commit to user i
KAJIAN LETAK SALURAN MASUK (INGATE) TERHADAP CACAT POROSITAS, KEKERASAN, DAN UKURAN BUTIR
PADUAN ALUMINIUM PADA PENGECORAN MENGGUNAKAN CETAKAN PASIR
SKRIPSI
Diajukan sebagai salah satu syarat Untuk memperoleh gelar
Sarjana Teknik
Oleh : MURJOKO NIM. I 0406043
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA
2012
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user ii
KAJIAN LETAK SALURAN MASUK (INGATE) TERHADAP CACAT POROSITAS, KEKERASAN, DAN UKURAN BUTIR
PADUAN ALUMINIUM PADA PENGECORAN MENGGUNAKAN CETAKAN PASIR
MURJOKO NIM. I 0406043
Dosen Pembimbing I Dosen Pembimbing II
Bambang Kusharjanta., ST., MT Dody Ariawan., ST., MT NIP. 19691116 199702 1001 NIP. 19730804 199903 1003
Telah dipertahankan di hadapan Tim Dosen Penguji pada hari Rabu, 11 Januari 2012
1. Didik Djoko Susilo., ST., MT ………...
NIP . 197203131997021001
2. Heru Sukanto., ST., MT ………...
NIP. 197207311997021001
3. Wahyu Purwo R., ST., MT ………...
NIP. 197202292000121001
Mengetahui:
Ketua Jurusan Teknik Mesin Koordinator Tugas Akhir
Didik Djoko Susilo., ST., MT Wahyu Purwo R., ST., MT NIP . 197203131997021001 NIP. 197202292000121001
commit to user iii
MOTTO;
v
Kuolah kata, kubaca makna, kuikat dalam alinea, kubingkai dalam bab sejumlah lima, jadilah mahakarya, gelar sarjana kuterima,orangtua,calon istri dan calon mertua pun bahagia
v
Tidak ada masalah yang tidak bisa diselesaikan selama ada komitmen bersama untuk menyelesaikannya.v
Jadi Diri Sendiri, Cari Jati Diri, And Dapetin Hidup Yang Mandiri. v
Optimis, Karena Hidup Terus Mengalir Dan Kehidupan Terus Berputarv Ridho ILLahi karena ridho ibu, do’a ayah adalah berkah-NYA.
v
“Hai orang-orang yang beriman, Jadikanlah sabar dan shalatmu Sebagai penolongmu, sesungguhnya Allah beserta orang-orang yang sabar” (Al-Baqarah: 153)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user iv
Kajian Letak Saluran Masuk (Ingate) Terhadap
Cacat Porositas, Kekerasan, dan Ukuran Butir Paduan Alumunium Pada Pengecoran Menggunakan Cetakan Pasir
Murjoko
Jurusan Teknik Mesin
Fakultas Teknik Universitas Sebelas Maret Surakarta, Indonesia
E-mail : [email protected] Abstrak
Penelitian ini bertujuan untuk mengkaji letak saluran masuk terhadap cacat porositas, kekerasan, dan ukuran butir paduan alumunium pada pengecoran menggunakan cetakan pasir. Bahan baku penelitian ini adalah paduan alumunium yang berasal dari piston bekas. Pada penelitian ini akan dikaji letak saluran masuk di atas dan di bawah. Pengujian porositas dilakukan dengan membandingkan antara densitas nyata dengan densitas semu. Pengujian ukuran butir dilakukan menggunakan perangkat lunak image analisis dengan pendekatan keliling.
Pengujian kekerasan dengan menggunakan alat uji keras microvickers sesuai dengan ASTM E92-82.
Hasil penelitian menunjukkan bahwa rata-rata persentase porositas tertinggi terdapat pada letak saluran masuk di atas sebesar 10,34 % sedangkan di bawah hanya 8,16 %. Kekerasan meningkat seiring berkurangnya persentase cacat porositas yang terjadi. Letak saluran masuk di atas memiliki kekerasan 94,06 HV sedangkan di bawah sebesar 102,1 HV. Rata-rata keliling ukuran butir letak saluran masuk di atas sebesar 25,39 µm sedangkan di bawah sebesar 22,77 µm.
Semakin besar persentase porositas dan semakin besar ukuran butir maka semakin rendah nilai kekerasan logam tersebut.
Kata kunci : pengecoran pasir, saluran masuk, porositas, kekerasan, ukuran butir, paduan.alumunium
commit to user v
Study of Position of Ingate to Porosity Defects, Hardness, and Grain Size of Aluminum Alloys in Casting by Using Sand Molds
Murjoko
Departement of Mechanical Engineering Engineering Faculty of Sebelas Maret University
Surakarta, Indonesia E-mail : [email protected]
Abstract
This study aims to determine the study of position of ingate to porosity defect, hardness, and grain size of aluminum alloys in casting by using sand molds. The raw material of this study is derived from aluminum alloy piston used.
This reasearch will be assessed position of ingate in top and bottom. Porosity testing is conducted by comparing the real density to the apparent density. Grain size testing is conducted by using image analysis software with perimeter approach. And hardness testing is conducted by using microvickers hardness test in accordance with ASTM E92-82.
The results showed that the average percentage of the highest porosity found in the position of the ingate in top 10.34% while in bottom just 8.16%.
Hardness increases as the percentage decrease in porosity defects that occur. The position of ingate in top has a hardness 94.06 HV while in bottom 102.1 HV. The average perimeter of grain size of position ingate in top 25.39 µm while in bottom 22.77 µm. The greater the percentage of porosity and the grain size, the lower hardness values of these metals.
Key words: sand casting, ingate, porosity, hardness, grain size, aluminum alloy.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user vi
Persembahan;
Sebuah karya sederhana ini kupersebahkan;
v Pada Mu Ya Allah, ini adalah bagian dari setitik buih di lautan ilmuMu, Ridhoilah jalan hamba.
v Untuk Bapak dan Ibu setiap tetes keringat, hembusan nafas dan air matamu serta do’amu hanya untuk anakmu v Kedua kakakku mbak Amy dan mbak Arthy terimakasih
atas doa-doa kalian
v Yuly terimakasih atas semua yang kamu berikan, do’a dan dukungan kepadaku
v Safa yang telah mewarnai hari-hariku dengan senyum tangismu
v Semua teman-temanku yang memberikan warna tersendiri
dalam episode hidupku.
commit to user vii
KATA PENGANTAR
Puji syukur kehadirat Allah SWT karena berkat rahmat, karunia dan hidayah-Nya serta menetapkan hati sehingga penulis dapat berhasil menyelesaikan skripsi ini. Adapun tujuan penulisan skripsi ini adalah untuk memenuhi persyaratan guna mencapai gelar sarjana teknik di Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
Dibalik keberhasilan penulis dalam menyusun skripsi ini tidak lepas dari bantuan dari berbagai pihak, maka sudah sepantasnya penulis menghaturkan terima kasih yang sangat mendalam kepada semua pihak yang telah berpartisipasi dalam penelitian dan penulisan skripsi ini, khususnya kepada:
1. Bapak Bambang Kusharjanta, S.T., M.T., selaku Dosen Pembimbing skripsi I yang telah membimbing dan membantu dalam penyusunan skripsi.
2. Bapak Dody Ariawan, S.T., M.T., selaku Dosen Pembimbing skripsi II yang telah membantu dan membimbing dalam penyusunan skripsi.
3. Bapak Didik Djoko Susilo, ST., M.T., selaku Ketua Jurusan Teknik Mesin dan Dosen Penguji yang telah memberikan saran-saran.
4. Bapak Heru Sukanto, S.T., M.T., selaku Dosen Penguji yang telah memberikan saran-saran.
5. Bapak Wahyu Purwo R, S.T., M.T., selaku Dosen Penguji yang telah memberikan saran-saran.
6. Bapak-bapak dosen yang telah berkenan menyampaikan ilmunya.
7. Keluarga tercinta yang telah memberikan sumbangan besar baik moral maupun material.
8. Teman seperjuangan (Nano), Singgih, Dani, Topeng semoga sukses selalu.
9. Yuly dan keluarga terima kasih atas bantuan dan dorongannya.
10. Den mas Jat, komar terima kasih atas hari-hari yang menyenangkan.
11. Dek Safa tersayang kehadiranmu membuat rasa lelahku hilang, semoga lekas besar jadilah anak yang solihah berbakti pada ibumu.
