41
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
1.1 Pengumpulan Data
4.1.1 Sejarah Umum dan Perkembangan Perusahaan
PT Indonesia Teijin Du Pont Films didirikan di Indonesia pada Bulan Maret 1996. Pada tahun 1997 PT ITDF melangsungkan trial operation dan di tahun yang sama pula diadakan commercial product, di tahun 1998 melakukan all shut down I, di tahun 1999 salah satu jenis produk plastik fim dihilangkan, yakni produk jenis S10. Memasuki abad ke-20 yaitu pada tahun 2000 PT ITDF melakukan joint venture Teijin dengan Du Pont, pada tahun berikutknya yaitu tahun 2001 PT ITDF memperoleh Sertifikat ISO 14001 (Sistem Manajemen Lingkungan) yang merupakan sistem manajemen perusahaan dimana berfungsi untuk memastikan bahwa proses yang digunakan dan produk yang dihasilkan telah memenuhi komitmen terhadap lingkungan, terutama dalam upaya pemenuhan terhadap peraturan di bidang lingkungan, pencegahan pencemaran dan komitmen terhadap perbaikan berkelanjutan. Berikut merupakan manfaat mendapatkan Sertifikat ISO 14001.
1. Manfaat bagi produsen
a. Meminimasi potensi konflik antara pekerja dengan pengusaha dalam penyediaan lingkungan kerja yang layak dan sehat dan meningkatkan produktivitas pekerja melalui efisiensi waktu dan biaya.
b. Menjembatani pemenuhan peraturan lingkungan dengan lebih terencana dan terstruktur.
c. Penggunaan sumber daya alam yang lebih bijaksana menuju terciptanya eko-efisiensi.
d. Menjaga citra bisnis industri yang selama ini sering dikaitkan secara negatif dengan pencemaran lingkungan.
2. Manfaat Bagi Lingkungan
Berkurangnya pencemaran lingkungan melalui penurunan penggunaan bahan-bahan kimia berbahaya, pengurangan limbah berbahaya dan dapat mengurangi gangguan sosial yang berasal dari keberadaan industri itu sendiri misalnya, mengurangi kebisingan, polusi air, polusi udara, kemacetan, dan social responsibilty. Sedangka Manfaat Bagi konsumen adalah turut berpartisipasi dalam mendukung perlindungan lingkungan dengan membeli produk yang ramah lingkungan.
Pada tahun 2002 PT ITDF juga memperoleh Sertifikat ISO 9001 yang merupakan sertifikasi yang berorientasi pada layanan pelanggan dan standar manajemen mutu yang diadopsi pada tahun 2000 oleh International Organization for Standardization (ISO). Menurut standar ini, sebuah organisasi harus menunjukkan kemampuan untuk memenuhi atau melampaui kepuasan pelanggan
dalam hal fungsi produk, kualitas, dan kinerja. Di tahun yang sama PT ITDF melakukan pemasangan HDIS, dan pada tahun berikutnya yitu tahun 2003 PT ITDF memberlakukan Program Pensiun Dipercepat (PPD) ke-1. Pada tahun 2004 dilakukannya pemasangan CCD (alat pendeteksi deffect), dan pada tahun 2005 PT ITDF melakukan launching produk baru yang mulai diproduksi yaitu produk plastik film jenis HNC. Pada dua tahun berikutnya yakni pada tahun 2007 PT ITDF melakukan family gathering sebagai perayaan 10 tahun berdirinya PT ITDF, di tahun 2008 PT ITDF memperoleh Sertifikat OHSAS 18001 yang merupakan suatu standar internasional untuk Sistem Manajemen Kesehatan dan Keselamatan Kerja yang bertujuan untuk mengelola aspek kesehatan dan keselamatan kerja (K3) pada setiap proses kerja di tempat kerja. Berikut merupakan manfaat yang diperoleh dari Sertifikat OHSAS 18001.
1. Meningkatkan efisiensi dan produktivitas kerja guna mencegah/mengurangi risiko kecelakaan dan penyakit akibat kerja melalui pendekatan sistem.
2. Mengurangi biaya operasional dengan meminimalkan kehilangan waktu kerja karena kecelakaan dan penurunan kesehatan serta mengurangi biaya kompensasi hukum.
3. Meningkatkan hubungan dengan pihak-pihak yang berkepentingan, dengan perlindungan pada kesehatan dan properti karyawan, para pelanggan dan rekanan.
4. Persyaratan kepatuhan hukum.
5. Meningkatkan reputasi bisnis organisasi dengan adanya verifikasi pihak ketiga yang independen pada standar yang diakui.
Pada tahun 2009 PT ITDF melakukan peluncuran produksi produk baru dari jenis plastik film HNC. Pada tahun 2010 PT ITDF kembali meluncurkan produk terbarunya yang kini menjadi andalan profit penjualan perusahaan yaitu produk plastik film jenis purex (MLCC), dan di tahun yang sama PT ITDF melakukan pergantian manajemen dengan PT TIFICO atau Independence of PT ITDF (peralihan status karyawan dari PT TIFICO ke PT ITDF). Di tahun yang sama pula PT ITDF melakukan pemasangan carbon active (untuk mencegah bau yang ditimbulkan dari corona). Secara berurutan setiap tahunnya yang berlangsung selama tiga tahun kedepan PT ITDF merayakan hari jadinya, yakni pada tahun 2011, 2012, dan yang terakhir pada tahun 2013.
Struktur Organisasi PT Indonesia Teijin Du Pont Films
Gambar 4. 1 Struktur Organisasi PT Indonesia Teijin Du Pont Films (Sumber: Data Sekunder Tahun 2014)
1.1.2 Penentuan Objek Penelitian
PT Indonesia Teijin Du Pont Films memiliki banyak jenis produk plastik film yang dihasilkan dengan berbagai tipe, jenis, ukuran, dan ketebalannya, dari banyaknya jumlah produk yang dihasilkan hanya terdapat beberapa tipe yang memiliki banyak jumlah cacat. Produk yang memiliki banyak jumlah cacatlah yang akan diambil sebagai sampel penelitian.
Berdasarkan data dari Inspection Result Sheet pada tahun 2014 merupakan jumlah data cacat terkini yang dapat dibandingkan antara 1 bulan data cacat yang diperoleh dengan 11 bulan data cacat lainnya yang berkaitan dengan data pada bulan manakah yang jauh lebih banyak memiliki jumlah cacatnya. Apabila melihat data terkini pada tahun 2015, hanya terdapat 1 bulan saja data yang dapat diperoleh yaitu pada Bulan Januari 2015, sehingga digunakanlah data historis pada tahun 2014 dan dari data keseluruhan bulan yang ada terdapat 1 bulan yang memiliki banyak jumlah cacat yaitu pada Bulan Agustus 2014, dari hasil pengklasifikasian tipe produk pada bulan tersebut terdapat 9 tipe produk yang diproduksi dan diambil 3 jenis tipe produk dengan jumlah cacat terbanyak yang akan digunakan sebagai objek penelitian, diantaranya adalah tipe G2T.K8.15,5 (ketebalan plastik film 15,5 mikron), G2TP.F2.23 (ketebalan plastik film 23 mikron), dan G2TP.F2.50 (ketebalan plastik film 50 mikron).
