2 0 1 3
AJAR SUDONO.ST
SM KN 3 BOYOLANGU
BAB I
Sistem Kendali PLC
1. Sistem Kendali
I stilah sistem kendali dalam teknik listrik mempunyai arti suatu peralatan atau sekelompok peralatan yang digunakan untuk mengatur fungsi kerja suatu mesin dan memetakan tingkah laku mesin tersebut sesuai dengan yang dikehendaki. Fungsi kerja mesin tersebut mencakup antara lain menjalankan (start), mengatur (regulasi), dan menghentikan suatu proses kerja. Pada umumnya, sistem kendali merupakan suatu kumpulan peralatan listrik atau elektronik, peralatan mekanik, dan peralatan lain yang menjamin stabilitas dan transisi halus serta ketepatan suatu proses kerja.
Sistem kendali mempunyai tiga unsur yaitu input, proses, dan output.
Gambar1 Unsur-unsur sistem kendali
I nput pada umumnya berupa sinyal dari sebuah transduser, yaitu alat yang dapat merubah besaran fisik menjadi besaran listrik, misalnya tombol tekan, saklar batas, termostat, dan lain-lain. Transduser memberikan informasi mengenai besaran yang diukur, kemudian informasi ini diproses oleh bagian proses. Bagian proses dapat berupa rangkaian kendali yang menggunakan peralatan yang dirangkai secara listrik, atau juga berupa suatu sistem kendali yang dapat diprogram misalnya PLC.
Pemrosesan informasi (sinyal input) menghasilkan sinyal output yang selanjutnya digunakan untuk mengaktifkan aktuator (peralatan output) yang dapat berupa motor listrik, kontaktor, katup selenoid, lampu, dan sebagainya. Dengan peralatan output, besaran listrik diubah kembali menjadi besaran fisik.
2. Sistem Kendali PLC
Hingga akhir tahun 1970, sistem otomasi mesin dikendalikan oleh relai elektromagnet. Dengan semakin meningkatnya perkembangan teknologi, tugas-tugas pengendalian dibuat dalam bentuk pengendalian terprogram yang dapat dilakukan antara lain menggunakan PLC (Programmable Logic Controller). Dengan PLC, sinyal dari berbagai peralatan luar diinterfis sehingga fleksibel dalam mewujudkan sistem kendali. Disamping itu, kemampuannya dalam komunikasi jaringan memungkinkan penerapan yang luas dalam berbagai operasi pengendalian sistem.
PROSES
Dalam sistem otomasi, PLC merupakan ‘jantung’ sistem kendali. Dengan program yang disimpan dalam memori PLC, dalam eksekusinya, PLC dapat memonitor keadaan sistem melalui sinyal dari peralatan input, kemudian didasarkan atas logika program menentukan rangkaian aksi pengendalian peralatan output luar.
PLC dapat digunakan untuk mengendalikan tugas-tugas sederhana yang berulang-ulang, atau di-interkoneksi dengan yang lain menggunakan komputer melalui sejenis jaringan komunikasi untuk mengintegrasikan pengendalian proses yang kompleks.
Cara kerja sistem kendali PLC dapat dipahami dengan diagram blok seperti ditunjukkan pada Gambar 2.
CPU-PLC
Gambar 2 Diagram blok PLC
Dari gambar terlihat bahwa komponen sistem kendali PLC terdiri atas PLC, peralatan input, peralatan output, peralatan penunjang, dan catu daya. Penjelasan masing-masing komponen sebagai berikut:
a. CPU- PLC
PLC terdiri atas CPU (Central Processing Unit), memori, modul interface input dan output program kendali disimpan dalam memori program. Program mengendalikan PLC sehingga saat sinyal iput dari peralatan input on timbul respon yang sesuai. Respon ini umumnya mengonkan sinyal output pada peralatan output.
CPU adalah mikroprosesor yang mengkordinasikan kerja sistem PLC. ia mengeksekusi program, memproses sinyal input/ output, dan mengkomunikasikan dengan peralatan luar.
Ada dua jenis memori yaitu : ROM (Read Only Memory) dan RAM (Random Access Memory). ROM adalah memori yang hanya dapat diprogram sekali. Penyimpanan program dalam ROM bersifat permanen, maka ia digunakan untuk menyimpan sistem operasi. Ada sejenis ROM, yaitu EPROM (Erasable Programmable Read Only Memory) yang isinya dapat dihapus dengan cara menyinari menggunakan sinar ultraviolet dan kemudian diisi program ulang menggunakan PROM Writer.
I nterfis adalah modul rangkaian yang digunakan untuk menyesuaikan sinyal pada peralatan luar. I nterfis input menyesuaikan sinyal dari peralatan input dengan sinyal yang dibutuhkan untuk operasi sistem. I nterfis output menyesuaikan sinyal dari PLC dengan sinyal untuk mengendalikan peralatan output.
b. Peralatan I nput
Peralatan input adalah yang memberikan sinyal kepada PLC dan selanjutnya PLC memproses sinyal tersebut untuk mengendalikan peralatan output. Peralatan input itu antara lain:
Berbagai jenis saklar, misalnya tombol, saklar togel, saklar batas, saklar level, saklar tekan, saklar proximity.
Berbagai jenis sensor, misalnya sensor cahaya, sensor suhu, sensor level,
Rotary encoderc. Peralatan Output
Sistem otomasi tidak lengkap tanpa ada peralatan output yang dikendalikan. Peralatan output itu misalnya:
Kontaktor
Motor listrik
Lampu
Buzerd. Peralatan Penunjang
Peralatan penunjang adalah peralatan yang digunakan dalam sistem kendali PLC, tetapi bukan merupakan bagian dari sistem secara nyata. Maksudnya, peralatan ini digunakan untuk keperluan tertentu yang tidak berkait dengan aktifitas pegendalian. Peralatan penunjang itu, antara lain :
Berbagai software ladder, yaitu: SSS, LSS, Syswin, dan CX Programmer.
Berbagai jenis memori luar, yaitu: disket, CD ROM, flash disk.
Berbagai alat pencetak dalam sistem komputer, misalnya printer, plotter.e. Catu Daya
PLC adalah sebuah peralatan digital dan setiap peralatan digital membutuhkan catu daya DC. Catu daya ini dapat dicatu dari luar, atau dari dalam PLC itu sendiri. PLC tipe modular membutuhkan catu daya dari luar, sedangkan pada PLC tipe compact catu daya tersedia pada unit.
3. Komponen Unit PLC
Unit PLC dibuat dalam banyak model/ tipe. Pemilihan suatu tipe harus mempertimbangkan jenis catu daya, jumlah terminal input/ output, dan tipe rangkaian output.
Jenis Catu Daya
PLC adalah sebuah peralatan elektronik dan setiap peralatan elektronik untuk dapat beroperasi membutuhkan catu daya. Ada dua jenis catu daya untuk disambungkan ke PLC yaitu AC dan DC.
Jumlah I / O
Pertimbangan lain untuk memilih unit PLC adalah jumlah terminal I / O nya. Jumlah terminal I / O yang tersedia bergantung kepada merk PLC. Misalnya PLC merk OMRON pada satu unit tersedia terminal I / O sebanyak 10, 20, 30, 40 atau 60. Jumlah terminal I / O ini dapat dikembangkan dengan memasang Unit I / O Ekspansi sehingga dimungkinkan memiliki 100 I / O.
Pada umumnya, jumlah terminal input dan output megikuti perbandingan tertentu, yaitu 3 : 2. Jadi, PLC dengan terminal I / O sebanyak 10 memiliki terminal input 6 dan terminal output 4.
Tipe Rangkaian Output
PLC dibuat untuk digunakan dalam berbagai rangkaian kendali. Bergantung kepada peralatan output yang dikendalikan, tersedia tiga tipe rangkaian output yaitu: output relai, output transistor singking dan output transistor soucing.
Komponen unit CPU PLC OMRON CPM2A ditunjukkan pada gambar berikut ini:
4. Spesifikasi
Penggunaan PLC harus memperhatikan spesifikasi teknisnya. Mengabaikan hal ini dapat mengakibatkan PLC rusak atau beroperasi secara tidak tepat (mal-fungsi).
Berikut ini diberikan spesifikasi unit PLC yang terdiri atas spesifikasi umum, spesifikasi input, dan spesifikasi output.
Spesifikasi Umum
Catu daya luar Tegangan catu 24 VDC
Kapasitas output 300 mA
Tahanan isolasi 20 M
minimumKuat dielektrik 2300 VAC 50/ 60 Hz selama 1 menit
Suhu ruang 0o s.d 55o
Tegangan/ arus on 17 VDC input, 5 mA
Tegangan/ arus off 5 VDC maks, 1 mA
Tunda on 10 ms
Konfigurasi rangkaian input
Spesifikasi Output
Butir
Spesifikasi
Kapasitas switching maksimum
2 A, 250 VAC (cos
= 1) 2 A, 24 VDCKapasitas switching minimum
10 mA, 5 VDC
Usia kerja relai Listrik : 150.000 operasi (beban resistif 24 VDC) 100.000 operasi (beban induktif)
Mekanik : 20.000.000 operasi
Tunda on 15 ms maks
Tunda off 15 ms maks
Konfigurasi rangkaian output
5. Perbandingan Sistem Kendali Elektromagnet dan PLC
kesalahan ini, perlu waktu cukup lama. Pada umumnya, kontaktor memiliki jumlah kontak terbatas. Dan jika diperlukan modifikasi, mesin harus diistirahatkan, dan lagi boleh jadi ruangan tidak tersedia serta pengawatan harus dilacak untuk mengakomodasi perubahan. Jadi, panel kendali hanya cocok untuk proses yang sangat khusus. I a tidak dapat dimoifikasi menjadi sistem yang baru dengan segera. Dengan kata lain, panel kendali elektromagnetik tidak fleksibel.