12. Teman-teman S1 Reguler yang telah memberikan bantuan dan dukungan sehingga penulis dapat menyelesaikan skripsi ini.
Tiada gading yang tak retak, penulis menyadari bahwa dalam skripsi ini
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user viii
masih terdapat banyak kekurangan dan jauh dari kesempurnaan. Oleh karena itu, penulis berharap masukan dan saran dari pembaca sehingga skripsi ini menjadi lebih baik. Dengan segala keterbatasan yang ada, penulis berharap skripsi ini dapat memberikan manfaat kepada penulis pribadi dan pembaca pada umumnya.
Penyusun
commit to user ix DAFTAR ISI
Halaman
Halaman Judul ... i
Halaman Pengesahan ... ii
Halaman Motto ... iii
Halaman Abstrak ... iv
Halaman Persembahan ... vi
Kata Pengantar ... vii
Daftar Isi ... ix
Daftar Tabel ... xi
Daftar Gambar ... xii
Daftar Lampiran ... xiv
BAB I. PENDAHULUAN 1.1 Latar Belakang... 1
1.2 Perumusan Masalah... 2
1.3 Batasan Masalah... 2
1.4 Tujuan dan Manfaat Penelitian... 2
1.5 Sistematika Penulisan... 3
BAB II. LANDASAN TEORI 2.1 Tinjauan Pustaka... . 4
2.2 Dasar Teori... 6
2.2.1 Proses Pengecoran... 6
2.2.2 Pola... 6
2.2.3 Sistem Saluran... 6
2.2.4 Gating Ratio... 10
2.2.5 Waktu Tuang... 11
2.2.6 Turbulensi Aliran... 12
2.2.7 Pasir Cetak... 13
2.2.8 Cetakan... 14
2.2.9 Paduan Aluminium... 14
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user x
2.2.10 Pembekuan Logam... 15
2.2.11 Metalografi... 15
2.2.12 Struktur Mikro... 16
2.2.13 Cacat Porositas dan Ukuran Butir... 17
2.2.14 Kekerasan Vickers... 18
2.2.15 Hipotesa... 19
BAB III. METODE PENELITIAN 3.1 Tempat Penelitian... 20
3.2 Alat dan Bahan Penelitian... 20
3.3 Prosedur Penelitian... 23
3.4 Variasi Pengujian... 28
3.5 Diagram Alir Penelitian... 29
BAB IV. DATA DAN ANALISA 4.1 Hasil Uji Komposisi Kimia... 30
4.2 Produk Coran Hasil Pengecoran... 31
4.3 Turbulensi Aliran... 31
4.4 Persentase Porositas... 35
4.5 Hasil Pengujian Kekerasan Vickers... 37
4.6 Hubungan Porositas Terhadap Kekerasan... 38
4.7 Perbandingan Rata-Rata Keliling Ukuran Butir Letak Saluran... 38
Masuk (Ingate) Di Atas dan Di Bawah 4.8 Perbandingan Waktu Tuang Sesungguhnya Dengan Waktu …... 40
Tuang Teoritis BAB V. PENUTUP 5.1 Kesimpulan... 42
5.2 Saran... 42
DAFTAR PUSTAKA... 43
LAMPIRAN... 45
commit to user xi
DAFTAR TABEL
Halaman
Tabel 2.1 Perbandingan ukuran penampang saluran pengalir ... 9
Dengan Panjang Pengalir Tabel 3.1 Variasi Pengujian... 28
Tabel 4.1 Data Hasil Uji Komposisi Kimia... 30
Tabel 4.2 Data Dimensi Parting Line... 31
Tabel 4.3 Data Hasil Perhitungan Diameter Hidrolik (dh)... 33
Tabel 4.4 Data Hasil Perhitungan Laju Aliran dan Reynold Number... 33
Tabel 4.5 Data Perhitungan Sesuai ASTM E-252... 35
Tabel 4.6 Data Hasil Uji Densitas... 36
Tabel 4.7 Rata-Rata Keliling Ukuran Butir... 39
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xii
DAFTAR GAMBAR
Halaman
Gambar 2.1 Sistem Saluran... 7
Gambar 2.2 Ukuran Basin (Cawan Tuang)... 7
Gambar 2.3 Sprue Runcing... 8
Gambar 2.4 Bidang Pisah (Parting Line)... 9
Gambar 2.5 Penampang Saluran Pengalir... 9
Gambar 2.6 Bentuk Penampang Saluran Masuk... 10
Gambar 2.7 Kecepatan Aliran Pada Ingate... 13
Gambar 2.8 Struktur Mikro Pembekuan Logam... 15
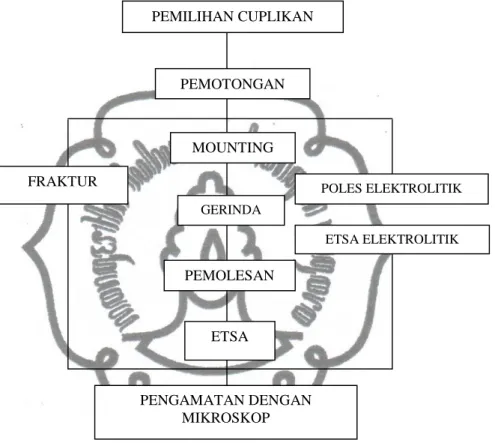
Gambar 2.9 Tahapan Persiapan Metalografi... 16
Gambar 2.10 Cacat Porositas Pada Paduan Al-Si... 18
Gambar 2.11 Skema Uji Kekerasan Vickers... 19
Gambar 3.1 Dapur Peleburan... 21
Gambar 3.2 Thermocouple Reader... 21
Gambar 3.3 Micro Vickers Hardness Tester... 22
Gambar 3.4 Mikroskop Optik... 23
Gambar 3.5 Pola Dengan Saluran Masuk Di Atas... 23
Gambar 3.6 Pola Dengan Saluran Masuk Di Bawah... 23
Gambar 3.7 Saluran Turun Tampak Samping... 24
Gambar 3.8 Penampang Saluran Pengalir... 24
Gambar 3.9 Penampang Saluran Masuk... 24
Gambar 3.10 Well Tampak Samping... 24
Gambar 3.11 Gas Ven... 25
Gambar 3.12 Benda Cor Tampak Atas... 25
Gambar 3.13 Benda Cor Tampak Samping... 25
Gambar 3.14 Basin Tampak Samping... 25
commit to user xiii
Gambar 3.15 Basin Tampak Atas... 26
Gambar 3.16 Diagram Alir Penelitian... 29
Gambar 4.1 Coran Beserta Sistem Salurannya... 31
Gambar 4.2 Grafik Reynold Number Tiap Variasi... 34
Gambar 4.3 Spesimen Uji... 35
Gambar 4.4 Grafik Perbandingan Persentase Porositas Letak Saluran... 36
Masuk Di Atas Dengan Letak Saluran Masuk Di Bawah Gambar 4.5 Grafik Perbandingan Kekerasan Vickers Letak Saluran... 37
Masuk Di Atas Dengan Letak Saluran Masuk Di Bawah Gambar 4.6 Grafik hubungan porositas terhadap kekerasan Vickers... 38
Gambar 4.7 Struktur Mikro Paduan Al-Si Perbesaran 100x... 39
Gambar 4.8 Grafik Perbandingan Rata-Rata Keliling Butir Letak Saluran 40
Masuk Di Atas Dengan Letak Saluran Masuk Di Bawah Gambar 4.9 Perbandingan Waktu Tuang Sesungguhnya Dengan Waktu... 40
Tuang Teoritis
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xiv
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Data Uji Komposisi Kimia Aluminium... 45
Lampiran 2. Gambar Pengujian ... 46
Lampiran 3. Data Dimensi Sistem Saluran ... 48
Lampiran 4. Data Perhitungan Persentase Porositas... . 49
Lampiran 5. Data Hasil Uji Kekerasan Vickers... 50
Lampiran 6. Data Waktu Tuang Pengecoran... .. 52
commit to user BAB I PENDAHULUAN
1.1. Latar Belakang
Dewasa ini industri pengecoran logam berkembang pesat seiring dengan berkembangnya teknik dan metode pengecoran serta produk cor yang membanjiri pasar. Produk cor tersebut antara lain perabot rumah tangga, komponen otomotif, pompa air, dan propeler kapal ( Hidayat, 2010).
Jenis logam yang banyak digunakan untuk pembuatan produk cor adalah aluminium. Aluminium murni mempunyai sifat mampu cor dan sifat mekanik yang jelek. Oleh karena itu dipergunakan paduan aluminium karena sifat-sifat mekaniknya dapat diperbaiki dengan menambahkan tembaga, silisium, magnesium, mangan, nikel, dan sebagainya (Surdia, 2000).