Ketiga tipe yang akan dijadikan sebagai sampel ini memiliki 6 jenis cacat diantaranya adalah polarized light, reflected light, transmitted light, flower pattern, kyatapira, dan tarumi. Berikut merupakan penjelasan dari keenam jenis cacat yang ada:
Tabel 4. 1 Enam Jenis Cacat Tipe G2
(Sumber: Data Sekunder Tahun 1996)
Tabel 4. 2 Data Jenis Cacat Polarized Light dan Transmitted Light
(Sumber: Data Sekunder PT Indonesia Teijin Du Pont Films Tahun 1996)
No Jenis Cacat Jenis Cacat
CD Tensha SW Mark FD Tensha Meruto SW Shindo F/S atau Ibutsu Die Suji Hekomi Suji CD Kotor Shiwa
Sukurachi (SCR) Sukafu Mark (S/M)
- 4 Flower Pattern
Cacat yang ditimbulkan dari ketidakseimbangan penyebaran gelombang
elektrostatis pada permukaan film
6 Tarumi
Untuk mengetahui jenis cacat dengan menggunakan lampu polarized dan kacamata
- 5 Kyatapira
Untuk mengetahui tingkat kekendoran film (satuan mm) dengan menggunakan
lampu atas (Reflected ) dan skala Tarumi
- Transport Tensha (TP Tensha ) Untuk mengetahui
abnormality pada film dengan menggunakan sinar dari bawah, atau dengan menggunakan 3 Transmitted Light
Untuk mengetahui abnormal pada fim dengan
menggunakan sinar Refleksi (pantulan dari
lampu atas) 2 Reflected Light
Untuk mengetahui film abnormal dengan menggunakan sinar lampu
polarized (penyinaran dengan lampu bawah) Polarized Light
1
Tujuan
No Jenis Cacat Tujuan Jenis Cacat
<250m
>250m
2
Cacat yang disebabkan karena film tergores, ini terjadi baik dari Stenter maupun Slitter Roll . Untuk menentukan
penyebab asal terjadinya ukur jaraknya (Pitch ) dari cacat satu Sukurachi
(SCR)
Cacat ini hampir sama dengan SCR tetapi penyebabnya ada di F/D Roll , sehingga
dapat dilihat dengan polarized check Sukafu
Mark (S/M) Untuk mengetahui
abnormality pada film dengan menggunakan sinar
dari bawah, atau dengan menggunakan senter Transmitted
Light
Cacat yang disebabkan karena seluruh permukaan CD kotor CD Kotor
Untuk mengetahui film abnormal dengan menggunakan sinar lampu
polarized (penyinaran dengan lampu bawah) Polarized Light
1
Abnormal yang disebabkan karena menempelnya kotoran pada bibir Die ,
sehingga film yang keluar dari Die mempunyai ketebalan yang berbeda dan
tampak seperti garis Die Suji
Abnormal yang disebabkan karena menempelnya kotoran pada bibir Die,
sehingga film yang keluar dari Die mempunyai ketebalan yang berbeda dan
tampak seperti garis Hekomi Suji
Cacat yang ditimbulkan dari material asing yang tercampur dengan chip pada saat
mixing. Karena sangat halus sehingga lolos/lepas dari filter (jaraknya tidak tentu
dan tidak continue )
Keduanya terletak di dalam film dinamakan F/B dinamakan F/S F/S atau
Ibutsu
Cacat yang ditimbulkan oleh chip yang tidak meleleh dengan sempurna yang lepas/lolos dari filter dengan ciri khasnya
memancarkan sinar Meruto
Abnormal yang disebabkan oleh SW yang bergetar/bergelombang SW Shindo
Cacat yang ditimbulkan karena masuknya udara diantara film dan CD yang tidak berhasil ditahan oleh Static Wire , karena
ada kotoran yang menempel pada SW sehingga terjadi gelembung pada film dan
pecah saat ada penarikan dan tidak mempunyai jarak tertentu
No Picture SW Mark
Cacat yang ditimbulkan dari kotoran atau pada Roll F/D dan jaraknya lebih pendek
+ 2 m FD Tensha
Cacat yang ditimbulkan dari kotoran yang menempel pada CD, ciri-cirinya mempunyai jarak tertentu (Pitch ) + 22 m
dari panjang lingkar CD dan continue CD Tensha
Deskripsi Sampel Cacat
1.1.3 Data Jenis Cacat dengan Frekuensi Cacat Terbanyak
Jenis cacat dengan frekuensi terbanyak berdasarkan data pada Bulan Agustus 2014 dengan produksi plastik film pada tipe G2 mengindikasikan bahwa terdapat 3 jenis tipe G2 yang memiliki frekuensi cacat terbanyak, diantaranya adalah tipe G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50. Berikut merupakan rekapitulasi data berdasarkan Inspection Result Sheet pada Bulan Agustus 2014:
Tabel 4. 3 Rekapitulasi Data Inspection Result Sheet Tipe G2T.K8.15,5
(Sumber: Data Sekunder Bulan Agustus Tahun 2014)
Tabel 4. 4 Rekapitulasi Data Inspection Result Sheet Tipe G2TP.F2.23
(Sumber: Data Sekunder Bulan Agustus Tahun 2014)
1 Posisi 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 4
Reflected Light 0
Transmitted Light 1 1
Flower Pattern 0
Kyatapira 0
Tarumi 0
5 Jenis Film : G2T.K8.15,5
Jenis Cacat
Jumlah Keseluruhan
2 Posisi 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 4
Reflected Light 0
Transmitted Light 1 1
Flower Pattern 0
Kyatapira 0
Tarumi 0
5 Jumlah Keseluruhan
Jenis Film : G2T.K8.15,5
Jenis Cacat
3 Posisi 4 3 2 1 Jumlah
Polarized Light 1 1 2
Reflected Light 0
Transmitted Light 1 1 1 1 4
Flower Pattern 0
Kyatapira 0
Tarumi 0
6 Jenis Film : G2T.K8.15,5
Jenis Cacat
Jumlah Keseluruhan
4 Posisi 4 3 2 1 Jumlah
Polarized Light 1 1 1 3
Reflected Light 0
Transmitted Light 1 1 1 1 4
Flower Pattern 0
Kyatapira 0
Tarumi 0
7
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2T.K8.15,5
1 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 2
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
5
2 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 3
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
6
3 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1
Reflected Light 0
Transmitted Light 1 1 1 1 1 5
Flower Pattern 0
Kyatapira 0
Tarumi 0
6
4 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 4
Reflected Light 0
Transmitted Light 1 1 1 1 4
Flower Pattern 0
Kyatapira 0
Tarumi 0
8 Jumlah Keseluruhan
Jenis Film : G2TP.F2.23
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.23
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.23
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.23
Jenis Cacat
1 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 2
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
5
2 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 3
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
6
3 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1
Reflected Light 0
Transmitted Light 1 1 1 1 1 5
Flower Pattern 0
Kyatapira 0
Tarumi 0
6
4 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 4
Reflected Light 0
Transmitted Light 1 1 1 1 4
Flower Pattern 0
Kyatapira 0
Tarumi 0
8 Jumlah Keseluruhan
Jenis Film : G2TP.F2.23
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.23
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.23
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.23
Jenis Cacat
49
Tabel 4. 5 Rekapitulasi Data Inspection Result Sheet Tipe G2TP.F2.50
(Sumber: Data Sekunder Bulan Agustus Tahun 2014)
1.1.3.1 Data Haze dan Tt
Berdasarkan data jumlah cacat pada Inspection Result Sheet pada Bulan Agustus 2014, dilakukan pula pengambilan data mesin dengan masing-masing produk yang sama yaitu pada tipe plastik film G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50 yaitu data mesin pengukuran Haze dan Tt, dimana pada ketiga tipe tersebut memiliki populasi data dengan jumlah yang berbeda-beda, dimana diambil dengan populasi data terbanyak yaitu pada data Haze dan Tt dengan tipe G2TP.F2.50 dengan populasi jumlah data sebanyak 15 sampel. Data Haze dan Tt sendiri merupakan data mengenai tingkat keburaman (Haze) dan tingkat keterangan atau kecerahan (Tt) dari setiap plastik film yang diproduksi. Penting untuk dilakukannya perhitungan antara keterkaitan tingkat keburaman dan keterangan film yang akan sangat berpengaruh terhadap kualitas dari warna film yang dihasilkan dan pada tingkat ketebalan (thickness) dari setiap lembaran plastik film yang diproduksi.