Dari uraian di atas, dapat disimpulkan adanya kelemahan sistem kendali relai elektromagnetik sebagai berikut:
Terlalu banyak pengawatan panel.
Modifikasi sistem kendali sulit dilakukan.
Pelacakan gangguan sistem kendali sulit dilakukan.
Jika terjadi gangguan mesin harus diistirahatkan untuk melacak kesalahan sistem.Kesulitan-kesulitan di atas dapat diatasi dengan menggunakan sistem kendali PLC.
6. Keunggulan Sistem Kendali PLC
Sistem kendali PLC memiliki banyak keunggulan dibandingkan dengan sistem kendali elektromagnetik sebagai berikut:
Pengawatan sistem kendali PLC lebih sedikit.
Modifikasi sistem kendali dapat dengan mudah dilakukan dengan cara mengganti progam kendali tanpa merubah pengawatan sejauh tidak ada tambahan peralatan input/ output.
Tidak diperlukan komponen kendali seperti timer dan hanya diperlukan sedikit kontaktor sebagai penghubung peralatan output ke sumber tenaga listrik.
Kecepatan operasi sistem kendali PLC sangat cepat sehingga produktivitas meningkat.
Biaya pembangunan sistem kendali PLC lebih murah dalam kasus fungsi kendalinya sangat rumit dan jumlah peralatan input/ outputnya sangat banyak.
Sistem kendali PLC lebih andal.7. Penerapan Sistem Kendali PLC
Sistem kendali PLC digunakan secara luas dalam berbagai bidang antara lain untuk mengendalikan:
Traffic light
Lift
Konveyor
Sistem pengemasan barang
Sistem perakitan peralatan elektronik
Sistem pengamanan gedung
Sistem pembangkitan tenaga listrik
Robot
Pemrosesan makanan8. Langkah- Langkah Desain Sistem Kendali PLC
Pengendalian sistem kendali PLC harus dilakukan melalui langkah-langkah sistematik sebagai berikut:
a. Memilih PLC dengan spesifikasi yang sesuai dengan sistem kendali.
b. Memasang Sistem Komunikasi
c. Membuat program kendali
d. Mentransfer program ke dalam PLC
e. Memasang unit
f. Menyambung pengawatan I / O
g. Menguji coba program
BAB I I
Teknik Pemrograman PLC
1. Unsur- Unsur Program
Program kendali PLC terdiri atas tiga unsur yaitu : alamat, instruksi, dan operand.
Alamat adalah nomor yang menunjukkan lokasi, instruksi, atau data dalam daerah memori. I nstruksi harus disusun secara berurutan dan menempatkannya dalam alamat yang tepat sehingga seluruh instruksi dilaksanakan mulai dari alamat terendah hingga alamat tertinggi dalam program.
I nstruksi adalah perintah yang harus dilaksanakan PLC. PLC hanya dapat melaksanakan instruksi yang ditulis menggunakan ejaan yang sesuai. Oleh karena itu, pembuat program harus memperhatikan tata cara penulisan instruksi.
Operand adalah nilai berupa angka yang ditetapkan sebagai data yang digunakan untuk suatu instruksi. Operand dapat dimasukkan sebagai konstanta yang menyatakan nilai angka nyata atau merupakan alamat data dalam memori.
2. Bahasa Pemrograman
a.
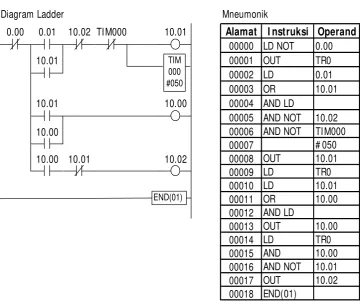
Diagram Ladder
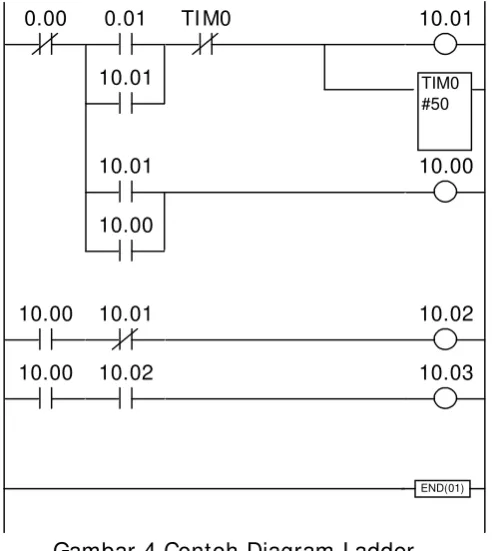
Digram ladder terdiri atas sebuah garis vertikal di sebelah kiri yang disebut bus bar, dengan garis bercabang ke kanan yang disebut rung. Sepanjang garis instruksi, ditempatkan kontak-kontak yang mengendalikan/ mengkondisikan instruksi lain di sebelah kanan. Kombinasi logika kontak-kontak ini menentukan kapan dan bagaimana instruksi di sebelah kanan dieksekusi. Contoh diagram ladder ditunjukkan pada gambar di bawah ini.
0.00 0.01 TI M0 10.01
Gambar 4 Contoh Diagram Ladder
Terlihat dari gambar di atas bahwa garis instruksi dapat bercabang kemudian menyatu kembali. Sepasang garus vertikal disebut kontak (kondisi). Ada dua kontak, yaitu kontak NO (Normally Open) yang digambar tanpa garis diagonal dan kontak NC (Normally Closed) yang digambar dengan garis diagonal. Angka di atas kontak menunjukkan bit operand.
b.
Kode Mneumonik
Kode mneumonik memberikan informasi yang sama persis seperti halnya diagram ladder. Sesungguhnya, program yang disimpah di dalam memori PLC dalam bentuk mneumonik, bahkan meskipun program dibuat dalam bentuk diagram ladder. Oleh karena itu, memahami kode mneumonik itu sangat penting. Berikut ini contoh program mneumonik:
Alamat
I nstruksi
Operand
00000 LD HR 01
00001 AND 0.01
00003 LD NOT 0.03
3. Struktur Daerah Memori
Program pada dasarnya adalah pemrosesan data dengan berbagai instruksi pemrograman. Data disimpan dalam daerah memori PLC. Pemahaman daerah data, disamping pemahaman terhadap berbagai jenis instruksi merupakan hal yang sangat penting, karena dari segi inilah intisari pemahaman terhadap program.
Data yang merupakan operand suatu instruksi dialokasikan sesuai dengan jenis datanya. Tabel di bawah ini ditunjukkan daerah memori PLC CPM2A sebagai berikut:
Daerah Data
Channel/ Words
Bit
I R Daerah input I R 000 s.d I R 009 I R 000.00 s.d I R 009.15
Terdapat banyak instruksi untuk memprogram PLC, tetapi tidak semua instruksi dapat digunakan pada semua model PLC.
a. I nstruksi Diagram Ladder
disimbolkan dengan kontak-kontak seperti pada rangkaian kendali elektromagnet.
I nstruksi diagram ladder terdiri atas enam instruksi ladder dan dua instruksi blok logika. I nstruksi blok logika adalah instruksi yang digunakan untuk menghubungkan bagian yang lebih kompleks.
I nstruksi LOAD dan LOAD NOT
I nstruksi LOAD dan LOAD NOT menentukan kondisi eksekusi awal, oleh karena itu, dalam diagram ladder disambung ke bus bar sisi kiri. Tiap instruksi memerlukan satu baris kode mneumonik. Kata “instruksi” mewakili sembarang instruksi lain yang dapat saja instruksi sisi kanan yang akan dijelaskan kemudian.
Diagram Ladder
Mneumonik
Alamat
I nstruksi
Operand
Instruksi
00000 LD
0.00
00001 Instruksi
Instruksi
00002 LD NOT
0.01
00003 Instruksi
0.00
0.01
Gambar 5 Penggunaan I nstruksi LOAD dan LOAD NOT
Jika misalnya hanya ada satu kontak seperti contoh di atas, kondisi eksekusi pada sisi kanan akan ON jika kontaknya ON. Untuk instruksi LD yang kontaknya NO, kondisi eksekusinya akan ON jika I R 0.00 ON; dan untuk instruksi LD NOT yang kontaknya NC, akan ON jika I R 0.01 OFF.