Seiring berkembangnya dunia otomotif khususnya sepeda motor, kebutuhan terhadap produk cor pun juga meningkat, hal ini tidak diimbangi dengan peningkatan kualitas produk cor yang dihasilkan sehingga banyak kita jumpai produk dengan kualitas yang rendah yakni banyaknya cacat pengecoran yang timbul pada produk cor khususnya pengecoran pasir. Salah satunya yaitu cacat porositas. Porositas adalah suatu cacat (void) pada produk cor yang dapat menurunkan kualitas benda tuang. Salah satu penyebab terjadinya porositas pada penuangan adalah gas hidrogen (Tjitro, 2003).
Cacat coran tersebut dipengaruhi oleh banyak hal salah satunya adalah desain sistem saluran yang kurang baik. Sistem saluran pada cetakan pasir meliputi cawan tuang, saluran turun (sprue), dam atau waduk, saluran pengalir (runner), saluran penambah (riser), dan saluran masuk (ingate). Penelitian ini akan mendalami tentang letak saluran masuk (ingate). Saluran masuk memiliki peranan penting karena merupakan saluran dimana logam cair akan masuk ke rongga cetakan. Dengan mempertimbangkan letak saluran masuk diharapkan akan mengurangi resiko terjadinya cacat yang sering timbul pada sand casting.
1
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 1.2. Perumusan Masalah
Bagaimanakah cacat porositas, kekerasan, dan ukuran butir paduan aluminium pada pengecoran menggunakan cetakan pasir dengan letak saluran masuk di atas dan di bawah.
1.3. Batasan Masalah
Untuk menentukan arah penelitian yang lebih baik maka ditentukan batasan masalah sebagai berikut:
1. Paduan aluminium yang digunakan berasal dari piston bekas 2. Kecepatan penuangan logam cair dianggap seragam
3. Cetakan yang digunakan yaitu cetakan pasir basah
4. Penampang sprue berbentuk lingkaran dengan ketinggian (h2) = 50 mm dan luas penampang masuk sprue (A2) = 130 mm2
5. Penampang saluran masuk (ingate) berbentuk persegi panjang dengan panjang ingate 20 mm
6. Komposisi pasir cetak yang dipakai yaitu 80% pasir silika, 10% bentonit, dan 10% air (% berat).
7. Pasir silika yang digunakan ukuran butirnya 60-80 mesh
8. Sistem saluran menggunakan unpressurised system dengan rasio As: Ar : Ag
yaitu 1 : 2 : 2
1.4. Tujuan Dan Manfaat
Tujuan dari penelitian ini adalah :
1. Mengkaji letak saluran masuk (ingate) di atas dan di bawah terhadap terbentuknya cacat porositas paduan aluminium pada pengecoran menggunakan cetakan pasir.
2. Mengkaji letak saluran masuk (ingate) di atas dan di bawah terhadap kekerasan paduan aluminium pada pengecoran menggunakan cetakan pasir.
3. Mengkaji letak saluran masuk (ingate) di atas dan di bawah terhadap ukuran butir paduan aluminium pada pengecoran menggunakan cetakan pasir.
commit to user
Hasil penelitian yang diperoleh diharapkan dapat memberikan manfaat sebagai berikut :
1. Menambah pengetahuan tentang bentuk sistem saluran yang baik pada proses pengecoran paduan aluminium dengan cetakan pasir
2. Menambah pengetahuan tentang teknologi pengecoran logam khususnya paduan aluminium
3. Menambah pengetahuan tentang letak saluran masuk (ingate) yang sesuai dengan hasil coran yang baik pada pengecoran pasir.
1.5. Sistematika Penulisan
Sistematika penulisan Tugas Akhir ini adalah sebagai berikut :
BAB I : Pendahuluan, menjelaskan tentang latar belakang masalah, perumusan masalah, batasan masalah, tujuan dan manfaat penelitian serta sistematika penulisan.
BAB II : Dasar teori, berisi tinjauan pustaka yang berkaitan dengan kajian letak saluran masuk (ingate) terhadap cacat porositas, kekerasan, dan ukuran butir paduan aluminium pada pengecoran menggunakan cetakan pasir, dasar teori tentang proses pengecoran, pola, sistem saluran, gating ratio, waktu tuang, turbulensi aliran, pasir cetak, cetakan, paduan aluminium, pembekuan logam, metalografi, struktur mikro, cacat porositas dan ukuran butir, kekerasan Vickers.
BAB III : Metodologi penelitian menjelaskan bahan penelitian, alat penelitian, langkah penelitian, dan diagram alir penelitian.
BAB IV : Data dan analisa, menjelaskan data hasil penelitian serta analisa hasil dari perhitungan.
BAB V : Penutup, berisi tentang kesimpulan dan saran.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
4
BAB II
LANDASAN TEORI
2.1 Tinjauan Pustaka
Tjitro (2001) melakukan penelitian tentang pengaruh bentuk riser terhadap cacat penyusutan produk cor aluminium cetakan pasir. Penelitian ini menggunakan 3 variasi yaitu variasi riser I berbentuk silinder dengan diameter 10 mm dan tinggi 60 mm. Variasi riser II berbentuk kerucut terpancung dengan diameter 10 mm dan 25 mm serta tingginya 60 mm. Riser III berbentuk kerucut terpancung pula dengan diameter 10 mm dan 100 mm dimana tingginya 60 mm.
Hasil penelitian menunjukkan bahwa variasi riser III menghasilkan coran tanpa cacat penyusutan. Sedangkan variasi riser I dan II terjadi cacat penyusutan akibat tidak berfungsinya riser dengan baik. Ini dapat disimpulkan bahwa cacat penyusutan (shrinkage defect) dipengaruhi oleh nilai casting modulus. Selain itu, diameter leher riser harus memiliki batas minimal untuk menghindari tidak berfungsinya riser.
Tjitro dan Gunawan (2003) melakukan penelitian tentang pengaruh bentuk penampang riser terhadap cacat porositas. Bentuk penampang riser yang digunakan yaitu bulat dan segi empat. Dari hasil penelitian menggunakan pemeriksaan mikrografi menunjukkan bahwa bentuk penampang riser mempunyai pengaruh terhadap timbulnya cacat porositas. Timbulnya cacat penyusutan dapat diawali dengan terbentuknya cacat porositas. Persentase cacat porositas produk coran dengan penampang riser segi empat lebih besar dibandingkan penampang riser bulat.
Shahmiri dan Kharrazi (2007) melakukan penelitian tentang pengaruh sistem saluran pada proses LFM (Lost Foam Casting) paduan alumunium silikon A.413.0. Variasi penelitian yaitu top gating system, side gating system, dan bottom gating system dengan jumlah runner yang berbeda tiap variasi yaitu dengan satu runner dan dua runner. Sistem saluran meliputi pola direkatkan satu sama lain menggunakan lem busa khusus dan dilapisi dengan larutan grafit dengan ketebalan 0,5 mm selanjutnya setelah kering pola diletakkan pada flask baja dan digetarkan (frekuensi 30-80 Hz, Amplitudo 0,2 mm konstan) bersamaan
4
commit to user
ketika memasukkan pasir silika. Hasil penelitian menunjukkan bahwa bottom gating system baik dengan satu runner maupun dua runner menghasilkan coran dengan cacat yang lebih sedikit daripada top gating system dan side gating system.
Dapat disimpulkan bahwa letak runner berpengaruh terhadap pembentukan cacat coran.
Sun, dkk (2008) mengatakan dalam penelitiannya tentang desain sistem saluran untuk pengecoran paduan magnesium. Parameter sistem saluran yang divariasikan yaitu tinggi saluran masuk, lebar saluran masuk, tinggi pengalir, dan lebar pengalir dengan dua jenis paduan magnesium yaitu AM50 dan AM60B.
Penelitian ini menggunakan dua pengujian yaitu pengujian komputasi yang disimulasikan menggunakan MAGMAsoft untuk melihat proses pengisian cetakan dan proses pembekuannya serta Mean multiresponse S/N ratios dengan kombinasi berbeda pada weighting factors. Hasil penelitian menunjukkan bahwa kualitas hasil coran seperti product yield, shrinkage porosity, dan filling velocity dapat disimulasikan, desain yang optimal dipengaruhi oleh weighting factors dan dari ketiga variasi yang dilakukan didapat desain runner yang optimal yaitu pada tinggi runner 40 mm dan lebar runner 55 mm. Ini menunjukkan bahwa runner dengan lebar yang rendah efektif menurunkan kecepatan logam cair yang masuk ke saluran masuk sehingga dapat menurunkan turbulensi aliran.
