ABSTRAK
PT. Sansan Saudaratex Jaya merupakan perusahaan yang bergerak di bidang garment. Saat ini perusahaan mempunyai permasalahan kualitas pada produk celana yang dihasilkan dimana masih banyaknya jumlah produk cacat yang terjadi dan hal ini dapat memberikan dampak yang besar bagi perusahaan dimana perusahaan akan mengalami kerugian baik dari segi waktu, biaya bahan baku maupun tenaga. Oleh karena itu, untuk membantu perusahaan maka dilakukan penelitian lebih lanjut mengenai kualitas produk yang dihasilkan dengan menggunakan metode DMAIC (Define, Measure, Analyze, Improve dan Control)
Tujuan dari penelitian ini adalah untuk mengetahui faktor-faktor yang menyebabkan terjadinya cacat pada produk celana style 554337 dan memberikan usulan perbaikan kualitas pada perusahaan PT. Sansan Saudaratex Jaya.
Penelitian dilakukan dengan pengamatan secara langsung dan melakukan wawancara ke bagian produksi. Penulis melakukan pengumpulan data mengenai jenis dan jumlah cacat yang terjadi selama proses berlangsung. Kemudian dilanjutkan dengan melakukan stratifikasi untuk mengelompokkan cacat berdasarkan tingkat keseriusan cacat, peta kendali u untuk mengetahui apakah proses masih dalam batas kendali atau tidak, DPMO dan nilai sigma untuk mengetahui kinerja proses perusahaan sekarang ini. Setelah itu dilanjutkan dengan mencari akar penyebab masalah dengan menggunakan FTA (Fault Tree Analyze), dan mengidentifikasikannya serta mencegah mode kegagalan dengan menggunakan FMEA (Failure Mode and Effect Analyze).
Berdasarkan pengolahan data yang dilakukan, maka diketahui bahwa cacat yang memerlukan prioritas penanganan berdasarkan nilai RPN tertinggi adalah cacat kotor noda dengan nilai RPN sebesar 3600 atau sebesar 32.11 %. Sedangkan penyebab cacat yang memerlukan prioritas penanganan berdasarkan nilai RPN tertinggi adalah tidak adanya prosedur kerja mengenai pengecekan mesin jahit sebelum bekerja dan sesudah jam istirahat dengan nilai RPN sebesar 5100 atau sebesar 45.50%. Dan berdasarkan hasil perhitungan diketahui bahwa perusahaan berada pada level three sigma dengan nilai DPMO sebesar 24010,673 dan nilai sigma sebesar 3,48.
DAFTAR ISI
LEMBAR PENGESAHAAN ... ii
SURAT PERNYATAAN HASIL KARYA PRIBADI ... iii
ABSTRAK ... iv
KATA PENGANTAR DAN UCAPAN TERIMAKASIH ... v
DAFTAR ISI... ix
DAFTAR TABEL ... xiii
DAFTAR GAMBAR... xiv
BAB 1 PENDAHULUAN
1.1Latar Belakang Masalah... 1-1
1.2Identifikasi Masalah ... 1-2
1.3Pembatasan Masalah ... 1-6
1.4Perumusan Masalah ... 1-6
1.5Tujuan Penelitian ... 1-7
1.6Sistematika Penulisan ... 1-7
BAB 2 TINJAUAN PUSTAKA
2.1 Konsep Kualitas Secara Umum ... 2-1
2.1.1 Definisi Kualitas ... 2-1