I nstruksi AND dan AND NOT
Diagram Ladder Mneumonik
Gambar 6 Penggunaan I nstruksi AND dan AND NOT
I nstruksi OR dan OR NOT
Jika dua atau lebih kontak terletak pada dua instruksi terpisah dan disambung paralel, kontak pertama mewakili instruksi LOAD atau LOAD NOT dan sisanya mewakili instruksi OR atau OR NOT. Contoh berikut menunjukkan tiga kontak yang masing-masing mewakili instruksi LOAD, OR NOT, dan OR.
Gambar 7 Penggunaan I nstruksi OR dan OR NOT
I nstruksi akan mempunyai kondisi eksekusi ON jika salah satu di antara tiga kont ak ON, yaitu saat I R 0.00 ON, saat I R 0.01 OFF, atau saat I R 0.03 ON.
Kombinasi I nstruksi AND dan OR
Diagram Ladder
Mneumonik
Gambar 8 Kombinasi I nstruksi AND dan OR
Di sini AND terletak di antara statur I R 0.00 dan status I R 0.01 untuk menentukan kondisi eksekusi dengan meng-OR-kan status I R 0.02. Hasil operasi ini menentukan kondisi eksekusi dengan meng-AND-kan status I R 0.03 yang selanjutnya menentukan kondisi eksekusi dengan meng-AND-kan kebalimeng-AND-kan status I R 0.04.
b. I nstruksi OUT dan OUT NOT
Cara paling sederhana untuk meng-OUTPUT-kan kombinasi kondisi eksekusi adalah dengan meng-OUTPUT-kan langsung menggunakan instruksi OUTPUT dan OUTPUT NOT. I struksi ini digunakan untuk mengendalikan status bit operand sesuai dengan kondisi eksekusi. Dengan instruksi OUTPUT, bit operand akan ON selama kondisi eksekusinya ON
Gambar 9 Penggunaan I nstruksi OUTPUT dan OUTPUT NOT
c. I nstruksi END ( 01)
I nstruksi terakihir yang diperlukan untuk melengkapi suatu program adalah instruksi END. Saat PLC menscan program, ia mengeksekusi semua instruksi hingga instruksi END pertama sebelum kembali ke awal program dan memulai eksekusi lagi. Meskipun instruksi END dapat ditempatkan sembarang titik dalam program, tetapi intruksi setelah instruksi END pertama tidak akan diekseksekusi.
Nomor yang mengikuti instruksi END dalam kode mneumonik adalah kode fungsinya, yang digunakan saat memasukkan instruksi ke dalam PLC menggunakan konsol pemrogram.
I nstruksi END tidak memerlukan operand dan tidak boleh ada kontak ditempatkan pada garis instruksi yang sama. Jika dalam program tidak ada instruksi END, program tersebut tidak akan dieksekusi.
Diagram Ladder
Mneumonik
Alamat
Instruksi
Operand
Instruksi
00000 LD
0.00
00001 AND NOT
0.01
END(01)
00002 Instruksi
00003 END(01)
0.00
0.01
Gambar 10 Penggunaan I nstruksi END(01)
d. I nstruksi Blok Logika
Jika rangkaian logika tidak dapat diwujudkan dengan instruksi AND, AND NOT, OR, atau OR NOT saja, maka perlu menggunakan instruksi blok logika. Perbedaannya adalah bahwa instruksi AND, AND NOT, OR, dan OR NOT mengkombinasikan antar kondisi eksekusi dengan suatu bit operand, sedangkan instruksi blok logika yang terdiri dari instruksi AND LOAD dan OR LOAD mengkombinasikan kondisi eksekusi dengan kondisi eksekusi terakhir yang belum digunakan.
I nstruksi AND LOAD
I nstruksi AND LOAD meng-AND-kan kondisi eksekusi yang dihasilkan oleh dua blok logika.
Gambar 11 Penggunaan I nstruksi AND LOAD
I nstruksi OR LOAD
I nstruksi OR LOAD meng-OR-kan kondisi eksekusi yang dihasilkan oleh dua blok logika.
Diagram di bawah ini memerlukan instruksi OR LOAD antara blok logika atas dan blok logika bawah. Kondisi eksekusi akan dihasilkan untuk instruksi pada sisi kanan, baik saat I R 0.00 ON dan I R 0.01 OFF, atau
Gambar 12 Penggunaan I nstruksi OR LOAD
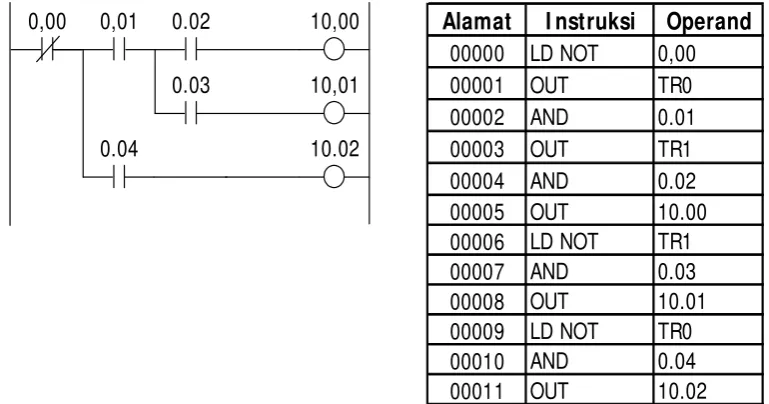
e. Mengkode I nstruksi Sisi Kanan Ganda
Diagram Ladder
Mneumonik
Gambar 13 Mengkode I nstruksi Sisi Kanan Ganda
f.
Penggunaan Bit TR
Bit TR (Temporarily Relay) digunakan untuk mempertahankan kondisi eksekusi pada garis instruksi bercabang. Hal ini dipertahankan karena garis instruksi dieksekusi menuju ke instruksi sisi kanan sebelum kembali ke titik cabang untuk mengeksekusi instruksi lainnya. Jika ada kontak pada garis instruksi setelah titik cabang, kondisi eksekusi untuk instruksi yang pertama tidak sama dengan kondisi pada titik cabang sehingga untuk mengeksekusi instruksi berikutnya menggunakan kondisi eksekusi titik cabang dan kontak lain setelah titik cabang tersebut.
Jika program dibuat dalam bentuk diagram ladder, tidak perlu memperhatikan bit TR karena bit TR hanya relevan pada pemrograman bentuk mneumonik.
Alamat Instruksi Operand
Gambar 14 Penggunaan Bit TR
Contoh berikut ini menunjukkan penggunaan dua bit TR yaitu TR0 dan TR1 pada sebuah program.
Alamat I nstruksi Operand
Gambar 15 Penggunaan Dua Bit TR
g. Penggunaan Bit Kerja ( I nternal Relay)
Dalam pemrograman, mengkombinasikan kondisi untuk menghasilkan kondisi eksekusi secara langsung sering sangat sulit. Kesulitan ini dapat siatasi dengan mudah menggunakan bit kerja untuk mentriger instruksi lain secara tidak langsung.
daerah AR (Auxilary Relay) dapa digunakan sebagai bit kerja. Bit input/ output dan bit yang dialokasikan untuk keperluan tertentu tidak dapat digunakan sebagai bit kerja.
Jika mengalami kesulitan pada pemrograman suatu program pengendalian pertimbangan pertama harus diberikan pada bit kerja untuk menyederhanakan program.
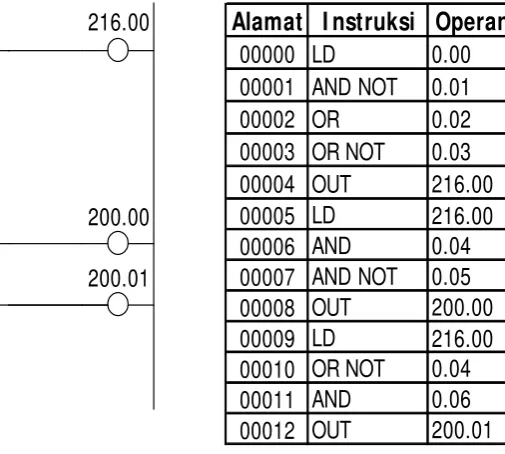
Bit kerja sering digunakan sebagai operand untuk salah satu instruksi OUTPUT, OUTPUT NOT, DI FERENTI ATE UP, DI FERENTI ATE DOWN, dan KEEP, kemudian digunakan sebagai kondisi yang menentukan bagaimana instruksi lain dieksekusi. Bit kerja juga dapat digunakan untuk menyederhanakan program saat kombinasi kondisi tertentu digunakan berulang-ulang. Pada contoh berikut ini I R 0.00, I R 0.01, I R 0.02, dan I R 0.03 dikombinasikan pada blok logika yang menyimpan kondisi eksekusinya sebagai status I R 216.00. Kemudian I R 216.00 dikombinasikan dengan kontak lain untuk menentukan kondisi output untuk I R 200.00 dan I R 200.01.
Gambar 16 Penggunaan Bit Kerja
h. I nstruksi Timer
I nstruksi Timer digunakan untuk operasi tunda waktu. I a memerlukan dua operand yang terletak pada dua baris instruksi, yaitu baris pertama untuk nomor timer dan yug kedua untuk settig waktu (SV = Set Value). Meskipun demikian, instruksi Timer terletak dalam satu alamat.