Dobrzanski, dkk (2009) melakukan penelitian tentang penentuan cacat porositas menggunakan software image pro pada serbuk Astaloy CrL dan CrM yang dipanaskan. Serbuk Astaloy CrL dan CrM dipanaskan dengan suhu 1120 oC selama 30 menit. Variasi pada penelitian ini yaitu perbedaan laju pendinginan dalam nitrogen dengan empat tingkatan yaitu pendinginan cepat (7 0C/s dan 6,5
0C/s), pendinginan medium (1,6 0C/s), dan pendinginan lambat (0,3 0C/s) kemudian dilakukan penemperan pada suhu 200 0C selama 60 menit dan didinginkan dalam nitrogen kecuali pendinginan lambat. Hasil penelitian menunjukkan bawa rata-rata pori terbesar ditemukan pada Astaloy CrL dengan pendinginan lambat (0,3 0C/s). Secara keseluruhan rata-rata pori pada Astaloy CrL lebih besar dibandingkan rata-rata pori pada Astaloy CrM.
Flores, dkk (2010) melakukan penelitian tentang penggunaan PCR (pressure control risering) pada proses pengecoran besi ulet (ductile iron) dengan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
cetakan pasir. Hasil dari penelitian ini menunjukkan bahwa dengan mengontrol sistem saluran menggunakan PCR (pressure control risering) didapatkan besi ulet yang bebas dari cacat.
Hidayat dan Slamet (2010) melakukan penelitian tentang pengaruh model saluran tuang pada cetakan pasir terhadap hasil cetakan dengan menggunakan variasi cawan tuang (basin) yaitu offset basin dan stepped offset basin. Hasil dari penelitian yang menggunakan pemeriksaan mikrografi menunjukkan bahwa menggunakan cawan tuang offset basin maupun offset stepped basin dapat menghasilkan coran dengan cacat porositas kecil dibandingkan tanpa menggunakan cawan tuang.
2.2 DASAR TEORI 2.2.1 Proses Pengecoran
Pengecoran logam merupakan proses yang melibatkan pencairan logam, membuat cetakan , menuang, membongkar dan membersihkan logam (Surdia, 2000).
2.2.2. Pola
Pola yang dipergunakan untuk pembuatan cetakan benda coran dapat digolongkan menjadi pola logam dan pola kayu (termasuk pola plastik). Pola logam dipergunakan agar dapat menjaga ketelitian ukuran benda coran, terutama dalam masa produksi sehingga unsur pola bisa lebih lama dan produktivitas lebih tinggi.
Pola kayu dibuat dari kayu, murah, cepat dibuatnya dan mudah diolahnya dibandingkan dengan pola logam. Oleh karena itu pola kayu umumnya dipakai untuk cetakan pasir.
2.2.3. Sistem Saluran
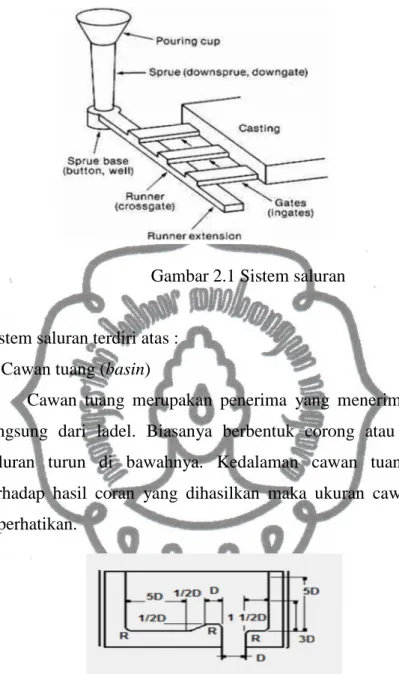
Sistem saluran adalah jalan masuk bagi cairan logam yang dituangkan ke dalam rongga cetakan.
commit to user
Gambar 2.1 Sistem saluran
Sistem saluran terdiri atas : 1. Cawan tuang (basin)
Cawan tuang merupakan penerima yang menerima cairan logam langsung dari ladel. Biasanya berbentuk corong atau cawan dengan saluran turun di bawahnya. Kedalaman cawan tuang berpengaruh terhadap hasil coran yang dihasilkan maka ukuran cawan tuang harus diperhatikan.
Gambar 2.2 Ukuran basin (cawan tuang)
2. Saluran turun (sprue)
Saluran turun yaitu saluran pertama yang membawa cairan logam dari cawan tuang kedalam pengalir dan saluran masuk, dibuat tegak lurus dengan irisan berupa lingkaran dan ada juga yang dibuat runcing.
Pada sprue runcing, logam cair akan menekan dinding selama turun sehingga mengurangi turbulensi dan mengeliminasi aspirasi gas (contohnya penghisapan gas dari cetakan).
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
Gambar 2.3 Sprue runcing (Gupta, Foundry Engineering) dengan persamaan sebagai berikut :
...(2.1)
dimana:
A1 : luas sprue masuk (mm2) A2 : luas sprue keluar (mm2)
h1 : ketinggian logam cair diatas sprue masuk (mm) h2 : ketinggian logam cair diatas sprue keluar (mm)
Berdasarkan persamaan di atas, sprue seharusnya parabolik tapi pada umumnya lurus agar lebih mudah dalam proses pembuatannya (Gupta, 1989).
Akuan (2009) Posisi dan tinggi sprue sangat menentukan kecepatan alir dari logam cair yang akan mengisi rongga cetakan. Oleh karena itu untuk perhitungan effective sprue height (ESH) kita dapat menghitungnya dengan persamaan :
氀bƼ 슸 Ƽ 烠 ...(2.2) Dimana :
H = Tinggi sprue (cm) C = Tinggi coran (cm)
P = Tinggi coran dari cope hingga bagian teratasnya (cm)
1 2 2
1
h h AA =
commit to user
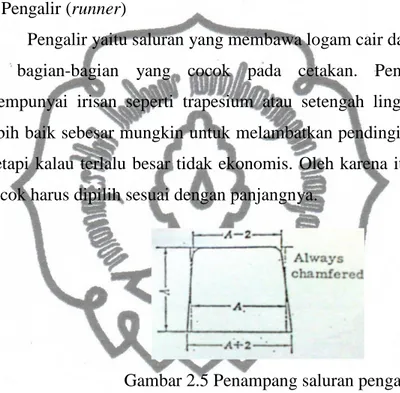
Gambar 2.4 Bidang pisah (parting line) 3. Pengalir (runner)
Pengalir yaitu saluran yang membawa logam cair dari saluran turun ke bagian-bagian yang cocok pada cetakan. Pengalir biasanya mempunyai irisan seperti trapesium atau setengah lingkaran. Pengalir lebih baik sebesar mungkin untuk melambatkan pendinginan logam cair.
Tetapi kalau terlalu besar tidak ekonomis. Oleh karena itu, ukuran yang cocok harus dipilih sesuai dengan panjangnya.
Gambar 2.5 Penampang saluran pengalir
Tabel 2.1 Perbandingan ukuran penampang saluran pengalir dengan panjang pengalir (Surdia, 2000)
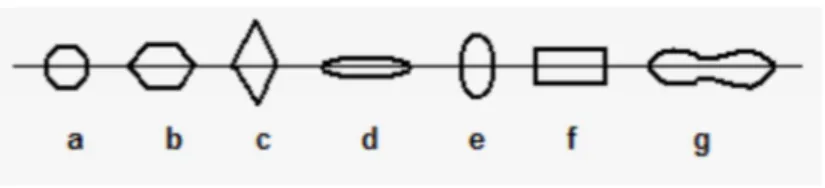
4. Saluran masuk (ingate)
Saluran masuk yaitu saluran yang mengisikan logam cair dari pengalir kedalam rongga cetakan. Saluran masuk dibuat dengan irisan
Potongan pengalir Panjang pengalir (mm)
(A X A)mm
20 x 20 <600
30 x 30 <1.000
40 x 40 <2.000
50 x 50 <3.000
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
yang lebih kecil dari irisan pengalir supaya mencegah kotoran masuk ke dalam rongga cetakan.
Gambar 2.6 Bentuk penampang saluran masuk Keterangan:
a. circular / lingkaran e. tipe-U b. hexagonal f. persegi
c. segitiga g. tipe-W
d. semi-circular
5. Saluran penambah (riser)
Penambah memberi logam cair untuk mengimbangi penyusutan dalam pembekuan dari coran, sehingga penambah harus membeku lebih lambat dari coran. Kalau penambah terlalu besar, maka presentase terpakai akan dikurangi dan kalau penambah terlalu kecil, akan terjadi rongga penyusutan. Karena itu penambah harus mempunyai ukuran yang cocok.
