BAB II
TINJAUAN PUSTAKA
2.1 Alumunium
Aluminium adalah logam yang ringan dan cukup penting dalam kehidupan
manusia. Aluminium merupakan unsur kimia golongan IIIA dalam sistim periodik
unsur, dengan nomor atom 13 dan berat atom 26,98 gram per mol (sma). Di dalam
udara bebas aluminium mudah teroksidasi membentuk lapisan tipis oksida
(Al2O3) yang tahan terhadap korosi. Aluminium juga bersifat amfoter yang
mampu bereaksi dengan larutan asam maupun basa. Aluminium merupakan
logam ringan yang mempunyai ketahanan korosi yang baik dan hantaran listrik
yang baik dan sifat – sifat yang baik lainnya sebagai sifat logam. (Surdia, T.
2005)Secara umum, penambahan logam paduan hingga konsentrasi tertentu akan
meningkatkan kekuatan tensil dan kekerasan, serta menurunkan titik lebur. Jika
melebihi konsentrasi tersebut, umumnya titik lebur akan naik disertai
meningkatnya kerapuhan akibat terbentuknya senyawa, kristal, atau granula dalam
logam. Namun, kekuatan bahan paduan Aluminium tidak hanya bergantung pada
konsentrasi logam paduannya saja, tetapi juga bagaimana proses perlakuannya
hingga Aluminium siap digunakan, apakah dengan penempaan, perlakuan panas,
penyimpanan, dan sebagainya (Anton J. Hartono, 1992)
Aluminium memiliki rasio kekuatan terhadap massa yang paling tinggi,
sehingga banyak digunakan sebagai bahan pembuat pesawat dan roket.
Aluminium juga dapat menjadi reflektor yang baik; lapisan aluminium murni
dapat memantulkan 92% cahaya. Aluminium murni, saat ini jarang digunakan
karena terlalu lunak. Penggunaan aluminium murni yang paling luas adalah
aluminium foil (92-99% aluminium). Paduan aluminium-magnesium umumnya
digunakan sebagai bahan pembuat badan kapal. Paduan lainnya akan mudah
mengalami korosi ketika berhadapan dengan larutan alkali seperti air laut. Paduan
aluminium-tembaga-lithium digunakan sebagai bahan pembuat tangki bahan
aluminium yang diperkeras. Hingga saat ini, sulit dicari apa bahan paduan untuk
membuat uang logam berwarna putih keperakan ini, kemungkinan dirahasiakan.
untuk mencegah pemalsuan uang logam. Velg mobil juga menggunakan
bahan aluminium yang dipadu dengan magnesium, silicon, atau keduanya, dan
dibuat dengan cara ekstrusi atau dicor. Beberapa jenis roda gigi menggunakan
paduan Al-Cu. Penggunaan paduan Cu untuk mendapatkan tingkat kekerasan
yang cukup dan memperpanjang usia benda akibat fatigue (Suhariyanto.,2005).
Sifat dari bahan aluminium murni dan aluminium paduan dipengaruhi oleh
konsentrasi bahan dan perlakuan yang diberikan terhadap bahan tersebut.
Aluminium dikenal sebagai bahan yang tahan terhadap korosi. Hal ini disebabkan
oleh fenomena pasivasi, yakni proses pembentukan lapisan aluminium oksida di
permukaan logam aluminium setelah logam terpapar oleh udara bebas. Lapisan
aluminium oksida ini mencegah terjadinya oksidasi lebih jauh. Namun, pasivasi
dapat terjadi lebih lambat jika dipadukan dengan logam yang bersifat lebih
katodik, karena dapat mencegah oksidasi aluminium. Adapun sifat-sifat
Aluminium antara lain sebagai berikut:
1. Ringan
Logam Aluminium Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau
tembaga. Logam aluminium banyak digunakan didalam industri, alat berat dan
transportasi.
2. Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat disambung
dengan logam/material lainnya dengan pengelasan, brazing, solder, adhesive
bonding, sambungan mekanis, atau dengan teknik penyambungan lainnya.
3. Kekuatan Tarik
Kekuatan tarik adalah besar tegangan yang didapatkan ketika dilakukan
pengujian tarik. Kekuatan tarik ditunjukkan oleh nilai tertinggi dari tegangan pada
kurva tegangan-regangan hasil pengujian, dan biasanya terjadi ketika terjadinya
necking. Kekuatan tarik bukanlah ukuran kekuatan yang sebenarnya dapat terjadi
Kekuatan tarik pada aluminium murni pada berbagai perlakuan umumnya sangat
rendah, sehingga untuk penggunaan yang memerlukan kekuatan tarik yang tinggi,
aluminium perlu dipadukan.
4. Modulus Elastisitas
Aluminium memiliki modulus elastisitas yang lebih rendah bila
dibandingkan dengan baja maupun besi, tetapi dari sisi strength to weight ratio,
aluminium lebih baik. Aluminium yang memiliki titik lebur yang lebih rendah dan
kepadatan. Dalam kondisi yang dicairkan dapat diproses dalam berbagai cara. Hal
ini yang memungkinkan produk-produk dari aluminium yang akan dibentuk, pada
dasarnya dekat dengan akhir dari desain produk.
5. Recyclability (Mampu untuk didaur ulang)
Aluminium adalah 100% bahan yang didaur ulang tanpa penurunandari
kualitas awalnya, peleburannya memerlukan sedikit energi, hanya sekitar 5% dari
energi yang diperlukan untuk memproduksi logam utama yang pada awalnya
diperlukan dalam proses daur ulang.
6. Ductility (Liat)
Ductility didefinisikan sebagai sifat mekanis dari suatu bahan untuk
menerangkan seberapa jauh bahan dapat diubah bentuknya secara plastis tanpa
terjadinya retakan. Dalam suatu pengujian tarik, ductility ditunjukkan dengan
bentuk neckingnya, material dengan ductility yang tinggi akan mengalami necking
yang sangat sempit, sedangkan bahan yang memiliki ductility rendah, hampir
tidak mengalami necking. Pada logam aluminium paduan memiliki ductility yang
bervariasi, tergantung konsentrasi paduannya, namun pada umumnya memiliki
ductility yang lebih rendah dari pada aluminium murni.
7. Kuat
Aluminium memiliki sifat yang kuat terutama bila dipadukan dengan logam
lain. Digunakan untuk pembuatan komponen yang memerlukan kekuatan tinggi
8. Reflectivity (Mampu pantul)
Aluminium adalah reflektor yang baik dari cahaya serta panas, dan dengan
bobot yang ringan, membuatnya ideal untuk bahan reflektor.
9. Tahan terhadap korosi
Aluminium memiliki sifat durable, sehingga baik dipakai untuk lingkungan
yang dipengaruhi oleh unsur-unsur seperti air, udara, suhu dan unsur-unsur kimia.
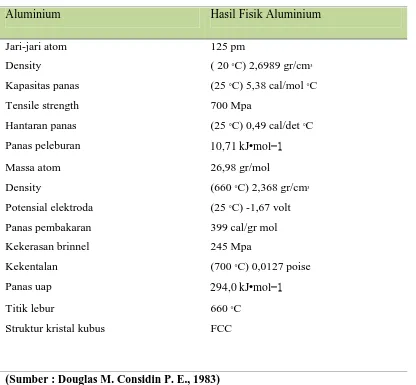
Tabel 2.1 Sifat - sifat fisik aluminium
Aluminium Hasil Fisik Aluminium
Jari-jari atom 125 pm
Density ( 20°C) 2,6989 gr/cm³
Kapasitas panas (25°C) 5,38 cal/mol°C
Tensile strength 700 Mpa
Hantaran panas (25°C) 0,49 cal/det°C
Panas peleburan 10,71 kJ•mol 1
Massa atom 26,98 gr/mol
Density (660°C) 2,368 gr/cm³
Potensial elektroda (25°C) -1,67 volt
Panas pembakaran 399 cal/gr mol
Kekerasan brinnel 245 Mpa
Kekentalan (700°C) 0,0127 poise
Panas uap 294,0 kJ•mol 1
Titik lebur
Struktur kristal kubus
660°C
FCC
(Sumber : Douglas M. Considin P. E., 1983) 2.2 Magnesium ( Mg )
Magnesium adalah unsur kimia dalam tabel periodik yang memiliki simbol
Mg dan nomor atom 12 serta berat atom 24,31. Magnesium adalah elemen
terbanyak kedelapan yang membentuk 2% berat kulit bumi, serta merupakan
digunakan sebagai zat campuran (alloy) untuk membuat campuran
alumunium-magnesium yang sering disebut "magnalium" atau "magnelium".
Magnesium merupakan salah satu jenis logam ringan dengan karakteritik
sama dengan aluminium tetapi magnesium memiliki titik cair yang lebih rendah
dari pada aluminium. Seperti pada aluminium, magnesium juga sangat mudah
bersenyawa dengan udara (Oksgen).Perbedaannya dengan aluminium ialah
dimana magnesium memiliki permukaan yang keropos yang disebabkan oleh
serangan kelembaban udara karena oxid film yang terbentuk pada permukaan
magnesium ini hanya mampu melindunginya dari udara yang kering.Unsur air dan
garam pada kelembaban udara sangat mempengaruhi ketahanan lapisan oxid pada
magnesium dalam melindunginya dari gangguan korosi.Untuk itu benda kerja
yang menggunakan bahan magnesium ini diperlukan lapisan tambahan
perlindungan seperti cat (Rufiati, E., 2011).
2.2.1 Sifat-Sifat Magnesium
Magnesium murni memiliki kekuatan tarik sebesar 110 N/mm2 dalam
bentuk hasil pengecoran (Casting), angka kekuatan tarik ini dapat ditingkatkan
melalui proses pengerjaan. Magnesium bersifat lembut dengan modulus elsatis
yang sangat rendah. Magnesium memiliki perbedaan dengan logam-logam lain
termasuk dengan aluminium, besi tembaga dan nickel dalam sifat pengerjaannya
dimana magnesium memiliki struktur yang berada didalam kisi hexagonal
sehingga tidak mudah terjadi slip. Oleh karena itu,magnesium tidak mudah
dibentuk dengan pengerjaan dingin.Disamping itu, presentase perpanjangannya
hanya mencapai 5 % dan hanya mungkin dicapai melalui pengerjaan panas.
Magnesium memiliki titik leleh 923 K. Seperti kebanyakan Logam Alkali
Tanah lainnya, Magnesium dapat bereaksi dengan air pada temperatur
ruang/normal membentuk senyawa Hidroksida logam. Magnesium sangat mudah
terbakar dan sangat sulit untuk di matikan ketika telah menyala terbakar. Ketika
pembakaran magnesium akan menghasilkan cahaya putih terang yang dapat
2.3 Aluminium Paduan
Elemen paduan yang umum digunakan pada aluminium adalah silikon,
magnesium, tembaga, seng, mangan, dan juga lithium sebelum tahun 1970.
Aluminium merupakan logam non-ferrousyang paling banyak digunakan di dunia,
dengan pemakaian tahunan sekitar 24 juta ton. Aluminium dengan densitas 2.7
g/cm3sekitar sepertiga dari densitas baja (8.83 g/cm3), tembaga (8.93 g/cm3),
atau kuningan (8.53g/cm3),mempunyai sifat yang unik, yaitu: ringan, kuat, dan
tahan terhadap korosi pada lingkungan luas termasuk udara, air (termasuk air
garam), petrokimia, dan beberapa sistem kimia. Jenis paduan aluminium saat ini
sangat banyak dan tidak menutup kemungkinan ditemukannya lagi jenis paduan
aluminium baru, oleh karena itu dibuatlah sistem penamaan sesuai dengan
komposisi dan karakteristik paduan aluminium tersebut untuk memudahkan
pengklasifikasiannya ( Zulaina Sarir, R, FT UI., 2010 ).
1. Paduan Al-Mg
Paduan aluminum magnesium (Al-Mg) merupakan salah satu paduan
aluminium yang sering digunakan untuk aplikasi teknik dalam bidang industri.
Paduan Al-Mg sering disebut Hidronalium, merupakan paduan dengan tingkat
ketahanan korosi yang paling baik dibandingkan dengan paduan aluminium
lainnya. Paduan ini banyak digunakan karena mempunyai ketahanan dan mampu
tuang yang baik. Paduan aluminum magnesium dapat ditingkatakan kemampuan
mekanisnya dengan cara memberikan penambahan unsur Mg dan Fe, juga unsur
penghalus butir. Penambahan kadar Mg dalam jumlah yang besar dapat menaikan
kekerasan dan kekuatan tarik pada paduan, tetapi menurunkan regangan.
Ada beberapa metode yang digunakan untuk mensintesis aluminium dengan
magnesium, seperti mechanical alloying, mechanical milling, solkjaer, mixingdan
lain-lain. Pada penelitian ini digunakan metode mixingdengan penambahan
benzene. Penambahan benzene berfungsi untuk menghindari gesekan serbuk Al
dan Mg dengan cetakan pada saat di kompaksi. Kompaksi dilakukan dengan
beban 150 Mpa. Dalam penelitian ini juga akan dilakukan proses sintering
terhadap paduan setelah dilakukan mixing dan kompaksi.Sintering sendiri adalah
terjadi dengan cepat jika dalam keadaan temperatur yang tinggi dibawah titik
lebur bahan. Fungsi dari sinteringyaitu dapat mengubah sifat dari bahan yang
disintering. Sintering dilakukan dengan temperatur 4000C selama 2 jam (Surdia.,
2006 )
2. Paduan Al - Si
Pengaruh Penambahan Si Silikon ( Si ) salah satu paduan aluminium yang
dapat meningkatkan kekerasan dan kekuatan tarik.Sebagai contoh paduan
Al-Si-Mg , mula-mula kandungan Si sebesar 5,8 %w. Kemudian dilakukan penambahan
Si sehingga kandungan Si menjadi : 6 %w, 8 %w 10 %w 12 %w 14 %w dan 16
%w. Hasil penelitian menunjukkan bahwa kekuatan tarik dan kekerasan naik
sampaikandungan Si sebesar 14 %w , setelah kandungan Si di atas 14 %W ,
kekuatan tarik dan kekerasan turun. Sedang elongasinya, mula-mula turun sampai
kandungan Si sebesar 6,5 %w, setelah kandungan Si di atas 6,5 %w elongasi akan
naik. Kandungan Si yang optimum sebesar 14 %w, dengan nilai UTS 248 Mpa,
kekerasan 64 BHN dan Elongasi 9,2 %. (John E. Hatch., 1995)
3. Paduan Al-Zn-Mg
Al-Zn-Mg mempunyai kekuatan tarik 50 Mpa, kekerasan 62 BHN dan
Elongasinya 18 % , kemudian ditambahkan kandungan Sc, yang semula 0,5 %w
menjadi : 0,75 %w, 1,00 %w dan 1,25 %w. Akibat penambahan Sc tersebut, maka
ketiga sifat mekanik tersebut berubah. Mula-mula kekuatan tariknya dan
kekerasannya naik sampai kandungan Sc sebesar 1,00 %w, setelah itu turun.
Sedangkan elongasinya turun sampai kandungan Sc sebesar 1,25 %. Kandungan
Sc yang paling baik adalah 1,00 %w , dengan nilai UTS sebesar 227 Mpa,
kekerasan 78 BHN dan Elongasi 9,45 % (B.A. Parker, Z.F Zhou., 1995).
4. Paduan Al-Si-Mg
Sebuah paduan Aluminium Al-Si-Mg yang paduan dasarnya (base alloy)
mempunyai komposisi persen berat; Si = 6,18%; Fe = 0,5%; Mg = 0,08%; Cu =
1,22%, dan Zn = 1,28% diberi tambahan elemen paduan Mn. Kemudian diuji sifat
mekaniknya (kekuatan tarik, elongationdan yield), hasilnya dapat dilihat pada
kekuatan tarik, elongationdan yield. Mula-mula base alloy mempunya UTS 48
MPa, Elonga-tion 27% dan yield 18 Mpa. Setelah kandungan Mn dinaikkan
menjadi 1% w, maka sifat mekaniknya meningkat menjadi memiliki UTS 102
MPa, Elongation41% dan yield42 Mpa (Arino, A dan Suhariyanto., 2006 ).
5. Paduan Al-Zn-Mg-Cu
Salah satu paduan aluminium yang berhasil meningkatkan kekuatan
aluminium adalah paduan aluminium A7075 yang merupakan paduan dari
Al-Zn-Mg-Cu, atau lebih dikenal dengan extra superduralumin. Secara khusus, paduan
aluminium A7075 ini digunakan pada industri pesawat terbang dikarenakan
ringan dan memiliki kekuatan tertinggi dibandingkan dengan paduan aluminium
lainnya (Hardi, T., 2009).
6. Paduan Al–Mn.
Mn adalah unsur yang memperkuat Aluminium tanpa mengurangi
ketahanan korosi dan Mn itu sendiri dipakai untuk membuat paduan yang tahan
korosi. Kelarutan padat yang terjadi maksimum terjadi pada temperatur eutectik
adalah 1,82 % dan 500 ºC= 0,36 %, sedangkan pada temperatur biasa
kelarutannya hampir 0 %. Paduan Al-1,2 % Mn dan Al-1,2 %, Mn-1,0 %, Mg
dinamakan paduan 3003 dan 3004 yang dipergunakan sebagai paduan tahan
korosi tanpa perlakuan panas (Surdia., 2006 )
2.4 Fly Ash
Fly ash atau abu terbang merupakan salah satu produk sisa dari proses
pembakaran diruang bakar suatu pembangkit, fly ash ini biasanya berbentuk
partikel-partikel halus yang keberadaannya dapat membahayakan kesehatan
manusia jika tidak ditangani dengan benar. Seiring dengan kemajuan teknologi
maka saat ini keberadaan fly ash tidak hanya sebagai limbah tidak bermanfaat
tetapi telah dipergunakan untuk campuran beragam jenis produk seperti semen,
bata tahan api dan Metal Matrix Composite (MMC).
2.4.1 Fly Ash Batubara
Fly ash disebut juga Abu terbang ialah limbah hasil pembakaran batu bara
pada tungku pembangkit listrik tenaga uap yang berbentuk halus, bundar dan
yang berupa bubuk halus dan ringan yang diambil dari campuran gas tungku
pembakaran yang menggunakan bahan batubara. Abu terbang diambil secara
mekanik dengan sistem pengendapan electrostatik. (Hidayat,1986) Abu terbang
termasuk bahan pozolan buatan (lea. FM 1971 (dalam Hidayat, 1986)).Karena
sifatnya yang pozolanic, sehingga abu terbang dapat dimanfaatkan sebagai bahan
pengganti sebagian pemakaian semen, baik untuk adukan maupun untuk
campuran beton. Keuntungan lain dari abu terbang yang mutunya baik ialah dapat
meningkatkan ketahanan / keawetan beton terhadap ion sulfat dan juga dapat
menurunkan panas hidrasi semen. Komponen terbesar yang terkandung dalam fly
ash adalah silika (SiO2), alumina (Al2O3), oksida kalsium (CaO) dan oksida besi
(Fe2O3). Fly ash banyak digunakan dan diakui secara luas sebagai campuran
cement, concrete dan material-material khusus lainnya. Densitas fly ash
berkisar antara 1,3 g/cm3 dan 4,8 g/cm3, besar densitas tersebut tergantung dari
unsur kimia dan porositas yang terjadi di dalamnya (Gunawan Dwi ,H., 2006 )
Abu terbang batubara umumnya dibuang di ash lagoon atau ditumpuk
begitu saja di dalam area industri. Penumpukan abu terbang batubara ini
menimbulkan masalah bagi lingkungan. Berbagai penelitian mengenai
pemanfaatan abu terbang batubara sedang dilakukan untuk meningkatkan nilai
ekonomisnya serta mengurangi dampak buruknya terhadap lingkungan. Saat ini
abu terbang batubara digunakan dalam pabrik semen sebagai salah satu bahan
campuran pembuat beton. Selain itu, sebenarnya abu terbang batubara memiliki
berbagai kegunaan yang amat beragam:
a. Penyusun beton untuk jalan dan bendungan
b. Penimbun lahan bekas pertambangan
c. Recovery magnetic, cenosphere, dan karbon
d. Bahan baku keramik, gelas, batu bata, dan refraktori
e. Bahan penggosok (polisher)
f. Filler aspal, plastik, dan kertas
g. Pengganti dan bahan baku semen
h. Aditif dalam pengolahan limbah (waste stabilization)
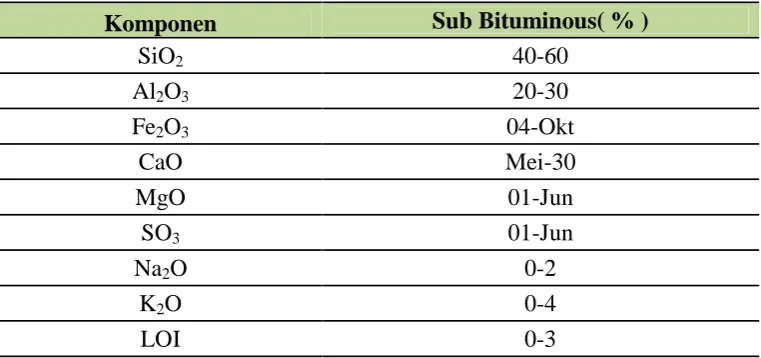
1. Sifat Kimia Fly Ash Batubara
Komponen utama dari abu terbang batubara yang berasal dari pembangkit
listrik adalah silika ( SiO2 ), alumina, ( Al2O3 ), besi oksida ( Fe2O3 ), kalsium
( CaO ) dan sisanya adalah magnesium, potasium, sodium, titanium dan belerang
dalam jumlah yang sedikit. Rumus empiris abu terbang batubara ialah:
Si1.0Al0.45Ca0.51Na0.047Fe0.039Mg0.020K0.013Ti0.011 dapat dilihat pada
tabel 2.2
Tabel 2.2 Komposisi Kimia Salah Satu Jenis Fly Ash Batubara
Komponen Sub Bituminous( % )
SiO2 40-60
Al2O3 20-30
Fe2O3 04-Okt
CaO Mei-30
MgO 01-Jun
SO3 01-Jun
Na2O 0-2
K2O 0-4
LOI 0-3
(Sumber: Gunawan Dwi ,H., 2006 )
Sifat kimia dari abu terbang batubara dipengaruhi oleh jenis batubara
yang dibakar dan teknik penyimpanan serta penanganannya. Pembakaran
batubara lignit dan sub- bituminous menghasilkan abu terbang dengan kalsium
dan magnesium oksida lebih banyak dari pada jenis bituminous. Namun,
memiliki kandungan silika, alumina, dan karbon yang lebih sedikit dari
pada bituminous.
2.4.2 Palm Oil Fly Ash (POFA)
POFA merupakan salah satu hasil pembakaran tandanan kosong kelapa
sawit dimana POFA merupakan limbah industri yang tidak mengandug toksik
bagi tanah dan organisme.selain itu POFA dapat menambah kandungan unsur
hara dalam tanah yang dapat memperbaiki kualitas tanah dasar kolam perikanan.
Kemampuan POFA sebagai bahan atau zat yang dapat digunakan untuk
kimiawinya yang kaya akan unsure hara, bersifat alkali yang selanjutnya dapat
menaikan pH tanah serta aplikasi penggunaan POFA dapat menambah kandungan
unsure hara dalam tanah (Nambiar dkk., 1997).
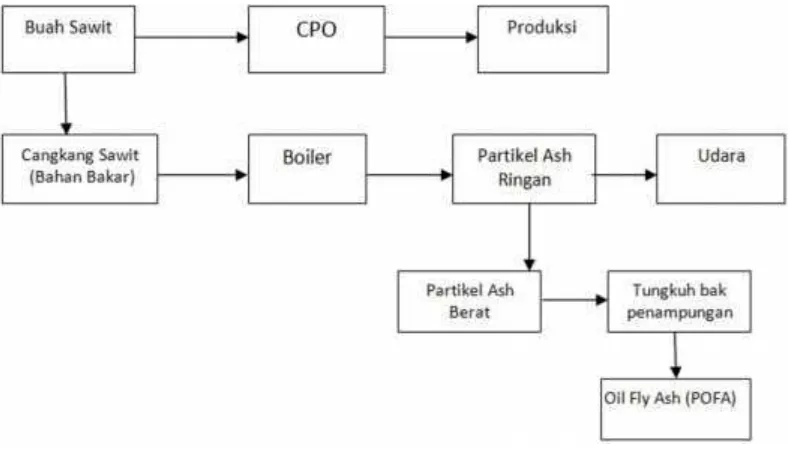
Gambar 2.1 Diagram Alir Palm Oil Fly Ash (POFA)
Dari hasil proses pembuatan Crude Palm Oil (CPO) maka akan dihasilkan
limbah padat diantaranya serabut buah dan cangkang kelapa sawit itu sendiri,
namun ini tidak menjadi masalah bagi Pabrik Kelapa sawit (PKS) karena limbah
ini akan menjadi bahan bakar daripada boiler. Limbah padat berupa
cangkang dan serat digunakan sebagai bahan bakar ketel (boiler) untuk
menghasilkan energi mekanik dan panas. Uap dari boiler dimanfaatkan untuk
menghasilkan energi listrik dan untuk merebus TBS sebelum diolah di dalam
pabrik.
Cangkang dan serat buah sawit yang sudah terbakar, akan menghasilkan
sisa- sisa pembakaran yang nantinya akan menjadi limbah daripada boiler
atau furnance (tungku pembakaran) berupa:
Gambar 2.2 Abu Terbang (Palm Oil Fly Ash)
b. Kerak boiler kelapa sawit (Bottom Ash) , yakni kerak yang melekat pada
dinding boiler.
Gambar 2.3(a) Bottom ash sesudah di grinding (b) Bottom ash sebelum di
grinding.
1. Sifat Kimia Palm Oil Fly Ash (POFA)
Palm Oil Fly Ash merupakan bagian dari pembakaran pada boiler yang
berupa abu dengan jumlah yang terus meningkat sepanjang tahun yang
sampai sekarang masih belum termanfaatkan. Ternyata limbah abu sawit
banyak mengandung unsur silika (SiO2) yang merupakan bahan pozzolanic.
Berdasarkan penelitian yang dilakukan Graille dkk (1985) ternyata limbah
abu sawit banyak mengandung unsur silika (SiO2) yang merupakan bahan
pozzolanic.
Hayward (1995) dalam Utama dan Saputra (2005) menyatakan dalam bahan
pozzolan ada dua senyawa utama yang mempunyai peranan penting dalam
pembentukan semen yaitu senyawa SiO2 dan Al2O3 yang dimana abu Sawit
namun mengandung senyawa silika oksida (SiO2) aktif yang apabila bereaksi
dengan kapur bebas atau Kalsium Hidroksida (Ca(OH2)) dan air akan membentuk
material seperti semen yaitu Kalsium Silikat Hidrat. Unsur penyusun fly ash
sangatlah beragam tergantung dari sumber bahan bakarnya, tetapi pada umumnya
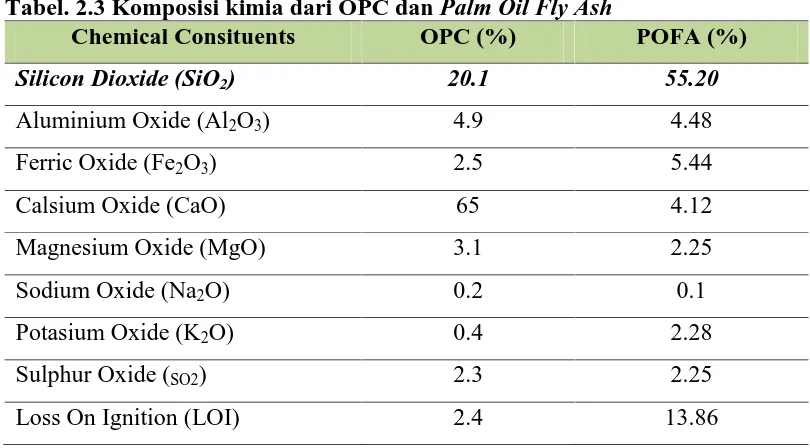
fly ash mengandung SiO2,CaO,seperti diperlihatkan pada tabel berikut ;
Tabel. 2.3 Komposisi kimia dari OPC dan Palm Oil Fly Ash
Chemical Consituents OPC (%) POFA (%)
Silicon Dioxide (SiO2) 20.1 55.20
Aluminium Oxide (Al2O3) 4.9 4.48
Ferric Oxide (Fe2O3) 2.5 5.44
Calsium Oxide (CaO) 65 4.12
Magnesium Oxide (MgO) 3.1 2.25
Sodium Oxide (Na2O) 0.2 0.1
Potasium Oxide (K2O) 0.4 2.28
Sulphur Oxide (SO2) 2.3 2.25
Loss On Ignition (LOI) 2.4 13.86
(Abdullah,K dan Hussin,M,2010)
Dari tabel komposisi POFA (Palm Oil Fly Ash) diatas memperlihatkan
bahwa hasil pembakaran diruang bakar pabrik kelapa sawit menghasilkan POFA
yang mengandung partikel-partikel keramik seperti SiO2,Al2O3, CaO, dengan
partikel utama silicon dioksida.
2.5 Pengecoran Centrifugal Casting
Peroses pengecoran sentrifugal casting dilakukan dengan menuangkan
logam cair ke dalam cetakan yang berputar, baik vertical maupun horizontal,
diharapkan akibat pengaruh gaya sentrifugal tersebut dapat dihasilkan produk
coran yang lebih manfaat daripada pengecoran dengan cetaan statis. Pengecoran
sentrifugal aad dua macam yaitu horizontal dan vertical. Sentrifugal dalam
putaran menggunakan sumbu horizontal, sedangkan vertical menggunakan sumbu
2.5.1 Jenis-jenis Pengecoran Centrifugal Cesting
Centrifugal cesting dilakukan dengan cara menuangkan logam cair ke dalam
cetakan yang berputar. akibat pengaruh gaya sentrifugal logam cair akan
terdistribusi ke dinding rongga cetak dan kemudian membeku (Dharmadi,
E,S.,2007).
Ada beberapa jenis pengecoran centrifugal cesting, yaitu:
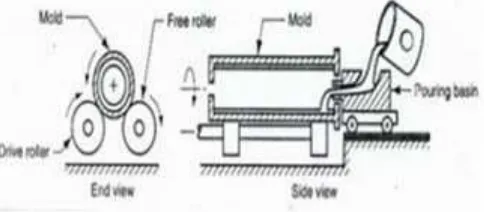
1. Pengecoran Sentrifugal Sejati
Pengecoran Sentrifugal Sejati Dalam pengecoran sentrifugal sejati, logam
cair dituangkan ke dalam cetakan yang berputar untuk menghasilkan benda cor
bentuk tabular, seperti pipa, tabung, bushing, cincin, dan lain-lainnya. True
centrifugal casting merupakan salah satu proses pengecoran yang menghasilkan
produk cor berbentuk silinder dengan cara memutar cetakan pada sumbunya.
Proses pengecoran dapat dilakukan secara vertikal maupun horizontal tanpa
menggunakan inti core.
Gambar 2.4 Pengecoran Sentrifugal Sejati
Dalam gambar ditunjukkan logam cair dituangkan ke dalam cetakan
horisontal yangsedang berputar melalui cawan tuang (pouring basin) yang terletak
pada salah satu ujung cetakan. Pada beberapa mesin, cetakan baru diputar setelah
logam cair dituangkan. Kecepatan putar yang sangat tinggi menghasilkan gaya
sentrifugal sehingga logam akan terbentuk sesuai dengan bentuk dinding cetakan.
Jadi, bentuk luar dari benda cor bisa bulatoktagonal, heksagonal, atau
bentuk-bentuk yang lain, tetapi sebelah dalamnya akan berbentuk-bentuk bulatan, karena adanya
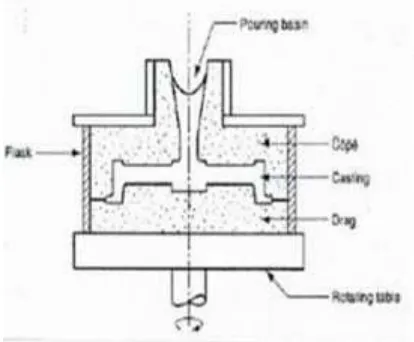
2. Pengecoran Semi Sentrifugal
Densitas logam dalam akhir pengecoran lebih besar pada bagian luar
dibandingkan dengan bagian dalam coran yaitu bagian yang dekat dengan pusat
rotasi. Kondisi ini dimanfaatkan untuk membuat benda dengan lubang ditengah,
seperti roda, puli. Bagian tengah yang memiliki densitas rendah mudah dikerjakan
dengan pemesinan.Pada metode ini, gaya sentrifugal digunakan untuk
menghasilkan coran yang pejal (bukan bentuk tabular). Cetakan dirancang dengan
riser pada pusat untuk pengisian logam cair, seperti ditunjukkan dalam gambar.
Gambar 2.5 Proses Pengecoran Semi Sentrifugal
Densitas logam dalam akhir pengecoran lebih besar pada bagian luar
dibandingkan dengan bagian dalam coran yaitu bagian yang dekat dengan pusat
rotasi. Kondisi ini dimanfaatkan untuk membuat benda dengan lubang ditengah,
seperti roda, puli. Bagian tengah yang memiliki densitas rendah mudah dikerjakan
dengan pemesinan.
3. Pengecoran Sentrifuge
Dalam pengecoran sentrifuge cetakan dirancang dengan beberapa rongga
cetak yang diletakkan disebelah luar dari pusat rotasi sedemikian rupa sehingga
logam cair yang dituangkan ke dalam cetakan akan didistribusikan kesetiap
Gambar 2.6 Proses Pengecoran Sentrifuge.
Proses ini digunakan untuk benda cor yang kecil, dan tidak diperlukan
persyaratan semetri radial seperti dua jenis pengecoran sentrifugal yang lain.
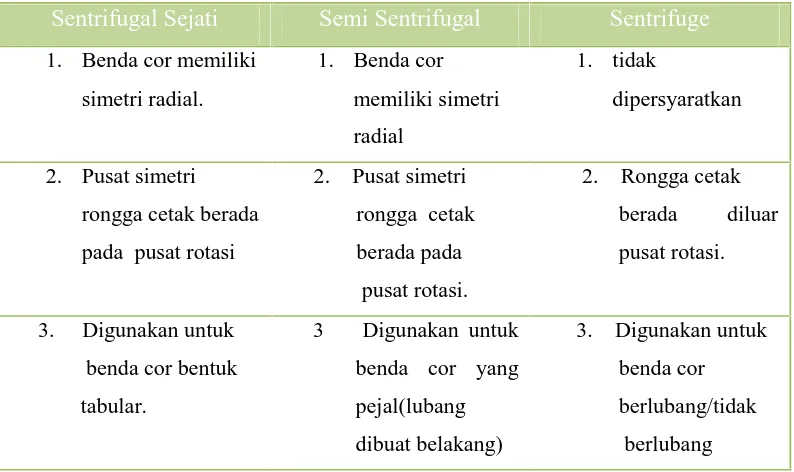
Perbedaan antara sentrifugal sejati, semi sentrifugal, dan sentrifuge ditunjukkan
dalam tabel.
Tabel 2.4 Perbedaan antara sentrifugal sejati,semi sentrifugal, dan sentrifuge
Sentrifugal Sejati Semi Sentrifugal Sentrifuge
1. Benda cor memiliki
simetri radial.
1. Benda cor
memiliki simetri
radial
1. tidak
dipersyaratkan
2. Pusat simetri
rongga cetak berada
pada pusat rotasi
2. Pusat simetri
rongga cetak
berada pada
pusat rotasi.
2. Rongga cetak
berada diluar
pusat rotasi.
3. Digunakan untuk
benda cor bentuk
tabular.
3 Digunakan untuk
benda cor yang
pejal(lubang
dibuat belakang)
3. Digunakan untuk
benda cor
berlubang/tidak
berlubang
(Sumber: Tditro, S.,2004). 2.6 Proses Pengecoran Logam
Proses pengecoran akan dihasilkan Aluminium dengan sifat-sifat yang
diinginkan. Aluminium murni memiliki sifat mampu cor dan sifat mekanis yang
tersebut. Beberapa elemen alloy yang sering ditambahkan diantaranya tembaga,
Magnesium, Mangan, Nnikel, Silikon dan sebagainya.
Pada desain coran perlu dipertimbangkan beberapa hal sehingga diperoleh
hasil coran yang baik, yaitu bentuk dari pola harus mudah dibuat, cetakan dari
coran hendaknya mudah, cetakan tidak menyebabkan cacat pada coran.
Untuk membuat cetakan, dibutuhkan saluran turun yang mangalirkan cairan
logam kedalam rongga cetakan. Besar dan bentuknya ditentukan oleh ukuran,
tebalnya irisan dan macam logam dari coran. Selanjutnya diperlukan penentuan
keadaan-keadaan penuangan seperti temperatur penuangan dan laju penuangan.
Karena kualitas coran tergantung pada saluran turun, penambah, keadaan
penuangan, maka penentuannya memerlukan pertimbangan yang teliti.
Sistem saluran adalah jalan masuk bagi cairan logam yang dituangkan ke
dalam rongga cetakan. Tiap bagian diberi nama, dari mulai cawan tuang dimana
logam cair dituangkan dari ladel, sampai saluran masuk ke dalam rongga cetakan.
Bagian-bagian tersebut terdiri dari: cawan tuang, saluran turun, pengalir,
dan saluran masuk.
1. Cawan tuang
Merupakan penerima yang menerima cairan logam langsung dari ladel.
Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun di
bawahnya. Cawan tuang harus mempunyai konstruksi yang tidak dapat
melakukan kotoran yang terbawa dalam logam cair dari ladel. Oleh karena itu
cawan tuang tidak boleh terlalu dangkal. Kalau perbandingan antara: H tinggi
logam cair dalam cawan tuang dan d diameter cawan, harganya terlalu kecil,
misalnya kurang dari 3, maka akan terjadi pusaran-pusaran dan timbullah kerak
atau kotoran yang terapung pada permukaan logam cair. Karena itu dalamnya
cawan tuang sebaiknya dibuat sedalam mungkin. Sebaliknya kalau terlalu dalam,
penuangan menjadi sukar dan logam cair yang tersisa dalam cawan tuang akan
terlalu banyak sehingga tidak ekonomis. Oleh karena itu kedalaman cawan tuang
2. Saluran turun
Salurun turun adalah saluran yang pertama yang membawa cairan logam
dari cawan tuang kedalam pengalir dan saluran masuk. Saluran turun dibuat lurus
dan tegak dengan irisan berupa lingkaran. Kadang-kadang irisannya sama dari
atas sampai bawah, atau mengecil dari atas kebawah yang pertama dipakai kalau
dibutuhkan pengisian yang cepat dan lancar, sedangkan yang kedua dipakai
apabila diperlukan penahan kotoran sebanyak mungkin. Salurun turun dibuat
dengan melubangi cetakan dengan mempergunakan satu batang atau dengan
memasang bumbung tahan panas yang dibuat dari samot. Samot ini cocok untuk
membuat salurun turun yang panjang. Ukuran diameter saluran turun bervariasi,
tergantung dari berat coran.
3. Pengalir
Pengalir adalah saluran yang membawa logam cair dari saluran turun ke
bagian-bagian yang cocok pada cetakan. Pengalir biasanya mempunyai irisan
seperti trapesium atau setengah lingkaran sebab irisan demikian mudah dibuat
pada permukaan pisah, lagi pula pengalir mempunyai luas permukaan yang
terkecil untuk satu luas irisan tertentu, sehingga lebih efektif untuk pendinginan
yang lambat. Pengalir lebih baik sebesar mungkin untuk melambatkan
pendinginan logam cair. Logam cair dalam pengalir masih membawa kotoran
yang terapung, terutama pada permulaan penuangan sehingga harus
dipertimbangkan untuk membuang kotoran tersebut. Perpanjangan pemisah dibuat
pada ujung saluran pengalir agar logam cair yang pertama masuk akan mengisi
seluruh ruang pada cetakan, serta membuat kolam putaran pada saluran masuk
dan membuat saluran turun bantu.
4. Saluran Masuk
Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir
kedalam rongga cetakan. Saluran masuk dibuat dengan irisan yang lebih kecil dari
pada irisan pengalir, agar dapat mencegah kotoran masuk kedalam rongga
cetakan. Bentuk irisan saluran masuk biasanya berupa bujur sangkar, trapesium,
segitiga atau setengah lingkaran yang membesar kearah rongga cetakan untuk
diperbesar lagi kearah rongga. Pada pembongkaran saluran turun, irisan terkecil
ini mudah diputuskan sehingga mencegah kerusakan pada coran. 2.6 Pembuatan Coran
Untuk membuat coran, harus dilakukan beberapa proses seperti pencairan,
pembuatan cetakan, penuangan, pembongkaran dan pembersihan coran. Untuk
mencairkan logam bermacam-macam dapur yang dipakai. Umumnya kupola (
dapur induksi frekwensi rendah ) dipergunakan untuk besi cor, dapur busur listrik
(dapur induksi frekwensi tinggi ) digunakan untuk baja tuang dan dapur krus
untuk paduan tembaga atau coran paduan ringan, karena dapur ini dapat
memberikan logam cair yang baik dan sangat ekonomis untuk logam-logam
tersebut.
Pengecoran tekanan rendah adalah satu cara pengecoran dimana diberikan
tekanan yang sedikit lebih tinggi dari tekanan atmosfer pada pembuatan logam
dalam dapur, tekanan ini mengakibatkan mengalirnya logam cair ke atas melalui
pipa kedalam cetakan. Pengecoran sentrifugal adalah suatu cara pengecoran
dimana cetakan diputar dan logam cair dituangkan kedalamnya, sehingga logam
cair tertekan oleh gaya sentrifugal dan kemudian membeku.
2.7 Matriks
Matriks adalah fasa dalam komposit yang mempunyai bagian atau fraksi
volume terbesar (dominan). Matriks mempunyai fungsi sebagai berikut :
1. Mentransfer tegangan ke serat.
2. Membentuk ikatan koheren, permukaan matrik/serat.
3. Melindungi serat.
4. Memisahkan serat.
5. Melepas ikatan.
Gambar 2.7 Ilustrasi Matriks Pada Komposit
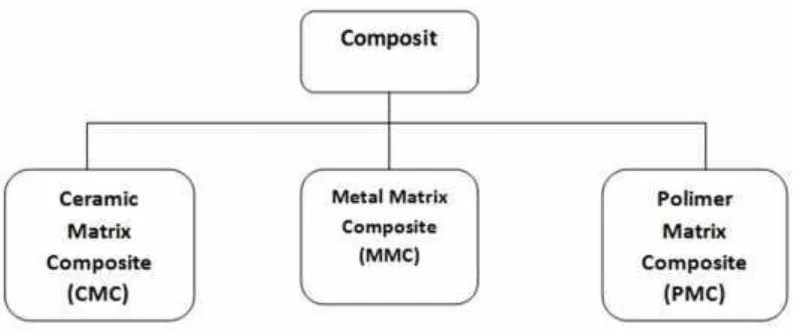
Berdasarkan bentuk dari matriks-nya, komposit dapat dibedakan menjadi:
Gambar 2.8 Klasifikasi komposit Berdasarkan bentuk dari matriks-nya
2.4.1. Komposit Matrik Logam (Metal Matrix Composites–MMC)
Metal Matrix composites adalah salah satu jenis komposit yang memiliki
matrik logam. Material MMC mulai dikembangkan sejak tahun 1996. Pada
mulanya yang diteliti adalah Continous Filamen MMC yang digunakan dalam
aplikasi aerospace.
1. Kelebihan MMC dibandingkan dengan PMC :
a. Transfer tegangan dan regangan yang baik.
b. Ketahanan terhadap temperature tinggi
c. Tidak menyerap kelembapan.
d. Tidak mudah terbakar.
e. Kekuatan tekan dan geser yang baik.
2. Kekurangan MMC :
a. Biayanya mahal
b. Standarisasi material dan proses yang sedikit
3. Matrik pada MMC :
a. Mempunyai keuletan yang tinggi
b. Mempunyai titik lebur yang rendah
c. Mempunyai densitas yang rendah
4. Adapun beberapa Proses pembuatan MMC adalah :
a. Powder metallurgy
b. Casting/liquid ilfiltration
c. Compocasting
d. Squeeze casting
Aplikasi MMC pada kehidupan sehari-hari dan dalam dunia keteknikan,
yaitu sebagai berikut:
1. Komponen automotive (blok-silinder-mesin,pully,poros gardan,dll)
2. Peralatan militer (sudu turbin,cakram kompresor,dll)
3. Aircraft (rak listrik pada pesawat terbang)
4. Peralatan Elektronik
2.4.3 Pengecoran Metal Matrix Composite ( MMC ) Dengan Metode Centrifugal Cesting.
pengecoran centrifugal cesting dilakukan dengan cara menuangkan paduan
logam cair (MMC) ke dalam cetakan yang berputar. Di bawah pengaruh gaya
sentrifugal benda coran akan padat, permukaan halus dan struktur logam yang
dihasilkan mempunyai struktur fisik yang unggul. Umumnya cara ini cocok untuk
benda coran yang berbentuk simetris .Dengan adanya pengaruh gaya sentrifugal
ini maka benda coran akan mengalami pembekuan dan memadat. Pada
pengecoran sentrifugal dengan material MMC bergerak rotasi sepanjang sumbu
horizontal/vertikal, sesuai dengan penerapan Hukum II Newton, gaya sentrifugal
pada benda yang berputar adalah sebanding dengan radius putar dan kuadrat dari