Timer/ Counter telah digunakan, ia tidak boleh digunakan untuk instruksi Timer/ Counter yang lain. Tetapi, nomor timer sebagai operand suatu kontak dapat digunakan sebanyak yang diperlukan.
Banyaknya nomor Timer/ Counter bergantung kepada tipe PLC. Misalnya, PLC OMRON CPM1A, terdapat 128 nomor, yaitu dari 000 sampai dengan 127. tidak diperlukan awalan apapun untuk menyatakan nomor timer. Tetapi, jika nomor timer sebagai operand suatu kontak harus diberi awalan TI M. dari luar harus dalam BCD (Binary Coded Decimal), yaitu bilangan desimal yang dikode biner. Penulisan SV harus diawali dengan tanda # .
Simbol Timer TIM
Gambar 17 Diagram Waktu I nstruksi Timer
Timer bekerja saat kondisi eksekusinya beralih ke on dan direset (ke SV) saat kondisi eksekusinya beralih ke off. Jika kondisi eksekusi lebh lama daripada SV, completion flag, yaitu tanda yang menunjukkan hitungan waktu telah berakhir, tetap on hingga Timer direset. Timer akan reset jika trletak pada bagian program interlock saat kondisi eksekusi instruksi interlock (I L) off, dan saat terjadi pemutusan daya. Jika dikehendaki timer tidak reset oleh dua keadaan tersebut, maka bit pulsa clock pada daerah SR untuk mencacah Counter yang menghasilkan Timer menggunakan instruksi Counter.
harus 100. Jika SV dinyatakan tidak dalam BCD, akan muncul pesan kesalahan.
Di bawah ini diberikan program-program penerapan timer.
a. Tunda on (1)
Gambar 18 Program Tunda On
Jika kondisi eksekusi timer (hanya ditentukan oleh kontak 0.00) on, maka timer aktif. Lima detik kemudian (completion flag timer on) kontak TI M 000 on hingga selanjutnya output 10.00 on. Jika lama kontak 0.00 on lebih pendek daripada SV, maka completion flag tetap off dan output 10.00 juga tetap off.
Agar dapat aktif meskipun kontak 0.00 hanya on sesaat, gunakan bit kerja untuk mengendalikan timer secara tidak langsung seperti ditunjukkan pada program berikut ini.
b. Tunda on (2)
200.00 Alamat I nstruksi Operand
00000 LD 0.00
c. Tunda on dan off
Gambar 20 Program Tunda On & Off
5. Peringatan dalam pemrograman
Untuk mengurangi kemungkinan terjadinya kesalahan dalam merancang program kendali, perlu diingat hal-hal sebagai berikut:
1) Jumlah kondisi (kontak) yang digunakan seri atau paralel dan juga banyaknya perulangan penggunaan suatu bit tak terbatas sepanjang kapasitas memori PLC tidak dilampaui.
2) Diantara dua garis instruksi tidak boleh ada kondisi yang melintas secara vertikal.
3) Tiap garis instruksi harus memiliki sedikitnya satu kondisi yang menentukan eksekusi instruksi sisi kanan, kecuali untuk instruksi END(01), I LC(03) dan JME(05).
Alamat I nstruksi Operand
00000 LD 0,00
00001 LD 0.01
00002 AND 0.02
Diagram A 00003 OR LD
00004 OUT 10.00
Alamat I nstruksi Operand
00000 LD 0.01
00001 AND 0.02
00002 OR 0.00
Diagram B 00003 OUT 10.00
0,00
Gambar 21 Penyederhanaan Program Logika
6. Eksekusi program
Saat eksekusi program, PLC men-scan program dari atas ke bawah, mengecek semua kondisi, dan mengeksekusi semua instruksi. I nstruksi harus ditempatkan dengan tepat, misalnya data yang dikehendaki dipindahkan ke words sebelum words tersebut digunakan sebagai operand instruksi. I ngat bahwa garis instruksi berakhir pd instruksi terminal sisi kanan, setelah itu baru mengeksekusi garis instruksi bercabang ke instruksi terminal yang lain.
Eksekusi program semata-mata merupakan salah satu tugas yang dilakukan oleh PLC sebagai bagian dari waktu siklus.
7. Langkah- langkah pembuatan program
Untuk membuat program kendali PLC ditempuh melalui langkah-langkah sistematis sebagi berikut:
a.
Menguraikan urutan kendaliPembuatan program diawali dengan penguraian urutan kendali. I ni dapat dibuat dengan menggunakan kalimat-kalimat logika, gambar-gambar, diagram waktu, atau bagan alir (flow chart).
b.
Menetapkan bit operand untuk peralatan input/ output.Jumlah bit oprand yang tersedia bergantung kepada tipe PLC yang dispesifikasikan menurut jumlah input-outputnya. Perbandingan jumlah bit input dan output pada umumnya 3 : 2. Misalnya PLC dengan I / O 10 memiliki bit input sejumlah 6 dan bit output 4.
c.
Membuat program kendaliProgram kendali PLC dapat dibuat dengan diagram ladder atau kode mneumonik. Pemilihan tipe program sesuai dengan jenis alat pemrogram yang akan digunakan untuk memasukkan program ke dalam PLC. Jika diguinakan komputer pilihlah diagram ladder dan jika digunakan konsol pemrogram gunakan kode mneumonik.
8. Program Kendali Motor
Terdapat berbagai macam operasi motor induksi, suatu motor yang paling banyak digunakan sebagai penggerak mesin industri. Tetapi, hanya ada beberapa prinsip operasi motor induksi yaitu :
a.
Operasi motor satu arah putaranb.
Operasi motor dua arah putaranc.
Operasi motor dua kecepatand.
Operasi motor start bintang segitigae.
Operasi beberapa motor kendali kerja berurutana. Program Kendali Motor Satu arah Putaran
Urutan Kendali Motor
Jika tombol Start ditekan, motor berputar searah jarum jam, dan jika kemudian tombol Start dilepaskan1), motor tetap berputar dalam arah yang sama. Jika tombol Stop ditekan, motor berhenti berputar.
Penetapan Bit I / O
No Alat
input/ output
Bit
operand Fungsi
1 Tombol Stop 0.00 Menghentikan operasi motor
2 Tombol Start 0.01 Menjalankan motor
3 Kontaktor2) 10.00 Menghubungkan motor ke jaringan Keterangan :
2) Motor berdaya kecil dapat disambung langsung ke PLC. Tetapi, untuk motor berdaya cukup dengan arus nominal diatas kemampuan PLC harus menggunakan kontaktor sebagai penghubung motor ke jaringan.
Gambar 22 Program Kendali Motor Satu Arah Putaran
b. Program Kendali Motor Dua Arah Putaran
Urutan Kendali Motor
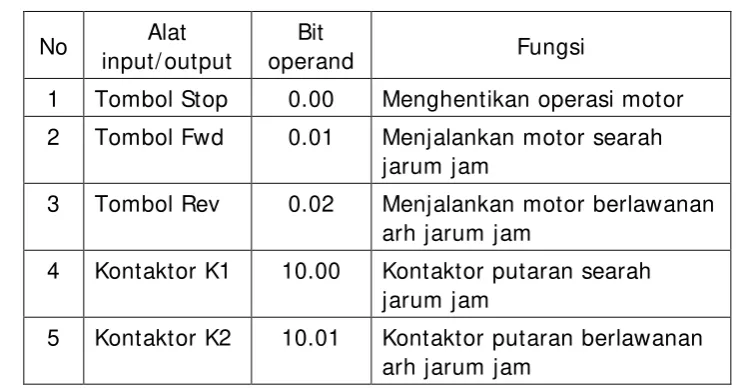
Jika tombol Forward (FWD) ditekan, motor berputar searah jarum jam dan jika yang ditekan tombol Reverse (REV), motor berputar berlawanan arah jarum jam. Tombol STOP digunakan untuk menghentikan operasi motor setia saat.
Penetapan Bit I / O
No Alat
input/ output
Bit
operand Fungsi
1 Tombol Stop 0.00 Menghentikan operasi motor
2 Tombol Fwd 0.01 Menjalankan motor searah
jarum jam
3 Tombol Rev 0.02 Menjalankan motor berlawanan
arh jarum jam
4 Kontaktor K1 10.00 Kontaktor putaran searah jarum jam
5 Kontaktor K2 10.01 Kontaktor putaran berlawanan arh jarum jam
Diagram Ladder Mneumonik
Gambar 23 Program Kendali Motor Dua Arah Putaran
c. Program Kendali Motor Dua Kecepatan
Urutan Kendali Motor
Jika tombol LOW ditekan, motor berputar dalam kecepatan rendah, dan jika kemudian tombol High ditekan motor berputar dalam kecepatan tinggi. Motor tidak dapat distart langsung pada kecepatan tinggi dan pada kecepatan tinggi motor tidak dapat dipindahkan ke kecepatan rendah. Tombol Stop untuk menghentikan operasi motor.