Pada setiap data Haze dan Tt yang akan diukur dengan menggunakan mesin khusus pengukur tingkat Haze dan Tt terdapat 3 jenis bagian yang akan dilakukan pengukuran, yaitu bagian pinggir kanan, tengah, dan pinggir kiri yang
1 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 3
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
6
2 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 4
Reflected Light 0
Transmitted Light 1 1
Flower Pattern 0
Kyatapira 0
Tarumi 0
5
3 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 1 5
Reflected Light 0
Transmitted Light 1 1 2
Flower Pattern 0
Kyatapira 0
Tarumi 0
7
4 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 1 5
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
8 Jumlah Keseluruhan
Jenis Film : G2TP.F2.50
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.50
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.50
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.50
Jenis Cacat
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
6
2 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 4
Reflected Light 0
Transmitted Light 1 1
Flower Pattern 0
Kyatapira 0
Tarumi 0
5
3 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 1 5
Reflected Light 0
Transmitted Light 1 1 2
Flower Pattern 0
Kyatapira 0
Tarumi 0
7
4 Posisi 6 5 4 3 2 1 Jumlah
Polarized Light 1 1 1 1 1 5
Reflected Light 0
Transmitted Light 1 1 1 3
Flower Pattern 0
Kyatapira 0
Tarumi 0
8 Jumlah Keseluruhan
Jenis C
Jumlah Keseluruhan Jenis Film : G2TP.F2.50
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.50
Jenis Cacat
Jumlah Keseluruhan Jenis Film : G2TP.F2.50
Jenis Cacat
dalam penulisannya dipermudah dengan data untuk Haze (Hz, Hz1, dan Hz2) dan untuk data Tt (Tt, Tt1, dan Tt2). Berikut merupakan ke 15 jumlah sampel produk plastik fim dengan tipe G2TP.F2.50:
Tabel 4. 6 Data Haze dan Tt Tipe G2TP.F2.50 (Bulan Agustus 2014)
(Sumber: Data Sekunder Bulan Agustus Tahun 2014)
1.2 Pengolahan Data 1.2.1 D (Define)
a. Masalah Utama
Pengurangan jumlah terjadinya frekuensi cacat pada jenis cacat
Polarized Light dan Transmitted Light untuk produk plastik film tipe G2 dengan 3 jenis tipe sebagai sampel yaitu, G2T.K8.15,5;
G2TP.F2.23; dan G2TP.F2.50.
Penentuan klasifikasi kelas dari tingkat keburaman film (Haze) dan
tingkat keterangan film (Tt) dengan tingkat pengaruh yang paling mendominasi terhadap kualitas finish good plastik film, tipe film G2TP.F2.50 sebagai sampel.
No MR No Date Hz Tt Hz1 Tt1 Hz2 Tt2
1 14M0030 05-08-14 1056 3,92 88,47 3,87 88,54 3,89 88,47
2 14M0034 05-08-14 2205 4,06 88,52 4,05 88,54 3,99 88,5
3 14M0037 05-08-14 0414 4,03 88,52 4,03 88,54 4 88,53
4 14M0055 07-08-14 0725 3,97 88,53 4,05 88,58 3,94 88,49
5 14M0056 08-08-14 1129 3,72 88,62 3,97 88,71 3,82 88,6
6 14M0060 08-08-14 1840 3,73 88,62 3,79 88,7 3,88 88,61
7 14M0066 12-08-14 2210 4,34 88,49 4,37 88,6 4,17 88,4
8 14M0068 12-08-14 0302 3,98 88,69 4,09 88,75 4,18 88,56
9 14M0073 13-08-14 1755 3,94 88,6 4,02 88,69 4,04 88,63
10 14M0077 13-08-14 0449 4,13 88,42 4,11 88,63 3,96 88,56
11 14M0079 14-08-14 1016 4,03 88,53 3,9 88,67 4,07 88,57
12 14M0081 14-08-14 1553 4 88,58 4,08 88,66 4,16 88,54
13 14M0083 14-08-14 1945 4,25 88,58 4,24 88,68 4,21 88,56
14 14M0085 14-08-14 2342 4,22 88,6 4,22 88,63 4,21 88,57
15 14M0172 25-08-14 1124 4,28 88,46 4,19 88,69 4,17 88,46
4,04 88,549 4,065 88,641 4,046 88,537
0,182 0,073 0,151 0,068 0,132 0,062
3,72 88,42 3,79 88,54 3,82 88,4
4,34 88,69 4,37 88,75 4,21 88,63
0,62 0,27 0,58 0,21 0,39 0,23
15 15 15 15 15 15
Count Range Maximum Minimum Standard Deviasi Average
b. Deskripsi Masalah
Permasalahan yang dihadapi di PT Indonesia Teijin Du Pont Films (ITDF) ini diambil berdasarkan jumlah frekuensi terbanyak terjadinya cacat. Berdasarkan data dari Inspection Result Sheet pada Bulan Agustus 2014 jenis cacat dengan frekuensi terbanyak adalah Polarized Light dan Transmitted Light.
Pengurangan jumlah frekuensi cacat ini bertujuan untuk
meningkatkan kualitas dari setiap hasil produksi finish good plastik film dengan melakukan perbaikan pada jenis cacat tersebut serta faktor-faktor yang bisa mengurangi jumlah frekuensi cacat.
Penentuan klasifikasi kelas dari tingkat keburaman film (Haze) dan
tingkat keterangan film (Tt) dengan tingkat pengaruh yang paling mendominasi terhadap kualitas finish good plastik film ini bertujuan untuk meningkatkan kualitas dari setiap hasil produksi finish good plastik film dengan melakukan penentuan standar pada kelas dari tingkat keburaman film (Haze) dan tingkat keterangan film (Tt) yang paling berpengaruh untuk mendominasi kualitas setiap hasil produksi finish good plastik film serta faktor-faktor yang bisa memudahkan dalam penentuan klasifikasi setiap kelasnya.