2.1.2 Pentingnya Kualitas ... 2-2
2.1.3 Dimensi Kualitas... 2-3
2.1.4 Faktor-Faktor Yang Mempengaruhi Kualitas ... 2-3
2.1.5 Pengertian Pengendalian Kualitas... 2-5
2.1.6 Faktor – Faktor Yang Mempengaruhi Pengendalian Kualitas.... 2-6
2.2 Variasi Dalam Proses Produksi... 2-7
2.3 Alat Bantu Pengendalian Kualitas dari Seven Tools ... 2-9
2.3.1 Lembar Periksa (Check Sheet) ... 2-9
2.3.2 Stratifikasi ... 2-10
2.3.3 Diagram Pareto... 2-11
2.4 Klasifikasi Karakteristik Cacat ... 2-14
2.5 Konsep Six Sigma... 2-15
2.5.1 Pengertian Six Sigma... 2-15
2.5.2 Manfaat Six Sigma ... 2-16
2.5.3 Strategi Manajemen dan Perbaikan Six Sigma... 2-17
2.5.4 Enam Tema Penting Six Sigma ... 2-18
2.5.5 Istilah Dalam Konsep Six Sigma ... 2-19
2.5.6 Model perbaikan Six Sigma (DMAIC)... 2-22
2.5.7 Perhitungan nilai Sigma ... 2-24
2.5.8 FTA (Fault Tree Analysis) ... 2-25
2.5.9 Failure Mode and Effect Analysis ( FMEA) ... 2-27
2.5.10 Menetapkan Suatu Rencana Tindakan (Action Plan)
untuk Melaksanakan Peningkatan Kualitas Six Sigma... 2-30
BAB 3 METODOLOGI PENELITIAN
3.1 Penelitian Pendahuluan ... 3-1
3.2 Identifikasi Masalah ... 3-1
3.3 Pembatasan Masalah ... 3-2
3.4 Studi Pustaka... 3-2
3.5 Pengolahan Data dan Analisis... 3-5
3.5.1 Define ... 3-5
3.5.2 Measure... 3-6
3.5.3 Analyze ... 3-8
3.5.4 Improve ... 3-9
3.5.5 Control ... 3-9
3.6 Kesimpulan dan Saran... 3-9
BAB 4 PENGUMPULAN DATA
4.1Data Umum Perusahaan... 4-1
4.1.1 Sejarah Perusahaan ... 4-1
4.1.2 Waktu Kerja Perusahaan ... 4-2
4.1.3 Tenaga Kerja Perusahaan... 4-3
4.2 Data Proses Produksi ... 4-13
4.2.1 Jenis Produksi ... 4-13
4.2.2 Bahan Baku Utama dan Bahan Baku Pendukung ... 4-13
4.2.2.1 Bahan Baku Utama ... 4-14
4.2.2.2 Bahan Baku Pendukung ... 4-16
4.2.3 Spesifikasi Mesin dan Pemeliharaan Mesin... 4-19
4.2.3.1 Spesifikasi Mesin ... 4-19
4.2.3.2 Pemeliharaan dan Perawatan Mesin ... 4-33
4.2.4 Perencanaan Produksi ... 4-34
4.2.4.1 Perencanaan Kebutuhan Bahan Baku ... 4-35
4.2.4.2 Perencanaan Kalkulasi Produksi ... 4-35
4.3 Proses Produksi ... 4-35
4.3.1 Bagian Pemotongan (Cutting) ... 4-36
4.3.2 Bagian Penjahitan (Sewing) ... 4-40
4.3.3 Bagian Quality Control (QC)... 4-45
4.3.4 Bagian Penyempurnaan (Finishing)... 4-46
4.4 Data Jenis Cacat dan Jumlah Cacat... 4-48
4.4.1 Data Jenis Cacat ... 4-48
4.4.2 Jumlah Cacat ... 4-52
4.5 Proses Pengendalian Pada Perusahaan... 4-55
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengolahan Data... 5-1
5.1.1 Stratifikasi ... 5-1
5.1.2 Control Plan... 5-4
5.1.3 Peta Kendali u ... 5-10
5.1.3.1 Peta Kendali u Untuk Proses Sewing ... 5-10
5.1.3.2 Peta Kendali u Untuk Proses Finishing ... 5-16
5.1.4 Perhitungan DPMO dan Nilai Sigma ... 5-18