Penetapan Bit I / O
No Alat
input/ output
Bit
operand Fungsi
1 Tombol Stop 0.00 Menghentikan operasi motor
2 Tombol Low Speed
0.01 Menjalankan motor kecepatan rendah
3 Tombol High Speed
0.02 Menjalankan motor kecepatan tinggi
4 Kontaktor K1 10.00 Kontaktor kecepatan rendah
5 Kontaktor K2 10.01 Kontaktor kecepatan tinggi
6 Kontaktor K3 10.00 Kontaktor kecepatan tinggi
Diagram Ladder Mneumonik
Gambar 24 Program Kendali Motor Dua Kecepatan
d. Program Kendali Motor Sistem Start Bintang Segitiga
Urutan Kendali Motor
Jika tombol Start ditekan, motor berputar dalam sambungan bintang. Lima detik kemudian, motor berputar dalam sambungan segitiga. Tombol Stop untuk menghentikan operasi motor setiap saat.
Penetapan Bit I / O
No Alat
input/ output
Bit
operand Fungsi
1 Tombol Stop 0.00 Menghentikan operasi motor
2 Tombol Start 0.01 Menjalankan motor
3 Kontaktor K1 10.00 Kontaktor utama
4 Kontaktor K2 10.01 Kontaktor bintang
Program Kendali PLC
00006 AND NOT TI M00000007 # 050
BAB I I I
Memasukkan Program Kedalam PLC
1. Mode Operasi PLC
Operasi PLC dikategorikan dalam tiga mode yaitu: PROGRAM, MONI TOR, dan RUN. Pilihan mode operasi harus dipilih dengan tepat sesuai dengan aktifitas dalam sistem kendali PLC.
Mode PROGRAM digunakan untuk membuat dan mengedit program, menghapus memori, atau mengecek kesalahan program. Pada mode ini, program tidak dapat dieksekusi/ dijalankan.
Mode MONI TOR digunakan menguji operasi sistem, seperti memonitor status operasi, melaksanakan instruksi force set dan force reset bit I / O, merubah SV (Set Value) dan PV (Present Value) timer dan counter, merubah data kata, dan mengedit program online.
Mode RUN digunakan untuk menjalankan program. Status operasi PLC dapat dimonitor dari peralatan pemrogram, tetapi bit tdk dapat di paksa set/ reset dan SV/ PV timer dan counter tidak dapat diubah.
2. Jenis- Jenis Alat Pemrogram
Ada beberapa jenis alat untuk memasukkan program ke dalam PLC yaitu komputer yang dilengkapi dengan software ladder misalnya CX-Programmer, Konsol Pemrogram, dan Programmable Terminal.
Dengan software ladder CX-Programmer, program yang dimasukkan ke dalam PLC dapat berbentuk diagram ladder atau kode mneumonik, tetapi Konsol Pemrogram hanya dapat memasukkan program dalam bentuk kode mneumonik.
3. Sambungan Alat Pemrogram
PLC dapat disambung ke Konsol Pemrogram atau komputer dengan software ladder seperti CX-Programmer, SSS (Sysmac Support Software), atau Syswin, dan Programmable Terminal.
a.
Sambungan Konsol Pemrogram
Gambar 26 Sambungan Konsol Pemrogram
b.
Sambungan Komunikasi Host Link
Komunikasi Host Link adalah komunikasi antara PLC dan komputer yang didalamnya diinstal software ladder. Komputer dapat disambung ke port peripheral atau port RS-232C PLC. Port peripheral dapat beroperasi dalam mode Host Link atau mode peripheral bus. Port RS-232C beroperasi hanya dalam mode Host Link
Komputer dapat disambung ke port peripheral PLC dengan adapter RS- 232C : CQM1-CI F02 atau CPM1-CI F01.
Gambar 27 Sambungan komunikasi Host Link
c.
Sambungan Komunikasi NT Link
Komunikasi NT Link adalah komunikasi antara PLC dan Programmable Terminal.
Gambar 28 Sambungan komunikasi NT Link
4. Memasukkan Program Menggunakan CX- Programmer
CX Programmer adalah software ladder untuk PLC merk OMRON. I a beroperasi di bawah sistem operasi Windows, oleh sebab itu pemakai software ini diharapkan sudah familier dengan sistem operasi Windows antara lain untuk menjalankan software program aplikasi, membuat file, menyimpan file, mencetak file, menutup file, membuka file, dan keluar dari (menutup) software program.
Ada beberapa persyaratan minimum yang harus dipenuhi untuk bisa mengoperasikan CX Programmer secara optimal yaitu:
Komputer I BM PC/ AT kompatibel
CPU Pentium I minimal 133 MHz
RAM 32 Mega bytes
Hard disk dengan ruang kosong kurang lebih 100 MB
Monitor SVGA dengan resolusi 800 x 600a. Menjalankan CX Programmer
Ada banyak cara untuk menjalankan suatu software termasuk CX Programmer. Berikut ini ditunjukkan cara umum menjalankan software dalam sistem operasi Windows.
Gambar 29 Layar interface utama
Ada beberapa menu/ command yang perlu diketahui pada layar CX-Programmer utama yaitu:
Menu/ Command
Fungsi
File> New Membuat file baru
File> Open Membuka file
File> Exit Keluar dari CX-Programmer
View> Toolbar Menampilkan/ menyembunyikan toolbar
Tool> Option Mengatur beberapa opsi :
Help Topic Meminta penjelasan menurut topik
Help Content Meminta penjelasan menurut isi
b. Membuat file baru
Klik File,
New
untuk membuat file baru. Kotak dialogChange PLC
Gambar 30 Kotak dialog merubah PLC
Pada kotak
Device Type
, klik tanda
untuk memilih tipe PLC yang akan digunakan. Kemudian klikSetting
untuk memilih jumlah input/ output PLC. Kotak dialog Device Type Setting ditampilkan.Gambar 31 Kotak dialog Device Type Setting
Pada General, CPU Type, klik tand
untuk memilih jumlah I / O PLC,
Gambar 32 Layar CX-Programmer
Secara default ada tiga window tampil secara bersamaan, yaitu:
1) Window diagram ladder
Di sini, diagram ladder akan digambar.
2) Window Project Workspace
Window Project Workspace (Ruang Kerja Proyek) menampilkan proyek sebagai struktur hierarkhi antara PLC dan rincian program. Penjelasan beberapa obyek dalam struktur ini sebagai berikut:
PLC
Menampilkan dan merubah tipe PLC, menampilkan mode operasi PLC
Symbols Global
Menampilkan simbol global, yaitu simbol yang digunakan secara umum untuk semua program. Yang dimaksud symbols adalah operand dalam daerah memori PLC.
Program
Menampilkan nama program (proyek)
Symbol Local
Menampilkan simbol lokal, yaitu simbol yang digunakan hanya pada program yang sedang aktif.
Section
Menampilkan/ menyembunyikan tampilan diagram ladder.Ladder Diagram
Output
3) Window Output
Window output akan menampilkan kesalahan dalam menulis diagram ladder. Kesalahan juga ditunjukkan secara langsung dalam window diagram ladder, dimana akan muncul tampilan warna merah pada bagian program yang salah.
1.
Menggambar Diagram Ladder
CX-Programmer membebaskan pemakai untuk membuat program dalam bentuk diagram ladder atau mneumonik. Tetapi, akan lebih baik menggunakan program diagram ladder.
Pemakai juga dibebaskan untuk menggunakan operasi toolbar, atau shortcut keyboard. Fungsi masing-masing toolbar dan shortcut ditunjukkan pada tabel berikut ini :
Menu/ Comand
Toolbar
Shortcut
I nsert> Contact> Normally Open C
I nsert> Contact> Normally Closed /
I nsert> Vertical> Up U
I nsert> Vertical> Down V
I nsert> Horizontal
-I nsert> Coil> Normally Open O
I nsert> Coil> Normally Closed Q
I nsert> I nstruction I
0.01
10,00
0,00 10,00
END(01)
Gambar 33 Program Diagram ladder
Lakukan prosedur persiapan hingga tampil layar CX-Programmer seperti dijelaskan diatas.
1) Tempatkan kursor pada sel kiri atas. Klik
I nsert > Contact >
Normally Open
atau , maka muncul kotak dialog New ContactGambar 34 Kotak dialog New Contact
Pada kotak Name or address, ketik ‘1’ untuk menulis operand 0.01. Klik
OK
atau tekanEnter
. Kursor akan bergeser ke kanan satu sel.2) Klik
I nsert > Contact > Normally Closed
atau , ketik ‘0’ untuk menulis operand 0.00, KlikOK
atau tekanEnter.
Gambar 35 Kotak dialog New Coil
4) Ketik ‘1000’ untuk menulis operand 10.00. Klik
OK
atau tekanEnter.
5) Tekan
Enter
, untuk menambah baris pada rung yang sama. Kursor berpindah ke awal baris baru.6) Klik
I nsert > Contact > Normally Open
atau , ketik ‘1000’,OK
. 7) KlikI nsert > Vertical > Up
atau diantara kontak NO 0.01 dankontak NC 0.00.