Jika berhasil, produk plastik film dengan tipe G2 ini akan berhasil memberikan kualitas produk yang jauh lebih baik dari kualitas yang sebelumnya dan dapat memuaskan setiap customer-nya yang pada akhirnya akan mengurangi jumlah keluhan customer yang datang dan
meningkatkan customer’s loyalty serta menghindari pindahnya customer ke produsen plastik film lainnya.
c. Rencana Kerja Umum 1. Fase Define:
Menentukan spesifikasi yang diinginkan pelanggan
Membuat CTQ (Critical To Quality)
Membuat Diagram SIPOC (Supplier-Input-Process-Output- Customer)
2. Fase Measure:
Membuat Diagram Pareto
Membuat Analisa Kapabilitas Proses 3. Fase Analyze:
Membuat FMEA (Failure Mode Effect Analysis)
Root cause analysis (Validate root cause) 4. Fase Improve:
Membuat Control Chart (Peta Kendali Xbar, Rbar, dan Ubar)
Mebuat pengujian hipotesa
Membuat ANOVA (Analysis of Variance)
Membuat analisa regresi
Membuat SOP 5. Fase Control
Memastikan SOP dijalankan dan sosialisasi
Membuat laporan/dokumentasi akhir
Mendapatkan verifikasi dari pelanggan
Pada tahap awal DMAIC yaitu Define yang memiliki tools tertentu yang digunakan adalah CTQ (Critical To Quality), Diagram Pareto (Pareto Diagram), pada masing-masing tools memiliki peranan yang berbeda-beda dimana CTQ (Critical To Quality), Diagram Pareto (Pareto Diagram),
digunakan untuk mengidentifikasikan mengenai jumlah frekuensi jenis cacat terbanyak, dan untuk tools Why Why Analysis digunakan untuk mengidentifikasikan tingkat keburaman film (Haze) dan tingkat keterangan film (Tt).
1.2.1.1 Tahap Define Tools CTQ (Critical To Quality)
(Sumber: Data Sekunder PT Indonesia Teijin Du Pont Films 2014)
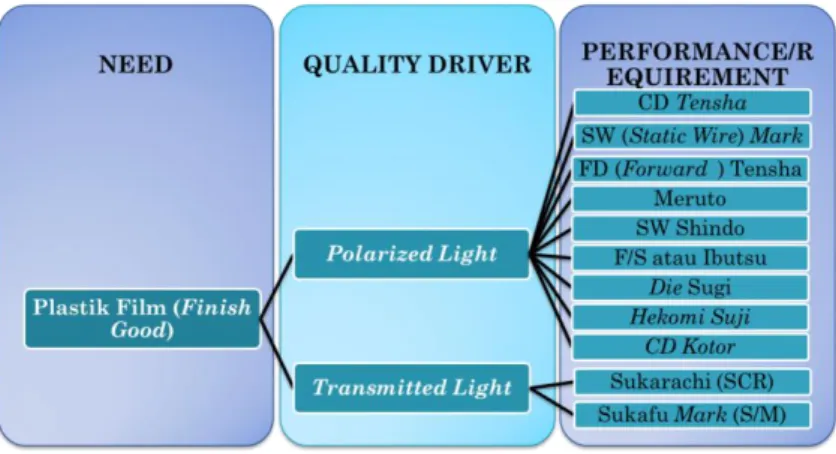
Gambar 4. 2 CTQ (Critical To Quality) Frekuensi Jenis Cacat Terbanyak Polarized Light dan Transmitted Light
Pada tahap Define tools CTQ (Critical To Quality) ini terdapat 3 klasifikasi kelas yang diberikan yaitu:
1. Need untuk produk akhir yang telah melalui tahap inspeksi sesuai standar yang telah diberlakukan yaitu plastik film sebagai finish good product.
2. Quality Driver, dimana untuk memenuhi standar sebuah produk yang terbaik dilakukan inspeksi yang dilihat dari jumlah frekuensi jenis cacat terbanyak yaitu, Polarized Light dan Transmitted Light.
3. Performance/Requirement. Setelah ditemukannya jumlah frekuensi jenis cacat terbanyak dilakukan pemecahan spesifikasi jenis cacat kembali dimana untuk jenis cacat Polarized Light terdapat CD Tensha, SW (Static Wire) Mark, FD (Forward) Tensha, Meruto, SW Shindo,
F/S atau Ibutsu, Die Sugi, Hekomi Suji, dan CD kotor. Untuk jenis cacat Transmitted Light terdapat Sukarachi (SCR), dan Sukafu Mark (S/M).
1.2.1.2 Diagram SIPOC (Supplier, Input, Process, Output, Customer)
(Sumber: Data Primer Tahun 2014)
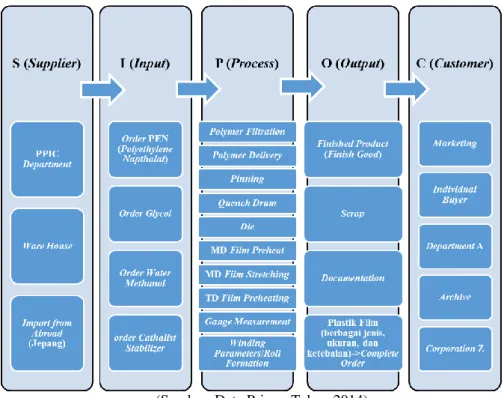
Gambar 4. 3 Diagram SIPOC Produk Plastik Film
Diagram SIPOC merupakan diagram yang digunakan untuk membantu pelaku proses menetapkan boundaries atau batasan dari apa yang akan dikerjakan.
Maka akan terbentuk suatu langkah terstruktur untuk mendiskusikan tentang proses dan konsensus dari hal-hal apa saja yang akan terlibat sebelum memulai dan menggambarkan pemetaan proses. Berikut merupakan penjelasan analisa SIPOC berdasarkan pada gambar 4.8:
1. S (Supplier)
Mencakup segala sesuatuyang menyediakan input atau masukan terhadap proses. Pada bagian dari supplier ini terdapat berbagai macam unsur yang terkait diantaranya adalah:
a. PPIC Department selaku penanggungjawab atas masing-masing departemen yang ditanganinya dan bertugas sebagai pengendali jumlah persediaan yang tersedia.
b. Ware House merupakan gudang penyimpanan bahan baku yang difungsikan untuk menyimpan segala macam persediaan bahan baku.
c. Import from Abroad, dalam hal ini supplier yang ada berasal dari luar negeri dan pengimpor utama adalah Negara Jepang kemudian negara-negara asing lainnya apabila Jepang tidak memenuhi standar permintaan konsumen yang telah diajukan.
2. I (Input)
Menentukan material, service, dan informasi yang akan digunakan oleh suatu proses untuk menghasilkan output. Pada bagian dari input ini terdapat berbagai macam unsur yang terkait diantaranya adalah:
a. Order All Raw Material
Pemesanan bahan baku yang akan digunakan dalam proses produksi berdasarkan tahapan proses produksi diantaranya adalah PEN (Polyethylene Napthalat), Glycol, Water Methanol, dan Cathalist Stabilizer.
3. P (Process)
Menentukan urutan dari suatu aktifitas yang ada. Biasanya dilakukan dengan menambahkan value dari input untuk memproduksi output yang akan diberikan kepada customer. Pada bagian dari input ini terdapat berbagai macam unsur yang terkait diantaranya adalah:
a. Polymer Filtration
Filtrasi polimer merupakan pembersihan partikel padat dari suatu fluida dengan melewatkannya pada medium penyaringan atau septum yang di atasnya padatan akan terendapkan.
b. Polymer Delivery
Tahap pengiriman polimer dari tahap pembersihan partikel ke tahap penyematan (pinning).
c. Pinning
Tahap pinning berikut ini merupakan tahap penyematan polimer yang telah melalui tahap Polymer Filtration ke Quench Drum (proses pendinginan polimer pada drum/tabung besar).
d. Die
Tahapan proses selanjutnya adalah tahap Die dimana pada tahap ini partikel polimer dicetak pada pellet yang terpasang pada ruang pelletmill (saringan melingkar yang berdiri vertikal). Die biasanya dilengkapi dengan 2 roller yang terpasang sejajar horizontal di bagian tengah.
e. MD Film Preheat
Pada tahap ini dilakukan proses pemanasan film bagian MD.
f. MD Film Stretching
Pada tahap ini dilakukan proses peregangan film bagian MD.
g. TD Film Preheating
Pada tahap ini dilakukan proses pemanasan awal film bagian TD.
h. Gauge Measurement
Pada tahap ini dilakukan proses pengukuran ke seluruh bagian film.
i. Winding Parameters/Roll Formation
Pada tahap ini dilakukan proses pengukuran tingkat kapasitas udara yang berada pada setiap bagian film sebelum masuk pada bagian penggulungan pada badan utama penggulung film.
4. O (Output)
Hasil dari proses berupa produk, service, dan informasi yang bernilai guna bagi customer. Pada bagian dari output ini terdapat berbagai macam unsur yang terkait diantaranya adalah:
a. Finished Product (Finish Good)
Tahap dimana produk telah selesai diproduksi yang sudah melalui tahap Quality Control dan produk telah sesuai dengan standar yang telah ditetapkan untuk kemudian siap dijual kepada para customer.
b. Scrap
Scrap merupaka sisa material yang masih dapat dijual atau digunakan kembali. Dapat dilakukan dengan proses mendaur ulang, karena bahan baku yang digukan adalah polimer yang dapat dilelehkan kembali, namun kualitas yang diinginkan tidak akan sama seperti semula.
c. Documentation
Tahap dokumentasi merupakan cara yang dilakukan untuk menyediakan dokumen-dokumen dengan menggunakan bukti yang
akurat dari pencatatan sumber-sumber informasi khusus dan lain- lain.
d. Plastik Film (Berbagai Jenis, Ukuran, dan Ketebalan) merupakan complete order yang diinginkan oleh customer.
5. C (Customer)
Mencakup semua user yang menggunakan output yang berasal dari proses. Pada bagian dari customer ini terdapat berbagai macam unsur yang terkait diantaranya adalah:
a. Marketing
Bagian yang bertanggungjawab untuk memasarkan atau mendistribusikan produk yang akan dijual kepada setiap customer dan dalam hal ini adalah platik film.
b. Individual Buyer
Pembeli individu atau perorangan sangatlah jarang, hal ini dikarenakan produk yang dipasarkan merupakan produk untuk produksi berskala sedang hingga besar.
c. Department A
Bagian yang memiliki tugas spesifik dari suatu organisasiyang lebih besar. Dalam hal ini Department A dijadikan sebagai salah satu contoh tempat pengelolaan penjualan/pemasaran (distribusi) produk jadi.
d. Archive
Rekaman kegiatan atau peristiwa dalam berbagai bentuk dan media. Dalam hal ini kegiatan atau peristiwa yang dimaksud adalah arsip jual dan beli produk yang telah diproduksi.
e. Corporation Z
Perusahaan atau badan usaha yang sangat besar atau beberapa perusahaan yang dikelola dan dijalankan sebagai satu perusahaan besar. Dalam hal ini Corporation Z digunakan sebagai salah satu contoh pembeli dalam skala sedang ke besar.
1.2.2 M (Measure)
Pada tahap ini merupakan tahap pengukuran yang dilakukan untuk mengukur tingkat kegagalan yang paling signifikan dan kemudian dijadikan sebagai prioritas utama dalam penyelesaian masalah. Dalam tahap ini dilakukan pengukuran dengan berbagi macam tools, diantaranya adalah diagram pareto dan analisa kapabilitas proses. Berikut merupakan alur dari tahapan measure:
1.2.2.1 Tahap Measure Tools Diagram Pareto (Pareto Diagram)
Data yang digunakan pada tahap idenfikasi dengan menggunakan tools diagram pareto ini berdasarkan pada rekapitulasi data Inspection Result Sheet tipe G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50 Bulan Agustus 2014. Dalam diagram pareto ini dilakukan perbandingan perhitungan beserta diagramnya dengan menggunakan Microsoft Excel (manual) dan Minitab, hal ini dilkukan untuk mengetahui apakah terdapat perbedaan antara hasil perhitungan dan diagram keduanya. Berikut merupakan hasil perhitungan presentase (%) dan diagram pareto dari masing-masing tipe yang diidentifikasi:
a. Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2T.K8.15,5
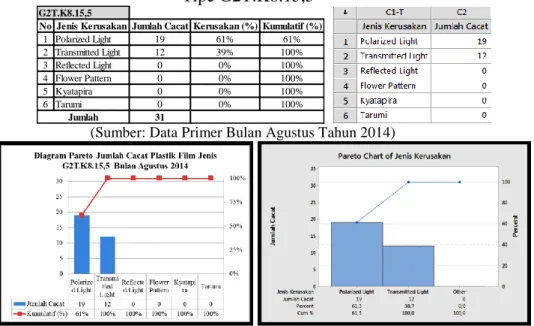
Tabel 4. 7 Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2T.K8.15,5
(Sumber: Data Primer Bulan Agustus Tahun 2014)
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 1 Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2T.K8.15,5
Berdasarkan pada grafik 4.1 kedua hasil pengukuran adalah sama, dimana jenis kerusakan dengan jumlah frekuensi terbanyak adalah Polarized Light dan Transmitted Light, dengan jumlah frekuensi paling banyak adalah Polarized Light yaitu senyak 19 kejadian dengan tipe film G2T.K8.15,5 pada Bulan Agustus 2014 dengan persentase sebesar 61%.
b. Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2TP.F2.23
Tabel 4. 8 Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2TP.F2.23
(Sumber: Data Primer Bulan Agustus Tahun 2014)
No Jenis Kerusakan Jumlah Cacat Kerusakan (%) Kumulatif (%)
1 Polarized Light 19 61% 61%
2 Transmitted Light 12 39% 100%
3 Reflected Light 0 0% 100%
4 Flower Pattern 0 0% 100%
5 Kyatapira 0 0% 100%
6 Tarumi 0 0% 100%
31 Jumlah
G2T.K8.15,5
No Jenis Kerusakan Jumlah Cacat Kerusakan (%) Kumulatif (%)
1 Transmitted Light 31 74% 74%
2 Polarized Light 11 26% 100%
3 Reflected Light 0 0% 100%
4 Flower Pattern 0 0% 100%
5 Kyatapira 0 0% 100%
6 Tarumi 0 0% 100%
42 Jumlah
G2TP.F2.23
(Sumber: Data Primer Bulan Augustus Tahun 2014)
Grafik 4. 2 Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2TP.F2.23
Berdasarkan pada grafik 4.2 kedua hasil pengukuran adalah sama, dimana jenis kerusakan dengan jumlah frekuensi terbanyak adalah Polarized Light dan Transmitted Light, dengan jumlah frekuensi paling banyak adalah Transmitted Light yaitu senyak 31 kejadian dengan tipe film G2TP.F2.23pada Bulan Agustus 2014 dengan persentase sebesar 74%.
c. Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2TP.F2.50
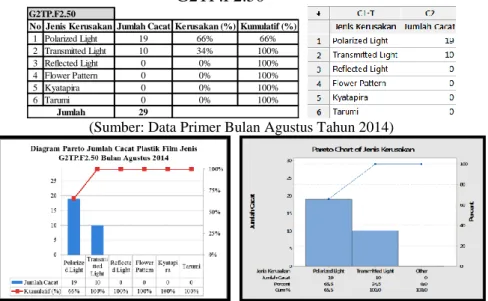
Tabel 4. 9 Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2TP.F2.50
(Sumber: Data Primer Bulan Agustus Tahun 2014)
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 3 Diagram Pareto (Microsoft Excel (manual) dan Minitab) Tipe G2TP.F2.50
No Jenis Kerusakan Jumlah Cacat Kerusakan (%) Kumulatif (%)
1 Polarized Light 19 66% 66%
2 Transmitted Light 10 34% 100%
3 Reflected Light 0 0% 100%
4 Flower Pattern 0 0% 100%
5 Kyatapira 0 0% 100%
6 Tarumi 0 0% 100%
29 Jumlah
G2TP.F2.50
Berdasarkan pada grafik 4.3 kedua hasil pengukuran adalah sama, dimana jenis kerusakan dengan jumlah frekuensi terbanyak adalah Polarized Light dan Transmitted Light, dengan jumlah frekuensi paling banyak adalah Transmitted Light yaitu senyak 19 kejadian dengan tipe film G2TP.F2.50 pada Bulan Agustus 2014 dengan persentase sebesar 66%.
1.2.2.2 Tahap Measure Tools Analisa Kapabilitas Proses (Capability Analysis) Pada analisa kapabilitas proses ini dilakukan pengukuran berdasarkan data yang telah terkumpul sebelumnya, dalam proses pengukurannya menggunakan software minitab yang dalam prosesnya menghasilkan berbagai macam output yang dapat memberikan informasi lebih lengkap baik dalam skala perhitungan sampel (within performace) dan populasi (overall performance) dengan adanya PPM total (Part Per Million) yang sama dengan DPMO (Defect Per Million Opportunity) yang kemudian dapat diasumsikan nilai PPM-nya. Berikut merupakan perhitungan analisa kapabilitas proses dengan software minitab:
a. Analisa kapabilitas proses tipe G2 (G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50)
Tabel 4. 10 Data Analisa Kapabilitas Proses Tipe G2 (G2T.K8.15,5;
G2TP.F2.23; dan G2TP.F2.50)
(Sumber: Data Primer Films Bulan Agustus Tahun 2014)
Berdasarkan pada tabel 4.10 tanggal observasi disesuaikan dengan data yang sebenarnya yaitu data ketiga tipe produk (G2T.K8.15,5;
G2TP.F2.23; dan G2TP.F2.50) pada Bulan Agustus 2014. Untuk nilai S.DEV (standar deviasi), MEANS (rata-rata), L. Spec (Lower Spesification), dan U. Spec (Upper Spesification) dihasilkan dari perhitungan manual yang dilakukan di Microsoft Excel.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Gambar 4. 4 Data Output 1 Analisa Kapabilitas Proses Tipe G2 (G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50)
Berdasarkan pada gambar 4.9 hasil dari output 1 mengenai Process Data, Overall Capability, Potential (Within) Capability, dan Observed Performance yang akan dibahas pada gambar 4.10.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Gambar 4. 5 Data Output 2 Analisa Kapabilitas Proses Tipe G2 (G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50)
Berdasarkan gambar 4.10 hasil dari output 2 mengenai Exp. Within Performance dan Exp. Overall Performance, dimana Exp. Within Performance merupakan hasil perhitungan data yang berdasarkan kepada jumlah sample yang terkait, sedangkan untuk Exp. Overall Performance merupakan hasil perhitungan data yang berdasarkan
kepada jumlah populasi yang ada. Dalam hal ini perhitungan asumsi perlu dilakukan untk mengetahui jumlah pemborosan (waste) yang terjadi dan tingkat DPMO yang dicapai atau dalam hasil output ini dikenal dengan PPM (Part Per Million). Berikut merupakan perhitungan asumsi yang dilakukan:
Exp. Within Performance
PPM Total Polarized Light = 119680,97 PPM Total Transmitted Light = 119680,97 PPM Total = (119680,97/1.000.000)*100
= 0,11968097*100
= 11,968097~11,97%
Asumsi Kerugian, bila 0,27% (2700 PPM), level sigma = 4~5
DPMO/PPM = 6210 ≥ 2700 ≥ 233
Defective Precentage (%) = 0,62 ≥ 0,27 ≥ 0,023 Yield Precentage (%) = 99,38 ≤ X ≤ 99,977
*Rp 1.000; @meter dalam @roll
*Production = 1.000 roll/month Kerugian (waste) = 2700*1000
= Rp 2.700.000/month Kerugian (Natural), 11,97% (119680,97 PPM)
*Rp 1.000; @meter dalam @roll
*Production = 1.000 roll/month
Kerugian (waste) = 119680,97*1000
= Rp 119.680.970/month
= Rp 120 Juta (waste)~2
DPMO/PPM = 119680,97 ≤ 308,538
Defective Precentage (%) = 11,97~12 ≤ 31 Yield Precentage (%) = X ≤ 69
Exp. Overall Performance
PPM Total Polarized Light = 104997,08 (PPM Total Terkecil)
PPM Total Transmitted Light = 135474,15 PPM Total = (104997,08/1.000.000)*100
= 0, 10499708*100
= 10,499708~10,50%
Kerugian (Natural), 10,50% (104997,08PPM)
*Rp 1.000; @meter dalam @roll
*Production = 1.000 roll/month
Kerugian (waste) = 104997,08*1000
= Rp 104.997.080/month
= Rp 104 Juta (waste)~(hampir mencapai 3 )
DPMO/PPM = 104997,08 ≤ 308,538
Defective Precentage (%) = 11,50~12 ≤ 31 Yield Precentage (%) = X ≥ 69
3 = 66507 PPM
Selisih PPM = 104997,08-66507
= 38190 PPM (Lagi Untuk 3 )
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 4 Analisa Kapabilitas Proses Tipe G2 (G2T.K8.15,5;
G2TP.F2.23; dan G2TP.F2.50)
Berdasarkan data pada grafik 4.4 terdapat nilai Cpk (Within) dan Ppk (Overall) dan grafik histogram yang menunjukan banyaknya data pada masing-masing kelas yang dibatasi oleh LSL (Lower Spesification
Limit) dan USL (Upper Spesification Limit), serta dibatasi oleh garis kurva Within dan Overall. Berikut merupakan penjelasan data yang dihasilkan dari perhitungan capability analyze pada Process Capability Report:
Within (Sample)
Berdasarkan hasil di atas nilai Cpk hanya 0,498~0,5 yang mengindikasikan bahwa nilai Cpk ≤ 1. Jadi, untuk nilai Cpk sample dikatakan incapable.
Overall (Populasi)
Berdasarkan hasil di atas nilai Ppk terbesar pada Polarized Light hanya 0,519 yang mengindikasikan bahwa nilai Ppk ≤ 1. Jadi, untuk nilai Ppk populasi dikatakan incapable.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
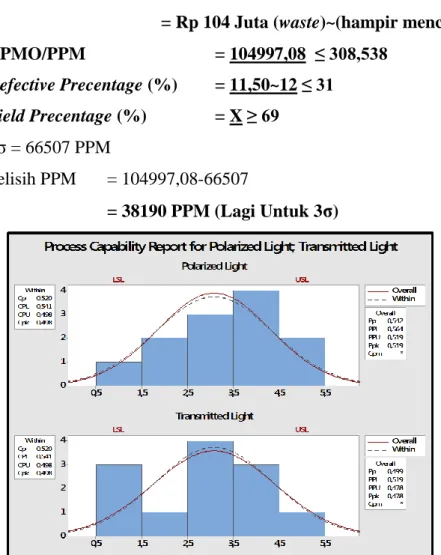
Grafik 4. 5 Process Capability Report Polarized Light
Berdasarkan pada grafik 4.5 jumlah populasi yang berada di dalam area kurva Polarized Light jauh lebih banyak dibandingkan dengan
Cp 0,520
CPL 0,541 CPU 0,498 Cpk 0,498 Transmitted
Light Polarized
Light
Pp 0,542
PPL 0,564 PPU 0,519 Ppk 0,519 Polarized
Light
Pp 0,499
PPL 0,519 PPU 0,478 Ppk 0,478 Transmitted
Light
Nilai Cp, CPL, CPU, dan Cpk pada Within sama, sehingga tidak perlu diakukan perbandingan
Polarized Light
Nilai (Pp, PPL, PPU, dan Ppk) ≤ 1 (paling mendekati) = TERBAIK (incapable)
Transmitted Light dimana data yang dianggap populasi berada di dalam batas garis LSL dan USL serta berada di bawah garis kurva within dan overall kemudian dapat dibuktikan dengan hasil dari nilai Ppk dari Polarized Light yang lebih besar dari Transmitted Light, yaitu Ppk = 0,519 ≥ 0,478 yang mengindikasikan bahwa tingkat capable dari proses akan semakin tinggi. Namun, untuk Polarized Light masih berada di bawah 1 atau 0,519 ≤ 1 yang berarti proses incapable.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 6 Probability Plots Analisa Kapabilitas Proses Tipe G2 (G2T.K8.15,5; G2TP.F2.23; dan G2TP.F2.50)
Berdasarkan pada grafik 4.6 Dilakukan uji hipotesis menggunakan Anderson Darling Test dimana yang terlihat pada grafik Probability Plots terdapat hasil nilai AD (Anderson Darling). Berikut merupakan uji hipotesis dari Anderson Darling Test:
Hipotesis Anderson Darling Test H0: Data mengikuti sebaran normal H1: Data tidak mengikuti sebaran normal
Teori pengambilan keputusan Terima H0 : P-Value > α Tolak H0 : P-Value < α
Taraf Signifikansi (α) = 0,05 (5%) Taraf Kepercayaan = 95%
Dimana,
Taraf Signifikansi (α) = 0,05 (5%) < (P(Polarized Light);
P(Transmitted Light)) = 0,250 Maka,
Terima H0: P-Value > α (data mengikuti sebaran normal).
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 7 Probability Plots Transmitted Light
Berdasarkan pada grafik 4.7 menunjukkan bahwa nilai AD (Anderson Darling) = 0,699 (paling kecil) dibandingkan dengan nilai AD (Anderson Darling) pada Polarized Light = 0,729, semakin kecilnya nilai AD mengindikasikan bahwa jumlah titik yang sesuai dengan data tersebar mengikuti garis yang dibentuk oleh grafik Probability Plots, sehingga semakin kecil nilai AD maka akan semakin banyak jumlah persebaran titik yang mengikuti garis.
b. Analisa kapabilitas proses Haze (tingkat keburaman plastik film) tipe G2TP.F2.50
Tabel 4. 11 Data Analisa Kapabilitas Proses Haze (Tingkat Keburaman Plastik Film) Tipe G2TP.F2.50
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Berdasarkan pada tabel 4.11 tanggal observasi disesuaikan dengan data yang sebenarnya yaitu data tipe produk G2TP.F2.50 untuk tingkat keburaman plastik film (Haze) pada Bulan Agustus 2014. Untuk nilai S.DEV (standar deviasi), MEANS (rata-rata), L. Spec (Lower Spesification), dan U. Spec (Upper Spesification) dihasilkan dari perhitungan manual yang dilakukan di Microsoft Excel.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Gambar 4. 6 Data Output 1 Analisa Kapabilitas Proses Haze (Tingkat Keburaman Plastik Film) Tipe G2TP.F2.50
Berdasarkan pada gambar 4.11 hasil dari output 1 mengenai Process Data, Overall Capability, Potential (Within) Capability, dan Observed Performance yang akan dibahas pada gambar 4.12.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Gambar 4. 7 Data Output 2 Analisa Kapabilitas Proses Haze (Tingkat Keburaman Plastik Film) Tipe G2TP.F2.50
Berdasarkan gambar 4.12 hasil dari output 2 mengenai Exp. Within Performance dan Exp. Overall Performance, dimana Exp. Within Performance merupakan hasil perhitungan data yang berdasarkan
kepada jumlah sample yang terkait, sedangkan untuk Exp. Overall Performance merupakan hasil perhitungan data yang berdasarkan kepada jumlah populasi yang ada. Dalam hal ini perhitungan asumsi perlu dilakukan untk mengetahui jumlah pemborosan (waste) yang terjadi dan tingkat DPMO yang dicapai atau dalam hasil output ini dikenal dengan PPM (Part Per Million), dan untuk perhitungan asumsi (lihat lampiran 1).
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 8 Analisa Kapabilitas Proses Haze (Tingkat Keburaman Plastik Film) Tipe G2TP.F2.50
Berdasarkan data pada grafik 4.8 terdapat nilai Cpk (Within) dan Ppk (Overall) dan grafik histogram yang menunjukan banyaknya data pada masing-masing kelas yang dibatasi oleh LSL (Lower Spesification Limit) dan USL (Upper Spesification Limit), serta dibatasi oleh garis kurva Within dan Overall. Berikut merupakan penjelasan data yang
dihasilkan dari perhitungan capability analyze pada Process Capability Report:
Within (Sample)
Berdasarkan hasil di atas nilai Cpk hanya 0,695~0,7 yang mengindikasikan bahwa nilai Cpk ≤ 1. Jadi, untuk nilai Cpk sample dikatakan incapable.
Overall (Populasi)
Berdasarkan hasil di atas nilai Ppk terbesar pada Hz_2 adalah 0,809 yang mengindikasikan bahwa nilai Ppk ≤ 1. Jadi, untuk nilai Ppk populasi dikatakan incapable. Namun hanya selisih 0,191 lagi untuk mencapai nilai Ppk = 1 (capable).