5.1.5 Fault Tree Analysis (FTA) ... 5-19
5.1.5.1 FTA Cacat Jahitan Broken ... 5-20
5.1.5.3 FTA Cacat Tali Loop Lepas ... 5-24
5.1.5.4 FTA Cacat Gagal Jahitan /Jebol... 5-26
5.1.5.5 FTA Cacat Kotor Noda ... 5-28
5.1.5.6 FTA Cacat Bolong ... 5-29
5.1.5.7 FTA Cacat Kancing Lepas ... 5-31
5.1.6 Failure Mode and Effect Analysis (FMEA) ... 5-33
5.1.7 Analisis Prioritas Peningkatan Kualitas ... 5-57
5.1.7.1 Prioritas Peningkatan Kualitas RPN Cacat ... 5-57
5.1.7.2 Prioritas Peningkatan Kualitas RPN Penyebab Cacat... 5-58
5.2 Usulan ... 5-61
5.3 Control ... 5-79
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1
6.2 Saran... 6-3
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel Judul Halaman
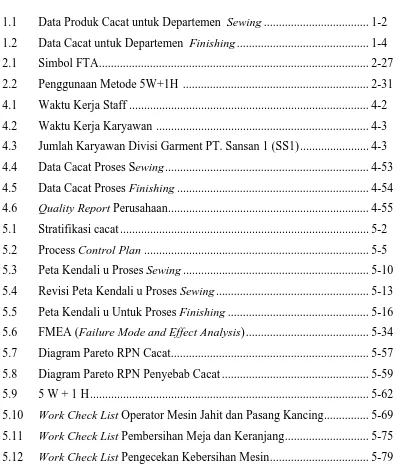
1.1 Data Produk Cacat untuk Departemen Sewing ... 1-2
1.2 Data Cacat untuk Departemen Finishing ... 1-4
2.1 Simbol FTA... 2-27
2.2 Penggunaan Metode 5W+1H ... 2-31
4.1 Waktu Kerja Staff ... 4-2
4.2 Waktu Kerja Karyawan ... 4-3
4.3 Jumlah Karyawan Divisi Garment PT. Sansan 1 (SS1)... 4-3
4.4 Data Cacat Proses Sewing... 4-53
4.5 Data Cacat Proses Finishing ... 4-54
4.6 Quality Report Perusahaan... 4-55
5.1 Stratifikasi cacat ... 5-2
5.2 Process Control Plan ... 5-5
5.3 Peta Kendali u Proses Sewing ... 5-10
5.4 Revisi Peta Kendali u Proses Sewing ... 5-13
5.5 Peta Kendali u Untuk Proses Finishing ... 5-16
5.6 FMEA (Failure Mode and Effect Analysis) ... 5-34
5.7 Diagram Pareto RPN Cacat... 5-57
5.8 Diagram Pareto RPN Penyebab Cacat ... 5-59
5.9 5 W + 1 H... 5-62
5.10 Work Check List Operator Mesin Jahit dan Pasang Kancing... 5-69
5.11 Work Check List Pembersihan Meja dan Keranjang... 5-75
DAFTAR GAMBAR
Gambar Judul Halaman
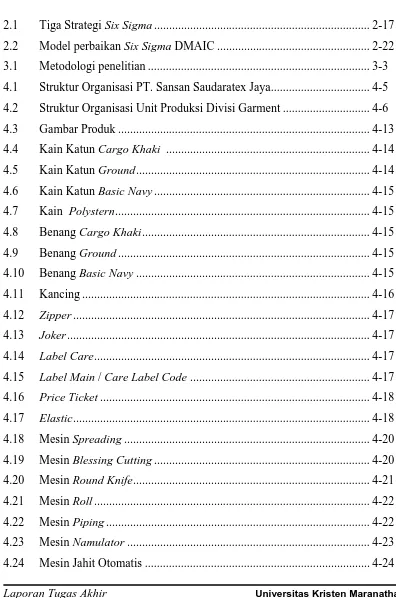
2.1 Tiga Strategi Six Sigma ... 2-17
2.2 Model perbaikan Six Sigma DMAIC ... 2-22
3.1 Metodologi penelitian ... 3-3
4.1 Struktur Organisasi PT. Sansan Saudaratex Jaya... 4-5
4.2 Struktur Organisasi Unit Produksi Divisi Garment ... 4-6
4.3 Gambar Produk ... 4-13
4.4 Kain Katun Cargo Khaki ... 4-14
4.5 Kain Katun Ground... 4-14
4.6 Kain Katun Basic Navy ... 4-15
4.7 Kain Polystern... 4-15
4.8 Benang Cargo Khaki... 4-15
4.9 Benang Ground ... 4-15
4.10 Benang Basic Navy ... 4-15
4.11 Kancing ... 4-16
4.12 Zipper ... 4-17
4.13 Joker... 4-17
4.14 Label Care... 4-17
4.15 Label Main / Care Label Code ... 4-17
4.16 Price Ticket ... 4-18
4.17 Elastic... 4-18
4.18 Mesin Spreading ... 4-20
4.19 Mesin Blessing Cutting ... 4-20
4.20 Mesin Round Knife... 4-21
4.21 Mesin Roll ... 4-22
4.22 Mesin Piping ... 4-22
4.23 Mesin Namulator ... 4-23
Gambar Judul Halaman
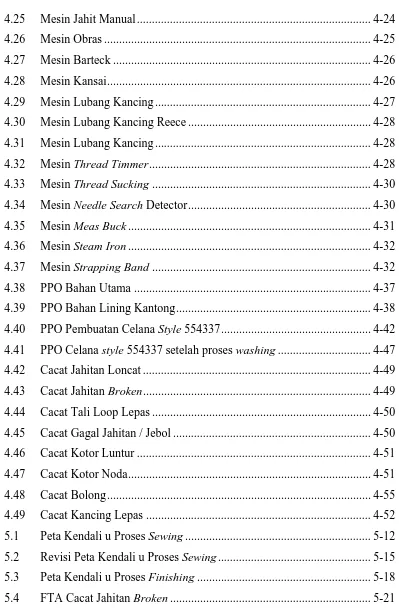
4.25 Mesin Jahit Manual ... 4-24
4.26 Mesin Obras ... 4-25
4.27 Mesin Barteck ... 4-26
4.28 Mesin Kansai... 4-26
4.29 Mesin Lubang Kancing ... 4-27
4.30 Mesin Lubang Kancing Reece ... 4-28
4.31 Mesin Lubang Kancing ... 4-28
4.32 Mesin Thread Timmer... 4-28
4.33 Mesin Thread Sucking ... 4-30
4.34 Mesin Needle Search Detector... 4-30
4.35 Mesin Meas Buck ... 4-31
4.36 Mesin Steam Iron ... 4-32
4.37 Mesin Strapping Band ... 4-32
4.38 PPO Bahan Utama ... 4-37
4.39 PPO Bahan Lining Kantong... 4-38
4.40 PPO Pembuatan Celana Style 554337... 4-42
4.41 PPO Celana style 554337 setelah proses washing ... 4-47
4.42 Cacat Jahitan Loncat ... 4-49
4.43 Cacat Jahitan Broken... 4-49
4.44 Cacat Tali Loop Lepas ... 4-50
4.45 Cacat Gagal Jahitan / Jebol ... 4-50
4.46 Cacat Kotor Luntur ... 4-51
4.47 Cacat Kotor Noda... 4-51
4.48 Cacat Bolong... 4-55
4.49 Cacat Kancing Lepas ... 4-52
5.1 Peta Kendali u Proses Sewing ... 5-12
5.2 Revisi Peta Kendali u Proses Sewing ... 5-15
5.3 Peta Kendali u Proses Finishing ... 5-18
Gambar Judul Halaman
5.5 FTA Cacat Jahitan Loncat... 5-23
5.6 FTA Cacat Jahitan Tali Loop Lepas ... 5-25
5.7 FTA Cacat Jahitan Gagal Jahitan/Jebol ... 5-27
5.8 FTA Cacat Kotor Noda ... 5-30
5.9 FTA Cacat Bolong ... 5-31
5.10 FTA Cacat Kancing Lepas ... 5-32
5.11 Diagram Pareto RPN Cacat... 5-58
5.12 Diagram Pareto RPN Penyebab Cacat ... 5-60
5.13 Usulan Keranjang untuk QC Sewing ... 5-71
DAFTAR LAMPIRAN
Lampiran Judul Halaman
Lampiran L-1
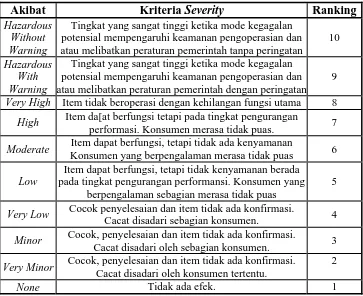
Tabel Dampak Kegagalan (Severity)
Akibat Kriteria Severity Ranking
Hazardous Without Warning
Tingkat yang sangat tinggi ketika mode kegagalan potensial mempengaruhi keamanan pengoperasian dan atau melibatkan peraturan pemerintah tanpa peringatan
10
Hazardous With Warning
Tingkat yang sangat tinggi ketika mode kegagalan potensial mempengaruhi keamanan pengoperasian dan atau melibatkan peraturan pemerintah dengan peringatan
9
Very High Item tidak beroperasi dengan kehilangan fungsi utama 8
High Item da[at berfungsi tetapi pada tingkat pengurangan
performasi. Konsumen merasa tidak puas. 7
Moderate Item dapat berfungsi, tetapi tidak ada kenyamanan
Konsumen yang berpengalaman merasa tidak puas 6
Low
Item dapat berfungsi, tetapi tidak kenyamanan berada pada tingkat pengurangan performansi. Konsumen yang
berpengalaman sebagian merasa tidak puas
5
Very Low Cocok penyelesaian dan item tidak ada konfirmasi.
Cacat disadari sebagian konsumen. 4
Minor Cocok, penyelesaian dan item tidak ada konfirmasi.
Cacat disadari oleh sebagian konsumen. 3
Very Minor Cocok, penyelesaian dan item tidak ada konfirmasi.
Cacat disadari oleh konsumen tertentu.
