Jumlah Produksi dan Produk Cacat Produk PT Maan Ghodaqo
Shiddiq Lestari tahun 2016
a. Cup 240 ml ... 68
b. Botol 330 ml ... 69
c. Botol 600 ml ... 70
d. Botol 1500 ml ... 71
e. Botol 5 L ... 72
f. Gallon 15 L ... 73
1
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Berbagai macam usaha dan bisnis di Indonesia terus berkembang
pesat baik yang bergerak dalam bidang pangan, sandang, maupun papan.
Usaha yang didirikan oleh pelaku usaha memiliki tujuan untuk memenuhi
kebutuhan masyarakat baik kebutuhan primer, sekunder dan tersier dalam
kehidupan sehari-hari. Kebutuhan primer masyarakat salah satunya adalah
air, dimana air merupakan sumber energi yang sangat penting untuk
keberlangsungan hidup masyarakat. Hal ini menjadikan banyak pengusaha
untuk memanfaatkan peluang dalam bisnis dan usahanya, seperti membuat
produk air mineral dalam kemasan yang praktis dan menyehatkan. Namun
luasnya peluang yang ada, menimbulkan persaingan yang ketat dan tajam
dalam berbisnis air mineral dalam kemasan baik di pasar lokal maupun
pasar nasional. Persaingan yang ketat menjadikan pengusaha dituntut
untuk memberikan produk yang baik dan sesuai dengan keinginan
konsumen dari segi kualitas mulai dari bahan baku, tenaga kerja, alat mesin
yang digunakan, pengemasan hingga menjadi produk jadi.
Kualitas dapat diartikan sebagai tingkat atau kesesuaian suatu
produk dengan pemakainya dan sesuai dengan standar yang telah
ditetapkan (Alisjahbana, 2005). Setiap pengusaha memiliki standar atau
2
dipasarkan. Namun, penetapan standar tersebut tidak menutup
kemungkinan adanya produk yang gagal atau mengalami cacat dari segi
kemasan, volume, maupun desain. Menurut La Hatani (2007),
permasalahan kualitas mengarah pada taktik dan strategi perusahaan secara
menyeluruh dalam rangka untuk memiliki daya saing dan bertahan
terhadap persaingan global dengan produk perusahaan lain.
Salah satu cara agar mampu bertahan di dalam persaingan usaha
dan mengatasi permasalahan kualitas yaitu dengan melakukan perbaikan
dan peningkatan terhadap kualitas produk atau pengendalian kontrol,
harapannya dapat tercapainya produk cacat yang mendekati zero defect
(tanpa cacat)yang membutuhkan biaya tidak sedikit. Selain itu, melalui
pengendalian kualitas (quality control) diharapkan dapat meningkatkan
efektifitas pengendalian dalam memperkecil kuantitas dari produk cacat
(defect product), sehingga dapat menekan terjadinya pemborosan dari segi
material maupun tenaga kerja yang akhirnya akan dapat meningkatkan
produktifitas. Menurut Willey and Sons (dalam Latief, 2009) beberapa
metode pendekatan yang selama ini digunakan untuk menjamin sebuah
kualitas standar telah banyak dikembangkan diantaranya TQM (Total
Quality Management), CI (Continous Improvement), Kaizern, Process
Reeingineering, Failure Mode and Effect Analysis, Design Reviews, Voice
of the Costumer, Cost of Quality (COQ) memiliki tingkat keberhasilan
yang bervariasi bahkan 80% implementasi dari TQM mengalami
memiliki efek yang besar karena telah berhasil dalam upaya meningkatkan
kualitas produk pada perusahaan Motorola adalah six sigma (6-sigma).
Menurut Gasperz (dalam Muhaemin, 2012) Six sigma sebagai salah
satu alternatif dalam prinsip-prinsip pengendalian kualitas yang merupakan
terobosan dalam bidang manajemen kualitas. Six sigma sebuah metode
perbaikan kualitas berbasis statistik, dimana prinsip dari metode ini yaitu
perbaikan secara terus-menerus (Continuous Improvement) dengan
menggunakan alat statistic dan problem solving tools untuk mengurangi
cacat dengan meminimalisasi variasi yang terjadi pada proses produksi.
Menurut Hendradi (dalam Dewi, 2011) menyatakan GE (General Electric)
sebagai salah satu perusahaan yang sukses menerapkan six sigma
menyatakan, six sigma merupakan proses disiplin tinggi yang membantu
dalam mengembangkan dan menghantarkan produk mendekati sempurna.
Ide sentral dibelakang six sigma adalah jika perusahaan dapat mengukur
berapa banyak cacat yang dimiliki dalam suatu proses, maka secara
sitematis perusahaan dapat mengatasi bagaimana menekan dan
menempatkan perusahaan dekat dengan zero-defect.
PT Maan Ghodaqo Shiddiq Lestari merupakan salah satu
Perusahaan Air Mineral dalam Kemasan (AMDK) yang berdiri sejak tahun
2001 di daerah Mojokrapak, Kabupaten Jombang. Permasalahan yang
dihadapi perusahaan ini adalah pada pengendalian kualitas produk yang
masih terdapatnya produk cacat yang timbul selama proses produksi.
4
perusahaan air mineral dalam kemasan yaitu PT Maan Ghodaqo Shiddiq
Lestari dengan tujuan dapat membantu meningkatkan kualitas produk agar
mampu bertahan dalam persaingan yang ketat dengan perusahaan AMDK
yang lain. Sehingga dengan ini peneliti mengambil penelitian judul
“Pengendalian Kualitas Produk dengan Metode Six Sigma Di PT Maan Ghodaqo Shiddiq Lestari”.
1.2 Rumusan Masalah
Berdasarkan latar belakang masalah diatas, maka rumusan masalah
pada penelitian ini adalah bagaimana penerapan pengendalian kualitas
dengan metode six sigma terhadap produk air mineral di PT. Maan
Ghodaqo Shiddiq Lestari?
1.3 Tujuan Penelitian
Mengetahui permasalahan diatas, maka tujuan pada penelitian ini
adalah menerapkan Metode Six Sigma sebagai upaya pengendalian kualitas
produk di PT Maan Ghodaqo Shiddiq Lestari .
1.4 Manfaaat Penelitian
Adapun manfaat yang diharapkan oleh peneliti adalah :
1. Bagi mahasiswa
a. Mampu memahami secara detail pengendalian kualitas dengan
metode six sigma dari dunia perkuliahan yang diaplikasikan pada
dunia kerja.
b. Mampu melakukan penerapan metode pengendalian kualitas di
2. Bagi Unipdu Jombang
a. Membina kerja sama yang baik antara lingkungan akademis dan
perusahaan setempat.
b. Dapat menjadi bahan referensi untuk penelitian selanjutnya dalam
hal penggunaan metode untuk pengendalian kualitas
3. Bagi PT Maan Ghodaqo Shiddiq Lestari
a. Sebagai langkah awal bagi perusahaan untuk mengenalkan produk
di lingkungan masyarakat dalam hal ini lingkungan akademis.
b. Dapat menjadi referensi/acuan untuk mengendalikan produk cacat
atau reject dan meningkatkan kualitas produk yang dihasilkan
1.5 Batasan Penelitian
Batasan masalah dalam penelitian ini adalah :
1. Data yang diambil pada penelitian ini adalah data produksi pada tahun
2016.