(Sumber: Data Primer Bulan Agustus Tahun 2014)
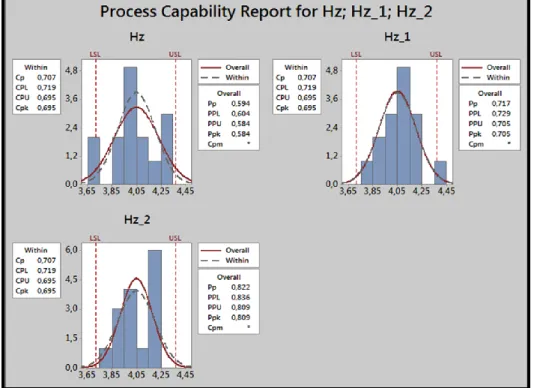
Grafik 4. 9 Process Capability Report Hz_2
Berdasarkan pada grafik 4.9 jumlah populasi yang berada di dalam area kurva Hz_2 jauh lebih banyak dibandingkan dengan Hz dan
Hz Cp 0,707 Hz_1 CPL 0,719 Hz_2 CPU 0,695 Cpk 0,695
Hz Hz_1 Hz_2
Pp 0,594 0,717 0,822
PPL 0,604 0,729 0,836 PPU 0,584 0,705 0,809 Ppk 0,584 0,705 0,809
Nilai Cp, CPL, CPU, dan Cpk pada Within sama, sehingga tidak perlu diakukan perbandingan
Hz_2
Nilai (Pp, PPL, PPU, dan Ppk) ≤ 1 (paling mendekati) = TERBAIK (incapable)
Hz_1 dimana data yang dianggap populasi berada di dalam batas garis LSL dan USL serta berada di bawah garis kurva within dan overall kemudian dapat dibuktikan dengan hasil dari nilai Ppk dari Hz_2 yang lebih besar dari Hz dan Hz_1, yaitu Ppk = 0,809 ≥ 0,584;
0,809 ≥ 0,705 yang mengindikasikan bahwa tingkat capable dari proses akan semakin tinggi. Namun, untuk Hz_2 masih berada di bawah 1 atau 0,809 ≤ 1 yang berarti proses incapable.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
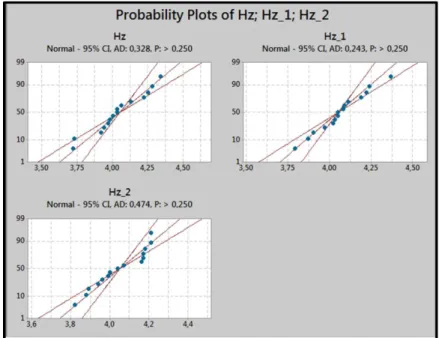
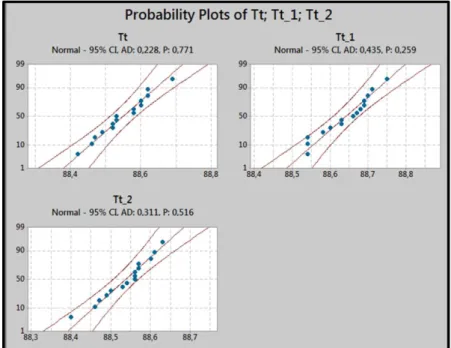
Grafik 4. 10 Probability Plots Analisa Kapabilitas Proses Haze (Tingkat Keburaman Plastik Film) Tipe G2TP.F2.50
Berdasarkan pada grafik 4.10 Dilakukan uji hipotesis menggunakan Anderson Darling Test dimana yang terlihat pada grafik Probability Plots terdapat hasil nilai AD (Anderson Darling).
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Grafik 4. 11 Probability Plots Hz_1
Berdasarkan pada grafik 4.11 menunjukkan bahwa nilai AD (Anderson Darling) = 0,243 (paling kecil) dibandingkan dengan nilai AD (Anderson Darling) pada Hz = 0,328 dan Hz_1 = 0,474, semakin kecilnya nilai AD mengindikasikan bahwa jumlah titik yang sesuai dengan data tersebar mengikuti garis yang dibentuk oleh grafik Probability Plots, sehingga semakin kecil nilai AD maka akan semakin banyak jumlah persebaran titik yang mengikuti garis.
c. Analisa kapabilitas proses Tt (tingkat keterangan plastik film) tipe G2TP.F2.50
Tabel 4. 12 Data Analisa Kapabilitas Proses Tt (Tingkat Keterangan Plastik Film) Tipe G2TP.F2.50
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Berdasarkan pada tabel 4.12 tanggal observasi disesuaikan dengan data yang sebenarnya yaitu data tipe produk G2TP.F2.50 untuk tingkat keterangan plastik film (Tt) pada Bulan Agustus 2014. Untuk nilai S.DEV (standar deviasi), MEANS (rata-rata), L. Spec (Lower Spesification), dan U. Spec (Upper Spesification) dihasilkan dari perhitungan manual yang dilakukan di Microsoft Excel.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Gambar 4. 8 Data Output 1 Analisa Kapabilitas Proses Tt (Tingkat Keterangan Plastik Film) Tipe G2TP.F2.50
Berdasarkan pada gambar 4.13 hasil dari output 1 mengenai Process Data, Overall Capability, Potential (Within) Capability, dan Observed Performance yang akan dibahas pada gambar 4.14.
(Sumber: Data Primer Bulan Agustus Tahun 2014)
Gambar 4. 9 Data Output 2 Analisa Kapabilitas Proses Tt (Tingkat Keterangan Plastik Film) Tipe G2TP.F2.50
Berdasarkan gambar 4.14 hasil dari output 2 mengenai Exp. Within Performance dan Exp. Overall Performance, dimana Exp. Within Performance merupakan hasil perhitungan data yang berdasarkan kepada jumlah sample yang terkait, sedangkan untuk Exp. Overall Performance merupakan hasil perhitungan data yang berdasarkan kepada jumlah populasi yang ada. Dalam hal ini perhitungan asumsi perlu dilakukan untk mengetahui jumlah pemborosan (waste) yang terjadi dan tingkat DPMO yang dicapai atau dalam hasil output ini dikenal dengan PPM (Part Per Million).
(Sumber: Data Primer Bulan Agustus Tahun 2014)
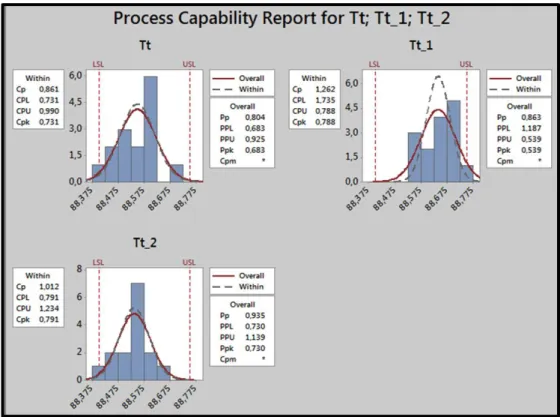
Grafik 4. 12 Analisa Kapabilitas Proses Tt (Tingkat Keterangan Plastik Film) Tipe G2TP.F2.50
Berdasarkan data pada grafik 4.12 terdapat nilai Cpk (Within) dan Ppk (Overall) dan grafik histogram yang menunjukan banyaknya data pada masing-masing kelas yang dibatasi oleh LSL (Lower Spesification Limit) dan USL (Upper Spesification Limit), serta dibatasi oleh garis kurva Within dan Overall. Berikut merupakan penjelasan data yang dihasilkan dari perhitungan capability analyze pada Process Capability Report:
Within (Sample)
Tt Tt_1 Tt_2 Cp 0,861 1,262 1,012 CPL 0,731 1,375 0,791 CPU 0,990 0,788 1,234 Cpk 0,731 0,788 0,791
Nilai Cp, CPL, CPU, dan Cpk pada Within berbeda, sehingga dilakukan perbandingan dengan nilai Cpk tertinggi yang paling mendekati 1 adalah nilai Cpk pada Tt_2 = 0,791 ≤ 1 (incapable).