2
Lampiran L-2
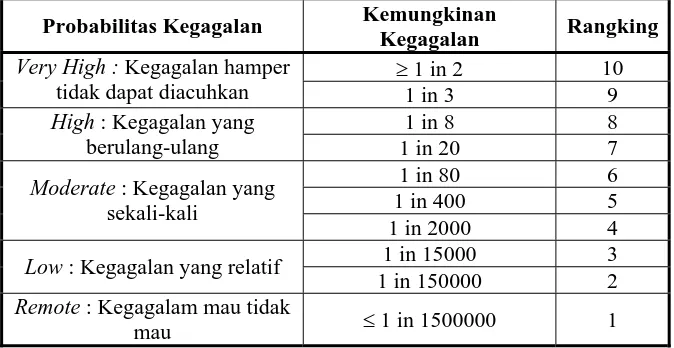
Tabel Kemungkinan Kegagalan (Occurrence)
Probabilitas Kegagalan Kemungkinan
Kegagalan Rangking
≥ 1 in 2 10
Very High : Kegagalan hamper
tidak dapat diacuhkan 1 in 3 9
1 in 8 8
High : Kegagalan yang
berulang-ulang 1 in 20 7
1 in 80 6
1 in 400 5
Moderate : Kegagalan yang
sekali-kali
1 in 2000 4
1 in 15000 3
Low : Kegagalan yang relatif
1 in 150000 2
Remote : Kegagalam mau tidak
Lampiran L-3
Tabel Kemudahan Mendeteksi (Detectability)
Deteksi Kriteria Detectability Ranking
Absolute Uncertainty
Kontrol desain tidak dapat mendeteksi penyebab potensial mode kegagalan atau tidak ada kontrol
desain
10
Very Remote Kesempatan sangat jarang mendeteksi penyebab
potensial dan mode kegagalan 9
Remote
Kesempatan jarang dalam kontrol desain mendeteksi penyebab potensial dan mode
kegagalan
8
Very Low Kesempatan sangat rendah dalam kontrol desain
mendeteksi penyebab kegagalan dan potensial 7
Low Kesempatan rendah dalam kontrol desain
penyebab potensial dan mode kegagalan. 6
Moderate
Kesempatan tengah-tengah dalam kontrol desain mendeteksi penyebab potensial dan mode
kegagalan
5
Moderate High
Kesempatan tengah-tengah sedikit besar dalam kontrol desain mendeteksi mode kegagalan dan
potensial
4
High
Kesempatan besar dalam kontrol desain mendeteksi penyebab potensial dan mode
kegagalan
3
Very High
Kesempatan sangat besar dalam kontrol desain mendeteksi penyebab potensial dan mode
kegagalan
2
Almost Certain
Kontrol desain pasi dapat mendeteksi penyebab
potensial dan mode kegagalan. 1
BAB 1
PENDAHULUAN
1.1Latar Belakang Masalah
Kualitas merupakan salah satu elemen yang penting dalam memenuhi
kebutuhan konsumen. Untuk dapat bertahan dalam persaingan, perusahaan harus
mampu meningkatkan kualitas produk sesuai dengan spesifikasi yang diinginkan
oleh konsumen. Hal ini dikarenakan, kualitas yang baik akan memberikan
keunggulan kompetitif bagi perusahaan sehingga dapat memberi peluang bagi
perusahaan dalam merebut pangsa pasar.
PT. Sansan Saudaratex Jaya merupakan perusahaan yang memiliki 4
cabang di beberapa kota di Indonesia. Salah satu cabang dari perusahaan ini
adalah PT. Sansan 1 (SS1) yang bergerak di bidang garment. Perusahaan ini
memproduksi celana dengan berbagai model sesuai dengan permintaan dari buyer.
Perusahaan ini sangat memperhatikan kualitas produk yang dihasilkan. Hal ini
terbukti dengan adanya quality control di masing-masing departemen, yaitu
departemen cutting, sewing dan finishing. Meski demikian perbaikan kualitas
yang selama ini dilakukan perusahaan dinilai belum cukup optimal karena masih
banyaknya jumlah produk cacat yang terjadi. Data perusahaan menunjukkan
bahwa rata – rata produk cacat dalam 2 bulan terakhir untuk produk celana style
554275 adalah sebesar 16,49 % dari produk yang dihasilkan di departemen sewing
dan 10.45 % dari produk yang dihasilkan di departemen finishing.