2. Data dokumentasi berupa data jumlah produksi dan jumlah produk
cacat pada tahun 2016 yang kemudian akan diolah untuk mengetahui
6
BAB II
KAJIAN TEORI
2.1 Penelitian Terdahulu
Penelitian mengenai pengendalian kualitas dengan metode six
sigma telah dilakukan sebelumnya, diantaranya sebagai berikut :
(1) Yusuf Latief dan Retyaning Puji Utami (2009), penerapan pendekatan
metode six sigma dalam penjagaan kualitas pada proyek konstruksi.
Pada penelitian ini untuk mengetahui kondisi eksisting pengelolaan
manajemen mutu dan penerapan pendekatan metode 6-sigma dalam
penjagaan kualitas didalam proyek konstruksi. Hasilnya menunjukkan
bahwa kondisi eksisting manajemen mutu pada proyek konstruksi di
Indonesia telah menerapkan pendekatan metode six sigma, hanya saja
perlu diperhatikan kesiapannya baik dari kondisi internal maupun
eksternal proyek tersebut.
(2) Joko Susetyo, Winarni, dan Catur Hartanto (2011), aplikasi six sigma
dan kaizen sebagai metode pengendalian kualitas dan perbaikan
kualitas produk. Penelitian ini untuk mengetahui kemampuan proses
berdasarkan produk cacat yang ada dengan pendekatan six sigma yang
kemudian dilakukan pengendalian dengan menganalisis penyebab
kecacatan menggunakan seven tools serta mengupayakan perbaikan
berkesinambungan dengan alat implementasi kaizen. Hasilnya
disimpulkan bahwa penyebab utama kecacatan adalah faktor manusia
yang harus dijalankan oleh pihak perusahaan yaitu pengawasan atau
control yang lebih ketat di segala bidang.
(3) Achmad Muhaemin (2012), analisis pengendalian kualitas produk
dengan metode six sigma pada harian tribun timur. Penelitian ini untuk
mengetahui tingkat kualitas Koran tribun timur dan mengetahui
penyebab dari kecacatan produk. Hasilnya diketahui bahwa kualitas
Koran cukup baik yaitu 3,20 sigma dengan tingkat kerusakan 44.679
untuk sejuta produk (DPMO) dan terdapat tiga penyebab produk cacat
tertinggi yaitu warna kabur sebanyak 78%, tidak register sebanyak
12% dan terpotong 10%.
Perbedaan penelitian yang dilakukan oleh peneliti dengan peneliti
terdahulu adalah terkait pada objek pengamatan yang diamati yakni pada
bagian produksi di perusahaan air mineral dalam kemasan dan dalam
penelitian ini akan diterapkan metode six sigma secara kompleks yang
nantinya dapat memberikan usulan perbaikan yang dapat memperbaiki
kualitas produk di perusahaaan air mineral dalam kemasan tersebut. Selain
itu, metode six sigma ini dapat diaplikasikan untuk pengendalian kualitas
produk maupun jasa.
2.2 Pengendalian
Pengendalian menurut Buffa (dalam Anjayani, 2011) dilaksanakan
dengan cara memonitor keluaran (output), membandingkan dengan
standart-standart, menafsirkan perbedaan-perbedaan dan mengambil
8
atau sesuai dengan standar. Pengendalian dilakukan untuk menjamin agar
proses produksi dapat berjalan sesuai dengan apa yang diharapkan dan jika
terjadi penyimpangan dapat dilakukan analisis atau koreksi untuk
mengetahui sebab dan berpikir untuk memperbaiki penyimpangan tersebut.
Pengendalian dilakukan tidak hanya dilihat pada hasil dari proses produksi,
namun dilakukan selama proses produksi sehingga pengendalian pada
suatu produk dapat selalu termonitori dengan baik dan diketahui penyebab
dari setiap penyimpangan yang terjadi, sehingga didapatkan kualitas yang
baik.
2.3 Kualitas
Definisi kualitas dapat diartikan dari dua perspektif yaitu dari sisi
konsumen dan sisi produsen. Namun pada dasarnya prinsip dari kualitas
merupakan kesesuaian, keseluruhan ciri-ciri atau karakteristik suatu produk
yang diharapkan konsumen. Kualitas menurut Suyadi Prawirosentono
(dalam Muhaemin, 2012) memiliki pengertian yaitu keadaan fisik, fungsi,
dan sifat suatu produk bersangkutan yang dapat memenuhi selera dan
kebutuhan konsumen dengan memuaskan sesuai nilai yang yang
dikeluarkan. Sedangkan menurut Josep Juran dalam Buku Filosofi Baru
Tentang Manajemen Mutu Terpadu Abad 21 karangan Suyadi
Prawirosentono (dalam Muhaemin, 2012) berpendapat bahwa “qualities fitness for use”, yang mengartikan bahwa kualitas dalam sudut pandang
pengguna berarti kelayakan pakai atau seberapa baik produk tersebut
kualitas dari suatu produk sangat berkaitan erat dengan kepuasan
konsumen, yang mana jika kepuasan konsumen dapat terpenuhi, maka
suatu usaha dalam pembuatan suatu produk dapat dikatakan berhasil.
Ada 8 dimensi kualitas yang dikembangkan Garvin menurut
Gasperz (dalam Muhaemin, 2012) untuk menganalisis karakteristik
kualitas barang, yaitu sebagai berikut:
(1) Performa (performance) berkaitan dengan aspek fungsional dari
produk dan merupakan karakteristik utama yang dipertimbangkan
pelanggan ketika ingin membeli suatu produk.
(2) Keistimewaan (features), merupakan aspek kedua dari performansi
yang menambah fungsi dasar, berkaitan dengan pilihan-pilihan dan
pengembangannya.
(3) Kehandalan (reliability), berkaitan dengan kemungkinan suatu produk
berfungsi secara berhasil dalam periode waktu tertentu di bawah
kondisi tertentu.
(4) Konformansi (conformance), berkaitan dengan tingkat kesesuaian
produk terhadap spesifikasi yang telah ditetapkan sebelumnya
berdasarkan keinginkan pelanggan.
(5) Daya tahan (durability), merupakan ukuran masa pakai suatu produk.
Karakteristik ini berkaitan dengan daya tahan dari produk itu.
(6) Kemampuan pelayanan (service ability), merupakan karakteristik yang
berkaitan dengan kecepatan/kesopanan, kompetensi, kemudahan, serta
10
(7) Estetika (aesthetics), merupakan karakteristik mengenai keindahan
yang bersifat subjektif sehingga berkaitan dengan pertimbangan
pribadi dan refleksi dari preferensi atau pilihan individual.
(8) Kualitas yang dipersepsikan (perceived quality), bersifat subjektif,
berkaitan dengan perasaan pelanggan dalam mengkonsumsi produk,
seperti meningkatkan harga diri.
Kualitas menjadi faktor dasar keputusan konsumen dalam memilih
produk dan jasa, dengan 8 dimensi tersebut dapat memberikan pandangan
kepada perusahaan dalam mengidentifikasi karakteristik kualitas suatu
produk. Suatu perusahaan pasti memiliki standar-standar dan karakteristik
tersendiri untuk suatu produk dapat dikatakan berkualitas. Namun
terkadang suatu perusahaan tidak dapat mengendalikan kualitas dari suatu
produk itu sendiri, sehingga tidak sedikit dari suatu produk yang dihasilkan
dapat mengalami kecacatan. Maka perlu adanya sebuah program untuk
peningkatan atau pengendalian kualitas dari suatu produk dengan tujuan
menghasilkan produk yang lebih baik (better), lebih cepat (faster), dan
dengan biaya lebih rendah (at lower cost) (Latief dan Utami, 2009).