Penambah digolongkan menjadi dua macam, penambah samping dan penambah atas.
2.2.4. Gating Ratio
Gating ratio digunakan untuk membandingkan luas penampang dari komponen sistem saluran yaitu luas penampang sprue (As), runner (Ar) dan gate (Ag). Secara garis besar gating ratio dibagi 2 yaitu pressurised system dan unpressurised system. pressurised system memiliki perbandingan As>Ar>Ag, sedangkan unpresurised system As<Ar<Ag. Rasio yang biasa digunakan untuk pressurised system yaitu 1 : 0,75 : 0,5 atau 1 : 2 : 1 atau 2 : 1 :1 sedangkan rasio untuk unpressurised system yaitu 1 : 2 : 2 atau 1 : 3 : 3, sistem ini sering digunakan untuk pengecoran aluminium dan magnesium.
Keuntungan pressurised system adalah
a. Menjamin pengisian logam cair ke dalam rongga cetakan
commit to user
b. Untuk multiple gates, laju aliran di tiap gate akan relatif sama c. Pada umumnya volume logam lebih sedikit
Kerugian pressurised system adalah a. Terjadi pola aliran turbulen
b. Laju yang tinggi akan menyebabkan terjadi erosi cetakan, oksida logam
Keuntungan unpressurised system adalah
a. Laju logam cair lebih lambat dibanding pressurised system
b. Luas penampang makin besar turbulensi berkurang dan tidak terjadi semburan logam cair ke rongga cetakan.
Kerugian unpressurised system adalah
a. Desain sistem saluran harus baik agar pengisian logam cair terjamin
b. Laju aliran tiap gate tidak sama c. Ukuran runner dan gate besar (R.B Gupta, Foundry Engineering)
2.2.5. Waktu tuang
Waktu cor secara teoritis adalah waktu pendinginan yang diperlukan mulai suhu cor sampai dengan suhu liquidus dari material yang bersangkutan. Waktu cor ini juga didefinisikan secara praktis sebagai waktu yang diperlukan untuk mengisi rongga cetak sampai penuh. Waktu cor yang digunakan dalam hal praktis harus dibawah waktu cor teoritis, karena penuangan harus selesai sebelum pengkristalan dimulai pada suhu liquidus. Kejadian inilah yang menjadi dasar perhitungan waktu cor.
篘Ǵ 슸 √ ...(2.3) Dimana :
Tp = waktu tuang (detik)
C = konstanta (0,5-0,8 untuk penuangan cepat dan medium, C=2 untuk penuangan lambat)
W = berat cor (kg)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 2.2.6. Turbulensi Aliran
Turbulensi aliran di dalam saluran tidak mungkin dapat dihilangkan tetapi dapat dikurangi. Turbulensi aliran tersebut dapat dikontrol dengan bilangan Reynold dengan rumus sebagai berikut :
...(2.4) dimana :
Re = Angka Reynold V = kecepatan aliran (m/s) d = diameter duct (m) ρ = densitas cairan (kg/m3)
µ = viskositas dinamik cairan (kg/m.s) Re<2000 aliran streamline
Re>2000 mulai turbulen
Berdasarkan laju aliran logam dan perhitungan kecepatan, penelitian sistem saluran dibagi menjadi dua hukum dinamika fluida (Gupta, 1989):
1. Hukum Kontinuitas
Q = A1v1 = A2v2 ...(2.5)
dimana :
Q = volume laju aliran (m3/s)
A = daerah cross-sectional lintasan aliran (m2) v = kecepatan linear aliran (m/s)
2. Teorema Bernoulli
ಀ
烠 슸 ಀ烠 烠 ...(2.6)
dimana :
v = kecepatan linear aliran (m/s) h = tinggi (m)
ρ = densitas (kg/m3) P = tekanan fluida (kg.m2)
m r
=Vd Re
commit to user
Saat logam berada di pouring cup di titik A (gambar 2.7), logam memiliki energi potensial maksimum tetapi kecepatan nol. Karena logam cair turun menuju sprue, energi potensial berubah dengan cepat menjadi energi kinetik. Kecepatan di titik B dapat dihitung dengan menggunakan persamaan Bernoulli (Gupta, 1989) :
ಀ
烠 슸 ಀ烠 ...(2.7) 0 + hA + = ಀ
烠 + 0 + ...(2.8) Karena PA = PB = 1 Atm, persamaan diatas dapat ditulis :
슸ಀ烠 atau VB = 2 ...(2.9)
Gambar 2.7 Kecepatan aliran pada ingate (R.B Gupta, Foundry Engineering)
2.2.7. Pasir cetak
Surdia (2000) menyatakan pasir cetak memerlukan sifat-sifat yang memenuhi persyaratan sebagai berikut :
1. Mempunyai sifat mampu bentuk sehingga mudah dalam pembuatan cetakan dengan kekuatan yang cocok.
2. Permeabilitas yang cocok.
3. Distribusi besar butir yang cocok
4. Tahan terhadap temperatur logam yang dituang 5. Komposisi yang cocok
6. Mampu dipakai lagi 7. Pasir harus murah.
Pasir yang lazim digunakan untuk cetakan pasir antara lain pasir gunung, pasir pantai, pasir sungai, dan pasir silika. Pasir yang sering
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
digunakan adalah pasir silika. Dengan penambahan penguat seperti clay, bentonit dan penghalus permukaan serbuk arang.
2.2.8. Cetakan
Cetakan adalah rongga tempat logam cair dituang dan akan membentuk coran sesuai dengan pola yang dipakai.
Berdasarkan bahan yang digunakan, cetakan diklasifikasikan atas : 1. Cetakan pasir basah (green-sand molds)
2. Cetakan kulit kering (skin dried mold).
3. Cetakan pasir kering
4. Cetakan lempung (Loam mold) 5. Cetakan furan (Furan mold) 6. Cetakan CO2
7. Cetakan logam 8. Cetakan khusus
Cetakan pasir yang sering digunakan dalam industri pengecoran logam pada umumnya adalah cetakan pasir basah karena cetakan pasir basah merupakan jenis cetakan yang harganya murah, pembuatan cetakan mudah, dan hasil guna yang tinggi (Asyari Daryus, Proses Produksi Universitas Darma Persada:Jakarta).
2.2.9. Paduan aluminium
Surdia (1986) menyatakan aluminium dipakai sebagai paduan daripada sebagai logam murni, sebab tidak kehilangan sifat ringan dan sifat-sifat mekanisnya dan mampu cornya diperbaiki dengan menambah unsur-unsur lain. Unsur-unsur paduan itu adalah tembaga, silisium, magnesium, mangan, nikel dan sebagainya, yang dapat mengubah sifat- sifat paduan aluminium. Paduan utama aluminium antara lain :
1. Paduan Al-Cu dan Al-Cu-Mg 2. Paduan Al-Mn
3. Paduan Al-Si 4. Paduan Al-Mg
commit to user 5. Paduan Al-Mg-Si
6. Paduan Al-Mg-Zn
2.2.10 Pembekuan logam
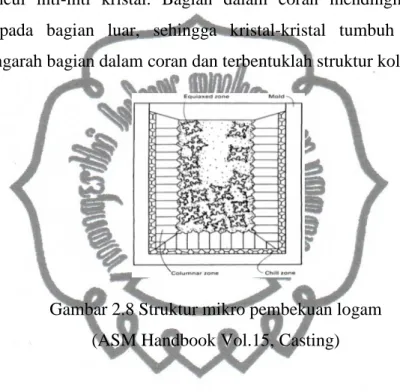
Surdia (2000) menyatakan pembekuan logam dimulai dari bagian yang bersentuhan dengan cetakan, saat panas dari logam cair diserap oleh cetakan sehingga logam mendingin hingga mencapai titik beku kemudian muncul inti-inti kristal. Bagian dalam coran mendingin lebih lambat daripada bagian luar, sehingga kristal-kristal tumbuh dari inti asal mengarah bagian dalam coran dan terbentuklah struktur kolom.
Gambar 2.8 Struktur mikro pembekuan logam (ASM Handbook Vol.15, Casting)
2.2.11 Metalografi
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran dengan menggunakan mikroskop khusus metalografi.