Sebagai perusahaan yang selalu ingin menjaga kualitas produk agar sesuai
dengan standarisasi kualitas yang diinginkan konsumen, maka perusahaan ingin
mencari cara untuk mengatasi permasalahan cacat yang sering sekali terjadi. Hal
ini dikarenakan jika masalah ini terus berlanjut, maka akan memberikan dampak
yang besar bagi perusahaan dimana perusahaan akan mengalami kerugian baik
Bab 1 Pendahuluan 1-2
1.2Identifikasi Masalah
PT. Sansan 1 (SS1) sangat memperhatikan kualitas dari produk yang
mereka hasilkan. Namun perusahaan ini masih menghadapi berbagai
permasalahan khususnya di bagian produksi. Adapun permasalahan yang dihadapi
perusahaan ini adalah sebagai berikut:
1. Masih tingginya jumlah produk cacat yang terjadi sehingga dapat
menyebabkan perusahaan mengalami kerugian baik dari segi waktu, biaya
bahan baku maupun tenaga. Model celana anak yang menjadi objek
penelitian adalah celana anak style 554337. Hal ini dikarenakan, pada saat
penulis melakukan penelitian pada periode Januari – April, perusahaan
sedang memproduksi celana anak style 554337 dan disamping itu juga
perusahaan mempunyai permasalahan kualitas pada produk celana yang
dihasilkan yaitu adanya produk cacat yang tidak sesuai dengan spesifikasi
dan masih tingginya jumlah produk cacat yang terjadi.
Dari data yang diperoleh pada bagian produksi perusahaan, data produk
cacat dalam 2 bulan terakhir untuk produk celana anak style 554275 adalah
sebagai berikut:
a) Departemen Sewing
Berikut data produk cacat celana anak style 554275 yang terdapat pada
departemen sewing dalam 2 bulan terakhir:
Tabel 1.1
Data Produk Cacat Celana Anak Style 554275 Untuk Departemen Sewing
Bab 1 Pendahuluan 1-3
Tabel 1.1 (Lanjutan)
Data Produk Cacat Celana Anak Style 554275 Untuk Departemen Sewing
Bab 1 Pendahuluan 1-4
Tabel 1.1 (Lanjutan)
Data Produk Cacat Celana Anak Style 554275 Untuk Departemen Sewing
Hari Ke- Jumlah
Rata-rata produk Cacat 16.49%
Sumber : Data perusahaan style 554275 pada bulan Desember-Februari 2008
b) Departemen Finishing
Berikut data produk cacat celana anak style 554275 yang terdapat pada
departemen finishing dalam 2 bulan terakhir:
Tabel 1.2
Data Produk Cacat Celana Anak Style 554275 Untuk Departemen Finishing
Bab 1 Pendahuluan 1-5
Tabel 1.2 (Lanjutan)
Data Produk Cacat celana anak style 554275 untuk Departemen Finishing
Hari ke- Jumlah
Rata-Rata Produk Cacat 10.45%
Bab 1 Pendahuluan 1-6
2. Proses perbaikan kualitas yang dilakukan perusahaan selama ini belum
dapat meminimasi jumlah cacat karena perusahaan tidak melakukan
tindakan lanjut untuk mengidentifikasikan secara detail penyebab
terjadinya cacat pada produk yang diproduksi sehingga cacat yang terjadi
terus berulang. Perusahaan hanya memisahkan produk yang baik dengan
produk yang tidak baik. Jika hal ini dibiarkan, maka kualitas produk yang
dihasilkan akan semakin menurun dan akan menyebabkan pemborosan
baik dari segi waktu, biaya bahan baku maupun tenaga. Jenis cacat yang
paling sering terjadi adalah cacat jahitan loncat, cacat jahitan broken, cacat
tali loop lepas, cacat gagal jahitan/jebol, cacat kotor baik karena luntur
maupun noda, cacat bolong dan cacat kancing lepas.
1.3Pembatasan Masalah
Agar penelitian yang dilakukan tidak terlalu luas dan tidak menyimpang
dari tujuan yang ingin dicapai, maka dilakukan pembatasan masalah yang terdiri
dari:
1. Perusahaan yang diamati adalah PT. Sansan 1 (SS1) Divisi Garment.
2. Produk yang akan diteliti adalah Celana style 554337.
3. Penelitian dilakukan pada bagian proses produksi.
4. Penelitian membahas tentang tahap Define, Measure, Analyze, Improve
dan Control. (Tahap Improve dan Control hanya sampai pada usulan saja,
tidak melakukan implementasi)
1.4Perumusan Masalah
Berdasarkan identifikasi masalah yang ada, maka perumusan masalah
untuk penelitian ini adalah sebagai berikut:
1. Jenis cacat apa saja yang membutuhkan prioritas perbaikan kualitas?
2. Faktor-faktor apa saja yang menyebabkan terjadinya cacat pada produk
ini?
3. Bagaimana usulan perbaikan kualitas terhadap perusahaan untuk
Bab 1 Pendahuluan 1-7
1.5Tujuan Penelitian
Adapun maksud dan tujuan penelitian ini adalah sebagai berikut :
1. Mengetahui jenis cacat apa saja yang membutuhkan prioritas perbaikan
kualitas.
2. Mengidentifikasi faktor-faktor penyebab terjadinya cacat pada produk.
3. Memberikan usulan perbaikan terhadap perusahaan untuk meminimasi
cacat produk yang selama ini terjadi.
1.6Sistematika Penulisan
BAB 1 PENDAHULUAN
Pada bab ini berisi tentang latar belakang penelitian, identifikasi
masalah-masalah yang ada, perumusan masalah-masalah yang berupa pertanyaan-pertanyaan,
pembatasan masalah dan asumsi, tujuan dilakukannya penelitian serta sistematika
dari penulisan.
BAB 2 LANDASAN TEORI
Pada bab ini, berisi teori – teori yang dapat digunakan dalam membantu
penyusunan penelitian ini, dimana teori – teori tersebut dapat memudahkan dalam
memahami dan menganalisis mengenai permasalahan yang akan diteliti.
BAB 3 METODOLOGI PENELITIAN
Pada bab ini, berisi tentang langkah – langkah dan kerangka pemecahan
masalah yang sistematis yang akan dilakukan penulis dalam penyusunan Tugas
Akhir ini.
BAB 4 PENGUMPULAN DATA
Pada bab ini dilakukan pengumpulan data dengan melakukan pengamatan
terhadap produk yang diproduksi dan melakukan pengukuran terhadap cacat-cacat
yang terjadi dari produk yang dihasilkan.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Pada tahap ini, data yang telah dikumpulkan diolah dan kemudian
Bab 1 Pendahuluan 1-8
BAB 6 KESIMPULAN DAN SARAN
Pada bab ini berisi kesimpulan terhadap penelitian yang telah dilakukan
serta saran-saran kepada pihak perusahaan dalam hal usulan sistem perbaikan dan
pengendalian kualitas yang dapat diterapkan oleh perusahaan untuk meminimasi
cacat yang selama ini terjadi.
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil pengumpulan data, pengolahan data dan analisis
terhadap permasalahan yang terdapat di PT. Sansan Saudaratex Jaya, maka dapat
ditarik kesimpulan:
1
1.. Berdasarkan FMEA, jenis cacat yang perlu mendapatkan prioritas
perbaikan kualitas mulai dari RPN tertinggi hingga terendah adalah cacat
kotor noda dengan nilai RPN sebesar 3600, cacat bolong dengan nilai RPN
sebesar 2128, cacat gagal jahitan/jebol dengan nilai RPN sebesar 1328,
cacat tali loop lepas nilai RPN sebesar 1162, cacat kancing lepas dengan
nilai RPN sebesar 1088, cacat jahitan broken dengan nilai RPN sebesar
952 dan cacat jahitan loncat dengan nilai RPN sebesar 952.
2
2.. Faktor-faktor yang menyebabkan terjadinya cacat pada produk celana style
554337 adalah sebagai berikut:
a) Tidak ada prosedur kerja mengenai pengecekan mesin jahit sebelum
bekerja dan sesudah jam istirahat dengan nilai RPN sebesar 5100.
b) Operator mesin jahit tidak mengikuti standar penyettingan mesin
dengan nilai RPN sebesar 1620.
c) Tidak ada pemisahan celana antara produk yang bagus dengan produk
yang bekas tusukan jarum sebelum dikirim ke proses washing dengan
nilai RPN sebesar 800.
d) Keseimbangan lintasan yang tidak seimbang dengan nilai RPN sebesar
660.
e) Tidak ada penutup keranjang (tempat penyimpanan celana) dengan
nilai RPN sebesar 600.
f) Tidak ada operator yang bertugas dalam membersihkan keranjang
Bab 6 Kesimpulan dan Saran 6-2
g) Tidak tersedianya alat untuk membersihkan meja (tempat
diletakkannya celana untuk dipasangkan kancing) dengan nilai RPN
sebesar 600.
h) Tidak ada operator yang bertugas untuk membersihkan meja (tempat
diletakkannya celana untuk dipasangkan kancing) dengan nilai RPN
sebesar 600.
i) Tidak tersedianya alat untuk membersihkan bekas oli mesin pasang
kancing dengan nilai RPN sebesar 600.
3
3.. Usulan perbaikan kualitas yang sebaiknya diterapkan oleh perusahaan
adalah:
a. Membuat prosedur kerja mengenai pengecekan settingan mesin jahit
sebelum bekerja dan sesudah jam istirahat.
b. Membuat contoh standar penyettingan mesin yang dapat membantu
operator jahit dalam melakukan penyettingan mesin.
c. Menyediakan keranjang baru untuk produk bekas perbaikan (bekas
tusukan jarum).
d. Memperhatikan keseimbangan lintasan tiap stasiun kerja agar
keseimbangan lintasan dapat seimbang.
e. Menyediakan penutup keranjang (tempat penyimpanan celana setelah
proses washing).
f. Menentukan operator yang bertugas untuk membersihkan meja,
keranjang serta penutup keranjang dan membuat jadwal
pembersihannya setiap hari.
g. Membuat work check list untuk operator yang bertugas membersihkan
meja, keranjang serta penutup keranjang.
h. Menyediakan alat yang dapat digunakan untuk membersihkan meja
(tempat diletakkannya celana sebelum dipasangkan kancing) dan
keranjang.
i. Menyediakan alat yang dapat digunakan untuk membersihkan bekas
Bab 6 Kesimpulan dan Saran 6-3
j. Membuat work check list untuk operator pasang kancing dan lubang
kancing untuk memeriksa kebersihan mesin.
6.2 Saran
Berikut adalah saran untuk PT. Sansan Saudaratex Jaya agar melakukan
penelitian lebih lanjut sehubungan dengan usaha perbaikan dan pengendalian
kualitas:
1. Mewajibkan setiap operator mesin jahit untuk memeriksa settingan mesin
jahit sebelum bekerja dan sesudah jam istirahat untuk mencegah terjadinya
kesalahan yang disebabkan oleh kesalahan manusia (human error).
2. Meneliti dan mencari probabilitas setiap akar penyebab terjadinya cacat
dari Fault Tree Analysis (FTA) dengan tujuan untuk mempermudah dalam
menangani akar penyebab yang kemungkinan terbesar dapat terjadi.
3. Perusahaan perlu meninjau kembali keseimbangan lintasan tiap stasiun
kerja agar keseimbangan lintasan dapat seimbang. Hal ini untuk mencegah
terjadinya penumpukkan produk setengah jadi di stasiun kerja.
4. Menerapkan usulan perbaikan dan pengendalian kualitas dengan
menggunakan metode DMAIC sesuai dengan tahapan-tahapan dalam
DMAIC sehingga perusahaan dapat meminimasi cacat yang terjadi. Hal ini
dikarenakan metode DMAIC merupakan metode pengendalian kualitas
yang berkelanjutan atau secara terus menerus.
DAFTAR PUSTAKA
1. Gaspersz, Vincent.; “Total Quality Management”, PT. Gramedia Pustaka
Utama, Jakarta, 2001.
2. Juran JM.; ”Merancang Mutu”, PT Pustaka binaman pressindo. Jakarta.1995.
3. Nasution, M.N.; “Manajemen Mutu Terpadu”, Ghalia Indonesia, Jakarta,
2001.
4. Besterfield, EH.;”Quality Control”, Fourth Edition, Prentice-Hall, Inc., United
States of America, 1994.
5. Feigenbaum and Vallin, Armand.; “Total Quality Control”, Third Edition, Mc
Graw Hill Book, Inc., New York, 1986.
6. Ishikawa Kaoru.; “Teknik Penuntun Pengendalian Mutu”, PT Mediyatama
sarana perkasa, Jakarta.1993.
7. Miranda dan Widjaja Tunggal, Amin.; “Six Sigma: Gambaran Umum,
Penerapan Proses dan Metode-Metode yang Digunakan Untuk Perbaikan”,
Harvarindo, Jakarta, 2002.
8. Melina Hermawan.; “Diktat Kuliah Rekayasa Kualitas”, Jurusan Teknik
Industri Universitas Kristen Maranatha, Bandung, 2006.
9. Pande, Peter S., Robert P. Neuman & Roland R. Cavanagh.; “The Six Sigma
Way“, Andi, Yogyakarta, 2002.
10.Gaspersz, Vincent.; “Pedoman Implementasi Program Six Sigma Terintegrasi
Dengan ISO 900 : 2000, MBNQ, dan HACCP”, PT. Gramedia Pustaka Utama,
Jakarta, 2002.
11.Pyzdeck, Thomas T., “The Six Sigma Hand Book Panduan Lengkap Untuk
Greenbelts, Blackbelts & Managers Pada Semua Tingkat”, Salemba Empat,
Jakarta, 2002.