8) Tekan tombol
Esc
untuk menon-aktifkan toolbar yang sedang aktif. Pindahkan kursor ke awal rung baru dengan menggunakan tombol anak panah. Begitu kursor berpindah ke rung baru, diagram ladder secara otomatis mengembang ke kanan.Gambar 36 Kotak dialog I nstruction
Ketik END pada kotak I nstruction,
OK
. Pindahkan kursor ke rung baru. Seperti tadi, instruksi END mengembang ke kanan otomatis.2.
Menyimpan File
10) Klik
File Save
atau untuk menyimpan file. Muncul kotak dialog Save CX-Programmer File.11) Klik pada kotak Save input untuk memilih tempat memori dimana file akan disimpan. Misalkan file akan disimpan di floppy disk, maka pilih 3½ Floppy (A: ).Pada kotak File Name, tulis nama file, misalnya ‘M1A’.
Pada kotak Save input type, klik untuk memilih tipe file. Pilih
CX-Programmer Project Files, lalu klik .
Sekarang, file proyek telah disimpan dalam memori dan file ini dapat diakses setiap saat untuk ditindak-lanjuti.
3.
Menutup File
4.
Membuka file proyek
13) Klik
File> Open
atau untuk membuka file yang pernah dibuat. Klik pada kotak Save input tempat dimana file disimpan.14) Klik pada kotak file name untuk memilih nama-nama file yang ada pada memori.
15) Klik pada kotak file of type untuk memilih tipe file, lalu klik , maka file yang dipilih akan dibuka.
5.
Mentransfer program ke dalam PLC
Operasi pemrograman PLC dibedakan menjadi operasi offline dan operasi online. Operasi offline adalah kegiatan pemrograman yang tidak memerlukan unit PLC, misalnya membuat diagram ladder, menyimpan file. Operasi online adalah kegiatan pemrograman yang tidak dapat dilakukan tanpa adanya unit PLC, misalnya mentransfer program, memonitor program, dan menjalankan program.
Transfer program dibedakan menjadi dua yaitu:
Dow nload
danUpload
. Download adalah pemindahan program dari komputer ke PLC, sedangkan upload adalah pemindahan program dari PLC ke komputer.Operasi transfer program hanya dapat dilakukan dalam mode operasi PROGRAM. Jika PLC tidak dalam mode ini, CX-Programmer akan merubah mode secara otomatis.
Prosedur transfer program dari komputer ke PLC (Download) sebagai berikut :
1) Klik menu
PLC > Work Online
, untuk beralih ke operasi online. Pada layar muncul pesan meminta konfirmasi untuk beralih ke operasi online.Klik
Yes
untuk melanjutkan operasi. Latar belakang layar diagram ladder berubah menjadi gelap yang menunjukkan anda sedang berada pada operasi on-line.2) Klik menu
PLC > Transfer > To PLC
untuk mendown-load program. Muncul kotak dialog yang meminta penjelasan apa saja yang akan di transfer: program atau setting, atau keduanya. Setelah dipilih, klikGambar 37 Download option
Kotak dialog konfirmasi transfer program ditampilkan. Konfirmasi ini penting karena perintah transfer program akan berpengaruh terhadap PLC yang disambung.
3) Klik
Yes
untuk melanjutkan operasi. Pada layar ditunjukkan operasi transfer program sedang berlangsung. Jika selesai, ada informasi:Dow nload successful
.Klik
OK.
Program anda sekarang sudah ada di PLC.5. Memasukkan Program Menggunakan Konsol Pemrogram
Konsol Pemrogram hanya dapat memasukkan program yang dibuat dalam bentuk kode mneumonik. Program yang dibuat dalam bentuk diagram ladder jika akan dimasukkan ke dalam PLC menggunakan Konsol Pemrogram harus dikonversi terlebih dahulu ke dalam bentuk mneumonik.
Berbeda dengan alat pemrogram software ladder, sekali Konsol Pemrogram disambung dengan PLC, semua aktivitas penulisan ditransfer langsung ke dalam PLC. Hal ini karena PLC hanya mengerti program bentuk mneumonik.
Layar LCD
Gambar 38 Panel atas Konsol Pemrogram
a. Langkah Persiapan
Sebelum mentrasfer program, harus dilakukan langkah-langkah persiapan sebagai berikut :
1) Merubah Mode Operasi
Sekali Konsol Pemrogram telah disambung, saklar modenya dapat digunakan untuk merubah mode operasi PLC. Tampilan mode (< PROGRAM> ,< MONI TOR> , atau < RUN> ) akan muncul pada layar Konsol Pemrogram.
Operasi tombol tidak dapat dilakukan saat layar Konsol Pemrogram menampilkan mode operasi. Tekan CLR untuk menghapus tampilan sehingga operasi kunci dapat dilakukan.
Gambar 39 Mode operasi PLC
Set saklar mode pada PROGRAM untuk memasukkan program ke dalam PLC.
2) Memasukkan Passw ord
PLC mempunyai password untuk menjaga akses yang tidak disengaja terhadap program. PLC selalu meminta anda untuk memasukkan password saat daya pertama disambung atau Konsol Pemrogram dipasang saat PLC dalam mode operasi. Untuk memasukkan password, tekan tombol CLR> MONTR> CLR.
< PROGRAM> PASSWORD!
< PROGRAM>
CLR
MONTR
3) Menghapus Memori
Lakukan selalu menghapus seluruh memori sebelum memasukkan program ke dalam PLC. Prosedur menghapus memori sebagai berikut :
a. Tekan
CLR
berulang-ulang untuk membawa ke alamat awal b. TekanSET> NOT> RESET
untuk memulai operasi.b. Memasukkan Program
Misalnya, program berikut akan dimasukkan ke dalam PLC menggunakan Konsol Pemrogram.
Alamat
I nstruksi
Operand
00000 LD 0.00
00001 OR 10.00
00002 AND NOT 0.01
00003 OUT 10.00
00004 END(01)
Lakukan prosedur sebagai berikut:
a. Tekan tombol
LD> 0> WRI TE
b. Tekan tombol
OR> 1> 0> 0> 0 > WRI TE
c. Tekan tombol
AND> NOT> 1> WRI TE
d. Tekan tombol
OUTPUT> 1> 0 > 0> 0> WRI TE
e. Tekan tombol
FUN> 0> 1> WRI TE
c. Menyunting Program
Operasi ini terdiri atas operasi menyisipkan dan menghapus instruksi. I ni hanya dapat dilakukan dalam mode operasi PROGRAM.
1) Menyisipkan I nstruksi
Menyisipkan instruksi diperlukan saat terjadi satu atau lebih baris instruksi terlewatkan saat memasukkan program ke dalam PLC. Misalnya, ada perbedaan antara program yang seharusnya dan yang telah ditulis atau dimasukkan :
Seharusnya Tertulis
Alamat I nstruksi Operand Alamat I nstruksi Operand
00000 LD 0.00 00000 LD 0.00
00001 OR 10.00 00001 AND NOT 0.01
00002 AND NOT 0.01 00002 OUT 10.00
00003 OUT 10.00 00003 END(01)
Maka, instruksi OR 10.00 harus disipkan pada alamat 00001. Prosedurnya sebagai berikut:
Tekan tombolCLR
untuk membawa ke alamat awal.
Tekan tombol1>
untuk memasukkan alamat 00001.
Tekan tombolOR> 1> 0> 0> 0
untuk menulis instruksi OR 10.00.
Tekan tombolI NS
>
untuk untuk menyisipkan instruksi baru.2) Menghapus I nstruksi
Operasi menghapus instruksi digunakan saat satu atau lebih baris instruksi tidak diperlukan dalam program. Misalnya, dalam program berikut instruksi AND NOT 10.01 pada alamat 00003 tidak diperlukan dalam program, maka harus dihapus.
Seharusnya Tertulis
Alamat I nstruksi Operand Alamat I nstruksi Operand
00000 LD 0.00 00000 LD 0.00
00001 OR 10.00 00001 OR 10.00
00002 AND NOT 0.01 00002 AND NOT 0.01
00003 OUT 10.00 00003 AND NOT 10.01
00004 END(01) 00004 OUT 10.00
00005 END(01)
Prosedur menghapus instruksi sebagai berikut:
Tekan tombolCLR
untuk membawa ke alamat awal.
Tekan tombol3>
untuk menulis alamat 00003BAB I V
Pemasangan dan Pengaw atan
1. Keselamatan Kerja Pemasangan Unit PLC
Memasang PLC pada tempat yang tepat akan menaikkan keandalan dan usia kerjanya. Terapkan petunjuk pemasangan unit seperti yang tercantum pada manual sebagai berikut:
a. Jangan memasang PLC pada tempat-tempat dengan kondisi sebagai berikut :
Terkena sinar matahari langsung.
Suhu di bawah 0oC atau di atas 55oC.
Kelembaban di bawah 10% atau di atas 90% .
Terjadi pengembunan sebagai akibat perubahan suhu.
Mengandung gas korosif atau mudah terbakar.
Berdebu.
Terkana kejutan atau getaran.