Tujuannya adalah untuk mengetahui jenis fasa/struktur mikro dengan identifikasi struktur mikro, mengetahui komposisi struktur mikro material, dan untuk mengetahui besar butir material. Dari metalografi dapat diketahui jenis dan jumlah/distribusi struktur mikro yang menjadi salah satu alat dalam kontrol kualitas bahan, karena sifat bahan amat dipengaruhi oleh struktur mikronya. Terdapat 2 skala pengamatan, yaitu :
1. Skala Pengamatan Makro : Pengamatan dengan perbesaran 10X atau lebih kecil. Yang diamati yaitu porositas, segregasi pada produk cor, pengotor, jenis perpatahan, homogenitas struktur las.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2. Skala pengamatan mikro : Pengamatan 100x atau lebih besar. Yang diamati yaitu fasa, besar butir, endapan. Alat yang digunakan adalah Mikroskop Optik (s/d 1000 x), Scanning Electron Microscope (SEM) ; (s/d 300000 x), Transmission Electron Microscope (TEM) ; (s/d 1000000 x).
Gambar 2.9 Tahapan persiapan metalografi
2.2.12 Struktur mikro
Hubungan antara struktur mikro dengan sifat mekanik logam dipengaruhi oleh kuantitas fasa, ukuran fasa dan pengaruh bentuk fasa.
Paduan Al-Si memiliki kombinasi karakteristik yang baik antara lain castability, ketahanan korosi yang baik (good corossion resistance), ketahanan aus (wear resistance), dan mampu mesin yang baik (machinability). Sifat mekanik pada dasarnya dikontrol oleh struktur mikro dari logam coran tersebut. Oleh karena itu, untuk mendapatkan suatu komposisi dari aluminium cor sangat dimungkinkan dengan mengoptimasi
ETSA ELEKTROLITIK POLES ELEKTROLITIK
PENGAMATAN DENGAN MIKROSKOP FRAKTUR
GERINDA
PEMILIHAN CUPLIKAN
MOUNTING PEMOTONGAN
PEMOLESAN
ETSA
commit to user
ukuran butir, struktur eutektik, ukuran sel, serta ukuran dan distribusi dari fasa intermetalik sehingga didapatkan sifat mekanik yang diinginkan.
Penurunan kekuatan tarik yang kecil terjadi pada aluminium A356 dengan meningkatnya ukuran butir. Semakin besar ukuran butir, nilai kekerasannya semakin menurun. Sifat mekanik aluminium juga dipengaruhi oleh ukuran sel dendrit (dendrite cell size). Tegangan tarik ultimate dan nilai elongasi mengalami penurunan dengan meningkatnya ukuran sel dendrit. Struktur eutektik dan ukuran sel pada aluminium paduan terdapat dendrite fibers, yang dapat ditingkatkan sifat mekaniknya melalui perlakuan panas (Granger dan Elliott, 1998).
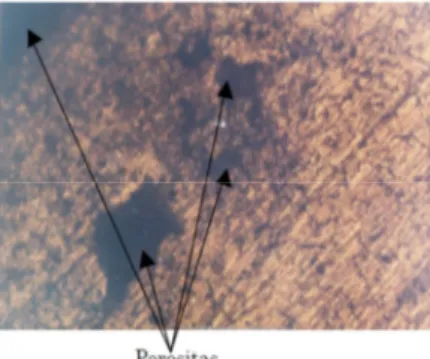
2.2.13 Cacat porositas dan ukuran butir
Porositas adalah suatu cacat atau void pada produk cor yang dapat menurunkan kualitas benda tuang. Salah satu penyebab terjadinya porositas pada penuangan paduan aluminium adalah gas hidrogen. Gas hidrogen ini dapat terbentuk karena logam cair saat proses pengecoran dimulai, dapat beroksidasi dengan gas karbon monoksida dan karbon dioksida. Porositas oleh gas hidrogen dalam benda cetak paduan aluminium silikon akan memberikan pengaruh yang buruk pada kekuatan serta kesempurnaan dari benda tuang tersebut. Cacat produk cor dapat dikategorikan atas major defect dan minor defect. Major difect yaitu cacat produk cor yang tidak dapat diperbaiki, sedangkan minor defect adalah cacat yang masih dapat diperbaiki dengan perbaikan ekonomis. Cacat porositas termasuk dalam major defect, penyebab utama timbulnya cacat porositas pada proses pengecoran adalah:
1. Temperatur penuangan yang tinggi
2. Gas yang terserap dalam logam cair selama proses penuangan.
3. Cetakan yang kurang kering
4. Reaksi antara logam induk dengan uap air dari cetakan.
5. Kelarutan hidrogen yang tinggi
6. Permeabilitas pasir yang kurang bagus.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
Gambar 2.10 Cacat porositas pada paduan AlSi (Tjitro, 2003)
untuk menentukan persentase porositas, terlebih dahulu menentukan true density dan apparent density. Berdasarkan data true density dan apparent density maka besarnya porositas secara kuantitatif dapat dihitung sebagai berikut :
%岠 슸 ...(2.10) di mana
%P : persentase porositas produk cor (%) ρs : apparent density (gr/cm3)
ρ0 : true density (gr/cm3)
sedangkan untuk mengetahui ukuran butir menggunakan perangkat lunak image-pro plus. Image-Pro Plus adalah sebuah perangkat lunak yang berguna untuk mengolah dan menganalisa file grafis pada sistem operasi Microsoft. Perangkat lunak ini biasanya digunakan untuk analisis statistik dari berbagai jenis gambar yang disimpan sebagai file grafis (file dalam bentuk seperti : .tif, .jpw, .seq, .jpg, .flf, .tga, .avi, .bmp, .pct, .cut, .pcx, .eps). Perangkat lunak ini memberikan kemungkinan untuk mengukur luas daerah permukaan, jarak, keliling, diameter dan densitas dari elemen pada gambar. Data input untuk program tersebut dapat berupa file grafis dari kamera yang terpasang pada mikroskop.
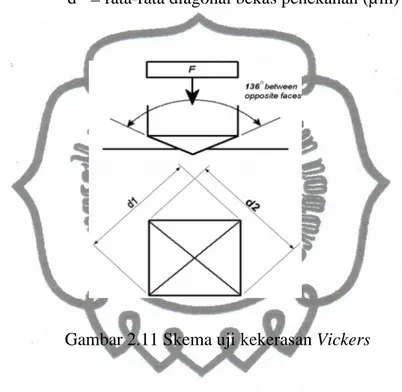
2.2.14 Kekerasan Vickers
Kekerasan merupakan sifat bahan yang menunjukkan ketahanan bahan terhadap deformasi plastis. Uji kekerasan Vickers menggunakan
commit to user
indentor piramida intan dengan besarnya sudut antara permukaan- permukaan piramida yang saling berhadapan adalah 1360. Angka kekerasan Vickers sebuah material didefinisikan sebagai beban yang diterapkan dibagi luas permukaan lekukan.
誀Ƽú 슸 2
...(2.11) Dimana : F = beban yang diterapkan (gf)d = rata-rata diagonal bekas penekanan (µm)
Gambar 2.11 Skema uji kekerasan Vickers
2.2.15 Hipotesa
Letak saluran masuk (ingate) memiliki peran terhadap besar kecilnya cacat porositas yang timbul pada paduan aluminium pada pengecoran menggunakan cetakan pasir.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
BAB III
METODE PENELITIAN
3.1 Tempat Penelitian
Penelitian dilakukan di Laboratorium Pengecoran dan Laboratorium Material Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
3.2 Alat dan Bahan Penelitian
Bahan yang digunakan dalam penelitian ini yaitu : 1. Paduan aluminium yang berasal dari piston bekas.
2. Pasir cetak
Pasir cetak terdiri dari campuran pasir silika 80% (ukuran butir 60-80 mesh), bentonit 10%, dan air 10% (persen berat).
3. Kayu
Kayu ini gunakan sebagai bahan untuk pembuatan pola.
Alat yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Timbangan
Timbangan ini digunakan untuk menimbang komposisi pasir silika, bentonit, dan air.
2. Cethok pasir
Digunakan untuk mencampur pasir cetak.
3. Penumbuk
Digunakan untuk memadatkan pasir pada saat pembuatan cetakan pasir.
4. Ayakan 60-80 mesh
Digunakan untuk menyaring pasir silika 5. Dapur peleburan
Digunakan untuk tempat melebur paduan aluminium
20
commit to user
Gambar 3.1 Dapur peleburan 6. Arang, briket, dan spiritus
Digunakan sebagai bahan bakar pada proses peleburan.
7. Blower
Digunakan sebagai peniup pada proses peleburan.
8. Kowi
Digunakan sebagai tempat logam paduan aluminium yang akan dilebur 9. Ladle
Digunakan untuk mengambil dan menuang logam cair ke dalam cetakan.