2.4 Pengendalian Kualitas
Pengendalian kualitas menurut Sofjan Assauri (dalam Muhaemin,
2012) diartikan sebagai pengawasan mutu yang merupakan usaha untuk
mempertahankan mutu atau kualitas dari barang yang dihasilkan, agar
sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan
Reksohadiprojo (dalam Muhaemin, 2012) merupakan alat penting
manajemen untuk memperbaiki kualitas produk bila diperlukan,
mempertahankan kualitas yang sudah tinggi dan mengurangi jumlah
barang yang rusak. Dari dua pengertian tersebut dapat disimpulkan bahwa
pengendalian kualitas merupakan suatu teknik atau cara untuk
mempertahankan mutu suatu produk dari kegagalan atau kecacatan suatu
produk sehingga dapat sesuai dengan standar yang diinginkan perusahaan.
Adapun tujuan dari pengendalian kualitas menurut Yamit (dalam
Anjayani, 2011) adalah:
a) Untuk menekan atau mengurangi volume kesalahan dan perbaikan
b) Untuk menjaga atau menaikkan kualitas atau sesuai standar
c) Untuk mengurangi keluhan atau penolakan konsumen
d) Memungkinkan penjelasan output (output grading)
e) Untuk menaikkan atau menjaga company image.
Salah satu metode alternatif dalam prinsip-prinsip pengendalian
kualitas menurut Gasperz (dalam Muhaemin, 2012) yang merupakan
terobosan dalam bidang manajemen kualitas adalah metode six sigma.
2.5 Metode Six Sigma
Secara statistik, sigma (∂) menandakan adanya penyimpangan dari
suatu data. Sigma juga merupakan suatu ukuran variabilitas yang
menandakan bagaimana semua data di suatu distribusi statistik beragam
rata-rata nilainya. Six sigma didefinisikan sebagai suatu metodologi yang
12
untuk menurunkan variasi proses dan meningkatkan kualitas produk
(Gaspersz, 2007).
Prinsip six sigma lahir dari prinsip sistem manajemen Motorola
dikenal dengan nama six sigma atau six sigma Motorola. Berdasarkan
prinsip-prinsip pengendalian dan peningkatan kualitas, six sigma Motorola
mampu menjawab tantangan dan membuktikan selama kurang lebih dari
10 tahun setelah implementasi prinsip six sigma mampu mencapai tingkat
kualitas 3,4 DPMO (defects per million opportunities) yang berarti hanya
3,4 kegagalan per satu juta kesempatan. Six sigma dapat dilihat dari dua
kategori, yaitu tujuan umum dan tujuan khusus. Tujuan umum dari metode
six sigma ini adalah untuk memperbaiki sistem manajemen suatu
perusahaan atau instansi lain yang terkait dengan pelanggan. Sedangkan
tujuan khusus dari metode ini adalah untuk memperbaiki proses produksi
yang difokuskan pada usaha mengurangi variasi proses sekaligus
mengurangi cacat, sedemikian sehingga dapat mencapai 3,4 DPMO.
Menurut Peter Pande dalam bukunya The Six Sigma Way : Team
Fieldbook, ada enam komponen utama prinsip six sigma sebagai strategi
bisnis :
(1) Benar-benar mengutamakan pelanggan
(2) Manajeman yang berdasarkan data dan fakta
(3) Focus pada proses, manajemen dan perbaikan
(4) Manjemen yang proaktif
(6) Selalu mengejar kesempurnaan
Berbagai upaya peningkatan menuju target six sigma dapat
dilakukan menggunakan dua metodologi, yaitu (1) Six Sigma - DMAIC
(Define, Measure, Analyze, Improve, Control) dan (2) Design for Six
Sigma-DMADV (Define, Measure, Analyze, Design, Verify). DMAIC
digunakan untuk meningkatkan proses bisnis yang telah ada, sedangkan
DMADV digunakan untuk menciptakan desain proses baru dan/atau desain
produk baru dalam cara sedemikian rupa agar menghasilkan kinerja bebas
kesalahan (zero defects). Dalam penelitian ini digunakan tahap DMAIC
karena tujuan dalam penelitian ini adalah untuk meningkatkan proses
bisnis yang sudah ada sebelumnya.
2.5.1 Tahapan Metode Six Sigma
Dalam upaya peningkatan kualitas produk dengan penerapan six
sigma menurut Pete & Holpp (Muhaemin, 2012) ada lima langkah yang
disebut DMAIC (Define, Measure, Analysis, Improve, Control) :
a. Define (Definisi), penetapan sasaran dari aktivitas peningkatan kualitas
six sigma. Menurut Gasperz (dalam Muhaemin, 2012) langkah definisi
ini untuk mendefinisikan rencana-rencana tindakan yang harus
dilakukan untuk melaksanakan peningkatan dari setiap tahap proses
bisnis kunci. Dalam tahap ini dilakukan identifikasi proyek yang
potensial, mengidentifikasi karakteristik kualitas kunci (CTQ) yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan dan
14
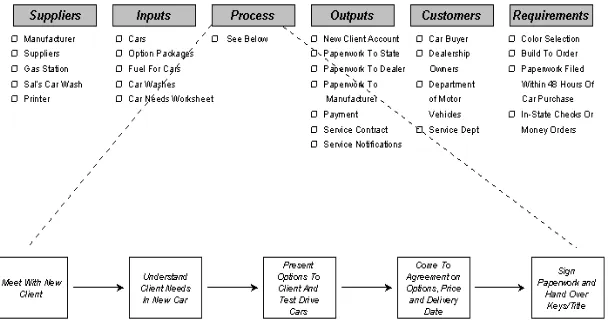
mudah, perlu mengetahui model proses SIPOC (Supplier, Input,
Process, Output, Customer) yang diterapkan di perusahaan. Diagram
SIPOC merupakan grafik yang membantu mengidentifikasi semua
elemen yang relevan dari sebuah proses dan membantu melihat
hubungan antara proses beserta input dan outputnya.
Gambar 2.1 Contoh Diagram SIPOC (Michael, 2002)
b. Measure (Pengukuran), merupakan tindak lanjut logis terhadap langkah
define dan merupakan sebuah jembatan langkah berikutnya, dimana
pada fase ini adalah fase untuk mengukur tingkat kecacatan produk
(Y). Menurut Pete dan Holpp (dalam Muhaemin, 2012) langkah
measure mempunyai dua sasaran utama yaitu :
1) Mendapatkan data untuk mevalidasi dan mengkualifikasikan
masalah yang dilakukan pada tingkat proses dan atau output.
2) Memulai menyentuh fakta dan angka-angka yang memberikan
petunjuk tentang akar masalah, dalam hal ini yaitu menentukan
stabilitas dan kemampuan (kapabilitas) proses. Perhitungan
i. Menghitung DPMO (Defect per Million Opportunity)
Perhitungan ini untuk melihat cacat atau defect yang dialami
perusahaan per 1 juta kemungkinan.
Rumusnya adalah
(rumus 2.1)
ii. Perhitungan kapabilitas sigma yang digunakan untuk
mengetahui pencapaian terhadap pengendalian kualitas yang
telah dilakukan, menggunakan rumus sigma sebagai berikut :
√ (rumus 2.2)
c. Analyze (Analisis) merupakan langkah operasional yang ketiga dalam
progam peningkatan kualitas six sigma. Tahap ini adalah mencari dan
menemukan akar sebab masalah, setelah dilakukan tahap define dan
measure. Hal-hal yang harus dilakukan pada tahap ini adalah :
1) Menetapkan target kinerja dari karakteristik kualitas (CTQ) kunci
2) Mengidentifikasi sumber-sumber dan akar penyebab masalah
kualitas
d. Improve (Perbaikan), langkah ini diterapkan suatu rencana tindakan
untuk melaksanakan peningkatan pengendalian kualitas six sigma.
Rencana tindakan ini mendeskripsikan tentang alokasi sumber daya
serta prioritas alternatif perbaikan yang dilakukan. Langkah-langkah
untuk melaksanakan peningkatan kualitas dengan menggunakan
implementasi Kaizen yang meliputi Kaizen five-step plan, lima W dan
16
Kaizen merupakan istilah dalam bahasa jepang, Kai yang berarti
perubahan dan Zen yang berarti baik. Menurut Imai (1991) kaizen
berarti perbaikan berkesinambungan atau penyempurnaan yang
berkesinambungan yang melibatkan setiap orang. Pendekatan ini
berhasil dengan baik apabila disertai dengan usaha sumber daya
manusia yang tepat karena manusia merupakan dimensi yang
terpenting dalam perbaikan kualitas dan produktivitas. Pelaksanaan
implementasi Kaizen dengan menggunakan empat alat menurut
Tjiptono, F dan Diana, A., (dalam Susetyo, 2011) yaitu :
1) Kaizen checklist
Salah satu cara untuk mengidentifikasi masalah yang dapat
menggambarkan peluang bagi perbaikan adalah dengan menggunakan
suatu daftar pemeriksaan yaitu checklist terhadap faktor-faktor yang
besar kemungkinannya membutuhkan perbaikan.
2) Kaizen five step plan
Rencana lima langkah ini merupakan pendekatan dalam implementasi
kaizen yang digunakan perusahaan-perusahaan jepang. Langkah ini
sering disebut gerakan 5-S yaitu : Seiri (pemilahan), Seiton (penataan),
Seiso (kebersihan), Seiketsu (pemantapan), Shitsuke (kebiasaan).
3) Lima W dan satu H
Lima w dan satu H digunakan secara luas sebagai alat manajemen
What (apa), Where (dimana), When (kapan), Why (mengapa), dan How
(bagaimana).
4) Five M checklist
Alat ini berfokus pada lima faktor kunci yang terlibat dalam setiap
proses, yaitu Man (operator atau manusia), machine (mesin), material
(material), methods (metode) dan measurement (pengukuran). Dalam
setiap proses perbaikan dapat dilakukan dengan jalan memeriksa
aspek-aspek proses tersebut.
Namun karena dari keempat alat pada kaizen tersebut hampir sama
dengan metode six sigma, maka peneliti hanya menggunakan alat yang
keempat yaitu Five M checklist
e. Control (Pengendalian), Tahap ini merupakan tahap operasional
terakhir dalam upaya peningkatan kualitas berdasarkan six sigma
(Susetyo, 2011). Pada tahap ini hasil peningkatan kualitas
didokumentasikan dan disebarluaskan, praktik-praktik terbaik yang
sukses dalam peningkatan proses distandarisasi dan disebarluaskan,
prosedur dijadikan sebagai pedoman standar, serta tanggungjawab
ditransfer dari tim kepada penanggung jawab proses.
2.5.2 Instrumen dalam Six Sigma
Dalam setiap tahap dari DMAIC memerlukan alat bantu statistik,
diantaranya adalah checksheet, diagram peta kendali, diagram sebab akibat
18
a) Checksheet
Checksheet atau lembar pemeriksaan merupakan alat pengumpul dan
penganalisis data yang disajikan dalam bentuk tabel yang berisi data
jumlah produk yang diproduksi tiap bulannya dalam 1 tahun, jumlah
produk yang tidak sesuai beserta jenis ketidaksesuaiannya.
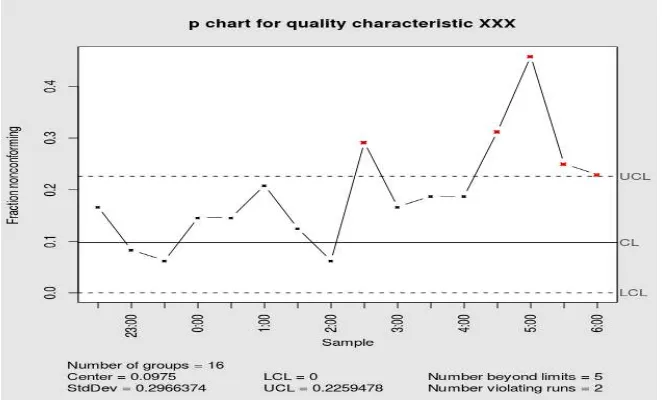
b) Diagram peta kendali
Diagram kendali adalah suatu tampilan grafik (graphic display) yang
membandingkan data yang dihasilkan oleh proses yang sedang
berlangsung saat ini terhadap suatu batas-batas kendali yang stabil
yang telah ditentukan dari data-data unjuk kerja (performance data)
sebelumnya. Diagram ini bertujuan untuk memonitor atau
mengawasi variasi yang terkendali dan variasi yang tidak terkendali.
Unsur-unsur dalam diagram kendali adalah batas kendali atas
(UCL/Upper Control Limit), garis tengah (CL/Center Line), dan
batas kendali bawah (LCL/Lower Control Limit)
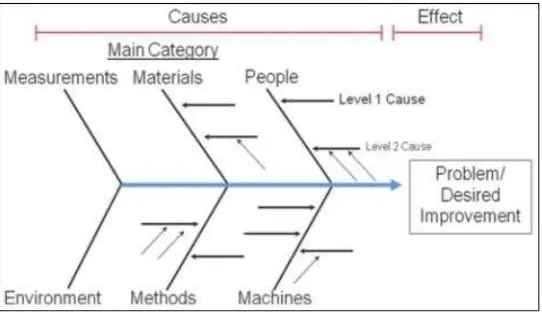
c) Diagram sebab akibat
Diagram sebab akibat disebut juga fishbone diagram adalah alat
visual yang digunakan untuk mengatur secar logika kemungkinan
penyebab untuk masalah tertentu dengan menampilkannya secara
grafis dengan merinci penyebab masalah. Alat ini membantu dalam
hal mengidentifikasi akar penyebab dan memastikan pemahaman
umum tentang sebab-sebab yang menyebabkan masalah. Dalam
penelitian ini alat ini dipergunakan untuk memperlihatkan
faktor-faktor utama yang berpengaruh pada kualitas dan mempunyai akibat
pada masalah.
Gambar 2.3 Contoh Diagram Sebab akibat atau fishbone diagram (Michael, 2002)
d) Diagram pareto
Diagram pareto adalah grafik balok dan grafik baris yang
menggambarkan perbandingan masing-masing jenis data terhadap
keseluruhan. Dengan menggunakan diagram ini dapat diketahui
permasalahan yang dominan sehingga dapat ditentukan prioritas
20
mengidentifikasi beberapa permasalahan yang penting, untuk
mencari cacat yang terbesar dan yang paling berpengaruh.
Gambar 2.4 Contoh Diagram Pareto (Michael, 2002) Diagram ini metode standar dalam pengendalian mutu untuk
mendapatkan hasil maksimal atau memilih masalah-masalah utama.
Prinsip dasar dari diagram ini adalah menerapkan aturan 80/20
dimana dengan 80 % aktivitas disebabkan oleh 20% faktor.
2.6 Gambaran Umum PT Maan Ghodaqo Shiddiq Lestari
PT. Maan Ghodaqo Shiddiq Lestari didirikan pada tahun
2001, sebagai perusahaan air minum dalam kemasan (AMDK) merk
Maaqo berdomisili di Kecamatan Tembelang, Kabupaten Jombang, Jawa
Timur. Maaqo diproses menjadi air minum yang segar dan lebih higienis,
dari sumber mata air Artesis yang terpilih. Sumber mata air artesis ini
merupakan sebuah akuifer (batu kapur atau batu pasir yang mernyerap air
dari sebuah aliran air) terbatas yang berisi air tanah yang akan mengalir ke
pengolahan air menjadi air minum yang segar menggunakan teknologi
multimedia filter, reverse osmosis, ultraviolet dan ozon. Sebagai jaminan
mutu dan kualitas kepada pelanggan, perusahaan menerapkan sistem mutu
yang sangat ketat melalui Badan Standarisasi Nasional (BSN), Standart
Nasional Indonesia (SNI), Badan Pengawas Obat dan Makanan (BPOM),
Halal dan Sistem Mutu Keamanan Pangan Internasional atau food safety
management sistem “HACCP” (Hazard Analysis Critical Control Point)
22
BAB III
METODE PENELITIAN
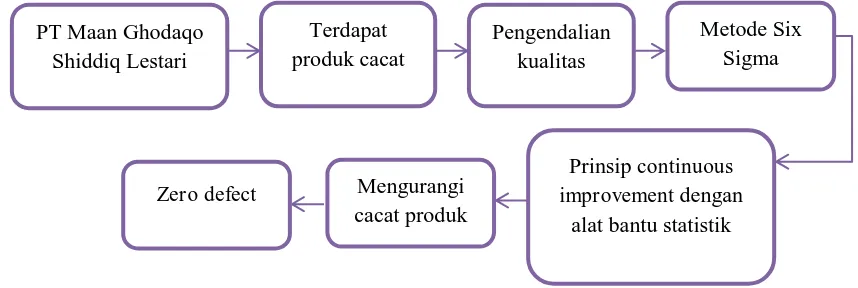
3.1. Kerangka Penelitian
Kerangka penelitian digunakan untuk menggambarkan alur
mengapa dan bagaimana metode six sigma dapat menjadi upaya untuk
pengendalian kualitas produk di PT Maan Ghodaqo Shiddiq Lestari.
Gambar 3.1 Skema Alur Penerapan Metode Six Sigma sebagai Metode Pengendalian Kualitas Di PT Maan Ghodaqo Shiddiq Lestari
Permasalahan dalam kualitas produk merupakan permasalahan yang
tidak jarang dijumpai di perusahaan-perusahaan yang bergelut dalam dunia
bisnis, salah satunya di PT Maan Ghodaqo Shiddiq Lestari. Terdapatnya
produk cacat pada setiap produksi air mineral dalam kemasan yang
dialami oleh PT Maan Ghodaqo Shiddiq Lestari merupakan hal yang harus
dikendalikan dan harus ditekan agar jumlah produk cacat tidak semakin
besar dan berkurang sehingga tidak menimbulkan kerugian pada
perusahaan. Pengendalian kualitas yang disarankan oleh peneliti adalah
terus-menerus (continuos improvement) dengan alat bantu statistik dengan
harapan dapat mengurangi produk cacat mendekati zero defect.
3.2. Lokasi dan Waktu Penelitian
Tempat atau lokasi penelitian dilkukan di PT Maan Ghodaqo
Shiddiq Lestari yang berlokasi di Jl. Raya Mojokrapak No. 42,
Mojokrapak, Tembelang, Kabupaten Jombang.Perusahaan ini merupakan
perusahaan air minum dalam kemasan (AMDK) dengan merk Maaqo yang
didirikan pada tahun 2001. Penelitian dilakukan pada tanggal 1-28 februari
2017, dan penelitian ini difokuskan pada pengendalian kualitas produk
sebagai upaya untuk mengurangi kuantitas kegagalan produk air mineral
dalam kemasan. Berikut adalah jadwal penelitian dalam penelitian ini yang
disediakan dalam tabel berikut :
24
3.3. Jenis dan Sumber Data
Jenis data menurut Asnawi dan Masyhuri (2009) pada umumnya
ada dua yaitu : data primer dan data sekunder. Data primer yaitu data yang
diambil dari lapangan yang diperoleh melalui pengamatan, wawancara dan
kuesioner. Sedangkan, data sekunder yaitu data yang diperoleh melalui
pihak kedua yang memperoleh secara langsung data-data aslinya.
Jenis dan sumber data dalam penelitian ini adalah data primer
berupa wawancara langsung peneliti kepada Manajer bagian produksi dan
data sekunder berupa dokumentasi terhadap jumlah produksi dan jumlah
produk cacat yang timbul pada tahun 2016 yang dimiliki oleh perusahaan.
3.4. Metode Pengumpulan Data
Metode yang digunakan untuk pengumpulan data pada penelitian
ini adalah :
(1) Metode Wawancara
Pada metode ini dilakukan wawancara langsung kepada manajer bagian
produksi untuk mendapatkan data berupa gambaran umum perusahaan,
proses produksi dan pengendalian kualitas yang diterapkan di PT Maan
Ghodaqo Shiddiq Lestari. Instrument dalam wawancara langsung ini
adalah catatan dengan pertanyaan terstruktur. Berikut adalah tabel
Tabel 3.2 Pertanyaan Wawancara Peneliti
Item Pertanyaan Jawaban
1. Sistem pengendalian apa yang
sudah diterapkan perusahaan
dalam pengendalian kualitas
produk?
2. Hasil capaian terhadap sistem
pengendalian yang sudah
diterapkan perusahaan?
xxx
(2) Dokumentasi
Dokumentasi ini merupakan pengambilan data peneliti ke perusahaan
bagian produksi. Pengambilan data ini terkait jumlah produksi dan jumlah
produk cacat yang timbul pada tahun 2016, yang kemudian didata dengan
menggunakan instumen checksheet.
Tabel 3.3 Checksheet
Tanggal Produksi Jumlah Produksi Jumlah Produk cacat
Xxx xxx xxx
Dengan menggunakan skema tersebut didapatkan data yang diperlukan
untuk pengolahan dan perhitungan tahap lanjut dalam tahapan metode six
26
3.5. Pengolahan dan Analisis Data
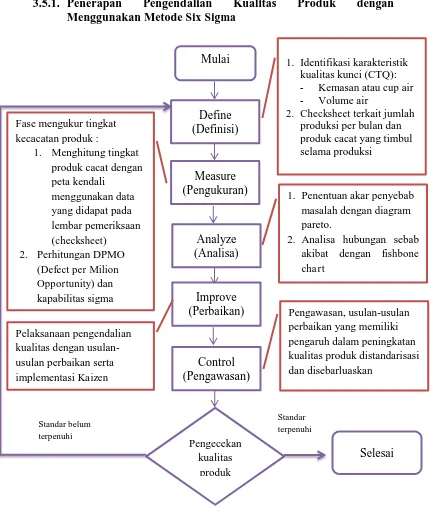
3.5.1. Penerapan Pengendalian Kualitas Produk dengan Menggunakan Metode Six Sigma
Gambar 3.2 F lowchart Penerapan Metode Sig Sigma
Metode ini digunakan untuk mencegah atau mengantisipasi
terjadinya kesalahan atau kegagalan produk. Langkah-langkah dalam
metode six sigma diuraikan menjadi 5 tahapan sebagai berikut : Mulai
1. Define (Definisi)
Pada tahapan ini ditentukan penyebab yang signifikan terhadap adanya
kegagalan yang terjadi selama proses produksi, cara yang ditempuh adalah:
a) Mendefinisikan masalah standar kualitas dalam menghasilkan produk
yang telah ditentukan perusahaan
b) Mendefinisikan rencana tindakan yang harus dilakukan berdasarkan
hasil observasi dan analisis penelitian
c) Menetapkan sasaran dan tujuan peningkatan kualitas six sigma
berdasarkan hasil observasi
Sebelum melakukan cara tersebut diatas, terlebih dahulu mengetahui model
proses SIPOC (Supplier, Input, Process, Output, Customer) yang
diterapkan perusahaan. Sehingga dalam proses mendefinisikan tersebut
memiliki landasan yang tepat dan akurat.
2. Measure (Pengukuran)
Pada tahap ini dikarenakan data yang diteliti merupakan data atribut, maka
dalam pengukurannya dilakukan tahap sebagai berikut:
(1) Analisis dengan diagram kendali (diagram control) P-chart
Pada diagram ini disusun dengan langkah sebagai berikut :
a) Pengambilan sampel/data
Sampel yang digunakan untuk analisis P-chart adalah jumlah
produksi dan jumlah produk cacat yang dihasilkan selama proses
28
b) Menghitung rata-rata (mean) ketidaksesuaian produk
Rata-rata ketidaksesuaian produk adalah produk yang tidak sesuai
dengan kualitas yang telah ditetapkan oleh perusahaan.
Rumus mencari nilai mean :
(rumus 3.1)
Dimana :
P = rata-rata ketidaksesuaian
np = jumlah produk cacat (defect product)
n = jumlah sampel
c) Menentukan batas kendali tehadap pengawasan yang dilakukan
dengan menghitung nilai UCL (Upper Control Limit) sebagai
batas atas dan LCL (Low Control Limit) sebagai batas bawah dan
CL (Control Limit) sebagai batas linear.
Rumus mencari CL
(rumus 3.2)
Rumus mencari UCL
√ (rumus 3.3)
Rumus mencari LCL
√ (rumus 3.4)
Dimana :
P = rata-rata ketidaksesuaian
Σp = jumlah total sampel
p = rata-rata proporsi kecacatan
n = jumlah sampel
Diadaptasi dari Prawirosentoso (dalam Anjayani, 2011)
(2) Menghitung nilai kapabilitas sigma
Tahap-tahap perhitungan nilai sigma adalah sebagai berikut :
a) Menentukan jumlah unit yang akan diukur
b) Identifikasi Opportunity
c) Menghitung jumlah cacat
d) Menghitung nilai kapabilitas sigma (baseline process)
Perhitungan nilai kapabilitas ini digunakan satuan pengukuran DPMO
untuk menentukan tingkat sigma. Hasil dari perhitungan kapabilitas
sigma, dapat diketahui kemungkinan produk cacat.
30
3. Analyze (Analisa)
Pada tahap ini dilakukan analisa penyebab masalah kualitas dengan
menggunakan :
(1) Diagram Pareto
Dalam penelitian ini, setelah mendapatkan data informasi kegagalan
produk. Dilakukan analisa penyebab atau faktor dominan yang
menyebabkan kegagalan dari suatu produk dengan mengurutkan
kemungkinan cacat berdasarkan jenis kegagalan yang terbesar sampai
kegagalan yang terkecil seperti ditunjukkan pada gambar 2.4
(2) Diagram sebab-akibat
Setelah diketahui penyebab cacat yang dominan, dilakukan analisa
hubungan suatu akibat dengan sejumlah penyebab yang mungkin
menghasilkan akibat terjadinya kegagalan produk. Dilakukan dengan
menentukan lima bidang masalah yaitu metode, material, mesin
lingkungan dan pekerja. Masalahnya atau akibatnya menjadi kepala ikan,
seperti yang ditunjukkan pada gambar 2.3 .
4. Improve (Perbaikan)
Setelah teridentifikasinya akar permasalahan, melakukan pengukuran
(melihat dari peluang, kerusakan, proses kapabilitas saat ini), rekomendasi
ulasan perbaikan, menganalisa kemudian dilakukan tindakan perbaikan.
5. Control (Pengendalian)
Pada tahap ini hasil-hasil peningkatan kualitas yakni usulan perbaikan
didokumentasikan dan disebarluaskan, praktek-praktek terbaik yang sukses
meningkatkan proses distandarisasi dan dijadikan pedoman kerja standar,
serta pemilihan penanggung jawab proses. Pada tahap ini saat kualitas telah
mencapai standar yang telah ditentukan maka poses pada metode six sigma
telah berakhir. Namun, saat kualitas belum mencapai standar yang telah
ditentukan, maka berdasarkan prinsip dari metode six sigma yaitu
perbaikan terus-menerus, maka perbaikan diulangi dari awal metode six
32
BAB IV
HASIL DAN PEMBAHASAN
Dalam bab ini dilakukan pembahasan dan pengolahan data secara
detail menggunakan metode six sigma. Pengolahan data dengan
menggunakan metode six sigma membutuhkan data berupa wawancara dan
dokumentasi data terkait jumlah produksi dan jumlah produk cacat pada
tahun 2016. Peneliti telah melakukan penelitian selama 1 bulan pada bulan
februari 2016 untuk pengambilan data dokumentasi serta untuk
mengidentifikasi berbagai permasalahan yang menyebabkan cacat produk
di PT Maan Ghodaqo Shiddiq Lestari. Berikut adalah hasil wawancara dan
dokumentasi data yang dilakukan peneliti di PT. Maan Ghodaqo Shiddiq
Lestari.
4.1 Hasil Wawancara
Wawancara ini merupakan kegiatan untuk menggali informasi yang
dibutuhkan peneliti kepada narasumber. Pada bab 3 peneliti telah
menyediakan tabel 3.2 pertanyaan wawancara peneliti, pertanyaan
tersebut dijawab oleh Manajer dan Mandor bagian produksi. Berikut
Tabel 4.1 Hasil Wawancara
Item Pertanyaan Jawaban
1. Sistem pengendalian apa yang
sudah diterapkan perusahaan
dalam pengendalian kualitas
produk?
2. Hasil capaian terhadap sistem
pengendalian yang sudah
diterapkan perusahaan?
3. Dari metode yang saya ketahui,
ada beberapa faktor yang
mempengaruhi produk cacat
tersebut, seperti dari manusia
(pekerja), metode, mesin,
material dan lingkungan. Lalu
menurut bapak, dari
faktor-faktor yang saya sebutkan apa
saja penyebabnya pak?
Pengendaliannya masih bersifat Manual,
dengan mengecek tiap produk yang
dianggap cacat. Pengecekan dilakukan
mulai dari awal bahan penolong datang
dari supplier sampai pada produk siap
diproduksi. Pengecekan dilakukan oleh
bagian QC (Quality Control)
Pengendalian tersebut sedikit banyak
memberikan dampak untuk mengurangi
kecacatan produk, sehingga produk yang
cacat atau reject tidak sampai ke tangan
customer.
Oh iya, benar. Produk cacat selain dari
supplier yang memang ada beberapa
bahan baku penolong yang perusahaan
pesan ada yang cacat, cacat yang berasal
dari supplier tersebut kami kembalikan
ke supplier. Terkadang bahan baku
penolong tersebut lolos dari uji oleh
pihak QC, sehingga baru diketahui waktu
proses produksi, kalau terjadi seperti itu,
perusahaan yang menanggung.
Selain itu cacat atau reject terjadi juga
karena human error seperti pekerjanya
yang tergesa-gesa, tidak fokus dan lalai.
34
beberapa mesin yang longgar sehingga
beberapa waktu setelah disetel atau
disetting berubah sendiri, jadi itu yang
membuat cacat.
4.2 Hasil Dokumentasi
Dokumentasi yang didapat peneliti adalah data dari perusahaan
sebagai data yang digunakan untuk kebutuhan perhitungan penelitian. Data
yang menjadi kebutuhan untuk dilakukannya perhitungan adalah data
jumlah produksi dan jumlah produk cacat yang dimiliki oleh perusahaan
pada tahun 2016. Dalam data ini, terdapat jenis-jenis cacat yang terdapat
pada setiap produk yang dihasilkan oleh perusahaan yakni sejumlah 6
produk, cup 240 ml, botol 330 ml, botol 600 ml, botol 1500 ml, botol 5 L,
gallon 19 L. Berikut adalah grafik fluktuatif dari setiap jenis cacat pada
A. Cup 240 ml
Grafik 4.1 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Cup 240 ml tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
B. Botol 330 ml
Grafik 4.2. Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol 330 ml tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
36
C. Botol 600 ml
Grafik 4.3 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol 600 ml tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
D. Botol 1500 ml
Grafik 4.4 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol 1500 ml tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
E. Botol 5 L
Grafik 4.5 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Botol 5 L tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
F. Gallon 15 L
Grafik 4.6 Grafik Fluktuatif Grafik Fluktuatif Jumlah Produk Cacat pada Produk Gallon 15 L tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
Data dokumentasi terkait jumlah produk cacat diatas yang
disediakan dalam grafik fkuktuatif, terlihat kenaikan jumlah produk cacat
38
dominan terjadi dapat terlihat dengan jelas. Data dokumentasi yang
diperoleh diolah dengan mendefinisikan masalah standar kualitas,
mengukur jumlah produk cacat dengan peta kendali, menganalisa
penyebab, mendeskripsikan usulan perbaikan yang kemudian usulan
perbaikan disebarluaskan dan dilakukan pengawasan.
4.3 Pengolahan Data dengan Metode Six Sigma
Pengolahan data dengan metode six sigma terdapat 4 tahap,
tahap-tahap tersebut diuraikan sebagai berikut :
4.3.1 Define (Pendefinisian)
Pada tahap ini adalah proses mendefinisikan masalah standar
kualitas atau critical to quality (CTQ). Sebelum mendefinisikan standar
kualitas, perlu diketahui model proses SIPOC (Supplier, Input, Process,
Output, Customer) yang diterapkan perusahaan. Perusahaan bekerja sama
dengan perusahaan lain sebagai supplier untuk mendapatkan bahan
penolong seperti gallon, cup, label, segel, tutup, dan lain-lain. Perusahaan
memesan bahan baku penolong yang dibutuhkan kepada supplier,
perusahaan yang menjadi supplier merupakan perusahaan yang telah
memproduksi barang yang sudah berlabel SNI. Dalam inputnya, bahan
baku penolong yang datang dari supplier diperiksa oleh bagian QC
(Quality Control) yang kemudian diletakkan dalam gudang penyimpanan
bahan baku penolong yang letaknya terpisah dengan bahan jadi. Bahan
baku penolong yang akan diproses, diperiksa lagi oleh bagian QC (Quality
bagian QC tetap memantau produk jadi yang dianggap cacat atau reject
agar dapat sesuai dengan standar yang ditentukan perusahaan. Proses akhir
yakni pada customer, pemasaran kepada customer dilakukan secara
langsung dengan demo produk, promosi, maupun dengan tehnik
pemesanan berhadiah.
Berdasarkan hasil wawancara dengan Manajer produksi, CTQ
terdiri dari sortir fisik kemasan, dan volume air yang dilakukan oleh pihak
bagian QC (Quality Control). Adapun CTQ (Critical to Quality) atau jenis
cacat dari produk cup, botol dan gallon dari dokumentasi data yang
didapatkan peneliti adalah sebagai berikut :
1. Cup 240 ml, jenis cacatnya yaitu isi kurang, lid tidak tepat, cup bocor,
cup lid mengelupas, cup kotor, cup pesok, dan kerusakan pada
sedotan, karton, dan layer.
2. Botol 330 ml, 600 ml, 1500 ml, 5 L jenis cacatnya yaitu botol pesok,
botol kotor, botol bocor, label rusak/terbalik, segel rusak, tutup rusak,
hanger putus dan kerusakan pada karton.
3. Gallon 19 L, jenis cacatnya yaitu gallon pecah, tutup pecah, label
gallon rusak, dan segel gallon rusak.
Jenis cacat produk yang dialami oleh perusahaan dilakukan
pengolahan sehingga dapat diketahui jenis cacat produk yang dominan
terjadi, kemudian perbaikan dapat difokuskan kepada permasalahan yang
dominan tersebut. Jumlah produk cacat dan jumlah produksi yang
40
Tabel 4.2 Hasil Checksheet
Produk Bulan Produksi Jumlah Produksi Jumlah Produk Cacat
Cup 240 ml Januari 959.424 7.449
Februari 802.032 5.428
Maret 652.512 4.158
April 1.075.008 6.280
Mei 1.320.528 7.852
Juni 1.204.944 9.837
Juli 979.344 4.766
Agustus 1.080.192 8.233
September 1.257.504 7.630
Oktober 950.112 6.411
November 859.824 7.117
Desember 976.800 7.716
Botol 600 ml Januari 96.000 6.867
Februari 140.928 9.263
Maret 78.432 9.057
April 61.272 5.982
Mei 135.192 9.240
Juni 218.016 12.631
Juli 151.920 6.651
September 24.696 1.754
Oktober 158.136 7.438
Desember 68.688 3.621
Jumlah Total
1.133.280 72.504
Botol 1500 ml Januari 51.396 5.986
Februari 11.916 974
Maret 34.164 3.393
April 13.368 2.456
Mei 38.196 2.607
Juni 74.712 4.727
Juli 31.260 1.451
Agustus 6.924 355
September 10.552 416
Oktober 41.808 1.999
42
Februari 43.653 12.880
September 51.677 2.687
Dari checksheet diatas, peneliti menggambarkannya dalam bentuk
grafik sehingga akan terlihat naik turunnya jumlah produksi maupun
jumlah produk cacat pada setiap produk yang diproduksi oleh PT Maan
Ghodaqo Shiddiq Lestari di setiap bulannya pada tahun 2016. Berikut grafik fluktuatif dari jumlah produksi dan jumlah produk cacat disediakan
pada grafik 4.7 dan grafik 4.8
44
Grafik 4.8 Grafik Fluktuatif Jumlah Produk Cacat tahun 2016 (dok. PT. Maan Ghodaqo Shiddiq Lestari)
Data produksi pada grafik fluktuatif diatas terlihat stabil dari bulan
ke bulan pada tahun 2016, sedangkan data produk cacat terlihat tidak stabil
dan memiliki peningkatan yang cukup signifikan. Jumlah produksi dan
produk cacat pada tahun 2016 dari keenam produk yang diproduksi oleh
perusahaan PT Maan Ghodaqo Shiddiq Lestari, dilakukan perhitungan
pada tahap measure (pengukuran) untuk menentukan produk utama yang
harus dilakukan perbaikan guna mengurangi kerugian perusahaan.