Terkena percikan air, minyak, atau bahan kimia.b. Berikan perisai saat memasang PLC pada tempat sebagai berikut:
Terkena muatan listrik statis.
Terkena medan elektromagnet yang kuat.
Terkena pancaran radiasi.
Dekat dengan jaringan catu daya.c. Dalam memasang pastikan ada ventilasi untuk pendinginan
Berikan ruang yang cukup untuk sirkulasi udara.
Jangan memasang PLC di atas perlengkapan yang membangkitkan panas seperti heater, transformer, atau resistor berukuran besar.
Pasang kipas atau sistem pendingin saat suhu ruang melebihi 55oC.
Jangan memasang PLC pada panel atau kabinet perlengkapan tegangan tinggi.
Berikan jarak + 200 mm antara PLC dan jaringan daya terdekat.
Berikan tempat yang lapang untuk operasi dan pemeliharaan PLC.Gambar 40 Posisi Pemasangan PLC
e. Lepaslah label untuk menghindari pemanasan lebih.
f. Jangan memasang pengawatan I / O PLC pada pipa yang sama dengan jaringan daya.
2. Keselamatan Kerja Pengaw atan I / O
a. Kawatilah rangkaian kendali secara terpisah dengan rangkaian catu daya PLC sehingga tidak terjadi turun tegangan saat perlengkapan lain di-on-kan.
b. Jika digunakan beberapa PLC, kawatilah PLC pada rangkaian terpisah untuk menjaga tidak terjadi turun tegangan atau operasi pemutus rangkaian yang tidak tepat.
c. Kawat catu daya dipilin untuk menjaga noise dari jaringan catu daya. Gunakan transformer isolasi 1: 1 untuk mengurangi noise listrik.
Gambar 41 Penyambungan Catu daya PLC
e. Sebelum menyambung catu daya, pastikan bahwa tegangan yang tersambung sudah tepat AC atau DC. Rangkaian internal PLC akan rusak jika daya AC dicatu ke PLC yang memerlukan catu daya DC.
f. Terminal input catu daya terletak pada bagian atas PLC, sedangkan terminal pada bagian bawah PLC untuk peralatan luar. Rangkaian internal PLC akan rusak jika daya AC dicatu ke terminal output catu daya PLC.
g. Kencangkan sekrup catu daya AC, sekrup yang kendor dapat mengakibatkan kebakaran atau malfungsi.
h. Gunakan selalu terminal crimp untuk jaringan daya PLC. Jangan menyambung kawat serabut telanjang secara langsung ke terminal.
i. Kawatilah input ke PLC dan Unit Ekspansi seperti ditunjukkan pada gambar berikut. Terminal catu daya dapat dikawati bersama dengan output PLC yang menggunakan catu daya AC.
j. Jika output 24 VDC berbeban lebih atau terhubung singkat, tegangan akan drop dan mengakibatkan outputnya OFF. Tindakan pengamanan luar harus diberikan untuk menjamin keselamatan sistem.
k. Kawatilah output PLC seperti ditunjukkan pada diagram berikut ini.
Gambar 43 Pengawatan output
l. Rangkaian output internal dapat rusak saat beban yang tersambung ke output terhubung singkat, maka pasanglah sekering pengaman pada tiap rangkaian output.
m. Berikanlah rangkaian Emergency Stop, rangkaian insterlock, rangkaian pembatas, dan tindakan pengamanan sejenis pada rangkaian kendali luar (yaitu bukan pada PLC) untuk menjamin keselamatan pada sistem jika terjadi ketidak-normalan yang disebabkan oleh mal-fungsi PLC atau faktor luar lainnya yang mempengaruhi operasi PLC. Jika tidak, dapat mengakibatkan kecelakaan serius.
Diagram berikut menunjukkan contoh rangkaian interlock.
Gambar 44 Rangkaian interlock
n. Saat menyambung beban induktif ke output, sambunglah pengaman surja atau dioda yang disambung paralel dengan beban.
Gambar 45 Pengaman output
3. Pengaw atan I / O Program Kendali Motor
Pengawatan I / O untuk berbagai program kendali motor ditunjukkan pada gambar berikut:
Off On
L N COM 00 01 02 03 04 05 06
0 COM0 00 COM1 01 02 COM2 03 04 K1
L N
PLC OMRON CPM2A
Gambar 46 Pengawatan I / O Program Kendali Motor Satu Arah Putaran
Off Fwd Rev
L N COM 00 01 02 03 04 05 06
0 COM0 00 COM1 01 02 COM2 03 04
K1 K2
L N
PLC OMRON CPM2A
Off Low High
L N COM 00 01 02 03 04 05 06
0 COM0 00 COM1 01 02 COM2 03 04
K1 K2 K3
L N
PLC OMRON CPM2A
Gambar 48 Pengawatan I / O Program Kendali Motor Dua Kecepatan
Off On
L N COM 00 01 02 03 04 05 06
0 COM0 00 COM1 01 02 COM2 03 04
K1 K2 K3
L N
PLC OMRON CPM2A
4. Pengaw atan Beban Sistem Kendali Motor
Pengawatan beban pada sistem kendali PLC sama seperti pengawatan beban pada rangkaian kendali elektromagnet karena perbedaan kedua sistem kendali hanya terletak pada sistem kendalinya.
R S T
F1
K1
U V W
M3F
R S
T
F1
K1 K2
U V W
M3F
Gambar 50 Pengawatan motor operasi satu arah putaran
R S T
F1
K1 K2 K3
U1 U2 V1 V2 W1 W2
M3F M3F M3F
Gambar 52 Pengawatan Motor Sistem Start Bintang Segitiga
R S T
F1
K1 K2 K3
U1 U2 V1 V2 W1 M3F M3F M3F W2
5. Pengecekan Pengaw atan I / O
a. Mengecek Pengawatan I nput
Pengawatan input dapat dicek tanpa menggunakan alat pemrogram. Begitu PLC dihubungkan ke catu daya, dengan mengonkan peralatan input, maka indikator input yang sesuai menyala. Jika tidak demikian, berarti terjadi kesalahan penyambungan peralatan input.
b. Mengecek Pengawatan Output
Pengawatan output dapat dicek menggunakan alat pemrogram baik dengan Konsol Pemrogram atau software ladder. Operasi yang digunakan adalah Force Set/ Reset. Operasi ini dapat dilakukan dalam mode operasi PROGRAM atau MONI TOR.
Pengecekan Menggunakan CX-Programmer
Lakukan prosedur berikut untuk mengecek pengawatan output menggunakan CX-Programmer. Prosedur ini akan benar jika pengawatan I / O sesuai dengan program kendali yang ada pada PLC. Jika tidak, respon yang diberikan oleh peralatan luar tidak sama dengan indikator output PLC.
1) Pasanglah pengawatan komunikasi Host Link
2) Hubungkan PLC ke catu daya yang sesuai.
3) Jalankan software CX-Programmer.
4) Tampilkan program ladder yang sesuai dengan pengawatan I / O yang disambung.
5) Lakukan transfer program dari komputer ke PLC. Jika program yang dimaksud telah ada pada PLC, lakukan transfer program dari PLC ke komputer.
6) Set mode operasi ke MONI TOR.
7) Klik kanan output (coil) pada diagram ladder yang akan dicek, kemudian klik
Force> On
, maka indikator output dan peralatan output yang sesuai on. Jika tidak demikian, maka sambungan antara output PLC dan perlatan output tidak benar.8) Klik kanan output (coil) pada diagram ladder yang akan dicek, kemudian klik
Force> Cancel
, maka indikator output dan peralatan output yang sesuai off.Pengecekan Menggunakan Konsol Pemrogram
1) Set PLC pada mode operasi MONI TOR
2) Tekan CLR untuk membawa ke alamat awal.
3) Tekan
OUTPUT> MONTR
untuk memonitor instruksi output. 4) TekanSET
untuk memaksa bit output on.5) Tekan
SHI FT> SET/ RSET
untuk memaksa bit output off.BAB V
Mengoperasikan Sistem Kendali PLC
1. Menguji Coba Program Kendali PLC
Setelah program ditransfer ke dalam PLC dan sebelum sistem kendali PLC dioperasikan secara normal, terlebih dahulu harus dilakukan operasi uji coba. Operasi uji coba digunakan untuk mengecek eksekusi program dan operasi input output. Untuk operasi ini PLC diset pada mode operasi MONI TOR
.
Peralatan output tetap off meskipun bit outputnya on.
Pada mode operasi MONI TOR, program dapat dieksekusi dan operasi I / O dapat diaktifkan. Tetapi, masih dimungkinkan untuk menulis/ memodifikasi memori dari alat pemrogram. Dalam mode MONI TOR, dapat dilakukan operasi :
Melakukan memaksa bit on atau off (force set/ reset)
Merubah nilai setelan waktu timer/ counter
Merubah data pada semua daerah memori.
Menyunting on-line program ladderProsedur uji coba program kendali PLC sebagai berikut:
a)
Mengecek sambungan pengaw atan I / O
Operasi yang digunakan untuk mengecek sambungan pengawatan I / O adalah Force Set/ Reset yaitu operasi untuk memaksa suatu bit on atau off. Bit yang dipaksa on atau off statusnya tidak bergantung kepada sistem kendali.