10. Termokopel tipe-K
Digunakan sebagai sensor suhu untuk mengetahui temperatur logam cair. Termokopel jenis ini mampu mendeteksi suhu sampai 12500 C.
11. Thermocouple Reader
Digunakan untuk membaca temperatur yang terdeteksi oleh termokopel.
Gambar 3.2 Thermocouple Reader 12. Timbangan digital
Digunakan untuk menimbang massa spesimen.
13. Gelas ukur
Digunakan untuk mencari volume spesimen.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 14. Gergaji
Digunakan untuk memotong kayu untuk pembuatan flask dan pola serta gergaji besi untuk memotong spesimen yang akan diuji.
15. Amplas
Digunakan untuk menghaluskan permukaan spesimen yang akan diuji.
Amplas yang digunakan yaitu nomor 320, 800, 1000.
16. Autosol
Digunakan untuk menghilangkan goresan yang timbul pada permukaan spesimen uji setelah dilakukan pengamplasan.
17. Larutan Etsa
Etsa dilakukan sebelum melakukan pengujian struktur mikro, hasil pengetsaan adalah korosi pada batas butir, sehingga dapat diamati struktur mikronya. Larutan etsa yang digunakan adalah HF 40% dan air dengan perbandingan 1: 5.
18. Micro Vickers Hardness Tester
Digunakan untuk menguji kekerasan spesimen yang dihasilkan. Alat ini dilengkapi indentor piramida intan dengan sudut 1360.
Gambar 3.3 Micro vickers hardness tester 19. Mikroskop optik
Mikroskop ini digunakan untuk membantu mengamati struktur mikro spesimen. Mikroskop dilengkapi lensa obyektif dengan perbesaran 4X, 10X, 20X, 40X dan dipasang kamera yang terhubung dengan komputer sehingga dapat diamati dan disimpan gambar struktur mikronya.
commit to user
Gambar 3.4 Mikroskop optik 20. PC dilengkapi dengan software image pro-plus 6
Software ini digunakan untuk mengolah data yang berupa file gambar struktur mikro untuk mengetahui ukuran butirnya.
3.3 Prosedur Penelitian 3.3.1 Persiapan Pola
1. Membuat pola sesuai desain yang sudah dibuat (gating ratio 1 : 2 : 2)
Gambar 3.5 Pola dengan letak saluran masuk atas
Gambar 3.6 Pola dengan letak saluran masuk di bawah
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user Dimensi sistem saluran
1. Saluran turun (sprue) Φ
Φ A1=290,7 mm2 A1 A2=130 mm2
h1=10 mm h2=50 mm
A2 Φ
Gambar 3.7 Saluran turun tampak samping 2. Saluran pengalir (runner)
Luas penampang runner (Ar) =260 mm2 panjang 100 mm
Gambar 3.8 Penampang saluran pengalir 3. Saluran masuk (ingate)
Luas penampang ingate (Ag) =260 mm2 Panjang 20 mm
Gambar 3.9 Penampang saluran masuk
4. Waduk (well)
Gambar 3.10 Well tampak samping
commit to user 5. Gas ven
140
Gambar 3.11 Gas ven
6. Benda cor
Gambar 3.12 Benda cor tampak atas
Gambar 3.13 Benda cor tampak samping 7. Basin
Gambar 3.14 Basin tampak samping
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
Gambar 3.15 Basin tampak atas 3.3.2 Pembuatan Pasir cetak
a. Menyiapkan pasir silika, bentonit, dan air
b. Mengayak pasir dengan ayakan ukuran 60-80 mesh
c. Menimbang pasir silika, bentonit, dan air dengan komposisi berat 80%, 10%, 10%
d. Mencampur semua bahan sampai tercampur rata.
3.3.3 Pembuatan Cetakan Pasir
a. Menyiapkan flask, lantai yang bersih dan pola serta sistem salurannya.
b. Meletakkan pola pada papan cetakan kemudian mengisi pasir cetak pada drag (cetakan bawah)
c. Memadatkan pasir menggunakan penumbuk sampai permukaan cetakan rata
d. Mengangkat pola dengan hati-hati jangan sampai cetakan rusak e. Memasang inti di atas rongga cetakan
f. Mengulangi langkah b - e untuk membuat cetakan atas (cope)
g. Menggabungkan cope diatas drag dengan hati-hati jangan sampai terjadi pergeseran
h. Mengulangi langkah a – g untuk variasi letak saluran masuk di bawah.
3.3.4 Tahap Peleburan
a. Menyiapkan dapur peleburan
b. Menyiapkan ladle kemudian memasukkan aluminium ke dalam ladle
commit to user
c. Memasukkan arang dan briket ke dalam tungku peleburan kemudian menyalakan api
d. Menghidupkan blower.
3.3.5 Tahap Penuangan
a. Mengukur suhu aluminium cair sampai didapat suhu 850O C b. Mendekatkan cetakan pasir di dekat dapur peleburan
c. Mengambil alumunium cair kemudian menuangkannya di atas cawan tuang secara kontinyu.
3.3.6 Tahap Pembongkaran Cetakan Pasir
Cetakan pasir didiamkan selama ± 1 jam kemudian membongkar dan membersihkan coran dari pasir sampai bersih.
3.3.7 Tahap Pengujian
a. Menguji komposisi kimia produk coran
b. Menyiapkan spesimen uji dengan variasi letak saluran masuk atas dan bawah. Jumlah spesimen uji 10 buah.
c. Menghitung besarnya True density sesuai ASTM E-252 d. Menimbang massa spesimen menggunakan timbangan uji.
e. Mencari volume spesimen menggunakan gelas ukur
f. Menghitung besarnya apparent density menggunakan rumus
슸 ಀ ...(3.1) dimana :
ρ : densitas (gr/cm3) m : massa (gr) V : volume air (cm3)
g. Menghitung persentase porositas menggunakan rumus
%岠 슸 _ ...(3.2) dimana :
%P : persentase porositas produk cor (%)
ρ
o : densitas nyata (gr/cm3)perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
ρ
s : densitas semu (gr/cm3)h. Melakukan pengujian kekerasan Vickers sesuai standar ASTM E-92-82 tiap spesimen 7 titik pengujian
i. Melakukan pengamplasan dengan tingkat kekasaran bertahap yaitu 320, 800, 1000
j. Melakukan pemolesan pada spesimen uji menggunakan autosol k. Mencelupkan spesimen uji ke dalam larutan etsa selama ± 5 detik l. Mengamati struktur mikro menggunakan mikroskop optik dengan
perbesaran 100X serta merekamnya dalam foto menggunakan kamera yang sudah dipasang pada mikroskop dan disambungkan dengan komputer
m. Mencari ukuran butir menggunakan software image pro-plus 6 dengan pendekatan keliling butir.
3.3.8 Tahap Analisa
a. Menghitung angka Reynold tiap variasi
b. Menganalisa cacat porositas yang timbul dan membandingkannya tiap – tiap variasi
c. Menghitung besarnya VHN menggunakan perumusan (2.11) dan membandingkannya tiap – tiap variasi
d. Menghitung besarnya rata-rata keliling ukuran butir dan membandingkannya tiap – tiap variasi
e. Menyimpulkan.
3.4 Variasi Pengujian
Tabel 3.1 Variasi pengujian
Pengujian
Variasi letak saluran
masuk jumlah
atas bawah
Uji vickers 5 5 10
Ukuran butir 5 5 10
Uji porositas 5 5 10
TOTAL 30
commit to user 3.5 Diagram Alir Penelitian
a.
Gambar 3.16 Diagram alir penelitian
METALOGRAFI MULAI
SELESAI
KESIMPULAN
PEMBUATAN CETAKAN PASIR (Variasi letak saluran masuk atas dan bawah)
PENGECORAN
FINISHING SPESIMEN
ANALISA DATA PEMBUATAN POLA
%岠 슸 ρ _ρ ρ
UJI DENSITAS 1. Menghitung true density spesimen uji
2. Menghitung apparent density dengan rumus 슸 ಀ 3. Menghitung persentase porositas menggunakan rumus
UJI KOMPOSISI KIMIA
1. Uji keras vickers 2. Pengamatan mikro
menggunakan mikroskop optik
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user BAB IV
DATA DAN ANALISA
4.1 Hasil uji komposisi kimia
Setelah proses pengecoran selesai didapatkan coran yang masih lengkap dengan sistem salurannya. Sebelum dilakukan pengujian untuk mengetahui persentase porositas, maka diperlukan data komposisi komposisi kimia dari logam aluminium cor dimana data komposisi kimia dalam bentuk persentase berat ini akan digunakan untuk menghitung besarnya densitas nyata pada aluminium cor.
Pengujian komposisi kimia dilakukan dengan memotong sampel pada aluminium hasil pengecoran kemudian mengujinya. Pengujian komposisi kimia dilakukan di Laboratorium Logam, POLMAN, Ceper.
Tabel 4.1 Data hasil uji komposisi kimia
Dari hasil uji komposisi kimia diatas dapat diketahui bahwa sampel uji termasuk paduan Al-Si hypoeutectic dengan kadar Si sebesar 5,67%.
Unsur Komposisi
(% wt)
Al 88,88
Si 5,67
Fe 1,18
Cu 1,00
Mn 0,285
Mg 0,410
Cr 0,0547
Ni 0,467
Zn 1,81
Sn <0,0500
Ti 0,0301
Pb 0,129
Be <0,0001
Ca 0,0156
Sr <0,0005
V 0,0137
Zr 0,0169
30
commit to user 4.2 Produk coran hasil pengecoran pasir
(a) (b) Gambar 4.1 Coran beserta sistem salurannya
( a. Letak saluran masuk di atas, b. Letak saluran masuk di bawah ) 4.3 Turbulensi aliran
Tabel 4.2 Data dimensi parting line
4.3.1 Perhitungan bilangan Reynold
Contoh perhitungan untuk spesimen 1 dengan letak ingate di atas:
Efektif Sprue Height (ESH)
氀bƼ 슸 Ƽ 烠 , karena besarnya nilai C = 2P, maka persamaan dapat disederhanakan : 氀bƼ 슸 Ƽ 烠 = Ƽ 烠 烠 =Ƽ
variasi spesi men
Panjang
(mm) P(mm) C(mm) H(mm) Luas penampang (cm2)
sprue runner ingate
Ingate di atas
1 87,0 15,7 31,4 68,3 1,91 2,82 2,54
2 86,4 18 36,0 70,3 1,67 2,75 2,65
3 86,3 16,2 32,4 70,7 1,70 2,76 2,49
4 87,4 17,1 34,2 69,8 1,93 2,96 2,54
5 87,0 16,8 33,6 68,1 1,77 2,95 2,69
Ingate di bawah
1 85,7 16,2 32,4 48,1 1,77 2,80 2,47
2 85,6 16,0 32,0 48,2 1,89 2,97 2,77
3 86,5 16,4 32,8 48,3 1,74 2,88 2,65
4 86,3 16,8 33,6 49,5 1,89 2,93 2,63
5 86,1 16,0 32,0 49,7 1,70 2,73 2,46
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 6,83宠i , = 6,83宠i 0,39 宠i = 6,44 cm Besarnya kecepatan aliran di ingate adalah : 誀 슸 宠 2 c = konstanta aliran = 0,35
슸 0,35 2 981宠i/ຠ烠 6,44宠i 슸 39,33 宠i/ຠ
Dengan menerapkan hukum kontinuitas, maka kecepatan aliran logam cair yang ada di sprue dan runner dapat dicari sebagai berikut :
- Kecepatan aliran di runner
슸 誀 슸 誀
슸 39,33 宠i/ຠ 2,54 宠i烠 슸 誀 誀 슸 슸99,9 宠is/ຠ
2,82宠i烠 슸 35,42 宠i/ຠ - Kecepatan aliran di sprue
슸 誀 슸 誀
슸 35,42宠i/ຠ 2,82 宠i烠 슸 誀 誀 슸 슸 99,9 宠is/ຠ
1,91 宠i烠 슸 52,29 宠i/ຠ
Besarnya angka Reynold dengan ingate di atas sebagai berikut :
n슸 ಀ ...(4.1)
Dimana ρ = 2,7 g/cm3 untuk µ = 0,02 g/cm.detik untuk paduan aluminium silikon (Kaptay, 2001), dan d adalah diameter untuk penampang lingkaran, selain lingkaran digunakan diameter hidrolik dengan perumusan sebagai berikut (Cengel, 2003).
슸 ...(4.2) Dimana dh = diameter hidrolik (m)
Ac = luas penampang saluran (m2) P = Perimeter (m)
commit to user
Tabel 4.3 Data hasil perhitungan diameter hidrolik (dh)
ndi ຠǴ瑨 n슸 誀
슸2,7 /宠is 52,29宠i/ຠ 1,56宠i
0,02 /宠i ຠ 슸 11,01x 103
ndi 瑨 aan瑨슸 誀
슸2,7 /宠is 35,42宠i/ຠ 1,54宠i
0,02 /宠i ຠ 슸 7,36x 103
ndi a 슸 n誀
슸 2,7 /宠is 39,33宠i/ຠ 1,55宠i
0,02 /宠i ຠ 슸 8,23x 103
Hasil perhitungan seperti contoh di atas untuk letak ingate di atas spesimen 2,3,4 dan 5 dan letak ingate di bawah sebagai berikut :
Tabel 4.4 Data laju aliran dan Reynold Number hasil perhitungan
Variasi Spesimen ESH
(cm)
V ingate (cm/s)
V sprue (cm/s)
V runner (cm/s)
Reynold Number
sprue runner ingate
Ingate di atas
1 6,44 39,33 52,29 35,42 11,01 x 103 7,36 x 103 8,23 x 103 2 6,58 39,77 62,97 38,29 12,41 x 103 7,75 x 103 8,48 x 103 3 6,67 40,02 58,72 36,11 11,65 x 103 7,36 x 103 8,27 x 103 4 6,55 39,68 52,09 34,04 11,04 x 103 7,21 x 103 8,30 x 103 5 6,39 39,19 59,71 35,70 12,09 x 103 7,37 x 103 8,47 x 103 Ingate
di bawah
1 4,41 32,54 45,54 28,73 9,22 x 103 5,97 x 103 6,68 x 103 2 4,42 32,59 47,82 30,40 10,00 x 103 6,48 x 103 7,17 x 103 3 4,42 32,59 49,59 29,99 9,98 x 103 6,24 x 103 6,99 x 103 4 4,53 33,00 45,95 29,53 9,61 x 103 6,18 x 103 7,04 x 103 5 4,57 33,14 48,06 29,88 9,54 x 103 5,97 x 103 6,76 x 103
variasi spesimen Dh (cm)
sprue runner ingate
Ingate di atas
1 1,56 1,54 1,55
2 1,46 1,50 1,58
3 1,47 1,51 1,53
4 1,57 1,57 1,55
5 1,50 1,53 1,60
Ingate di bawah
1 1,50 1,54 1,52
2 1,55 1,58 1,63
3 1,49 1,54 1,59
4 1,55 1,55 1,58
5 1,47 1,48 1,51
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
0 2000 4000 6000 8000 10000 12000 14000
Reynold Number
sprue runner ingate
ingate di atas ingate di bawah
Gambar 4.2 Grafik Reynold Number letak saluran masuk di atas dan di bawah Dari grafik di atas dapat disimpulkan bahwa letak saluran masuk baik di atas maupun di bawah sama-sama memiliki pola aliran turbulen karena sesuai teori, Reynold Number di atas 2000 pola alirannya sudah mulai turbulen. Pola aliran turbulen akan mempercepat reaksi yang terjadi baik aluminium cair dengan udara ataupun aluminium cair dengan cetakan. Logam aluminium memiliki keelektropositifan yang cukup tinggi, sehingga ia akan dapat dengan mudah bereaksi dengan oksigen dan membentuk lapisan oksida yang tipis pada permukaannya ( Sipayung, 2008 ) dan oksida logam tersebut akan tereduksi dengan karbon yang ada pada kotoran atau terak sehingga menghasilkan gas CO (campbell, 2003) seperti ditunjukkan di bawah ini :
2Al + 3/2 O2 Al2O3 (oksida aluminium) Al2O3 + 3C 2Al + 3CO (gas CO)
Sedangkan pada cetakan pasir yang digunakan terdapat uap air karena cetakan yang digunakan cetakan pasir basah. Pada temperatur tinggi uap air ini akan bereaksi dengan aluminium ketika aluminium cair dituang ke dalam cetakan, reaksinya adalah :
2Al + 3H2O Al2O3 + 3H2 (gas hidrogen)
Gas CO dan hidrogen yang timbul tidak sempat keluar dan akan terperangkap bersama aluminium cair, inilah yang akan menimbulkan cacat porositas pada aluminium cor. Semakin turbulen aliran logam cair semakin besar pula gas yang ditimbulkan karena reaksinya semakin cepat sehingga cacat porositas yang ditimbulkan juga semakin besar.