4.3.2 Measure (Pengukuran)
Proses dalam measure ini sebagai berikut :
(1) Analisis dengan diagram kendali (diagram control) P-Chart
Dalam penyusunan diagram kendali ada beberapa langkah,
a. Pengambilan data
Data yang digunakan merupakan data jumlah produksi dan data
jumlah produk reject atau cacat pada tahun 2016, yang telah
disediakan pada tahap definisi dengan instrumen checksheet pada
tabel 4.2.
b. Menghitung rata-rata (mean) ketidaksesuaian produk
Perhitungan ini merupakan perhitungan produk yang tidak sesuai
dengan kualitas yang telah ditetapkan oleh perusahaan,
Perhitungan dilakukan untuk mengetahui produk yang memiliki
rata-rata ketidaksesuaian yang terbesar dari keenam produk yang
diproduksi PT Maan Ghodaqo Shiddiq Lestari. Perhitungannya
disediakan pada tabel sebagai berikut :
46
Pada tabel 4.3 tabel perhitungan ketidaksesuaian produk
diatas dapat diambil kesimpulan bahwa rata-rata
ketidaksesuaian produk yang terbesar adalah pada produk
gallon.
c. Penentuan batas kendali
Setelah diketahui rata-rata ketidaksesuaian produk yang
terbesar adalah produk gallon, maka diambil kesimpulan
bahwa perbaikan difokuskan terhadap produk gallon. Tahap
selanjutnya adalah menentukan batas kendali terhadap
pengawasan yang dilakukan dengan menghitung batas
bawah (LCL), batas atas (UCL) dan batas linear (CL).
Perhitungan ini untuk mengawasi variasi terkendali dan
variasi yang tidak terkendali, yang berarti bahwa dalam
penelitian ini untuk melihat bahwa dalam 1 tahun, cacat atau
reject yang terjadi masih dalam batas normal atau tidak.
1) Untuk nilai CL (control limit ataurata-rata atau nilai tengah)
dari batas kendali sebagai berikut
2) Untuk nilai UCL (upper control limit atau batas atas) dari
batas kendali sebagai berikut
√
√
3) Untuk nilai LCL (lower control limit atau batas bawah) dari
batas kendali sebagai berikut
√
√
Berikut adalah hasil diagram P terhadap pengawasan produk
48
Gambar 4.1 Hasil Diagram P
Diagram P diatas dapat terlihat jika dari batas atas yang bernilai
0,1812 maka pada bulan ke-1, 2, 6 dan 8 diluar batas kendali,
yang memberikan makna bahwa terdapat sepertiga dari 12 bulan
pada tahun 2016 mengalami kecacatan produk yang masih besar.
(2) Menghitung DPMO (defect per million opprotunity)
Dalam hal ini, CTQ potensial dari produk gallon sebanyak 4,
yaitu label gallon, segel gallon, tutup gallon, dan gallon.
Nilai DPMO yang didapat memberikan arti bahwa cacat yang
dialami dalam 1 juta produksi sejumlah 45.183. Sample
(3) Menghitung nilai kapabilitas sigma
Dengan √
√
Dari hasil perhitungan sigma, didapatkan nilai sigma sebesar
3,2. Hasil tersebut menurut tabel 3.3 Hubungan DPMO dan Sigma
menyatakan bahwa nilai yield atau probabilitas tanpa cacatnya sebesar
93,32%.
4.3.3 Analyze (Analisa)
Pada tahap ini merupakan tahap analisa untuk menentukan faktor
dominan penyebab produk reject atau cacat dan kemudian dilakukan
analisa penyebab dan akibat dari terjadinya kegagalan produk. Berikut
adalah langkah-langkah dari tahap ketiga dari metode six sigma :
(1) Diagram Pareto
Diagram ini digunakan untuk menganalisa faktor yang dominan
penyebab produk reject atau cacat dari beberapa faktor yang menjadi
penyebabnya. Permasalahan dalam penelitian ini telah diketahui bahwa
permasalahan terbesar adalah pada produk gallon. Jenis reject atau cacat
yang terdapat pada produk gallon yang terdiri dari 4 jenis cacat yaitu
label gallon rusak, tutup pecah, gallon pecah dan segel gallon rusak,
dianalisa dengan diagram pareto menggunakan software SPPS 20.
50
Gambar 4.2 Hasil Diagram Pareto
Sistem dalam diagram ini adalah mengurutkan reject atau cacat
yang terbesar sehingga dapat ditentukan prioritas penyelesaian
masalahnya. Terlihat dari tabel diatas, jenis cacat terbesar didominasi
oleh label gallon dengan jumlah persentase mencapai 95%, dan sisanya
adalah jenis cacat segel gallon sebesar 2%, tutup gallon sebesar 1% dan
gallon pecah sebesar 1%. Berdasarkan prinsip kerja dari diagram pareto
yang menerapkan aturan 80/20 dimana 80% aktivitas karena 20% faktor.
Maka, dapat diambil kesimpulan bahwa 80% dari faktor reject diatas
adalah label gallon rusak, segel gallon rusak dan tutup pecah. 80% ini
menjadi faktor utama reject terbesar yang terjadi selama proses produksi.
Dengan mengambil 80% ini akan ditentukan faktor penyebab reject atau
cacat yang terjadi menggunakan diagram sebab akibat, kemudian
(2) Diagram Sebab-akibat
Diagram ini menganalisa hubungan suatu akibat dengan sejumlah
penyebab yang mungkin menghasilkan akibat terjadinya kegagalan
produk. Adapun faktor-faktor yang mempengaruhi atau menjadi
penyebab kegagalan produk seperti ditunjukkan pada gambar 2.2
Contoh diagram sebab akibat atau fishbone diagram adalah sebagai berikut :
1) Man (Manusia)
Manusia disini merupakan para pekerja yang terlibat dalam
pembuatan produk.
2) Material (bahan baku)
Bahan baku yang terdiri dari bahan baku penolong maupun bahan
baku utama yang merupakan komponen-kompoinen pembuat
produk.
3) Metode
Metode atau instruksi kerja yang digunakan dalam produksi.
4) Mesin
Mesin dan peralatan yang digunakan dalam produksi.
5) Environtment (lingkungan)
Lingkungan sekitar yang secara lansung maupun tidak langsung
mempengaruhi perubahan dan produksi.
Faktor-faktor tersebut merupakan 5 faktor utama
52
rinci dan detail untuk diidentifikasi dan diselidiki sehingga dapat
memberikan usulan perbaikan yang berguna untuk mengurangi kerugian
perusahaan. Dalam hal ini, reject atau cacat yang peneliti ulas merupakan
cacat yang berasal dari bagian produksi. Berikut adalah analisis diagram
sebab akibat dengan diagram tulang ikan atau fishbone terkait jenis cacat
pada produk gallon :
Label gallon rusak
Segel gallon rusak
Gambar 4.4 Diagram Tulang Ikan atau fishbone chart Segel Rusak Tutup gallon rusak