Pastikan tidak ada efek pada peralatan sebelum menggunakan operasi Force Set/ Reset.
Diagram Ladder Tabel I / O
TI M003 TI M004 200.01 200.01
Gambar 54 Program kendali motor bolak-balik otomatis
Menggunakan CX- Programmer
1) Beralih ke operasi on-line
2) Set mode operasi PLC pada MONI TOR.
3) Lakukan operasi Force> On bit output 10.00 untuk memaksa bit output 10.00 on. I ndikator output 00 pada PLC menyala dan K1 on.
4) Lakukan operasi Force> Off bit output 10.00 untuk memaksa bit output 10.00 off. I ndikator output 01 pada PLC padam dan K1 off.
5) Lakukan operasi Force Cancel bit output 10.00 untuk mengembalikan status asli bit output 10.00 (atau membebaskan bit output 10.00 dari paksaan on).
Menggunakan Konsol Pemrogram
1) Set mode operasi PLC pada MONI TOR.
2) Tekan CLR untuk membawa ke alamat awal.
3) Tekan SHI FT> CONT/ # > 1> 0> 0> 0> MONTR untuk memonitor bit output 10.00
4) Tekan SET untuk memaksa bit yang ditampilkan on.
5) Tekan SHI FT> SET/ RSET untuk memaksa bit yang ditampilkan off.
6) Tekan NOT atau SET/ RSET> NOT untuk mengembalikan status asli.
b)
Menjalankan sistem kendali tanpa peralatan I / O
Menggunakan CX- Programmer
1) Beralih ke operasi on-line
2) Set mode operasi PLC pada MONI TOR.
3) Lakukan operasi Force On bit input 0.01. Operasi ini seperti sedang menekan tombol Start. Program dieksekusi seperti dalam operasi normal.
4) Lakukan operasi Force Off bit input 0.01. Operasi ini seperti sedang melepas tombol Start. Eksekusi program tetap berlangsung terus, karena operasi program sekarang tidak lagi bergantung kepada status bit 0.01.
5) Lakukan operasi Force Cancel untuk membebaskan bit input dari operasi paksa. Eksekusi program tetap berlangsung.
6) Lakukan operasi Force On bit input 0.00. Operasi ini seperti sedang menekan tombol Stop. Eksekusi program berhenti.
7) Lakukan operasi Force Cancel terhadap bit input 0.00.
Menggunakan Konsol Pemrogram
1) Set mode operasi PLC pada MONI TOR.
2) Tekan CLR untuk membawa ke alamat awal.
3) Tekan SHI FT> CONT/ # > 1> MONTR untuk memonitor bit 0.01.
4) Tekan SET untuk memaksa bit input yang ditampilkan on. Operasi ini seperti sedang menekan tombol Start. Program dieksekusi seperti dalam operasi normal.
6) Tekan NOT atau SET/ RSET> NOT untuk mengembalikan status asli. Eksekusi program tetap berlangsung.
7) Tekan SHI FT> CONT/ # > 0> MONTR untuk memonitor bit 0.00. Operasi ini seperti sedang menekan tombol Stop. Eksekusi program berhenti.
8) Tekan NOT atau SET/ RSET> NOT untuk mengembalikan status asli.
Catatan :
Jangan sampai lupa untuk melakukan operasi Force Cancel setelah operasi Force Set/ Reset. Jika tidak, dalam pengoperasian normal, program tidak dieksekusi secara normal meskipun program yang dimaksud benar.
Jika dikehendaki, Jalannya arus pada diagram ladder dapat dimonitor sehingga mudah diketahui proses eksekusi program kendali. Gunakan operasi monitoring setelah beralih ke operasi on-line dengan prosedur sebagai berikut : KlikPLC > Monitor > Monitoring.
Jika dalam monitoring program ditemui kesalahan dalam penetapan bit operand, jenis kontak NC atau NO, setelan waktu Timer/ Counter dapat dilakukan penyuntingan program sambil mengeksekusi program. Operasi ini disebut penyuntingan on-line.2. Mengoperasikan Motor Dengan Kendali PLC
Pengoperasian sistem kendali PLC sama persis dengan pengoperasian sistem kendali elektromagnet, kecuali bahwa pada sistem kendali elektromagnet urutan kendali dapat dimonitor melalui alat pemrogram. Oleh sebab itu mudah dalam pelacakan kesalahan sistem kendali.
Setelah dilakukan operasi uji coba program dan kesalahan yang ditemui dibetulkan, maka berarti tidak ada masalah dalam operasi normal. Bedanya, operasi Force Set/ Reset bit input digantikan dengan operasi peralatan input.
Pengoperasian sistem kendali PLC untuk berbagai operasi motor seperti dijelaskan pada Kegiatan Belajar 2: Teknik Pemrograman.
BAB VI
Melacak Kesalahan Sistem Kendali PLC
1. Macam- Macam Kesalahan Sistem Kendali PLC
Ada berbagai kesalahan pada sistem kendali PLC yang dibedakan menjadi :
kesalahan pemrograman
kesalahan komunikasi
kesalahan operasi
kesalahan yang ditetapkan pemakai2. Kesalahan Pemrograman
Yang dimaksud dengan kesalahan pemrograman adalah kesalahan dalam penulisan program.
a.
Tipe Kesalahan PemrogramanKesalahan pemrograman dibedakan menjadi tiga tipe yaitu tipe A, B dan C. Tipe kesalahan, pesan kesalahan, dan penjelasan kesalahan penulisan (sintaksis) diberikan dalam tabel berikut ini :
Tipe
Pesan
Penjelasan
A
?????
Program telah rusak, membuat kode fungsi yang tidak ada.CI RCUI T ERR Jumlah blok logika dan instruksi blok logika
tidak cocok, misalnya telah digunakan instruksi LD atau LD NOT tetapi kondisi eksekusinya tidak digunakan oleh instruksi yang lain, atau telah digunakan instruksi blok logika tetapi tidak ada blok logikanya.
OPERAND ERR Konstanta yang digunakan untuk instruksi
tidak dalam nilai yang ditetapkan.
NO END I NSTR Dalam program tidak ada instruksi END(01)
LOCN ERR I nstruksi terletak pada tempat yang salah.
JME UNDEFD I nstruksi JME(04) tidak ada untuk pasangan
JMP(03)
DUPL Nomor jump atau nomor subroutine yang
sama digunakan dua kali.
SBN UNDEFD I nstruksi SBS(91) diprogram untuk nomor
STEP ERR STEP(08) dengan nomor bagian dan STEP(08) tanpa nomor bagian digunakan secara tidak tepat.
B I L-I LC ERR I L(02) dan I LC(03) digunakan tidak ber
pasangan. Meskipun pesan kesalahan ini muncul jika lebih dari satu I L(02) dengan I LC(03) yang sama, program akan dieksekusi sebagaimana yang ditulis. Pastikan program ditulis seperti yang dikehendaki.
JMP-JME ERR JMP(04) dan JME(05) digunakan tidak
berpasangan.
SBN-RET ERR Jika alamat yang ditampilkan adalah alamat
SBN(92), dua subroutine yang berbeda telah ditetapkan dengan nomor subroutine yang sama. Ubahlah salah satu nomor subroutine atau hapuslah salah satunya. Jika alamat yang ditampilkan adalah alamat RET(93), berarti RET(93) digunakan secara tidak tepat.
C COI L DUPL Bit yang sama untuk instruksi (OUT, OUT
NOT, DI FU(13), DI FD(14), KEEP(11), SFT(10)) dikendalikan oleh lebih dari satu instruksi atau kondisi eksekusi. Meskipun hal ini dibolehkan untuk instruksi tertentu, tetapi sebaiknya cek persyaratan instruksi untuk mengkonfirmasikan bahwa program adalah betul atau rancang kembali program sehingga tiap bit dikendalikan hanya oleh satu instruksi/ kondisi eksekusi.
JMP UNDEFD JME(05) telah digunakan tanpa JMP(04)
dengan nomor jump yang sama. Tambahkan JMP(04) dengan nomor yang sama atau hapus subroutine jika tidak diperlukan.
SBS UNDEFD Subroutine ada tetapi tidak pernah dipanggil
b. Pengecekan Kesalahan Pemrograman
Operasi pengecekan program digunakan untuk mengecek kesalahan dalam penulisan program dan menampilkan alamat dan jenis kesalahan yang ditemukan.
Ada tiga level pengecekan program.
Level 0 untuk mengecek kesalahan tipe A, B, dan C
Level 1 untuk mengecek kesalahan tipe A dan B
Level 2 untuk mengecek kesalahan tipe A saja.Level yang dikehendaki harus ditetapkan untuk menunjukkan tipe kesalahan yang dideteksi.
Pengecekan Program Menggunakan CX- Programmer
Dengan fungsi self diagnosis yang dimiliki PLC, maka program yang sedang ditulis dapat dicek. CX-Programmer dapat memberikan pesan/ informasi mengenai kesalahan dalam pemrograman.
Kesalahan program dapat diketahui melalui beberapa cara yaitu: